
MAGITEX 250 - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia MAGITEX 250 Stamos w formacie PDF.

| Typ produktu | Spawarka MIG/MAG |
| Model | MAGITEX 250 |
| Napięcie znamionowe wejściowe | 230 V / 50 Hz |
| Metody spawania | MMA, MIG, Lift TIG |
| Zakres prądu MIG | 40 – 250 A |
| Zakres prądu Lift TIG | 10 – 200 A |
| Zakres prądu MMA | 20 – 180 A |
| Współczynnik pracy przy 100% (MIG/TIG) | 110 A |
| Współczynnik pracy przy 60% (MIG/TIG) | 142 A |
| Klasa ochronności IP | IP21S |
| Klasa izolacji | H |
| Normy | EN CEI 60974-1 |
| Wymiary (Dł. × Szer. × Wys.) | 45 × 16 × 22 cm |
| Waga | 6,4 kg |
| Panel sterowania | Wyświetlacz cyfrowy, wybór trybu (Manual/Autosync/MMA/Lift TIG), regulacja gazu (CO2/MIX/FLUX), spawanie punktowe, regulacja prądu/napięcia |
| Główne funkcje | Regulacja prędkości drutu, regulacja napięcia, regulacja prądu, siła łuku (MMA), timer spawania punktowego, tryby 2T/4T |
| Bezpieczeństwo | Ochrona przed przeciążeniem, wskaźnik przegrzania, zabezpieczenie nadprądowe, wyłącznik awaryjny, obowiązkowe uziemienie |
| Konserwacja i czyszczenie | Regularne czyszczenie otworów wentylacyjnych suchym sprężonym powietrzem; odkurzanie wewnętrzne; sprawdzanie połączeń i kabli co 6 miesięcy |
| Części zamienne i naprawialność | Wymienny rolka podająca (dla różnych średnic drutu), końcówka kontaktowa, dysza gazowa, drut spawalniczy, butla gazowa nie jest dołączona |
| Dołączone akcesoria | Palnik MIG/MAG, przewód masowy, złącza, instrukcja obsługi |
Często zadawane pytania - MAGITEX 250 Stamos
Pytania użytkowników dotyczące MAGITEX 250 Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję MAGITEX 250 - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. MAGITEX 250 marki Stamos.
INSTRUKCJA OBSŁUGI MAGITEX 250 Stamos
Niniejsza instrukcja obsługi została przetłumaczona dla Twojej wygody przy użyciu tłumaczenia maszynowego. Dołożono wszelkich starań, aby zapewnić dokładne tłumaczenie; jednakże żadne tłumaczenie automatyczne nie jest doskonałe ani nie ma na celu zastąpienia tłumaczy ludzkich. Oficjalną instrukcją obsługi jest wersja angielska. Wszelkie rozbieżności lub różnice powstałe w tłumaczeniu nie są wiążące i nie mają skutków prawnych dla celów zgodności lub egzekwowania przepisów. Jeżeli pojawią się jakiekolwiek wątpliwości co do prawidłowości informacji zawartych w Instrukcji obsługi, należy zapoznać się z angielską wersją tej treści, która jest wersją oficjalną.
- Symbole
 | Należy zapoznać się z instrukcją obsługi. | |
 | Produkt podlegający recyklingowi. | |
 | Spełnia wymagania odpowiednich norm bezpieczeństwa. | |
 | Należy stosować odzież ochronną zabezpieczającą całe ciało. | |
 | Uwaga! Stosować rękawice ochronne. | |
 | Należy stosować okulary ochronne | |
 | Stosować ochronę stóp. | |
 | Uwaga! Gorąca powierzchnia może spowodować oparzenia! | |
 | Uwaga! Ryzyko pożaru lub wybuchu. | |
 | Uwaga! Szkodliwe opary, niebezpieczeństwo zatrucia. Gazy i opary mogą być niebezpieczne dla zdrowia. Podczas procesu spawania wydobywają się gazy i opary spawalnicze. Wdychanie tych substancji może być niebezpieczne dla zdrowia. | |
 | Należy stosować maskę spawalniczą z odpowiednim stopniem zaciemnienia filtra. | |
 | UWAGA! Szkodliwe promieniowanie łuku spawalniczego |
| Nie wolno dotykać części pod napięciem |

UWAGA! Ilustracje zawarte w niniejszej instrukcji obsługi służą wyłącznie celom informacyjnym i mogą różnić się od rzeczywistego produktu w niektórych szczegółach.
- Dane techniczne
| Opis parametru | Wartość parametru | ||
| Nazwa produktu | Spawarka MIG/MAG | ||
| Model | MAGITEX 160 | MAGITEX 200 | MAGITEX 250 |
| Znamionowe napięcie wejściowe [V] / częstotliwość [Hz] | 230/50 | 230/50 | 230/50 |
| Rodzaj spawania | MMA/MIG/TIG | MMA/MIG/TIG | MMA/MIG/TIG |
| Zakres prądu spawania MIG [A] | 20-160 | 40-200 | 40-250 |
| Zakres prądu spawania TIG Lift [A] | 20-130 | 10-160 | 10-200 |
| Zakres prądu spawania MMA [A] | 20-120 | 20-140 | 20-180 |
| Prąd spawania w cyklu pracy 100%[A] | 66 (MMA)71 (MIG)71 (TIG) | 77 (MMA)88 (MIG)88 (TIG) | 91 (MMA)110 (MIG)110 (TIG) |
| Prąd spawania w cyklu pracy 60%[A] | 85 (MMA)92 (MIG)92 (TIG) | 100 (MMA)114 (MIG)114 (TIG) | 128 (MMA)142 (MIG)142 (TIG) |
| Klasa IP | IP21S | IP21S | IP21S |
| Klasa izolacji | H | H | H |
| Zgodność z normą | EN IEC 60974-1 | EN IEC 60974-1 | EN IEC 60974-1 |
| Wymiary (szerokość x głębokość x wysokość) [cm] | 350x150x220 | 330x220x150 | 450x160x220 |
| Cieżar [kg] | 6 | 6,3 | 6,4 |
3. Ogólny opis
Celem instrukcji jest pomoc w bezpiecznym i niezawodnym użytkowaniu. Produkt jest zaprojektowany i wykonany ściśle według wskazań technicznych przy użyciu najnowszych technologii i komponentów oraz przy zachowaniu najwyższych standardów jakości.
PRZED PRZYSTĄPIENIEM DO PRACY NALEŻY DOKŁADNIE PRZECZYTAĆ I ZROZUMIEĆ NINIEJSZĄ INSTRUKCJĘ.
Aby zapewnić długą i niezawodną pracę urządzenia, należy pamiętać o jego prawidłowej obsłudze i konserwacji, stosując się do wskazówek zawartych w niniejszej instrukcji obsługi. Dane techniczne i specyfikacje zawarte w tej instrukcji obsługi są aktualne. Producent zastrzega sobie prawo do wprowadzenia zmian mających na celu poprawę jakości. Mając na uwadze postęp techniczny oraz możliwość ograniczenia hałasu, urządzenie zostało zaprojektowane i zbudowane w taki sposób, aby zagrożenia wynikające z emisji hałasu zostały zredukowane do możliwe najniższego poziomu.
4. Bezpieczeństwo użytkowania

UWAGA! Przeczytaj wszystkie ostrzeżenia i instrukcje dotyczące bezpieczeństwa.
Niezastosowanie się do ostrzeżeń i instrukcji może spowodować porażenie prądem, pożar i/lub poważne obrażenia lub śmierć.
Termin „urządzenie” lub „produkt” występujący w ostrzeżeniach i opisie instrukcji odnosi się do: Spawarka MIG/MAG
4.1. Uwagi ogólne
a) Zadbaj o bezpieczeństwo swoje i osób trzecich czytając i stosując się do wskazówek zawartych w niniejszej instrukcji.
b) Urządzenie może być uruchamiane, obstugiwane, obstugiwane i naprawiane wyłącznie przez wykwalifikowane osoby.
c) Urządzenia nie wolno używać do celów innych niż te, do których jest przeznaczone.
d) Urządzenie podczas pracy wytwarza wokół siebie pole elektromagnetyczne, które może spowodować nieprawidłowe działanie implantów medycznych, np. rozruszników serca itp.
e) Zabrania się kierowania uchwytu spawalniczego w stronę siebie, innych osób i zwierząt.
f) Należy dbać o regularny serwis i konserwacje.
g) Odłącz urządzenie od zasilania przed jakąkolwiek regulacją, konserwacją, wymianą dyszy itp.
h) Nie należy używać produktu ze zdjętą obudową.
i) Wszystkie odpady spawalnicze należy utylizować zgodnie z lokalnymi przepisami.
4.2. Wytyczne zabezpieczenia prac niebezpiecznych pożarowo
Przygotowanie budynku i pomieszczeń do prowadzenia prac niebezpiecznych pożarowo polega na:
a) oczyszczeniu pomieszczeń lub miejsc, gdzie będą wykonywane prace z wszelkich materiałów palnych i zanieczyszczeń;
b) przenieść wszystkie przedmioty łatwopalne i niepalne w opakowaniach łatwopalnych na bezpieczną odległość;
c) zabezpieczyć materiały, których nie da się usunąć poprzez przykrycie ich np. blachą, płytami gipsowo-kartonowymi itp. przed skutkami np. odprysków spawalniczych;
d) sprawdzeniu, czy znajdujące się w sąsiednich pomieszczeniach materiały lub przedmioty podatne na zapalenie nie wymagają zastosowania lokalnych zabezpieczeń;
e) uszczelnić materiałami niepalnymi wszelkie otwory przelotowe w instalacjach, wentylacji itp., zlokalizowane w pobliżu miejsca pracy;
f) chronić przed odpryskami spawalniczymi i uszkodzeniami mechanicznymi wszystkie kable elektryczne, gazowe i instalacyjne posiadające izolację palną, jeżeli znajdują się one w zasięgu zagrożenia wywołanego pracami stwarzającymi zagrożenie pożarowe;
g) sprawdzić, czy w tym dniu nie były wykonywane prace malarskie lub inne prace z użyciem substancji łatwopalnych.
Iskry mogą spowodować pożar
Iskry powstające podczas spawania mogą powodować pożar, wybuch i oparzenia nieosłoniętej skóry. Podczas spawania należy mieć na sobie rękawice spawalnicze i ubranie ochronne. Usuwać lub zabezpieczać wszelkie łatwopalne materiały i substancje z miejsca pracy. Nie wolno spawać zamkniętych pojemników lub zbiorników, w których znajdowały się łatwopalne ciecze. Pojemniki lub zbiorniki takie powinny być przepłukane przed spawaniem w celu usunięcia łatwopalnych cieczy. Nie spawać w pobliżu łatwopalnych gazów, oparów lub cieczy. Sprzęt przeciwpożarowy (koce gaśnicze i gaśnice proszkowe lub śniegowe) powinien być usytuowany w pobliżu stanowiska pracy w widocznym i łatwo dostępnym miejscu.
Butla może wybuchnąć
Stosować tylko atestowane butle na gaz i poprawnie działający reduktor. Butla powinna być transportowana i przechowywana oraz ustawiana w pozycji pionowej. Chronić butle przed działaniem źródeł ciepła, przewróceniem i uszkodzeniami mechanicznymi. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąż, złączki, reduktor.
Spawane materiały mogą poparzyć
Nigdy nie dotykać spawanych elementów niezabezpieczonymi częściami ciała. Podczas dotykania i przemieszczania spawanego materiału, należy zawsze stosować rękawice spawalnicze i szczypce.
4.3. Przygotowanie stanowiska pracy do spawania
Uwaga! Spawanie może spowodować pożar lub eksplozję.
a) Należy przestrzegać przepisów BHP przy pracach spawalniczych i wyposażć stanowisko pracy w odpowiednią gaśnicę
b) Zabronione jest spawanie w miejscach, w których mogą nastąpić zapalenie materiałów łatwopalnych.
c) Zabrania się spawania w atmosferze zawierającej wybuchową mieszaninę łatwopalnych gazów, par, miał lub pyłów z powietrzem.
d) W promieniu 12 m od miejsca spawania usunąć wszystkie materiały łatwopalne, a jeśli nie jest to możliwe, przykryć je niepalnym pokrowcem.
e) Przedsięwziąć środki ostrożności zapobiegające iskrzeniom i żarzącym się cząstkom metalu.
f) Należy pamiętać, że iskry lub odłamki gorącego metalu mogą przedostać się przez szczeliny lub otwory w kołpakach ochronnych, osłonach lub ekranach.
g) Nie spawaj zbiorników lub beczek, które zawierają lub zawierały substancje łatwopalne. Nie wolno spawać również w ich pobliżu.
h) Nie spawać zbiorników ciśnieniowych, przewodów ciśnieniowych ani zbiorników ciśnieniowych.
i) Zawsze zapewniaj wystarczającą wentylację.
j) Przed rozpoczęciem spawania upewnij się, że zajmujesz stabilną pozycję.
4.4. Środki ochrony osobistej
Uwaga! Promieniowanie łuku elektrycznego może uszkodzić wzrok lub skóre ciała.
a) Podczas spawania należy mieć na sobie czystą, niezaolejoną odzież ochronną wykonaną z materiału niepalnego oraz nieprzewodzącego (skóra, gruba bawełna), rękawice skórzane, wysokie buty oraz kaptur ochronny.
b) Przed spawaniem należy pozbyć się wszelkich przedmiotów łatwopalnych lub wybuchowych, takich jak zapalniczki propan-butan i zapałki.
c) Stosować ochronę twarzy (kask lub przyłbicę) i zakrywać oczy przyłbicą dostosowaną do wzroku spawacza i prądu spawania. Normy bezpieczeństwa sugerują odcień nr 13 dla każdego natężenia prądu poniżej 300 A. Można zastosować niższe zabarwienie osłony, jeśli łuk jest objęty obrabianym przedmiotem.
d) Zawsze używaj atestowanych okularów ochronnych z boczną osłoną pod kaskiem lub inną osłoną.
e) Używaj osłon w miejscu pracy, aby chronić innych przed odblaskami i odpryskami.
f) Zawsze noś zatyczki do uszu lub inną ochronę słuchu przed nadmiernym hałasem i przedostawaniem się odprysków do uszu.
g) Osoby postronne należy ostrzec przed patrzeniem na łuk elektryczny.
4.5. Ochrona przed porażeniem
Uwaga! Porażenie prądem elektrycznym może być śmiertelne.
a) Podłącz przewód zasilający do najbliższego gniazdka i poprowadź go w praktyczny i bezpieczny sposób. Należy unikać niedbałego rozłożenia kabla w pomieszczeniu na niezbadanym podłożu, co może doprowadzić do porażenia elektrycznego lub pożaru.
b) Kontakt z częściami naładowanymi elektrycznie może spowodować porażenie prądem lub poważne oparzenia.
c) Łuk elektryczny i obszar roboczy są ładowane elektrycznie, gdy przepływa prąd.
d) Obwód wejściowy i obwody wewnętrzne urządzenia również są pod napięciem, gdy zasilanie jest włączone.
e) Nie dotykaj elementów pod napięciem.
f) Należy nosić suche, niepodziurawione, izolowane rękawiczki oraz odzież ochronną.
g) Na podłodze należy używać mat izolacyjnych lub innych powłok izolacyjnych, które są wystarczająco duże, aby zapobiec kontaktowi ciała z przedmiotem lub podłogą.
h) Nie wolno dotykać łuku elektrycznego.
i) Przed obsługą, czyszczeniem lub wymianą elektrody należy wyłączyć zasilanie.
j) Upewnij się, że kabel uziemiający jest prawidłowo podłączony i że wtyczka jest prawidłowo włożona do uziemionego gniazdka. Nieprawidłowe podłączenie uziemienia urządzenia może spowodować zagrożenie życia lub zdrowia.
k) Regularnie sprawdzaj kable zasilające pod kątem uszkodzeń lub braku izolacji. Kabel uszkodzony należy wymienić. Niedbała naprawa izolacji może spowodować śmierć lub utratę zdrowia.
I) Wyłącz urządzenie, gdy nie jest używane.
m) Kabel nie może być owinięty wokół ciała.
n) Obrabiany przedmiot musi być odpowiednio uziemiony.
o) Można używać wyłącznie akcesoriów, które są w dobrym stanie.
p) Uszkodzone części urządzenia należy naprawić lub wymienić. Podczas pracy na wysokościach należy używać pasów bezpieczeństwa.
q) Cały sprzęt i elementy bezpieczeństwa należy przechowywać w jednym miejscu.
r) W chwili załączenia wyzwalacza końcówkę uchwytu należy trzymać z dala od ciała.
s) Przymocuj kabel uziemiający do przedmiotu obrabianego lub jak najbliżej niego (np. do stołu warsztatowego).
t) Zacisk roboczy musi być zaizolowany, jeśli nie jest podłączony do przedmiotu obrabianego, aby uniknąć kontaktu z metalem.
u) Produkt przeznaczony jest do użytku wewnętrznego. Jeżeli jednak zostało wystawione na działanie wilgoci lub deszczu, należy sprawdzić, czy do środka nie przedostały się krople wody, co mogłoby spowodować wypadek.
v) Nie dopuścić do zamoczenia urządzenia.
Uwaga! Po odłączeniu kabla zasilającego urządzenie może być jeszcze pod napięciem.
a) Po wyłączeniu urządzenia oraz odłączeniu kabla napięciowego należy sprawdzić napięcie na kondensatorze wejściowym i upewnić się, że wartość napięcia jest równa zeru, w przeciwnym przypadku nie wolno dotykać elementów urządzenia.
! UWAGA Mimo, że urządzenie zostało zaprojektowane tak, aby było bezpieczne i posiadało odpowiednie zabezpieczenia oraz pomimo zastosowania dodatkowych zabezpieczeń dla użytkownika, w dalszym ciągu istnieje niewielkie ryzyko wypadku lub obrażeń podczas obsługi urządzenia. Podczas jego stosowania zaleca się zachowanie ostrożności i zdrowego rozsądku.
4.6. Gazy i dymy
Uwaga! Gaz może być niebezpieczny dla zdrowia lub doprowadzić do śmierci!
a) Należy zawsze zachować odstęp od wylotu gazu.
b) Podczas spawania należy zwracać uwagę na wymianę powietrza, unikając wdychania gazów.
c) Usuwaj substancje chemiczne (smary, rozpuszczalniki) z powierzchni obrabianych przedmiotów, gdyż spalają się one w wysokiej temperaturze wydzielając trujące opary.
d) Spawanie części ocynkowanych jest dozwolone tylko przy skutecznym odsysaniu z filtracją i dopływie czystego powietrza. Opary cynku są bardzo toksyczne, a objawem zatrucia jest tzw. gorączka cynkowa.
5. Zasady użytkowania
5.1. Uwagi ogólne
a) Urządzenie należy użytkować zgodnie z jego przeznaczeniem, przestrzegając przepisów BHP oraz ograniczeń wynikających z danych znajdujących się na tabliczce znamionowej (stopień ochrony IP, współczynnik wypełnienia, napięcie zasilania itp.).
b) Nie otwieraj urządzenia, ponieważ spowoduje to unieważnienie gwarancji; ponadto eksplodujące odsłonięte części mogą spowodować obrażenia.
c) Producent nie ponosi odpowiedzialności za zmiany techniczne sprzętu ani szkody materialne powstałe w wyniku wprowadzenia tych zmian.
d) Jeżeli urządzenie działa nieprawidłowo, skontaktuj się z centrum serwisowym.
e) Nie zakrywać otworów wentylacyjnych urządzenia – spawarkę ustawić w odległości 30 cm od otaczających przedmiotów.
f) Nie wolno trzymać spawacza pod pachą ani blisko ciała.
g) Nie instalować urządzenia w pomieszczeniach o agresywnym środowisku, dużym zapyleniu oraz w pobliżu urządzeń o dużej emisji pola elektromagnetycznego.
h) Trzymaj palce, włosy i ubranie z dala od obracającego się wentylatora.
i) Urządzenie musi być uziemione podczas pracy.
j) Jeżeli podczas pracy urządzenia zaświeci się dioda LED przeciążenia termicznego, należy natychmiast przerwać pracę i poczekać, aż urządzenie ostygnie.
k) Jeżeli urządzenie jest używane przez dłuższy czas lub przy dużym natężeniu prądu, należy wyłączyć zasilanie dopiero po ostygnięciu urządzenia.
I) Nie wyłączaj urządzenia w trakcie spawania!
m) Regularnie konserwuj urządzenie i czyść jego wnętrze z kurzu.
5.2. Podłączanie urządzenia
5.2.1. Podłączenie prądu
a) Sprzęt powinien być podłączony przez wykwalifikowaną osobę. Ponadto osoba z niezbędnymi kwalifikacjami powinna sprawdzić, czy uziemienie oraz instalacja elektryczna wraz z układem zabezpieczenia jest zgodna z przepisami bezpieczeństwa i funkcjonuje prawidłowo.
b) Umieść sprzęt w pobliżu miejsca pracy.
c) Aby podłączyć urządzenie, należy unikać zbyt długich kabli.
d) Spawarki jednofazowe należy podłączyć do gniazdka wyposażonego w bolec uziemiający.
e) Spawarki zasilane z sieci trójfazowej dostarczane są bez wtyczki, taką wtyczkę należy zaopatrzyć się we własnym zakresie i zlecić montaż wykwalifikowanej osobie.
UWAGA! Urządzenie można użytkować wyłącznie po podłączeniu do instalacji wyposażonej w bezpiecznik funkcjonalny.
5.2.2. Podłączenie gazu
a) Butle z gazem należy ustawić z dala od przedmiotu spawanego i zabezpieczyć przed upadkiem.
b) Złącze gazowe spawarki należy połączyć z butłą lub instalacją gazową za pomocą odpowiedniego węża oraz reduktora z regulacją przepływu gazu. Uwaga! Niedopuszczalne jest stosowanie reduktorów sieciowych do butli i odwrotnie. Zamiana taka może skutkować zniszczeniem reduktora i uszkodzeniami ciała.
c) Ekonomiczne wykorzystanie gazu wydłuża czas spawania.
6. Opis urządzenia
MAGITEX 160

1 – Panel sterowania
2 – Pokrętło regulacji napięcia (MIG)
3 – Pokrętło regulacji prędkości podawania drutu (MIG) | Pokrętło regulacji prądu (MMA, TIG)
4 – Gniazdo do uchwytu spawalniczego MIG/MMA/TIG
5 – Gniazdo przewodu sterującego MIG/TIG
6 – Gniazdo przewodu uziemiającego
7 - włącznik/wyłącznik
Panel sterowania:

1 – Ikona zasilania
2 – Ikona przegrzania
3 - Ikona trybu pracy MMA
4 – Ikona trybu pracy FLUX Φ 0,8
5 – ikona trybu pracy FLUX Φ 0,9
6 – Ikona trybu pracy FLUX Φ 1.0
7 – Ikona trybu pracy LIFT TIG
8 – Przycisk zmiany trybów pracy/włączenia i wyłączenia oświetlenia (przytrzymać 3 sekundy)
MAGITEX 200

1 – Panel sterowania
2 – Pokrętło regulacji napięcia (MIG)
3 – Pokrętło regulacji prędkości podawania drutu (MIG) | Pokrętło regulacji prądu (MMA, TIG)
4 – Gniazdo do uchwytu spawalniczego MIG/MMA/TIG
5 – Ujemne gniazdo wyjściowe
6 – Dodatnie gniazdo wyjściowe
7 – Wtyczka do zmiany polaryzacji podczas spawania FLUX.
8 - włącznik/wyłącznik
9 – Przyłącze gazowe
Panel sterowania:

1 – Ikona zasilania
2 – Ikona przegrzania
3 - Ikona trybu pracy MMA
4 – Ikona trybu pracy SOLID Φ 0,8
5 – Ikona trybu pracy SOLID Φ 1.0
6 – Ikona trybu pracy FLUX Φ 0,8
7 – Ikona trybu pracy FLUX Φ 1.0
8 – Ikona trybu pracy LIFT TIG
9 – Przycisk zmiany trybów pracy/włączenia i wyłączenia oświetlenia (przytrzymać 3 sekundy)
MAGITEX 250

1 – Panel sterowania
2 – Pokrętło regulacji prędkości podawania drutu (MIG) | Pokrętło regulacji prądu / prądu końcowego (MMA, TIG)
3 – Pokrętło regulacji napięcia (MIG)
4 – Gniazdo do uchwytu spawalniczego MIG
5 – Ujemne gniazdo wyjściowe
6 – Dodatnie gniazdo wyjściowe
7 – Wtyczka do zmiany polaryzacji podczas spawania FLUX.
8 - włącznik/wyłącznik
9 – Przyłącze gazowe
Panel sterowania:

1 – Przycisk włączania/wyłączania światła
2 – Przycisk zmiany trybu spawania („Manual“ / „Autosync“ / „MMA“ / „Lift TIG“
3 – Przycisk zmiany spawania gazowego („CO2” / „MIX” / „FLUX”)
4 – Ikona przegrzania
5 – Ikona zasilania
6 - Ikona przetężenia
7 – Przycisk szybkiego spawania („SPOT“) – dostępny dla trybów spawania „Manual“ i „Autosync”.
8 – Przycisk zmiany średnicy drutu
9 – Przycisk zmiany trybu pracy latarki (2T / 4T / „SPOT”)
10 – Pokrętło regulacji prądu spawania
11 – Przycisk ustawienia prądu końcowego spawania – dostępny dla trybu spawania 4T
12 - Pokrętło regulacji napięcia spawania
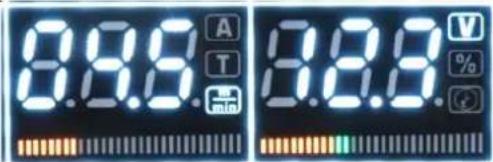

Ikona regulacji prądu spawania
Ikona regulacji czasu punktowego spawania
Ikona prędkości drutu
Ikona regulacji napięcia spawania
Ikona Arc Force (tylko tryb MMA)
Ikona regulacji czasu punktowego spawania
Palnik MIG/MAG

flowchart
graph LR
1 --> 2
2 --> 3
3 --> 4
4 --> 5
1 - dysza gazowa
2 - dystrybutor gazu
3 - końcówka kontaktowa
4 - adapter końcówki
5 - szyja pochodni
7. Podłączenie przewodów
UWAGA! Podłączenie przewodów do urządzenia należy wykonać przy odłączonym zasilaniu i wyłączonym urządzeniu.
Sprawdzenie szczelności połączeń gazowych
Przed pierwszym użyciem, a następnie w regularnych odstępach czasu zaleca się kontrolę pod kątem wycieków gazu. Procedurę należy przeprowadzić w następujący sposób:
1) Podłączyć zespół reduktora i przewodu gazowego oraz dokręcić wszystkie połączenia i zaciski.
2) Powoli otwórz zawór butli.
3) Ustawić natężenie przepływu na sterowniku na około 8-10 l/min.
4) Zamknąć zawór butli i obserwować wskazówkę manometru na reduktorze. Jeśli igła opada do zera, oznacza to wyciek gazu. Czasami wyciek gazu może być powolny. Aby to zidentyfikować należy pozostawić ciśnienie gazu w reduktorze i przewodzie na dłuższy czas (około 15 minut).
5) W przypadku wycieku gazu należy sprawdzić wszystkie połączenia i zaciski pod kątem wycieków. Szczotkowanie lub spryskanie wodą z mydłem spowoduje pojawienie się pęcherzyków w miejscu wycieku.
6) Dokręcić zaciski lub złączki, aby wyeliminować wyciek gazu.
WAŻNY! - Zaleca się sprawdzenie przed uruchomieniem maszyny, czy nie ma wycieków gazu. Zaleca się zamknięcie zaworu butli, gdy maszyna nie jest używana.
Tryb spawania TIG
1) Podłączyć przewód masowy do przyłącza oznaczonego znakiem „+” i przekręcić wtyk przewodu, aby zabezpieczyć połączenie.
2) Podłączyć przewód spawalniczy do przyłącza oznaczonego znakiem „-” i przekręcić wtyk przewodu, aby zabezpieczyć połączenie.
3) Podłączyć przewód gazowy z butli do palnika TIG (butla powinna być wyposażona w odpowiedni reduktor ciśnienia).
4) Podłącz przewód sterujący uchwytu TIG do złącza na panelu przednim urządzenia.
5) Podłącz przewód zasilający do gniazdka elektrycznego i uruchom maszynę.
6) Podłączyć przewód masowy do przedmiotu spawanego. Po wykonaniu tych kroków można rozpocząć spawanie.
Spawanie metodą MIG/MAG
1) Włóż wtyczkę kabla uchwytu spawalniczego do gniazda wyjściowego Euro MIG/MAG na przednim panelu urządzenia i dokręć ją.
2) Włożyć wtyczkę przewodu uziemiającego do zacisku oznaczonego symbolem „-” na panelu przednim spawarki i dokręcić ją zgodnie z ruchem wskazówek zegara.
3) Włożyć wtyk zmiany polaryzacji do zacisku oznaczonego symbolem „+” na panelu przednim spawarki i dokręcić go zgodnie z ruchem wskazówek zegara.
4) Upewnij się, że w urządzeniu zainstalowano właściwy drut spawalniczy.
5) Podłączyć butlę z gazem osłonowym z reduktorem ciśnienia do wlotu gazu na tylnym panelu maszyny za pomocą węża gazowego.
6) Podłącz przewód zasilający do gniazdka elektrycznego i uruchom maszynę.
7) Podłączyć przewód masowy do przedmiotu spawanego. Po wykonaniu tych kroków można rozpocząć spawanie.
Spawanie metodą FCAW (bez gazu)
1) Włóż wtyczkę kabla uchwytu spawalniczego do gniazda wyjściowego Euro MIG/MAG na przednim panelu urządzenia i dokręć ją.
2) Włożyć wtyczkę przewodu uziemiającego do zacisku oznaczonego symbolem „+” na panelu przednim spawarki i dokręcić ją zgodnie z ruchem wskazówek zegara.
3) Włożyć wtyk zmiany polaryzacji do zacisku oznaczonego symbolem „-” na panelu przednim spawarki i dokręcić go zgodnie z ruchem wskazówek zegara.
4) Upewnij się, że w urządzeniu zainstalowano właściwy samoosłonowy drut spawalniczy.
5) Podłącz przewód zasilający do gniazdka elektrycznego i uruchom maszynę.
6) Podłączyć przewód masowy do przedmiotu spawanego. Po wykonaniu tych kroków można rozpocząć spawanie.
Tryb spawania MMA:
1) Podłączyć przewód spawalniczy do przyłącza oznaczonego znakiem „+” i przekręcić wtyk przewodu, aby zabezpieczyć połączenie.
2) Podłączyć przewód masowy do przyłącza oznaczonego znakiem „-” i przekręcić wtyk przewodu, aby zabezpieczyć połączenie.
3) Podłączyć przewód sieciowy i włączyć zasilanie.
4) Podłączyć przewód masowy do przedmiotu spawanego. Po wykonaniu tych kroków można rozpocząć spawanie.

UWAGA! Polaryzacja przewodów może się różnić! Wszystkie informacje dotyczące uryzacji powinny być opisane na opakowaniu dostarczonym przez producenta elektrod!
8. Wymiana rolki napędowej
UWAGA! Wszelkie prace konserwacyjne, wymiany części, naprawy czy regulacje należy wykonywać przy odłączonym zasilaniu urządzenia.
W przypadku konieczności zmiany średnicy drutu należy także wymienić rolkę napędową lub wyregulować położenie rolki napędowej.
1) Przechyl dźwignię regulacji docisku, aby otworzyć rolkę dociskową.
2) Odkręć pokrętło mocujące rolkę napędową i upewnij się, że rozmiar rolki napędowej jest odpowiedni dla instalowanego drutu.
3) W razie potrzeby wyciągnij rolkę napędową z wału i obróć ją, aby zmienić rowek, przez który będzie przesuwał się drut spawalniczy.
4) Zamontuj ponownie rolkę napędową.
5) Dokreć pokrętło mocujące rolkę napędową.
6) Zamknąć rolkę dociskową i ustawić dźwignię regulacji docisku w pozycji pionowej.
7) Wyreguluj ciśnienie za pomocą dźwigni.
9. Wymiana drutu spawalniczego
OSTROŻNOŚĆ ! Wszelkie prace konserwacyjne, wymiany części, naprawy czy regulacje należy wykonywać przy odłączonym zasilaniu urządzenia.
1) Otwórz obudowę urządzenia i przymocuj szpulę drutu spawalniczego do uchwytu tak, aby obracała się w kierunku przeciwnym do ruchu wskazówek zegara.
2) Odczep końcówkę drutu od szpuli i trzymaj go cały czas w dłoni, aby zapobiec rozwinięciu się szpuli.
3) Wyprostuj koniec drutu na około 20 cm i odetnij zagiętą część.
4) Otwórz dźwignię regulacji docisku, która otwiera mechanizm podający.
5) Poprowadzić drut przez tylną prowadnicę drutu do prowadnicy drutu uchwytu spawalniczego.
6) Zamknąć mechanizm podający i zabezpieczyć go dźwignią regulacji docisku. Upewnij się, że drut przebiega w rowku rolki napędowej.
7) Wyreguluj nacisk dźwigni, ale nie przekraczaj połowy skali. Zbyt duży nacisk może uszkodzić drut. Z drugiej strony, jeśli docisk będzie zbyt słaby, drut będzie ślizgał się w mechanizmie podajnika i drut nie będzie się przesuwał płynnie.
8) Upewnij się, że końcówka prądowa odpowiednia dla zainstalowanego drutu spawalniczego jest włóżona do uchwytu spawalniczego. W razie potrzeby wymień końcówkę kontaktową.
9) Naciśnij spust uchwytu spawalniczego i poczekaj, aż drut wyjdzie.
OSTROŻNOŚĆ ! Wysunięcie drutu z palnika wymaga doprowadzenia zasilania do urządzenia.
10) Zamknąć pokrywę obudowy szpuli.
OSTROŻNOŚĆ ! Podczas wkładania drutu do pistoletu nie kieruj pistoletu na siebie ani na inne osoby. Niekładź ręki np. przed końcówką, gdyż obcięty koniec drutu jest bardzo ostry. Trzymaj palce z dala od rolki podającej, ponieważ może to spowodować przyciśnięcie palców między rolkami.
Polaryzacja przewodów spawalniczych TIG
W większości operacji spawania TIG stosowana jest polaryzacja ujemna. Palnik spawalniczy podłącza się do bieguna ujemnego, a zacisk uziemiający do bieguna dodatniego. Dzięki temu zmniejsza się zużycie elektrody i zwiększa się ilość ciepła zmagazynowanego w spawanym materiale.
Zajarzenie łuku metodą TIG LIFT
Aby zapalić łuk spawalniczy metodą TIG LIFT należy odkręcić zawór na uchwycie, nacisnąć przycisk, następnie delikatnie pocierać elektrodę wolframową o obrabiany przedmiot i lekko unieść palnik tak, aby łuk się zapalił. Zwolnienie przycisku kończy proces spawania (w trybie 2T).

Przykład uchwytu spawalniczego do metody TIG Lift z zaworem sterującym gazem w uchwycie.
UWAGA! Palnik TIG nie jest standardowym wyposażeniem zestawu.
10. Utylizacja opakowania
Prosimy o zachowanie elementów opakowania (tektury, plastikowych taśm oraz styropianu), aby w razie konieczności oddania urządzenia do serwisu można go było jak najlepiej ochronić na czas przesyłki!
11. Transport i przechowywanie
Podczas transportu urządzenie należy zabezpieczyć przed wstrząsami i przewróceniem się oraz nie ustawiać go „do góry nogami”. Urządzenie należy przechowywać w dobrze wentylowanym pomieszczeniu, w którym obecne jest suche powietrze i nie występują gazy powodujące korozję.
12. Czyszczenie i konserwacja
a) • Przed każdym czyszczeniem, a także jeżeli urządzenie nie jest używane, należy wyciągnąć wtyczkę sieciową i całkowicie ochłodzić urządzenie.
b) Do czyszczenia powierzchni należy stosować wyłącznie środki niezawierające substancji żracych.
c) Zabrania się spryskiwania urządzenia strumieniem wody lub zanurzania urządzenia w wodzie.
d) Należy pamiętać, aby przez otwory znajdujące się w obudowie nie dostała się woda.
e) Otwory wentylacyjne należy czyścić pędzelkiem i spreżonym powietrzem.
f) Po każdym czyszczeniu wszystkie elementy należy dobrze wysuszyć, zanim urządzenie zostanie ponownie użyte.
g) Urządzenie należy przechowywać w suchym i chłodnym miejscu chronionym przed wilgocią i bezpośrednim promieniowaniem słonecznym.
h) Regularnie usuwaj kurz suchym i czystym spreżonym powietrzem.
i) Maszyne należy chronić przed woda i wilgocia.
j) Maszyny nie wolno stawiać na rozgrzanej powierzchni.
k) Przechowuj maszyne w suchym i czystym pomieszczeniu.
13. Regularna kontrola urządzenia
Aby urządzenie działało prawidłowo, konieczna jest okresowa konserwacja.
UWAGA: Przed przystąpieniem do konserwacji należy wyłączyć urządzenie i odłączyć je od źródła zasilania.
| Regularne kontrole | 6-miesięczna rutynowa konserwacja |
| - Wymień nieczytelne etykiety- Sprawdź działanie wszystkich przełączników.- Sprawdź, czy wentylator działa prawidłowo i czy powietrze wydostaje się z tyłu urządzenia- Podczas pracy należy zwracać uwagę na nadmierne wibracje, hałas, zapach i wycieki gazu- Sprawdź, czy przewody palnika lub uziemienia nie są przepalone- Sprawdź, czy połączenia elektryczne nie są przepalone- Sprawdź, czy kabel zasilający nie jest uszkodzony. | - Przedmuchaj urządzenie suchym, czystym powietrzem pod ciśnieniem.- Sprawdź połączenia elektryczne listwy wejścia/wyjścia pod kątem poluzowania lub wymień zardzewiałe śruby. |

12. ČISTĚNÍ A ÚDRŽBA
5.2. Pripojenie zariadenia
Produkty elektryczne i elektroniczne po zakończeniu okresu eksploatacji wymagają segregacji i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzucać produktów elektrycznych razem z odpadami gospodarstwa domowego. Zgodnie z dyrektywą WEEE 2012/19/UE obowiązującą w Unii Europejskiej, urządzenia elektryczne i elektroniczne wymagają segregacji i utylizacji w wyznaczonych miejscach. Dbając o prawidłową utylizację, przyczyniasz się do ochrony zasobów naturalnych i zmniejszasz negatywny wpływ oddziaływania na środowisko, człowieka i otoczenie. Zgodnie z krajowym prawodawstwem, nieprawidłowe usuwanie odpadów elektrycznych i elektronicznych może być karane!
ul. Nowy Kisielin-Innowacyjna 7
66-002 Zielona Góra | Poland, EU
e-mail: info@expondo.com





- Ogólny opis
- PRZED PRZYSTĄPIENIEM DO PRACY NALEŻY DOKŁADNIE PRZECZYTAĆ I ZROZUMIEĆ NINIEJSZĄ INSTRUKCJĘ.
- Bezpieczeństwo użytkowania
- Uwagi ogólne
- Wytyczne zabezpieczenia prac niebezpiecznych pożarowo
- Iskry mogą spowodować pożar
- Butla może wybuchnąć
- Spawane materiały mogą poparzyć
- Przygotowanie stanowiska pracy do spawania
- Uwaga! Spawanie może spowodować pożar lub eksplozję.
- Środki ochrony osobistej
- Uwaga! Promieniowanie łuku elektrycznego może uszkodzić wzrok lub skóre ciała.
- Ochrona przed porażeniem
- Uwaga! Porażenie prądem elektrycznym może być śmiertelne.
- Uwaga! Po odłączeniu kabla zasilającego urządzenie może być jeszcze pod napięciem.
- Gazy i dymy
- Uwaga! Gaz może być niebezpieczny dla zdrowia lub doprowadzić do śmierci!
- Zasady użytkowania
- Uwagi ogólne
- Podłączanie urządzenia
- Podłączenie prądu
- Podłączenie gazu
- Opis urządzenia
- Panel sterowania:
- Palnik MIG/MAG
- Podłączenie przewodów
- Sprawdzenie szczelności połączeń gazowych
- Tryb spawania TIG
- Spawanie metodą MIG/MAG
- Spawanie metodą FCAW (bez gazu)
- Tryb spawania MMA:
- Wymiana rolki napędowej
- Wymiana drutu spawalniczego
- Polaryzacja przewodów spawalniczych TIG
- Zajarzenie łuku metodą TIG LIFT
- Utylizacja opakowania
- Transport i przechowywanie
- Czyszczenie i konserwacja
- Regularna kontrola urządzenia
- ČISTĚNÍ A ÚDRŽBA
- Pripojenie zariadenia
Marka : Stamos
Model : MAGITEX 250
Kategoria : Spawarka