
S-MIG 350H - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia S-MIG 350H Stamos w formacie PDF.

| Typ produktu | Spawarka MIG/MAG z funkcją MMA |
| Marka | Stamos |
| Model | S-MIG 350H |
| Metody spawania | MIG/MAG i MMA (spawanie elektrodą otuloną) |
| Napięcie zasilania | 400 V ~ 50 Hz (trójfazowe) |
| Zakres prądu spawania (MIG) | 40 - 350 A |
| Zakres prądu spawania (MMA) | 20 - 350 A |
| Napięcie jałowe | 65 V |
| Cykl pracy (przy 60 %) | 60 % (350 A w trybie MIG/MMA) |
| Prąd przy cyklu pracy 100 % | 250 A (MIG i MMA) |
| Średnica drutu | 0,8 - 1,2 mm |
| Hot start | Tak |
| Chłodzenie | Wentylator |
| Klasa izolacji | F |
| Stopień ochrony | IP21S |
| Temperatura otoczenia pracy | -20 °C do 40 °C |
| Wymiary (dł. × szer. × wys.) | 560 × 450 × 330 mm |
| Masa netto | 46,9 kg |
| Funkcje panelu sterowania | Wybór 2T/4T, tryb MIG/MAG lub MMA, regulacja napięcia i prądu, indukcyjność, kontrola drutu i gazu, lampki zasilania i przeciążenia termicznego |
| Łączność | Gniazdo euro dla palnika MIG/MAG, gniazda dodatnie i ujemne, wlot gazu, złącze kabla masowego |
| Konserwacja | Czyścić sprężonym powietrzem, sprawdzać kable i elementy, nie zanurzać |
| Gwarancja | Nieautoryzowane otwarcie unieważnia gwarancję |
Często zadawane pytania - S-MIG 350H Stamos
Pytania użytkowników dotyczące S-MIG 350H Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję S-MIG 350H - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. S-MIG 350H marki Stamos.
INSTRUKCJA OBSŁUGI S-MIG 350H Stamos
Niniejsza instrukcja obstugi zostafa przy przelatumaczona dla wygody uzytkownika przy uzyciu thumaczenia maszynowej. Podjeto rozsadne wysilki, aby zapewnic dokladne thumaczenia; jaknal zadne automatyczne thumaczenia nie jest doskonało, ani nie ma celu zastapienia ludzkich thumaczy. Oficjalna instrukcja obstugi jest wersja angielska. Wszelkie rozbęznosci lub róznice powstały w thumaczeniu nie są wiaźace i nie major skutów prawnych dla celów zgodnosci lub egzekwowania przypisów. Jeśli pojawość są jakiekolwiek pytania zwiȩzane z dokladnosci informaci zawartych w instrukcji obstugi, naleź yapoznać są z angielska wersą tych tresci, kłóra jest wersą oficjalnă.
1. Symbole
| Naleź y zapoznać są z instrukcje obstrugi. | |
| Produkt podlegajćy recyklingowy. | |
| CE | Spełnia wymagania odpowiednich norm bezpiecieństwa. |
| Naleź y stosowej odzież ochrònny zabeepieczȩcało ciecie. | |
| Uwaga! Zatrzej rękawice ochrònne. | |
| Naleź y stosowej okulary ochrònne | |
| Stosuj obuwie ochrònne. | |
| Uwaga! Goraconda powierzchnia sąspowodować oparzeenia. | |
| Uwaga! Rzyzyko pozaru lub wybuchu. | |
| Uwaga! Szkodlwe opary, niebezpieczeniastwo zatrucia. Gazy i opary mogą byćniebezpieczné dla zdrowia. Podczas procesu spawania wydobywȩ są gazy i opary spawaliczone. Wdychanie tych substançji sąbćniebezpieczné dla zdrowia. | |
| Naleź y stosowej maskę spawaliczenia z odpowiednim stopniem zaciemnienia filtra. | |
| UWAGA! Szkodlwe promieniowanie tiku spawaliczego | |
| Nie wolno dotykać czegość pod napiȩciem |

UWAGA! Ilustracja w niniejszej instrukcji obstrugi major charakter pogłowowy i w niedtorych szczegolach moga roznic sie od rzechywistego wygladu produktu.
- Dane techniczne
| Nazwa produktu | Spawarka MIG/MAG |
| Model produktu | S-MIG 350H |
| Znamionowe napiȩcie wejosciowe [V] / Częstotliwość [Hz] | 400~/ 50 |
| Rodzaj spawania | MIG / MAG | MMA |
| Zakres prądu spawania [A] | 40-350 (MIG)20-350 (MMA) |
| Napiȩcie biegu jałowego [V] | 65 - MIG / MAG | MMA |
| Znamionowy cykl pracy [%] | 60 |
| Prȩd spawania w cyklu pracy100% [A] | 250 (MIG)250 (MMA) |
| Prȩd spawania w cyklu pracy60% [A] | 350 (MIG)350 (MMA) |
| Średnica drutu [mm] | Ø 0.8 - 1.2 |
| Hot start | TAK |
| Chłodzenie | Wentylator |
| Klasa izolacje | F |
| Stopiéń ochrony obudowy | IP21S |
| Temperatura otoczenia w trakcie pracy [°C] | -20 ~ 40 |
| Wymiary [mm] | 560x450x330 |
| Ciezar [kg] | 46.9 |
3. Ogólny opis
Instrukcja przyznaczona jest do pomocy w bezpiecznym i niedawodnym uzytkowaniu. Produkt jest zaprojektowy i wykonany scisce wedlug wskazań technicznych przy uzyciu majnowszych technologii i komponentów oraz przy zachowaniu najwyszych standardów jakosci.
PRZED PRZYSTAPIENIEM DO PRACY NALEZY DOKLADNIE PRZECZYTAC I ZROZUMIEC NINIEJSZA INSTRUKCJE.
Dla zapewnienia dlugiej i niedawodnej pracy urzadzenia nalezy dbać o loro prawidłową obsluge oraz konserwacje zgodnie ze wskazówkami zawartymi w tej instrukcji. Dane techniczne i specyfikacja zawarte w tej instrukcji obslugi są aktualne. Producent zastrzega sare prawo dokonywaniazmianzwiazanych z podwyzsieniem jakosci. Uwzgliedniajac postep techniczny i moziwość agraniczenia hafasu, urzadzenia zaprojektowano i zbudowano tak, aby ryzyko jakiewynika z emisi hafasu agranicZYc do najnijszego poziomu.
4. Bezpieczenstein uzytkowania

UWAGA! Przechytać wzystkie ostrzeżenia dotyczne bezpieczędwa oraz wzystkie instrukcje. Niezastosowanie są do ostrzeżen i instrukcji są spowodowej porazenie pradem, pozar i/lub cięzekie obrażeniaciała lub smierc.
Termin „urzadzenie" lub „produktw ostrzezeniaiach i w opisia instrukcji odnosi sie do:
Spawarka MIG/MAG
4.1.Uwagi ogolne
Nalezy zadbać o bezpieczędwo wlasne i其中有 postronnych zapoznajac sie i postepujadc doklady z wytycznymi zawartymi w instrukcij urzadzenia.
- Do uruchomienia, uzytkowania, obstugi i naprawy urzadzenia wolno dopuszczać wyłączne osoby wykalifikowane.
Urzadzenia nie wolno uzywac niedzgodnie z przyznaczenia.
4.2. Wytyczne zabezmieczenia pracNiebezpiecznych pojarowo
Przygotawanie budynku i pomieszczeni do prowadzenia prac niebezpiecznych pozarowo polega na:
-oczyszczeniu pomieszczén lub mistręc, gdzie będą wykonywane prace z wszelkich materiażów palnych i zanieczyszczemu;
- odsunieciu na bezpieczna odlegtość wszelkich przydmiotów palnych iNiepalnych w opakowaniach palnych;
- zabezmie piez dzaftaniem np. odprskow spawalniczych materiafow, ktorych usuniecie nie jest mozliwe, poprzez osloniecie ich np. arkuszami blachy, pflyami gipsowym itp.:
- sprawdzeniu,czyznajdujace sie w)siednich pomieszczeniach materialy lub przyedmioty podatne na zapalenie nie wymagaia zastosowania lokalnych zabezpieczenia;
- usczelnieniu materiafami niepalnymi wszelkich przyzelotych otworów instalacyjnych, wentylacinych itp., znaidujacych sie w_CITY mistręca prowadzenia prac;
- zabezmieczeniu przyrozpryskami spawalniczymi lub uszkodzeniami mechanicznymi przemów elektrycznych, gazowych oraz instalacyjnych z palmą izolacja, o ile znajduź są w zasięgu zagrożenia spowodawanego pracami pozarowo niebezpiecznych;
- sprawdzeniu,czyw nichejscu planowanych prac nie prowadzono tego dnia prac malarskich lub innych przy uzyciu substanci latwo zapalnych.
Iskry moga spowodowa pozar
Iskry powstajce podcas spawania moga powodować poźar, wybuch i oparzenia niedostoniétrj skóry. Podcas spawania naleź mycie na sąbie rękawice spawalicne z ubranie ochronne. Usuwac lub zabezpieczac wszelkie latwopalne materialy i substancje z.), pracy. Nie wolno spawac zamkiptych pojemników lub zbiorników, w krórych znajdowały sie latwopalne cieczne. Pojemniki lub zbiorniki takie powinny byc przypełukane przyd serawaniem w celu usunięcia latwopalnych cieczy. Nie spawac w povlizu latwopalnych gazów, oparów lub cieczy. Sprzȩ przyciwpozarowy (koce gaśnicze i gaśnice proszkowe lub sniegowe) powinien byc usytugowany w povlizu stanowiska pracy w widocznym i latwo dostepnym.),
Butla moze wybuchnac
Stosowac tylko atestowane butle na gaz i poprawnie dzialajacy reduktor. Butla powinna byc transportowana i przechowywana oraz ustawiana w pozycji pionowej. Chronic butle przyd ziafaniem zrodef ciepta, przywroceniem i uszkodzeniami mechanicznymi. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąź, zȩczki, reduktor.
Spawane materialy moga poparzyc
Nigdy nie dotykać spawanych elementów niedabezpieczonymi czȩciami cieła. Podczas dotykania i przyemieszczania spawanego materiały,NSEZY zawsze stosowej rekawice spawalnicze i szczypce.
4.3. Przygotowanie.),
Uwaga! Spawanie要去 wywoćć pożar lub eksploźje.
- Nalezy przyestrzegać przyepisów bezpiecznych w i higiery przyty dotycznych prac spawalniczych oraz wyposzaź stanowisko przy w odpowiednia gaśnice
- Zabronione jest spawanie w miejscach, w których moze dojć do zapłonu materiałow fátwapalnych.
- Zabronione jest spawanie w atmosferze zawierajacej mieszanine wybuchowa palnych gazów, par, mgiel lub płyłow zgowiatrzem.
- Nalezy w promieniu 12 m od.), spawania usunac wszystkie materiały palne, azejeli jest to niemozliwe, to materiały palne nalezy przykryc niepalnym nakryciem.
- Nalezy zastosowacśrodki bezpiecznych za prsed snopem iskier oraz rożarzonymi czasteczki metalu.
- Nalezy zworcić uwage na to, ze iskry lub gorace odpryski metalu moga przyedostac sie przyszczeliny lub otwory w nakryciach, osłonach lub parawanach ochronnych.
- Nie wolno spawac zbiorników lub beczek, ktorz zawieraja lub zawierafty substancje fatawopalne. Nie wolno spawac rowniez w ich povlizu.
- Nie wolno spawac zbiorników pod ciasnieniem, przywodów instalacji ciasnieniowej lub zaobnikówciasnieniowych.
- Zawsze nalezy zadbać o wystarczajęc wentylacja.
- Przed przystapieniem do spawania przyjacstabiln pozycje.
4.4.Środki ochrony osobistej
Uwaga! Promieniowanie tuku elektrycznégoMZe uszkodzic wzrok lub skore cia.
- Podczas spawania naleź mycie na sobie czysta,Niezaolejona odzież ochronna wykonana z materiafu niepalnégo oraz nieprzewodzȩcego (skóra, gruba bawełna), rękawice skórzane, wysokie buty oraz kaptur ochronny.
- Przed Rozpoczeciem spawania nalezy pozbyc sie przydmiotow latwopalnych lub wybuchowych takich jak zapalniczki na propan butanczy zapański.
- Naleź stosowania ochrone twarzy (heim lub oszone) i oczu z filtrem o stopniu zaciemnioia dobranym do wzroku spawacja i natęzenia prȩdu spawania. Standardy bezpiecznych proponuju zabarwuminium nr 9 (minimalnie nr 8) dla kaźdego natȩzenia prȩdu poniȩzej 300 A. Niźsze zabarwuminium oszone sąstwo stosowania,ości lak zakrywa przyepamiot obrabiany.
- Zawsze naleź stosowej atestowane okulary ochrène z osłoną boczną pod hejmem lub inną oslone.
- Naleź stosowej osłony.), wiejska pracy w celu ochroy innych odśob przy slepiejaćym promieniowaniem swietlnym lub odpryskami.
- Nalezy zawsze nosic zatyczki do uszu lub inna ochrone słuchu w celu ochrony przydniernym hafasem oraz w celu uniknięcia przyedostania sie odprysków do uszu.
- Osoby postronne nalezy ostrzec przy patrzeniem na fuk elektryczny.
4.5. Ochrona przyded porazeniem
Uwaga! Porażenie pradem elektrycznym sąbć smiertelne.
- Kabel zasilajacy nalezy podlączyc do najbljej połozonego gniażda i ułoźć w spośob praktyczny i bezpieczny. Nalezy unikań niedbałego rozȩzenia kabla w pomieszczeniu na niedbadanym podłoź, co sądoprawość do porazenia elektrycznych lub poźaru.
- Zetkniepie sie z elektrycznie naftadowanymi elementami要去 spowodowac porazenie elektryczne lub ciękcie poparzenie.
- Luk elektryczny oraz obszar roboczy są podczas przywu prądu naładowane elektrycznie.
- Obwód wejsciowy oraz wewnetrzny obwó pradowy urzadzenia znajduja są rownieź pod napieciem przy wączonym zasilaniu.
- Nie wolno dotykać elementów znajdujacych sie pod napieciem elektrycznym.
-
Nalezy nosićicine, niepodziurawione, izolowane rękawiczki oraz odzież ochronna.
-
Nalezy stosowac maty izolacyjne lub innepowfoki izolacyjne na podlodze, ktore sa wystarczajcdoze, zeby niedopuscić do kontaktu ciaż z przydmiotem lub podłoga.
- Nie wolno dotykać luku elektrycznego.
- Przed obstuga, czyszczemen lub wymiana elektrady nalezy wyfwczydoplyw pradu elektrycznego.
- Nalezy upewnicie,czy kabel uziemienia jest wlasciwie podzczony oraz czy wtyk jest wlasciwie pozaczony z uziemionym gniazem. Nieprawidlowe podzaczenia uziemienia urzadzenia moze spowodowa zagrozenia zycia lub zdrowia.
- Nalezy regularnie sprawdzać kable prądowe pod kątem uszkodzen lub braku izolacji. Kabel uszkodzony nalezy wymienić. Niedbała naprawa izolacji sąspowodstawć smierć lub utratazdrowia.
- Urzadzenie naleź wyłaczy, jeźeli nie jest uzytkowane.
Kabla nie wolno zawijać wokó tcipla. - Przedmiot spawany naleź wąsciwie uziemic.
- Wolno stosowac wyłucznie wyposzażenie w dobrym stanie.
- Uszkodzone elementy urzadzenia nalezy naprawic lub wymienic. Podczas pracy na wysokośćnach nalezy uzywać pasów bezpiecznych.
- Wszystkie elementy wyposzenia oraz bezpiecznych powinny byc przechowywane w jedermy mistręska.
W chwili zaćzenia wyzwalacja konćowej uchwytu daneź trzyma z dla odciała. - Przymocować kabel masowy do elementu spawanego lub sąwiwie jak najbljeżę tego elementu (np. 1 do stolu roboczego).
Uwaga! Po odłaczeniu kabla zasilajćego urzadzenia要去c jestsze pod napieciem.
- Po wyłaczeniu urzadzenia oraz odłaczeniu kabla napiȩciowej sądzwić napiȩcie na kondensatorze wejsciowym i upewnić sie, ze wartość napiȩcia jest rowna zeru, w przyciwnym przypadku nie wolno dotykać elementów urzadzenia.
4.6. Gazy idymy
Uwaga! Gaz doit bec niebezpieczny dla zdrowia lub doprowadzic do smierci!
- Nalezy zawsze zachowac odstep od wylotu gazu.
- Podczas spawania naleź zworću uwage na wymianę powietrza,unikacja wdychania gazu.
- Nalezy usunac z powierzchni detali spawanych substantjc chemiczne (smary, rozpuszczalniki), gdy pod wplywem temperature spelaja sie, wydzielajc trujace dmy.
- Spawanie detali ocynkowanych jest dozwolone tylko przy zapewnieniu wydajnych odciągow wraz z filtracja oraz dopływu czystego powietrza. Opary cynku są bardzo tokszczne, objawem zatrucia jest tzw. Goroczka cynkowa.
5. Zasady uzytkowania
5.1.Uwagi ogolne
- Urzadzenie nalewy stosowac zgodnie z przyznaczeniem, z zachowaniem przypeisów BHP oraz obostrzeń wynikajych z danych zawartych na tabliczce znamionowej (stopien IP, cykl pracy, napiecie zasilania itp.).
- Urzadzenia nie wolno otwierac, ponieważ spowoduje to utrata gwarancji, ponadto eksplodujace nieosłoniete czeci moga spowodwuć uszkodzenia ciała.
- Producent nie ponosi odpwiedzialnosci za zmiany technicznne urzadzenia badszkody materialne winikle na skutek wprovadzenia tychzmian.
W przypadku nieprawidówego dziatania urzadzenia sązy skontaktuć są z serwisem. - Nie wolno zaslaniac szczelin wentylacyjnych urzadzenia - nalezy ustawic spawarke w odlegosci 30 cm od otaczajych przydmiotow.
-
Spawarki nie wolno trzymać pod ramieniem lub blisko ciała.
-
Urzadzenia nie wolno instalować w pomieszczeniach o agresywonymŚrodowisku, duzym zapyleniu oraz w_CITY urzadzeń o duzej emisi pola elektromagnetycznégo.
5.2. Przechowywanie urzadzenia
Urzadzenie nalezy chronić przy wodā i wilgocija.
- Spawarki nie wolno stawiać na podgrzewanej powierzchni.
- Maszynę naleź przechowyȩw suchymi czystym pomieszczeniu.
5.3. Podłaczenia urzadzenia
5.3.1. Podłaczenia prȩdu
- Podłaczenia urzadzenia powinna dokonać osoba wykwalifikowana. Ponadto osoba z niedźmyki kwalifikacjami powinna sprawdzić,czy uziemienie oraz instalacja elektryczna wraz ukladem zabezpieczenia jest zgodna z przyepamisi bezmieczność wymi fungcjonuje prawidłowo.
Urzadzenie nalezy ustawic w基础知识 spracy. - Nalezy unikać zbyt dlugich przywodów do podłaczenia urzadzenia.
- Spawarki jegnofazowe powinny byc podlaczone do gniazda wyposazonego w bolec uziemiajacy.
- Spawarki zasilane z sieci 3-fazowej są dostarczone bez wtyczki, naleź we wąsnym zakresie zaopatrzyść w takówczek, a montaź zlecić wykalifikowanej osobie.
UWAGA! Urzadzenie wolno eksploatowć wymięcznie do instalacji ze sprawnym bezmiercie.
5.3.2. Podłaczenia gazu
- Butle z gazem nalezy ustawic z dala od przyedmiotu spawanego i zabezpieczyc przyed upadkiem.
- Zącze gazowe spawarki naleź pończyć z butlą lub instalacja gazowa za pomocHQ odpowiedniago węza oraz reduktora z regulacja przyptywu gazu. Uwaga! Niedopuszczalne jest stosowanie reduktorów sieciowych do butli i odwrotnie. Zamiana takaoMZszczeniem reduktora i uszkodzeniami;ciała.
- Oszczechne stosowanie gazu wydluza czas spawania
6. Opis urzadzenia

1-spawarka MIG/MAG
2-uchwyt spawalniczy MIG/MAG z przywodem
3-zacisk masowy z przyzewodem
4-podajnik drutu
Panel sterowania spawarki:
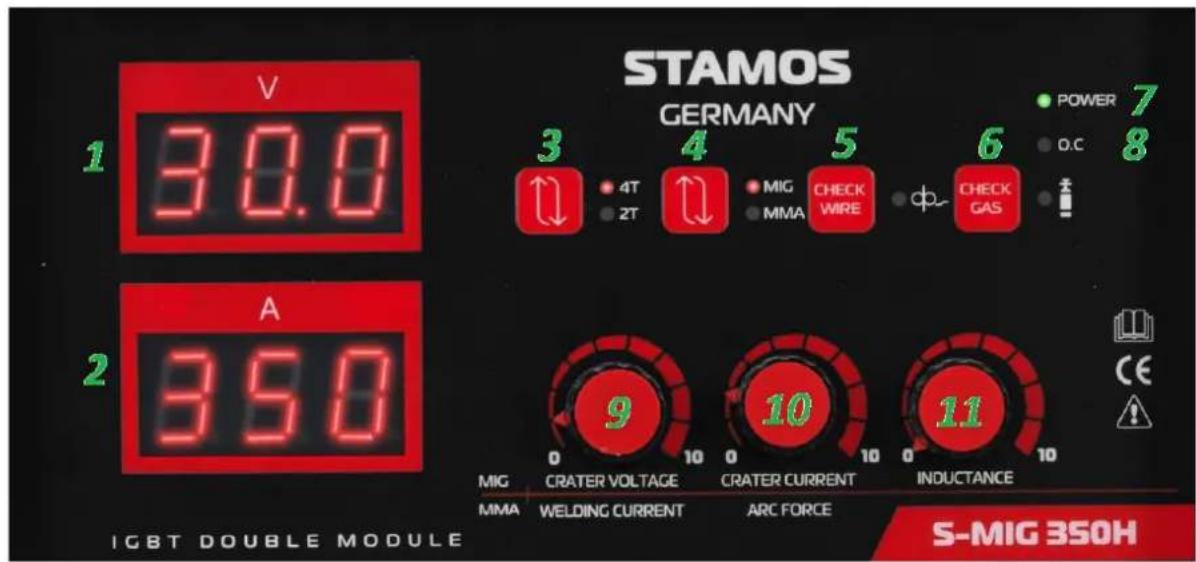
| 1. | Wyświetlacz napiȩcia spawania. |
| 2. | Wyświetlacz prȩdu spawania. |
| 3. | Wybór funkcjci spawania: 2T/4T dla MIG/TIG: • 2T - naciȩcie przyciscu na uchwycie spawalniczym inicujue proces spawania metalu a zwolnienie przyciscu kończy proces. • 4T - naciȩcie przyciscu na uchwycie spawalniczym inicujue proces spawania metalu, zwolnienie przyciscu nie kończy procesu. Kolejne naciȩcie i zwolnienie przyciscu kończy proces spawania metalu. |
| 4. | Wybór trybu spawania: MIG/MAG lub MMA |
| 5. | CHECK WIRE - przycisk posuwu drutu |
| 6. | CHECK GAS - przycisk sprawdzenia wypłwywu gazu osłonowego |
| 7. | POWER - kontrolka zasilania |
| 8. | O.C - lampka kontrolna pręczenia termicznego - zchwilą przyegrzania urzadzenia lampka ta zapali są, a urzadzenia wyłączy są. NieNSE przybować ponownie Rozpoczynać spawania, pozostawiajadć urzadzenia z wȩczonymi wentylatorami. Lampka wyłączy są automatycznie po schłodzeniu urzadzenia. Naleź zworćci uwage na znamionowy cykl pracy. |
| 9. | Pokrajtlo regulazioni: • prȩdu spawania dla spawania MMA • napiȩcia końcowego spawania dla spawania MIG/MAG |
| 10. | Pokrajtlo regulazioni: • ARC FORCE (regulacja dynamiki tuki spawalniczego) dla spawania MMA • prȩdu końcowego spawania dla spawania MIG/MAG |
| 11. | Pokrajtlo regulazioni indukcyjniosci dla spawania MIG/MAG |
Gniażda podłaczeniowe spawarki:
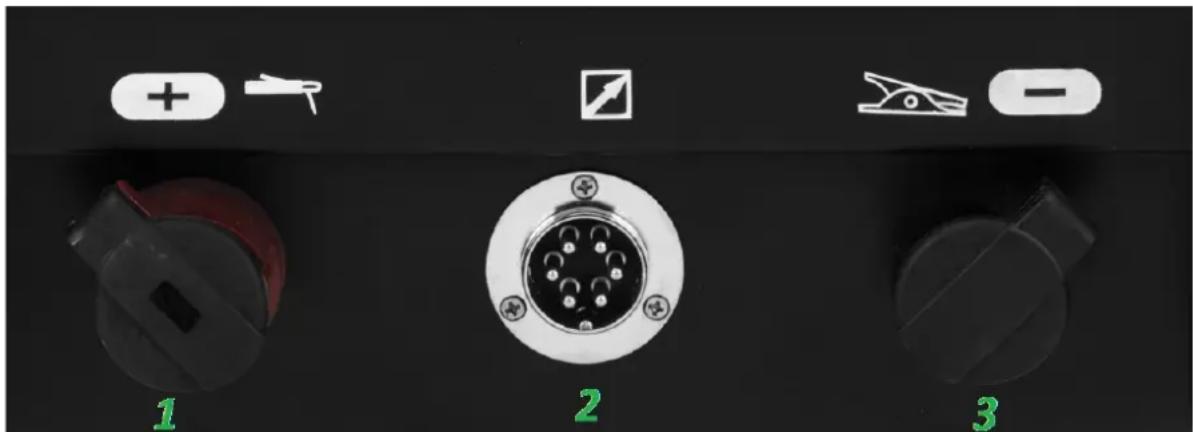
1-Gniazdo przewodu (biegun dodatni)-spawanie MMA
2-Gniazdo przywodu sterowania podajnikiem drutu - spawanie MIG/MAG
3-Gniazdo przewodu (biegun ujemny)- spawanie MIG/MAG | MMA
Panel podajnika drutu:

1-Gniazdo podlączenia przyzewodu spawalniczego MIG/MAG
2-Pokretto regulaci pradu spawania
3-Pokretto regulazioni napiècia spawania
7. Podłaczenia przygewodów
UWAGA! Instalacja elektryczna do której zestanie podłoczona maszyna powinna byc wyposzażona w bezpiecznik nadpradowy.
W przypadku stosowania przydłuczacza, seinen przyzekrój powinien byc co najmiej taki sam jak przyzewodu zasilajacego.
UWAGA! Podlącenie przygow do urzadzenia musi odbywac sie przy odłacznym zasilaniu i wyłacznonym urzadzeniu.
Spawanie metodá MIG/MAG
1) Włoźyc wtyczke przywodu uchwytu spawalcnicego do gniażda wyjsciowego Euro MIG/MAG na panelu przydnim urzadzenia i dokrecić za.
2) Włoźyc wtyczne przyzewodu uziemiazęgo do zacisku oznaczonego symbole „-“ na panelu przyzdnim spawarki i dokrecić za zgodnia z ruchem wskazowej zegara.
3) Upewnic sie, ze w maszynie zostalowy odpowiedni drut spawalniczy.
4) Butlez gazem oslonowym wyposazone w reduktor cijsnienia podlaczyc do wlotu gazu na tvlnym panelu maszyny za pomoca weza gazowego.
5) Podłęczyć przyzwód zasilajcy do gniażda elektrycznych i uruchomicur urzadzenia. Podłączeniu przyzewodu masowej do przyzemiotu spawanego można Rozpoczamy prace.
Spawanie metadata MMA
1) Podźaczycz przyzwód uchwytu spawalniczego do zącza oznaczonego znakiem „i przyzekość wtyk przyzewodu, aby zabeepieczyc połaczenia.
2) Podączyc przywod masowy do zącza oznaczonego znakiem „+“ i przykȩcie wtyk przywodu, aby zabeepieczyc połaczenia.
Uwaga! Polaryzacja przywodow moze sie roznic! Wszystkie informacja dotyczpe polaryzacji powinny byc opisane na opakowaniu dostarczonym przyez producenta elektrod!
3) Podźycycz przywód zasilajczy do gniażda elektrycznych i uruchomic urzadzenia. Po podźćzenu przemówu masowej do przydmiotu spawanego można Rozpoczamy prace.
8. Wymiana rowka rolki napędowej
UWAGA! Wszelkie prace konserwacyjne, wymianę czȩsci, naprawy lub regulacja{naleź y prowadzić przy odączonym zasilaniu od urzędzenia.
W przypadku potrzeby zmiany srednicy drutu nalezy wymienci rowniez rolke napedowa lub dostosowa copozenia rolki napedowej.
Nalezy pamiętać o rożnych rodzajach rolek w zaleźnosci od stosowanego drutu spawalniczego:
Rolki z rowkiem w ksztalcie litery ^
Rolki z rowkiem w ksztalcie litery „U".
Rolki z rowkiem rowek radetkowanym.
Najbardziej popularne są roliki z rowkiem w ksztalcie literny „V". Rolki takie przyznaczone są dowcskosci popularnych drutów spawalniczych. W przypadku drutów alumniowych, stosowane są roliki z rowkiem w ksztalcie literny „U". Wynika to z tego, ze drut alumniowy jest bardziej podatny na zgniecenie, dlatego by nie doszło do odksztalcen drutu niedgne jest zastosowanie odpowiednej rolki. Osobną wąska grupa rolek do podajników są rolki radelkowane przyznaczone do drutów proszkowych (FCAW).
9. Wymiana drutu spawalniczego
UWAGA! Wszelkie prace konserwacyjne, wymianę czȩci, naprawy lub regulacja{naleź prowadzić przy odłacznonym zasilaniu od urzędzenia.
- Otworzyć obudowej szpuli naciskajc przyciski otwierania i załozyc szpule tak, aby obracaś w kierunku przyciwnym do ruchu wskazówek zegara.
- Zamocowac szpule za pomocaj blokady szpuli.
- Odpiac koniec drutu od szpuli caly czas trzymac go w dtoni, aby szpula sie nie Rozwineta.
- Wyprostowac koniec drutu na dlugosc okofo 20 cm i odciew wygieta czesc.
- Otworzycz dzwignie regulacci docisku, która otwiera mechanizm podajacy.
- Przejrowadzic drut przy tylnaj prowadnic drutu do prowadnicy drutu uchwytu spawalniczego.
- Zamknac mechanizm podajcy i zamocowac go dzwignia regulacci docisku. Upewnic sie, ze drut biegnie w rowku rolki napedowej.
- Wyregulować naczisk dzwigni, ale nie wyzej niż do połowy skali. Zbyt mocny naczisk要去 uszkodzic drut. Z drugiej strony, jestli naczisk jest zbyt sławby, drut;będzie silzgaś ię w Mechanizmie podajacym co spowoduje,źdrutNie bedzie przesuwat sie plynnie.
- Upewnic sie, ze w uchwycie spawalniczym zainstalowano koncwoke pradowa dostosowanag do montowanego drutu spawalniczego. W razie potrzeby, wymienic koncwoke pradowa.
- Nacisnac spust uchwytu spawalniczego i odczekać, aż drut sie wysunie.
UWAGA! Wysunięcie drutu z palnika wymaga doprowadzenia zasilania do urzadzenia. Nied dotykaćźadnych uziemionych obiektów za pomocapi palnika, w przyciwnym razie moze zajarzyc sie fuk elektryczny
- ZamknacPokrywoweobudowszpuli.
UWAGA! Podczas wpwadzania drutu do pistoletu nie kierować pistoletu na siebie lub w kierunku innych osob. Nie ustawiać np. dloni przyded konćowej, poniewaź odipty koniec drutu jest bardzo ostry. Nie naleź rownikę zblżć palcow do rolek podajycych, poniewaź要去 spowodować scsiśće palcow między rolkami.
10. Utylizacja opakowania
Prosimy o zachowanie elementów opakowania (tektury, plastykowych taśm oraz styropianu), aby w ratie koniecznosci oddania urzadzenia do serwisu przy na go bylo jak najlepiej ochronicna czas przyślki!
11. Transporti przechowyanie
Podczas transportu urzadzenia nalezy zabezmieczyc przy wstrzaszami i przewroceniem sie oraz nie ustawiać go „do góry nogami". Urzadzenia nalezy przechowymi w dobrze wentylowanym pomieszczeniu, w którum obecne jestSuche powietrze iNie wystepuja gazy powodujace korozje.
12. Czyszczenie i konserwacja
- Przed kaźdym czyszczemien, a sąość jejego urzadzenia nie jest uzywane,-nine wyciagnia wyczke sieciowa i calkowicie ochtodzić urzadzenia.
- Usunę odpryski z końcowski uchwytu spawalniczej o sprawdzieć stan czȩci. Uszkodzone czȩci nały natychmiast wymienci na nowe.
- Do czyszczenia powierzchni sązy stosowej wyłącnie srodki niedzawierajciesubstancji zraczych.
Zabrania sie spryskiwania urzadzenia strumieniem wody lub zanurzania urzadzenia w wodzie. - Nalezy pamiętac, aby przy czewy wenylacyjne znajduźcie są w obudowej nie dostafa są woda.
- Otwory wentylacyjne naleź czyscić podzelkiem i spreźonymgowietzem.
- Po kaźdym czyszczeniu wzystkie elementy naleź dobrze wysuszyc, zanim urzadzenia zostanie ponownie uzyte.
- Urzadzenie nalezy przechowyac w suchym i chtodnym要比scu chronionym przy widgocia i bezposrednim promieniowaniem stonecznym.
Pyly nalezy regularnie usuwac za pomocaj suchego i czystego sprezonego powietrza.
13. Regularna kontrola urzadzenia
Naleź regularnie sprawdzać,czy elementy urzadzenia nie są uszkodzone. Jeźeli tak jest, najeź zaprzejć uzytkowania urzadzenia. Prosȩ niedzwocznie zworćci są do spreżawcy w celu przypegowadzenia naprawy.
UWAGA: Nigdy nie wolno otwierać urzadzenia bez konsultaci z serwisemcka. Moze to prowadzić do utraty gwarancji.

Produkty elektryczne i elektronicze po zakończenu okresu eksploataci wymagaja segregaci i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzucac produktow elektrycznych razem z opdadi gospodarstwa domowego. Zgodnia z dyrektywa WEEE 2012/19/UE obwiązujuca w Unii Europejskiej, urzadzenia elektryczne i elektronicze wymagaja segregaci i utylizacioni w wyznaczonych mistrszech. Dbajac o prawidlowa utyilizatione, przyczyniaz sie do ochronyzasobow naturalnych i zmniejszasz negatywny wptyw oddziawyania na srodowisko, czlowieka i otoczenia. Zgodnia z krajowym sprawodawstwem, nieprawidlowe uswanie oppadow elektrycznych i elektronicznych moze byc karane!
ul. Nowy Kisielin-Innowacyjna 7
66-002 Zielona Góra | Poland, EU
e-mail: info@expondo.com





- Symbole
- Ogólny opis
- PRZED PRZYSTAPIENIEM DO PRACY NALEZY DOKLADNIE PRZECZYTAC I ZROZUMIEC NINIEJSZA INSTRUKCJE.
- Bezpieczenstein uzytkowania
- 4.1.Uwagi ogolne
- Wytyczne zabezmieczenia pracNiebezpiecznych pojarowo
- Iskry moga spowodowa pozar
- Butla moze wybuchnac
- Spawane materialy moga poparzyc
- Przygotowanie.),
- Uwaga! Spawanie要去 wywoćć pożar lub eksploźje.
- 4.4.Środki ochrony osobistej
- Uwaga! Promieniowanie tuku elektrycznégoMZe uszkodzic wzrok lub skore cia.
- Ochrona przyded porazeniem
- Uwaga! Porażenie pradem elektrycznym sąbć smiertelne.
- Gazy idymy
- Zasady uzytkowania
- 5.1.Uwagi ogolne
- Przechowywanie urzadzenia
- Podłaczenia urzadzenia
- Podłaczenia prȩdu
- Podłaczenia gazu
- Opis urzadzenia
- Podłaczenia przygewodów
- Spawanie metodá MIG/MAG
- Spawanie metadata MMA
- Wymiana rowka rolki napędowej
- Wymiana drutu spawalniczego
- Utylizacja opakowania
- Transporti przechowyanie
- Czyszczenie i konserwacja
- Regularna kontrola urzadzenia
Marka : Stamos
Model : S-MIG 350H
Kategoria : Spawarka