
FM 1000 - Frezarka Mafell - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia FM 1000 Mafell w formacie PDF.
| Typ produktu | Frezarka do montażu stałego na portalu |
| Marka | Mafell |
| Model | FM 1000 |
| Wymiary (dł x szer x wys) | 73 x 254 x 79 mm (wersje FM 1000, FM 1000 PV, FM 1000 PV-ER); 92 x 280 x 85 mm (wersje FM 1000 WS, FM 1000 PV-WS) |
| Waga | 1,6 kg (FM 1000, FM 1000 PV, FM 1000 PV-ER, FM 1000 120 V); 2,8 kg (FM 1000 WS, FM 1000 PV-WS) |
| Napięcie robocze | 230 V (wersje 230 V); 120 V (wersja 120 V) |
| Częstotliwość sieci | 50 Hz (230 V); 60 Hz (120 V) |
| Moc pobierana | 1000 W |
| Prąd znamionowy | 4,6 A (230 V); 8,3 A (120 V) |
| Zakres prędkości biegu jałowego | 4000 - 25000 min⁻¹ (z wyjątkiem FM 800: 7000-25000, FM 1000 120 V: 10000-25000) |
| Uchwyt narzędzia | Tuleja zaciskowa Ø 8 mm (standard); dopuszczalna średnica trzpienia 3-8 mm |
| Maksymalna średnica frezu | 36 mm |
| Maksymalna średnica tarczy szlifierskiej | 40 mm |
| Długość przewodu zasilającego | 4 m (z wyjątkiem FM 800: 1 m, wersje PV: 0,75 + 4 m) |
| Klasa ochronności | II (podwójna izolacja) |
| Poziom ciśnienia akustycznego (LPA) | 71 dB(A) (bieg jałowy, bez narzędzia) |
| Poziom mocy akustycznej (LWA) | 82 dB(A) (bieg jałowy, bez narzędzia) |
| Zabezpieczenie przeciążeniowe | Dynamiczna kontrola prądu, prędkości i temperatury; wyłączenie z czerwoną diodą |
| Wariant PV | Interfejs do portalu z zewnętrzną regulacją prędkości (0-10 V) i wyjściem czasu pozostałego |
| Konserwacja | Wymieniać szczotki węglowe co 125-150 godzin; regularnie czyścić; smarować tuleje zaciskowe |
| Akcesoria w zestawie | Instrukcja obsługi, klucz płaski 17 lub 25, tuleja zaciskowa OZ8 Ø 8 mm, przewód zasilający; zaślepka Z dla wersji PV |
| Zastosowanie zgodne z przeznaczeniem | Montaż stały w systemie portalowym; nie do ciągłej pracy przemysłowej |
| Kraj produkcji | Niemcy |
Często zadawane pytania - FM 1000 Mafell
Pytania użytkowników dotyczące FM 1000 Mafell
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję FM 1000 - Mafell i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. FM 1000 marki Mafell.
INSTRUKCJA OBSŁUGI FM 1000 Mafell
Przecytac wszykcie przyepsy bezpieczneistwa i wskazowki. Zaniedbanie przystrzegania przyepsów bezpieczneistwa i wskazowek moze prowadzić do porazenia pradem, pozaru i/lub cięzkich zranien. Zachowa wszykcie przyepsy bezpieczneistwa i wskazowki na przyszlość.
UPOZORNÉNİ
Prcte si vsechna bezpecnostni upozorneni a pkyny. Zanedbani bezpecnostnich upozorneni a pkynu muze zpuosbit zasah elektrickym proudem, pozar a/nebo vazná zraneni. Vsechna bezpecnostni upozorneni a pkyny si ponechejte pro pozdjei pouziti.
OPOZORILO
PL - Deklaracja wączenia UE
Niniejszym potwiedzamy, ze silnik frezarski FM 800/1000 WS/PIV/ER spelnia wymagania wyszcagolniorych dyrektwy UE. Przed uruchomieniem silnila frezarskiego wlasciel musi sie upewnic, ze polaczenia masyny niewończonej (FM) z maszyna klienat spelnia wymagania aktualnie obwiaguzjacych dyrektwy. Administrator odpowiedzialny za zestawienie Dokumentaci technicznej maszyny niewończonej: Mafell AG
1 Objasnienie znaków 140
2 Informacao dot.produktu 140
2.1 Dane dot.producenta 140
2.2 Oznaczenia maszyny 140
2.3 Dane techniczne 141
2.4 Emisje 141
2.5 Zakres dostawy 142
2.6 Uzytkowanie zgodne z przyeznaczeniem 142
2.7 Rzyko szczątkowe 142
3 Przepisy bezpieczestewa 143
4 Zbrojenie / Ustawianie 144
4.1 Podlączenia do sieci 144
4.2 Wybor narzedzi 144
4.3 Wymiana narzedzi 144
4.4 Tuleje zaciskowe 145
5 Praca 146
5.1 Rozruch urzadzenia 146
5.2 Wersja PV 146
5.3 Zadana prędkość obrotowa 148
5.4 Zabepieczenie przyciezieniowe 148
6 Konserwacja i utrzymanie sprawnosci 149
6.1 Przechowywanie 149
7 Usuwanie usterek 150
8 Wyposazenie specialne 151
9 Rysunek z rozbiciem na czeci i lista czeci zamiennych 151
1 Objasnienie znaków

Niniejszy symbol znajduje sie we wzystkich.), w ktorych podano wskazówki dot. bezpieczeni stwa.
Ich nie przyestrzeganie要去ociagnac za soba cięzeki zranienia.

Niniejszy symbol oznacza möglichs szkodliwa sytuacje.
Ježeli sie jej nie uniknie,möze nastapić uszkodzenie produktu lub przydmiotów znajdujćych sie w是我的o otoczenia.

Niniejszy symbol oznacja wskazowej dla uzytkowników i innate uzyteczne informacja.
2 Informacja dot. produktu
Model
FM800
FM 1000
FM 1000 PV
FM 1000 PV-ER
FM 1000 WS
FM 1000 PV-WS
Nr art.
9M0010, 9M0030, 9M0031
2.2 Oznaczenia maszyny
Wszelkie informacja konieczne do identifikaci maszyny podane są na tabliczeznamionowej.

Klasa ochryn II

Znak CE dokumentujacy zgodnosć z podstawowych wymogami bezpieczność wychrony zdrowia zgodnie z zaȩcznikiem I dyrektywy maszynowej

Tylko dla krajów UE
Nie wrzucac silnikow frezarskich do smieci domowych!
Zgodnie z dyrektywa Rady Europejskiej 2002/96/UE o zuzytych urzadzeniach elektrycznych i elektronicznych oraz jej zastosowaniem w sprawie krajowym, zuzyte elektronarzedzia;nalezy zbierać oddzielnie i poddawac przyjaznej dlaŚro dowiska utylizacja.

W celu zmniejszenia rzyka zranienia danezy przyczytać instrukcję obstugi.
2.3 Dane techniczne
| FM 800 | FM 1000 | FM 1000 PV | FM 1000 PV-ER | FM 1000 WS | FM 1000 PV-WS | FM 1000 (120 V) | |
| Napiȩcie robocze / V | 230 | 230 | 230 | 230 | 230 | 230 | 120 |
| Czȩstotiwość siedciowa / Hz | 50 | 50 | 50 | 50 | 50 | 50 | 60 |
| Moc pobierana / W | 800 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Prȩd znamionowy / A | 4.0 | 4.6 | 4.6 | 4.6 | 4.6 | 4.6 | 8.3 |
| Napiȩcie zasilania / V* | - | - | 8 - 56 | 8 - 56 | - | 8 - 56 | - |
| Napiȩcie sterownikice zadanej prędkości obrotowej / V* | - | - | 0 - 10 | 0 - 10 | - | 0 - 10 | - |
| Prezentacja reszty czasu przyty / V* | - | - | 0 - 5 | 0 - 5 | - | 0 - 5 | - |
| Pobór przydu / mA* | - | - | 3 - 5 | 3 - 5 | - | 3 - 5 | - |
| Prȩdk. obrot. biegu jałowego / min-1 | 7000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 10000 - 25000 |
| Uchwyt narȩdziowy z tuleja zaciskowa Ø / mm | 6 | 8 | 8 | 8 | 8 | 8 | 6,35 (1/4") |
| Rękojeść narȩdzia / mm | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 |
| Frez Ø, maks. / mm | 36 | 36 | 36 | 36 | 36 | 36 | 36 |
| Elem. scierny Ø, maks. / mm | 40 | 40 | 40 | 40 | 40 | 40 | 40 |
| Ciezar bez kabla sieciowego / kg | 1.6 | 1.6 | 1.6 | 1.6 | 2.8 | 2.8 | 1.6 |
| Długość przyzewodu przyłączeniowych / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 | 0,75 + 4 | 4 |
| Wymiary (Sz x D x W) / mm | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 92 x 280 x 85 | 92 x 280 x 85 | 73 x 254 x 79 |
- Dane interfejsu portalu (interfejsu PV)
2.4 Emisje
Podane wartosci wskazuja na poziom emisi. Pomimo ze istnieje zwiazek poviedzy poziomem emisi i imisi, nie mayna na tej podstawie wnioskowa,czy konieczne jest podjecie dodatkowych srodkow bezpieczenstwa. Aktualne czynniki majace wplyw na pozom imisi, istniejacy na stanowisku pracy, obejmua dlugosc ekspozycji, charakterystyke pomieszczenia, inne zrodla halasu itd. oraz np.ilosc maszyn i innych prac odywajacych sie w sasiedztwie. Poza tym dopuszczalny poziom imisi maybe roznic wazoleznosci od kraju. Pomimoingo informaciona ta jest przydatna dla uzytkownika maszyny, gdyz umołowia lepsza ocene zagrozeni ryzyka.
2.4.1 Informacja dot. emisji halasu
Wartosci emisi hałasu utalonych zgodnie z DIN EN ISO 3744wynosza:
| Poziom ci东南ia akustycznego | LPA=71 dB (A) |
| Niepewnosć pomiaru | KPA=3 dB (A) |
| Poziom mocy akustycznej | LWA=82 dB (A) |
| Niepewnosć pomiaru | KWIA=3 dB (A) |
Pomiar hałasu przypegowadzono bez bez naręźdia w biegu jalowym.
2.5 Zakres dostawy
| FM 800 | FM 1000 | FM 1000 PV | FM 1000 PV-ER | FM 1000 WS | FM 1000 PV-WS | |
| Instrukcja obslugi | x | x | x | x | x | x |
| Klucz szczękowy jednostrony SW 17 | x | x | x | - | - | - |
| Klucz szczȩkowy jednostrony SW 25 | - | - | - | x | - | - |
| Tuleja zaciskowa OZ8 Ø / mm | 6 | 8 | 8 | - | - | - |
| Tuleja zaciskowa ER 16 | - | - | - | 8 | - | - |
| Kabel / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 | 0,75 + 4 |
| Zaslepka Z | - | - | x | x | - | x |
2.6 Uzytkowanie zgodne z przyeznaczeniem
- Silnik frezarski zaprojektowano do montazu w obrabiarkach prowadzacych z szykama mocujaca o srednicy 43 mm.
- Silnik frezarskiMZa zamocowc przy uzyciu uladu szybkozaskiego bezposrednio do systemu portalwegozamocagszeciu srb (gwint M6) zgodnie z danymi systemu portalwego (rys. 5).
- Silnik frezarski nie zostal zaprojektowany do przemysłowej przycięje.
- Silnik frezarski uważany jest za maszyny niedućnczona. Silnik frezarskiość uruchomic dopiero po stwierdzeniu, ze maszyna portalowa, do króje ma być doloczony, odpowiada postanowieniom obecnie obbowiazujuść dyrektywy maszynowej. Wzią pod uwage równe zwaściwe warunki gwarancji silnika frezarskiego i ewentualnych uradźem uzupelniających.
2.7 Rzyko szczatkowe

Niebepezieczestewo
Pomimo uzytkowania zgodnego z przyznaczeniem i przyestrzegania przyepisów bezpiecznych w dalszym ciagu istnieje zwiazane z celem zastosowania ryzykosciątkowe, króme sączne konsekwencje dla zdrowia.
- Złamanie obracajacys ich narzedzi.
- Złamanie i wyrzucenie narędzi lub czȩci obrabianych przychodniotów.
- Dotkniecie częci przy otwartej obudowej i nie wyjetej wtyczce sieciowej.
- Utrudnione dziatanie słuchu przy dlustrszej pracy bez uzycia nauszników.
- Emisja szkodliwych dla zdrowia pyłów wzgl. pyłów wybuchowych (wszystkich rodzajów) przy dlźuszej przy bez wciagu. Uwzgliednic przy tym kartę charakterystyki substancji niebezpiecznych obrabianego przyzmiedmiotu.
3 Przepisy bezpiecznychsta

Niebepezceznstwo
Zawsze naleź yż pręstrzegać ponieszyszych przypeś ow bezpieczędstwa i regul bezpieczeniastwa obłowiazujacych w kraju uzytkowania maszyny!
Uwagi ogolne:
- Niniejsze urzadzenie nie moze byc obslugiwana przy做的事情i ani mlodzie. Wyjatek stanowi mlodziez pracujaca w celach szkoleniowych pod nadzorem fachowca.
- Nigdy nie nalewy pracstawicy bez elementów zabezpieczajych system portalowy, do którego są silnik frezarski, a obłowiazujychdla danego procesu roboczego Nie nalezy niczego zmieniac w systemie portalwym i silniku frezarskim, co mogłowbyMIC ujemny wplyw na bezpieczeni stwo.
- Uszkodzone kable lub wtyczki nalewy natychmiast wymienic. Aby uniknac zagrozenia bezpieczenstwa, wymiany要去 dokonać tylko Mafell lub autoryzOWANY warsztat serwisujacy MAFELL.
- Unikać ostrych załaman kabla. Szczególnie w trakcie transportu i przy składowaniu nie nie naleź owijać kabla wokół silnika frezarskiego.
- Uzytkowanie urzadzenia z zastosowaniem wody lub cieczy przywodzzych jest zabronione.
- Wykluczaja uzycia urzadzenia jako ręcznie sterowanego silnika frezarskiego.
- Zabepieczyć silnik frezarski przyd deszczem i wilgocią. Przedostanie są wody do silnika frezarskiego podnosi ryzyko porañenia prądem.
Nastepujace elementy nie moga byc uzywane:
- Wiertla uszkodzone i ozmienionym ksztalcie.
- Narzedzia stepione z powodu zbyt weltkiego obciazenia silnika.
- Narędzia, króne nie nadaj są do przycz身心健康 obrotowej silnka frezarskiego na biegu jołowym.
Wskazówki dot. uzytkowania osobistego wyposzazenia ochronnégo:
- Przy pracy zawsze nosić nauszniki.
- Przy pracy zawsze nosić maseczke chroniacja drogi oddechowe.
- Zawsze przy pracach nosić okulary ochonne.
Wskazówki dot. pracy:
- Nie zbl-Zać rák do obszaru niebezpiecznego narźedzia.
-
Skontrolować aberriany przydmiot pod kątem wystepowania obych ciał.
-
Kontrolować prędkość obrotowa. W razie pojawenia są niekontrolowanego wzrostu prȩdkości obrotowej naleźny natychmiast wylączyć dophy w przyd.
Wskazówki dot. konserwacci i utrzymania sprawnosci:
- Regularne czyszczelenie silnika frezarskiego stanowy wazny czynnik bezpieczerenstwa.
- Można uzywać Jedynie oryginalnych czȩci zamiennych i akcesoriów firmy MAFELL. W przyciwnym wypadku wygasa prawo do roszczȩ gwarancyjnych i produkt nie udziela gwarancji.
4 Zbrojenie / Ustawianie
4.1 Podłaczenia do sieci
Przed uruchomieniem sprawdzić,czy napięcie sieciowe zgadza są zapiȩciem roboczym podanym na tabliczce znamionowej silnika frezarskiego.
4.2 Wybör narzedzi
Stosowac wyłacznie tuleje zaciskowe/redukcyjne przystawione w rozdziale "Wyposażenie specjalne". Wybor naręźdia odbywa są wazoleńosci od obrabianych detali z uwzgliednieniem wydajnosci napȩdu posuwu. Przy maksymalnej srednicy naręźdia i przywidzianej glębokość obrobki sąwy uwzgliednic wydajnosc silnika frezarskiego.
4.3 Wymiana narzedzi

Niebezpieczestewo
Przy wszelkiego rodzaju pracach konserwacyjnych daneź wyjac wtyczkte z gniażdka.

Przy wymianie naręźdi nosić rękawice ochronne. Przy dląszych procesach roboczych stosowane narȩźdie要去 ulec moecnemu podgrzaniu i/lub krawędzie tnace stosowanego narȩźdia są ostre.
4.3.1 Zacisk narędziowy przy uzyciu tuleizaciskowej
Wrzechione 1 (rys. 1) silnika frezarskiego i szlifujacego wyposzażo w preczyjna tuleje zaciskowa 2 (rys. 1) do zakladania narźedzi. Blokade wrzechione aktywuJE sie za pomocz przycisku ryglujacego 4 i ułatwa ona dokrecanie i luzOWanie nakrzycki kolpakowej 3 (rys. 1).
W celu wymiany naręźdia naleź postepowej w sposob nastepujucy:
- Do zwolnienia naręźdia blokuje są wrzeciono 1 (rys. 1) przy czȩniść przyczisku ryglącego 4 (rys. 1).
- Za pomocą klucza szczękowej jegnostronnego SW 17 wzgl. klucza mocujuśćgo SW 16 luzije są nakȩtekko Kołpakowa 3.
- Narzêdzie sciagac do przodu.
- Wsunęc nowe narȩźedzie do oporu do uchwytu narȩźdiowego.
- Sprawdzić osadzenia narzedzia.
- Przy mocowaniu naręźdia blokuje są wrzejciono 1 (rys. 1).
- Za pomocă klucza szczękowej jestnostronnego SW 17 / klucza mocȩść ER 16 M dokróca są nikrzyte kołpakowa 3.
4.3.2 Uklad szybkozaciskowy naręźdi

Silnik frezarski walks ztc yk wtedy, gdy dzwignia 6 (rys. 3) nie znajduje sie w pozycj wymiany narzedzia.
Dzwignie 6 (rys. 3) uzyc dopiero przy zatrzymanym silniku frezarskim.
Wrzejciono 7 (rys. 3) uładu szybkozaciskowej narȩźdi wyposañzone w uchwyt preczyjny na trzonek narȩźdia 0 8.
W celu wymiany naręźdia naleź postȩpowac w sposob nastȩpućcy:
W celu wyprzegnia narzedzia nalezy poruszyd zdwignie 6 (rys. 3) do przydu do oporu.
- Narzêdzie sciagac do przodu.
- Wsunac nowe narzedzie do oporu do uchwytu narzedziowego.
- Sprawdzić osadzenie narzedzia.
- W celu zapięcia naręźdia naleź yżwrotć piąk do poźycji wyjsciowej.
4.4 Tuleje zaciskowe

Niebepezciezstwo
Gdy nie załozono naręźdia, naleź y leukko nikrácić nikråtké kołpakowa 3 (rys. 1) w celu ochryny gwintu na wrzezionie 1 (rys. 1), ale jejNie dokrócac. Tuleja zaciskowa 2 (rys. 1) mogłowby ulec zbyt mocnemu scisniȩciu, a przy tym uszkodzeniu.
4.4.1 Informacja o uzytkowaniu tulei zaciskowych:
- Przy tulejach zaciskowych typu OZ8 (DIN 6388 / ISO 10897) i ER16 (DIN 6499 / DIN ISO 15488) sązy zawsze stosowej wąsciwa wiełność frezu.
- Tuleje zaciskowa nalezy zawsze najpiew zaczepic w nakrtece kołpakowej, a nastepnie wlozyć frez.
- W przypadku jej zakleszczenia sąȩzy tuleje zaciskowa poluzowej lekkim uderzeniem kantówki lub młotka gumowych (nie uzywać narȩźne metalowych!)
- Na poczătku i po dluszym uzytkowaniu naleź tuleje zaciskowe niedznacznie naoliwic, gdyż w przyciwnym wypadku mogą sie zakleszczyc.
- Znacznie lepsza dokladnosć ruchu obrotowej möglich osiagnac przy zastosowanie smaru stało (np. Molykote P-40) albo przy lekke nasmarowanie tuleizaciskowych.
4.4.2 Zalecane momenty dokrecania (wzić pod uwage caly system)
Moment dociagajcy nakrtki kołpakowej / tulei zaciskowej = 10 -11 Nm
Moment dociagajcy szyjki mocujacej 43mm = 7Nm
Uchwyt Euroneck, V" nie powinienmiec wymiaru mniejszego od, h" (rys. 8). Wymiar, h"wynosi 20 mm.
Dokrecic silnik frezujacy w miare mozliwosci na catej srednicy mocowania w uchwycie Euroneck „V1" (rys. 8). Šrubes mucujača „W" dokrecic z maksymalna siž 7 Nm (rys. 9).
Jesli to mozliwe, nalezy unikać zaciskania punktowego (np. za pomocą sworznia gwintowanego) w oprawieeuroneck „V2" (rys. 10).
4.4.3 Maksymalna prędkość obrotowa przy zastosowani przyzejność tulei zaciskowej
Zalecana maksymalna prędkość obrotowa do zastosowania przyȩsciowych tulei zaciskowej OZ8 i przyȩsciowych tulei zaciskowej ER, wynosi 16000 min -1 .
5 Praca
5.1 Rozruch urzadzenia
Z niniejsza instrukcja obstugi musza sie zapoznać wzystkie osoby, kórym zlecono obstuge silnika frezarskiego, przy czym szczególna uwage nalezy zwrocić na rozdziel „Przepisy bezpieczędsta".
Niniejsza instrukcja obslugi odnosi sie jedynie do silnika frezarskiego, a nie do sytuacci montażowej. Zwróci uwage na ewentualne innate instrukcje obslugi.
5.1.1 Wlacz
Przesunac do przydodu wyłacznik mocy 5 (rys. 1) aż do zakleszczenia. Gdy elektronarȩźdie podȩczono do zasilania sieciowego, to świeci sątokło X (rys. 2) w kolorze niedieskim (BU), a silnik frezarski po 0,2 s przyspieszda do ustawionej prędkosci obrotowej wągodnym rozruchu. Dlugosc trwania rozruchu sągodnego zaleź od ustawionej prȩdkosci obrotowej iDynosi przy najwyźsej prȩdkosci obrotowej ok. 1,2 s.
5.1.2 Wylacz
Nacisnac tylny koniec wyłacznika mocy 5 (rys. 1). Wylacznik przyszalny sposob do pozycji wylaczenia. Swiatlo w Pokretle X (rys. 2) gaśnie, a silnik przychodzi do pozycji spoczynowej.
5.2 Wersja PV
W wersji PV Y (rys. 2)doğan predkosci obrotowa za pomocaj interfejsu PV i automatycznie monitorowac reszte czasu pracy przy przechiazeniu.
W celu zapewnienia ochrony uzytkownika i podlaczonych ukladow galwanicznie oddzielono interfejs PV od zasilania sieciowego ukladu przeniesienia napedu (izolacja ochronna). Wszystkie napiecia sygnatu i napiecia robocze odnosza są do potencjalu odniesienia „GND".
Gdy na pin zasilania „Uv“ interfejsu PV zaczyna oddziaływać napiȩcie zgodne ze specyfikacja, to silnik frezarski przechodzi do "trybu portalowej".
Dolna tabela stanu 21 prezentuje wzystkie möglichwe konstelacja sterowania.
Tabela 21: Možliwe konstelacja sterowania
| Wejscie | Wyjscie | ||||||
| HS / - | UAC / V | UPV / V | PSs | Us / V | U0 / V | Tryb pracy | n / min-1 |
| WYL | N/A | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 0 | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 198-253 | < 6 | 1 | N/A | N/A | Obstuga ręczna | 4000 |
| WL | 198-253 | < 6 | 6 | N/A | N/A | Obstuga ręczna | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 | 0 - 1 | Praca w portalu | 4000 |
| WL | 198-253 | 8 - 56 | N/A | 10 | 0 - 1 | Praca w portalu | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 - 10 | 1,5 - 5 | Tryb przyłączenia | 4000 - 25000 |
Legenda:
| Jednostka | Znaczenia |
| HS | = Wymiarcznik mocy |
| UAC | = Napiȩcie zasilajność |
| UPV | = Napiȩcie sterownikce (interfejsu PV) |
| PSs | = Pozycja pokrętla |
| Us | = Napiȩcie sterownikce prędkość obrotowej (interfejsu PV) |
| Uo | = Prezentacja reszty czasu przy wetrybie przyciezenia (interfejsu PV) |
| Uziemienie | = Potencjal odniesenia dla napiȩć interferesu PV |
| n | = Prȩdkość wrzeżona roboczego |
| N/A | = Nie dotyczzy wzgl. bez znaczenia |
Gdy nie uzywa są interfejsu PV, naleź y go zabezmieczyc przyd zanieczyszczemien za pomocą dostarczonej zaśćpki Z (rys. 4).
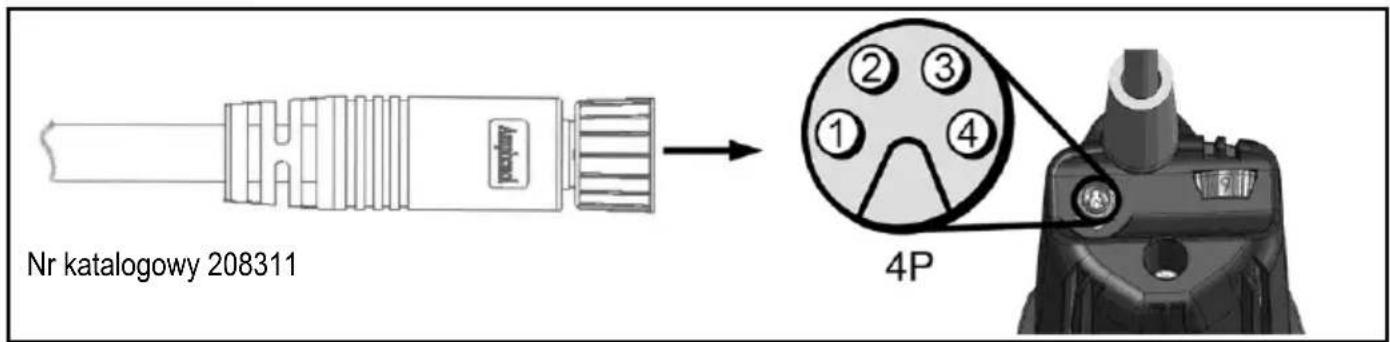
5.2.1 Oblożenie wtyku portalowej
Wszystkie piny we wtyku portalwym zabezpieczono przed zamiana biegunow. W przypadku napiec przykraczajych 30 V nalezy unikać przycacyciagnej z zamienionymi biegunami, gdyż要去 prowadzić do uszkodzenia interfejsu PV.
| Nr pin | Parametry | Kolor przyzewodu Nr katalogowy 208311 |
| 1 | UPV | brażowy |
| 2 | Us | biały |
| 3 | U0 | czarny |
| 4 | GND | niebieski |
5.3 Zadana prędkość obrotowa
Za pomocęPokretka X (rys. 2) przyna plynnie regulowej prędkość obrotowa. Konkretne wartosci prȩdkości obrotowej poszczególnych stopni przyna znaleźć w tabeli na stronie 5 lub w nakiejce z prȩdkSciami obrotowymi na odudowej.
Aź do osiagnęcia charakterystyki silnika wbudowy ukrad elektroniczny regulje ustawIONa prędkość obrotowa.
5.3.1 Ustawienie prędkosci obrotowej w wersji PV
W "trybie portalowym" ignoruje sie ustawuminium Pokretta X (rys. 2) do ustawiania prędkosci obrotowej. Prȩdkość obrotowa są regulowania wyłącznie za pomocamy napiecia na pinie „U s". Gdy prȩdkości obrotowa są regulowania za pomocamy Pokretta X (rys. 2), to naj Pierw są DIY bez dyżaktywość "tryb portalowy" przy zwiączenia zasilania napiȩciowo na pinie „UPV“ lub przy zwiączenia kabla sterowania PV.
Zwiazek pomiedzy prędkość obrotowa i napieciem zasilania jest odzwiercieldony w formulach (1) i (2).
U _ S = n - 4 0 0 0 ^ - 12 1 0 0 ^ - 1V 1
n = Us * 2 1 0 0 ^ - 1V + 4 0 0 0 ^ - 1 2
5.4 Zabezpieczenia przyȩzędniwo

Niebezpieczestewo
Ježeli zadziala lo zabezmiecieczne i trzeba wykonac pracye przy wrzecionie roboczym, to koniecznie danezy wyjac wtyk sieciowy.
W celu zabezpieczenia silnika frezarskiego takie parametry robocze jak prad, prędkość obrotowa i temperatura monitoruje są dynamicznie, a w razie potrzejby wyłacza są silnik frezarski. Zanim zadzią zabezmiecie przechȩżenciowe oświetlenie podkrećta X (rys. 2) przechodzi na stałe na kolor czerwyony (RD).
W celu ponownego wączenia silnka frezarskiego sąȩzy wyłączyć i wȩczyć wyłącznik mocy 5 (rys. 1). Silnik frezarski zaczyna pracę, a oświetlienie pokrzta X (rys. 2) przechodzi do koloru niedieskiego (BU).
5.4.1 Optyczna prezentacja reszty czasu przyc
Gdy zadzia zabezmie pieczieniowe w trakcie pracy,要去 dozdo zlamania narzedzia frezujacego, uszkodzenia detalu lub nawet do uszkodzenia systemu portalowego. Moza temu zapobiec zwracajc uwage na sygnaly optyczne Pokretta X (rys. 2).
Gdy silnik frezarski nie jest przycażone pod względem wydajnosci, to pokrzto swieci są stale w kolorze niebieskim (BU).
Przy przyciezenia silnika frezarskiego odliczana reszta czasu pracy wskazywana jest przyżmigung kolor czerwony (RD). Na stronie 6 (rys. 7) pokazano szyk czasowy pulsów w trybie przyciezenia. Zwiezek międźmi gototaniem i przynależna reszta czasu pracy podano w ponijszej tabei 22 na stronie 149.
Jeźeli resztza czasu pracy nie wystarcza do wymaganego zadania,NSEZY zmniejszyc obciazenia lub posuw, aby umozliwoic przyjectie do trybu pracy ciaglej.
5.4.2 Prezentacja resztzy czasu przy w wersji PV
Ježeli silnik frezarski znajduje sie „trybie portalwym“, to:no na dodatkowo optycznie sprawdzić reszte czasu pracy za pomocą interfejsu PV.
Poniższa tabela wskazuje związek pomiodź resztą czasu a przynależnymi danymi wyjsciowymi.
Tabela 22: Zwiazek pomiedzy resztacaszu pracy a przynaleznymi danymi wyjsciowymi
| Tryb pracy | Reszta czasu pracy /s | Prezentacja reszty czasu pracy Uo / V | Pokrotlo - oswietlenie |
| Praca ciagla | nieograficzona | 0 | Niebieski (BU), ciagły |
| Tryb przyȩstateńia(Silnik działa) | < 160 | 1.5 | 1 x czerwony puls (RD) |
| < 80 | 2.5 | ||
| < 40 | 3 | 2 x czerwony puls (RD) | |
| < 20 | 4 | ||
| < 10 | 4.5 | 3 x czerwony puls (RD) | |
| < 5 | 5 | Czerwony (RD), ciagły | |
| Wydędzemenie | 0 | 5 |
6 Konserwacja i utrzymanie sprawnosci

Niebepezcieznstwo
Przy wszelkiego rodzaju pracach konserwacyjnych daneź wyjac wtyczkę z gniażdka.
Maszyny MAFELL są urzadzeniami niskoobstugowymi.
Wymieniać szczotki węglowe najpoźmiej po 125 - 150 godzinach roboczych. Cząsci zamienne podano w rozdź. 9.
Stosowane loźyska są nasmarowane na caly okres zywotnosci. Po dluszym okresie uzytkowaniaazoleca sie przykazanie maszyny do autoryzowanego serwisu MAFELL w celu dokonania jej przygladu.
Urzadzenia powinno byc naprawiane tylko przy wykwalifikowy personel i przy uzyciu oryginalnych czeci zamiennych. W ten sposob zapewnione dostanie bezpieczestewo urzadzenia.
6.1 Przechowywanie
Gdy silnik frezarski nie;będzie uzywany przy dluszcy czas, nalezy go pieczołowicie oczyscić. Odkryte czSci metalowe nalezy spryskać srodkiem antykorozyjnym. Zamknac wtyk portalowy przy uzyciu dostarczonej za slepki Z (rys. 4).
7 Usuwanie usterek

Niebezpieczestewo
Okreslenie przyczyn istniejacious usterek i ich usuniecie zawsze wymaga zwiększonej czujnosci i ostrożnosci. PrzedtemNSE wyjac wtyczke zgniazdka!
Poniżej przystawiono sączęszych usterek i ich przyczyny. W przypadku dalszych usterek sąȩ zworćci do dystrybutora albo bezposrednio do serwisu MAFELL.
| Usterka | Przyczyna | Środek zaradczy |
| Nie są zamość silnika frezarskiego Pokrętlo są przy sązyte | Brak napiȩcia sieciowego | Skontrolowa zazilanie sieciowe |
| Uszkodzony bezpiecznik sieciowy | Wymienić bezpiecznik sieciowy | |
| Nie są zamość silnika frezarskiego. Pokrętlo są przy sązyte | Szczechowski węglowe są zuzyte | Zanieść silnik frezarski do serwis u MAFELL |
| Silnik frezarski zatrzymuju są w trakcie pracy Pokrętlo są przy sązyte | Awaria sieci | Skontrolowa zabepezćzenia sieciowe |
| Silnik frezarski zatrzymuju są w trakcie pracy Pokrętlo są przy sązyte | Zadziały zabepezćzenia przycieżeniowe | Wydędźcy wymiarcznik mocy. Przed uruchomieniem uwolnić wrzeciono robocze Wymiarczy wymiarcznik mocy i kontynuowej przytie zzmiejszonym obcieżem/posuwem |
| Prędkosci obrotowej są są zamość regulowa zozajduje są w trybie portalowym | Silnik frezarski znamy są w trybie portalowym | Wydędźcy zazilanie sieciowe interfejsu PV Wyjać zewétrzne przytie zzmiejszonym PV |
| Prędkosci obrotowej są są zamość regulowa za pomocamy interfejsu PV | Brak zasilania sieciowego interfejsu PV lub jest ono nowystarczajace | Podlączycz zazilanie sieciowe do interfejsu PV zgodnia specyfikacjaami |
| Zȩcie wtyku portalowej jest nowystarczajace | Sprawdzić zȩcie | |
| Kabel sterowania PV jest uszkodzony | Wymienić kabel sterowania PV | |
| Obłozenia interfejsu PV zostaność połączone z systemem portalówym | Podlączyć kabel sterowania PV zgodnia z rozdzwialem „Obłozenia wtyku portalowej" |
8 Wyposazenie specjalne
- Tuleja zaciskowa OZ8 0 2 mm Nr katalogowy 093819
- Tuleja zaciskowa OZ8 0 3 mm Nr katalogowy 093812
- Tuleja zaciskowa OZ8 0 4 mm Nr katalogowy 093813
- Tuleja zaciskowa OZ8 0 5 mm Nr katalogowy 093820
- Tuleja zaciskowa OZ8 0 6 mm Nr katalogowy 093814
- Tuleja zaciskowa OZ8 0 8 mm Nr katalogowy 093815
- Tuleja zaciskowa OZ8 0 10 mm Nr katalogowy 093822
- Tuleja zaciskowa OZ8 01/8' (3,175 mm) Nr katalogowy 093810
- Tuleja zaciskowa OZ8 0 1/4' (6,35 mm) Nr katalogowy 093811
- Tuleja zaciskowa OZ8 03 mm + nakrétka kolpakowa Nr katalogowy 093816
- Tuleja zaciskowa OZ8 0/1/8' (3,175 mm) + nakrétka kołpakowa Nr katalogowy 093817
- Tuleja zaciskowa ER 16 Ø 3 mm Nr katalogowy 093753
- Tuleja zaciskowa ER 16 Ø 4 mm Nr katalogowy 093754
- Tuleja zaciskowa ER 16 ø 6 mm Nr katalogowy 093755
- Tuleja zaciskowa ER 16 Ø 8 mm Nr katalogowy 093756
- Tuleja zaciskowa ER 16 ø 3,175 mm (1/8") Nr katalogowy 093757
- Tuleja zaciskowa ER 16 Ø 10 mm Nr katalogowy 093759
- Tuleja zaciskowa ER 16 6,35 mm (1/4") Nr katalogowy 093760
- Nakrétka kołpakowa OZ8 Nr katalogowy 093818
- Nakrtekka kołpakowa ER 16 M Nr katalogowy 093758
- Tuleja redukcyjna 3mm Nr katalogowy 207944
- Tuleja redukcyjna 0 1/8' (3,175 mm) Nr katalogowy 207945
- Tuleja redukcyjna 1/4" (6,35 mm) Nr katalogowy 207947
- Tuleja redukcyjna 4mm Nr katalogowy 207949
- Tuleja redukcyjna 6mm Nr katalogowy 207946
- Przejsciowa tulei zaciskowej OZ8 wraz z nakråtka kołpakowa OZ8 Nr katalogowy 208962
- Przejsciowa tulei zaciskowej ER 16 wrazznakrka kołpakowa ER 16 Nr katalogowy 208109
- Kabel sterowania PV M8 / 4-bieg., 5 m Nr katalogowy 208311
9 Rysunek z rozbiciem na czecs i lista czecs ziamiennych
Informacja nt.XXXXXXXX podane są na naszej stronie internetowej: www.mafell.com
Obsah





- UPOZORNÉNİ
- OPOZORILO
- PL - DEKLARACJA WĄCZENIA UE
- 1 OBJASNIENIE ZNAKÓW
- 2 INFORMACJA DOT. PRODUKTU
- 2.2 OZNACZENIA MASZYNY
- 2.3 DANE TECHNICZNE
- 2.4 EMISJE
- 2.4.1 INFORMACJA DOT. EMISJI HALASU
- 2.5 ZAKRES DOSTAWY
- 2.6 UZYTKOWANIE ZGODNE Z PRZYEZNACZENIEM
- 2.7 RZYKO SZCZATKOWE
- NIEBEPEZIECZESTEWO
- 3 PRZEPISY BEZPIECZNYCHSTA
- NIEBEPEZCEZNSTWO
- UWAGI OGOLNE
- NASTEPUJACE ELEMENTY NIE MOGA BYC UZYWANE
- WSKAZÓWKI DOT. UZYTKOWANIA OSOBISTEGO WYPOSZAZENIA OCHRONNÉGO
- WSKAZÓWKI DOT. PRACY
- WSKAZÓWKI DOT. KONSERWACCI I UTRZYMANIA SPRAWNOSCI
- 4 ZBROJENIE / USTAWIANIE
- 4.1 PODŁACZENIA DO SIECI
- 4.2 WYBÖR NARZEDZI
- 4.3 WYMIANA NARZEDZI
- NIEBEZPIECZESTEWO
- 4.3.1 ZACISK NARĘDZIOWY PRZY UZYCIU TULEIZACISKOWEJ
- 4.3.2 UKLAD SZYBKOZACISKOWY NARĘŹDI
- 4.4 TULEJE ZACISKOWE
- NIEBEPEZCIEZSTWO
- 4.4.1 INFORMACJA O UZYTKOWANIU TULEI ZACISKOWYCH
- 4.4.2 ZALECANE MOMENTY DOKRECANIA (WZIĆ POD UWAGE CALY SYSTEM)
- 4.4.3 MAKSYMALNA PRĘDKOŚĆ OBROTOWA PRZY ZASTOSOWANI PRZYZEJNOŚĆ TULEI ZACISKOWEJ
- 5 PRACA
- 5.1 ROZRUCH URZADZENIA
- 5.1.1 WLACZ
- 5.1.2 WYLACZ
- 5.2 WERSJA PV
- 5.2.1 OBLOŻENIE WTYKU PORTALOWEJ
- 5.3 ZADANA PRĘDKOŚĆ OBROTOWA
- 5.3.1 USTAWIENIE PRĘDKOSCI OBROTOWEJ W WERSJI PV
- 5.4 ZABEZPIECZENIA PRZYȨZĘDNIWO
- 5.4.1 OPTYCZNA PREZENTACJA RESZTY CZASU PRZYC
- 5.4.2 PREZENTACJA RESZTZY CZASU PRZY W WERSJI PV
- 6 KONSERWACJA I UTRZYMANIE SPRAWNOSCI
- NIEBEPEZCIEZNSTWO
- 6.1 PRZECHOWYWANIE
- 7 USUWANIE USTEREK
- 8 WYPOSAZENIE SPECJALNE
- 9 RYSUNEK Z ROZBICIEM NA CZECS I LISTA CZECS ZIAMIENNYCH
- OBSAH
Marka : Mafell
Model : FM 1000
Kategoria : Frezarka