
Cutter 70 CT - Slicer GYS - Free user manual and instructions
Find the device manual for free Cutter 70 CT GYS in PDF.
User questions about Cutter 70 CT GYS
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Slicer in PDF format for free! Find your manual Cutter 70 CT - GYS and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. Cutter 70 CT by GYS.
USER MANUAL Cutter 70 CT GYS
Three-phase plasma cutter
INSTALLATION - FONCTIONNEMENT PRODUIT
INTERFACE HOMME-MACHINE (IHM) (FIG-2)
Pression recommende:

Coupage Gougeage
6 m 5.2 bar / 75 Psi 4.5 bar / 65 Psi
12 m 5.5 bar / 80 Psi 4.8 bar/ 70 Psi
RéGLAGE DU COURANT DE COUPE

ANOMALIES, CAUSES, REMÉDES
Read and understand the following safety instructions before use.
Any modification or updates that are not specified in the instruction's manual should not be undertaken.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured in this manual.
In the event of problems or uncertainties, please consult a qualified person to handle the installation properly.
ENVIRONMENT
This equipment must be used for cutting operations in accordance with the limits indicated on the descriptive panel and/or in the user manual. Safety instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, flammable gas or any other corrosive agent. Operate the machine in an open, or well-ventilated area.
Operating temperature:
Use between -10 and +40^ (+14 and +104^)
Storage between -20 and +55^ (-4 and 131^ ).
Air humidity:
Lower or equal to 50% at 40^ (104^)
Lower or equal to 90% at 20^ (68^)
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTION & OTHERS
Cutting can be dangerous and cause severe injuries.
Cutting exposes individuals to a dangerous source of heat, arc rays, electromagnetic fields (special precautions need to be taken by people that have a pacemaker), risk of electrocution, noise and gas fumes.
To protect oneself as well as others, ensure the following safety precautions are taken:

In order to protect you from burns and radiations, wear clothing without turn-up or cuffs. These clothes must be insulating, dry, fireproof, in good condition and cover the whole body.

Wear protective gloves which guarantee electrical and thermal insulation.

Use sufficient cutting protective gear for the whole body: hood, gloves, jacket, trousers...(varies depending on the application/ operation) Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install fireproof welding curtains in order to protect against safety hazards such as arc rays, weld spatters and sparks.
Ensure that people around the cutting area do not look at the arc or the molten metal and wear protective clothes.

Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the welding area).
Keep hands, hair and clothes away from moving parts such as fans, and engines.
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury or damage caused due to non-compliance with the safety precautions.

Parts that have previously been cut will be hot and may cause burns if touched. If maintenance of the torch is required, ensure that it is given sufficient time to cool down and wait at least 10 minutes before manipulating it. When using a water-cooled torch, make sure that the cooling unit is switched on to avoid any burns that could potentially be caused by the liquid.
It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GAS

The fumes, gas and dust generated by cutting are a potential health hazard. It is mandatory to ensure adequate ventilation and/or extraction to keep fumes and gas away from the work area. Using an air fed welding helmet is recommended in case of insufficient ventilation in the workplace.
Check that the air supply is effective by referring to the recommended safety regulations.
When cutting in small areas, operators must be supervised from a safe distance. Cutting certain materials containing lead, cadmium, zinc, mercury or beryllium can be particularly hazardous. It is also recommended to degrade the parts before cutting them.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall. Do not cut in areas where grease or paint are stored.
FIRE AND EXPLOSION RISKS

Protect the entire working area and ensure that flammable items are stored at a distance of at least 11 meters. Fire extinguishing equipment must be kept in close proximity when cutting materials.
Be careful of weld spatter and sparks, even through cracks. If not careful then this could potentially lead to a fire or an explosion. Keep people, flammable materials/objects and containers that are under pressure at a safe distance.
Cutting in containers or pipes should be avoided and, if they are open, then flammable or explosive materials must be removed (oil, fuel, gas...). Grinding operations should not be carried out close to the power supply or flammable materials.
ELECTRICAL SAFETY

The electrical mains used must have an earth terminal. Use the recommended fuse size. An electric shock could cause serious injuries or potentially even deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, cables, clamps) because they are connected to the cutting circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or and the earth clamp at the same time.
Damaged cables and torches must be changed by a qualified technician. Make sure that the cable cross section is adequate with the usage (extensions and welding cables). Always wear clothing that are dry and in good condition in order to shield yourself from the cutting circuit. Wear insulating shoes, regardless of the workplace/environment in which you work in.
EMC MATERIAL CLASSIFICATION

This Class A machine is not intended to be used on a residential site where the electric current is supplied by the domestic low-voltage power grid. There may be potential difficulties in ensuring electromagnetic compatibility at these sites, due to conducted interferences as well as radiation.
This equipment does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing with the public power grid only at the medium- or high-voltage level. If connected to a public low-voltage power grid, the installer or user of the machine has to ensure, by checking with the network operator, that the device can be connected.
This equipment complies with the IEC 61000-3-11 standard.
ELECTROMAGNETIC INTERFERENCES

The electric current flowing through any conductor causes electrical and magnetic fields (EMF). The cutting current generates an EMF around the cutting circuit and the cutting equipment.
The EMF electromagnetic fields can interfere with certain medical implants, such as pacemakers. Protective measures must be taken for people having medical implants. For example, by restricting access to passers-by or conducting an individual risk evaluation for the users.
All users should take the following precautions in order to minimise exposure to the electromagnetic fields (EMF) generated by the cutting circuit:
- position the cutting cables together - if possible, attach them;
- keep your head and upper body as far as possible from the cutting circuit;
- never wrap the cable around your body;
- Never position your body between the welding cables. Hold both cutting cables on the same side of your body;
- Connect the earth clamp as close as possible to the area being cutted;
- do not work too close to, do not lean and do not sit on the welding machin;
- do not weld when you're carrying the cutting machine or its wire feeder

People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic fields while welding may have other health effects which are not yet identified.
RECOMMENDATIONS FOR WELDING AREA ASSESSMENT AND WELDING
Overview
The user is responsible for the installation and use of the arc cutting equipment according to the manufacturer's instructions. If electromagnetic disturbances are detected, the user is responsible for resolving the situation with the manufacturer's technical assistance. In certain cases, this corrective action may be as simple as earthing the cutting circuit. In other cases, it may be necessary to construct an electromagnetic shield around the cutting power source and around the entire piece by fitting input filters. In all cases, electromagnetic interferences must be reduced until they are no longer inconvenient.
Cutting area assessment
Before installing the machine, the operator must evaluate the possible electromagnetic problems that may arise in the area where the installation is planned. The following elements should be considered:
a) the presence (above below and next to the arc cutting machine) of other power cables, remote cables and telephone cables;
b) television transmitters and receivers;
c) computers and other hardware
d) critical safety equipment such as industrial machine protections;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment;
g) the isolation of other pieces of equipment which are in the same area.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require extra precautions; h) the time of day during the welding or other activities have to be performed.
The dimension of the cutting area that has to be considered depends on the size and shape of the building and the type of work undertaken. The area taken into consideration might go beyond the limits of the installations.
Cutting area assessment
Besides the welding area, the assessment of the arc cutting system installation itself can be used to identify and resolve cases of disturbances The assessment of emissions must include in situ measurements as specified in Article 10 of CISPR 11. In situ measurements can also be used to confirm the effectiveness of mitigation measures.
RECOMMENDATIONS METHODS TO REDUCE ELECTROMAGNETIC EMISSIONS
a. National power grid: the arc cutting machine must be connected to the national power grid in accordance with the manufacturer's recommendation. In case of interferences, it may be necessary to take additional precautions such as the filtering of the power supply network. Consideration should be given to shield the power supply cable in a metal frame or equivalent from a permanent cutting installation. It is necessary to ensure the electrical continuity of the frame along its entire length. The from should be connected to the cutting machine to ensure good electrical contact between the conduct and the casing of the cutting machine.
b. Maintenance of the arc cutting equipment: the arc cutting machine should be subject to a routine maintenance check according to the recommendations of the manufacturer. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment is on. The arc cutting equipment must not be modified in any way, except for the changes and settings outlined in the manufacturer's instructions. The spark gap of the arc starts and arc stabilization devices must be adjusted and maintained according to manufacturer's recommendations.
c. Cutting cables: cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Equipotential bonding: consideration should be given to bond all metal objects in the surrounding area. However, metal objects connected to the workpiece increase the risk of electric shock if the operator touches both the metal parts and the electrode. It is necessary to insulate the operator from such metal objects.
e. Earthing of the metal part to be cut : When the part is not earthed - due to electrical safety reasons or because of its size and its location (e.g. ship hulls or metallic building structures), the earthing of the part can, in some cases but systematically, reduce emissions. It is preferable to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that the earthing of the part is done directly, but in some countries that do not allow such direct connection, it is appropriate for the connection to be made with a capacitor selected according to national regulations.
f. Protection and shielding: The selective protection and shielding of other cables and devices in the area can reduce perturbation issues. The protection of the entire welding area can be considered for specific situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE

The machine is equipped with a handle for easy transportation. Be careful not to underestimate the weight of the machine. The handle cannot be used to hang or attach the machine on something else.
Do not use the cable or torch to move the machine. The welding equipment must be moved in an upright position.
Do not place/carry the unit over people or objects.
EQUIPMENT INSTALLATION
- Put the machine on the floor (maximum incline of 10^ )
- Provide an adequate area to ventilate the machine and access the controls.
- This equipment must be used and stored in a place protected from dust, acid, gas or any other corrosive substance.
The machine must be placed in a sheltered area away from rain or direct sunlight. - The machine protection level is IP23, which means:
- Protection against access to dangerous parts from solid bodies of a ≥ 12.5mm diameter and,
- Protection against the rain inclined at 60% towards the vertical.
The equipment can be used outside in accordance with the IP23 protection certification.
Power cables, extension leads and welding cables must be fully uncoiled to prevent overheating.

The manufacturer does not accept any liability in relation to damages caused to objects or harm caused to persons as the result of incorrect and/or dangerous use of the machine.
MAINTENANCE / RECOMMENDATIONS


Ensure the machine is unplugged from the mains, and then wait 2 minutes before carrying out maintenance work. Inside, voltages and currents are high and dangerous. Maintenance should only be carried out by a qualified person. A yearly maintenance is recommended.
1 - Air filter maintenance :
- It is necessary to periodically purge the air filter. To do so, press and hold the orange button below the filter.
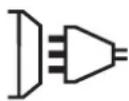
Disassembly: - Unplug the air supply.
- Grab the tank, press the latch and rotate the tank 45 degrees to the left.
- Pull the cube downwards and then put it down.
- The filtering part is white, clean or replace it if necessary (ref. 039735).
2 - Periodical maintenance:
- Periodically remove the cover and dust with an air gun. Take this opportunity to have the electrical connections checked by a qualified person, with an insulated tool.
- Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales service or an equally qualified person to prevent danger.
- Do not obstruct the machine's air intakes for a good air circulation.
- Check that the torch does not have any cracks or exposed wires.
- Check that the consumables are installed properly and not worn.
INSTALLATION - PRODUCT OPERATION
Only qualified personnel authorised by the manufacturer should perform the installation of the welding equipment. During the installation, the operator must ensure that the machine is disconnected from the mains.
MACHINE SUPPLIED WITH
| CUTTER 70 CT Ref. 013636 Ref. 013841 | ||
| 6 m | - | ✓ |
| 4 m - 10 mm² | ✓ | ✓ |
| Starting kit | - | ✓ |
| Pneumatic fittings | ✓ 8 mm + 10 mm 8 mm | ✓ + 10 mm |
Accessories supplied with the generator are designed to be used on this machine only.
MACHINE DESCRIPTION (FIG. 1)
70T Cutter is a cutting & three-phases Plasma gouging root, it allows :
- Cutting on all metal types
- Gouging on all metal types
These two processes require the use of appropriate consumables and compressed air.
1- Man to Machine Interface 6- Power supply cable
2- Plasma torch connector 7-Filter
3- Pressure adjustment knob. 8- On/off switch
4- Earth clamp connection socket
5- Transport handles 10- Installation door for CNC kit (optional, ref. 039988)
INTERFACE (MMI) (FIG-2)
1- Thermal protection indicator 7- Full sheet cutting indicator with the pilot-arc restart
2- Indicator «Stop caused by intervention on the torch» 8- Current setting potentiometer.
3- Malfunction (machine is not functioning normally) indicator 9- Bar-graph Pressure indicator
4- Full sheet cutting indicator 10- Indicator «insufficient pressure»
5- Selection mode button 11- Test and adjustment button for Air pressure
6- Full sheet cutting indicator with lock trigger for longer cuts 12- Indicator of air running test
POWER SUPPLY / POWER UP
- This machine is delivered with a 5 pin three-phase plug (3P+N+PE) 400V 16A type EN 60309-1. It is powered by a 400V (50 - 60 Hz) three phased earthed power supply. This machine must only be used with a three phase electricity supply system with four wires and one earthed neutral.
The absorbed effective current (I1eff) is displayed on the machine, for optimal use. Check that the power supply and its protection (fuse and/or circuit breaker) are compatible with the current needed by the machine. In some countries, it may be necessary to change the plug to allow the use at maximum settings. The user has to make sure that the plug can be reached. - The machine is designed to work on a 400V + / - 15% power supply. If the input voltage is below 340Veff or above 460Veff, the machine goes into protection and the screen displays an error code.
- Power up the machine by setting the main on / off switch (8 - FIG 1) to I position, and stop it by setting it on the O position.
Warning! Never disconnect the power supply while the machine is charging.
CONNECTION TO A GENERATOR
The machine can work with generators as long as the auxiliary power matches these requirements:
- The voltage must be AC, always superior to 400Vac ±15%, and the peak voltage below 700V,
- The frequency must be between 50 and 60Hz
It is imperative to check these requirements, as many generators generate high voltage peaks that can damage these machines.
USE OF EXTENSION LEADS
All extension leads must have an adequate size and section, relative to the voltage of the machine.
Use an extension lead that complies with national safety regulations.
| Voltage input Extension lead section (<45m) | |
| 400 V | 4 mm² |
AIR SUPPLY
The air supply can come from a compressor or high-pressure bottles. A high-pressure manometer must be used on any type of air supply and must be able to transport the gas to the plasma cutter. These machines come with an integrated air filter (5 m) , but an extra filtering system can be necessary depending on the quality of the air supply (optional impurities filter, ref. 039728).

If the supplied air is of low quality, the cutting speed is reduced, the cutting quality deteriorates, the maximum cutting capacity decreases and the life cycle of the consumables is reduced.
For best performance, the compressed air must comply with the standard ISO8573-1, class 1.2.2. The maximum steam point must be - 40^ . The maximum quantity of oil (aerosol, liquid and steam) must be 0.1mg / m3 .
Connect the gas supply to the power source using an inert gas pipe with an internal diameter of 9.5mm and a quick release connector.

The pressure must not exceed 9 bars, or the filter tank could explode.
The recommended input pressure during air circulation is 5 to 9 bars with a minimum debit of 305L / min
CHOICE OF CONSUMABLES

Refer to the charts on the side of the machine to choose the appropriate consumable.

Manual cutting
For cutting:
Two caliber of consumables are available:
- small work with the nozzle 20-50 A marked «45 A»
- intensive work with the 70 A nozzle marked «70 A»»

Automated cutting
For gouging:
One caliber is available : 70A
Gouging is used to remove metal in order to :
-perform chamfers
perform bleeds
- remove weld beads

AIR PRESSURE ADJUSTMENT

In order to improve cutting performance, make sure air pressure is set to an appropriate level.
It is recommended to check / adjust the pressure in case:
- of change of connection point or of pneumatic installation
- of change the torch length
- of change the type of consumables
-of doubt
Press the button AIR SET, the air comes out continuously from the torch, the LEDs of the Bar-graph illuminate and indicate the pressure read at the entry of the torch.
Unlock the pressure adjustment knob by pulling it towards you then turn it to adjust the proper pressure to the work to be done. Once the pressure is set correctly, lock the wheel by pressing it.
The pressure depends on:
- torch length (a longer torch requires a higher pressure to compensate for the loss of load due to the length)
-type of work i.e. cutting or gouging (gouging consumables require lower pressure).
consult the torch instructions or markings on the machine in order to set optimal air pressure.
Recommended pressure:
| Cutting De-gouging | |
| 6 m 5.2 | bar / 75 Psi 4.5 bar / 65 Psi |
| 12 m 5.5 | bar / 80 Psi 4.8 bar / 70 Psi |
CUTTING CURRENT SETTINGS

In order to achieve the expected performance and maximise the life cycle of the consumable life, ensure that the power set matches the consumables.
- Cutting nozzle 20-50 A (ref. 037571) : respect the current between 20 et 50 A.
- Cutting nozzle 70 A (ref. 037588) : set the potentiometer to the maximum.
- Gouging nozzle 70 A (ref. 037595): set the potentiometer to the maximum.
The adjustment is made simply by using the current potentiometer (FIG 2 - 8).
CUTTING MODE CHOICE
Choose the cutting mode by using the selection button


Cutting / gouging of solid sheets
This is the most commonly used mode. Pull the trigger to create the arc, and release it to stop or "unblock" (the arc stops by itself). To restart the work, release the trigger and pull it again.

Cutting / gouging of perforated sheets
This mode follows the same principles as the previous one except when ""unblocking"": the arc will start again if the trigger while the trigger is pulled. This mode is more comfortable to use, as it avoids constant pull and release of the trigger.

Cutting / gouging long pieces of metal
This mode allows the operator to release the trigger during the cut, which will continue until the trigger is pressed again or "unblocking". This mode prevents fatigue and keeps your hand a little further away from the cutting area.
CUTTING SEQUENCE
1- When the trigger is pressed, the pilot-arc starts. It is a low power arc generated between the electrode and the nozzle and it allows the arc to start on the piece of metal to be cut.
2- When the pilot-arc touches the plate, the plasma cutter detects the start. The arc then flows between the electrode and the plate, and the machine increases the current up to the value set by the operator.
3- At the end of cutting (trigger release or unblocking), the arc stops, the air continues to come out for several dozens of seconds to cool the torch and consumables down.
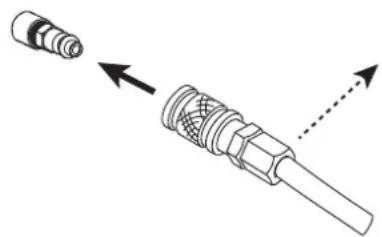
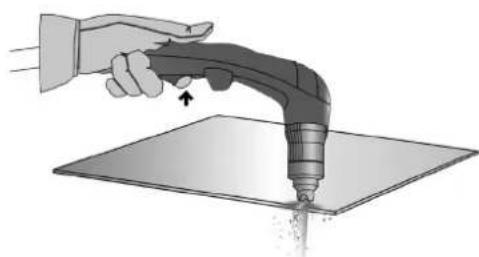
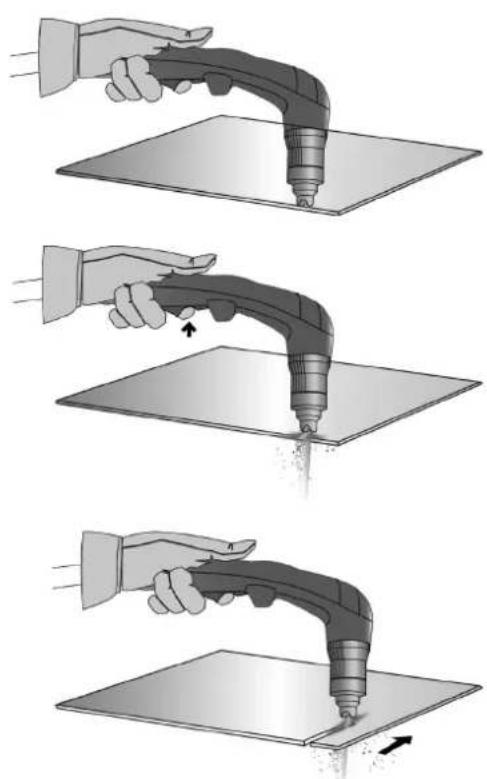
MANUAL CUT FROM THE EDGE OF THE WORKPIECE:
The earth clamp attached to the metal piece, hold the torch pad in perpendicular position (90^) to the end of the workpiece.
Pull the trigger of the torch to prime the arc until the torch has completely pass through the part.
Once the cutting has started, drag the pad slightly on the metal sheet to continue cutting. Try to maintain a regular rhythm.
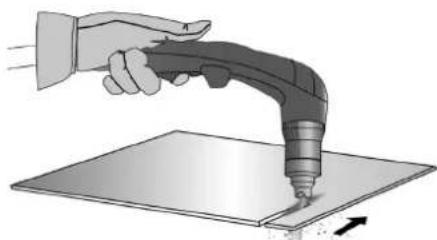
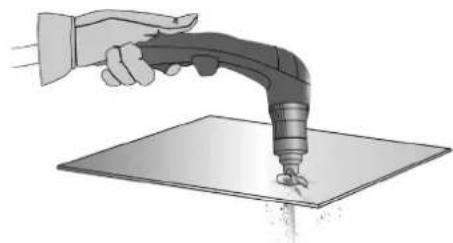
START CUTTING INSIDE THE METAL SHEET:
With the earth clamp attached to the metal piece, maintain the torch at an angle of roughly 30^ to the piece.
② Press the torch trigger to start the arc while maintaining an angle of 30^ to the part. Slowly rotate the torch towards a perpendicular position (90^) .
③ Immobilise the torch while keeping the trigger pressed. If the sparks come from below the metal piece, the arc has cut the material.
Once the cutting has started, drag the pad slightly on the metal sheet to continue cutting. Try to maintain a regular rhythm.



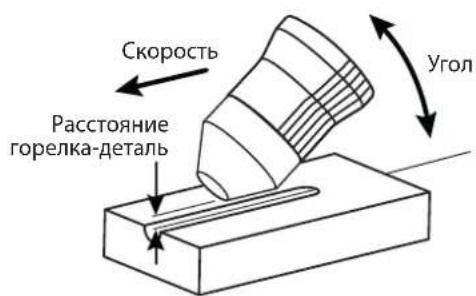
DE-GOGING:
With the earth clamp fastened to the part, keep for torch at a 45^ angle to the piece, while maintaining the special gouging shield roughly 2mm away from the part before starting the torch.
Press the torch trigger before starting the arc while maintaining it at an angle of 45^ to the piece while cutting through the groove
Push the plasma arc in the direction you wish to cut. The distance between the torch shield and the melted metal should be as little as possible in order to avoid premature wear of the consumables or damage to the torch.



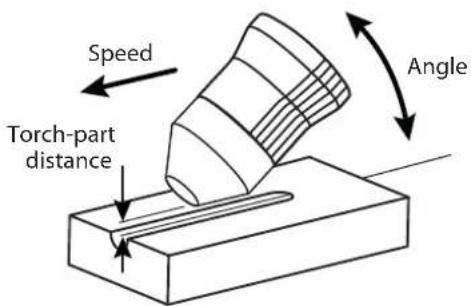
GROOVE SHAPE
You may modify the profile of the groove by adjusting the speed, the angle or the distance of the torch on the metal piece, or the power output on the machine.
CHANGING THE SHAPE OF THE GROOVE
| DESIRED | Width | - | + | + | - | - | + | + | - |
| Depth | - | + | - | + | - | - | + | - | |
| Solutions | Increase the speed | Reduce the speed | Increase the torch-piece distance | Decrease the torch-piece distance | Increase the angle | Reduce the angle | Increase the current | Decrease the current | |
PROTECTIONS
| X= | Intervention on the torch The operator will have to manipulate and open the torch and its accessories (change of consumables, disconnection of the torch). If the Plasma cutter is switched on during intervention, the screen will display «stop caused by intervention on the torch» (FIG 2 - 2) meaning that the machine has detected an intervention and that it can be carried out safely. When the torch and / or consumables are reassembled, the message disappears and the cutter is operational again. If the product is functional (cutting) but this problem persists, make sure to have the product checked by the after-sales service. |
| LOW | Insufficient air pressure «Insufficient pressure» indicator (FIG 2 - 10) lights up if the pressure is too low for proper operation or the air is not connected to the cutter. Reconnect the air to the compressed air connection (FIG 1 - 9) at the rear of the product, if the message remains, press the «test and adjust the air pressure» button (FIG 2 - 11) and turn the pressure control knob (FIG 1 - 3) until the air pressure is in accordance with the intended use (see paragraph «Adjusting the air pressure») |
| ↓ | Thermal protection In case of overheating (due to duty cycle and operational factors, or prolonged use at a temperature higher than 40 °), the Plasma cutter will stop operating to cool down The thermal protection indicator (FIG 2 - 1) lights up to indicate that the interruption is due to overheating. The indicator goes off and the machine is ready to use again. |
| ↓ | Disruption of normal operations. |
TROUBLESHOOTING
| Errors display SYMPTOMS POSSIBLE CAUSES SOLUTIONS | |||
| Torch intervention | Plugged torch Check & re-plug the torch. | ||
| Consomables disassembled | Check the presence of all consumables and the tightening of the nozzle | ||
| Consumables issue | The electrode is not in contact with the nozzle | Check the presence of all consumables, replace them if necessary and restart | |
| The electrode can not retract | Check that the electrode is not weld to the nozzle, check that the electrode is mobile, change the consumables if necessary | ||
| LOW | Air pressure too low | The air pipe is not connected or the pres-sure is too low | Check the connection of the air pipe, start the compressor, check the inlet pressure of the plasma cutter |
| Thermal protection | Intensive use (non-compliance with speci-fied operating factors) | Leave the machine switched for it to cool down and wait for the thermal fault LED to disappear | |
| The vents are blocked or the product is placed in a confined space | Improve the environment to ensure good ventilation | ||
| 5.8 85 | Overvoltage | A voltage too high might damage the product. | Check the installation by an electrician |
| 5.5 80 | under voltage | The voltage is too low to keep satisfy result | |
| 5.2 75 | Phase missing One phase is missing | ||
| 6.5 95 | Fan issue | The fan does not function | Check for foreign objects that prevent normal rotation of the fan |
| The fan is not running at the right speed. | Check the connectors, replace the fan if necessary | ||
| 6.290 | False temperature information | The temperature sensor is damaged or disconnected | Check sensors connections, replace them if necessary |
| 6.595 | No current established | There is no contact between the electrode and the tip | Check that the consumables are in place and in a good shape. Replace them if necessary. Restart the machine and try again. |
| 6.290 | Power relay fault. The power relay does not closed. Return the product for repair | ||
| LOW | No arc | The electrode has not retracted or there is not enough air coming out. | Check that the electrode is properly retracted. Check the pneumatic system (check if the hose diameter too small or hose too long, if the hose pinched or kinked). Check the size of the compressor. |
| - Arc stops after 3 seconds of cutting No current detection in the earth clamp | Check that the earth clamp is connec-ted to the cutting part on a clean area (no rust, paint or grease). | |
| - The machine does not switch on. No power supply | Check that the power cord of the pro-duct is plugged into the outlet and that the power switch is in the on position. | |
| Check that the circuit-breaker has not tripped. | ||
| - The pilot-arc cuts out too quickly Used consumables | Check the condition of the consumables and replace if necessary. | |
| - The arc stops mid-way through cutting | cutting speed too low on thin sheets | Reduce the current / increase the movement speed. |
| Contact on the low-quality earth clamp | Check that the earth clamp is connec-ted to the cutting part on a clean area (no rust, paint or grease). | |
| Cutting height too high | Use a cutting pad and keep it in contact with the part to be cut. | |
| - Premature wear of consumables | Cutting current inappropriate for consumables used | Refer to the chapter "Setting the cut-ting current". |
| Inappropriate air pressure | Refer to the chapter "Adjusting the air pressure". | |
| Humid air | Purge the air filters from the station and the compressed air network. Add the additional Air filter ref. 039728. | |
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
- Transit damage.
Normal wear of parts (eg.: cables, clamps, etc.). - Damages due to misuse (power supply error, dropping of equipment, disassembling).
- Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
A description of the fault reported
I3MeHeHn I pEmoHT, He yka3aHHbE B 3ToI INHCTpyKcun, He DoJXhbl 6bIT bpeDpNHrTbI.
IpnH3BODHTeH He HecET OTBeTCTBeHHOCTH 3a TpaMbI MATEpHaJIbHbIe NOBpeJxHeN CBA3AHbIe C HECOOTBeTCTBYUcIM DaHHo IHCTpyKcIN IcNoJIb3OBaHMe annapata. B clyae np6JIembln ComHeH, O6paTHTecb K KBaIIuΦnIpOpBaHOMy CneuaJIACTy dIra IpabInbHOrO IcNoJIb3OBaHnYCTaHOBKn.
OKPYXKAIOUZAR CPEDA
3To 6OpUdoBaHHe DoJHKHO 6bIb HcNoJIb3OBAHO NCKIIIOHTeJIbHO IJIpe3KN, OpArHmUBaBc bYka3aHnMn 3aBOcko TaBnKuHn HNCTpykU. Heo6xoDIMO co6bIpaTb DnpeKTtBb NO mepam 6e3oNaCHOt. B cnyae HeHaJnxKaeero nIn onachoro nCnoIb3OBAHn npOn3BOnteH he Hecet OTBeTCTBeHHOCTn.
AnnapaTdoJxhen 6bIb yctahOBHeB B nomeeHn 6e3 nbjIn, KNCIObl, BO3ropaEmbx ra3OB, ININ dpyHX Koppo3nHbIX BeueCTB. TaKne xe ycobn A doJXhbl 6bIb co5JeHb Iner eO xpaHnna. Y6eDntecb B npCytCTBN BEHTnlaun npn cNOJIb3OBAHnn annapata.
Tempeatypbne npedelbl:
IcnoJIb3OBAHHe:OT-10do+40oC(OT+14do+104°F).
XpaHHeHne:OT-20do +55^ (OT-4do 131^
BnaxKHO3Dyxa:
50% nnnn Hnke npn 40°C (104°F).
90% nii Hnke npn 20^ (68^)
BbICota Hau yPOBHem MOp8:
1000M BbICOTbHn yPOBHeM MOp8 (3280 cyTob).
HINBNUyAJIbHA3AUHTA N 3AUHTA OKPYXAIOUHX
Pe3ka moKet 6bIb onaCHO n Bbl3BaT TaKeJIbe I daKe CMePTeNbHbe paHeHn.
Onepaun pe3kn noBepraot nonb3oBaTeNa BO3deCTBnO OAnCHO IO CTouHnKa Tnna, CBeTOBO rNyueHnry dYr, 3NeKTPomarHnTHbIX nol
(oc6oe BnHMaHne Iucaam, IMeIoum3JIeKTPokapdIOcHTMnyTAp)PNCy IopaKeHn3JIeKTPnueckm TOKOM,CINbHOMy 7My N BydJeHnRr Ra3a.
YTo 6bI npabnblho 3aunntb ce6n 3aunntb okpykaioux, cobnlaTe cneyioane npabnla 6e3oanachoctn:

YTo6b3aunntbce6oT OXorOB uO6nyehn npu paOte c annapatom, HadeBaTe cyxio paObyIO 3auNTyIO odexdy (B XopoWEM COCTOHN) n3 orHeynopHO TKAHN, 6e3 OTBOPOTOB, KOtopa NOKpbBaET NOHOCbHO BCE TeNo.

Pa6oTaIeB 3aunTHbIX pyKaBnucax, o6cneuBaIOUme 3JeKTo- n TepMoN3OJaIIO.

NcnoB3yIe cpeCTBa 3aunTbI nI pye3kn I/IIIN IeM dIg CBAPKn COOTBeTCTByIOEero yPOBHa 3aunTbI (B 3aBNCMOCTn OT mNoB3OBAHn). 3aunTte rna3 npn onepaunx OoNCTKn. HoWeHne KOtAKTHbIX INH BOCnPeeAetcr.

B HeKOTOpbIX CnyaX Heo6xOaHMO OkpyKInb 30Hy OrHeynOpHbIMN WToPamN, YTO6bl 3aunTnTB 30Hy pe3Kn OT n3IyHeHn Dyrn, 6bp3r Hn HakaJIeHHoro WJnaka.
PpeynpeTe OkpykaHoux He cmOtpetb Ha n3nyeHn Dytn n paCnnaBHeHbIe DetaII n HaeBaTb 3aunTHyIO pa6oyuO odexdy.
Hocnte HauuHnKn npoTMB uMa, ecnn npouecc pe3Kn DOCTnraet 3ByKOBOrO yPOBn BblIe DO3BOJIeHHOrO (3TO Xe OTHOCNTC KOBCEM Iunam, HaxoJdUHmCR B 30He CBapKn).

Дерхитpe pykn, BOLOcbi, OEDKdy noDAJIbwe OT noDBrNKBHxчAteT (BnIaTeIb, BeHTINJrTOp...).
HnKOrda He ChnMaTe 3aunThbI KOpNc C nCTeMb IoxJaXeHHa, Korda NCTOuHN KIOd HAnpJKeHHem. POni3BODHTeNb He Hecet OTBeTCTBeHHoCTN B CInyae HeCuaCTHO TcUyA.
ToIbKO qTO pa3peaHHbIe DetanH rOpA H MOrY Bbl3BaTb OXoRn pN KOnTaKTe C HmN. Bo BpEmr TexO6cnyJKBaHNr HropeKN y6eINTEcb, qTO OHa DoCTaTOUHO OxlaDInacb N IIOOXdnte KaK MNHMym 10 MmHT nepe Haanom pa6ot. PnI nCNoIb3OBAHn ropeKn C XnIKocTHbIM OxlanKeHemcNCTema OxlanKeHn DOnJxHa 6bITb BKlOueHa, qTO6bI He o6KeHc JxNkOcTBko. OChb BaXho Ob3oNaCtB pa6Ouy 3OHy nped Tem, kAk ee NOKHyTb, qTO6bI 3auNTb IIOJe N IMyuctBO.
CBAPOUHbIE DblIM IΓA3
Bbte BnMaTeIbHbI: pe3Ka B He60JIbIX NOMEeHEnx Tpe6yEt Ha6IIOeHnHa 6e3oNacHom pacCTOaHIn. Kpme TOrO, pe3Ka HeKOTopbIX MeTaNIOB, cOpEpaXxCnHeu, KaDMn, UHK, Ptyb IIN daXe 6epnn, MoXet 6bITb Ype3BbuaHNO BpeHOn. CneYET OUnCTNTb OT Knpa Detanl neped pe3Ko.
Ta3OBbIe 6aJIIOHbI OJINKbI XpaHITbC B OTKpbITbIX IIN XOPOIo npoBETpnaEBmx IOMeUeHNx. OHN OJINKbI 6bITb B BEPTnKaIbHOM IIOJOKeHN I 3aKpeIIeHbI Ha cTOnke IIN TELeXke. HIn B KOem Cnyae He 3aHIMaTeCb dyroBoI pe3Koi B6n3n KIPA a IN KpaKn.
PNC IOXAPA N B3PbIBA

IIOHOCbTO 3aunITNE 3OHy pe3Kn. Bo3ropaemblte MaTePnAnbl DoJNkHb 6bTb ydaJeHb KaK MHNMy H 11 MetPoB. IpoTINBOONKapHoe O6OpyDobAHne DoJNKHO HaxOHTCBa B6n3n IpOBeEHn pa60t dYROB ope3Kn.
Octopoxkno c 6pb3ramn ropayero MaTeepana nn nckp, dake chepe3 uei. OHH MOryT NobIeBy 3a co6oJ noKap nn B3pb1B.
YdaIInTe IIOeI, BO3rOpaembIe IpeMTeBn BCE EMKOCTN NOd DaBJIeHNEM Ha 6e3OnaCHOe pacCToHHe.
Hn B KOem cnyae ocuueCTbIe dpyroB opeKN B KOHTeHepax nN 3aKpbTbIX Tpy6ax. B cnyae, ecnn OHN OTKpbTbI, To IN Hx HxHO OCBOoDHTb OT BCEX B3pbUbATbIX NIN BO3rOpaEmBX BeueCTB (MaCNO, TOONIBO, OCTaTOHbE ra3bl ...).
IINFOBbHbIe pa60TbI He IOnKbI 6bITb HapBaNHeBt B CTOpOHy NCTOCHNkA TOKa pe3KN ININ B CTOpOHy BO3RopaMbx MaTePnaNoB.
3NEKTPNUECKA BE3ONACHOCTb

IcnoB3yema 3Jektpnuecka cetb doJxHa o6raTeIbHO 6bITb 3aemleHNO. Co6JIouaTe KaIN6p npedoxpaHNTeYka3aHHbHa annapate.
3JNeKtpnueckn pa3pnd MoXeT Bb3BaTb npMble nn KocBeHHbpe paHeHn, n daXe CmepTb.
HnKorda He doTpaHbaiTeB do uactei noi HapjKeHem Ka BHyTpN, Ta K chapyKu NCTOCHKa, KOrda OH noi HaPjKeHem (ropeKN, 3aKIMbl, ka6en), T.K. OHN iouKnIOHeBk Cen pe3kn.
IpeTeM, kak OTKpbTb NCTOuyHK, ero HxKHO OTKJIOUHTb OT cEtN IIOJOxDaTb 2 MHyTbI, IJIra TORO, YTO6bl BCE KOHDeHCaTOPbI pa3pndnnc. HkOrda He DoTPaunBaNTecb ONDOBpeMeHHo do rOpEKNu No do 3aXIMMa MacCbI.
Ecn KabeHn, ropeKn NOBpeKdeHb, nonpocnte KbaIINuPioBaHHbIX n yIOJIHOOMOeHHbIX CneuaIaNCTOB IN 3ameHHTb. Pa3Mepbl ceehnra Ka6eJe IdoJXhbl COOTBeTcBOBaTb npimeHeHNO. Bcerda HOCNTe cyxU ODeKdy B xopoWem cOCToHN dIy I3OJIaCNI OT ceni pe3Kn. Hocnte I3OJIpyIOuyo 0byB He3aBNCIMO TO TOn CpeBbl, rDe bbl pa6oTaete.
KJIACCHNΦHKAUZRA 3JEKTPOMARHHTHOJ COBMECTMOCTH

3To 06OpdyobAHne Klacca A He noXoHIT nIe NcNoIb3OBAHN B XnIbIX KbapTalax, rIe 3NeKtpueckn TK noaetca 06UeCTBeHHOH CNTeMOH NtAHN H3KOrO HanpJxHeHH. B TakHX KbapTalax MOrY Bo3HnKHyb TpyHocTH o6ecneueHH 3JIeKTPOMaHTNHTHyO COBMeCTUMOCt b I3-3a KOHdyKTNBbIX IN HdYkTNBbIX NOMEx Ha padnoacToTe.

3TOT annapat He COOTBETCTBye TnepeKTHBE CEI 61000-3-12 n npedHa3HaeH dny pa6oTbO tO aCtHbIX 3NeKTPocTeE, NOBDeEHbIX K O6IeCTBeHHbIM 3NeKTPocETM TObKO cpeHero N BbICOKO HnPnJKeHn. CneuaJIcT, YcTaHOBVHnn AnnapaT, INN POJB3OBATEJB, DOnXKnbl y6eDITbc, O6pATNBWncb npn Hado6HoctN K opraHn3aun, OTBeauIoSe 3a EKCIyatauIO CNCTEMbl NTaHn, B TOM, UTO OH MOKeT K HeN NODKIIouHTbcR.
3TOT annapat COOTBeTCTByeT HopMe CEI 61000-3-11.
MAGHTHbIe NOJIa

3Jektpnueckn TOK, npoxoAunu chpe3 IIO60 npBOOHNK Bb3bBaet NOKaIN3OBAHhBte 3JektpomarHHTBHe NOIe (EMF). Tok pe3KN Bb3bBaet 3JekTpomarHHTHOne NOE BOKpyr CEIN pe3KN u O6OpyDobAHnpe3Kn.
3JektpomarHHTbIe NOJI EMF MOryT CO3aTb NOMEx IIN HeKOTopbIX MEduHcKIX IMnIaHTaTOB, HAnpIMep 3JekTpOKapNIOCTMMyIaTOpOB. Mebl630NaCHOCTN DoJXHbI 6bITb PnIHbTI DnIIOe, HOcAUX MEduHcKHe IMnIaHTaTb. HanpIMep: orpaHueHne doCTyna dnn npoxkix nn OueHKa ININIBUYalHo RPOCKa IINb3oBaTeNe.
Tc06bI CBeCTN K MmHmMy Bo3dEiCTBnE 3eKtpomarHHTbIX Noei 3eKtpueckoi einn, nOJIb3oBaTeIN DOJIKNbI CNeDObaTb CneDyIOUIM Yka3aHnM:
Ka6eINI DOnKhbHaxOHTbCBMecTe;ecINB03MOXHO CoeHNHTe INX XOMYTOm;
BaWte Tynobuie HONBA DoJXHbI HAXOINbC KaK MoKHO daJIbSe OT 3NeKtpuecko IeN;
He 6MaTbIbAaTe Ka6eN BOKpy BaWero TeJa;
Bawe TeNo He donxKHO 6bItb paonoloxKeH Mekdy Ka6eIaMn. Oba Ka6eIa DonxKhbl 6bItb paonoloxKeHb no odHy CTOpOHy OT BaWero Tena;
3akpeinTe Ka6eIb 3a3emHeHn Ha DeTaIi KaM MoXHo 6nnKe C 3OHe pe3Kn;
He pa6oTaTe pIaOM, He cIuIte H He 6IOKaUHbAITecb Ha ICTOCHK TOka;
- He INCNoB3yUte IcTOUHMK TOKa, KOrDa Bbl NepeHOCHTe erO.

Iiua, nCnoJIb3yIOUne 3NeKtpokapDIOCTMmYJrTOpbl, DOnJHbI npOKOHcyJbTnpoBaTbcra y Bpaa nepe daHHbIM o6OpyOBOAHnEM.
Bo3eCTBne 3nEKTpOMarHHTHO NOI B Inpuece CBapKIMoKET IMeTb N DpyTne, eIe He N3BeCTHbE HayKe, nOcNeCTBn. dIy 3doPobBy.
PEKOMEHDAUINI JIA OUEHKN CPEbI N UCTAHOBKN CBAPOCHHO OOBPODABHNA
06nne noJoxeHn
PoiIb3OBateB oTBeaet 3a yctahOBky n IcnoJIb3OBAHne yCTAHOBKn pyuHOy dYrOBo pe3Kn, CNeJy yKa3AHnM m npOn3BOHTeNl. PIno6hApUkeHHn 3JIeKTPOMaHTNHtBx I3JIyueHn IONb3OBATeBn aIannapata pyuHOy dYrOBo pe3Kn DOJIeKHe p3eHn pAOBmE y NOMOIOBt ToXHnueckC NOdepKNN pOni3BOJntBn. B HeKOTobix clyuaay 3TO KoppeKTpyUoee deIcTBne MoKet 6bITb DOCTaTOHPOcTbIM, HAnpImep 3aEmJe H3eKTPnueckO cnEHN. B DpyrIX cIyuaa Bo3MOKHO NoTppe6ByeTc Co3DAHne 3JIeKTPOMaHTNHToR OKePAHa BOKpy IcTOCHNkA TOKA IN BCEI DeTAlIN NytEM MOHTIPoBaHH bXoDhBx fIObTPOB. B IIObOM cIyuae 3JIeKTPOMaHTNHtBie I3JIyueHn IOnJXHb I6bITb UMeHbSeHb TAK, YTObO h ON 60bIbe He COZdaBAN NOMEX.
UeHka 30Hbpe3KN
Ipeep yctahOBKO oobpyoBaHnry dYROB pe3kn noJIb3OBeTb doJXeH OueHtB BO3MOXHhE 3JIeKTPOMarHHTbIe np6JIembl, KOtOpBle Mory B03HNKHyTB B OKpyXaIOUe cpe. CneDyIOUne MOMHeTb IOnJHbI 6bITb PpHHrTb BO BHIMAHHe:
a) HauHne Ha, nOu nn pRdOM C o6OpDyOBaHNem Dn yroBOn pe3Kn, dpynx Ka6ene NHTAHN, ynpabNeHn, cHann3aun n TenefoHa;
b) npneMHnKn n nepeDaTnKn paDn o TeJeBnDeHn;
c) KOMIbIOTePOB IN dpyrNX yCTpOINCTB ynpaBHeHnra;
d) 606pydoBaHne dIg 6e3oNaChocTn, Hapmep, 3aunTa npmbiIeHHoro 606pydoBaHnra;
e) 3dopobbe haxoiaxxcn no-6nn3octn nIOe, Hanpimep, nCnoIb3yIOux KApDIOCTMnyTApOpBn yCTponCTBa OT rIyXOTb;
f) INCTpymEnT, INCNoB3yEmbI JnKaJIb6PobkN nnN 3MepeHnra;
g) NOMEXOYCTOHNBOCTb Dpyrro 06opyDObAHn, HaxoJureoc no6n30ctn.
Ib30BATEbdoJKeH y6eHTBCB TOM, YTO BCE annapaBtB NOMEeHn COBMeCTmbl Dpyr C pyrom. 3TO MOKET nOTpe6oBaTb co6IOJeHHaONHITeBhIX MEP 3auNTbI:
h) onpeeneHHoe BpeMnH, KOrda CbapKa nn Dpyrne pa6oTb MoXHO 6yTeB bInonHHTb.
Pa3mepb paaccmatpmbaem0 30hB cBAPK 3abucrt OT ctpkTpybI 3daHn I npyHX pa6OT, KOtOble B HEm npoBoaTcR. Paccmatpmbaemar 30Ha moKet npoctnapbcra 3a npedelb pa3meueny yctahOBKn.
OueHka yCTaHOBKn IJIpe3KN
POMIMO OueHKI 30HbI, oueKa annapaTOB DyROBO pe3KMOKET NOMOH opeDenTb IN peWHTcUYAH 3NeKTpOMAHNTbIX nomEx. OueHKa H3nyEHn IOnJKA yuHtBaTb N3MepeHn B YCNOBnX 3KnYaTaUN, KAK 3To Yka3aHO B CtaTbe 10 CISPR 11. N3MepeHn B YcIOBnX 3KnYaTaUN MOrTy TAKKe IO3BOINbIPOITBePdINTb 3ΦΦeKTHBHOCTb ME NO CMrueHIO BO3DeICTBnR.
PEKOMEHDAUINI NO METOADNIKE CHNXEHHN 3JIeKTPOMAHHTHO N3JIyueHHN
a. 06eCTBeHHa CNTema nHTAHn: annapat DyrBOy pe3Kn HxHNO NOKNIOHTB K O buctbeHHo CeTn nTahn, cneYr peKOMHeaIaNm npOn3BOInTeB. B Cnyae Bo3NKHOBEHn NOMex BO3MOXHO 6yET Heo6xOIMO pInHrTa DOnONHtEhBbIe PpDpypeINTeBbIe Mepb, TaKne kФJIbTpaUNOOBCTBEHNO CTcTeMb IITAHN. Bo3MOXHO 3auNTB tHyp NPTAHN aannpata C nmoUbIO 3kpaHn3NpyuOeI ONETK, IIN60 noXoKIM npCnOCobEnHem (B Cnyae eCNn annapat DyrBOy pe3Kn NoCToRHO haxOHTcHa OnpEeHNHom paOouem MeTe). Heo6xOIMO o6ecntHbJNeKTPnuCeckyo HENpepbIBHOCT 3KpaHn3NpyuOeI ONETK NOBHe H. Heo6xOIMO nOedcoEINHTB 3kpaHn3NpyuOuKO ONETKY K nCTOHNky TOKA dIg o6ceueHn XopoWero 3JeKTPnuCecko RONTAKa MExdy MOpom KOPNYCOM nCTOHNkA TOKA.
b. Texo6cnykbahe annapata dyrobo pe3kn: annapat dyrobo pe3kn Heo6xodnmo nepnoiuneckn 6cnykBaT corlacho pekomehaunm npoin3BODntenr. Heo6xodnmo, YTO6bI BCEOCTynl, IIOKIN oTKDlbAouicneca TaCtN KOPNyCa 6blN 3akpbTbN npaBnBHO 3akpenHeH, KOJda annapat dyrobo pe3kn r080 K pa6ote nn HaxoDTc B pa6oohm coctOHN. Heo6xodnmo, 706bI annapat dyrobo pe3kn He bpepeanah kAKIM 6bl To N6blNo 06p0a3n, 3a NKJIUeOHMeH AchtPoE, yka3aHHbX B pKOBODNTe B pOHTCHn, cNeyET OTPerynnipobatb n 6cnykBaTb NCKPOBn PpOEmkyTOK dYrN UCTPOeTB NODKInra n CTa6NJin3aUNd yrN B COOTBeTCTBN C peKOMeHaauuMnpOn3BODntenr.
c.CnnoBbIe Ka6en:Ka6en DOnKhbl 6bTb KaMKHO KopoHe NOMeHbI pyr prdOM c dpYrom B6n3n OT nOla nn Ha noy.
d. 3KBNIOTeHnIbIbIe CoeHNHeHn: Heo6xOIMo ObcneuHTb CoeHNHeHne BcEx MeTaNluecknx IpEaMeTob OKpyKaIOe 30hbl. Te H MeHee, MeTaNluecknx IpEaMeTbI, CoeHNHeHbIe C paOohey DeTaIbIO yBEnUHBAOT pNCK dIra NOLb3OBaTeJIy Udapa 3NeKTpueckm TOKOM, ECNI OH ODNHOpeHHO KOCHeTcR 3TNX MeTaNluecknx IpEaMeTob I3NeKTpOJa. OepaTop dONKeH 6bITb I3OnIpObaH OH TaKx MeTaNluecknx IpEaMeTob.
e.3a3emnne H e TaH: B cnyae, ecn detaB He 3a3emnHa no coo6paKeHHm 3neKtpueckO 6e0nacHO t IN B CNY cbNX pa3mepoB I CBOero paONIOXeHnI, KAK, HanpImep, B cnyae Kopyca cyHa n nn MetanlNOCHpykUIN PpOMbUHHeHORO oBekTA, To COeHNHeH MeTANI C 3emNe, MoKET B HEKOTOpBx CnyAax, HO He CNTeMaTHnCKC, COKpaTntb bbl6pcb. HeO6xoIMMo N36eRaTb 3a3emNHe DTeAen, KOtOpBie MOrIb 6by YBEInuHTb I nIPOIb3OBaTeEN pCKN paHEn Hnn Jne NOpeNTb dpYrNE 3neKTPOyCTAHOBKn. Pn HADo6HcTn, CJeDyET HapPMyIO NODcoEHNHTb DeTaN K 3Em, Ho B HEKOTOpBx CTpaH, KOTOpBie HpapeWAtOP nprrmoe NODcoEHNHe, erO HxKHO CDeJaTb C NMOUBo NDOxOJraero KOHdEHCATopa, Bbl6paHnHO B 3abNCMocTN OT HaUNHOhBO Horo 3aKOHOdaTeJIbCTBa.
f. 3aunnta n 3kpann3npoua onnletka: Bb6opohna 3aunta n 3kpann3npoua onnletka dpyrnx kabeen n o6opyoobanra, haxoduaxca B 6bn3nekaam paooem yactke, nOMOKET orpaHnHTb npo6nmbi, CB83aHbIe C nomexamn. 3aunta Bce CBAPoOH 30hbl MOKET paccMaTPBtBCA B HEKOTOpbix OC6bIX clyyax.
TPAHCIOPTHPOBKA IN TPAH3NT NCTOCHNKA CBAPOHORO TOKAK

Cbepy hctouhka toka ecb pyka dIra TpaHcnpTnPOBKn, no3BOJHOaJnepeHocHT b annapat. ByTe BHNMaTeNbHbI: He HeooueHHBaIte Bec annapata. PykoRTKa He moKet 6bIt NcNoJIb3ObHa dIra cTpONOBKn.
He noIb3yTEcB ka6eIaMn IINr ropEIKoN IINr IpeHocA nCTOuHnKa TOkA.Ero moXHO nepeHOCNTb TOnbKO B BePTNKaJIbHOM NOIOKeHH. He nepeHOCNTb nCTOuHnK TOKa HAD IIObMn IINr PpeMetAm.
YCTAHOBKA ANIAPATA
- NoctabbTe NCTOuHnK TOKa pe3Kn Ha non, MaKcMaJIbHbI HaKIOH KOtOporo 10°.
- PnpDyCMPTnTe DoCTaTOHNO 60IbIoo IPOCTPAHCTBO IIN XopoWero IPOBETPnBAHN NCTOHHKa TOKa IN DOCTyna K yypabNeHIO.
He nCnoIb3oBaTb B cpeDe coepkaue MeTaIInuYeckyIO PbIb-tnPoBODHnK. - NCTOCHIK TOKA pe3KN DOJXeH 6bITb YKpbIT OT pOJIINBHOrO DoXJa Hc CTOrTb Ha COJHue.
- 060pyoBaHne IMeET 3aunTy IP23, yTo 03NaHaet
-3auntyOTnonadHnBOnachbte30hTBePbIXTeINaMeTpOM≥12,5MMn - 3aunty npotnb kaneb doxkra, hapabneHHbIX noj yrnom 60% OTHOCHTeBHO BepTKaJI.
3To 6OpdyoBaHne MoKet 6bIb NcNoJIb3OBAHO BHe NOMESeHn COOTBeTCTBENHO KlaCCy 3aunTp IP23.
UHyp nHTaHn, ydInHHTeB n Ka6eB pe3Kn DoJIKhbl NOIHOCTbO pa3MOtaHb BO n36exaHne neperpeBa.

IpoH3BODHTeH He HecET OTBETCTBEHHOCTH OTHOCHTeHbHO yuepe6a, HHeceHHOro Iuucam nn npedmetam, n3-3a HenpaBnIbHorO nOnachoro NcNoIb3OBaHNr 3TOrO 6OpdyobAHn.
OBCJNYKINBAHNE / COBETbl


OTKIOUHTTE NITAHNE, BbIeDPHyB BnIKy I3 PO3ETKN, IN NOOJKNTe 2 MNHyTb Ipeed TEM, KAK pNCTyTNtB K Texo6ClyKBAHIO. BHyTPn annapata BbICOKne I ONaChble HapraKeHne I TOK.
Texnueckoe 6cbnykBaHne doJxHo npOn3BodntbCra Tolbko KBaHnHnIupoBaHHbIM cneuaJIInCTom. Cobetyetc npOBODtbe ExeroDHO tex6cbnykBaHne.
1- yxog 3a BO3dyHbIM fNJIbTpOM:
- Heo6xOIMO nepnoDnueckn OunuTaB BO3dyuHbIy IuNbTp.ДЯ 3TOrO, ydepxNbaIte opaHKeByIO KhoNky nOd fHJIbTpOM.
-
Pa360pka :
-
OToCoeDInHnTe nOaUy BO3dyxa.
-Bo3bMNTecb 3a pe3epByap, HaxMMITE Ha 3aueIky I NOBepHITe pe3epByap BNeBO Ha 45^
-NotaHHTpe3epByap BHN3 NOTCTaBtBe BCTOPHY.
-Фильтуpoшая часы белого уета,очишие си пл замениш сспн Heo6xOdmo (apt. 039735).
2-PepnoaueckoeTexnueckoe 06cnykBaHne:
- Perylraho OTKpbAite annapat n npOyBaIte ero, yTo6bI ouHCTnTb OT nbHIN. Heo6xOIMO TAKKe npOBepaBt Bce 3NeKtpueckne coEiHHeNc nnoo2bIOJInpOBAHHORIOHCTpyMeHTA. IpOBepka dOnkHa ocUeCTBnTBcKBAJIINmPPOBAHHbIM CneuaJIACrOM.
- Perynphno npobepa te coctoHne uhypa nHTAHy. Ecnu hynp nHTAHy noBpeXdeH, OH dONKeH 6bIb 3aMeHn pOn3BODnteM, erO cepBnchoi
Cnyk60I INKBAIIINHUPOBAHbIM CNEUaJIncTOM BO N36eJahHe ONACHOCTN. - He 3acloHnTe BeHTnIaHNoHHbIe OTBepCTBa IJr oBnErHeN rKpyLm B03dyxa.
- Y6eHNTecb, yTO KOpNc rOpEnKHe NoBpeXdE: HET Hn TpeuHn He3aunueHHbIX npoBOOB.
- PpOBepeTe, YTO paCXoHNKn npaBnIbHO yCTaHOBneHbN He CImuKOM 3HOWeHbI.
YCTAHOBKA IN IPNHUNI DEJCTBNA
ToIbKO OIbTHBn I yIOnHOMOeHHb n pOn3BOaNTeMe CneuaJIcT MoXe tocuueCTBJIaTb yCTaHOBky. Bo BpeM yCTaHOBKn y6eInTeCb, qTO hctouHk OTKIOUHeH OT cETn.
B HABOPE NOCTABJYOTCA
| CUTTER 70 CT Ref. 013636 Ref. | 013841 | |
| 6 m | - | ✓ |
| 4 m - 10 mm² | ✓ | ✓ |
| начальный komплижт | - | ✓ |
| П海内外 матOMICКУ COЕДНИЕСHA | ✓ 8 mm + 10 mm 8 mm | ✓ + 10 mm |
AKeceCyapbI, NoCTaBJIeMble C IcTOUHnKOM, Heo6XoJIMIO NcIOJIb3OBA Tb NCKIQUHTeJIbHO C 3TNM aINAPA TOM.
ONICAHNE ANIAPATA (FIG.1)
Cutter 70T - 3TO Tpexpa3Hb INCTOuHnK TOKa Pna3MeHHo pe3Kn nCTPOXKn, NO3BOJIAOuN:
pe3ky BCEx TINOB MetaTnA
- CTPOKKBy BCex MeTaNIOB
3TN 06a MeToDA Tpe6yIOT HcNolb3OBAHHe COOTBeTCTByIOxIN paCXOHNbIX KOMIIeKTyIOxIN, a TAKKe CKaTOrO Bo3Dyxa Nn a3Ota.
1- INTepefeic YeNoBek/MaunHa 6- IHyp nTaHn
2-KOHHeKToP ropeKn Pna3MeHHo pe3Kn 7-ΦnIbTp
3-KoJecnko perynipOBKn DaBHeHna Bo3dyxa 8- NepeKIOuOaTeB BKJI/BblKI
4-Γhe3do pa3bema 3axkima Maccbi 9-MecTo nIe IINHEBMATueckoro pa3bema
5-Pyika 10-OTcEKIJIYCTAHOBKNKOMPJIeKtAUPY(ONZI,apr.039988)
HHTEPΦEIC YEJIOBEK-MAUINHA (IHM) (FIG-2)
1- UNHINKAtoP TepMo3aunTb7-
2- INHdikatop 《OCTaHOBKIN B CBA3N C DeIcTBIAm C rOpelko》
3- INHdkatop Hapyuhenia HopmaIbHoro yHKUHOHPOBaHHa
4- INdikatop pe3KN cnloohn 3aorTOBkn
5-Khonka BbIbopapekima
6- INHdkaToppe3KnCnloWHO3arOBoKc6IOKnpOBKO Tprrepa dna npodonkntelbHO pe3Kn
HnDkaTpe3Kn peewetauTo 3arotOBKn C BO3o6HOBHeHnEM dExkpHoN dytn
8- IToTeHcIOMeTp HAcTpoKn CBapOHHo TOKa
9- ⅢkaJIbHbI INdNkaTOp daBHeHHa
10- INHdkaTOp «HeOCTaTOUHoe DaBneHne»
11-KhONKa TeTnPOBaHnI n perynIpOBKn daBHeNn BO3dyxa
12-Индкатор "идт Тсгповане ВОзduшого давлия"
3JEKTPONITAHNE / BKJIIOUYEHNE
- Annapat Noctabnaetc BnKoT pexpa3HOrO nTahnra 5 noIocob (3 pa3b+ HneBo npOBd + 3aHTbB npOBDAHK) Tnna EN 60309-1. OH nTaetc OT pexpa3HOn 3eKtpueckOn yCTAHOBKn 400B (50-60 Tc) C 3A3EMJIHEHEm. 3TO o6OpydoBaHne MoXHO nOdkNoaTb TOnbKO K Tpexpa3HOMy nTahnIO CteTbIPbM npOBdAmN C 3a3emHeHHm HnyebbIM npOBDoM.
- ΕΦΦeKTHBHOE 3HauHHe NOTpe6IeMOrO ToKa (1Ieff) dIy IcN0JIb3OBAHnI npI MaKcIMaJIbHbIX ycIOBnX yKa3AHO Ha IcTOHnke ToKa. IpoBepbTe YTO nHTAHne I erO 3aunTbI (PNaBkIn PnpEOxpaHntB n/WnI npepbBaTeNb) COBMeCTHMbl C TOKOM, Heo6xoJIMbIM Ira pa60tbl annapata. B HeKOTopbIX CTpaHax Bo3MOXHO IOHaIO6bITc IomeHrB BnIKy dIy IcN0JIb3OBAHnI npI MaKcIMaJIbHbIX ycIOBnX. IpoIb3OBAteNb DoJIKeH ObecneuHb DoCTyn K BnJIke.
- NCTOCHIK TOKI npedHa3NaueHdIpa6oTbI npn 3eKtpuecckOM hapxkeHH 400B +/ - 15%. B nctOchHK ecpa6aTBbaet 3aunTa, ecn HapxkeHne nHTAHN HKe 340Veff nn BBie 460Veff (ha dncnnee noRbITcKa oOn6Kn).
- 3aIyck pIOn3BODITcra NobopoTOM nepeKIOUaTeJIa BkI/BbIKI (FIG 1 - 8) Ha IonoJKeHne I n, HAO6oPoT, OCTaHOBka npOn3BOIDITcra NobopoTOM ha IonoJKeHne O.
BHMHHe! HkOrda He OTKIOUaHTe NHTAHne, KOrda annapat noHarpy3KoN.
IOKJIIOUHNEK3JEKTKPOREHEPATOPY
3TOT annapat moket pa60taB OT 3IeKtporehepatopoB npu yCIOBn, YTO BCNOMoTaIbHaR MoUHcTB OTBeaet CNeyHOUM Tpe6OBAHNM :
- HanpajkeHne dOJxHo 6bIb nepemehHbIM c3ofoekTnBbIM 3HaueHHeM 400Vac ±15%, nC nIKOBbIM HapjKeHHeM HJKe 700B,
- Yactota doJnxHa 6bItb 50 - 60 T.
OueHbaxno npOBepntb 3Tu yCIOBn, TK MHOne 3NeKtporehepatoBbYdaOT NIKn HapJxKeHH, KOtOpBE MOrT nobpeDnT b annapaTb.
NCNoJIb3OBAHNE YdJIHHHTeJIa
YdHHTeIyDOLXHb IMMeTb pa3Mep I ceeyHbe COOTBeTCTBn C HAnpJxKeHNem annapaTa.
NcnoIb3yIne YdNHHTeIb, OTBeauOuH HopMaBaew CTpaHbI.
PYHAR PE3KA OT KPAR TEJALN:
1 Pocne 3akpenenna MaccbHa TaIb DeTaNepKnTe NdooBy ropeKn nepEnknyrphno (90^) Kpao deTaN.
Haxmte Ha Tprrrep ropeiKn Ina nOxKra dyu Do Tex nop, noka 3Ta Dya He HauHET npopeaTb Detanb.
Kak tonbko deTal npope3aHa, cnerka npotaunte no doowby no deTALn npoDolkeHnpe3a. CtapaiTeCb depKaTaPb paBHomepHb pTNM.
HAUYAOPE3KN CINIOHOH 3AOTOBKU:
1 Pocne 3akpenenma CbHa deTalb depknte ropeky noD yrnom npMepno 30^ K Detan.

HaXMMTe Ha TpHrRe pOeKn DnI NaNoJxNra DyRn, NpOoNka YpeKuBaTb HAKIOH (30°) OTHOCHTeJIbHO DeTaN. MeDNeHNO NoBepHNTe rOpEKNy B nepneHnKUyA npOKeHne (90°).

OCTAHOBHTe rOpENKy, npoDJIkaHaxMaTb Ha TpNrrep. EcIN NCKpbBbIXOaTn3- NOd detaI, To dyra npoxrna Metann.
Kak Tolbko deTalb npope3aHa, cnerka npotaunTe nooowBy no deTALn dno pdoJXeHnpe3a. CtapaTecb depKaTb paBHomepHbI pTNM.
CTPOKKKA:
Iocne 3akpenHeMa MacbHa DeTaNb DepKInTe RopeKy NOy yrnom Okono 45^ K
1 Tn, yepkNBA npn 30m CnueNaBHyIO NOOwBy dNra CTPOKKHa paacctoHnn
PnpMepHO 2 MM OT DeTaNn neped Tem, KaK HauaTb NpDxNt.

HaXMMTe Ha Tprrrep ropeKn Dnna noJxNra dYrnn, npdoJnxKa ydePknBaTb HaKIOH (45°) OTHOCHTeBHO DetaIIN NO Mepe npOHKnHOBeHn B KaHABky.

HanpaBnIe nna3MeHHyIO dyry Tyda, rde BbXoTne Co3daTb KaHABky. DePknTe 3 MInHMaJIbHOe pacCTOarHne MeKdy NDoOWBor ropEnKn u pacnNaBHeHHbIM MetaJILOM BO n36ExKaHne cOKpaTNTb cpoK cnYk6bl paXoDnHaKa nn NobpeDnTB ropEnKy.

ПОФИЛКAHABКИ
Bb mokeTe MeHrTb npoHnIb KaHaBKn, MeHra CKOpOCTb DnNKeHnropeKn no DeTaJI, pacCToHnE ropeKnA-TeTaNb, yrOJ HAcJIOna rOpeKN n Tok Ha BbIXOe NCTOCHNk TOKa.
I3MEHEHNE IPOΦNJIKAHABKN
DIT APPARAAT WORDT GELEVERD MET
| CUTTER 70 CT Ref. 013636 Ref. | 013841 | |
| 6 m | - | ✓ |
| 4 m - 10 mm² | ✓ | ✓ |
| Starter set | - | ✓ |
| pneumatische fittingen | ✓ 8 mm + 10 mm 8 mm | ✓ + 10 mm |




