Cutter 70 CT - Krajalnica GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Cutter 70 CT GYS w formacie PDF.
Pytania użytkowników dotyczące Cutter 70 CT GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Krajalnica w formacie PDF za darmo! Znajdź swoją instrukcję Cutter 70 CT - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Cutter 70 CT marki GYS.
INSTRUKCJA OBSŁUGI Cutter 70 CT GYS
Trojfazowa przechinarka plazmowa
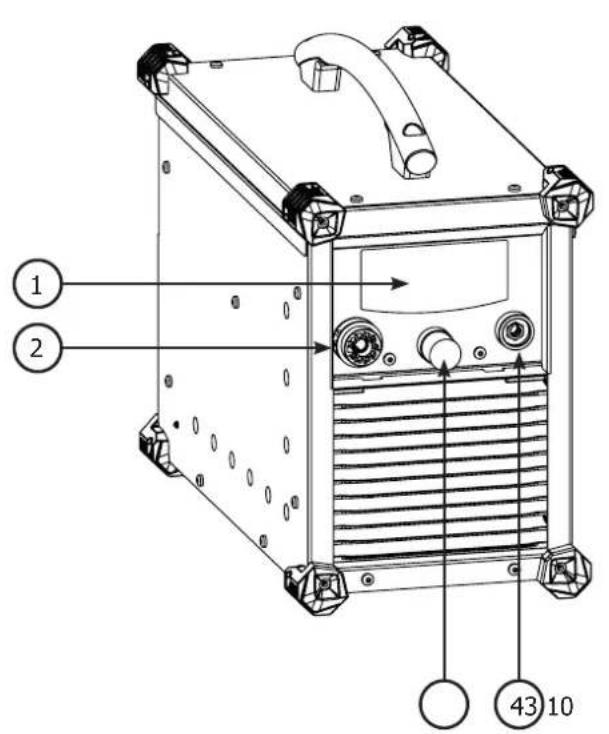
FIG-1
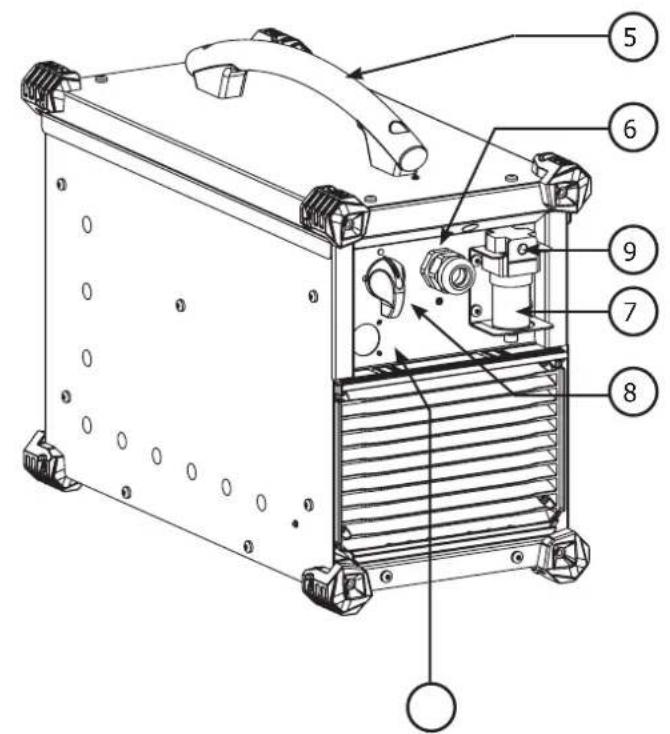
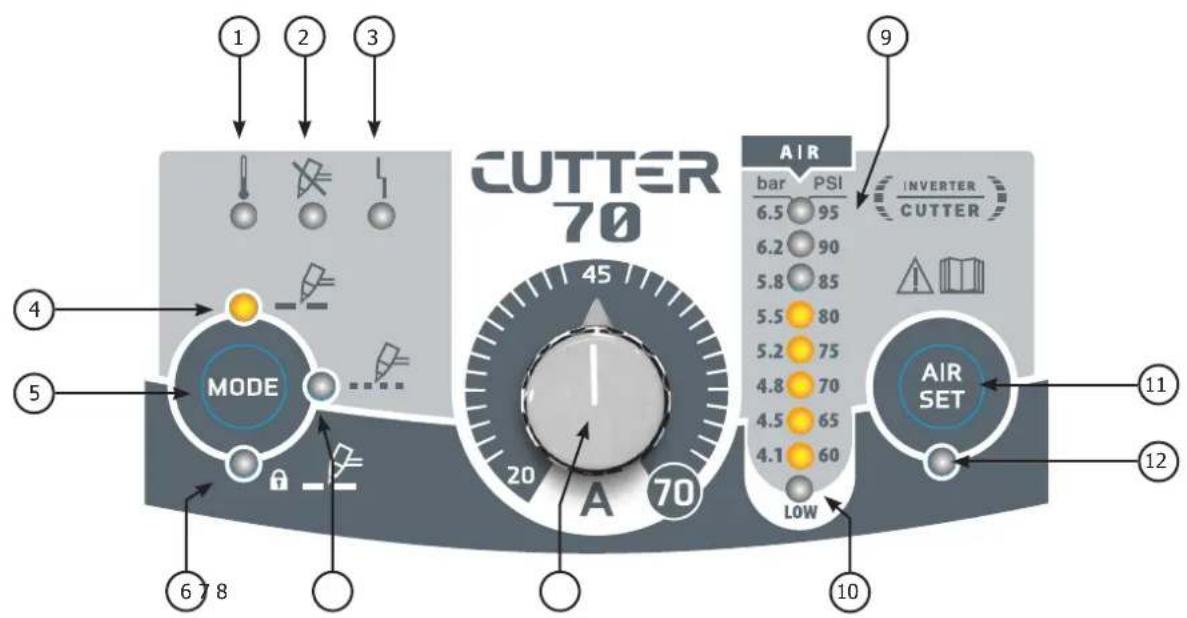
FIG-2
INSTRUCTIONS DE SECURITE
CONSIGNE GÉNÉRALE

Uwaga! Przed Rozpoczeciem eksploataci urzadzenia sąwy uwaznie przyczycytać niniejsza instrukcje obshugi.
Nie nalezy podejmownik zadnych modyfikacji będz prac konserwacyjnych, które nie zostały wymi-nione w instrukcji.
Producent nie ponosi odpowiedzialnosci za jakiekolwiek obrazenia ciała lub szkody materialne spowodowane uzytkowaniem niedgodnym z trescij niniejszej instrukcji.
W przypadku jakichkolwiek wąpliwość sądz Problemów sąsz wykalifikowano w celu poprawnej instalacji urzadzenia.
OTOCZENIE
Urzadzenie przyznaczone jest wyłączne do spawania w granichach wskazanych na tabliczce znamionowej i/lub w instrukcji. Naleź przystręgać dyrektyw dotycznych bezpieczność. W przypadku niewościwo go lub niebepiecznégo uzycia produktu producent nie ponosi odpowiedzialnosci.
Stanowisko powinno byc uzywane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji zracych. W trakcie uzytkowania nalezy zapewnic odpowiedni przyphywgowietra.
Zakres temperatur:
Uzytkowanie od -10 do +40^ (od +14 do + 104°F).
Przechowywanie pomiedzy -20 a +55°C (-4 a 131°F).
Wilgotnoscgowietra:
Mniejsza lub rowna 50% w temperaturze 40^ (104^)
Mniejsza lub rowna 90% w temperaturze 20^ (68^)
Poziom:
Do 1000 m n.p.m. (3280 stop).
OCHRONA SIEBIE I INNYCH
Spawanie Łukowe sąbć niebeźpieczne i doprowadzć do powaznych obrażen, a nawet smierci.
Spawanie nara za osoby na promieniowanie niebezpiecznego zrodla ciepla, promieniowanie swietline luku, pole elektramagnetyczne (uwaga dla odob posiadajcych Rozrusznik serca), porazenia pradem elektrycznym, halas i emisje zanieczyszczene gazowych.
W celu ochry siebie i innych nalezy przystrzegac nastepujczych srodkow ostroznosci:

Aby zabepieczy sie przy odzież ochronna, zakrywajca cie ciało, bez mankietów, izolujca i ognoodporn.

Nalezy zawsze pamietac o uzciu odpowiednich rekawic zapewniajacych izolacje elektryczna i termiczna.

Nalezy stosowac odpowiednia ochrone spawalnicza lub przybice zapewniajca wystarczajcy poziom ochry (w zaleznosci od aplicaksi). Nalezy chronie oczy podczas wzystkich etapow czyszczenia. Szka kontaktowe są szczeugnlnie zabronione.

Czsem konieczne jest ograniczenia obszaru za pomocza zaslon ogniodpornych, aby chronico obszar spawania przy promieniami luku, wytryskami i odpadami radioaktywnymi.
Nalezy poinformowac osoby znajdujace sie w strefie spawania, aby nie patrzyfy ani na tuk spawalniczy, ani na spawane czeci oraz aby nosity odpowiednia odzież ochronna.
Nalezy uzywać sluchawek chroniących przychod hałasem, jestli proces spawania osiagnie poziom dzwieku powyzej limitu.
Nalezy trzymac rece, wosy i ubrania z daleka od czeci ruchomych (wentylatorow), rak, wosów, ubran.
Gdy zasilanie spawania jest pod napieciem, nigdy nie nalezy zdejmować obudowy zabezmiejciej.agregat. W rzie wypadku, producent nie jest pociagniety do odpowiedzialnosci.

Czeci, ktoe zostaly przyspawane, sa gorace i moga spowodac poparzenia przy ich uzytkowani. Aby prerprowadzi konserwaje palnika, upewnij sie, ze wystygl on wystarcajco odczekaj co najmiej 10 minut przyrozpieciem. Urzadzenia chchodzce musi byc waczzone podczas uzywnia palnika chlodzonego woda, aby ciecz nie spowodowa poparzen.
Uwaga! Wazne jest, aby zabezpieczyc.),不错 sce pracy prercedlol opuszczeniem w celu ochry ludzi i mienia.
OPARY I GAZY POWSTAJACE PODCZAS CIECIA

Dmy, gazy i pyly emitowane podczas spawania są niebezpieczn da zdrowia. Nalezy zapewnic odpowiednia wentylacje, wlot powietra jest czasem konieczny. Maska zeŚwiezym powietrzemMZebyc robym rozwiazaniem w przypadku; gdy wentylacja nie wystarcza.
Nalezy sprawdzić,czy sssanie jest skuteczne poprzej kontrole wzgludem norm bezpieczeni sta.
Uwaga! Spawanie w malym pomieszczeniu wymaga nadzoru z bezpiecznej odlegosci. Ponadto spawanie niktorych materialow, takich jak ołow, kadm, cynk, rtc lub beryl, moze byc szcegolnie szkodliwe, naezy wiec odtlusci czeci przyd ich spawianem. Butle naezy przechowyac w otwartych lub dobrze wentylowanych pomieszczeniach. Musza one byc w pozycj pionowej i utrzmywane na wsporniku lub na wozku. Spawanie w povlizu smarow lub farb jest zabronione.
RZYKO POZARU I WYBUCHU

Nalezy calkowicie chronie obszar spawania, materiały lwtwopalne muszby oddalone o minimum 11 metrow. Wyposazenia przyciwpozarowe musi znajdowa sc w_CITY operaci spawalniczych.
Nalezy uwazac na Rozpryski iiskry, nawet przyzeknia. Moze to byc zrodlem ognia lub wybuchu.
Osoby, materiały latwopalne i povemniki znajduje sie pod ciśnieniem nalezy trzymać w bezpiecznej odlegosci.
Nalezy unikać spawania w zamkiptych pojemnikach lub urach, a jesti są obwarte, nalezy je opróznic z wszelkich materialów latwopalnych lub wybuchowych (olej, paliwo, gaz...).
Operace szifowania nie powinny byc zwrocone w kierunku zrodla pradu spawaniaczy tez w kierunku materialow latwopalnych.
BEZPIECZENSTWO ELEKTRYCZE

Uzywana siec elektryczna zawsze musi miec uziemienie. Naleź uzywać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prȩdem要去źródlem powazné bezpośredniego lub pośredniego, a nawet smiertelné wypadku.
Nigdy nie nalezy dotykać elementów bedęcych pod napiȩciem wewnątrz lub na zewnątrźódla zasilania (palniki, zaciski, kable, elektrady), poniewaz są one podłązone do obwodu spawania.
Przed otwarciem zrodla zasilania spawalnicego, urzadzenie nalezy odlaczyc od sieci i poczeka 2 minuty, aby wzystkie kondensatory sie Rozdowaly. Nie nalezy jegnoczesnie dotyka c palnika izacisku uziemiajaçego.
Ježeli kable lub palnik są uszkodzone, naleź pamietć, ze musi je wymieniać osoba wykwalifikowana. Przekraj kabla naleź dobrać odpowiednio do zastosowania. Zawsze uzywajSuchej, dobrej jakosci odziezy, aby odizolować sie od obwodu spawalniciego. Naleź nosić obuwie ochrone we wsztzikch mistręczne są zastosowe.
KLASYFIKACJA KOMPATYBILNOŚCI ELEKTROMAGNETYCZNEJ MATERIALU W EMC

Ten material klasy A nie jest przyznaczony do uzytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych mistręch moga wystepowej potencjalne trudnosci w zapewnieniu kompatybilnosci elektromagnetycznej, ze wźględu na zaburzenia przygodzenia, a sąze emitowane czestotliwość radiowe.

Sprzet ten nie spelnia wymogów normy IEC 61000-3-12 i jest przyznaczenia do podłuczania do prywatnych sieci niskiego napiecia podłocznych do publicnej sieci energetycznej tylko na poziomie sredniego i wysokiego napiecia. W przypadku podłoczenia do sieci publicnej zasilania o niskim napieciu odpowiedzialnoscia instalatora lub uzytkownikajest upewnienie sie, ze urzadzenie要去 zostć podlaczzone. W tym celu, naleź skontatkowa są z operatorem sieci dystrybucjnej.
To urzadzenie jest zgodne z norma IEC 61000-3-11.
EMISJE ELEKTROMAGNETYCZNE

Prad elektryczny przechodźcy przy jakolwiek przewodnik wytwarza zlokwalizowej pola elektryczne i magnetyczne (EMF). Prad tnocy wytwarza pole elektromagnetyczne wokóf obwodu tnęcego i urzadzenia tnęcego.
Pola elektromagnetyczne EMF moga zlokac dzialanie nietkorych implantow medycznych, takich jak Rozruszniki serca. Dla osob z implantami medycznymi musza zostac podjete srodki ochonne. Na przyklad, agraniczenia dostepu dla osob przechodzych lub indywidualna ocena ryzyka dla spawczy.
Spawacze powinn postepowac zgodnie z ponizszymi instrukcjami, aby zminimalizowac ekspozycje na dzialanie pol elektromagnetycznych z obwodu spawania:
- ulozyć kable spawalnicze razem - w miareMZlwość zamocowej je za pomoczą zacisku;
- ustawic sie (tulów i glowe) jak najdalej od obwodu zgrzewania;
- nigdy nie owijać przyzewodów spawalniczych wokófciała;
- nie umieszczaccia pombiedzy kablami spawalniczymi. Trzymac oba kable po jederstronie ciala;
- podłaczyc zacisk uziemiazy jak najblizej spawanego obszaru;
- nie pracowac zbyt blisko, nie pochylac sie i ni siadać na spawarce;
- nie spawać podczas transportu przycenarki.

Zaleca sie, aby osoby noszace rozruszniki serca skonsultowa sy z lekarzem przyrozpiecem uzytkowania unto urzadzenia. Narazenia na dzialania pol elektromagnetycznych podczas spawania moga miec innate skutki, konsekwencje zdrowotne, ktore nie są jestzsche znane.
ZALECENIA DOTYCZACE OCENY OBSZARU I OBIEKTU DO CIECIA
Informacja ogólne
Uzytkownik jest odpowiedzialny za instalacja i uzytkOWanie sprawtu do spawania Iukowego zgodnie z instrukcja producTA. W przypadku wykrycia zaklocen elektramagnetycznych rola uzytkownika sprawtu do spawania Iukowego jest Rozwiagania sytuacji z pomoca technicznau producTA. W nietórch przypadkach to dzialanie zapobiegawce moze sprawadzac sie do czegoštak prostego, jak uziemienie obwodu sprawania. W innych przypadkach maybe konieczne skonstruwanie ostony elektramagnetycznej wokot zrodla pradu sprawania i calgo elementu z zamocOWIem filtrwo wejsciowych. We wsystkich przypadkach, jaburzenia elektramagnetyczne musza byc zminimalizowane, aż prestanbyc klopotiwe.
Ewaluacia obszaru ciecia
Przed zainstalowaniem spreetu do spawania lukowo, uzytkownik powinien oceni potencjalne problemy elektromagnetyczne w otaczajcym go obszarze. Nalezy wzią pod uwage nastepujace elementy:
a) obecnośc (powyzej, ponizej i obok spawarki Łukowej) innych kabli energetycznych, sterowania i Telefonicznych;
b) nadajniki i odiorniki telewizyjne;
c) komputery inny sprzet;
d) urzadzenia krytyczne dla bezpiecznestwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczentwo osob przywajcych w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami sluchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urzadzen, ktore znajduja sie na tym samym obszarze.
Operator musi upewnic sie, ze urzadzenia i sprezt uzywane na tym samym obszarze sa ze soba kompatybilne. Moze to wiazac sie z dodatkowymi srodkami ostroznosci;
h)pora dnia podczas spawania lub wykonywania innych wymaganych czynnosci.
Nalezy wzić pod uwage weltosć strefy otoczenia, zalezną od struktury budynku i innych prac, krème major są tam odbywac. Ta strefa otoczenia są wykraczać poza granice instalacji.
Ewaluacja instalacji cięcia
Oprocz oceny obszaru spawalniczego ocena systemów spawania tukowego boe wykorzystana do identifikacji i rozwiazania roznych przypadkow zaklocen. Wskazane jest, zeby ocena emisi obejmowa pomiary na mistrscu, jak okreslono wartykule 10 CISPR 11. Pomiary na mistrscu moga rownie pomoc potwierdzi skutecznosc srodkow ograniczajczych.
ZALECENIA DOTYCZACE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNYCH
a. Publiczna siec zasilania: Wskazane jest podlaczenie uradzen spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku wystepowania zaklocen maybe kocieczne podjecie dodatkowych srodkow zapobiegawczyh, takich jak filtranien publiczne sieci zasilania. Wskazane jest przewidziec oslon kabla zasilajacego w przewodzie zainstalowanym na state, ktora bedzie z metalu lub innego odpowiednika materialu do spawania sukowo. Powinno sie rowniez zapewnic ciaglosc elektryczna oslony na calej jej dlugosci. Nalezy rownie połaczy ostone ze zrodlem prudu spawania w celu zapewnienia dobrego polaczenia elektryczneo poviedzy przewodem i obudowa zrodla produ spawania.
b. Konserwacja materiau cięcja lukowej: Sprzted do spawania lukowej wymaga rutynowej konserwacja wedle zalecen producenta. Wskazane jest, aby wzystkie现阶段a, drzwicze serwisowe i poukwybyt zamkniete i prawnidowo zablokowane, gdy urzadzenia do spawania lukowej jest wączone. Wskazane jest, aby sprzted do spawania lukowej nie byl w zaden spośobODYfikowy z wyajtkiem zmian i ustawien opisanych w instruktci oblsugiroducenta. W szȩgólność wskazane jest, aby urzadzenia rozruchowe dozujace stabilizacja luk boły regulowane konserwowane zgodnia z zaleceniami producenta.
c. Kable do cięcia: Kable te powinny byc jak najkrótsze, umieszczone jak najblüjej siebie i blisko ziemi lub calkowicie na podłodze.
d. Uziemienie ekwipotencjalne: Nalezy rozwaje polaczenia wzystkich przymiot metalowych w_CITY. Jednakiste metalowe przymiot podlączone do przymiotu obrabianego zwiększaja ryzyko porazenia elektrycznych, jesti operatior dotknie zarawno tych metalowych elementów, jak i elektrody. Wymagane jest odizolowanie operatora od takich metalowych przymiotów.
e. Uziemienie ciętego elementu: Jeźeli dana częc nie jest uziemiona – ze wźgli dow bezpiecznych elektrycznych lub ze wźgli du naje rozmiar i połozenia (co ma sącie w przypadku kadlubów statków lub metalowych konstrukturji budowanych) – uziemienie czȩci sąwo w niedorych prypadkach, aleNie w spośob systematyczny, obnić emisje. Zaleca są unikanie uziemenia czȩci, ktores mogłowby zwiększyc ryzyko obrzeni u zwytkowników lub uszkodzenia innego sprętetu elektrycznych. W razie potrzeby, polaczenia doziemne spawanej czȩci powinno byc wykonane bezposrednio, ale w niedorych krajach, gadzie to bezposrednie polaczeniaNie jest dozwolone, polaczenia powinno byc wykonane z uzyciem odpowiednio kondensatori i dobrane zgodnia z krajowymi przypisami. Naleź unika uziemiania czȩci, ktores mogłowby zwiększyc ryzyko zranienia uzytkownikia lub uszkodzenia innych urzadzen elektrycznych. Jesli to konieczne, walciwe jest polaczenia spawanej czȩci bezposrednio z uziemieniem, ale w niedorych krajach to polaczenia jest zabronione. W razie koniecznosci wykonac polaczenia uziemiazę za posrechnictwem odpowiednich kondensatorów zgodnych z przypisami krajowymi.
f. Ochrona i ekranowanie: Ochrona i selektwyne ekranowanie kabli, i urzadzen w okolicy moze tagodzić problemy zaklocen. Ochrona calego obszaru spawania要去 przwidziana do specialnych zastosowan.
TRANSPORTI PRZEJAZDW RAMACH ZRODLA BIEZACEGO CIECIA

Zrodlo pradu spawania jest wyposazone w dodatkowy uchwyt do przenoszenia w rku. Nie nalezy lekcewazyc为其 wagi. Uchwyt nie jest postrzegany jako czeci do podwieszenia.
Nie wolno uzywac kabli ani palnikow do przyemieszczania zrodla pradu spawalniczego. Musi ono byc przyemieszczane w pozycj pionowej. Nie nalezy umieszczac zrodla zasilania nad osobami lub przydetmiotami.
INSTALACJA MATERIAL
Umiecić zrodlo pradu spawania na podlodze, ktorej maksymalne nachylenie winosi 10^
Zapewnic wystarczajcstrefo chlodzenia zrodla prdu spawania i do latwego dostepu do panelu sterowania.
- Nie stosowac wŚrodkowsku, gdzie wystepuju pyły metali przewodźych.
- Zródlo prádu spawania musi byc chronione przydeszczem i nieMZebyc narazone na dzialanie promeni slonecznych.
- Urzadzenie posiada stopien ochrony IP23, co oznacza:
Zabezpieczenie przyd dostepem do niebezpiecznych czeci stały ch o srednicy ≥ 12,5 mm
- Ochrona przyd deszczem skierowana na 60% od pionu.
Material ten doit byc uzywany na zewnatrz, zgodnie z klasa ochry IP23.
Przewody zasilania, przydłuczace i przyzewody spawalicne musza byc czakowicie rozwiniète, aby zapobiec przyegrzaniu.

Producent nie ponosi zadnej odpowiedzialnosci za szkody wyrzadzone osobom i przydmiotom ze wzgledu na niewlasciwe i niebezmieczne wykorzystania unto materialu.
KONSERWACJA / PORADY


Odcja zasilanie, odaczajc wtyczke i odczekać dwie minuty przyd Rozpoczeciem prac y na urzadzeniu. Wewnatrz, napiecie i sila pradu sq wysocki i niebepezpieczne.
Konserwaczewy prębrowadzach wącne osoby z odpwiednimi kwalifikacja. Zalecana jest corocznak konserwacja.
1 - Konserwacja filtru powietrza:
- Konieczne jest okresowe oczyszczanie filtra powietra. Aby to zrobić, naciśnij i przytrzymaj pomarńczowy przycisk poniżej filtra.
- Demontaż:
- Ołączyc dopływgowietrza.
- Chwycic zbiornik, wcisnac zatrzaski obrcic zbiornik o 45^ w lewo.
- Pociagnij zbiornik w dól, aby ja wyjac.
Czeci filtra jest biala, nalezy ja wycyszic lub w razie potrzeby wymienic (nr kat. 039735).
2-Konserwacja okresowa:
- Regularnie zdjćPokrywę i ocściec z kurzu za pomocā pistoletu ze spreźonym powietrzem. Naleź przy tej okazji rowniesz zlecić wykwalifikowanemu spejalisce dysponujacemu odpowiednim sprezmEdwardzie spoćzenia elektrycznych.
- Regularnie sprawdzać stan techniczny przywodu zasilajćego. Jeźeli kabel zasilajć jest uszkodzony, musi on zostac wymieniony przy bezroducenta, seinen posprȩdazowy lub podobnie wykwalifikowaną osobe weluunikiecia zagrożenia.
- Nie naleź yzaslianiać otworów wentyliacyjnych urzadzenia, aby uławic cyrkulacjegowietrza.
- Sprawdz korpus palnika pod katem peknić i odstoniétrych przywodów.
- Sprawdź,czymaterialy eksploatacyyyne są dobrze zainstalowane iNie są zbyt zuzyte.
INSTALLACJA - FUNKCJONOWANIE URZADZENIA
Tylko dosiadzony i wykalifikowy przy bez producenta personel要去 przy preprowadzć instalacje. Podczas montazu naleź upewnić sie, ze generator jest odłuczony od sieci.
PRZEDMIOT DOSTARCZONY Z
| PRZECINARKA 70 CT Nr kat. 013636 Nr kat. 013841 | ||
| 6 m | - | ✓ |
| 4 m - 10 mm² | ✓ | ✓ |
| zestaw startowy | - | ✓ |
| ziączki pneumatyczne | ✓ 8 mm + 10 mm 8 mm | ✓ + 10 mm |
Akcesoria dostarczone z generatorem moga byc uzywane tylko z tym produktem.
OPIS STANOWISKA (RYS. 1)
CUTTER 70 CT jest trófazowym zródlém do cięcia plazmowej i zlobienia, uzmłwiwa:
-噤cie wszystkich metali
- złobienie na wszystkich metalach
Wszystkie trzy procesy wymagaja zastosowania odpowiednich materialow eksploatacynych oraz uzycia sprezonego powietra lub azotu.
1-Interfejs czlowiek maszyna 6-Kabelzasilania
2-Zlącze palnika plazmowego 7-Filtr
3-Pokretto regulaçci ciñenia 8-Wlącznik/wylącznik
4- Tuleja przyȩczeniowa zacisku uziemiazęcego
5-Uchwyt do przenoszenia 10-Wiaz montaizowy zestawu CNC (opcja, nr kat. 039988)
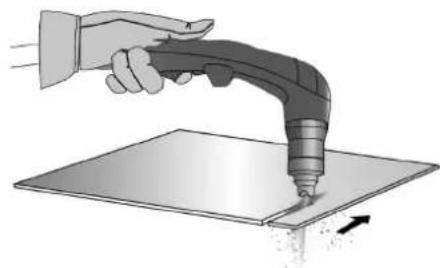
INTERFEJS CZŁOWIEK - MASZYNA (HMI) (RYS-2).
1- Wskaźnik ochry termicznej
7- Wskaznik otwartego cięcia z restartem luku pilotażowej
2- Wskaznik «zatrzymanie z powodu interwencji palnika»
8- Potencjometr do regulacci natazenia
3- Wskański zaklocen w normalnej pracy
9- Bar-graficzny wskaznik cisnienia
4-Wskaznik cięcía na pełnej blasze
10- Wskaznik «niedostateczne cijsnienie»
5- Przycisk wyboru trybu pracy
11- Przycisk kontrolny i regulacja cisznych powietrza
6- Solidny wskaznik cięcia blachy z blokada spustu do dlugich cięc
12- Wskaznik testu powietrza w toku
ZASILANIE / ROZRUCH
- Stacja dostarczana jest z 5-biegunowym gniazem trojfazowym (3P+N+PE) typu EN 60309-1. Zasilany jest z trojfazowej instalacji elektrycznej 400V (50-60 Hz) z uziemieniem. Urzadzenia to powinno byc uzywane wyłacznie w systemie zasilania trojfazowej czterokablowego z neutralnym uziemieniem.
Rzckwsty prad absorbowany (I1eff) w maksymalnych warunkach wskazany jest na zrodle pradu spawania. Sprawdzi, czy zasilacj i loro zabeepieczenie (bezpiegznik / lub wylacznik) sa kompatybilne z parametrami wymaganego zrodla pradu. W niedtorych krajach moe to byc
konieczne do wymiany wyczki, aby umołowic korzystanie z urzadzenia w maksymalnych warunkach. Uzytkownik musi sie upewnic, ze ma odpowiedni dostep do gniazdka.
- Urzadzenia przyznaczone jest do przy przy napięciu elektrycznym 400V +/- 15%. Przechodzi w stan zabezpieczenia, gdy napiȩcie zasilania jest nieszse niz
340Veff lub wękSZy niz 460Veff (na wyświetlaczu klawiatury pojawi są kod będu). - Właczenia następuje przy bez przekość przelącznika on/off (RYS. 1 - 8) do pozycji I, natomiast wyłączenia nastȩpuje przy przytokości do pozycji O.
Uwaga! Nigdy nie wyłacza zasilania, gdy urzadzenia pracuje.
PODLACZENIE DO AGREGATU PRADOTWORCZEGO
Urzadzenie to moe byc zasilane z generatorow pod warunkiem, ze zasilanie pomocnicze spelnia nastepujace wymagania:
- Napięcie musi byc zmieenne, jejego wartość skuteczna musi wynosić 400V +/- 15%, a napiȩcie szczytowe musi być mniejsze niz 700 V,
Czestotliwość powinnaDynosić od 50 do 60Hz
Konieczna jest weryfikacja tychze warunków, poniewaz wiele generatorów wytywarza impulsy wysokiego napięcia, co sąspowodstawicy uszkodzenia sprzetu.
UZYWANIE PRZEDŁUZACZY
Wszystkie przydlugaczemu niche odpowiedni rozmiar i odpowiednia sekcj do napięcia urzadzenia. Uzywać przydlugacza zgodnia z przyepsami krajowymi.
| Napiȩcie prȩdu wejsciowego | Odcinek kabla przyłąźajęcego (<45m) |
| 400 V | 4 mm² |
DOPLYW POWIETRZA
Wlot powietrza moze byc zasilany przy kompresor lub butle wysokocsiieniowie. Manometr wysokiego cijsenia powinien byc stosowany przy kazdym rodzaju zasilania i powinien byc zdolny do dostarcznia gazu do wlotu powietrza przycinarek plzmowych. Urzadzenia te sa wyposazone we wbudowany filtr powietrza (5 m) ale w zaleznosci od jakosci uzywanego powietrza moze byc wymagana dodatkowa filtracja (opcjonalny filtr zanieczyszczene, nr kat. 039728).

W przypadku ziej jakosci powietrza zmniejsza sie prędkość ciecia, pogarsza sie jakość ciecia, zmniejsza sie wydajność grubosci ciecia i skraca sie zywnotność materialów eksploataynych.
Aby uzyskć optymalną wydajnosć, sprezonegowietrze musi spelnić wymagania normy ISO8573-1, klasa 1.2.2. Maksymalna temperatura pary musi wynosić - 40 °C.
Maksymalna ilosc oleju (aerozol, ciez i opary) powinnawynosi 0,1 mg/m3.
Podlączy zasilanie gazowe doźrdla zasilania za pomocza węza do gazu obojętnego o srednicy wewétrznej 9,5 mm i szybkozȩcz.

Cisnienie nie要去 przykraczać 9 barow, w przycicwnym razie要去 dojsć do eksplozji zbiornika filtra.
Zalecane cijsnienie wlotowe podczas cyrkulacji powietrza winosi od 5 do 9 barow przy minimnym przechywie 305 l/min.
WYBOR MATERIALALOW EKSPLOATACYJNYCH

Aby wybrać odpowiedni material eksploatacyny, naleź yzo zapoznać sie z tabelami znajdujacymi sie z boku stajni.

Ciecie ręczne
Do cięcía :
Dostepe s dwa rozmiary materialow eksploatacynych:
- malé prace przy uzyciu dyszy 20-50 A z oznaczenia «45 A»
- intensywna praca z dysza 70 A oznaczona «70 A»

Automatyczne噤cie
Zlobienie:
Oferowanyestylko jeden Rozmiar:70A
Zlobienie jest stosowane do usuwania materiaiu dla:
- wykonywania sfaszowania
- wycinania bruzd
- usuwania spoin spawalniczych
70A








REGULACJA CISNIENIA POWIERZA

Aby uzyskć optymalna wydajnosć i zwyotnosć materiały eksploatacjnych, bardzo wąźne jest prawidowej ustawienie cijsnienia powietrza.
Zaleca sie sprawdzenie/regulacja ciśnienia w przypadku :
-zmianypunktu podlaczenia lub instalacji pneumatycznej
-zmiany dlugosci palnika
-zmiany typu materiau eksploatacynjngo
- wpatliwosci
Wcnsnac przycisk AIR SET , powietrze stale wyplya z palnika, diody LED Bar-grafu zapalaja sie i wskazuja odczyt cijsenia na wlocie palnika.
Odblokuj Pokretlo regulaçti ciñnienia, pociagajac je do siebie, a nastepnie obrc je, aby dostosowac ciñnienie do wykonywanej pracy. Po prwidlowym ustawieniu ciñnienia nalezy zablokowacPokretlo, naskajac je.
Cisnienie zalezy od:
-dlugosci palnika (dluszdy palnik wymaga wyszego cijsenia, aby skompensowac spadek cijsenia spowodowy dlugosci)
- rodzaju pracy - cięcie lub złobienie (materialny eksploatacyny do złobenia wymagaj niższego ci.Snienia).
- aby ustawic optymalne cijsienie, nalezy zapoznać sie z instrukcjami zawartymi w instrukcji oblsugi lampy lub oznaczenia i naźrodle zasilania.
Zalecane cijsnienie :
| Ciecie Złobienie | ||
| 6 m 5.2 | bar / 75 Psi 4.5 bar | / 65 Psi |
| 12 m 5.5 | bar / 80 Psi 4.8 bar | / 70 Psi |
REGULACJA PRADU CIECIA

Aby uzyskać oczekiwanów ywdajnosć i zapewnic prawidłowamy zywnotnosć materialów eksploatacjinych, nalezy ustawić natęzenia przy w spośob odpowiedni dla materiały eksploatacjinych.
Dysza do cięcia 20-50 A (nr kat. 037571): przestrzegać pradu o nateżeni od 20 do 50 A.
- Dysza do ciècia 70 A (nr kat. 037588): ustawic potencjometr na maksimum.
Dysza do zlobienia 70 A (nr ref. 037595): ustawic potencjometr na maksimum.
Regulacja odbywa sie w prosty sposob za pomoca potencjometru regulacji prady (RYS. 2 - 8).
WYBOR METODY CIECIA
Wyboru trybu cięcia dokonuje sie za pomoczą przycisku wyboru
MODE

Ciecie / zlobienie blach pelnych
Jest to najcieszciej uzywany tryb. Pociagnieza spust powoduje powstanie luku, zatrzymanie nastepuje albo przyzwolnienie spust, albo przye «odblokowanie» (luk zatrzymuje sie samoczynnie). Aby wznowic prac, nalezy zwolnic i ponownie przytozyc spust.

Ciecie / zlobienie blach perforowanych
Ten tryb dzia tak samo, jak pierwszy, z wyjatkiem sytuacji, gdy dojdzie do zatkania: fuk uruchamia sie ponownie tak dlugo, jak dlugo spust jest wcińskiety. Tryb ten pozwala na wygodna prace, poniewaz nie wymaga od operatora zwalniania i ponownego nacziskania spustu.

Ciecie / zlobienie dlugich odcinkow
Ten tryb pozwala operatiorwi na zwolnienie spustu podczas ciecia, a ciecie bedzie kontynuowane do momentu ponownego naciśnia cspustu lub przyż «odbezpieczenia». Tryb ten zapobiega zmieczeni i pozwala trzymać rek nieco dalej od mistręca ciecia.
KOLEJNOsC OPERACJI CIECIA
1- Po nacięniuci spustu tworzy są elektryczny: są pilotaźowy. jest to są elektryczny o niskiej mocy, tymory powstaje pomiedź elektroda a dysza, co pozwala na zapalenie są uku na ciętej blasze.
2- Kiedy luk pilotujacy dotknie blachy, przycinarka plazmowa wykrywa zaplon. Nastepnie luk elektryczny przypieplywa pomiedzy elektrod'a blacha, a generator zwieksza natyenie pradu do wartosci ustawione przye operatora.
3- Na koncu cięcia (zwolnienie spustu lub odkorkowanie) suk sie zatrzymuje, powietrze wypływa jestzsche przyk kilkadziesiţ sekund w celu schlodzenia palnika i materiałów eksploatacynych.
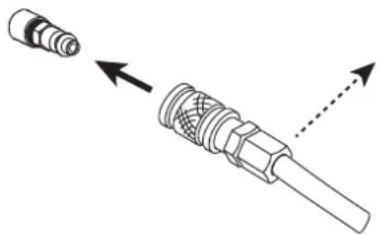
CIECIE RECZNE OD KRAWEDZI OBRABIANEGO PRZEDMIOTU:
① Po zamocowaniu zacisku uziemienia na obrabianym przydmiocie nalezy trzymać stopkę palnika prostopadle (90°) do końca obrabianego przydmiotu.
Wcisnac spust palnika, aby tuk zostal zapalony az do momentu, gdy calkowcie wejdzie w obrabiany przydmiot.
Gdy obrabiany przydmiot zostanie uruchomiony, przyciagnij lekko ploze po obrabianym przydmiocie, aby kontynuowac ciècie. Staraj sie utrzymac staile tempo.
POCZATEK CIECIA W SRODKU BLACHY:
① Po zamocowaniu zacisku uziemienia na obrabianym przydmiocie trzymać palnik pod katem około 30^ do obrabianego przydmiotu.

Po zamocowaniuzacisku uziemienia na obrabianym przydmiocie trzymać palnik pod katem okolo 30^ do obrabianego przydmiotu. Obróci powolni palnik do pozycji prostopadlej (90^)

Zabepieczyc palnik, nadal nascikajac na spust. Jezeli iskry pojawaja sie na dole przedmiotu, to znaczy, ze suk przybil material.

Gdy obrabiany przydmiot zostanie uruchomiony, przyciagnij lekko ploze po obrabianym przydmiocie, aby kontynuowac cięcie. Staraj sier utrzymać stale tempo.
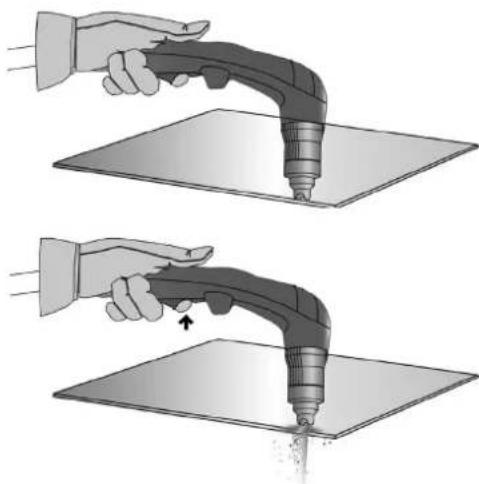
ZLOBIENIE:
Po zamocowaniu zacisku do podloza na aberrianym przydmiocie nalezy trzyma① palnik pod katem okolo 45^ do aberrianego przydmiotu, przy czym przy odpa-leniem palnika nalezy odsunac stopke zlobiaca na okolo 2 mm od aberrianego przydmiotu.

Wcijsnij spust palnika, aby Rozpoczac fuk, utrzymujac kat 45^ na aberrianym przyedmiocie podczas wchodzenia do rowka.

Przesun suk plazmowy w kierunku rowka, ktory chcesz utworzyc. Zachowaj minimalna odlegosc pomiedzy stopka palnika a stopionym metalem, aby uniknac skrozenia zywnotnosci materiaiu eksploatacyjneo lub uszkodzenia palnika.

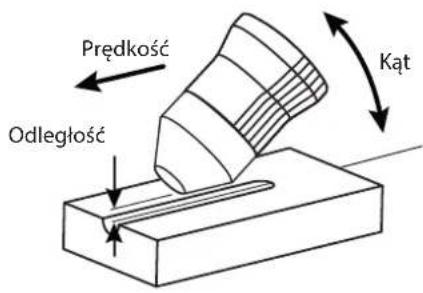
PROFIL ROWKA
Profil rowka要去zmienia poprzerzzmianeprudkosci obrotowej palnika na aberrianym przedmiocie, odleglosci palnika od aberrianego przedmiotu, kata nachylenia palnika na aberrianym przedmiocie oraz pradwyjsciowego zrodlazasilania.
MODYFIKACJA PROFILU WPUSTU
| ZYCZENIE | Szerokość | - | + | + | - | - | + | + | - |
| Głowobozȩść | - | + | - | + | - | - | + | - | |
| Rozwiązania | Zȩghtszanie prędkości | Zmielejszyść prȩdkości | Zȩghtsć odległość międź palnikiem a przychodniem obrabinym | Zmielejsć odległość międź palnikiem a obrabianym przychodniem | Zȩghtszenie kąta | Zmielejsć kąt | Zȩghtszanie natęzenia prȩdu | Zmieleszanie prȩdu |
BEZPIECZENSTWO
| X | Akcie przystawzone na palniku Operator bestehtzie zobowiezany do pracy przy palniki i了我的o ospręcie (wymiana materialów eksploatynych, odśczania palnika). Ješli w tym przypadku przycinarka plazmowa jest wączona, wskZNik «stop z powodu interwenci palnika» (RYS. 2 - 2) zaȩwieci są, aby wskAZć, ze generator wykról interwencji na palniki i ze myzą są bezpieczność wykonć. Po ponownym zmontowaniu palnka i/lub materialów eksploatynych wskZNik gaźnie i przycinarka jest znowwu gotowa do pracy. Ješli produkt jest sprawny (ciecie), ale problem nadal wystepuju, sąȩzy zlecić sprawdzenia produktu w serwisie posprzed空气质量. |
| LOW | Niewystarczajść ciasnieniegowie piewitrza WskZNik «Niedostateczne ciasnienie» (RYS. 2 - 10) zapala są, sąsi ciasnienie jest zbyt niskie do pradwidowej pracy lub powietrze są, jest podlaczone do obcinarki. Ponownik podłacZYć powiatrze do przyłącza spreżonego powiatrzna (RYS. 1 - 9) z tylu produktu, sąsi wskazanie nie ustepuju, nacimiento przyczycik «test i regulacja ciasnienia powiatrzna» (RYS. 2 - 11) i obracć po.krętto regulacja ciasnienia (RYS. 1 - 3) są do uzyskania ciasnienia powiatrza zgodnégo z przyznaczeniem (patrz paragraf «Regulacja ciasnienia powiatrzna») |
| Zabezpieczuminium termicznie W przypadku przyegrzania (nieprzestrzeganie czynników operacyjnych lub dlugotrały uzytkowyanie w temperaturze otoczenia powyȩzej 40°C), przycinarka plazmowa przystanie dzialeć, aby zapewnić chłodzenia WskZNik przybezpieczäre termicznych (RYS. 2 - 1) sącie są, sygnalizujuć, sąze wryna w pracy jest spowodOWA przyegrzaniem. WskZNik gaźnie, gdy przycinarka jest gotowa dociecia. | |
| Zakłócenie normalnej pracy. |
BLEy,PRZYCZYNY,ROZWIAZANIA
| Wskazaniebledoğan | OZNAKI PRZYCZYNY ROZWIAZANIA | ||
| X | Akcie przygowadzane na palniku | Palnik odłączony Sprawdzić i ponownie podlączyć palnik | |
| Zdemontowane materialy eksploatacyjne | Sprawdź, czy wszystkie materiały eksploatacyjne są obecne i czy dysza jest szczelna | ||
| - | Problem z materiały eksploatacyjnych | Elektroda nie jest w kontakcie z dysza | Sprawdź obecnOSC i stan materialów eksploatacyjnych, wymiść je w razie potrzeby i spróbuj ponownie. |
| Elektroda nie wsuwa są | Sprawdź, czy elektryda nie jest przyspawana do dyszy, sprawdź, czy elektryda jest ruchoma, wymiȩnmaterialy eksploatacyjne | ||
| LOW | Zbyt niskie ciasnienie powietrza | Wąź powietrzny nie jest podlączony lub ciasnienie jest naprawość za niskie | Sprawdzić podlączenie węź powietrza, uruchomic spreżarke, sprawdzićciasnienie na wlocie przechinarki plaz-mowej |
| Zabepieczenia termiczne | Intensywne uzytkowanie (nieprzestrze-ganie okreslonych czynników eksploata-cyjnych) | Pozostawic urzadzenia właczone, aby ostygło i poczekość, alezy zgaśnied dioda LED uterki termicznej | |
| Otwory wentylacyjne są zablokowane lub produkt jest umieszczony w zamknietym pomieszczeniu | Poprawa otoczenia w celu zapewnienia dobrej wentylacji | ||
| 5.8 85 | Napiȩcie udarowe | Napiȩcie jest zbyt wysockie i我会e spowodowej uszkodzenia produktu | Zlecić elektrykowy sprawdzenia insta-lacji |
| 5.5 80 | Pod napiȩciem | Napiȩcie jest zbyt niskie, aby zapewnić zadowalajność wyncik | |
| 5.2 75 | Bez fazy Brakuje jedernej fazy | ||
| 6.5 95 | Problem z wentylatorem | Wentylator nie obraca sie | Sprawdzić,czyżadne ciało obce nie uniemozliwia normalné ostracania są wentylatora |
| Jeden z wentylatorów nie pracuju z wȩsciwa prędkości | Sprawdzić podlaczenia, w razie potrzeby wymienci wentylator | ||
| 6.2 90 | Nieprawidłowia informacja o temperaturze | Czujnik temperatury jest uszkodzony lub odłączony | Sprawdzić podlaczenia czujników, wrazie potrzeby wymienci je |
| 6.5 95 | PrȩdNie zostaw ustalony Brak kontaktu międźzy elektroda a dysza | Sprawdzić obecność i stan materialów eksploatacjmych. W razie potrzeby zmień je. Uruchom ponownie urzadzenia i spróbuj ponownie. | |
| 6.2 90 | Usterka przykaźna mocy Przekaqunik mocy | nie zamyka sie Oddaj produkt do naprawy | |
| - Łuk zatrzymuje są 3 sekundach;ciecia | Brak wykrywania prądu wzacisku uziemijacym | Sprawdzić,czyzacisk uziemijacyjest podłoczony do cieje czȩci na czystej powierzchni (bez rdzy, farby lub smaru). |
| - Urzadzenia nie sączama są Brak zasilania | Sprawdź,czy przywość zasilajcy produktu jest podłoczony do gniażdka i czy przyȩzznik on/off znajduje są w pozycji wączonej. | |
| Sprawdzić,czyNie zadziały wącznik automatyczny. | ||
| - Łuk pilotażowy szybko są wyłącza Zuzyte materiały | eksplaatacyjne | Sprawdź stan materialów eksploata-cyjnych i wymi黍 je w razie potrzeby. |
| - Łuk przyrewa są podczas;ciecia | Zbyt mała prędkość;ciecia przy cienkich blachach | Zmiejeś zęd / zwiększ prȩdkość ruchu. |
| Sławby styk na zacisku uziemijacym | Sprawdzić,czyzacisk uziemijacyjest podłoczony do cieje czȩci na czystej powierzchni (bez rdzy, farby lub smaru). | |
| Za duza wysokość;ciecia | Uzywaj pod.§kadytnacej i utrzymuj go w kontakcie z obrabianym przydmio-tem. | |
| - | Przedwczesne zuźycie materialów eksploatacynych | Prȩd;cieciaNieadekwatny do zastosow-a nych materialów eksploatacynych |
| Niewość ci)—nienie powietrza | ||
| Wilgotne powietrze | ||
| Oczy)—filtry powietrza w staci i w instalacji spre)—zonego powietrza. Zamontować dodatkowy filtr powietrza nr ref. 039728. |
WARUNKI GWARANCJI FRANCJA
Gwarancja obejmuje wzystkie usterki lub wady produkcyne przyez 2 lata od Daty zakupu (cosci robocizna).
Gwarancja nie obejmuye:
- Wszelkich innych szkód spowodowanych transportem.
Zwyklego zuzycia噤ci (Np.: kabli,zacisków, itp.). - Przypadków niedopowiedniego uzycia (bloś dow zasilania, upadkówczy demontaqu).
- Uszkodzenia zwiazane ze srodowiskiem (zanieczyszczenia, rdza, kurz).
PIÉCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / 3ANYACTN / PEZZI DI RICAMBIO / RESERVE ONDERDELEN
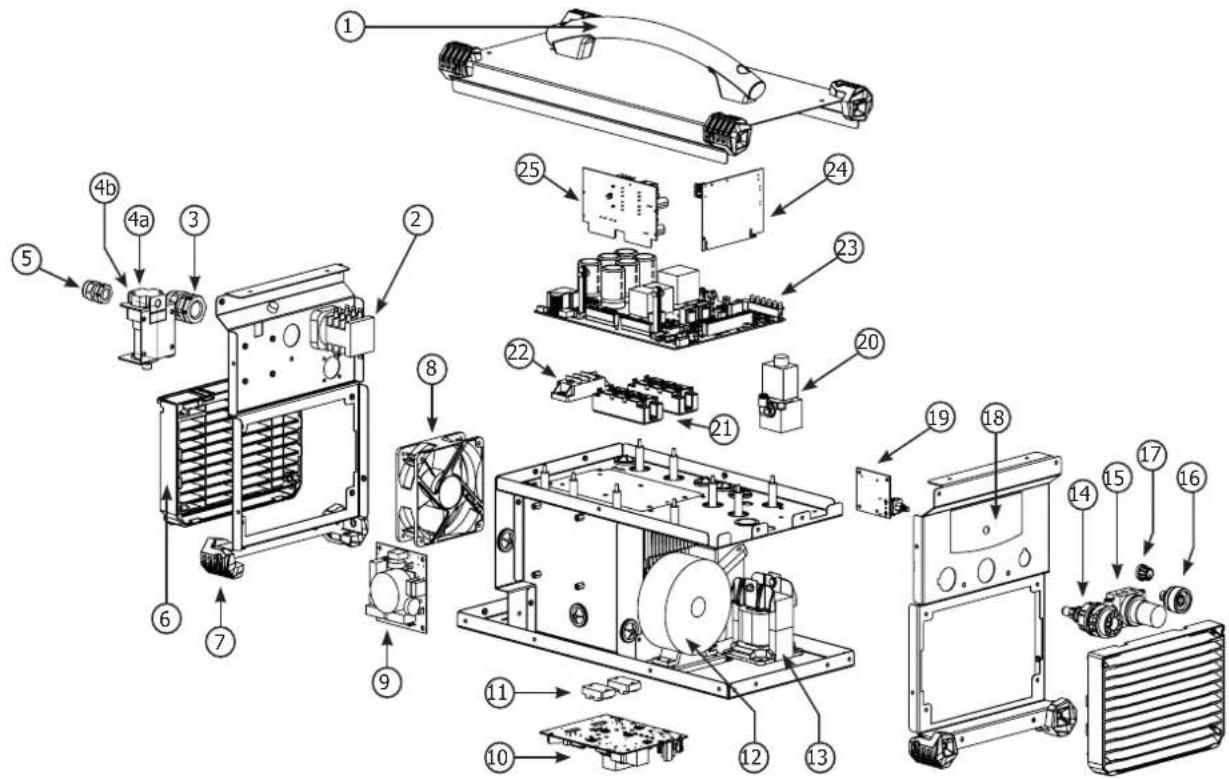
| 1 | Poignée / Handle / Handgriff / Mango / Handvat / Ручka / Impugnatura / Uchwyt | 56014 |
| 2 | Interrupteur / Switch / Netzschalter / Interruptor / Schakelaar / Великийател / Pulsante / Wylacznik | 51062 |
| 3 | Cordon secteur / Power supply cable / Nettleitung / Cable de connexión electrica / Elektrische netsnoer / Ceteboi shyp / Cavo corrente / Gówny kabel | 21497 |
| 4 Filtr / Filter / Filtr / Фльгр / Filtr / Filtr 71462 | ||
| 5 | Raccord air / Air connection / Luftanschluss / Conexión de aire / Повлоченье Возуха / Luchtaansluiting / Attacco aria / Przy空气质量 poietra | FR: 71478DE: 71395 |
| 6 | Grille de ventilation / Fan grill / Luftungsgitter / Rejilla de ventilación / Ventilatierooster / Peñetka bengtssonrropa / Griglia di ventilazione / Kratka wentlyacyjna | 56094 |
| 7 Pied / Feet / Pie / Pooje / Hoxka / Piedino / Stopka 56120 | ||
| 8 | Ventilateur / Fan / Lüfter / Ventilador / Ventilator / Béntämertop / Ventilatore / Wentylator | 51290 |
| 9 | Circuit CEM / CEM circuit / EMV-Platine / Tarjeta CEM / EMC Circuit / Плura CEM / Scheda CEM / Obwód EMC | 97494C |
| 10 | Circuit secondaire / Secondary circuit / Sekundärplatine / Circuito secundario / Secundaire circuit / Вторуняплata / Circuito secondario / Obieg wörny | 97492C |
| 11 | Diode secondaire / Secondary diode / Sekundärdiode / Diodo secundario / Secondaire diode / Вторунь дiod / Diodo secondario / Dioda dodatkowa | 52206 |
| 12 | Transformateur de puissance / Power transformer / Netztransformator / Transformador de potenza / Vermogenstransformator / Транфόматор мочист / Trasforma-tore di potenza / Transformator mocy | 63714 |
| 13 | Inductance de sortie / Output inductance / Ausgangsdrossel / Inductancia de salute / Output Inductor / Иnduktivitätshostы на видаe / Indutanza d'uscita / Indukcyjność wyjsciowa | 96136 |
| 14 | Connecteur de torch / Torch connector / Brenneranschluss / Conectar de antorcha / Aansluiting toorts / Кonsнектор ropeken / Connettore torcia / Zlącze palika | 71733 |
| 15 | Régrateur de pression / Pressure regulator / Druckregler / Regulator de presión / Drukregelaar / Perugnator dazende / Regulator di pressione / Regulator cisnienia | 71359 |
| 16 | Connecteur de pince de masse / Earth clamp connector / Anschluss für Masseklemme / Conectar de pinza de masa / Aansluiting massaklem / Konnektor din zaximma maccs / Connettor del morsetto di massa / Zlącze zadisku uzlemienia | 51469 |
| 17 | Bouton de potentiometer / Potentiometer button / Potentiometerknopf / Botón de potenciometro / Knop potmeter / Khonka notenhimiometra / Pulsante del potenziametro | 73017 |
| 18 | Clavier / Bedienfeld / Keypad / Teclado / Bedieningspaneel / Палень уразаленя / Tastiera | 51974 |
| 19 | Carte IHM / Bedienfeldkarte / MMI board / Tarjeta IHM / THM kaart / Плata interpdefeira / Carta IHM | 97496C |
| 20 | Électrovanne / Magnetventil / Solenoid valve / Electroválvula / Magnetoventiel / Зелтохлдан / Elettrovalvola | 71834 |
| 21 | Module IGBT / IGBT module / Módu lGBT IGBT Module / Мodyнь IGBT / Modulo IGBT | 52209 |
| 22 | Pont de diodes / Diode bridge / Main circuit / Dielenbrücke / Puente de diodos / Diode brug / Дiodный мост / Ponte a dlodi | 52185 |
| 23 | Circuit principal / Main circuit / Hauptplatine / Circuito principal / Hoofdcircuit / Ochobnay плata / Circuito principale | 97491C |
| 24 | Circuit de contrôle / Control circuit / Steuerkreis / Circuito de control / Controle circuit / Kontrpoльно плata / Circuito di controllo | 97493C |
| 25 | Circuit d'alimentation / Power supply circuit / Versorgungsplatine / Circuito de alimentación / Voedingscircuit / Плata петань / Circuito d'alimentazione | 97075C |
| - | Pince de masse avec cable / Earth clamp with cable / Erdungsklemme mit Kabel / Pinza de tierra con cable / Morsetto di terra con cavo / Aardingsklem met kabel / Morsetto di terra con cavo | 036932 |
| - | Cordon secteur / Power cord / Netzkabel / Cable de alimentación / Cavo di alimentazione / Stroomkabel / Cavo di alimentazione | 21497 |
| - | Torche / Torch / Antorcha / Torcia / Fakkels | 71835 |
| - | Corps de torch / Torch body / Brennerkorper / Cuero de la antorcha / Kopnyc peaza / Toorts lichaam / Corpo torcia | MT-70AT-70 |
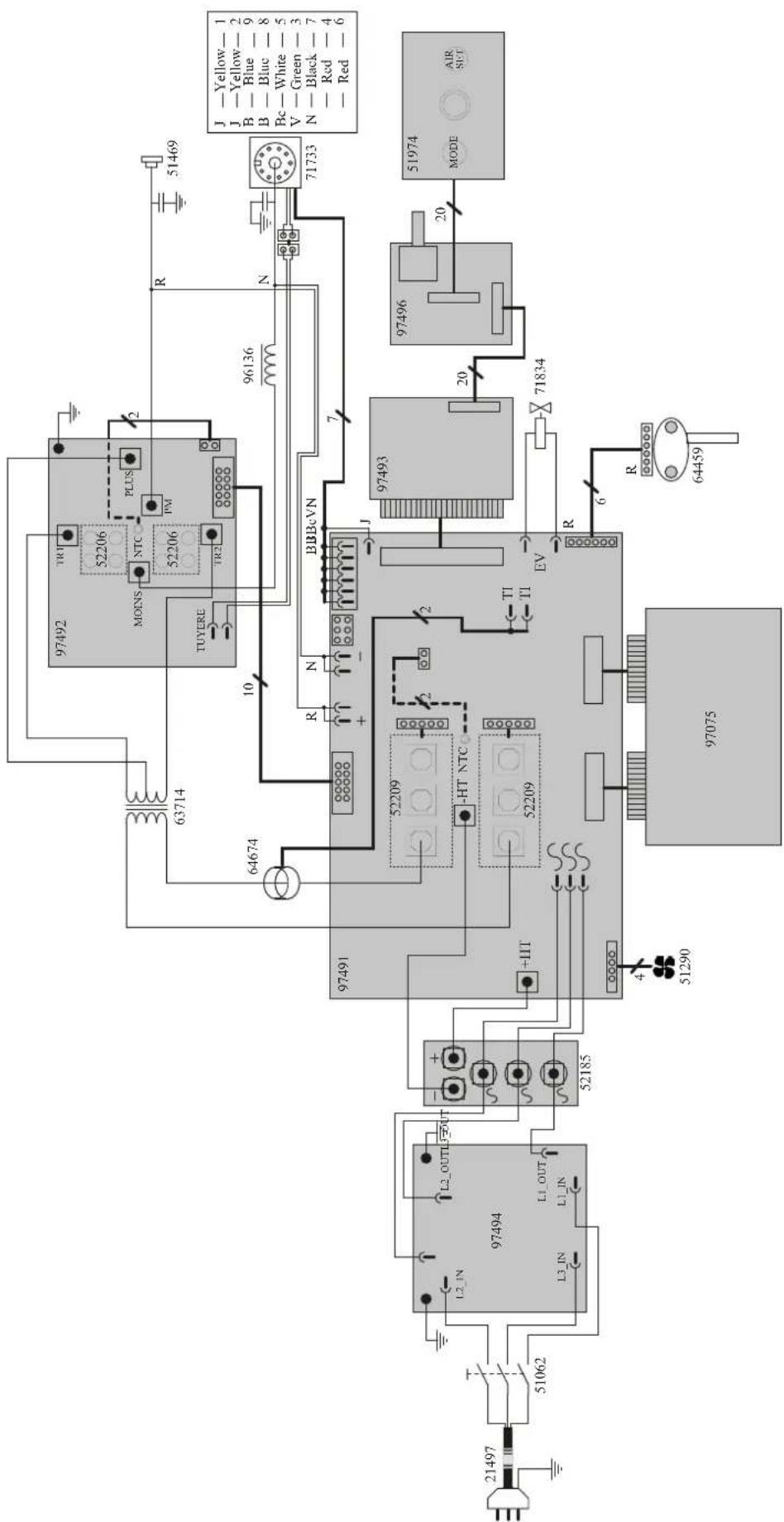
SCHEMA ÉLECTRIQUE / ELECTRICAL DIAGRAM / SCHALTPLAN / ESQUEMA ÉLECTRICO / ELEKTRISCH SCHEMA / 3JIEKTPUÇECKA CXEMA / SCHEMA ELETTRICO / SCHEMAT ELEKTRYCZY