
S-WIGMA 200 PRO - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia S-WIGMA 200 PRO Stamos w formacie PDF.

| Marka | Stamos |
| Model | S-WIGMA 200 PRO |
| Typ produktu | Spawarka TIG/MMA |
| Napięcie wejściowe | 230 V / 50 Hz |
| Nominalny prąd wejściowy | 16 A (MMA), 15,7 A (TIG) |
| Napięcie jałowe | 59 V |
| Prąd spawania MMA | 10 - 180 A |
| Prąd spawania TIG | 10 - 200 A |
| Cykl pracy przy 20% | 180 A (MMA) |
| Cykl pracy przy 35% | 200 A (TIG) |
| Cykl pracy przy 60% | 103 A (MMA), 132 A (TIG) |
| Cykl pracy przy 100% | 80 A (MMA), 118 A (TIG) |
| Tryby spawania | TIG (zapłon HF) i MMA (elektroda otulona) |
| Główne funkcje | Regulacja prądu, przepływ gazu po spawaniu (1-15 s), downslope (1-10 s), tryb 2T/4T, ochrona przed przegrzaniem |
| Zasilanie gazem | Argon (do TIG), przyłącze gazu żeńskie |
| Ochrona | Termiczna: automatyczne wyłączenie i czerwona dioda w przypadku przegrzania |
| Konserwacja i czyszczenie | Odłączyć przed czyszczeniem, użyć sprężonego powietrza, sprawdzić kable |
| Części zamienne i naprawialność | Palnik TIG, kable, elektrody, dysze ceramiczne; skontaktować się z serwisem, nie otwierać |
| Informacje ogólne | Instrukcja obsługi w zestawie (25 stron, FR) |
Często zadawane pytania - S-WIGMA 200 PRO Stamos
Pytania użytkowników dotyczące S-WIGMA 200 PRO Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję S-WIGMA 200 PRO - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. S-WIGMA 200 PRO marki Stamos.
INSTRUKCJA OBSŁUGI S-WIGMA 200 PRO Stamos
Przed uzyciem należy zapoznać się z instrukcją.

Produkt podlegający recyklingowi.

Produkt spełnia wymagania odpowiednich nom bezpieczeństwa.

Stosować kombinezon ochronny.

Stosowac rękawice ochronne.

Zakozyć okulary ochronne.

Stosować ochronę stóp.

Uwaga! Gorąca powierzchnia może spowodować oparzenia!

LWAGAI Niebezpieczeństwo pożaru - materiały latwopalne!

Uwaga! Szkodliwe opary, niebezpieczeństwo zatrucia. Gazy i opary mogą być niebezpieczne dla zdrowia. Podczas procesu spawania wydobywają się gazy i opary spawalnicze. Wychanie tych substancji może być niebezpieczne dla zdrowia.

Stosowac maskę ochronną

UWAGAI lub OSTRZEŻENIEI lub PAMIĘTAJI opisująca dana sytuację togólny znak ostrzegawczy!

Nie wolno dotykać części pod napięciem.

UWAGA! Ilustracje w niniejszej instrukcji obsługi mają charakter poglądowy i w niektórych szczegółach mogą różnic się od rzeczywistego wygiadu produktu.
Instrukcją oryginalną jest niemiecka wersja instrukcji. Pozostałe wersje językowe są tłumaczeniami z języka niemieckiego.
- DANE TECHNICZNE
| Opis parametru Wartość parametru | ||
| Nazwa produktu Spawarka TIG | ||
| Model S WIG | MA 200 PRO | S-WIG 200 IGBT |
| Napięcie zasilania [V-]/ Częstotliwość [Hz] | 230/50 | |
| Znamionowy prąd wejściowy [A] | 16 (MMA) | |
| 15.7 (TIG) | ||
| Napięcie blegu jakowego [V] 59 (MMA/TIG) | ||
| Prąd spawania MMA [A] 10-180 | ||
| Prąd spawania TIG [A] 10-200 | ||
| Prąd spawania w cyklu pracy 20% [A] | 180 (MMA) | |
| Prąd spawania w cyklu pracy 35% [A] | 200 (TIG) | |
| Prąd spawania w cyklu pracy 60% [A] | 103 (MMA) | |
| 152 (TIG) | ||
| Prąd spawania w cyklu pracy | 80 (MMA) |
| 100% [A] | 118 (TIG) |
2. OGÓLNY OPIS
Instrukcja przeznaczona jest do pomocy w bezpiecznym i niezawodnym użytkowaniu. Produkt jest zaprojekłowany i wykonany ścisłe według wskazań technicznych przy uzyciu najnowszych technologii i komponentów oraz przy zachowaniu najwyższych standardów jakości.
PRZED PRZYSTĄPIENIEM DO PRACY NALEŻY DOKŁADNIE PRZECZYTAĆ I ZROZUMIEĆ NINIEJSZA INSTRUKCJE.
Dla zapewnienia drugej i niezawodnej pracy urządzenia należy obać o jego prawidową obługę oraz konserwację zgodnie ze wskazówkami zawartymi w tej instrukcji. Dane techniczne i specyfi kacje zawarte w tej instrukcji obsługi się aktualne. Producent zastrzega sobie prawo dokorywania zmian związanych z podwyżzeniem jakości. Uszględniając postęp techniczny i możliwość ograniczenia hałasu, urządzenie zaprojektowano i zbudowano tak, aby ryzyko jakie wynika z emisji hałasu ograniczyć do najnizszego poziomu.
3. BEZPIECZENSTWO UZYTKOWANIA
UWAGA! Przeczytać wszystkie ostrzeżenia dotyczące bezpieczeństwa oraz wszystkie instrukcje. Niezastosowanie się do ostrzeżeń i instrukcji może spowodować porazenie prądem, pozar i/lub ciężke obrażenia ciała lub śmierć.
3.1 UWAGLDOGOLNE
- Należy zadbać o bezpieczeństwo własne i osób postronnych zapoznając się i postępując dokładnie z wytucznami zawarbami w instrukcji urządzenia.
- Do uruchomienia, użytkowania, obsługi i naprawy urządzenia wolno dopuszczać wyłącznie osoby wykwalifikowane.
- Urządzenia nie wolno używać niezgodnie z przeznaczeniom.
3.2 WYTYCZNE ZABEZPIECZENIA PRAC
NIEBEZPIECZNYCH POZAROWO Przygotowanie budynku i pomieszczeń do prowadzenia prac niebezpiecznych pozarowo polega na:
- oczyszczeniu pomieszczeń lub miejsc, gdzie będą wykonywane prace z wszelkich materiałów palnych
- i zanieczyszczeń:
- odsunięciu na bezpieczną odległość wszelkich przedmiotów palnych i niepalnych w opakowaniach palnych:
- zabezpieczenie przed działaniem np. odprysków spawalniczych materiałów, których usunięcie nie jest możliwe, poprzez osłonięcie ich np. arkuszami blachy, płytami gipsowymi itp.:
- sprawdzeniu, czy znajdujące się w sąsiednich pomieszczeniach materiały lub przedmioty podatne
- na zapalenie nie wymagają zastosowania lokalnych zabezpieczeń:
- uszczelnieniu materiałami niepalnymi wszelkich przelotowych otworów instalacyjnych, wentylacyjnych itp., znajdujących się w poblizu miejsca prowadzenia proc.
- zabezpieczeniu przed rozpryskami spawalniczymi lub uszkodzeniami mechanicznymi przewodów elektrycznych, gazowych oraz instalacyjnych z palną izolacja, o ile znajdują się w zasięgu zagrożenia spowodowanego pracamipozarowo niebezpiecznymi;
14
- sprawdzeniu, czy w miejscu planowanych prac nie prowadzono tego dnia prac malarskich lub innych przy uzyciu substancji łatwo zapalnych.
ISKRY MOGA SPOWODOWAĆ POŻAR
Iskry powiąstące podczas spawania mogą powadować pozar, wybuch i operzenia nicolsonietnej skóry. Podczas spawania niezie mieć na sobie rękawice spawlanicze i ubranie ochronne. Usuwieć lub zabezpieczac ichszelkie łatwopalne matoriały i substancje z miejsca pracy. Nie wolno spawać zamłniętych pojemników lub zobiomików w których znajdowały się łatwopalne dciecze. Pojemnić lub zbiomnić takie powinny być przepłukane przed spawanism w celu usunięcia łatwopalnych dieczy. Nie spaweć w pobliżu łatwopalnych gazów, oparów lub dnieczy. Sprzęt przeciwpożatowy (koże gąsinice) i gąsinice praszkowe lub siNEGOWE) powinian być usuytuwany w pobliżu stanowska pracy w wielocznym i łatwo dostępnym miejscu.
Stosować tylko atestowane butle na gaz i poprawnie działający reduktor. Butla powinna być transportowana i przecchowywana oraz ustawiana w pozycji pionowej. Chronic butle przed działaniem źródeł ciepła, przewroceniem i uszkodzeniami mechanicznymi. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąż, złączki, reduktor.
SPAWANE MATERIALY MOGA POPARZYC
Nigóy nie dotykać spawanych elementów niczabezpieczonymi częściami ciała. Podczas dotykania i przemieszczania spawanego materiału, należy zawsze stosować rękawice spawalnicze i szczypce.
3.3. PRZYGOTOWANIE MIEJSCA PRACY DO SPAWANIA
SPAWANIE MOZE WYWOŁAC POZAR LUB EKSPLOZJEI
• Nalczy przestrzogac przepisów bezpieczeństwa i
• higlichny pracy dotyczących prac spawalniczych oraz wyposażć stanowisko pracy w odpowiednią gasnicę. Zabronione jest spawanie w miejscach, w których może doisć do zapłonu materiałów łatwopalnych.
- Zabronione jest spawanie w atmosferze zawierajacej mieszaniņę wybuchową palnych gazów, par, might lub pyłów z powietrzem.
- Należy w promicniu 12 m od miejsca spawania usunąc wszystkie materiały palne, a jeżeli jest to niemożliwe, to materiały palne należy przykryc niepalnym nakryciem.
• Nalczy zastosować środki bezpieczeństwa przed snopem iskier oraz rozżarzonymi cząsteczkami metalu.
- Należy zwrócić uwagę na to, że iskry lub gorące odpryski metalu mogą przedostać się przez szczeliny lub otwory w nakryciach, osłonach lub parawanach ochronnych.
- Nie wolno spawać zbiorników lub herzek, które zawierają lub zawierały substancje łatwopalne. Nie wolno spawać również w ich pobliżu.
- Nie wolno spawac zbiomików pod ciśnieniem, przewódów instalacji ciśnieniowej lub zasobników ciśnieniowych.
- Zawsze należy zadbać o wystarczająca wentylację
- Przed przystąpieniem do spawania przyjąć stabilną porycję
3.4. ŚRODKI OCHRONY OSOBISTEJ
PROMIENIOWANIE ŁUKU ELEKTRYCZNEGO MOŻE USZKODZIĆ WZROK LUB SKÓRĘ CIAŁA!
- Podczas spewania należy mieć na sobie czystą, niezaolejoną odzież ochronna wykonaną z materiału nicpalnego oraz nieprzewodzącego (skóra, gruba bawełna), rękawice skórzane, wysokie buty oraz kaptur ochronny.
- Przed rozpoczęciem spawania należy pozbyć się przedmiotów łatwopalnych lub wybuchowych takich jak zapalniczki na propan butan czy zapałki.
- Nalezy stosować ochronę twarzy (helm lub osłonej) i oczu z filtrom o stopniu zaciemnienia olobranym do wzroku spawacza i natężenia prądu spawania. Standardy bezpieczeństwa proponują zabarwienie nr 9 (minimalnie nr 8) dla każdego natężenia pradu ponizoj 300 A. Nizsło zabarwienie osłony można stosować, jeżeli iuk zakrywa przedmiot obrabiany.
- Zawze należy stosowane destokane bkułany ochronne z osłoną boczna pod helmem lub inną osłonę.
- Nalezy stosować osłony miejsca pracy w celu ochrony innych osób przed oslepiającym promieniowaniem świetlnym lub odpryskami.
- Nalezy zawsze nosić zatyczki do uszu lub inna ochronę słuchu w celu ochrony przed nadmiernym hałasem oraz w celu uniknięcia przedostania się odpysków do uszu.
- Osoby postronne należy ostrzec przez patrzeniem na luk elektryczny.
3.5. OCHRONA PRZED PORAŻENIEM
PORAZENIE PRADEM ELEKTRYCZNYM MOŻE BYĆ ŚMIERTELNEI
- Kabel zasilający naleczy podłączyć do najblizej położonego gniazda i ułożyć w sposób praktyczny i bezpieczny. Nalczy unikać nieboałego rozłożenia kabla w pomieszczeniu na niezbadanym podlozu, co może doprowadzić do porażenia = elektrycznego lub pozanu.
- Zetknięcie się z elektrycznie naładowanymi elementami może spowodować porażenie elektryczne lub ciężkie poparzenie.
- Luk elektryczny oraz obszar roboczy sa podczas przepływu pradu naładowane elektrycznie.
- Obwód wejściowy oraz wewnętrzny obwód prądowy urządzenia znajdują się również pod napieciem przy włączonym zasilaniu.
- Nie wolno dotykać elementów znajdujących się pod napięciem elektrycznym.
• Należy nosić suche, niepodziurawione, izolowane rekawiczki oraz odzież ochronna. - Należy stosować maty izolacyjne lub inne powłoki izolacyjne na podłodze, które są wystarczająco duże, żeby nie dopuscić do kontaktu ciała z przedmiotem lub podłoga.
• Nie wolno dotykar luku elektrycznego - Przed obsługą, czyszczeniem lub wymianą elektrody należy wyłączyć dopływ prądu elektrycznego.
- Należy upewnić się, czy kabel uziemienia jest właściwie podłączony oraz czy wtyk jest właściwie połączony z uziemionym gniazdem. Nicprawidłowe podłączenie uziemienia urządzenia może spowódować zagrożenie życia lub zdrowia.
- Należy regularnie sprawdzić kable prądowe pod kątem uszkodzeń lub braku izolacji. Kabel uszkodzony należy wymienić. Niechala naprawa izolacji może spowodować śmierć lub utratę zdrowia.
- Urządzenie należy wyłączyć, jeżeli nie jest użytkowane.
• Kabla nie wolno zawijać wokół ciała.
28.12.2018
15
PL PL
- Przedmiot spawany należy właścienie uziemić.
- Wolno stosować wyłącznie wyposażenie w dobrym stanie.
- Uszkodzone elementy urządzenia należy naprawić lub wymienić. Podczas pracy na wysokościach należy używać pasów bezpieczeństwa.
- Wszystkie elementy wyposażenia oraz bezpieczeństwa powinny być przechowywane w jednym miejscu.
• W chwili załączenia wyzwalacza końcówke uchwytu należy trzymać z dala od ciała. - Przymocuj kabel masowy do elementu spawanego lub możliwe jak najblizej tego elementu (np. do stolu roboczego).
PO ODEĄCZENIU KABLA ZASILAJĄCEGO
URZADZENIE MOZE BYC JESZCZE POD NAPIĘCIEMI • Po wyłączeniu urządzenia oraz odlączeniu kabla napięciowego należy sprawdzić napięcie na kondensatorze wycji Guam i upewnie się ze wartość napięcia jest równa zeru, w przeciwnym przypadku nie wolno dotykać elementów urządzenia.
3.6. GAZY | DYMY
UWAGAI GAZ MOŻE BYĆ NIEBEZPIECZNY DLA ZDROWIA LUB DOPROWADZIĆ DO ŚMIERCI.
- Naleczy zawsze zachować odstęp od wylotu gazu. - Podczas spawania należy zwrócić uwagę na wymianę powietrza, unikając wdychania gazu.
- Należy usunąć z powierzchni detali spawanych substancje chemiczne (smary, rozpuszczalniki), gdyż pod wpływem temperatury spalają się, wydzielając trujące dymy.
- Spawanie detali ocynkowanych jest dozwolone tylko przy zapewnieniu wydajnych odciągów wraz z filtracją oraz doprywu czystego powietrza. Opary cynku są silnic trujace.
4. ZASADY UŻYTKOWANIA
4.1.UWAGI OGOLNE
- Urządzenie należy stosować zgodnie z przecznaczeniem, z zachowaniem przepisów BHP oraz obostrzeń wynikających z danych zawartych na tabliczce znamionowej (stopićń IP, cykl pracy, napięcie zasilania itp.).
- Urządzenia nie wolno otwierac, ponieważ spowoduje to utratę gwarancji, ponadło eksplodujące nieosłonięte części mogą spowodować uszkodzenia ciała.
- Produrent nie ponosi odpowiedzialności za zmiany techniczne urządzenia bądź szkody materialne wynikle na skutek wprowadzenia tych zmian.
- W przypadku nieprawidłowego działania urządzenia należy skontaktować się z serwisem.
- Nie wolno zaslaniać szczelin wentylacyjnych urządzenia – należy ustawić spawarkę w odległości 30 cm od otaczających przedmintów.
- Spawarki nie wolne trzymać pod ramieniem lub blisko ciała
- Urządzenia nie walno instalować w pomieszczeniach o agresywnym środowisku dużym zapyleniu oraz w pobliżu urządzeń o dużej emisji poła ciektromagnotycznego.
4.2. PRZECHOWYWANIE URZADZENIA
- Urządzenie należy chronić przed woda i wilgocią.
- Spawarki nie wolno stawić na podgrzewanej powierzchni.
- Maszynę należy przechowywać w suchym i czystym pomieszczeniu.
4.3. PODŁACZENIE URZADZENIA
4.3.1 PODŁACZENIE PRADU
- Podłączenia urządzenia powinna dokonać osoba wykwalifikowana. Ponadło osoba z niezbędnymi kwalifikacjami powinna sprawdzić, czy uziemienie oraz instalacja elektryczna wraz układem zabezpieczenia jest zgodna z przepisami bezpieczeństwa i funkcjonuje prawidłowo.
- Urządzenie należy ustawić w pobliżu miejsca pracy.
• Należy unikać zbyt cługich przewodów do podłączenia urządzenia.
- Spawarki jednofazowe powinny być podłączone do gniazda wyposażonego w bolec uziemiający.
- Spawarki zasilanc z sieci 3-fazowej sa dostarczane bez wtyczki, nalczy we własnym zakresie zaopatrzyć się w taką wtyczkę, a montaż zlecić wykwalifikowanej osobie.
UWAGAI URZĄDZENIE WOLNO EKSPLOATOWAĆ WYŁĄCZNIE DO INSTALACJI ZE SPRAWNYM BEZPIECZNIKIEM.
4.3.2. PODŁACZENIE GAZU
- Butle z gazem należy ustawić z dala od przedmiotu spawancego i zabezpieczyć przed upadkiem.
Złącze gazowe spawarki naloży połączyć z butla lub instalacja gezowa za pomocą odpowiednico węza oraz reduktora z regulacja przepływu gazu. Uwagał Nicdopuszczalne jest stosowanie reduktorów sieciowych do butli i odwrotnic. Zamiana taka mozo skutkować zniszczeniem reduktora i uszkodzeniami ciała.
- Oszczędne stosowanie gazu wydłuża czas spawania
5. ORIS URBZADZENIA
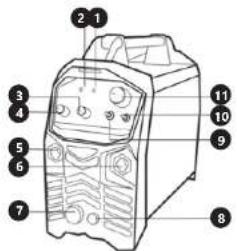
L.p. Funkqa i opis
| 1. Podczas tego procesu zaświetca się kontrolka ostrzegawcza na przednim panelu. W tej sytuacji nie trzeba wyciągać wyku zasilania z gniażdka. W celu schłodzenia urządzenia wentylator może funkcjonować dalej. Jeżeli czerwona kontrolka nie świeci się, to oznacza to, że urządzenie schłodziło się do temperatury eksplośtarji i może być ponownie użytkowane |
- Kontrolka sygnalizująca włączone zasilanie.
| 3. POSTFLOW TIME – Pokrętło regulacji czasu przepływu gazu po spawaniu 1~15 s. | |
| 4. | DOWNSLOPE – Regulacja czasu prądu opadania 1~10 s. |
- Gniazdo przewodu masowego
| 6. Gniazdo przewodu spawalniczego |
-
Gniazdo sterowania uchwytem spawalniczym
-
Gniazdo gazowe TIG
| 9. PRZEEĄCZNIK 2T/4T. |
| 2T - naciśnięcie przycisku na palniku inicujeproces spawania metalu a zwolnicnie przyciskukończy proces |
| 4T - naciśnięcie przycisku na palniku inicujeproces spawania metalu, zwolnieniec przycisku nicończy procesu. Kolejne naciśnięcie i zwolnicnięprzycisku kończy proces spawania metalu. |
- Przełącznik trybów pracy TIG / MMA
| 11. | Pokrętło regulacji prądu spawania |
5.1. PRZYGOTOWANIE DO PRACY Z URZĄDZENIEM Każde urządzenie dysponuje kablem procedowym, który zasila napięciem elektrycznym. Jeżeli podrączyny urządzenie do źródła prądu o napiędu przekraczającym znamionowe napięcie zasłania lub zostanie podlarzona niewłaściwa faza, to może to spowodować poważne uszkodzenie urządzenia. Urządzenie uszkodzone w ten sposób nie podlega naprawie na wanunkach gwarancji
5.2. PRACA Z URZADZENIEM
Metoda 11G
- Główny włącznik na przednim panelu ustawić w pozycji „On”, wentylator zacznie się obracać.
- Otworzyć zawór butli z argonem, wyregulować objętość przepływu gazu i upewnić się, że jest on odpowiedni do spawania.
- Nacisnąć przycisk painika, uruchomi się zawór elektromagnetyczny. Będzie słyszalny dźwięk uderzenia łuku HF, a jednocześnie argon wypłynie z dyszy.

UWAGA. Podczas pierwszego spawania użytkownik musi naciskać przełącznik palnika przez kilka sekund, aż całe powyjelrze zostanie spuszczane.
• Ustawić prąd spawania i upewnić się, że jest
odpowiedni do wybranego sposobu obróbki.
- Umiejscowić elektrode wolframową od 2 do 4 mm
od przedmiotu obrabianego. Przycisnąć przycisk
palnika, łuk zajarzy się wydając odgłoś. Urządzenie
jest gotowe do pracy.
- UWAGA: Po zakończeniu spawania argon będzie wypływał przez kilka kolejnych sekund w celu ochrony miejsca spawania przed schłodzeniem. Palnik musi być utrzymywany w miejscu spawania przez pewien czas po wygaśnięciu łuku.
SCHEMAT PODŁACZENIA - TRYB SPAWANIA TIG

- Należy wybrać na przełączniku (10) funkcję spawania TIG.
- Nalczy podłączyć przewód masowy do odpowiedniego złącza zaznaczonego na rysunku numorem 5 i dokrecić nakretke przy ziaczu.
- Następnie należy odkręcić zaślepkę i podłączcy przewód spawalniczy do złącza zaznaczonego na rysunku numerem 6 i dokręćć nakrętkę przy złaczu. Pozostałe przewody należy odpowiednio przyłączyć do złącza zaznaczonego na rysunku numerem 7 – gniazdo sterowania i do gniazcla zaznaczonego na rysunku numerem 8 – gniazdo przyłączenia gazu.
- Następnie należy prawidłowo przyłączyć źródło gazu do złącza znajdującego się w tyłnej części urządzenia.
- Gdy urządzenie jest już poprawnie złożone wtedy można podłączyć przewód sieciowy i włączyc zasilanie.
28.12.2018
PL
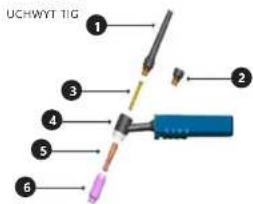
CZ
- Kapturek długi, tylny
- Kapturek krótki. tylny
- Tuleja zaciskowa
- Uchwyt palmika
- Tuleja zaciskowa w obudowie
- Дусяа серамисла
METODA MMA
- Włączyć przełącznik zasilania na przednim panelu,
wentylator zaczyna się obracac. - Upewnić się, ze przełącznik funkcji TIG/MMA jest w pozycji „w dół-MMA”. Przełącznik zmiany impulsu oraz pokretło regulacji przepływu gazu nie będą działaty.
- Ustawić prąd spawania i upewnić się, że jest odpowiedni do wybranego sposobu obróbki.
SCHEMAT PODŁACZENIA - TRYB SPAWANIA MMA:

- Nalczy wybrać na przelączniku (10) funkcję spawania MMA.
- Należy podłączyć przewód masowy do odpowiedniego złącza zaznaczonego na rysunku numorem 5 i dokrecić nakrętke przy złączu.
- Następnie naliczy podłączyć przewód spawalniczy do złącza zaznaczonego na rysunku numerem 6 i dokręcić nakretke przy złączu. UWAGA! Polaryzacja przewodów może się różnic! Wszystkie informację dotyczące polaryzacji prwinny być opisane na opakowaniu dostarczonym przez producenta elektrod:
- Gdy urządzenie jest już poprawnie złożone wtedy można podłączyć przewód sieciowy i włączyć zasilanie.
UWAGA: Podczas spawania zabrania się ciągnięcia za wtyczkę lub kabel w実際に, może to prowadzić do uszkodzenia urządzenia i/klub zagrożenia życia.
Wskazówki użytkowania.
- Temperatura otoczenia nie może przekraczać 40°C a
wilgotność względna nie powinna przekraczać 90% - Nie używać maszyny w środowisku zanieczyszczonym pylem lub gazem powodującym korozie
- Unikać spawanie metodą 116 w obecności silnego wiatru.
- Kiedy napięcie i prąd wyjściowy oraz temperatura maszyny przektraczą normę wartości znamionowe, spawarka automatycznie wyłączy się. Przeciążenie prądu może spewodować uszkodzenie i całkowite zniszczenie urządzenia.
- Po przekrzeczeniu cyklu pracy spawarka przestanie działać. Gdy główny włącznik znajduje się w pozycji 'ON' w momencie przogrzania się urządzenia, wskaźnik przeciżenia zawiści come (czerwona dioda). Nie należy wyciągać wtyczko zasilania, aby wentylator mógł ochrodzić maszynę. Gdy temperatura spadnic, wskaźnik przeciżenia wyłączy się, można kontynuować spawanie
- UTYLIZACJA OPAKOWANIA
Prosimy o zachowanie elementów opakowania (tektury, plastykowych taśm oraz styropianu), aby w razie konieczności oddania urządzenia do serwisu można go było jak najlepiej ochronić na czas przesyłki!
- TRANSPORT I PRZECHOWYWANIE
Podczas transportu urządzenie należy zabezpieczyć przed wstrzasami i przewróceniem się oraz nie ustawiać go „do góry nogami”. Urządzenie należy przechowywać w dobrze wentylowanym pomieszczeniu, w którym obecne jest suche powietrze i nie występuja gazy powodujące korozje.
-
CZYSZCZENIE | KONSERWACJA
-
Przed każdym czyszczeniem, a także jeżeli urządzenie nie jest używane, należy wyciągnąć wtyczkę sieciową i całkowicie ochłodzić urządzenie.
- Do czyszczenia powierzchni należy stosować
wyłącznie środki niezawierające substancji zrących. - Po każdym czyszczeniu wszystkie elementy należy dobrze wysuszyć, zanim urządzenie zostanie ponownie użyte.
- Urządzenie należy przechowywać w suchym i chłodnym miejscu chronionym przed wilgocią bezpośrednim promieniowaniem słonecznym.
-
Pyły należy regularnie usuwać za pomocą suchego i czystego sprężonego powietrza
-
REGULARNA KONTROLA URZADZENIA
Należy regularnie sprawozać, czy elementy urządzenia nie są uszkodzone. Jeżeli tak jest, należy zaprzestać użytkowania urządzenia. Proszę niezwłocznie zwrócić się do sprzedawcy w celu przeprowadzenia naprawy. Co należy zrobić w przypadku pojawicnia się problemu?
Należy skontaktować się ze sprzodawcą i przygotować następujące danc: - Numer faktury oraz numer seryjny (nr seryjny podany jest na tabliczce znamionowej).
• Ewentualnie zdjęcie niesprawnej części. - Pracownik serwisu jest w stanie lepiej ocenić, na czym polega problem, jeżeli opiszą go Państwo w sposób tak precyzyjny, jak jest to tylko możliwe, usterek! Im bardziej szczegółowe sa dane, tym szybciej można Państwu pomoc!
UWAGA: Nigdy nie wolno otwierać urządzenia bez konsultacji z serwisem klienta. Moze to prowadzić do utraty gwarancji!
NÁVOD K POUŽITÍ


| DE | WARNING | EN | WARNING PL | OSTRZEŻENIE | |
| Davonien Sie keine strömformierungen, Talle oder Eordromen und dem Körper oder fechter Kredigung Vermöden Sie strekten Biotowortiert.Erformen Sie charmonizans Materati!Trogen Sie Augen, Ochron und Körperschutz!Vermöden Sie das Einstmeten von Schwellächlichen Sorgen Sie für gute Beind und Einstmeten das Bruchte beziehter.Strom vor Wartungsaufleih behalten! (dirtzt von Steuquelle tronion.Maschine anhaltet).Anlage ins ohne Schuldungszeit oder Innenochutzveränderung in Betelb zersetzt.Vor der Innenobahrscheinung die Tretinsserleitung und Informationschkeuer lesen und berichte- die Installation. Bedingung und Kore-vorsorgesowe werden, nur von eller qualifizie te Firmen durchgeführt werden.Dum Steub fortemäßige erwermen, nur Akt manachelt mit Hilfe der Drucklauf. | Do not touch such or electornes under load with sin or vet cothing, krone yourself from work and ground.Roes flammible materialis away.Wear eye, ear and body protection.Knee your head out of the fumes.The ventilation or aspiration for pulses.Turn the power off before starting with any service (plug out the dices).Do not operate with open panel or with the guards removed.Bead and fullze all bellows and the operation manual creatively. Only qualified persons are allowed to install, operate and motileat the machine. Remove the duct from the machine by using an imporean twice a month. | Na wolsce rozodykł efekandy lub innych elementów przewodzysych pripą efektyczny.Nistyż poprawy wichiczny obiącie programuło od podzony oraz elektrydy.Ustung ze stanowiska spawnośczoego minutely bewośnia lub wywośnicty.Nandy bezwaze sitawowki oścni oścorna, ramów, spawwnikas oraz ramunk.Nowy unitali bezwotcna oprów specjalnych. Nowy zaprawy powiarwidany uwing zonyscowa spawnośczoego.Wyȩzyż, szalania, duktycznych, prąd przypadkom do pros ##ersnowych pod latyczy całkiewicz szalania, wyȩzyż urasadzenia.Na wolsce w zadnik wypoldu umzamazaną umzynanszany bez zmianymych oścni lub oblastowy.Pred predzyszpień do pracy należy poprawzii się z mawotkiy oraz scholizacji informacyjnym i przyszȩcy kół. Podlączna urodzakta, oblug i komawoczy powarcu dlazioną oścna wykowśkowana. Uwask kure a msany regulante dwa now y moskosi (przy pomety spojamoże powierzla). |
ul. Nowy Kisielin-Innowacyjna 7
66-002 Zielona Góra | Poland, EU
e-mail: info@expondo.de





- OGÓLNY OPIS
- PRZED PRZYSTĄPIENIEM DO PRACY NALEŻY DOKŁADNIE PRZECZYTAĆ I ZROZUMIEĆ NINIEJSZA INSTRUKCJE
- BEZPIECZENSTWO UZYTKOWANIA
- 3.1 UWAGLDOGOLNE
- 3.2 WYTYCZNE ZABEZPIECZENIA PRAC
- ISKRY MOGA SPOWODOWAĆ POŻAR
- SPAWANE MATERIALY MOGA POPARZYC
- PRZYGOTOWANIE MIEJSCA PRACY DO SPAWANIA
- ŚRODKI OCHRONY OSOBISTEJ
- OCHRONA PRZED PORAŻENIEM
- PORAZENIE PRADEM ELEKTRYCZNYM MOŻE BYĆ ŚMIERTELNEI
- PL PL
- PO ODEĄCZENIU KABLA ZASILAJĄCEGO
- GAZY | DYMY
- UWAGAI GAZ MOŻE BYĆ NIEBEZPIECZNY DLA ZDROWIA LUB DOPROWADZIĆ DO ŚMIERCI
- ZASADY UŻYTKOWANIA
- 4.1.UWAGI OGOLNE
- PRZECHOWYWANIE URZADZENIA
- URZĄDZENIE NALEŻY CHRONIĆ PRZED WODA I WILGOCIĄ
- PODŁACZENIE URZADZENIA
- 4.3.1 PODŁACZENIE PRADU
- URZĄDZENIE NALEŻY USTAWIĆ W POBLIŻU MIEJSCA PRACY
- UWAGAI URZĄDZENIE WOLNO EKSPLOATOWAĆ WYŁĄCZNIE DO INSTALACJI ZE SPRAWNYM BEZPIECZNIKIEM
- PODŁACZENIE GAZU
- OSZCZĘDNE STOSOWANIE GAZU WYDŁUŻA CZAS SPAWANIA
- ORIS URBZADZENIA
- PRACA Z URZADZENIEM
- METODA 11G
- PL
- CZ
- NÁVOD K POUŽITÍ
Marka : Stamos
Model : S-WIGMA 200 PRO
Kategoria : Spawarka