
WF 20 - Lasapparaat GYS - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis WF 20 GYS in PDF-formaat.

| Merk | GYS |
| Model | WF 20 |
| Producttype | Aparte draadaanvoer voor halfautomatisch lassen (MIG/MAG) en TIG Lift |
| Lasprocessen | MIG/MAG (staal, roestvast staal, aluminium, gevulde draad zonder gas) en TIG DC (Lift) |
| Geaccepteerde spoeldiameter | 200 mm en 300 mm |
| Draaddiameter | ∅ 0,8 tot 1,6 mm (staal/rvs/alu), ∅ 0,9 tot 1,6 mm (gevulde draad) |
| Meegeleverde aandrijfrollen | Dubbele groef staal ∅ 1,0/1,2 mm |
| Compatibele generator | MULTIWELD 400T G (ref. 083974) |
| Beschermingsgraad | IP23 |
| Gebruikstemperatuur | -10 °C tot +40 °C |
| Opslagtemperatuur | -20 °C tot +55 °C |
| Omgevingsvochtigheid | ≤ 50% bij 40 °C, ≤ 90% bij 20 °C |
| Maximale hoogte | 1000 m |
| Weergave | Spanning, stroom en draadsnelheid |
| Instellingen | Spanning, draadsnelheid, inductie, gasspoeling, draadvoorschuif |
| Trekkerstanden | 2T en 4T (MIG/MAG en TIG), Valve-modus (TIG) |
| Onderhoud | Regelmatig stofvrij maken, controle van aansluitingen, jaarlijks onderhoud door gekwalificeerd personeel |
| Veiligheid | Persoonlijke bescherming, aarding, noodstop, EMF-voorzorgen |
| Garantie | 2 jaar (onderdelen en arbeid) |
| Optionele accessoires | TIG-toorts, polariteitsomkeerkabel, specifieke aandrijfrollen, bundels van verschillende lengtes |
Veelgestelde vragen - WF 20 GYS
Gebruikersvragen over WF 20 GYS
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Lasapparaat in PDF-formaat gratis! Vind uw handleiding WF 20 - GYS en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. WF 20 van het merk GYS.
GEBRUIKSAANWIJZING WF 20 GYS
NL Draai vervolgens met de hand de borgmoer aan.
Voordat u dit apparaat in gebruik neemt moeten deze instructies zorgvuldig gelezen en goed begrepen worden.
Voer geen onderhoud of wijzigingen uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel en iedere vorm van materiële schade veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald worden op de fabrikant.
Raadpleeg, bij problemen of onzekerheid over het gebruik, een bevoegd en gekwalificeerd persoon om het product correct te kunnen gebruiken.
Lees aandachtig de handleiding van het lasapparaat door voor u het draadaanvoersysteem gaat gebruiken.
OMGEVING
Dit apparaat mag uitsluitend gebruikt worden voor het uitvoeren van laswerkzaamheden, en alleen volgens de in de handleiding en/of op het typeplaatje vermelde instructies. De veiligheidsvoorschriften moeten altijd gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik van dit materiaal kan de fabrikant niet aansprakelijk worden gesteld.
De installatie mag alleen worden gebruikt en bewaard in een stof- en zuurvrije ruimte, en in afwezigheid van ontvlambaar gas of andere corrosieve substanties. Zorg altijd voor voldoende ventilatie tijdens het gebruik van deze apparatuur.
Temperatuur-indicaties :
Gebruikstemperatuur tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid:
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Booglassen kan gevaarlijk zijn en ernstige en zelfs dodelijke verwondingen veroorzaken.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie-gevaar, aan lawaai en aan uitstoting van gassen.
Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies :

Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en in goede staat, die het gehele lichaam bedekt.

Draag handschoenen die een elektrische en thermische isolatie garanderen.

Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw ogen tijdens schoonmaakwerkzaamheden. Het dragen van contactlenzen is uitdrukkelijk verboden.
Soms is het nodig om het lasgebied met brandwerende schermen af te schermen tegen stralingen, projectie en wegspattende gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om gepaste kleding te dragen die hen voldoende bescherming biedt.

Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit geldt tevens voor alle personen die zich in de las-zone bevinden).
Houd uw handen, haar en kleding op voldoende afstand van bewegende delen (ventilator).
Verwijder nooit de behuizing van de koelgroep wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en onder spanning staat. Wanneer dit toch gebeurt, kan de fabrikant niet verantwoordelijk worden gehouden voor het ontstaan van letsels of ongelukken.

De elementen die net gelast zijn zijn heet, en kunnen brandwonden veroorzaken wanneer ze aangeraakt worden. Zorg ervoor dat, tijdens onderhoudswerkzaamheden aan de toorts of de elektrode-houder, deze voldoende afgekoeld zijn en wacht ten minste 10 minuten alvorens met de werkzaamheden te beginnen. Om te voorkomen dat de vloeistof brandwonden veroorzaakt moet de koelgroep in werking zijn tijdens het gebruik van een watergekoelde toorts.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen.
LASDAMPEN EN GASSEN

Dampen, gassen en stofdeeltjes die worden uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse lucht-aanvoer kan een oplossing zijn als er onvoldoende ventilatie is.
Controleer of de afzuigkracht voldoende is, en verifieer of deze aan de gerelateerde veiligheidsnormen voldoet.
Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd en geobserveerd worden. Bovendien kan het lassen van materialen die bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van de laswerkzaamheden.
De gasflessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder of op een trolley. Lassen in de buurt van vet of verf is verboden.
BRAND EN EXPLOSIE-GEVAAR

Scherm het lasgebied volledig af, brandbare stoffen moeten op minimaal 11 meter afstand geplaatst worden. Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor het wegspatten van hete onderdelen of vonken, zelfs door kieren heen. Deze kunnen brand of explosions veroorzaken.
Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand.
Lassen in containers of gesloten buizen is verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of explosief product (olie, brandstof, gas-residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar de lasstroombron of in de richting van brandbare of ontvlambare materialen.
GASFLESSEN

Het gas dat uit de gasflessen komt kan, in geval van hoge concentraties in de lasruimte, verstikking veroorzaken (goed ventileren is absoluut noodzakelijk).
Het transport moet absoluut veilig gebeuren : de flessen moeten gesloten zijn en de lasstroombron moet uitgeschakeld zijn. De flessen moeten verticaal bewaard worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze omvallen.
Sluit de flessen na ieder gebruik. Wees alert op temperatuurveranderingen en blootstelling aan zonlicht.
De fles mag niet in contact komen met een vlam, een elektrische boog, een toorts, een massa-klem of een andere warmtebron of gloeiend voorwerp. Houd de fles uit de buurt van elektrische circuits en lascircuits, en las nooit een fles onder druk.
Wees voorzichtig bij het openen van het ventiel van de fles, houd uw hoofd ver verwijderd van het ventiel en controleer voor gebruik of het gas geschikt is voor de door u uit te voeren laswerkzaamheden.
Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering. Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektrodes) die onder spanning staan. Deze delen zijn aangesloten op het lascircuit.
Koppel het lasapparaat, voordat u het opent, los van het stroomnetwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massa-klem aan.
Zorg ervoor dat, als de kabels of toortsen beschadigd zijn, deze vervangen worden door gekwalificeerde en bevoegde personen. Gebruik alleen kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend schoeisel, waar u ook werkt.
INSTALLATIE VAN DE SPOEL EN INBRENGEN VAN DE DRAAD

Isolatie van de boog-lasser ten opzichte van de lasspanning!
Niet alle actieve onderdelen van het lasstroomcircuit kunnen beveiligd worden tegen direct contact. De lasser moet zich dus beschermen tegen de bestaande risico's, en de geldende veiligheidsregels respecteren. Zelfs een contact met een lage spanning kan verrassen en een ongeluk veroorzaken.
- Draag een droge en volledige veiligheidsuitrusting (schoenen met rubberen zolen / beschermende lederen lashandschoenen zonder klinknagels of nietjes) !
- Vermijd direct contact met elektrische aansluitingen of niet-geïsoleerde aansluitingen!
- Plaats altijd de lastoorts of de elektrode-houder op een geïsoleerde standaard!

Risico op brandwonden op het niveau van de aansluiting van de lasstroom!
Als de stroom-aansluitingen niet correct op elkaar aangesloten zijn, kunnen de kabels opwarmen en brandwonden veroorzaken wanneer ze aangeraakt worden!
- Controleer dagelijks deze lasstroom-aansluitingen, en vergrendel ze indien nodig door ze naar rechts te draaien.

Elektrocutiegevaar!
Wanneer het lassen gerealiseerd wordt met verschillende procedures terwijl de toorts en de elektrode-houder aangesloten zijn op het materiaal, wordt een nullastspanning of een lasspanning aangevoerd op de circuits!
- Isoleer altijd, voor het begin van het lassen en tijdens onderbrekingen, de toorts en de elektrode-houder!
ELEKTROMAGNETISCHE STRALING

Elektrische stroom die door geleidend materiaal of kabels gaat veroorzaakt plaatselijk elektrische en magnetische velden (EMF). De lasstroom wekt een elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden (EMF) kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Maatregelen moeten worden genomen om personen die drager zijn van
implantaten te beschermen. Bijvoorbeeld : toegangsbeperking voor voorbijgangers, of een individuele risico-evaluatie voor de lassers.
Alle lassers zouden de volgende adviezen op moeten volgen om blootstelling aan elektro-magnetische straling van het lascircuit tot een minimum te beperken:
- plaats de laskabels samen - bind ze zo mogelijk onderling aan elkaar vast;
- houd uw romp en uw hoofd zo ver mogelijk verwijderd van het lascircuit;
- wikkel de laskabels nooit rond uw lichaam;
- sluit de massaklem aan op het werkstuk, zo dicht mogelijk bij de te lassen zone;
- werk niet vlakbij de lasstroombron, ga er niet op zitten en leun er niet tegenaan;
- niet lassen tijdens het verplaatsen van de lasstroombron of het draadaanvoersysteem.
- ga niet tussen de laskabels in staan. Houd de twee laskabels aan dezelfde kant van uw lichaam;

Personen met een pacemaker moeten eerst een arts raadplegen voordat ze het apparaat gaan gebruiken.
Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend zijn.
TRANSPORT EN DOORVOER VAN HET DRAADAANVOERSYSTEEM

Het draadaanvoersysteem is uitgerust met een handvat, waarmee het apparaat gedragen kan worden. Let op : onderschat het gewicht niet. Het handvat mag niet gebruikt worden om het apparaat aan omhoog te hijsen.
Til nooit een gasfles en het materiaal tegelijk op. De vervoersnormen zijn verschillend.
Til het apparaat niet boven personen of voorwerpen.
Het is beter de spoel te verwijderen alvorens het draadaanvoersysteem op te tillen of te vervoeren.
INSTALLATIE VAN HET MATERIAAL
- Zet de machine op een ondergrond met een helling van maximaal 10^ .
- Het apparaat moet worden afgeschermd tegen slagregens, en mag niet worden blootgesteld aan zonlicht.
- IP23 beschermingsklasse, dit betekent dat :
- het apparaat is beveiligd tegen toegang in gevaarlijke delen van solide elementen met een diameter van >12,5mm en
- bescherming tegen regen als deze 60% ten opzichte van een verticale lijn valt.
Deze apparaten kunnen dus buiten gebruikt worden, in overeenstemming met veiligheidsindicatie IP23.

De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet correct of gevaarlijk gebruik van dit materiaal.
Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels volledig afgerold worden.
ONDERHOUD / ADVIEZEN


- Het onderhoud mag alleen door gekwalificeerd personeel uitgevoerd worden. We raden u aan een jaarlijkse onderhoudsbeurt uit te laten voeren.
-
Koppel de aansluitingen tussen het lasapparaat en het draadaanvoersysteem los en wacht twee minuten voordat u werkzaamheden op het materiaal gaat verrichten.
-
Neem regelmatig de behuizing af en maak het apparaat met een blazer stofvrij. Maak van de gelegenheid gebruik om, met geïsoleerd gereedschap, ook de elektrische verbindingen te laten controleren.
- Controleer regelmatig de staat van de verbindingskabel tussen het draadaanvoersysteem en de lasstroombron. Als de verbindingskabel beschadigd is, moet deze worden vervangen.

Waarschuwing ! Indien er een systeem wordt gebruikt om het apparaat te verplaatsen tijdens het lassen (anders dan het systeem dat geadviseerd wordt door de fabrikant) zorg dan voor een isolerende laag tussen de behuizing van het draadaanvoersysteem en het manoeuvre-systeem.
- Het draadaanvoersysteem mag alleen in werking worden gesteld als alle kleppen gesloten zijn.
Alleen ervaren en door de fabrikant gekwalificeerd personeel mag de installatie van dit apparaat uitvoeren. Verzekert u zich ervan dat de generator tijdens het installeren NIET op het stroomnetwerk aangesloten is. Om de optimale las-omstandigheden te creëren wordt aanbevolen om de laskabels te gebruiken die worden meegeleverd met het apparaat.
OMSCHRIJVING
Dit is een apart draadaanvoersysteem voor semi-automatisch lassen (MIG of MAG) en voor lassen met wolfraam elektroden (TIG Lift). Het apparaat is geschikt voor spoelen met een draad ∅ van 200 en 300 mm.
BESCHRIJVING VAN HET MATERIAAL (II)
1- Spoelhouder ∅ 200/300 mm. 9- Aansluiting vermogen
2- Draadaanvoersysteem 10- Gasaansluiting
3- Bediening 11- Aansluiting kabel
4- Euro-aansluiting (toorts) 12- Handvat voor transport
5- Afdekplaatje uitgang koelvloeistof (Blauw) 13- Statief
6- Afdekplaatje ingang koelvloeistof (Rood)
7- Toortshouder
8- Kabel-houder
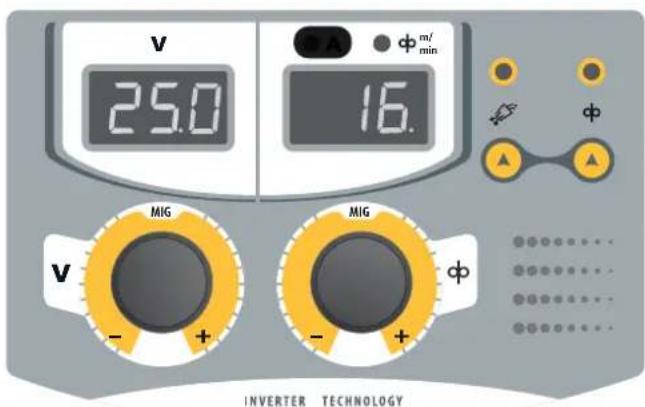
1- Weergave spanning 5- Instellen spanning
2- Weergave van de stroom en de draadsnelheid
3- Weergave stroom 7- Knop draadaanvoer
4- Weergave draadsnelheid 8- Knop zuiveren gas
6- Instelling van de draadsnelheid
ELEKTRISCHE VOEDING - OPSTARTEN
Dit materiaal kan alleen samen met de MULTIWELD 400T G generator (optioneel - art. code 083974) gebruikt worden :
De verbinding tussen deze twee apparaten moet worden gerealiseerd met een daarvoor geschikte kabel :
| Type koeling van de toorts | Lengte | Sectie | Art. code |
| Lucht | 5 m | 70 mm^2 | 083998 |
| 10 m | 70 mm^2 | 084001 | |
| 15 m | 95 mm^2 | 084018 | |
| 20 m | 95 mm^2 | 084025 |
AANSLUITEN VAN DE KABEL

Het aansluiten of afkoppelen van de verbindingskabel tussen de generator en het draadaanvoersysteem mag enkel gebeuren wanneer het lasapparaat niet onder spanning staat. Koppel de voeding af door de stekker uit het stopcontact te halen, en wacht ten minste twee minuten.
Voor het aansluiten van de kabel tussen de generator en het draadaanvoersysteem, zie pagina 3.
INSTALLEREN VAN DE SPOEL
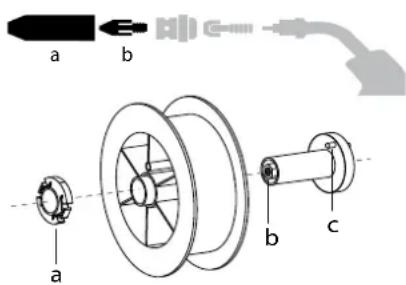
- Verwijder de nozzle (a) en de contact-buis (b) van uw MIG/MAG toorts.
- Open het klepje van het draadaanvoersysteem.
- Plaats de spoel op de houder.
- Houd rekening met de aandrijf-pen (c) van de spoelhouder. Om een spoel van 200 mm te monteren, moet u de kunststof spoelhouder (a) maximaal aandraaien.
- Stel de rem van de spoel (b) correct af, om te voorkomen dat tijdens de lasstop de draad in de war raakt. Draai over het algemeen niet te strak aan. Dit kan de motor oververhitten.
INBRENGEN VAN DE LASDRAAD
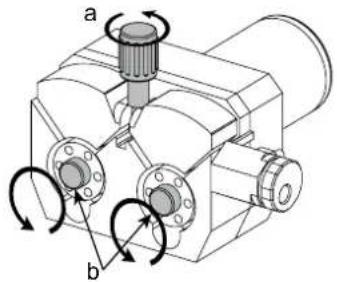
De rollers verwisselt u als volgt :
- Draai de draaiknop (a) maximaal los en laat deze neerkomen.
- Ontgrendel de rollers door de bevestigingsschroeven (b) los te draaien.
- Plaats de aanvoerrollen die geschikt zijn voor de door u uit te voeren werkzaamheden en schroef de schroeven weer vast.
De bijgeleverde aanvoerrollen hebben een dubbele groef : - staal ∅ 1.0/1.2
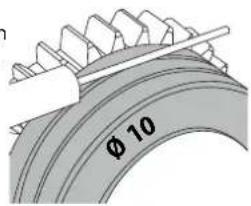
- Controleer het opschrift op de rol, om er zeker van te zijn dat deze geschikt is voor de diameter en het materiaal van het door u gebruikte draad (voor een draad van ∅ 1.0 gebruikt u de groef ∅ 1.0).
- Gebruik rollers met een V-groef voor staaldraad en andere hardere draadsoorten.
- Gebruik rollen met een U-groef voor aluminiumdraad en andere soepele draadsoorten.
: de aanduiding is af te lezen op de rol (bijvoorbeeld : ∅10 = ∅ 1.0)
→ : de te gebruiken groef
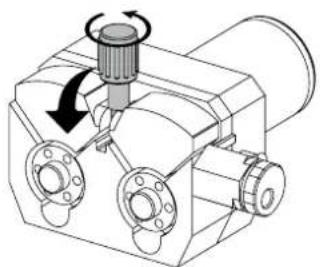
Ga, om het lasdraad te installeren, als volgt te werk :
- Draai het wieltje zo ver mogelijk los en laat het zakken.
- Breng de draad in, sluit vervolgens het draadaanvoersysteem en draai de draaiknop weer aan.
- Activeer de motor op de trekker van de toorts of op de handmatige knop voor het activeren van de draadaanvoer (III-7).

Opmerkingen :
- Een te krappe mantel kan problemen bij de draadaanvoer geven en de motor oververhitten.
- De aansluiting van de toorts moet eveneens goed aangedraaid worden, dit om oververhitting te voorkomen.
- Controleer of het draad en de spoel niet in contact zijn met mechanische onderdelen van het apparaat, dit kan kortsluiting veroorzaken.
RISICO OP BLESSURES ALS GEVOLG VAN BEWEGENDE ONDERDELEN

De draadaanvoersystemen zijn voorzien van bewegende delen die handen, haar, kleding en gereedschap kunnen grijpen en die ernstige verwondingen kunnen veroorzaken!
- Raak met uw hand(en) geen bewegende, draaiende of aandrijvende onderdelen aan!
- Let goed op dat de afdekkingen van de behuizing van het apparaat correct gesloten blijven wanneer het apparaat in werking is!
- Draag geen handschoenen tijdens het afwikkelen van de lasdraad en het verwisselen van de spoelen.
SEMI-AUTOMATISCH LASSEN IN STAAL/INOX (MAG MODULE)
Met dit apparaat kunt u lassen met staaldraad en roestvrijstaaldraad met een ∅ 0.8 tot 1,6 mm (I-A). Het apparaat wordt standaard geleverd met rollers voor een ∅ 1.0/1.2 voor staal en roestvrijstaal. De contactbuis, de groef van de aandrijfrol en de mantel van de toorts zijn voor deze afmetingen bestemd.
Voor het lassen van staal dient u een speciaal lasgas (Ar+CO2) te gebruiken. De CO2 verhouding kan variëren, afhankelijk van het gebruikte type gas. Voor het lassen van inox moet een mengsel met 2% CO2 gebruikt worden. Wanneer gelast wordt met puur CO2 is het noodzakelijk om een gasverwarmer op de gasfles te installeren. Het is ook mogelijk om een standaard voorverwarm-module (36V) te gebruiken, die kan worden aangesloten aan de 36V voedingsspanning die zich in de optionele generator bevindt, achter de zijklep. Deze 36V DC voeding is ook geschikt voor 36V AC voorverwarmers. Voor specifieke eisen wat betreft gas kunt u contact opnemen met uw gasleverancier. De gastoevoer voor staal ligt tussen de 8 en 15 liter per minuut, afhankelijk van de omgeving. Om de gastoevoer te kunnen controleren zonder het draad te doen afrollen drukt u enkele seconden op de knop (III-7). Om optimale lasresultaten te garanderen moet deze controle regelmatig worden uitgevoerd.
SEMI-AUTOMATISCH LASSEN VAN ALUMINIUM (MIG MODULE)
Met dit apparaat kunt u lassen met aluminiumdraad met een ∅ van 0.8 tot 1.6 mm (I-B).
Voor aluminium dient u een specifiek zuiver Argon (Ar) gas te gebruiken. Om het juiste gas te kiezen, kunt u advies vragen aan uw gasleverancier.
De gastoevoer voor aluminium ligt tussen 15 en 20 L/m, afhankelijk van de omgeving en de ervaring van de lasser.
De verschillen tussen het gebruik voor staal en aluminium:
- Gebruik de specifieke rollers voor het lassen van aluminium.
- Zet minimale druk op de rollers van de draadaanvoer, zodat de draad niet geplet wordt.
- Gebruik de capillaire buis (bestemd om het draad van de rollers van het draadaanvoersysteem naar de EURO-aansluiting te geleiden) uitsluitend voor het lassen van staal/inox (I-B).
- Gebruik een speciale aluminium-toorts. Deze toorts voor aluminium heeft een teflon mantel, om de wrijving te verminderen. NIET de mantel bij de aansluiting afknippen! Deze mantel wordt gebruikt om de draad vanaf de rollers te geleiden.
- Contact buis : gebruik een SPECIALE aluminium contactbuis die geschikt is voor de diameter van het draad.
Dit materiaal is geschikt voor het lassen van gevuld draad zonder gas met een ∅ van 0.9 tot 1.6 mm. De oorspronkelijk meegeleverde rollers mogen alleen worden vervangen door rollers die geschikt zijn voor het lassen met gevuld draad (optioneel). Lassen met gevuld draad en een standaard nozzle kan oververhitting en beschadiging van de toorts veroorzaken. Verwijder de originele nozzle van uw MIG-MAG toorts. Het MIG/MAG lassen zonder beschermgas vereist over het algemeen een negatieve polariteit. In dit geval is het nodig om een polariteit-omkerende kabel te gebruiken (optioneel). Raadpleeg voor het aansluiten de handleiding van de generator.
AANBEVOLEN COMBINATIES
| (mm) | Stroom (A) ∅ draad | (mm) ∅ Nozzle (mm) Toevoer | (in L/min) | ||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | |||
| 2-4 100-200 1 | 0 12-15 12-15 | ||||
| 4-8 200-300 1 | 0/1.2 15-16 15-18 | ||||
| 8-15 300-500 1 | 2/1.6 16 18-25 | ||||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | ||
| 1.5-3 80-150 0 | 8 12-15 10-12 | ||||
| 3-8 150-300 1 | 0/1.2 15-16 12-15 | ||||
| 8-20 300-500 1 | 2/1.6 16 15-18 |
LASMODULE MIG/MAG (GMAW/FCAW)
AANSLUITING EN ADVIEZEN
Zie de handleiding van de generator.
KEUZE VAN DE MODULES EN INSTELLINGEN
Op de interface van de generator :
1 - Druk op de linkerknop om de MIG lasmodule te kiezen.
2- Druk op de middelste knop om de bediening van de trekker te kiezen : 2T of 4T.
In de 2T module zal een druk op de trekker van de lastoorts de toevoer van beschermgas starten en de lasboog doen ontsteken. De lasser houdt de trekker ingedrukt tijdens het lassen, en laat deze los om het lassen te onderbreken.
In de 4T module zal een druk op de trekker van de lastoorts de toevoer van beschermgas starten en de lasboog doen ontsteken. Wanneer de lasser de trekker loslaat zal de lascyclus niet worden onderbroken. Om het lassen te stoppen kan de lasser opnieuw op de trekker drukken en deze vervolgens loslaten.
3- Druk op de rechterknop om de duur van de gasbescherming na het stoppen van de lasboog (0, 0.5 of 1 seconde) in te geven Dit beschermt het onderdeel tegen oxidatie.
Bedieningsinterface draadaanvoersysteem
De zwart-gekleurde zones zijn in deze module niet beschikbaar.
Bedieningsinterface generator

De zwart-gekleurde zones zijn in deze module niet beschikbaar.
- Stel de lasspanning in (beschikbaar op het draadaanvoersysteem of de generator):
Bijstellen van de lasspanning met behulp van de draaiknop (V), afhankelijk van het te realiseren laswerk. De aanbevolen spanning wordt vermeld op het linker display.
- Stel de draadsnelheid in (beschikbaar op het draadaanvoersysteem of de generator):
Pas de draadsnelheid aan met behulp van de draaiknop (φ), op basis van de uit te voeren werkzaamheden. De aanbevolen snelheid wordt vermeld op het rechter display.
- Stel de inductie in (beschikbaar op de generator) :
Pas het inductie-niveau, een relatieve waarde tussen MIN en MAX, aan met behulp van de draaiknop (JPM). Hoe lager het inductie-niveau, hoe harder en gerichter de boog zal zijn. Een hoger inductie-niveau geeft een zachtere boog met weinig projectie.
Kies de uitgaande spanning en stel de draadsnelheid in op basis van de aanbevelingen op de generator, en afhankelijk van de dikte van de te lassen onderdelen.
GAS ZUIVERING (beschikbaar op het draadaanvoersysteem)
Met de knop zuiveren gas (✗) kunt u, zonder het draad af te rollen en de gastoevoer op de manometer te controleren, de toorts ontdoen van alle lucht die zich hierin kan bevinden.

Druk kort op de knop ( ) om het gas te zuiveren. Het rechterscherm toont het opvolgen van de reeks (7-6-5-...-1). Standaard staat dit afgesteld op 7 seconden. Dankzij het aftellen heeft u de handen vrij om de gastoevoer op de manometer in te stellen.
Met een korte druk op de knop (ven het draaien van de draaiknop naar rechts kunt u de duur van het zuiveren van het gas wijzigen. U kunt zelf de duur instellen, van 3 tot 60 seconden. Het zuiveren start nadat u uw keuze heeft gemaakt. Als u weer kort op de knop (drukt kunt u uw instelling bevestigen en opslaan.
DRAADAANVOER (beschikbaar op het draadaanvoersysteem)
De knop draadaanvoer activeren ( ) activeert het afrollen van de draad, zonder de gastoevoer of het lassysteem te activeren. Zo kunt u het draad door de mantel van de toorts aanvoeren tijdens het installeren van een nieuwe draadspoel. Druk enkele seconden op de knop om de draad-aanvoer te starten, en laat de knop los als u de aanvoer wilt stoppen.
TIG (GTAW) LASMODULE
AANSLUITING EN ADVIEZEN
- Bij TIG DC lassen moet altijd een beschermgas (Argon) worden gebruikt.
- Sluit de massaklem aan op de positieve (+) aansluiting. Sluit de TIG toorts (art. code 087606, optioneel) aan op de EURO aansluiting van het draadaanvoersysteem (II-4), en onpolingskabel aan de negatieve aansluiting (-). Raadpleeg de handleiding van de generator voor meer details.
- Verzekert u zich ervan dat de toorts correct is uitgerust, en dat de slijtonderdelen (spantang, spantanghouder, verspreider en nozzle) niet versleten zijn.
- De keuze van de elektrode is afhankelijk van de stroom van de TIG DC lasprocedure.
SLIJPEN VAN DE ELEKTRODE
Voor het optimaal functioneren wordt aangeraden de te gebruiken elektroden als volgt te slijpen :
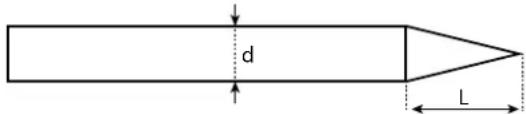
L = 3 x d voor een zwakke stroom.
L = d voor sterke stroom
AANBEVOLEN COMBINATIES
| (mm) | Stroom (A) ∅ Elektrode (mm) ∅ Nozzle (mm) Gastoevoer Argon (L/min) | |||
| 0.3 - 3 3 - 75 1 | 6.5 6 - 7 | |||
| 2,4 - 6 60 - 150 | 1.6 8 | 6 - 7 | ||
| 4 - 8 | 100 - 200 | 2 9.5 7 - 8 | ||
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | 8 - 9 |
| 9 - 12 | 225 - 300 | 3.2 | 12.5 | 9 - 10 |
KEUZE VAN DE MODULES EN INSTELLINGEN
Op de interface van de generator :
1- Druk op de linkerknop en kies de TIG Lift lasmodule.
2- Druk op de middelste knop om de bediening van de trekker te kiezen : 2T, 4T of Ventiel (toorts zonder trekker).
En de 2T module : plaats de punt van de wolfraam elektrode op het te lassen onderdeel en druk op de trekker van de lastoorts om de toevoer van het beschermgas te starten. Hef vervolgens de wolfraam elektrode omhoog om de lasboog op te starten. De lasser houdt de trekker ingedrukt tijdens het lassen, en laat deze los om het lassen te onderbreken.
In de 4T module : plaats de punt van de wolfraam elektrode op het te lassen onderdeel en druk op de trekker van de lastoorts om de toevoer van het beschermgas te starten. Hef vervolgens de wolfraam elektrode omhoog om de boog op 20 A op te starten. Wanneer de lasser de trekker loslaat zal de lascyclus niet worden onderbroken. Druk een tweede keer op de trekker van de toorts, de lascyclus zal overgaan op «DownSlope» (lasstroom van 60%). Om het lassen te stoppen kunt u de trekker van de lastoorts een tweede keer loslaten.
In de «Ventiel» module stelt u eerst de gastoevoer in met de drukregelaar van de gasfles, en opent u vervolgens het ventiel van de toorts. Plaats de punt van de wolfraam elektrode op het te lassen werkstuk om de boog op te starten. Om het lassen te stoppen beweegt u de elektrode snel omhoog, of beweegt u 1 keer de boog (hoog-laag). Sluit vervolgens het ventiel van de toorts om de gas-aanvoer te stoppen, nadat de elektrode is afgekoeld.
3- Druk op de rechterknop om de duur van de toevoer van het beschermgas te kiezen (0, 0,5 of 1 seconde) na het uitdoven van de lasboog (niet beschikbaar met de toorts met ventiel). Dit beschermt het onderdeel tegen oxidatie.
Bedieningsinterface draadaanvoersysteem Bedieningsinterface generator

De zwart-gekleurde zones zijn in deze module niet beschikbaar.

De zwart-gekleurde zones zijn in deze module niet beschikbaar.
Instellen van de las-intensiteit :
Pas de lasstroom aan met behulp van de draaiknop (⊕), op basis van de uit te voeren laswerkzaamheden. De aanbevolen lasstroom wordt vermeld op het rechter display.
| SYMPTOMEN | MOGELIJKE OORZAKEN | OPLOSSINGEN |
| De draadaanvoer is niet constant. | Spatten verstoppen de opening | Maak de contact-tip schoon of vervang deze, breng anti-hechtmiddel aan. |
| De draad wordt niet goed door de rollers meegenomen. | Breng een anti-hechtmiddel aan. | |
| Eén van de rollers draait niet goed. | Controleer of de schroef van de roller niet te strak is aangedraaid. | |
| De kabel van de toorts zit gedraaid. | De kabel van de toorts moet zo recht mogelijk lopen. | |
| De motor van het draadaanvoersysteem werkt niet. | De rem van de spoel of van de roller zit te strak. | Stel de rem en de rollers losser af. |
| Slechte draadaanvoer. | De mantel die de draad geleidt is vuil of beschadigd. | Reinigen of vervangen. |
| De pin van de as van de rollen mist | Breng de pin weer in de houder | |
| De rem van de draadspoel is te strak afgesteld. | Stel de rem losser af. | |
| Slechte of geen lasstroom. | Stopcontact en/of stekker zijn niet correct aangesloten. | Controleer de aansluiting en kijk of deze cor-rect op het stroomnet is aangesloten. |
| Slechte aarding. | Controleer de massa-kabel (de aansluiting en de staat van de klem). | |
| Geen vermogen. Controleer de trekker van de toorts. | ||
| De draad loopt vast na de rollers. | De mantel die de draad geleidt is geplet. Controleer de mantel en de toorts. | |
| De draad blokkeert in de toorts. Vervangen of schoonmaken. | ||
| Geen capillaire buis. | Controleer de aanwezigheid van de capillaire buis. | |
| De snelheid van de draadaanvoer is te hoog. Verlaag de aanvoersnelheid van de draad. | ||
| De lasrups is poreus. | De gastoevoer is te laag. | Regelbereik ligt tussen 15 en 20 L/min.Reinig het basismetaal. |
| De gasfles is leeg. Vervang de gasfles. | ||
| De kwaliteit van het gas is onvoldoende. Vervang het gas door een ander gas. | ||
| Tochtstroom of invloed van de wind. Voorkom tocht, scherm het lasgebied goed af. | ||
| Gas-nozzle is vies. Maak de nozzle schoon of vervang deze. | ||
| Slechte draadkwaliteit. | Gebruik een lasdraad dat geschikt is voor MIG-MAG lassen. | |
| Het las-oppervlak is van slechte kwaliteit (roest enz.) | Maak voor het lassen het werkstuk schoon. | |
| Het gas is niet aangesloten. | Controleer of het gas aangesloten is aan de ingang van de generator. | |
| Zeer grote vonkdelen. | De spanning van de boog is te laag of te hoog. Controleer de lasinstellingen. | |
| Slechte aarding. | Controleer en plaats de massaklem zo dicht mogelijk bij de laszone. | |
| Beschermgas is onvoldoende. Pas de gastoevoer aan. | ||
| Geen gas aan de uitgang van de toorts. Slechte | gasaansluiting. | Controleer de aansluiting van het gas |
| Controleer of de elektro-klep correct werkt | ||
GARANTIEVOORWAARDEN
De garantie dekt alle gebreken of fabricage-fouten gedurende 2 jaar, vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
- Alle andere schade als gevolg van vervoer.
- De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
- Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
- Gebreken als gevolg van invloeden van de gebruiksomgeving (vervuiling, roest, stof).
In geval van defecten kunt u het apparaat terugsturen naar de distributeur, vergezeld van :
- een gedateerd aankoopbewijs (factuur, kassabon....)
- een beschrijving van de storing.
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI

*De inschakkeluur is gemeten volgens de norm EN63974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten. Bij intensief gebruik (superieur aan de inschakkeluur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslamje | gaal branden. Laat het apparaat aan de nelspanning slaan om het le listen afkoelen, toldst de beveiliging aflaast. Om schade aan de draadaanvoer te voorkomen, moet de inschakkeluur van de lasstrocmbron altijd lager zijn dan die welke op de draadaanvoer is aangegeven.




