WF 20 - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WF 20 GYS w formacie PDF.

| Marka | GYS |
| Model | WF 20 |
| Typ produktu | Oddzielny podajnik drutu do spawania półautomatycznego (MIG/MAG) i TIG Lift |
| Procesy spawania | MIG/MAG (stal, stal nierdzewna, aluminium, drut rdzeniowy bez gazu) i TIG DC (Lift) |
| Akceptowana średnica szpuli | 200 mm i 300 mm |
| Średnica drutu | ∅ 0,8 do 1,6 mm (stal/stal nierdzewna/alu), ∅ 0,9 do 1,6 mm (drut rdzeniowy) |
| Dostarczone rolki | Stalowa podwójna rowek ∅ 1,0/1,2 mm |
| Kompatybilny generator | MULTIWELD 400T G (nr ref. 083974) |
| Stopień ochrony | IP23 |
| Temperatura pracy | -10 °C do +40 °C |
| Temperatura przechowywania | -20 °C do +55 °C |
| Wilgotność otoczenia | ≤ 50% przy 40 °C, ≤ 90% przy 20 °C |
| Maksymalna wysokość | 1000 m |
| Wyświetlacz | Napięcie, prąd i prędkość drutu |
| Ustawienia | Napięcie, prędkość drutu, indukcyjność, przedmuch gazu, podawanie drutu |
| Tryby spustu | 2T i 4T (MIG/MAG i TIG), tryb zaworu (TIG) |
| Konserwacja | Regularne odkurzanie, sprawdzanie połączeń, coroczny przegląd przez wykwalifikowany personel |
| Bezpieczeństwo | Ochrona osobista, uziemienie, zatrzymanie awaryjne, środki ostrożności EMF |
| Gwarancja | 2 lata (części i robocizna) |
| Opcjonalne akcesoria | Palnik TIG, kabel do odwrócenia biegunowości, specjalne rolki, przewody o różnych długościach |
Często zadawane pytania - WF 20 GYS
Pytania użytkowników dotyczące WF 20 GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję WF 20 - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WF 20 marki GYS.
INSTRUKCJA OBSŁUGI WF 20 GYS
Oddzielny podajnik drutu
PL Dokręcić ręcznie śrubę mocującą.
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY

Niniejsza instrukcja musi być przeczytana i zrozumiana przed rozpoczęciem eksploatacji. Nie wolno przeprowadzać żadnych modyfikacji ani serwisu, które nie zostały określone w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek szkody osobowe lub majątkowe spowodowane użytkowaniem urządzenia niezgodnie z zaleceniami podanymi w niniejszej instrukcji.
W przypadku problemów lub niepewności należy skonsultować się z wykwalifikowaną osobą w celu przeprowadzenia prawidłowej instalacji.
Przed użyciem podajnika drutu należy uważnie zapoznać się z instrukcją obsługi urządzenia.
OTOCZENIE
Urządzenie może być używane wyłącznie do spawania w zakresie podanym na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. W trakcie użytkowania należy zapewnić odpowiedni przepływ powietrza.
Zakres temperatur :
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie w temperaturze od -20 do +55°C (-4 do 131°F).
Wilgotność powietrza
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp).
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i spowodować poważne obrażenia lub śmierć.
Spawanie naraża ludzi na niebezpieczne źródło ciepła, promieniowanie świetlnę łuku, pole elektromagnetyczne (uwaga na osoby noszące rozrusznik serca), ryzyko porażenia prądem, hałas i opary gazowe.
Aby chronić siebie i innych, należy postępować zgodnie z poniższymi instrukcjami bezpieczeństwa:

Aby uchronić się przed oparzeniami i promieniowaniem, należy nosić odzież bez mankietów, izolującą, suchą, ognioodporną, w dobrym stanie i przykrywającą całe ciało.

Należy używać rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przylbicę zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Podczas operacji czyszczenia należy chronić oczy. Szkła kontaktowe są szczególnie zabronione.
Czasami konieczne jest wydzielenie obszarów za pomocą ognioodpornych kurtyn w celu ochrony obszaru spawania przed promieniowaniem łuku, odpryskami i żarzącymi się odpadami.
Poinformować osoby przebywające w obszarze spawania, aby nie patrzyły na promienie łuku i stopione części, oraz aby nosiły odpowiednią odzież ochronną.

Jeżeli podczas spawania poziom hałasu przekracza dopuszczalny limit, należy używać słuchawek z redukcją szumów (dotyczy to również osób znajdujących się w obszarze spawania).
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań.
Nigdy nie zdejmować zabezpieczeń obudowy jednostki chłodzącej, gdy źródło prądu spawania jest pod napięciem, producent nie ponosi odpowiedzialności w razie wypadku.

Świeżo zespawane części są gorące i mogą spowodować poparzenia przy kontakcie z nimi. Aby przeprowadzić konserwację palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń.
Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić wystarczającą wentylację i może być wymagane powietrze. W przypadku niewystarczającej wentylacji rozwiązaniem może być maska na świeże powietrze. Sprawdź, czy ssanie jest skuteczne, sprawdzając je pod kątem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto lutowanie niektórych materiałów zawierających ołów, kadm, cynk lub rteć, a nawet beryl, może być szczególnie szkodliwe, dlatego odtłuszczaj części przed ich lutowaniem.
Butle muszą być przechowywane w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na wsporniku lub na wózku. Spawania nie należy przeprowadzać w pobliżu smarów lub farb.
Obszar spawania musi być całkowicie zabezpieczony, materiały łatwopalne muszą znajdować się w odległości co najmniej 11 metrów.
W pobliżu miejsc wykonywania prac spawalniczych powinien znajdować się sprzęt gaśniczy.
Należy uważać na rozpryski i iskry, nawet przez pęknięcia. Może to być źródłem ognia lub wybuchu.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, pozostałości gazu...).
Operacje szlifowania nie mogą być skierowane w stronę źródła prądu spawania ani w stronę materiałów łatwopalnych.
BUTLE Z GAZEM

Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny : zamknięte butle z gazem oraz zamknięte źródło spawalnicze. Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Po każdym użyciu należy zamknąć butlę. Należy uważać na zmiany temperatury i ekspozycję na słońce.
Butla nie może stykać się z płomieniami, łukiem elektrycznym, palnikiem, zaciskami uziemiającymi ani innymi źródłami ciepła lub żarzenia.
Należy pamiętać, aby trzymać go z dala od obwodów elektrycznych i spawalniczych, dlatego nigdy nie należy spawać butli pod ciśnieniem.
Uwaga! Przy odkręcaniu zaworu butli, należy odchylić głowę znad zaworu i upewnić się, że stosowany gaz jest odpowiedni dla danego procesu spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE

Zastosowana instalacja elektryczna musi być uziemiona. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prądem elektrycznym może być źródłem poważnych, bezpośrednich lub pośrednich wypadków, a nawet śmierci.
Nigdy nie dotykać części pod napięciem wewnątrz lub na zewnątrz źródła prądu pod napięciem (palniki, uchwyty, kable, elektrody), ponieważ są one podłączone do obwodu spawania.
Przed otwarciem źródła zasilania spawalniczego, urządzenie należy odłączyć od sieci i poczekać 2 minuty, aby wszystkie kondensatory się rozładowały. Nie należy dotykać palnika lub uchwytu elektrody i zacisku uziemiającego jednocześnie.
W przypadku uszkodzenia przewodów i palników należy zapewnić ich wymianę przez wykwalifikowany i autoryzowany personel. Zwymiarować przekrój kabla w zależności od zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. We wszystkich środowiskach pracy należy nosić izolowane obuwie.
MONTAŻ SZPULKI I ZAŁADUNEK NICI

Izolacja spawarki łukowej od napięcia spawania!
Nie wszystkie aktywne części obwodu prądu spawania mogą być chronione przed dotykiem bezpośrednim. Dlatego spawacz musi przeciwdziałać ryzyku poprzez bezpieczne zachowanie. Nawet kontakt z niskim napięciem może być zaskakujący i spowodować wypadek.
- Nosić suche i nieuszkodzone wyposażenie ochronne (buty z gumowymi podeszwami / zapieczone rękawice spawałnicze bez nitów i klamer)!
- Unikać bezpośredniego kontaktu z nieizolowanymi gniazdkami lub wtyczkami!
- Zawsze umieszczaj palnik spawalniczy lub uchwyt elektrody na izolowanym wsporniku!

Niebezpieczeństwo poparzenia przy przyłączu prądu spawania!
Jeśli przyłącza prądu spawania nie są prawidłowo zablokowane, przyłącza i kable mogą się nagrzać i spowodować poparzenia w przypadku dotknięcia!
- Codziennie sprawdzać połączenia prądu spawania i w razie potrzeby zablokować je, obracając w prawo.

Niebezpieczeństwo porażenia prądem!
Jeżeli podczas podłączania palnika i uchwytu elektrodowego do urządzenia wykonywane jest spawanie różnymi procesami, do obwodów zostaje przyłożone podciśnienie lub napięcie spawalnicze!
- Na początku pracy i podczas przerw należy zawsze odizolować palnik i uchwyt elektrody!
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przepływający przez jakikołwiek przewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i urządzenia spawalniczego.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, na przykład rozruszników serca. Należy podjąć środki ochronne dla osób noszących
implanty medyczne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
- ustawić się (tułów i głowę) jak najdalej od obwodu spawania;
- nigdy nie owijać przewodów spawalniczych wokół ciała;
- nie umieszczać ciała pomiędzy kabłami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć kabel powrotny do przedmiotu obrabianego jak najbliżej miejsca, które ma być spawane;
- nie pracować zbyt blisko źródła prądu spawania, nie opierać się i nie siadać na spawarce;
- nie spawać podczas transportu spawarki lub jej podajnika drutu.

Użytkownicy rozruszników serca powinni skonsultować się z lekarzem przed użyciem tego urządzenia.
Narażenie na pola elektromagnetyczne podczas spawania może mieć inne, nieznane jeszcze skutki dla zdrowia.
TRANSPORT I PRZEMIESZCZANIE PODAJNIKA

Podajnik wyposażony jest w górny uchwyt do przenoszenia w ręku. Nie należy lekceważyć jego wagi. Uchwyt nie jest postrzegany jako część do podwieszenia.
Nigdy nie podnosić jednocześnie butli z gazem i urządzenia. Ich standardy transportowania są różne.
Nie należy przenosić urządzenia nad ludźmi lub przedmiotami.
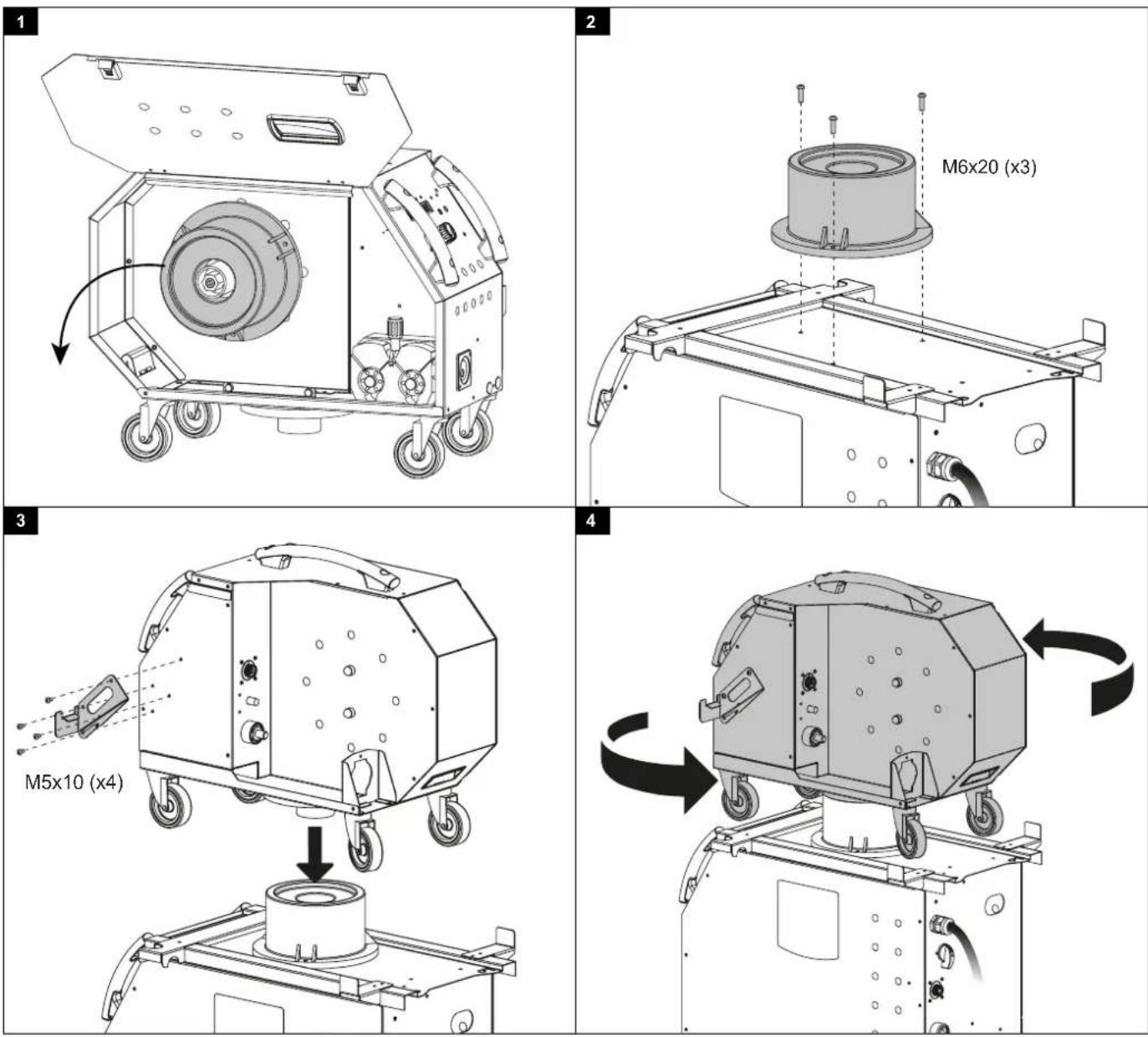
Najlepiej jest zdjąć szpulę przed podniesieniem lub transportem podajnika drutu.
INSTALACJA MATERIAŁU
- Umieść podajnik na podłodze o maksymalnym nachyleniu 10°.
- Materiał należy chronić przed zacinającym deszczem i nie wystawiać na działanie promieni słonecznych.
- Urządzenie posiada stopień ochrony IP23, co oznacza:
- ochrona przed dostępem do niebezpiecznych części ciał stałych o średnicy >12,5 mm oraz,
- ochrona przed deszczem skierowana na 60% od pionu.
Material ten może być używany na zewnątrz, zgodnie z klasą ochrony IP23.

Producent nie ponosi odpowiedzialności za szkody na osobach i przedmiotach spowodowane niewłaściwym i niebezpiecznym użytkowaniem tego urządzenia.
Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.
SERWISOWANIE / PORADY


-
Konserwacja powinna być przeprowadzana wyłącznie przez wykwalifikowaną osobę. Zalecana jest coroczna konserwacja.
-
Regularnie zdejmować pokrywę i wydmuchiwać kurz. Przy okazji należy sprawdzić połączenia elektryczne za pomocą izolowanego narzędzia.
- Regularnie sprawdzać stan wiązki przewodów pomiędzy podajnikiem drutu a źródłem prądu spawania. Jeśli jest on uszkodzony, należy go wymienić.

Uwaga! Jeżeli podczas spawania używane jest urządzenie przeładunkowe inne niż zalecane przez producenta, należy zapewnić izolację pomiędzy obudową podajnika drutu a urządzeniem przeładunkowym.
- Podajnik drutu może być używany tylko z zamkniętymi klapami.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalifikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że źródło prądu jest odłączone od sieci. W celu zapewnienia optymalnego połączenia zaleca się stosowanie adapterów dostarczonych wraz z zestawem.
OPIS
Urządzenie to jest oddzielnym podajnikiem drutu do spawania półautomatycznego (MIG lub MAG) i spawania elektrodą otuloną (TIG Lift). Przyjmuje szpule z drutem ∅ 200 i 300 mm.
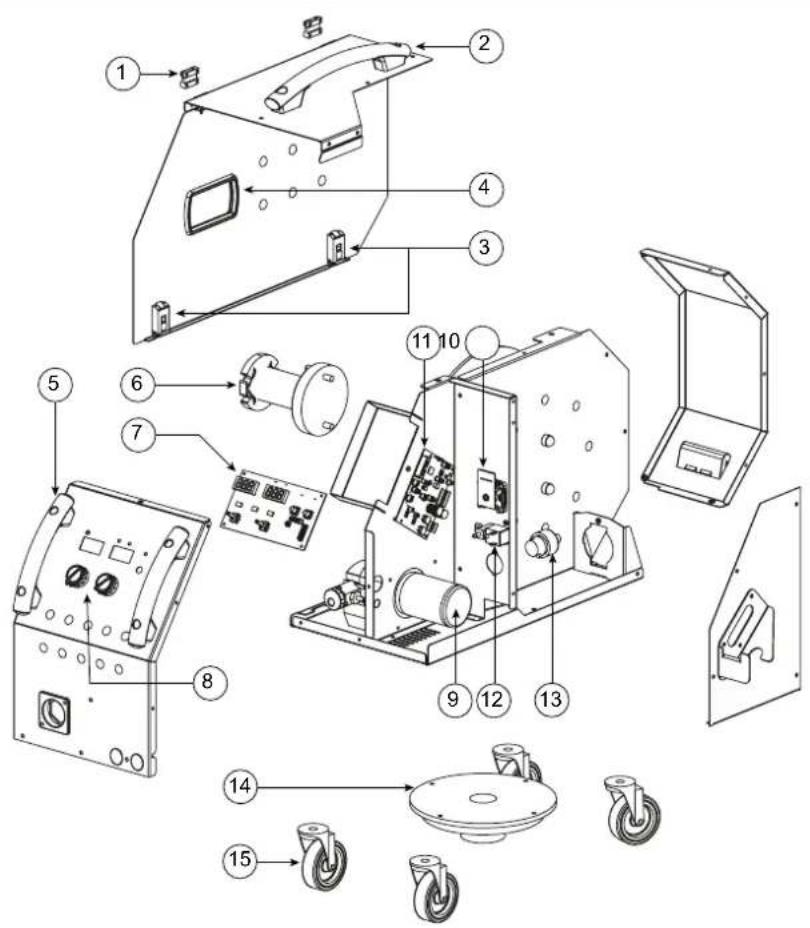
OPIS SPRZĘTU (II)
1- Stojak na szpule ∅ 200/300 mm 9- Złącze zasilania
2- Podajnik drutu 10- Przyłącze gazowe
3- Interfejs 11- Złącze przewodu
4- Złącze Euro (palnik) 12- Uchwyt do przenoszenia
5- Pokrywa wylotu płynu chłodzącego (niebieska) 13- Wieżyczka
6- Pokrywa wlotu płynu chłodzącego (czerwona)
7- Uchwyt do palnika
8- Podpora przewodu
INTERFEJS CZŁOWIEK-MASZYNA (III)
1- Wskaźnik napięcia 5- Ustawienia napięcia
2- Wskaźnik prądu i prędkości drutu
3- Wskaźnik prądu 7- Przycisk podawania drutu
4- Wskaźnik prędkości drutu 8- Przycisk usuwania gazu
6- Regulacja prędkości podawania drutu
PRZYCISK URUCHAMIANIA URZĄDZENIA
To urządzenie zostało zaprojektowane do pracy wyłącznie z opcjonalnym źródłem MULTIWELD 400T G (083974):
Połączenie pomiędzy tymi dwoma elementami odbywa się poprzez opcjonalny, dedykowany przewód :
| Rodzaj chłodzenia palnika Długość Sekcja Nr kat. | |||
| Powietrze | 5 m 70 mm2 083998 | ||
| 10 m 70 mm2 084001 | |||
| 15 m 95 mm2 084018 | |||
| 20 m 95 mm2 084025 |
PODŁĄCZENIE PRZEWODU

Podłączenie lub odłączenie przewodu pomiędzy źródłem a podajnikiem drutu musi odbywać się przy wyłączonym źródłe. Wyłączyć zasilanie poprzez wyciągnięcie wtyczki i odczekać dwie minuty.
Aby podłączyć przewody między źródłem a podajnikiem, patrz strona 3.
MONTAŻ SZPULI
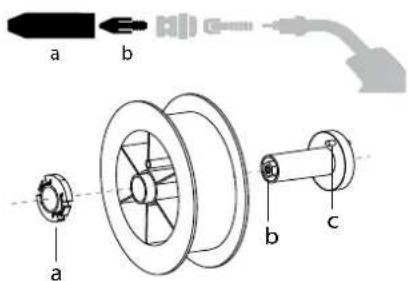
- Zdjąć dyszę (a) i rurkę kontaktową (b) z palnika MIG/MAG.
- Otwórz pokrywę podajnika.
- Ustawić szpulę na jego podporze.
- Uwzględnić sworzeń napędowy (c) podstawy szpuli. Aby zamontować szpulę 200 mm, należy maksymalnie dokręcić plastikowy uchwyt szpuli (a).
- Wyregulować hamulec szpuli (b) w celu uniknięcia splątania drutu przy zatrzymaniu spawania. Ogólnie rzecz biorąc, nie należy dokręcać zbyt mocno, ponieważ spowoduje to przegrzanie silnika.
ŁADOWANIE DRUTU WYPEŁNIAJĄCEGO
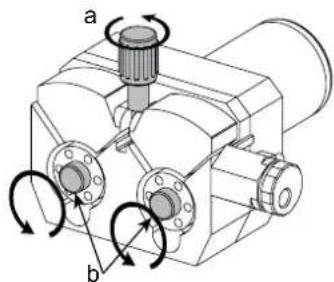
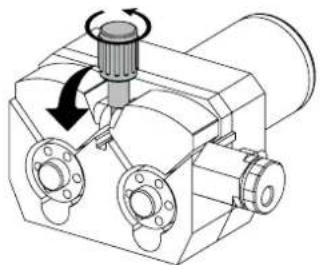
Aby wymienić rolki, należy wykonać następujące czynności:
- Poluzuj pokrętło (a) do maksimum i opuść je.
- Odblokować rolki, odkręcając śruby mocujące (b).
- Zamontować odpowiednie dla danego zastosowania rolki silnikowe i dokręcić śruby mocujące.
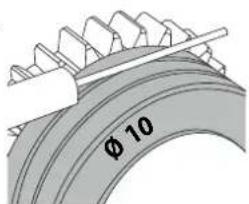
Dostarczane rolki są rolkami z podwójnym rowkiem: - stal ∅ 1,0/1,2
- Sprawdź oznaczenie na rolce, aby upewnić się, że rolki są odpowiednie do średnicy drutu i materiału, z którego jest wykonany (dla drutu ∅ 1,0 użyj rowka ∅ 1,0).
- Do cięcia stali i innych twardych drutów należy używać rolek z rowkami w kształcie litery V.
- Do drutów aluminiowych i innych miękkich, stopowych drutów należy używać rolek z rowkiem w kształcie litery U.
: widoczny napis na rolce (przykład: ∅10 = ∅ 1.0)
→ : wypustka do użycia
Aby zainstalować przewód wypełniający, należy wykonać następujące czynności:
- Poluzuj pokrętło do maksimum i opuść je.
- Włożyć przewód, następnie zamknąć bęben silnika i dokręcić pokrętło zgodnie ze wskazówkami.
- Uruchom silnik za pomocą spustu palnika lub przycisku ręcznego podawania drutu (III-7).

Uwagi :
- Zbyt wąska osłona może prowadzić do problemów z odwijaniem i przegrzewaniem się silnika.
- Złącze palnika musi być również dokręcone, aby zapobiec jego przegrzaniu.
- Upewnij się, że ani przewód, ani szpula nie dotykają mechaniki urządzenia, w przeciwnym razie istnieje niebezpieczeństwo zwarcia.
RYZYKO OBRAŻEŃ SPOWODOWANYCH PRZEZ RUCHOME ELEMENTY

Rolki są wyposażone w ruchome części, które mogą chwycić dłonie, włosy, ubranie lub narzędzia, a tym samym spowodować poważne obrażenia!
- Nie kłaść rąk na częściach obracających lub ruchomych czy też częściach napędowych!
- Należy upewnić się, że pokrywy obudowy lub osłony pozostają dobrze zamknięte podczas pracy!
- Nie używać rękawic podczas nawlekania drutu spawalniczego lub wymiany szpuli drutu spawalniczego.
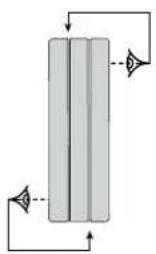
SPAWANIE PÓŁAUTOMATYCZNE STALI / STALI NIERDZEWNEJ (TRYB MAG)
Urządzenie to może spawać drutem stalowym i ze stali nierdzewnej o średnicy od 0,8 do 1,6 mm (I-A). Urządzenie jest standardowo dostarczane z rolkami ∅ 1,0/1,2 do stali lub stali nierdzewnej. Rura kontaktowa, rowek rolkowy i osłona palnika są zaprojektowane do tego zastosowania. Spawanie stali wymaga użycia specjalnego gazu (Ar+CO2). Proporcje CO2 mogą się różnić w zależności od rodzaju używanego gazu. Do stali nierdzewnej należy zastosować mieszankę 2% CO2. W przypadku spawania czystym CO2 konieczne jest podłączenie podgrzewacza gazu do butli z gazem. Możliwe jest również użycie standardowego modułu podgrzewania (36 V), który można podłączyć do gniazda zasilania 36 V znajdującego się w opcjonalnym źródle za bocznymi drzwiami. Należy pamiętać, że ten zasilacz 36V DC jest również kompatybilny z podgrzewaczami 36V AC. Aby uzyskać informacje na temat specyficznych wymagań dotyczących gazu, należy skontaktować się z dystrybutorem gazu. Szybkość przepływu gazu przy stali wynosi pomiędzy 8 a 15 L/ min w zależności od środowiska. Aby sprawdzić przepływ gazu na manometrze bez rozwijania przewodu wlewu, naciśnij i przytrzymaj przycisk (III-7). Kontrola ta powinna być przeprowadzana okresowo, aby zapewnić optymalne spawanie.
SPAWANIE PÓŁAUTOMATYCZNE ALUMINIUM (TRYB MIG)
Urządzenie to może spawać drut aluminiowy od ∅ 0,8 do 1,6 mm (I-B).
Zastosowanie aluminium wymaga specyficznego gazu - czysty Argon (Ar). Do wyboru gazu, należy zasięgnąć porady od dystrybutora gazu. Natężenie przepływu gazu w aluminium wynosi od 15 do 20 l/min w zależności od środowiska i doświadczenia spawacza.
Oto różnice pomiędzy zastosowaniem stali i aluminium :
- Używać specjalnych rolek do spawania aluminium.
- Ustawić na minimum napięcie rolek podajnika drutu, tak aby nie zmiażdżyć drutu.
- Stosować Rurkę kapilarną (do prowadzenia drutu między rolkami bębna a złączem EURO) tylko przy spawaniu stali/ stali nierdzewnej (I-B).
- Użyj specjalnego palnika do aluminium. Ten aluminiowy palnik posiada powłokę teflonową zmniejszającą tarcie. NIE przecinać osłony na krawędzi złącza ! Ta osłona służy do wyprowadzenia drutu z rolek.
- Tuba stykowa: stosować aluminiową rurkę stykową SPECIAL odpowiadającą średnicy przewodu.
PÓŁAUTOMATYCZNE SPAWANIE DRUTEM RDZENIOWYM BEZ GAZU
Urządzenie może spawać bez gazu drutem rdzeniowym o średnicy od 0,9 do 1,6 mm. Oryginalne rolki należy wymienić na specjalne rolki z drutu rdzeniowego (opcja). Spawanie drutem rdzeniowym ze standardową dyszą może spowodować przegrzanie i uszkodzenie palnika. Wyjąć oryginalną dyszę z palnika MIG-MAG. Spawanie MIG/MAG bez osłony gazowej wymaga zazwyczaj ujemnej biegunowości. W takim przypadku konieczne jest użycie opcjonalnego kabla odwracającego polaryzację. Instrukcje podłączania znajdują się w instrukcji obsługi źródła.
ZALECANE ZESTAWIENIA
| (mm) | Prąd (A) ∅ Przewód (mm) ∅ Dysza (mm) | Natężenie przepływu (L/min) | |||
| MIG | 0.8-2 20-100 | 0.8 12 10-12 | |||
| 2-4 100-200 | 1.0 12-15 12-15 | ||||
| 4-8 200-300 | 1.0/1.2 | 15-16 | 15-18 | ||
| 8-15 | 300-500 | 1.2/1.6 | 16 | 18-25 | |
| MAG | 0.6-1.5 | 15-80 | 0.6 | 12 | 8-10 |
| 1.5-3 80-150 | 0.8 12-15 10-12 | ||||
| 3-8 150-300 | 1.0/1.2 | 15-16 | 12-15 | ||
| 8-20 | 300-500 | 1.2/1.6 | 16 | 15-18 | |
TRYB SPAWANIA MIG / MAG (GMAW/FCAW)
PODŁĄCZENIE I PORADY
Patrz instrukcja obsługi źródła.
Na interfejsie źródła :
1- Naciśnij lewy przycisk, aby wybrać tryb spawania MIG.
2- Naciśnij środkowy przycisk, aby wybrać zachowanie spustu: 2T lub 4T.
W trybie 2T naciśnięcie spustu uchwytu spawalniczego uruchamia przepływ gazu osłonowego i zajarzenie łuku. Użytkownik przytrzymuje spust podczas spawania i zwalnia go, aby zakończyć spawanie.
W trybie 4T naciśnięcie spustu uchwytu spawalniczego powoduje uruchomienie przepływu gazu osłonowego i zajarzenie łuku. Zwolnij spust uchwytu, a cykl spawania będzie kontynuowany. Aby zatrzymać spawanie, użytkownik ponownie naciska i zwalnia spust.
3- Naciśnij prawy przycisk, aby wybrać czas, przez jaki ochrona przed gazem będzie utrzymywana (0, 0,5 lub 1 sekunda) po zgaśnięciu łuku. Chroni część przed utlenianiem.
Interfejs podajnika Interfejs źródła


Czarne obszary nie są dostępne w tym trybie. Czarne obszary nie są dostępne w tym trybie.
- Ustaw napięcie spawania (dostępne na podajniku drutu lub źródle):
Wyregulować napięcie spawania za pomocą pokrętła (V) w zależności od wykonywanej pracy. Wartość zadana napięcia jest wyświetlana na lewym wyświetlaczu.
- Ustaw prędkość podawania drutu (dostępne na podajniku lub źródle):
Wyreguluj prędkość nici za pomocą pokrętła (⊕), aby dostosować ją do wykonywanego zadania. Wartość zadana prędkości jest wyświetlana na prawym wyświetlaczu.
- Wyreguluj indukcyjność (dostępne na źródle):
Wyreguluj poziom indukcyjności za pomocą pokrętła (m) na źródle, wartość względna od MIN do MAX. Im niższy poziom indukcyjności, tym twardszy i bardziej kierunkowy będzie łuk, im wyższy poziom indukcyjności, tym gładszy będzie łuk z małą ilością odprysków.
Wybierz napięcie wyjściowe i ustaw prędkość podawania drutu zgodnie z zaleceniami podanymi na źródłe zasilania, w zależności od grubości spawanych elementów.
PRZEDMUCHIWANIE GAZEM (dostępne na podajniku)
Przycisk usuwania gazu ( ) umożliwia opróżnienie palnika z powietrza bez rozwijania przewodu wlewu oraz sprawdzenie przepływu gazu na manometrze.

Naciśnij krótko przycisk (3) aby rozpocząć oczyszczanie gazowe. Ekran po prawej stronie wyświetla i rozwija sekwencję (7-6-5-...-1). Domyślnie czas jest ustawiony na 7 sekund. To odliczanie pozostawia wolne ręce do regulacji przepływu gazu na manometrze.
Aby zmienić czas przedmuchu gazem, należy krótko nacisnąć przycisk ( ) i obrócić prawe pokrętło. Czas można ustawić w zakresie od 3 do 60 sekund. Sekwencja rozpocznie się po dokonaniu wyboru lub naciśnij ponownie krótko przycisk ( ) aby potwierdzić i zapisać ustawienie.
PODAWANIE DRUTU (dostępny na podajniku)
Przycisk podawania drutu (Φ) aktywuje podawanie drutu bez włączania gazu lub systemu spawania. Umożliwia rozwijanie drutu przez osłone palnika po zainstalowaniu nowej szpuli. Naciśnij przycisk przez dłuższy czas, aby rozpocząć odwijanie przewodu, zwolnij przycisk, aby zatrzymać.
TRYB SPAWANIA TIG (GTAW)
PODŁACZENIE I PORADY
- Spawanie TIG DC wymaga gazu ośłonowego (Argon).
- Podłączyć zacisk uziemiający do gniazda bieguna dodatniego (+). Podłączyć opcjonalny palnik TIG (nr kat. 087606) do złącza EURO na podajniku (II-4), a kabel odwracający do złącza ujemnego (-). Więcej informacji można znaleźć w instrukcji obsługi źródła.
- Upewnić się, że palnik jest odpowiednio wyposażony i że materiały takie jak szczypce, kołnierz wzmacniający, dyfuzor i dysza nie są zużyte.
- Wybór elektrody zależy od natężenia prądu w procesie TIG DC.
OSTRZENIE ELEKTRODY
Dla optymalnego działania zaleca się stosować zaostrzone elektrody w następujący sposób:
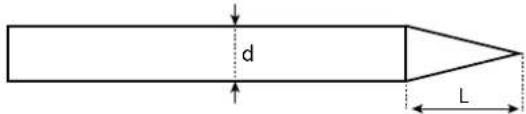
L = 3 x d dla niskiego prądu spawania.
L = d dla wysokiego prądu spawania.
ZALECANE ZESTAWIENIA
| (mm) | Prąd (A) ∅ Elektrody (mm) ∅ Dysza (mm) Przepływ Argonu (L/min) | |||
| 0.3 - 3 3 - 75 1 | 6.5 6 - 7 | |||
| 2.4 - 6 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | 8 - 9 |
| 9 - 12 | 225 - 300 | 3.2 | 12.5 | 9 - 10 |
Na interfejsie źródła :
1- Naciśnij lewy przycisk, aby wybrać tryb spawania TIG Lift.
2- Naciśnij środkowy przycisk, aby wybrać zachowanie spustu: 2T, 4T lub Valve (palnik bez spustu).
W trybie 2T umieść końcówkę elektrody wolframowej na elemencie spawanym i naciśnij spust uchwytu spawalniczego, aby uruchomić przepływ gazu osłonowego. Następnie podnieś elektrodę wolframową, aby rozpocząć zajarzenie łuku. Użytkownik przytrzymuje spust podczas spawania i zwalnia go, aby zakończyć spawanie.
W trybie 4T umieść końcówkę elektrody wolframowej na elemencie spawanym i naciśnij spust uchwytu spawalniczego, aby uruchomić przepływ gazu osłonowego. Następnie podnieś elektrodę wolframową, aby zajarzyć łuk prądem 20 A. Zwolnij spust uchwytu, a cykl spawania będzie kontynuowany. Naciśnij spust uchwytu po raz drugi, a cykl pracy przełączy się na «DownSlope» (prąd spawania na poziomie 60%). Aby zakończyć spawanie, zwolnij spust uchwytu spawalniczego po raz drugi.
W trybie «Zawór» ustaw natężenie przepływu gazu na reduktorze ciśnienia butli gazowej, a następnie otwórz zawór palnika. Umieść końcówkę elektrody wolframowej na obrabianym przedmiocie, aby rozpocząć zajarzenie łuku. Aby przerwać spawanie, szybko podnieś uchwyt lub unieś łuk raz (góra-dół). Zamknij zawór palnika, aby zatrzymać gaz po ostygnięciu elektrody.
3- Naciśnij prawy przycisk, aby wybrać czas, przez jaki utrzymywana jest ochrona przed gazem (0, 0,5 lub 1 sekunda) po zgaśnięciu łuku (opcja niedostępna w przypadku palnika z zaworem). Chroni część przed utlenianiem.
Interfejs podajnika

Czarne obszary nie są dostępne w tym trybie.
Interfejs źródła

Czarne obszary nie są dostępne w tym trybie.
Regulacja natężenia spawania :
Wyregulować prąd spawania za pomocą pokrętla (φ) w zależności od wykonywanej pracy. Wartość zadana prądu spawania jest wyświetlana na prawym wyświetlaczu.
ROLKI (B) OPCJONALNIE
| Średnica | Odnośnik (x2)Stal Aluminium Drut rdzeniowy |
| 0.6/0.8 042353 - 0.9/1.2 042407 | |
| 0.8/1.0 042360 042377 1.2/1.6 089280 | |
| 1.0/1.2 046849 040915 | |
| 1.2/1.6 042384 042391 |
| Średnica | Odnośnik (x2) |
BŁĘDY, PRZYCZYNY, ROZWIAŻANIA PROBLEMÓW
| DYSFUNKCJA PRZYCZYNY ROZWIAZANIA | ||
| Prędkość podawania drutu spawalniczego nie jest stała. | Zgarniacze zatykające otwór wentylacyjny | Wyczyść rurkę kontaktową lub wymień ją na produkt zapobiegający przyleganiu. |
| Drut ślizga się na rolkach. Ponownie nałożyć środek antyadhezyjny. | ||
| Jedna z rolek ślizga się. Sprawdź, czy śruba wałka jest dokręcona. | ||
| Kabel palnika jest skręcony. Kabel palnika powinien być możliwie prosty. | ||
| Silnik podajnika drutu nie działa. | Hamulec szpuli drutu lub rolki są zbyt mocno ściśnięte. | Poluzować hamulec i rolki |
| Nieprawidłowe podawanie drutu. | Prowadnik drutu jest zabrudzony lub uszkodzony. | Wyczyścić lub wymienić. |
| Brak wpustu na rolce Ponownie umieścić klucz na swoim miejscu | ||
| Zbyt mocno dociśnięty hamulec szpuli. | Zwolnić hamulec. | |
| Brak prądu lub niewłaściwy prąd spawania. | Nieprawidłowe podłączenie do zasilania. | Sprawdzić podłączenie z siecią i czy gniazdo jest dobrze zasilane. |
| Nieprawidłowe podłączenie uziemienia. | Sprawdzić kabel uziemiający (stan podłączenia oraz zacisku). | |
| Brak mocy. | Wymienić spust palnika. | |
| Zablokowany przewód za rolkami | Osłona prowadnicy drutu zmiażdżona. | Sprawdzić osłonę i palnik. |
| Zacięcie drutu w palniku. | Wyczyścić lub wymienić. | |
| Brak rurki kapilarnej. | Sprawdzić obecność tuby kapilarnej. | |
| Zbyt wysoka prędkość drutu. | Zmniejszyć prędkość drutu | |
| Spoina spawalnicza jest porowata. | Niewystarczający przepływ gazu. | Dostosować zakres przepływu od 15 do 20 L/min.Oczyścić obrabiany metal. |
| Pusta butła gazowa. | Wymienić. | |
| Niezadowalająca jakość gazu. | Wymienić. | |
| Przepływ powietrza lub wpływ wiatru. | Unikać przeciągów, zabezpieczyć obszar spawania. | |
| Dysza gazowa zabrudzona. | Oczyścić lub wymienić dyszę gazową. | |
| Słaba jakość drutu. | Stosować odpowiedni drut do spawania MIG-MAG. | |
| Zła jakość powierzchni do spawania (rdza itp.) | Oczyścić metal przed spawaniem | |
| Gaz nie jest podłączony | Sprawdzić, czy gaz jest podłączony do wejścia źródła prądu. | |
| Znaczne iskrzenie cząstek stałych. | Napięcie łuku jest zbyt niskie lub zbyt wysokie. | Sprawdzić ustawienia spawania. |
| Nieprawidłowe gniazdo uziemienia. | Sprawdzić i ustawić zacisk uziemiający jak najbliżej spawanego obszaru. | |
| Niedostateczny gaz osłonowy. | Wyregulować przepływ gazu. | |
| Brak przepływu gazu na końcówce palnika | Nieprawidłowe podłączenie gazu | Sprawdzić podłączenie włotów gazu |
| Sprawdzić zawór elektromagnetyczny | ||
WARUNKI GWARANCJI
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez okres 2 lat od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych uszkodzeń powstałych w wyniku transportu.
- Zwykłego zużycia części (Np. : kabli, zacisków itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzeń związanych ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając: - dowód zakupu z datą (paragon fiskalny, fakturę...)
- notatkę z wyjaśnieniem usterki.
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO