
PMPS 200 A1 - Svářecí stroj PARKSIDE - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma PMPS 200 A1 PARKSIDE ve formátu PDF.

| Značka | Parkside |
| Model | PMPS 200 A1 |
| Typ produktu | Víceprocesová svářečka s technologií dvojitého pulzu |
| Napájení | 230 V~ 50 Hz, 16 A (pojistka) |
| Hmotnost | Přibližně 17 kg |
| Svařovací proud MIG/MAG | 50–160 A (MIG standard), 30–160 A (MIG pulzní) |
| Svařovací proud MMA | 20–140 A |
| Svařovací proud TIG | 20–200 A |
| Napětí naprázdno | 60 V |
| Svařovací procesy | MAG, MIG pulzní, MIG dvojitý pulz, MMA, TIG (Lift TIG) |
| Použitelné průměry drátu | Ocel: 0,8 / 1,0 mm; Plněný drát: 0,6 / 0,8 / 0,9 / 1,0 mm; Hliník: 1,0 / 1,2 mm; CuSi: 0,8 mm; Nerez: 0,8 / 1,0 mm |
| Maximální cívka drátu | 5–15 kg (podle průměru cívky) |
| Stupeň krytí | IP21S |
| Bezpečnostní ochrany | Automatický termostat s opětovným zapnutím, Anti Stick, VRD (snížení napětí), ochrana proti tepelnému přetížení |
| Dodávané vybavení | MIG hořák s kabelem, zemnící svorka s kabelem 2 m, držák elektrod MMA s kabelem 2 m, 4 prvky hořáku (0,6/0,8/0,9/1,0 mm), hliníková tryska, kladívko na strusku, svařovací vložky pro hliník a ocel, návod k použití |
| Údržba | Pravidelné čištění stlačeným vzduchem, hadříkem nebo kartáčem; údržbu provádí kvalifikovaný elektrikář |
| Záruka | Obchodní záruka (viz podmínky) + zákonná záruka shody (2 roky) |
| Schválení | CE, v souladu se směrnicemi 2014/30/EU, 2014/35/EU, 2011/65/EU |
| Třída EMC | Třída A (průmyslové použití) |
| Provozní teplota | Výstup měřený při okolní teplotě 20 °C |
Často kladené otázky - PMPS 200 A1 PARKSIDE
Dotazy uživatelů ohledně PMPS 200 A1 PARKSIDE
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod PMPS 200 A1 - PARKSIDE a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. PMPS 200 A1 značky PARKSIDE.
NÁVOD K OBSLUZE PMPS 200 A1 PARKSIDE
Návod k obsluze a bezpečnostní pokyny
Originální návod k obsluze
SK
MULTIZVÁRAČKA S TECHNOLÓGIOU DVOJITÉHO IMPULZU
Návod na obsluhu a bezpečnostné upozornenia
Než začnete číst tento návod k obsluze, rozložte stránku s obrázky a seznamte se se všemi funkcemi zařízení.
PL
Tabulka použitých piktogramů Strana 122
Úvod Strana 123
Použití zařízení v souladu se stanoveným určením.... Strana 124
Rozsah dodávky.... Strana 124
Popis dílů.... Strana 125
Technické údaje.... Strana 126
Bezpečnostní upozornění ...... Strana 127
Před uvedením do provozu ...... Strana 135
Výběr svářecí metody.... Strana 135
Montáž pro svařování drátovými elektrodami.... Strana 136
Výměna svařovací náplně.... Strana 136
Přizpůsobení zařízení pro svařování plným drátem v ochranném plynu.... Strana 136
Přizpůsobení zařízení pro svařování trubičkovým drátem bez ochranného plynu.... Strana 137
Vložení svařovacího drátu ...... Strana 137
Svařování drátovými elektrodami.... Strana 138
Zapnutí a vypnutí zařízení ...... Strana 138
Svařování MAG Strana 139
Svařování PMIG Strana 139
Svařování DPMIG Strana 140
Vytvoření svaru.... Strana 141
Svařování MMA ...... Strana 143
Svařování WIG/TIG Strana 145
Údržba a čištění Strana 146
Ekologické pokyny a informace k likvidaci odpadu ...... Strana 146
EU prohlášení o shodě.... Strana 147
Informace o záruce a servisních opravách.... Strana 148
Záruční podmínky.... Strana 148
Záruční lhůta a zákonné nároky na odstranění vad.... Strana 148
Rozsah záruky.... Strana 148
Postup při záruční reklamaci ...... Strana 148
Servis Strana 149
| Tabulka použitých piktogramů | |||
| Pozor! Přečtěte si návod k použití! | I_2 | Jmenovitá hodnota svařovacího proudu | |
| 1~50 Hz | Sítový vstup; počet fází, symbol střídavého proudu a jmenovitá hodnota frekvence | I_1 eff | Efektivní hodnota nejvyššího síťového proudu |
| U_0 | Jmenovitá hodnota napětí naprázdno | ||
| Elektrická zařízení nelikvidujte s domovním odpadem! | U_1 | Jmenovitá hodnota síťového napětí | |
| Zařízení nepoužívejte venku a nikdy za deště! | U_2 | Normalizované pracovní napětí | |
 | Zasažení proudem ze svařovací elektrody může být smrtelné!Vdechování kouře při svařování může ohrozit Vaše zdraví. | I_1 max  | Maximální jmenovitá hodnota elektrického prouduPozor! Nebezpečí zasažení elektrickým proudem! |
 | Jiskry vznikající při svařování mohou způsobit explozi nebo požár. |  | Důležité upozornění! |
 | Paprsky elektrického oblouku mohou poškodit oči a poranit pokožku. |  | Přístroj a obal zlikvidujte ekologickým způsobem! |
 | Elektromagnetická pole mohou ohrozit funkčnost kardiostimulátorů. | ⚠ VYSTRAHA | Možná vážná až smrtelná poranění. |
 | Pozor, mohou hrozit nebezpečí! | IP21S | Stupeň krytí |
 | Zemnicí svorka |  | Jednofázový statický měnič frekvence-transformátor- usměrňovač |
| H | Třída izolace |  | Stejnosměrný proud |
 | Vyrobeno z recyklovaného materiálu. |  | Maximální jmenovitá hodnota doby svařování v přerušovaném režimu _ON^ |
 | Maximální jmenovitá hodnota doby svařování v nepřetržitém režimu t_ON (max) |  | Ruční svařování elektrickým obloukem obalenými tyčovými elektrodami |
 | Svařování kovů v ochranné atmosféře inertního nebo aktivního plynu včetně použití trubičkového drátu |  | Svařování wolframovou elektrodou v inertním plynu |
Multisvářečka s technologii dvojitého impulzu PMPS 200 A1
• Úvod

Srdečně blahopřejeme! Rozhodli jste se pro koupi vysoce kvalitního spotřebiče naší společnosti. Před prvním uvedením do provozu se s výrobkem seznamte.
Pozorně si přečtěte tento návod k použití a bezpečnostní pokyny. Toto zařízení mohou
uvádět do provozu pouze poučené osoby.
CHRAŇTE PŘED DĚTMI!
- Použití zařízení v souladu se stanoveným určením
Zařízení je určeno pro svařování plným drátem (MIG a MAG), svařování MMA (svařování tyčovými elektrodami), svařování WIG (svařování wolframovou elektrodou v inertním plynu) a pro svařování trubičkovým drátem. Při použití plných drátů, které neobsahují ochranný plyn v pevné formě, je nutno použít další ochranný plyn. Při samozabezpečovacím svařování trubičkovým drátem není nutný další plyn. Ochranný plyn je v tomto případě obsažen ve svařovacím drátu v práškové formě a je veden přímo do elektrického oblouku. Díky tomu není zařízení citlivé na vítr při práci venku. Používat se mohou pouze drátové elektrody vhodné pro toto zařízení. Tato svářečka je určena pro ruční svařování oceli, nerezové oceli, ocelového plechu, a litých materiálů elektrickým obloukem (metoda MMA) pomocí odpovídajících obalených elektrod. Dodržujte údaje výrobce elektrod. Smí se používat jen elektrody vhodné pro toto zařízení. Při svařování wolframovou elektrodou v inertním plynu (svařování WIG) dodržujte kromě instrukcí a bezpečnostních pokynů v tomto návodu k obsluze také provozní bezpečnostní pokyny k použitému hořáku WIG. Nesprávná manipulace s výrobkem může být nebezpečná pro osoby, zvířata a majetek. Používejte výrobek pouze tak, jak je popsáno, a k uvedenému účelu.
Tento návod pečlivě uschovejte. Při předávání výrobku třetím osobám jim vždy předejte i veškerou dokumentaci. Jakékoliv použití, které je v rozporu s určením, je zakázáno a potenciálně nebezpečné. Na škody vzniklé v důsledku nedodržení pokynů nebo chybného použití se nevztahuje záruka a výrobce za ně neručí. V případě použití ke komerčním účelům pozbývá záruka platnosti. Použití v souladu s určením zahrnuje také dodržování bezpečnostních pokynů, montážního návodu a provozních pokynů uvedených v návodu k obsluze. Musí být pečlivě dodržovány platné předpisy úrazové prevence.
Přístroj se nesmí používat:
■ v nedostatečně větraných prostorách,
■ v prostředí s nebezpečím výbuchu,
■ k rozmrazování potrubí,
■ v blízkosti osob s kardiostimulátorem a
■ v blízkosti lehce vznětlivých materiálů.
Zbytková rizika
Zbytkové riziko přetrvává, i pokud používáte přístroj v souladu s předpisy. V souvislosti s konstrukcí a provedením této pulzní svářečky MIG se mohou vyskytnout následující rizika:
■ poranění očí oslněním, dotknutí se horkých dílů zařízení nebo obrobku (popáleniny),
v případě nesprávného zajištění existuje nebezpečí úrazu a požáru v důsledku odletujících jisker nebo částeček strusky,
zdraví škodlivé emise kouře a plynů v případě nedostatku vzduchu nebo nedostatečného odsávání v uzavřených prostorách.
⚠️ UPOZORNĚNÍ: Zbytkové riziko snížíte, když budete zařízení používat pečlivě a podle předpisů a budete dodržovat veškeré pokyny.
- Rozsah dodávky
1 multisvářečka s technologií dvojitého impulzu PMPS 200 A1
1 hořák MIG se svařovacím 2 m kabelem
1 vysoce kvalitní, galvanizovaná měděná zemnicí svorka ve tvaru A s 2 m kabelem
1 držák elektrody MMA s 2 m svařovacím kabelem
4 proudové trysky pro ocelový/trubičkový drát (1×0,6 mm; 1×0,8 mm; 1×0,9 mm; 1×1,0 mm)
Označení podle průměru: 0,6; 0,8; 0,9; 1,0
1 hliníková tryska (1× 1,0 mm, předmontovaná)
1 kladívko na strusku
1 jádro pro hliníkový drát (předmontováno)
1 jádro pro drát z oceli/nerezové oceli a pro trubičkový drát
1 návod k obsluze
- Popis dílů
| 1 | Kryt jednotky pro posuv drátu | 20 | Svařovací tryska (1,0 mm) |
| 2 | Rukojeť | 21 | Podávací kladka |
| 3 | Sítóvá zástrčka | 22 | Kladívko na strusku |
| 4 | Zemnicí kabel se zemnicí svorkou | 23 | Hlavní vypínač ON/OFF (vč. kontrolky napájení) |
| 5 | Držák elektrody MMA | 24 | Přípojka plynu |
| 6 | Zástrčka, polarizace hadic | 25 | Regulační šroub |
| 7 | Sada hadic s přímým připojením (Euro centrální připojení) | 26 | Jednotka přítlačného válečku |
| 7a | Fixační kroužek | 27 | Držák válečku pojezdu |
| 8 | Hořáková tryska | 28 | Upevnění cívky svařovacího drátu |
| 9 | Tlačítko hořáku | 29 | Průchodka drátu |
| 10 | Hořák | 30 | Krk hořáku |
| 11 | Hadice hořáku | 31 | Trubička |
| 12 | Otočný spínač pro nastavení svařovacího napětí | 32 | Cívka svařovacího drátu (není součást dodávky) |
| 13 | Otočný spínač pro nastavení svařovacího proudu | 33 | Držák cívky svařovacího drátu |
| 14 | Displej | 34 | Pojistná matice |
| 15 | Jádro pro hliníkový drát | 35 | Adaptér cívky svařovacího drátu |
| 16 | Upevnění hadicového svazku | 36 | 1 jádro pro drát z oceli / nerezové oceli a pro trubičkový drát |
| 17 | Svařovací tryska (0,6 mm) | ||
| 18 | Svařovací tryska (0,8 mm) | ||
| 19 | Svařovací tryska (0,9 mm) | ||
- Technické údaje
| Max. jmenovitý vstupní výkon: 6 kVA | |
| Sítóvé připojení: 230 V~ 50 Hz | |
| Hmotnost: cca 17 kg | |
| Jištění: 16 A |
Svařování drátem:
| Svařovací proud: MIG 50–160 A; pulzní MIG 30– | 160 A | ||||
| Napětí naprázdno: U | _0 : 60 V | ||||
| Největší jmenovitá hodnota síťového proudu: I | _1max : 24 A | ||||
| Efektivní hodnota maximálního síťového proudu: I | _1eff : 11,2 A | ||||
| Buben svařovacího drátu max.: cca 5–15 kg | |||||
| Charakteristika Plochá | |||||
| Specifikace svařovacího drátu: typ svařování a drátu, průměr drátu | |||||
| MIG | Ocelový drát: 0,8 / 1,0 mm | ||||
| Trubičkový drát: | 0,6/ 0,8 / 0,9 / 1,0 mm | ||||
| Pulzní MIG / MIG s dvojitým impulzem | Ocelový drát / drát z nerezové oceli: | 0,8 / 1,0 mm | |||
| CuSi: | 0,8 mm | ||||
| AlSi/AlMg: | 1,0 / 1,2 mm | ||||
| Hliník: | 1,0 / 1,2 mm | ||||
| Použitelné cívky s drátem | |||||
| Vnější průměr | Vnitřní průměr | Šířka | Hmotnost s drátem AlSi/ AlMg/Al | Hmotnost s drátem ocel / nerez. ocel / CuSi a trubičk. drátem | S adaptérem 35 |
| 300 mm | 52 mm | 102 mm | ≤ 7 kg | ≤ 15 kg | ne |
| 200 mm | 52 mm | 53 mm | ≤ 2 kg | ≤ 5 kg | ano |
Svařování MMA:
| Svařovací proud: 20–140 A | |
| Napětí naprázdno: U | _o : 60 V |
| Největší jmenovitá hodnota síťového proudu: I | _1max : 23,5 A |
| Efektivní hodnota maximálního síťového proudu: I | _1eff : 11 A |
| Charakteristika: | Klesající |
| Použitelné elektrody: | 1,6 mm / 2,0 mm / 2,5 mm / 3,2 mm |
Svařování WIG:
| Svařovací proud: 20–200 A | |
| Napětí naprázdno: U | _0 : 60 V |
| Největší jmenovitá hodnota sítóvého proudu: I | _1max : 26 A |
| Efektivní hodnota maximálního sítóvého proudu: I | _1elf : 12,2 A |
| Charakteristika: Klesající |
⚠ UPOZORNĚNÍ: V rámci dalšího vývoje může bez předchozího upozornění dojít k technickým a vizuálním změnám výrobku. Všechny rozměry, upozornění a údaje uvedené v tomto návodu k použití jsou proto bez záruky. Z toho důvodu nelze na základě návodu k použití uplatňovat právní nároky.
⚠️ UPOZORNĚNÍ: Výraz „zařízení“ používaný v následujícím textu se vztahuje k multisvářečce s technologií dvojitého impulzu, která je popsána v tomto návodu k obsluze.
- Bezpečnostní upozornění
⚠️ Pozorně si prostudujte návod k použití a dodržujte popsané pokyny. Na základě tohoto návodu k použití se seznamte se zařízením, jeho správným používáním a bezpečnostními pokyny. Na typovém štítku jsou uvedeny všechny technické údaje této svářečky, informujte se o technických specifikách tohoto zařízení.
■ VÝSTRAHA Obalové materiály uchovávejte mimo dosah malých dětí. Hrozí nebezpečí udušení!
- Opravy a/nebo údržbové práce nechejte provádět pouze kvalifikované elektrikáře.
■ Toto zařízení smějí používat děti od 16 let a dále osoby se sníženými fyzickými, smyslově pozorovacími a mentálními schopnostmi nebo nedostatečnými zkušenostmi a znalostmi pouze pod dozorem nebo za předpokladu, že byly obeznámeny s bezpečným používáním zařízení a uvědomují si související rizika. Děti si nesmějí s tímto spotřebičem hrát. Čištění a uživatelskou údržbu nesmějí provádět děti bez dozoru.
■ Opravy a/nebo údržbové práce nechejte provádět pouze kvalifikované elektrikáře.
■ Používejte pouze svařovací kabely, které jsou součástí dodávky.
■ Zařízení by během provozu nemělo stát těsně u stěny, nesmí být zakryté nebo zasunuté mezi jiná zařízení, aby mohlo ventilačními štěrbinami proudit dostatečné množství vzduchu. Ujistěte se, že je zařízení správně připojeno k síťovému napětí. Vyvarujte se namáhání napájecího vedení tahem. Dříve než zařízení přesunete na jiné místo, vytáhněte síťovou zástrčku ze zásuvky.
■ Pokud zařízení není v provozu, vypněte jej vždy pomocí spínače ZAP/VYP. Držák elektrody odkládejte na izolovanou podložku a elektrody vytahujte z držáku až po 15 minutách chladnutí.
■ Dávejte pozor na stav svařovacích kabelů, držáku elektrody a zemnicích svorek. Opotřebení izolace a dílů pod proudem může způsobovat ohrožení a snižovat kvalitu svařovací práce.
- Při svařování elektrickým obloukem vznikají jiskry, roztavené kovové částice a kouř. Proto pamatujte: Z pracoviště a jeho bezprostředního okolí odstraňte všechny hořlavé substance anebo materiály.
■ Zajistěte větrání pracoviště.
■ Nesvařuje zásobníky, nádoby nebo trubky, které obsahují nebo obsahovaly hořlavé kapaliny nebo plyny.
VYSTRAHA Zamezte jakémukoliv přímému kontaktu s obvodem svařovacího proudu. Napětí při chodu naprázdno mezi kleštěmi elektrod a zemnicí svorkou může být nebezpečné, hrozí nebezpečí úrazu elektrickým proudem.
■ Zařízení neskladujete ve vlhkém nebo mokrém prostředí nebo na dešti. Zde platí ustanovení ochrany IP21S.
- Chraňte oči'vhodnými ochrannými brýlemi (DIN 9–10) nebo automatickou svářečskou kuklou (podle EN 166, 175 a 389; stupeň ochrany DIN 9–13). Používejte rukavice a suchý ochranný oděv, který není znečištěn olejem a tukem, abyste chránili pokožku před ultrafialovým zářením elektrického oblouku.
■ VÝSTRAHA Zdroj svařovacího proudu nepoužívejte k odmrazování trubek.
Upozornění:
■ Záření elektrického oblouku může poškodit oči a způsobit popálení kůže.
- Při svařování elektrickým obloukem vznikají jiskry a kapky roztaveného kovu, svařovaný kus se rozžhaví a relativně dlouho zůstává velmi horký. Nikdy se proto nedotýkejte obrobku holýma rukama.
■ Při svařování elektrickým obloukem se uvolňují zdraví škodlivé výpary. Dávejte pozor, abyste je pokud možno nevdechovali.
- Chraňte se před nebezpečnými účinky elektrického oblouku a osoby, které se na práci nepodílejí, vykažte do vzdálenosti minimálně 2 m od elektrického oblouku.

POZOR!
■ Během provozu svářečky může docházet v závislosti na podmínkách v síti v místě připojení k výpadkům v napájení jiných spotřebičů. Pokud máte pochybnosti, obratře se na dodavatele elektrické energie.
■ Během provozu svářečky může docházet k poruchám funkčnosti jiných přístrojů, jako jsou např. naslouchátka, kardiostimulátory atd.
- Zdroje nebezpeči při svařování elektrickým obloukem
Při svařování elektrickým obloukem existuje celá řada zdrojů nebezpečí. Proto je pro svářeče zvlášť důležité, aby dodržoval následující pravidla a aby neohrožoval sebe ani ostatní a nedošlo k poškození zdraví nebo zařízení.
- Práce na přívodu síťového napětí, např. na kabelech, zástrčkách, zásuvkách atd., nechejte provádět jen kvalifikovaného elektrikáře podle národních a místních předpisů.
- Práce na přívodu síťového napětí, např. na kabelech, zástrčkách, zásuvkách atd., nechejte provádět pouze kvalifikovaným elektrikářem podle národních a místních předpisů.
■ V případě nehody svářečku okamžitě odpojte od přívodu síťového napětí.
- Pokud se vyskytne kontaktní napětí, zařízení ihned vypněte a nechejte je zkontrolovat kvalifikovaným elektrikářem.
■ Na straně svařovacího proudu dbejte vždy na dobré elektrické kontakty.
■ Při svařování vždy mějte na obou rukou nasazené izolující rukavice. Chrání před úrazy elektrickým proudem (napětí naprázdno svařovacího proudového obvodu), před škodlivým zářením (teplo a UV záření) a také před žhavým kovem a rozstřikem.
■ Noste pevnou izolující obuv. Obuv musí mít izolační vlastnosti i v mokru. Nejsou vhodné polobotky, protože padající žhavé kapky kovů mohou způsobit popáleniny.
- Nóste vhodný ochranný oděv, nenoste syntetický oděv.
- Bez ochrany zraku se nedívejte do elektrického oblouku, používejte jen svářečský štít s předepsaným ochranným sklem podle DIN. Vedle světelného a tepelného záření, které způsobuje oslnění, resp. popáleniny, vyzařuje elektrický oblouk také UV záření. Toto neviditelné ultrafialové záření způsobuje při nedostatečné ochraně velmi bolestivé záněty spojivek, které se projevují až po několika hodinách. UV záření navíc způsobuje na nechráněných částech těla popáleniny, jako je tomu při spálení slunečním zářením.
■ Rovněž osoby a pomocníci nacházející se v blízkosti elektrického oblouku musí být upozorněni na hrozící nebezpečí a vybaveni potřebnými ochrannými pomůckami. Pokud je to nutné, postavte ochranné stěny.
■ Při svařování, zvláště v malých prostorách, je nutné zajistit dostatečný přísun čerstvého vzduchu, protože vzniká kouř a škodlivé plyny.
- Žádné svářečské práce se nesmí provádět na nádobách, ve kterých se skladují plyny, pohonné hmoty, minerální oleje apod.,
- ani v případě, že byly vyprázdněny před delší dobou
- protože v důsledků zbytků vzniká nebezpečí výbuchu.
■ V prostorách s nebezpečím požáru nebo výbuchu platí zvláštní předpisy.
■ Svarové spoje, které jsou vystaveny velkému namáhání a musí splňovat určité bezpečnostní požadavky, smí provádět pouze speciálně vyškolení a certifikovaní svářeči. Jedná se například o tlakové kotle, pojezdné kolejnice, tažná zařízení atd.
■ ⚠️ POZOR! Zemnicí svorku vždy připojujte co nejblíže k svařovanému místu tak, aby měl svařovací proud co nejkratší dráhu od elektrody k zemnicí svorce. Zemnicí svorku nikdy nepřipojujte na plást svarečky! Zemnicí svorku nikdy nepřipojujte na uzemněné díly, které jsou ve velké vzdálenosti od obrobku, např. vodovodní potrubí v druhém rohu místnosti. Jinak může dojít k poškození systému ochranných vodičů v místnosti, kde svařujete.
■ Svářečku népoužívejte za deště.
■ Svářečku nepoužívejte ve vlhkém prostředí.
■ Svářečku pokládejte’jen na rovnou plochu.
■ Výstup je dimenzován na teplotu 20 °C. Při vyšších teplotách se může doba svařování zkrátit.
△OHROŽENÍ ZASAŽENÍM ELEKTRICKÝM PROUDEM:
- Úraz elektrickým proudem ze svařovací elektrody může být smrtelný. Nesvařujte za deště nebo sněhu. Používejte suché izolované rukavice. Nedotýkejte se elektrody holýma rukama.
Nepoužívejte mokré nebo poškozené rukavice. Před zasažením elektrickým proudem se chraňte izolováním vůči obrobku.
Neotevírejte plášť zařízení.
OHROŽENÍ SVAŘOVACÍM KOUŘEM:
■ Vdechování svařovacího kouře může ohrozit zdraví. Nemějte hlavu v kouři. Používejte zařízení v otevřených prostorách. K odstranění kouře používejte větrání.
OHROŽENÍ ODLETUJÍCÍMI JISKRAMI:
■ Jiskry vznikající při svařování mohou způsobit explozi nebo požár. Hořlavé materiály neponechávejte v blízkosti svařování.
Nesvařujte vedle hořlavých látek. Odletující jiskry mohou způsobit požár. Mějte v blízkosti připravený hasicí přístroj a pozorovatele, který jej může ihned použít. Nesvařujte na bubnech nebo jakýchkoliv uzavřených nádobách.
OHROŽENÍ PAPRSKY ELEKTRICKÉHO OBLOUKU:
■ Paprsky elektrického oblouku mohou poškodit oči a poranit pokožku. Používejte klobouk a bezpečnostní brýle. Používejte ochranu sluchu a límce zapínejte až ke krku. Noste svářecí kukly a dbejte na správné nastavení filtrů. Noste ochranu celého těla.
OHROŽENÍ ELEKTROMAGNETICKÝMI POLI:
■ Svařovací proud vytváří elektromagnetická pole.
Nepoužívejte společně se zdravotnickými implantáty. Svařovací hadice nikdy neomotávejte kolem těla. Svařovací kabely vedte u sebe.
- Specifické bezpečnostní pokyny pro svářečský štít
■ Před zahájením řezání se vždy přesvědčte pomocí jasného zdroje světla (např. zapalovač) o správném fungování svářecího štítu.
- Odletující jiskry mohou ochranné sklo poškodit. Poškozené nebo poškrábané ochranné sklo ihned vyměňte.
■ Poškozené nebo silně znečištěné, příp. postříkané součásti ihned vyměňte.
■ Zařízení mohou provozovat pouze osoby, které dovršily 16 let života.
Seznamte se s bezpečnostními předpisy pro svařování.
Respektujte bezpečnostní pokyny k vaší svářečce.
■ Při svařování vždy používejte svářečský štít. Pokud jej nepoužijete, můžete si způsobit těžká poranění sítnice.
■ Při svařování vždy používejte ochranný oděv.
Nikdy nepoužívejte svářečský štít bez ochranného skla.
Existuje nebezpečí poškození zrąku!
■ Pro dobrou viditelnost a práci bez únavy včas vyměňte ochranné sklo.
- Prostředí se zvýšeným ohrožením elektrickým proudem
Při svařování v prostředí se zvýšeným ohrožením elektrickým proudem je nutno dodržovat následující bezpečnostní pokyny.
Prostředí se zvýšeným ohrožením elektrickým proudem se vyskytuje například:
■ na pracovištích s omezeným prostorem pro pohyb, kdy svářeč pracuje ve vynucené poloze (např. vkleče, vsedě, vleže) a dotýká se elektricky vodivých dílů;
■ na pracovištích s úplným nebo částečným elektricky vodivým ohraníčením a s velkým nebezpečím předvídatelného nebo náhodného dotyku svářečem;
■ na mokrých, vlhkých nebo horkých pracovištích, kde vlhkost vzduchu nebo pot významně snižuje odpor lidské kůže a izolační vlastnosti nebo značně snižuje funkčnost ochranného vybavení.
■ Prostředí se zvýšeným ohrožením elektrickým proudém může vytvářet i kovový žebřík nebo lešení.
Při práci v takovém prostředí používejte izolační podložky a mezivrstvy, rukavice s manžetami a pokrývky hlavy z kůže nebo jiných izolačních materiálů, které izolují tělo od země. Zdroj svařovacího proudu musí být mimo pracovní oblast nebo elektricky vodivé povrchy a mimo dosah svářeče.
Dodatečnou ochranu proti úrazu sítovým proudem v případě poruchy lze zajistit použitím proudového chrániče, který se aktivuje při výbojovém proudu do 30 mA a zabezpečuje všechna napájená zařízení v okolí. Proudový chránič musí být vhodný pro všechny typy proudů. Prostředky pro rychlé elektrické odpojení od zdroje nebo obvodu svářovacího proudu (např. nouzový vypínač) musí být snadno přístupné. Při použití svářeček v prostředí s ohrožením elektrickým proudem nesmí výstupní napětí naprázdno u svářečky přesáhnout 113 V (efektivní hodnota). V těchto případech se tato svářečka smí používat z důvodu výstupního napětí.
- Svařování ve stísněných prostorách
■ Při svařování ve stísněných prostorách může hrozit nebezpečí v důsledku toxických plynů (nebezpečí udušení).
■ Ve stísněných prostorách se smí svařovat jen tehdy, pokud jsou v bezprostřední blízkosti poučené osoby, které mohou v případě potřeby zasáhnout. V takovém případě musí být před zahájením svařování provedeno odborné posouzení, aby se určilo, jaké kroky jsou nezbytné k zajištění bezpečnosti práce a jaká preventivní opatření by měla být přijata během vlastního svařovacího procesu.
- Sčitání napětí naprázdno
■ Pokud je současně v provozu více než jeden zdroj svařovacího proudu, může se jejich napětí naprázdno sčítat a vést ke zvýšenému elektrickému nebezpečí. Zdroje svařovacího proudu musí být připojeny tak, aby bylo toto nebezpečí minimalizováno.
Jednotlivé zdroje svařovacího proudu se samostatným ovládáním a přípojkami musí být zřetelně označeny, aby bylo možno identifikovat, co patří ke kterému obvodu svařovacího proudu.
- Ochranný oděv
Během práce se svářeč musí po celém těle odpovídajícím oděvem chránit proti záření a popáleninám. Je nutno dodržovat následující kroky:
– Před zahájením svařování si oblékněte ochranný oděv.
- Nasadte si rukavice.
- Otevřete okno nebo použijte ventilátor k zajištění přívodu vzduchu.
- Používejte ochranné brýle a respirátor.
■ Na obou rukách je nutné mít rukávice s manžetou z vhodného materiálu (kůže). Rukavice musí být v bezvadném stavu.
■ Na ochranu oděvu proti odletujícím jiskrám a popáleninám používejte vhodné zástěry. Pokud to charakter práce vyžaduje, např. svařování nad hlavou, používejte ochranný oblek a v případě potřeby i ochranu hlavy.
OCHRANA PROTI ZÁŘENÍ A POPÁLENÍ
- Na pracovišti upozorněte vyvěšením informace „Pozor! Nedívejte se do plamenů!“, která upozorňuje na ohrožení očí. Pracoviště je nutno podle možností odstínit tak, aby byly osoby v blízkosti chráněny. Nepovolané osoby je nutno držet mimo oblast svářečských prací.
- V bezprostřední blízkosti stacionárních pracovišť by stěny neměly být světlé ani lesklé. Okna musí být nejméně do výšky hlavy zabezpečena proti propouštění nebo odrazu záření, např. vhodným nátěrem.
- Klasifikace zařízení z hlediska EMC
Dle normy IEC 60974-10 se jedná o svářečku s elektromagnetickou kompatibilitou třídy A. Přístroje třídy A jsou přístroje, které jsou vhodné pro použití ve všech oblastech s výjimkou obytných zón a oblastí přímo připojených na napájecí sit nízkého napětí, která napájí (také) obytné budovy. Zařízení třídy A musí splňovat mezní hodnoty třídy A.
VÝSTRAŽNÉ UPOZORNĚNÍ: Zřízení třídy A jsou určena pro provoz v průmyslovém prostředí. Z důvodu vyskytujících se výkonových i vyzařovaných poruchových veličin mohou eventuálně vznikat potíže se zajištěním elektromagnetické kompatibility v ostatních prostředích.
I když zařízení dodržuje mezní emisní hodnoty podle normy, přesto mohou příslušné přístroje způsobovat elektromagnetické rušení citlivých zařízení a přístrojů. Za rušení, které při práci vzniká následkem elektrického oblouku, odpovídá uživatel, který musí přijmout vhodná opatření. Uživatel musí věnovat pozornost především následujícím oblastem:
– síťová, řídicí, signalizační a telekomunikační vedení
- počítače a ostatní přístroje řízené mikroprocesorem
- televizory, rozhlasové přijímače a jiná přehrávací zařízení
- elektronická a elektrická bezpečnostní zařízení
- osoby s kardiostimulátory nebo naslouchadly
- měřicí a kalibrační zařízení
- odolnost proti rušení ostatních blízkých zařízení
- denní doba, během které se práce provádějí.
Pro snížení možného rušivého záření doporučujeme následující opatření:
- vybavení síťové přípojky síťovým filtrem
- pravidelná údržba přístroje a udržování přístroje v dobrém stavu
- svařovací vedení by mělo být zcela odvinuté a ležet pokud možno paralelně na zemi
- zařízení ohrožená rušivým zářením pokud možno odstraňte
z pracovního prostoru nebo provedte jejich odstínění.
!UPOZORNĚNÍ:
Toto zařízení odpovídá normě IEC 61000-3-12 za předpokladu, že zkratový výkon Ssc je v místě styku mezi napájením uživatele a veřejné sítě 5692,5 kW nebo vyšší. Instalatér nebo uživatel zařízení zodpovídá za to, aby bylo v případě potřeby konzultací s provozovatelem rozvodné sítě zajištěno, že zařízení bude připojeno pouze k napájení, jehož zkratový výkon „Ssc“ je 5692,5 kW nebo vyšší.
!UPOZORNĚNÍ:
Určete (v případě potřeby po konzultaci s dodavatelem elektriny) maximální přípustnou impedanci systému Zmax v místě rozhraní uživatelského napájení.
Zařízení lze připojit pouze k uživatelskému napájení se impedancí Zmax 0,242 Ω nebo menší.
- Ochrana proti přetížení
Svářečka je chráněna proti teplotnímu přetížení automatickým bezpečnostním zařízením (termostat s automatickým opětovným zapínáním). Při přetížení přeruší bezpečnostní zařízení proudový obvod. V případě přehřátí se na displeji: zobrazí „over heating“. Při aktivaci bezpečnostního zařízení nechejte zařízení vychladnout. Po cca 15 minutách je zařízení opět připraveno k provozu.
- Před uvedením do provozu
Vyjměte všechny díly z obalu a zkontrolujte, zda pulzní svářečka MIG nebo jednotlivé díly nevykazují nějaká poškození. Pokud tomu tak je, svářečku nepoužívejte.
Obratte se na výrobce na uvedené servisní adrese.
- Odstraňte všechny ochranné fólie a ostatní transportní obaly.
■ Zkontrolujte, zda je dodávka kompletní.
• Výběr svářecí metody
⚠ UPOZORNĚNÍ: Všechny hodnoty znázorněné na následujících náčrtech jsou pouze příklady a nejsou doporučením pro konkrétní parametry sváření.
Náčrt 1 Náčrt 2
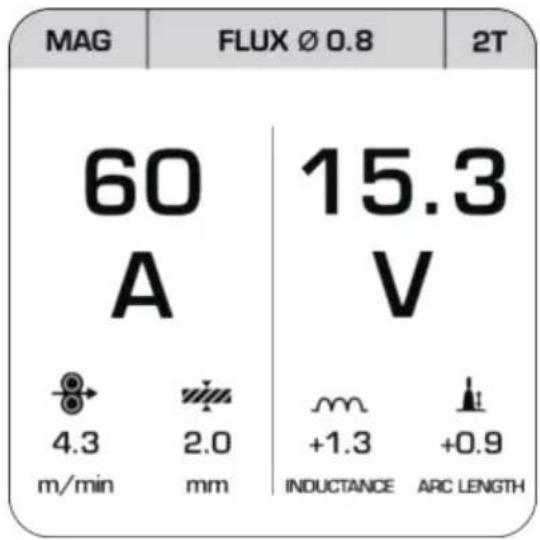
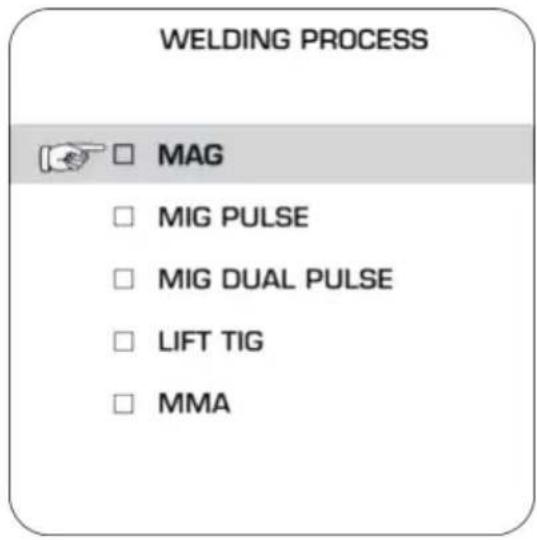
Po zapnutí přístroje je automaticky aktivována naposledy použitá metoda sváření. Také další parametry (elektrický proud, napětí atd.) se nahrají tak, jak byly naposled nastaveny. Pro změnu svářecí metody stiskněte nejdříve otočný spínač pro nastavení svařovacího proudu 13 (dále jen spínač 13). Otočením spínače 13 vyberte levé horní pole. Zde se zobrazuje aktuálně vybraná metoda svařování [MAG na náčrtu 1]. Stiskněte znovu spínač 13.
Otevře se výběrové menu režimu svařování [viz náčrt 2]. Pro výběr požadované svářecí metody otočte spínačem ^13 . Výběr potvrdte opětovným stisknutím spínače ^13 . Poté stiskněte otočný spínač pro nastavení svařovacího napětí ^12 , abyste vybrali příslušnou metodu svařování.
- Montáž pro svařování drátovými elektrodami
⚠️POZOR: Zamezte nebezpečí úrazu elektrickým proudem, zranění nebo poškození. Před každou údržbou nebo přípravnou prací vytáhněte síťovou zástrčku ze síťové zásuvky.
⚠ UPOZORNĚNÍ: Podle druhu aplikace se používají různé svařovací dráty. Podávací kladka, proudová tryska a průřez drátu se k sobě musí vždy hodit. Zařízení je vhodné pro cívky drátu maximálně do 15 kg.
• Výměna svařovací náplně
Předmontovaná náplň 15 je určena pro hliníkový drát. Náplň, která není předmontovaná, 36 je vhodná pro drát z oceli, nerezové oceli a plněný drát. Otáčením proti směru hodinových ručiček 34 uvolněte pojistnou matici. Náplň 15 vytáhněte z hadicového svazku s přímou přípojkou 7 a zavedte do něj novou náplň, úzkým koncem předem. 7 Protáhněte kompletní, novou náplň a upevněte opět pomocí pojistné matice 34.
Při připojení hořáku s náplní 36 (nepředmontovanou) zasuňte nejdříve trubičku 31 do správného (spodního) otvoru na Euro centrální přípojce svařovačky. Tím je zaručeno čerpání roztaveného drátu.
- Přizpůsobení zařízení pro svařování plným drátem v ochranném plynu
Správné připojení pro svařování plným drátem za použití ochranného plynu je znázorněno na obrázku T.
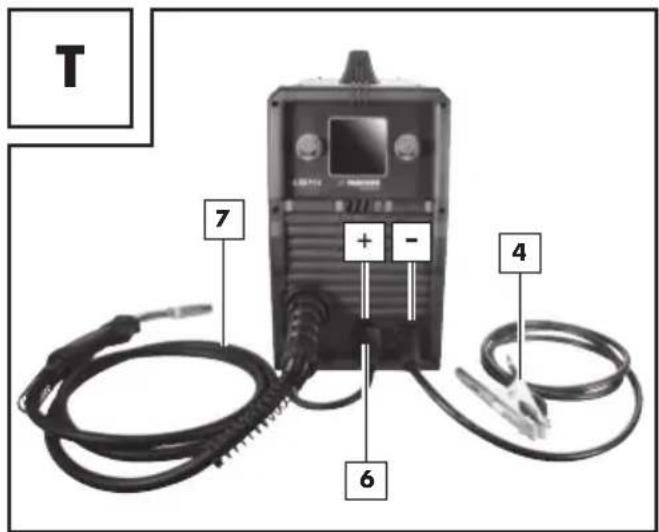
■ Nejprve spojte konektr s prípojkou, která je označena znaménkem „+“ (viz obr. T). Zafixujte jej otočením ve směru hodinových ručiček. V prípadě pochybností se poradte s odborníkem.
Nyní spojte hadicový svazek s prímým připojením s příslušnou přípojkou (viz obr. T). Zafixujte spoj utažením fixačního kroužku 7a ve směru hodinových ručiček.
Spojte zemnicí kaels prípojkou, která je označena znaménkem „-“ (viz obr. T). Zafixujte prípojení otočením ve směru hodinových ručiček.
Odstraňte ochrannou krytku plynové přípořký na zadní straně přístroje.
Propojte přívod ochranného plynu včetně redukčního ventilu (není součástí dodávky) s plynovou přípojkou ^24 (viz obr. C). Ochranný plyn je nutný, pokud se nepoužije trubičkový drát s integrovaným pevným ochranným plynem. V případě potřeby dodržujte také pokyny k redukčnímu ventilu (není součástí dodávky). Jako orientační hodnotu pro nastavení toku plynu lze použít následující vzorec:
průměr drátu v mm x 10 = průtok plynu v l/min
Například pro drát s průměrem 0,8 mm je hodnota cca 8 l/min.
- Přizpůsobení zařízení pro svařování trubičkovým drátem bez ochranného plynu
Pokud použijete trubičkový drát s integrovaným ochranným plynem, není třeba přivádět žádný externí ochranný plyn.
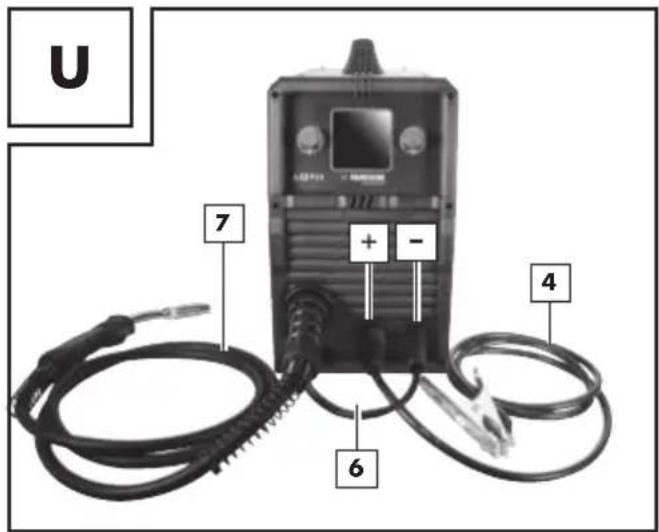
■ Nejprve spojte konekters přípojkou, která je označena znaménkem „-“ (viz obr. U).
Zafixujte jej otočením ve směru hodinových ručiček. V případě pochybností se poradte s odborníkem.
Nyní spojte hadicový svazek s prímým prípojením s príslušnou prípojkou. Zafixujte spoj utažením prípojky ve směru hodinových ručiček.
■ Spojte zemnicí kabels prípojkou, která je označena znaménkem „+“ (viz obr. U), a zafixujte prípojku otočením ve směru hodinových ručiček.
• Vložení svařovacího drátu
Odblokujte a otevřete kryt jednotky posuvu drůstisknutím odblokovacího tlačítka nahoru.
Odblokujte jednotku kladky otočením upevnění svařovací cívky proti směru hodinových ručiček (viz obr. G).
Odstraňte upevnění svařovací cívky z držáku cívky svařovacího drátu 33 (viz obr. G).
! UPOZORNĚNÍ: Dbejte prosím na to, aby se konec drátů neuvolnil a cívka se nezačala samovolně odvíjet. Konec drátů se smí uvolnit až během montáže.
Cívku se svařovacím dráteň kompletně vybalte, aby se mohla plynule odvíjet.
Ještě ale neuvolňujte konec drátu.
Jakmile je cívka drátu široká cca 10 cm, odstraňte adapter U cívek širokých cca 5 cm zůstane adaptér ^35 ve své poloze.
Nasadte cívku drátu na držák cívky svařovacího drátu 38. Ujistěte se, že se cívka odvíjí na straně průchodu drátu 29 a konec svařovacího drátu se nachází pod svařovací cívkou (viz obr. M a N).
Upevnění svařovací cívý opět nasadte a zablokujte jej přitlačením a otočením ve směru hodinových ručiček.
■ Uvolněte nastavovací šrouba otočte jej směrem dolů (viz obr. I).
Uvolněte držák podávací kladýotočením proti směru hodinových ručiček a stáhněte jej dopředu (viz obr. K).
Na horní straně podávací kladky zkontrolujte, jestli je uvedena příslušná tlouštka drátu. Pokud je to třeba, musí se cívka posuvu ^21 otočit nebo vyměnit. Svařovací drát se musí nacházet v horní drážce!
Držák podávací kladky opět nasadte a pevně našroubujte ve směru hodinových ručiček.
Odstraňte trysku hořáku tahem a otočením ve směru hodinových ručiček (viz obr. L).
Vyšroubujte příslušnou svařovací trysku, 17, 18, 19, nebo 20 (viz obr. L).
■ Hadicový svazek s prímým prípojením vedte co nejrovněji od svářečky (položené na podlaze).
■ Z okraje cívky vyjměte konec drátu.
Zkratte konec drátu nůžkami na drát nebo štípacími kleštěmi, abyste odstranili poškozený, ohnutý konec drátu (viz obr. M).
⚠️ UPOZORNĚNÍ: Drát musí být po celou dobu napnutý, aby se zamezilo jeho uvolnění a odvinutí! Doporučujeme provádět tyto práce s další osobou.
■ Prostrčte svařovací drát průchodkou drátu (viz obr. N).
- Vedte svařovací drát podél podávací kladky a pak jej zasuňte do průchodky drátu 29.
■ Otočte jednotku přítlačné kladýsměrem k podávací kladce 21 (viz obr. P).
■ Zavěste nastavovací šročob (viz obr. P).
Nastavte protitlak nastavovacím šroubem. Svařovací drát musí být pevně usazen mezi přítlačnou kladkou a podávací kladkou ^21 v horním vedení a nesmí být přimáčknutý (viz obr. O).
Zapněte svářečku hlavním vypínačem (viz obr. C).
Stiskněte tlačítko hořáru Zajistěte, aby láhev s ochranným plynem byla pevně uzavřená, dokud svařovací drát nedosáhne požadované polohy.
■ Systém posuvu drátu nyní posouvá svařovací drát hadicovým svazkéma hořákem 10.
Když svařovací drát vyčnívá 1–2 cm z krku hořáku pustte tlačitko hořáku 9 (viz obr. Q).
■ Svářečku znovu vypněte.
Příslušnou svařovací tryský 17, 18, 19, nebo 20 opět zašroubujte (viz obr. R). Dbejte na to, aby svařovací tryska 17, 18, 19, nebo 20 odpovídala průměru použitého svařovacího drátu.
U přiloženého svařovacího drátu je nutno použít svařovací trysku 17, 18, 19, nebo 20 s označením 1,0 nebo 1,0 A při použití hliníkového plného drátu.
- Otáčením doprava opět propojte trysku hořákus krkem hořáku 30 (viz obr. S).
VÝSTRAHA
Aby se zamezilo nebezpečí úrazu elektrickým proudem, poranění nebo poškození, vytáhněte před údržbou nebo přípravou práce síťovou zástrčku ze zásuvky.
- Svařování drátovými elektrodami
- Zapnutí a vypnutí zařízení
Zapněte a vypněte svářečku hlavním vypínačem 23. Pokud svářečku delší dobu nepoužíváte, vytáhněte síťovou zástrčku ze zásuvky. Až potom je zařízení zcela bez proudu.
⚠️ UPOZORNĚNÍ: Všechny hodnoty znázorněné na následujících náčrtech jsou pouze příklady a nejsou doporučením pro konkrétní parametry sváření.
Náčrt 3 Náčrt 4
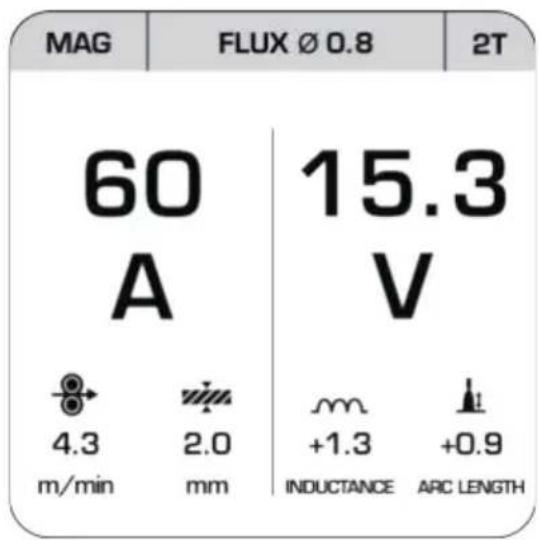
Při volbě metody MAG máte výběr mezi trubičkovým drátem a ocelovým drátem.
Pro nastavení svařovacího proudu stiskněte nejdříve otočný spínač 13 (dále jen spínač 13).
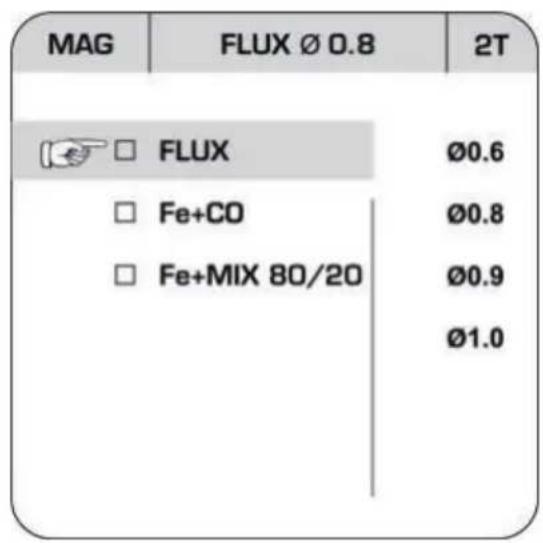
Otočením spínače 13 vyberte střední horní pole. Zde se zobrazuje aktuálně vybraný drát [FLUX 0.8 na náčrtu 3]. Stiskněte znovu spínač 13, abyste se dostali do výběrového menu drátu [náčrt 4].
Otočením a stisknutím spínače ^13 zde můžete nastavit používaný svařovací drát a eventuálně používaný ochranný plyn. Jako ochranný plyn můžete u ocelového drátu (Fe + CO / Fe + MIX 80/20) použít CO₂, nebo směs 80 % argon / 20 % CO₂. Následně můžete otočením a stisknutím spínače ^13 nastavit průměr drátu. Stisknutím spínače pro nastavení napětí ^12 (dále jen spínač ^12 ) se dostanete zpět na nastavení svařování. Nyní můžete na horní liště analogicky provést výběr mezi „2T“ (2taktový) a „4T“ (4taktový). Při 2taktovém svařování bude přítomno napětí, dokud bude stisknutá spoušť hořáku.
Při 4taktovém postupu bude přítomno napětí, jakmile bude spoušť hořáku krátce stisknuta a opět uvolněna. Napětí se přeruší, jakmile bude spoušť opět stisknuta.
Otáčením spínače 13 lze nyní nastavit svařovací proud. Posuv drátu se automaticky přizpůsobí zobrazí se doporučení pro svařovanou tloušťku materiálu v mm.
Otáčením spínače ^12 Ize nastavit napětí, čímž se změní také délka oblouku „ARC LENGTH”.
Pokud stisknete a následně otočíte spínačem ^12 , můžete upravit indukčnost „INDUCTANCE“.
• Svařování PMIG
Náčrt 5
other
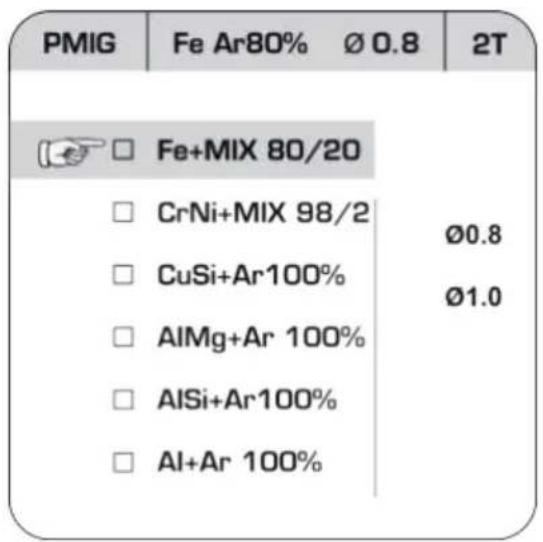
| Sample | PMIG (%) | Fe Ar80% | Ø 0.8 | 2T | | :--- | :--- | :--- | :--- | :--- | | □ Fe+MIX 80/20 | □ | | | | | □ CrNi+MIX 98/2 | □ | | | Ø0.8 | | □ CuSi+Ar100% | □ | | | Ø1.0 | | □ AlMg+Ar 100% | □ | | | | | □ AISi+Ar100% | □ | | | | | □ Al+Ar 100% | □ | | | |Pro nižší tvorbu rozstříku a stabilnější oblouk můžete vybrat pulzní metodu MIG. Při této metodě můžete provést volbu mezi ocelovým drátem, CrNi, CuSi, AlMg, AlSi a drátem Al [náčrt 5].
Níže uvádíme používaný ochranný plyn.
Při použití příslušných drátů je nutné použít následující ochranné plyny:
Fe (ocelový drát) : [80 % argon / 20 % CO₂]
drát CrNi (nerezová ocel): [98 % argon / 2 % CO₂]
CuSi, AlMg, AlSi a hliníkový drát: [100 % argon]
Navigace v menu PMIG je analogická k navigaci v menu „MAG“ pomocí spínačů 12 a 13. Stejně tak lze nastavit průměr použitého svařovacího drátu a provést výběr mezi „2T“ a „4T“.
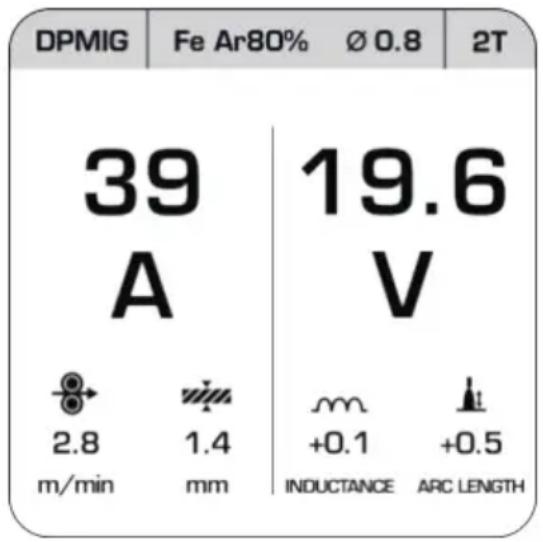
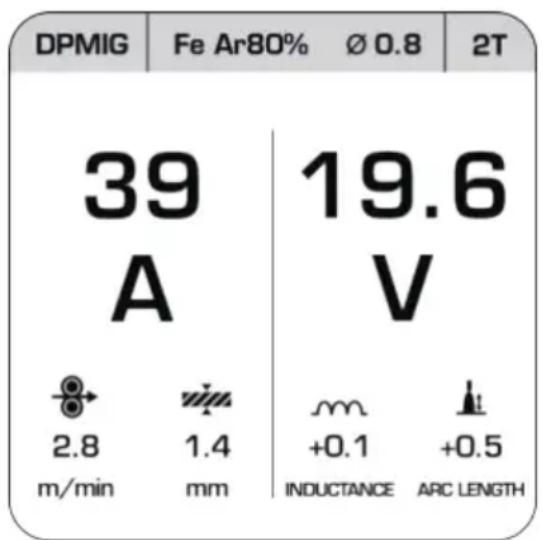
• Svařování DPMIG
Díky metodě MIG s technologií dvojitého impulzu do materiálu vstupuje méně žáru. Proto je tato metoda ideální pro tenkostěnné svařování nerezové oceli a hliníku.
Při této metodě je možné použít stejné drátové elektrody a ochranné plyny jako při svařování PMIG.
Navigace v menu DPMIG je analogická k navigaci v menu „MAG“ pomocí spínačů 12 a 13.
Stejně tak lze nastavit průměr použitého svařovacího drátu a provést výběr mezi „2T“ a „4T“.
Stejně tak zde lze po nastavení používaného svařovacího drátu dvojitým stisknutím spínače 13 vyvolat diagram parametrů. Zde je možné pro metodu DPMIG nastavit jednotlivé parametry.
Doporučujeme použít přednastavené hodnoty. Jako pokročilý uživatel můžete upravit jednotlivé hodnoty tak, aby přesně vyhovovaly Vašim plánovaným svářecím pracím. Pro resetování nastavených parametrů se vratte do menu DPMIG [náčrt 6] a podržte cca 5 sekund stisknutý spínač 12.
Náčrt 6
VÝSTRAHA NEBEZPEČÍ POPÁLENÍ!
Svařované obrobky jsou velmi horké, także se o ně můžete popálit. Pro přemistování svařených, horkých obrobku vždy používejte kleště.
Po elektrickém zapojení svářečky postupujte následovně:
■ Oblečte si vhodný ochranný oděv v souladu se specifikacemi a připravte si pracoviště.
Připojte zemnicí kabel pomocí zemnicí svokyke svařovanému obrobku. Dbejte na to, abyste vytvořili dobrý elektrický kontakt.
Ve svařovaném místě musí být obrobek očištěný od rzi a barvy.
Nastavte požadované parametry svařování podle zvolené metody svařování.
Přibližte hořákovou trysku k místu na obrobku, kde se má svařovat.
Stiskněte tlačítko hořáRů aby se vysunul svařovací drát. Jakmile je elektrický oblouk zapálený, posouvá zařízení svařovací drát do svarové lázně.
■ Optimální nastavení svařovacího proudu zjistíte testováním na zkušebním kusu.
Dobře nastavený elektrický oblouk vydává měkký, rovnoměrný bzučivý zvuk.
Při drsném nebo tvrdém praskání přepněte na vyšší výkonový stupeň (zvyšte svařovací proud).
■ Jakmile je svařovací čočka dostatečně velká, vedte hořek pomalu podél požadované hrany.
Vzdálenost mezi hořákovou tryskou 8 a obrobekem udržujte co nejmenší (nikdy větší než 10 mm).
Případně jí mírně kývejte, abyste zvětšili svarovou lázeň. Méně zkušené osoby mohou mít počáteční potíže s vytvořením správného elektrického oblouku. Musí být správně nastaven svařovací proud.
Hloubka provaření (odpovídá hloubce svaru v materiálu), by měla být co nejhlubší, svarová lázeň však nesmí propadat obrobkem.
■ Pokud je svařovací proud příliš nízký, nelze svařovací drát správně roztavit.
V důsledku toho se svařovací drát stále ponořuje do svarové lázně až na obrobek.
Struska se smí ze svaru odstraňovat až po vychladnutí. Pro pokračování svaru v místě přerušení:
■ Nejdříve odstraňte strusku v místě nasazení.
Ve spáře svaru se elektrický oblouk zapálí, přivede k místu pokračování, zde se správně roztaví a následně se ve svaru pokračuje.

POZOR!: Dbejte na to, že se po svařování musí hořák vždy odkládat na izolovanou odkládací plochu.
Po ukončení svařovacích prací a při přestávkách svářečku vždy vypněte a vytáhněte síťovou zástrčku ze zásuvky.
• Vytvoření svaru
Bodový svar nebo svařování rázem
Hořák se posouvá dopředu. Výsledek: Hloubka provaření je menší, šířka svaru větší, housenka svaru (viditelná plocha svaru) je plošší a tolerance vaznosti větší (chyba při tavení materiálu).
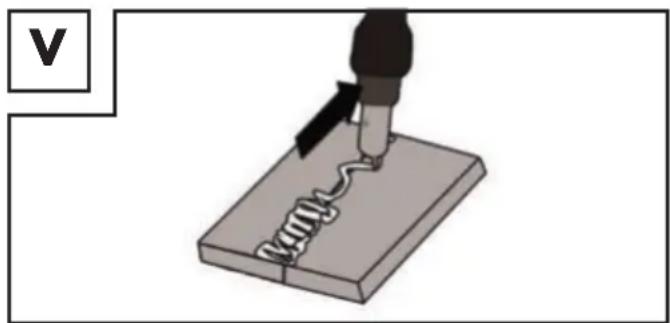
Tažený svar nebo svařování vzad
Hořák se odtahuje od svaru (obr. V). Výsledek: Hloubka provaření je větší, šířka svaru je menší, housenka vyšší a tolerance vaznosti menší.
Svařované spoje
Ve svařovací technice existují dva základní typy spojování: Tupý svar (vnější roh) a koutový svar (vnitřní roh a přesazení).
Tupé svary
U tupých svarů do tloušťky materiálu 2 mm jsou svařované hrany spojeny těsně u sebe. Pro větší tloušťky by měla být zvolena vzdálenost 0,5–4 mm. Ideální vzdálenost závisí na svařovaném materiálu (hliník nebo ocel), složení materiálu a zvoleném druhu svařování. Vzdálenost by měla být stanovena na zkušebním kusu.
Ploché tupé svary
Svařování se musí provádět bez přerušení a s dostatečnou hloubkou provaření, proto je velmi důležitá důkladná příprava. Kvalitu výsledku svařování ovlivňuje: intenzita proudu, vzdálenost mezi svařovanými hranami, sklon hořáku a průměr svařovacího drátu. Čím kolmější je hořák vůči obrobku, tím větší je hloubka provaření a opačně.
K zamezení nebo redukci deformací vznikajících během tvrdnutí materiálu je dobré obrobky před svařováním upevnit do přípravku. Musí se zamezit vyztužení svařované struktury, aby nedocházelo k prasknutí svaru. Tyto obtíže lze redukovat, pokud existuje možnost obrobek otočit tak, aby bylo možno svařování provést ve dvou krocích protichůdným směrem.
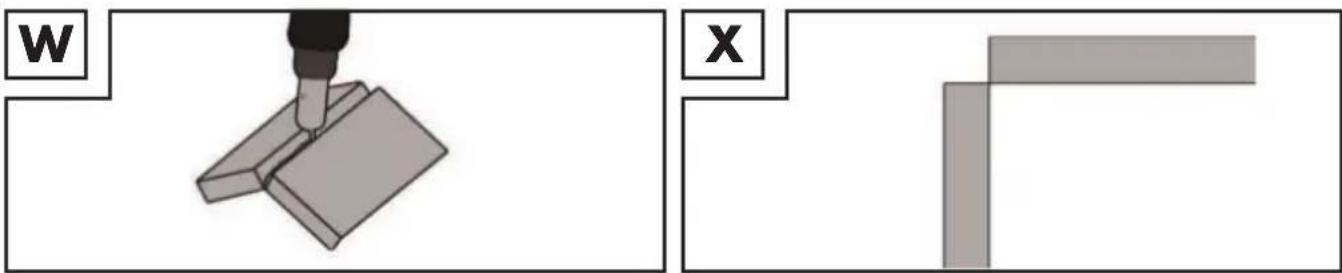
Svary na vnějším rohu
Příprava tohoto druhu je velmi jednoduchá (obr. W, X).
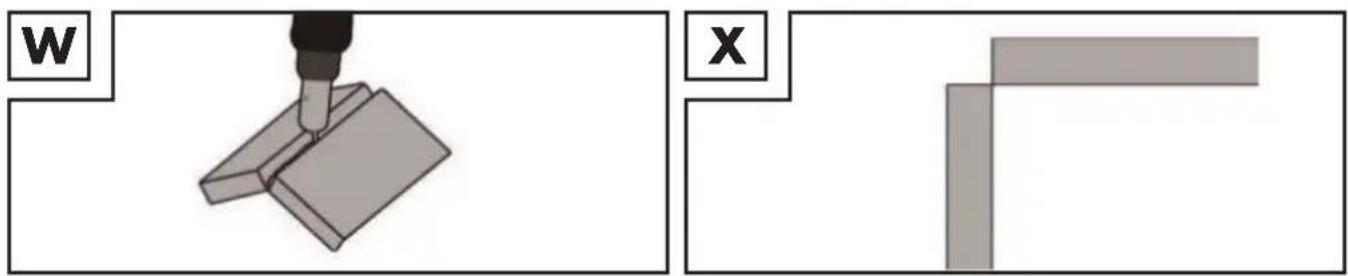
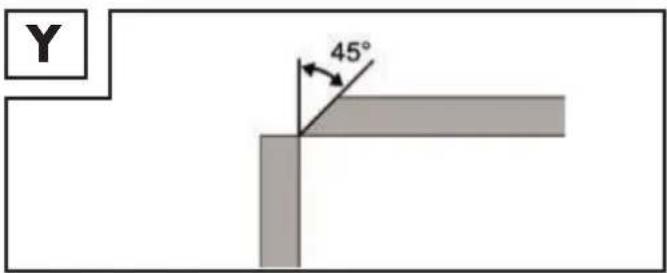
U silnějších materiálů však již nemá význam. V tomto případě je lepší svar připravit tak, jak je popsáno níže, kdy je hrana jedné z desek zkosená (obr. Y).
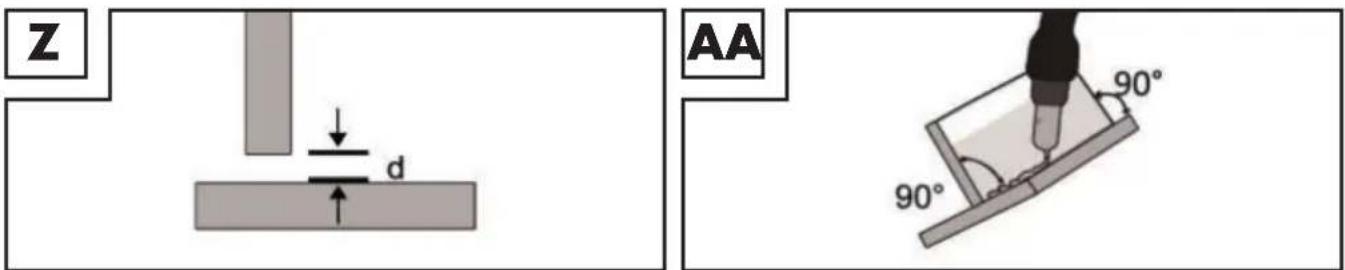
Koutové svary
Koutový svar vzniká, pokud jsou obrobky navzájem kolmé. Svar by měl mít tvar rovnostranného trojúhelníku s mírným žlábkem (obr. Z, AA).
Svary na vnitřním rohu
Příprava tohoto druhu je velmi jednoduchá a provádí se do tlouštěk 5 mm. Rozměr „d“ se musí redukovat na minimum a v každém případě musí být menší než 2 mm (obr. Z).
U silnějších materiálů však již nemá význam. V tomto případě je lepší svar připravit tak, jak je znázorněno na obrázku Y, kdy je hrana jedné z desek zkosená.
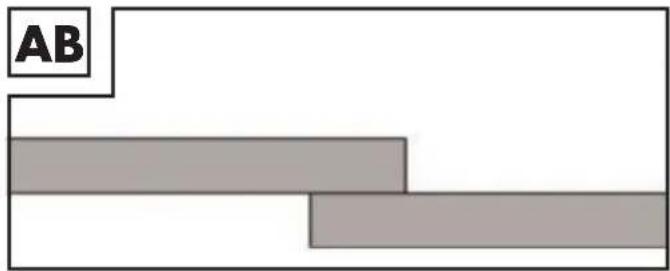
Svary s přesazením
Nejběžnější je příprava rovných svařovaných hran. Svařování lze vyřešit normálním úhlovým svarem. Oba obrobky se musí k sobě přirazit co nejblíže, jak je znázorněno na obrázku AB.
• Svařování MMA
■ Ujistěte se, že je hlavní vypínět v poloze „O“ („OFF“) nebo že zástrčka 3 není zapojena do zásuvky.
Připojte držák elektráčya zemnicí svorku 4 k svářečce, jak je znázorněno na obrázku AC. Dodržujte přitom údaje výrobce elektrod a nezapomeňte, že se v případě potřeby může změnit polarita na použitý typ elektrody.
■ Oblečte si vhodný ochranný oděv v souladu se specifikacemi a připravte si pracoviště.
Připojte zemnicí svork obrobku.
Upněte elektrodu do držáku elektrody
Zapněte zařízení tak, že uvedete hlavní vypíně do polohy „I“ („ON“).
Vyberte režim „MMA“, tak jak je popsáno níže v „Výběr metody svařování“.

! UPOZORNĚNÍ: AVšechny hodnoty znázorněné na následujících náčrtech jsou pouze příklady a nejsou doporučením pro konkrétní parametry sváření.
Náčrt 7
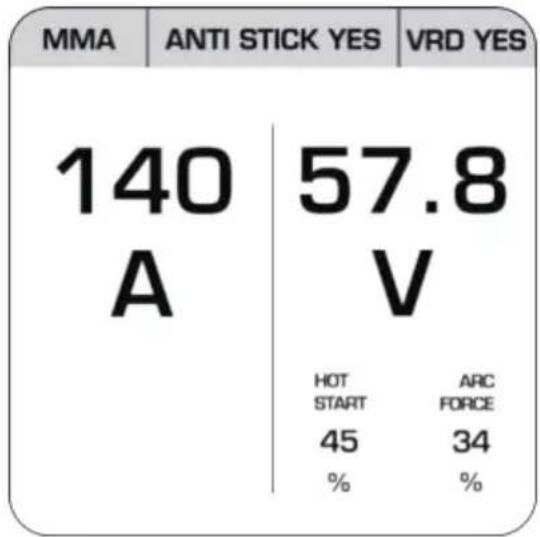
Při volbě metody MMA můžete nastavit svařovací proud otáčením otočného spínače pro nastavení svařovacího proudu 13 (dále jen spínač 13). Dále můžete stisknutím a otočením spínače 13 aktivovat funkce ANTI STICK a VRD. [Náčrt 7] ANTI STICK zabraňuje přitavení elektrod k obrobku.
VRD snižuje napětí, pokud se právě nesvařuje. Díky tomu je práce obzvlášť bezpečná.
Otočením nebo stisknutím a následným otočením spínače pro nastavení napětí 12 můžete upravit hodnoty HOT START a ARC FORCE. Zvýšením hodnoty HOT START se zjednodušuje zapalování oblouku. ARC FORCE, podobně jako ANTI STICK, zabraňuje přilnutí elektrod k obrobku.
⚠ UPOZORNĚNÍ: Orientační hodnoty pro svařovací proud, který má být nastaven v závislosti na průměru elektrody, naleznete v následující tabulce.
| ∅ elektrody Svařovací proud | |
| 1,6 mm 40 – 60 A | |
| 2,0 mm 60 – 80 A | |
| 2,5 mm 80–100 A | |
| 3,2 mm 100–140A |
⚠️POZOR: Zemnicí svorka 4 a držák elektrody 5/elektroda nesmí přijít do přímého kontaktu.
⚠️POZOR: Při svařování tyčovými elektrodami musí být držák elektrody 5 a zemnicí svorka 4 připojeny podle údajů výrobce elektrod.
- Oblečte si vhodný ochranný oděv v souladu se specifikacemi a připravte si pracoviště.
■ Pro ukončení pracovního procesu uvedte hlavní vypínač ON / O ^23 F do polohy „O“ („OFF“).
⚠️POZOR: Netúkejte elektrodou do obrobku. Mohlo by dojít k poškození a ztížení zapálení oblouku. Jakmile se oblouk zapálí, pokuste se udržet vzdálenost k obrobku, která odpovídá použitému průměru elektrody. Vzdálenost má během svařování zůstat pokud možno konstantní. Sklon elektrody má být 20–30 stupňů po směru práce.
⚠️POZOR: K odstranění spotřebovaných elektrod nebo k přesunu horkých obrobků používejte vždy kleště. Mějte na paměti, že držák elektrody musíte po svařování vždy odložit na izolační podklad. Struska se smí ze svaru odstraňovat až po vychladnutí. Pro pokračování svaru v místě přerušení:
- Nejdříve odstraňte strusku z místa pokračování.
Ve spáře svaru zapalte elektrický oblouk, ved'te jej k místu pokračování, zde správně roztavte a následně pokračujte ve svaru.
⚠️POZOR: Svařováním vzniká teplo. Proto musí svářečka po použití běžet naprázdno nejméně půl hodiny. Případně nechejte zařízení vychladnout po dobu jedné hodiny. Zařízení můžete zabalit a uložit až tehdy, když se jeho teplota vrátí do normálu.
⚠POZOR: Napětí, které je o 10 % nižší než jmenovité vstupní napětí svářečky, může mít tyto následky:
■ Proud zařízení se sníží.
Elektrický oblouk se přeruší nebo bude nestabilní.
! POZOR:
Záření elektrického oblouku může způsobit záněty očí a popálení pokožky.
Rozstřik a roztavená struska mohou způsobit poranění očí a popáleniny.
■ Smí se používat výhradně svařovací kabely, které jsou součástí dodávky.
Zvolte svařování vpřed nebo vzad. Vliv směru pohybu na vlastnosti svaru je znázorněn níže:
| Svařování vpřed Svařování vzad | ||
 |  | |
| Závar menší větší | ||
| Šířka svaru větší menší | ||
| Svarová housenka plošší vyšší | ||
| Vady svaru větší menší |
⚠ UPOZORNĚNÍ: Po svařování zkušebního kusu se sami rozhodnete, který druh svařování je vhodnější.
⚠ UPOZORNĚNÍ: Po úplném opotřebení elektrody je nutné ji vyměnit.
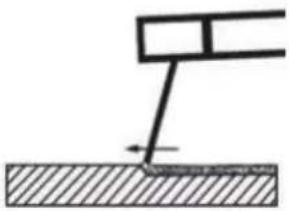
• Svařování WIG/TIG
Při svařování WIG/TIG postupujte podle pokynů pro hořák WIG. Režim WIG/TIG lze aktivovat tak, jak je popsáno v bodě „Výběr metody svařování“.
UPOZORNĚNÍ: Všechny hodnoty znázorněné na následujících náčrtech jsou pouze příklady a nejsou doporučením pro konkrétní parametry sváření.
Náčrt 8
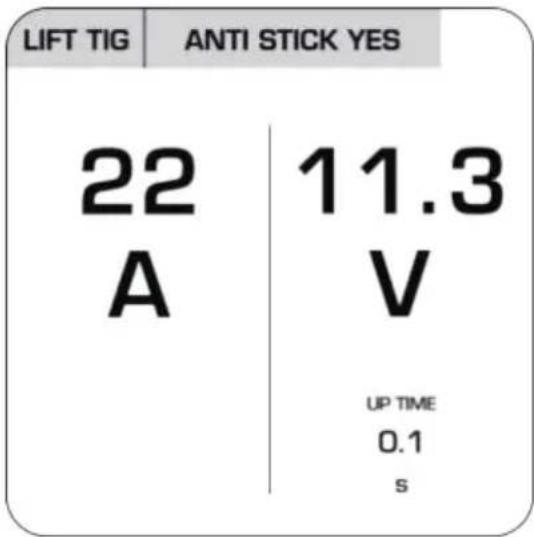
Při volbě metody TIG můžete nastavit svařovací proud otáčením otočného spínače pro nastavení svařovacího proudu 13 (dále jen spínač 13). Dále můžete stisknutím a otočením spínače 13 aktivovat funkci ANTI STICK. [Náčrt 8] ANTI STICK zabraňuje přitavení elektrod k obrobku.
Otočením spínače pro nastavení napětí 12 lze nastavit hodnotu pro UP TIME. Ta udává, jak rychle se proud zvyšuje na začátku svařovacích prací. Vyšší hodnota znamená pomalejší zvyšování.
- Údržba a čištění
! UPOZORNĚNÍ: Aby svářečka bezchybně fungovala a byly dodrženy bezpečnostní požadavky, je třeba pravidelně provádět údržbu a opravy. Použití k nesprávnému účelu nebo nesprávné zacházení může vést k výpadkům a poškození přístroje. Opravy nechejte provádět pouze kvalifikovanými odborníky.
Než začnete provádět údržbu svářečky, odpojte hlavní přívod elektrické energie a vypněte hlavní vypínač zařízení.
Svářečku a příslušenství pravidelně čistěte pomocí vzduchu, čisticí vlny nebo kartáče.
V případě závady nebo nezbytné výměny částí zařízení se prosím obratte na příslušný kvalifikovaný personál.
- Ekologické pokyny a informace k likvidaci odpadu

RECYKLACE MÍSTO ODSTRAŇOVÁNÍ ODPADU!
Podle evropské směrnice 2012/19/EU se musí použité elektrospotřebiče třídit a ekologicky recyklovat. Zařízení zlikvidujte v autorizovaném podniku na likvidaci odpadů nebo ve sběrném dvoře ve vaší blízkosti. Dodržujte aktuálně platné předpisy.
Zařízení, příslušenství a obalový materiál je třeba odevzdat k ekologické recyklaci.
Elektrické přístroje nevyhazujte do domovního odpadu! Tím nejen splníte zákonnou povinnost, ale výrazně také přispějete k ochraně životního prostředí.
Věnujte pozornost označení jednotlivých obalových materiálů a v případě potřeby je rovněž třídte. Obalové materiály jsou označeny zkratkami (a) a číslicemi (b), které mají následující význam: 1–7: Plasty, 20–22: Papír a karton, 80–98: Kompozitní látky.
• EU prohlášení o shodě
My, firma
C. M. C. GmbH
Za dokumentaci zodpovědný pracovník:
prohlašujeme na vlastní odpovědnost, že výrobek
Multisvářečka s technologií dvojitého impulzu
IAN: 389215_2107
Č. výrobku: 2422
Rok výroby: 2022/18
Model: PMPS 200 A1
splňuje základní bezpečnostní požadavky, které jsou stanoveny v evropských směrnicích
Směrnice EU o elektromagnetická kompatibilitě:
2014/30/EU
Směrnice o nízkém napětí:
2014/35/EU
Směrnice RoHS (o omezení používání některých nebezpečných látek v elektrických a elektronických zařízeních):
2011/65/EU + 2015/863/EU
a jejích změnách.
Výše popsaný předmět a prohlášení splňují předpisy a směrnici Evropského parlamentu a Rady 2011/65/EU ze dne 8. června 2011 o omezení používání některých nebezpečných látek v elektrických a elektronických zařízeních. Posouzení shody bylo provedeno na základě následujících harmonizovaných norem:
EN 60974-6:2016
EN 60974-10:2014/A1:2015
St. Ingbert, 01.12.2021
- Zajištění kvality -
- Informaceo zárucea servisníchopravách
Záruka společnosti Creative Marketing & Consulting GmbH
Vážená zákaznice, vážený zákazníku,
projeví závady, můžete vůči prodejci uplatnit svá práva podle zákona. Tato zákonná práva nejsou omezena našimi záručními podmínkami, které jsou uvedeny dále.
• Záruční podmínky
Záruční lhůta začíná datem koupě. Uschovejte si dobře originál dokladu o koupi. Budete jej potřebovat
materiálu nebo výrobní vada, výrobek vám – podle našeho rozhodnutí – bezplatně opravíme nebo
a dokladu
o koupi (pokladní stvrzenka) a písemný popis závady s informací o tom, kdy se vyskytla.
V případě, že se na vadu vztahuje naše záruka, obdržíte zpět opravený nebo nový výrobek.
Od opravy nebo výměny nezačne běžet nová záruční lhůta.
- Záruční lhůta a zákonné nároky na odstranění vad
Záručním plněním se záruční lhůta neprodlužuje. To platí i pro vyměněné a opravené díly.
Eventuální poškození a vady existující již v okamžiku zakoupení je nutné nahlásit okamžitě po vybalení.
Opravy, jejichž potřeba vznikne po uplynutí záruční doby, se hradí.
- Rozsah záruky
Přístroj byl pečlivě vyroben v souladu s přísnými požadavky na kvalitu a před expedicí byl svědomitě odzkoušen.
Záruka se vztahuje na materiálové a výrobní vady. Tato záruka neplatí pro díly výrobku, které podléhají běžnému opotřebení, a tedy mohou být považovány za spotřební díly. Dále se nevztahuje ani na poškození křehkých dílů, jako např. spínačů, akumulátorů a dílů ze skla. Záruka pozbývá platnosti, jestliže je poškozený výrobek nadále používán nebo je používán nebo udržován nepřiměřeným způsobem.
K odbornému používání výrobku je zapotřebí přesně dodržovat pokyny uvedené v originálním návodu k provozu. Je bezpodmínečně nutné vyhnout se účelům použití a jednáním, která se v návodu k obsluze nedoporučují, nebo před kterými návod k obsluze varuje.
Tento výrobek je určený pouze k soukromému použití, nikoliv ke komerčním účelům. Záruka zaniká v případě zneužití a neodborné manipulace, použití násilí nebo v případě zásahů neprováděných naším autorizovaným servisem.
- Postup při záruční reklamaci
Pro zajištění rychlého zpracování vašeho případu se řídte následujícími pokyny:
Pro případ dalších dotazů si laskavě připravte doklad o koupi a číslo výrobku (např. IAN) jako doklad o zakoupení spotřebiče. Číslo výrobku naleznete na typovém štítku, rytině, na titulním stránce návodu (vlevo dole) nebo na nálepce na zadní nebo spodní straně.
V prípadě výskytu funkčních nebo jiných vad kontaktujte nejdříve telefonicky nebo e-mailem níže uvedené servisní oddělení.
Vadný výrobek pak můžete bezplatně zaslat spolu s dokladem o koupi (pokladní stvrzenkou), popisem závady a informací o tom, kdy se vada vyskytla, na adresu servisu, kterou vám sdělí servisní oddělení.

UPOZORNĚNÍ: Na stránce www.lidl-service.com si můžete stáhnout tuto a mnohé další příručky, luktová video a software.

Pomocí tohoto QR kódu se
dostanete přímo na stránku
Lidl-Service (www.lidl-service.com)
a po zadání čísla výrobku
(IAN) 389215 můžete otevřít
návod k použití.
- Servis
Naše kontaktní údaje:
CZ
Název: C.M.C. Creative Marketing &
Dovolujeme si upozornit, že následující adresa není adresou servisní opravny.
Kontaktujte výše uvedené servisní místo.
Adresa:
C. M. C. GmbH
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
NĚMECKO
Objednání náhradních dílů:
Technické údaje.... Strana 184
Bezpečnostné upozornenia ...... Strana 186
Záručná doba a zákonný nárok na reklamáciu ...... Strana 207
Rozsah záruky.... Strana 207
Multizváračka s technológiou dvojitého impulzu PMPS 200 A1
• Úvod

Srdečne vám gratulujeme! Rozhodli ste sa pre prvotriedne zariadenie našej spoločnosti.
⚠️ UPOZORNENIE: Výraz „zariadenie“ použitý v nasledujúcom texte sa vztáhuje na multizváračku s technológiou dvojitého impulzu, opísanú v tomto návode na obsluhu.
■ VAROVANIE Obalový materiál uschovajte mimo dosahu detí. Hrozí nebezpečenstvo udusenia!
■ Pokial' ide o zvárací prúd, vždy dbajte na bezchybné elektrické kontakty.
■ Na toto nebezpečenstvo treba upozornit' aj osoby a pomocný personál v blízkosti elektrického oblúka a je potrebné vybavit' ich
■ Zvárací prúd generuje elektromagnetické polia. Nepoužívajte spolu so zdravotníckymi implantátmi. Zváracie káble si nikdy neovíjajte okolo tela. Zváracie káble spojte.
- Prostredie so zvýšeným ohrozením elektrickým prúdom
Aby sa znížilo možné rušivé vyžarovanie, odporúčame:
• Výber zváracieho postupu
Otočením spínača 13 zvolte l'avé horné pole. Tu sa zobrazí aktuálne zvolený zvárací postup [MAG na náčrte 1]. Teraz stlačte znova spínač 13.
Pre drôt s priemerom 0,8 mm následne vyplýva hodnota cca 8 l/min.
- Odblokujte a otvorte kryt jednotky posuvu drštu zatlačením odblokovacieho tlačidla smerom nahor.
⚠️ UPOZORNENIE: Dávajte pozor na to, aby sa neuvolnil koniec drôtu, a tým sa kladka samovolne neodvinula. Koniec drôtu sa smie uvolniť až počas montáže.
Otočením spínača 13 zvolte stredné horné pole. Tu sa zobrazí aktuálne zvolený drôt [FLUX 0.8 na náčrte 3]. Teraz stlačte znova spínač 13, aby ste sa dostali do menu výberu drôtu [náčrt 4].
Fe (ocelový drôt): [80 % argón/20 % CO₂]
CrNi (ušlachtilá ocel) drôt: [98 % argón/2 % CO₂]
CuSi, AlMg, AlSi a hliníkový drôt: [100 % argón]
Na vynulovanie nastavených parametrov sa vrátte spät do menu DPMIG [náčrt 6] a podržte spínač 12 na cca 5 sekúnd stlačený.
Náčrt 6
Ploché tupé zvárané spoje
Zvarové spoje na vonkajšom rohu
Príprava tohto druhů je vel'mi jednodůchá (obr. W, X).
Spoje kútovými zvarmi
Kútový zvar sa vytvára vtedy, ked'diely stoja kolmo na seba. Zvar by mal mat'tvar trojuholníka s rovnako dlhými stranami a l'ahkým žliabkom (obr. Z, AA).
Príprava tohto zvarového spoja je velmi jednoduchá a vykonáva sa až do hrúbky materiálu 5 mm.
Prekryté zvarové spoje
Multizváračka s technológiou dvojitého impulzu
IAN: 389215_2107
Číslo výrobku: 2422
Rok výroby: 2022/18
Model: PMPS 200 A1
Vážená zákazníčka, vážený zákazník,
Opravou alebo výmenou výrobku nezačína plynúť nová záručná lehota.
- Záručná doba a zákonný nárok na reklamáciu
Poslední aktualizace informací · Stan na ·
Dodatek k návodu k použití
PL
WIELOFUNKCYJNE URZĄDZENIE SPAWALNICZE Z TECHNOLOGIĄ DOPPELPULS PMPS 200 A1
Dodatok k návodu na obsluhu
ES
MÁQUINA DE SOLDAR CON TEC- NOLOGÍA DE DOBLE PULSADA PMPS 200 A1
Complemento al manual
DK
MULTI SVEJSEENHED MED DOBBELT-PULSTEKNOLOGI PMPS 200 A1
Multisvářečka s technologií dvojitého impulzu PMPS 200 A1
Doplnění návodu k obsluze
Při použití adaptéru 37 je možné upravit svářečku PMPS 200 A1 pro použití rolí svařovacího drátu se 450 g, resp. 1 kg drátu.
Návod k montáži adaptéru:
Nejprve uvolněte upevnění cívky svařovacího drátu 28 a stáhněte adaptér cívky 35. Nyní namontujte adaptér 37 dle zobrazení na fotografii AD. Adaptér se k tomu nastaví do příslušné polohy a zafixuje pomocí upevnění cívky svařovacího drátu 28. Pro montáž vybalené role drátu o hmotnosti 450 g, resp. 1 kg nejprve uvolněte aretaci 38 tak, že ji po zmáčknutí otočíte krátce doleva. Následně sejměte podložku 39 Nasadte roli drátu do příslušného držáku. Dbejte na to, aby se role odvíjela na straně průchodky drátu 29 a aby se konec svařovacího drátu nacházelo nad cívkou. Podložku 39 uložte opět do správné polohy, a pak zafixujte aretaci 38 stisknutím a následným krátkým otočením doprava. Dále postupujte dle popisu v kapitole „Vložení svařovacího drátu“ od bodu „Uvolněte nastavovaci šroub 25 a otočte jej směrem dolů (viz obr. I).“. Namontovanou roli drátu (není součástí dodávky) můžete vidět na fotografii AE.
PL
Multizváračka s technológiou dvojitého impulzu PMPS 200 A1
Dodatok k návodu na obsluhu
Návod na montáž adaptéra:





- MULTIZVÁRAČKA S TECHNOLÓGIOU DVOJITÉHO IMPULZU
- PL
- Multisvářečka s technologii dvojitého impulzu PMPS 200 A1
- • Úvod
- CHRAŇTE PŘED DĚTMI!
- - Použití zařízení v souladu se stanoveným určením
- Zbytková rizika
- - Rozsah dodávky
- - Technické údaje
- - Bezpečnostní upozornění
- Upozornění:
- POZOR!
- △OHROŽENÍ ZASAŽENÍM ELEKTRICKÝM PROUDEM:
- OHROŽENÍ SVAŘOVACÍM KOUŘEM:
- OHROŽENÍ ODLETUJÍCÍMI JISKRAMI:
- OHROŽENÍ PAPRSKY ELEKTRICKÉHO OBLOUKU:
- OHROŽENÍ ELEKTROMAGNETICKÝMI POLI:
- - Prostředí se zvýšeným ohrožením elektrickým proudem
- - Svařování ve stísněných prostorách
- - Sčitání napětí naprázdno
- - Ochranný oděv
- OCHRANA PROTI ZÁŘENÍ A POPÁLENÍ
- - Klasifikace zařízení z hlediska EMC
- !UPOZORNĚNÍ:
- - Ochrana proti přetížení
- - Před uvedením do provozu
- • Výběr svářecí metody
- VÝSTRAHA
- • Svařování PMIG
- • Svařování DPMIG
- VÝSTRAHA NEBEZPEČÍ POPÁLENÍ!
- Po elektrickém zapojení svářečky postupujte následovně:
- Bodový svar nebo svařování rázem
- Tažený svar nebo svařování vzad
- Svařované spoje
- Tupé svary
- Ploché tupé svary
- Svary na vnějším rohu
- Koutové svary
- Svary na vnitřním rohu
- Svary s přesazením
- • Svařování MMA
- ! POZOR:
- • Svařování WIG/TIG
- - Údržba a čištění
- - Ekologické pokyny a informace k likvidaci odpadu
- RECYKLACE MÍSTO ODSTRAŇOVÁNÍ ODPADU!
- • EU prohlášení o shodě
- M. C. GmbH
- Multisvářečka s technologií dvojitého impulzu
- Směrnice EU o elektromagnetická kompatibilitě:
- Směrnice o nízkém napětí:
- Směrnice RoHS (o omezení používání některých nebezpečných látek v elektrických a elektronických zařízeních):
- EN 60974-6:2016
- EN 60974-10:2014/A1:2015
- - Informaceo zárucea servisníchopravách
- Záruka společnosti Creative Marketing & Consulting GmbH
- • Záruční podmínky
- - Záruční lhůta a zákonné nároky na odstranění vad
- - Rozsah záruky
- - Postup při záruční reklamaci
- - Servis
- Naše kontaktní údaje:
- CZ
- Adresa:
- Objednání náhradních dílů:
- Multizváračka s technológiou dvojitého impulzu PMPS 200 A1
- - Prostredie so zvýšeným ohrozením elektrickým prúdom
- • Výber zváracieho postupu
- Ploché tupé zvárané spoje
- Zvarové spoje na vonkajšom rohu
- Spoje kútovými zvarmi
- Prekryté zvarové spoje
- - Záručná doba a zákonný nárok na reklamáciu
- WIELOFUNKCYJNE URZĄDZENIE SPAWALNICZE Z TECHNOLOGIĄ DOPPELPULS PMPS 200 A1
- MÁQUINA DE SOLDAR CON TEC- NOLOGÍA DE DOBLE PULSADA PMPS 200 A1
- MULTI SVEJSEENHED MED DOBBELT-PULSTEKNOLOGI PMPS 200 A1
- Multisvářečka s technologií dvojitého impulzu PMPS 200 A1
- Doplnění návodu k obsluze
- Návod k montáži adaptéru:
- Dodatok k návodu na obsluhu
- Návod na montáž adaptéra:
Značka : PARKSIDE
Model : PMPS 200 A1
Kategorie : Svářecí stroj