
WF 20 - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts WF 20 GYS als PDF.

| Marke | GYS |
| Modell | WF 20 |
| Produkttyp | Separater Drahtvorschub für semi-automatisches Schweißen (MIG/MAG) und TIG Lift |
| Schweißverfahren | MIG/MAG (Stahl, Edelstahl, Aluminium, Fülldraht ohne Gas) und TIG DC (Lift) |
| Akzeptierter Spulendurchmesser | 200 mm und 300 mm |
| Drahtdurchmesser | ∅ 0,8 bis 1,6 mm (Stahl/Edelstahl/Alu), ∅ 0,9 bis 1,6 mm (Fülldraht) |
| Mitgelieferte Rollen | Doppelnutrolle Stahl ∅ 1,0/1,2 mm |
| Kompatibler Generator | MULTIWELD 400T G (Ref. 083974) |
| Schutzart | IP23 |
| Betriebstemperatur | -10 °C bis +40 °C |
| Lagertemperatur | -20 °C bis +55 °C |
| Umgebungsfeuchtigkeit | ≤ 50% bei 40 °C, ≤ 90% bei 20 °C |
| Maximale Höhe | 1000 m |
| Anzeige | Spannung, Strom und Drahtgeschwindigkeit |
| Einstellungen | Spannung, Drahtgeschwindigkeit, Induktivität, Gasvorspülung, Drahtvorschub |
| Abzugmodi | 2T und 4T (MIG/MAG und TIG), Valve-Modus (TIG) |
| Wartung | Regelmäßige Entstaubung, Überprüfung der Anschlüsse, jährliche Wartung durch qualifiziertes Personal |
| Sicherheit | Persönliche Schutzausrüstung, Erdung, Notaus, EMF-Vorsichtsmaßnahmen |
| Garantie | 2 Jahre (Teile und Arbeit) |
| Optionales Zubehör | TIG-Brenner, Kabel zur Polaritätsumkehr, Spezialrollen, Kabelbäume verschiedener Längen |
Häufig gestellte Fragen - WF 20 GYS
Benutzerfragen zu WF 20 GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch WF 20 - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. WF 20 von der Marke GYS.
BEDIENUNGSANLEITUNG WF 20 GYS
DE Schrauben Sie die Kabelführung mit der Schraube fest.
WARNUNGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Geräts entstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Geräts wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
Lesen Sie die Bedienungsanleitung der Schweißquelle, bevor Sie den Drahtvorschubkoffer verwenden.
UMGEBUNG
Dieses Gerät darf nur für Schweißarbeiten innerhalb der auf dem Typenschild und/oder in der Anleitung angegebenen Anwendungsbereichen verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei fehlerhafter oder fahrlässiger Verwendung verantwortlich.
Das Gerät muss in einem Raum betrieben oder gelagert werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Stoffen ist. Sorgen Sie während des Gebrauchs für eine gute Belüftung.
Betriebstemperatur:
Verwendung zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Kleiner oder gleich 50 % bei 40 °C (104 °F).
Kleiner oder gleich 90 % bei 20 °C (68 °F).
Meereshöhe:
Das Gerät ist bis zu einer Meereshöhe von 1000 m (3280 Fuß) einsetzbar.
PERSONENSCHUTZ
Lichtbogenschweißen kann gefährlich werden und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Schweißen sind Personen einer gefährlichen Quelle von Hitze, Lichtbogenstrahlung, elektromagnetischen Feldern (Vorsicht bei Trägern von Herzschrittmachern), der Gefahr eines Stromschlags, Lärm und Gasen ausgesetzt.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich als Augenschutz verboten! Schirmen Sie den Schweißbereich mit feuerfesten Vorhängen, um andere Personen vor Lichtbogenstrahlen, Spritzern und glühenden Abfällen zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen auf Gefahren hingewiesen werden und mit der nötigen Schutzausrüstung ausgerüstet werden.

Verwenden Sie einen Gehörschutz, wenn der Schweißprozess einen Geräuschpegel über dem zulässigen Grenzwert erreicht (dasselbe gilt für alle Personen im Lärmbereich).
Hände, Haare, Kleidung von den beweglichen Teilen (Ventilator) fernhalten.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Bei Wartungsarbeiten am Brenner oder Elektrodenhalter muss sichergestellt werden, dass dieser ausreichend abgekühlt ist, indem vor der Arbeit mindestens 10 Minuten gewartet wird. Das Kühlaggregat muss bei der Verwendung eines wassergekühlten Brenners eingeschaltet sein, damit durch Überhitzung keine Schäden entstehen Es ist wichtig, den Arbeitsbereich vor dem Verlassen abzusichern, um Personen und Eigentum zu schützen.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe. Es muss für eine ausreichende Belüftung gesorgt werden, und manchmal ist eine externe Luftzufuhr erforderlich. Eine Frischluftmaske kann bei unzureichender Belüftung eine Lösung sein. Überprüfen Sie die Wirksamkeit der Luftansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweißen in kleinen Räumen eine Überwachung aus sicherer Entfernung erfordert. Darüber hinaus kann das Schweißen bestimmter Materialien, die Blei, Cadmium, Zink und Quecksilber oder sogar Beryllium enthalten, besonders schädlich sein. Außerdem entfetten Sie, vor dem Schweißen, die zu schweißenden Teile.
Die Gasflaschen müssen in offenen oder gut belüfteten Räumen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein. Es darf nicht in der Nähe von Fett oder Farbe geschweißt werden.
BRAND- UND EXPLOSIONSGEFAHR

Schützen Sie den Schweißbereich vollständig, brennbare Materialien müssen mindestens 11 Meter entfernt gehalten werden. Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie, dass die beim Schneiden entstehende heiße Schlacke, Spritzer und Funken eine potenzielle Quelle für Feuer oder Explosionen darstellen.
Brennbare Gegenstände und unter Druck stehende Behälter in ausreichendem Sicherheitsabstand halten.
Das Schweißen in geschlossenen Behältern oder Rohren ist untersagt. Bei offenen Systemen müssen diese von brennbaren oder explosiven Stoffen (Öl, Kraftstoff, Gasrückstände etc.) entleert werden.
Schleifarbeiten dürfen nicht auf die Schweißstromquelle oder auf brennbare Materialien gerichtet werden.
UMGANG MIT GASFLASCHEN

Austretendes Schutzgas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Der Transport muss auf sichere Art und Weise erfolgen: Flaschen geschlossen und die Schweißstromquelle ausgeschaltet. Sie müssen vertikal gelagert und von einer Stütze gehalten werden, um die Sturzgefahr zu vermeiden.
Verschließen Sie die Gasflaschen nach jedem Schweißvorgang. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung.
Die Flasche darf nicht in Kontakt mit einer Flamme, einem Lichtbogen, einem Brenner, einer Erdungsklemme oder einer anderen Wärme- oder Glühquelle kommen.
Halten Sie die Flasche von Strom- und Schweißkreisen fern und schweißen Sie niemals in ihrer unmittelbaren Nähe.
Vorsicht beim Öffnen des Flaschenventils: Halten Sie den Kopf von der Armatur weg und vergewissern Sie sich, dass das verwendete Gas sich für den Schweißprozess eignet.
ELEKTRISCHE SICHERHEIT

Das verwendete Versorgungsspannung muss zwingend geerdet sein. Verwenden Sie nur die empfohlenen Sicherungen. Eine elektrische Entladung kann zu schweren direkten oder indirekten Unfällen oder sogar zum Tod führen.
Berühren Sie niemals gleichzeitig Teile innerhalb und außerhalb der Stromquelle (Brenner, Zangen, Kabel, Elektroden), da diese mit dem Schweißstromkreis verbunden sind und Stromführen können.
Bevor Sie die Schweißstromquelle öffnen, müssen Sie sie unbedingt vom Netz trennen und ein paar Minuten warten, damit alle Kondensatoren entladen werden.
Berühren Sie niemals gleichzeitig den Brenner oder den Elektrodenhalter und die Masseklemme.
Sorgen Sie dafür, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetauscht werden. Dimensionieren Sie den Querschnitt der Kabel entsprechend der Anwendung. Verwenden Sie, beim Schweißen immer trockene Kleidung in gutem Zustand, um sich vom Schweißstromkreis zu isolieren. Achten Sie unabhängig der Arbeitsumgebung stets auf isolierendes Schuhwerk.
MONTAGE DER SPULE UND DER UND LADUNG DES DRAHTS

Isolierung des Lichtbogenschweißers von der Schweißspannung!
Nicht alle aktiven Teile im Schweißstromkreis können vor direktem Kontakt geschützt werden. Der Schweißer muss daher den Risiken durch ein Verhalten entgegenwirken, das den Sicherheitsregeln entspricht. Selbst der Kontakt mit einer niedrigen Spannung kann überraschend sein und daher zu einem Unfall führen.
- Trockene und intakte Schutzausrüstung tragen (Schuhe mit Gummisohle/Schweißerschutzhandschuhe aus Leder ohne Nieten oder Klammern)!
- Vermeiden Sie den direkten Kontakt mit nicht isolierten Anschluss- oder Steckdosen!
- Legen Sie den Schweißbrenner oder den Elektrodenhalter immer auf einer isolierten Unterlage ab!

Verbrennungsgefahr am Schweißstromanschluss!
Wenn die Schweißstromanschlüsse nicht richtig verriegelt sind, können sich die Anschlüsse und Kabel erhitzen und bei Berührung Verbrennungen verursachen!
- Überprüfen Sie täglich die Schweißstromanschlüsse und verriegeln Sie sie ggf. durch Drehen nach rechts.

Gefahr eines Stromschlages!
Wenn mit unterschiedlichen Verfahren geschweißt wird, während der Brenner und der Elektrodenhalter an die Hardware angeschlossen sind, wird eine Leerlauf- oder Schweißspannung an die Schaltkreise angelegt!
- Isolieren Sie zu Beginn der Arbeit und während der Unterbrechungen immer den Brenner und den Elektrodenhalter!
ELEKTROMAGNETISCHE EMISSIONEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Elektromagnetische Felder (EMF) können bestimmte medizinische Implantate stören, z. B. Herzschrittmacher. Für Personen, die medizinische Implantate tragen, müssen Schutzmaßnahmen ergriffen werden. Zum Beispiel Zugangseinschränkungen oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten die folgenden Verfahren anwenden, um die Wirkung von elektromagnetischen Feldern aus dem Schweißstromkreis zu minimieren:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass Ihr Oberkörper und Kopf sich so weit wie möglich vom Schweißschaltkreis befinden;
- Achten Sie darauf, dass sich die Schweißkabel nicht um Ihren Körper wickeln;
- Positionieren Sie den Körper nicht zwischen den Schweißkabeln. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- nicht in der Nähe der Schweißstromquelle arbeiten, darauf sitzen, oder sich dagegen lehnen;
- nicht in Reichweite der Schweißstromquelle oder des Drahtvorschubgeräts schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Die Auswirkung von elektromagnetischen Feldern während des Schweißens kann weitere gesundheitliche Folgen haben, die bisher nicht bekannt sind.
TRANSPORT UND TRANSIT DES DRAHTVORSCHUBKOFFERS

Der Drahtvorschubkoffer verfügt über einen oberen Griff, an dem er von Hand getragen werden kann. Unterschätzen Sie jedoch nicht dessen Gewicht! Der Griff ist nicht als Lastaufnahmemittel gedacht.
Heben Sie niemals eine Gasflasche und das Gerät gleichzeitig an. Für beide gibt es unterschiedliche Beförderungsvorschriften.
Transportieren Sie das Gerät nicht oberhalb von Personen oder Gegenständen.
Es ist besser, die Spule zu entfernen, bevor Sie den Drahtvorschubkoffer anheben oder transportieren.
AUFBAU
- Stellen Sie den Drahtvorschubkoffer auf einen Boden mit einer maximalen Neigung von 10^ .
- Das Gerät muss vor Starkregen geschützt sein und darf nicht der direkten Sonneneinstrahlung ausgesetzt werden.
• Das Gerät ist IP23-Schutzart konform, d. h.: - das Gerät ist vor dem Eindringen mittelgroßer Fremdkörper mit einem Durchmesser >12,5 mm geschützt.
- ein Regenschutz, der in einem Winkel von 60 % zur Vertikalen ausgerichtet ist.
Dieses Gerät kann gemäß IP23 im Freien benutzt werden.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
- Trennen Sie die Verbindungen zwischen dem Drahtvorschubkoffer und der Schweißstromquelle und warten Sie zwei Minuten, bevor Sie an dem Gerät arbeiten.
- Nehmen Sie regelmäßig (mindestens 2- bis 3-mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Nutzen Sie die Gelegenheit, um die elektrischen Verbindungen mit einem isolierten Werkzeug auf festen Sitz prüfen zu lassen.
- Überprüfen Sie regelmäßig den Zustand des Schlauchpakets zwischen Drahtvorschubkoffer und Schweißstromquelle. Bei Beschädigung muss das Schlauchpaket ersetzt werden.

Vorsicht! Wenn während des Schweißens ein anderes als das vom Hersteller empfohlene Transportmittel verwendet wird, muss eine Isolierung zwischen dem Gehäuse der Drahtvorschubeinheit und dem Transportmittel vorgesehen werden.
- Der Drahtvorschubkoffer darf nur bei geschlossenem Gehäuse in Betrieb genommen werden.
INSTALLATION - FUNKTION DES GERÄTS
Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Stellen Sie während der Installation sicher, dass die Stromquelle vom Netz getrennt ist. Es sollten die mitgelieferten Schweißkabel verwendet werden, um die optimalen Einstellungen des Produkts zu erreichen.
BESCHREIBUNG
Dieses Gerät ist ein separater Drahtvorschubkoffer für das halbautomatische Schweißen (MIG oder MAG) und das Schweißen mit feuerfester Elektrode (WIG-Lift). Er nimmt Drahtspulen mit ∅ 200 und 300 mm auf.
GERÄTEBESCHREIBUNG (II)
1- Drahtspule ∅ 200/300 mm 9- Stromanschluss
2- Drahtvorschubmotor 10- Gasanschluss
3- Schnittstelle
4- Euro-Anschluss (Brenner) 12- Transportgriffe
5- Abdeckung für Ausgang Kühlmittel (Blau) 13- Drehknopf
6- Abdeckung für Eingang Kühlmittel (Rot)
7- Brennerhalter
8- Schlauchpakethalter
11- Schlauchpacketanschluss
MENSCH-MASCHINE-SCHNITTSTELLE (III)
1- Spannungsanzeige 5- Spannungseinstellung
2- Anzeige des Stroms und der Drahtvorschubgeschwindigkeit
3- Stromanzeige
4- Anzeige der Drahtvorschubgeschwindigkeit
6- Einstellen der Drahtvorschubgeschwindigkeit
7- Taste Drahtvorschub
8- Taste Gasspülung
VERSORGUNG - INBETRIEBNAHME
Dieses Gerät wurde ausschließlich für den Betrieb mit der optionalen Stromquelle MULTIWELD 400T G (083974) konzipiert:
Die Verbindung zwischen diesen beiden Elementen erfolgt über einen optionalen Zwischenschlauchpaket:
| Art der Brennerkühlung | Länge | Abschnitt | Artikel-Nr. |
| Luft | 5 m | 70 mm^2 | 083998 |
| 10 m | 70 mm^2 | 084001 | |
| 15 m | 95 mm^2 | 084018 | |
| 20 m | 95 mm^2 | 084025 |
ANSCHLUSS DES SCHLAUCHPAKETS

Das Anschließen oder Trennen des Schlauchpakets zwischen Stromquelle und Drahtvorschubkoffer muss bei ausgeschalteter Stromquelle erfolgen. Schalten Sie die Stromversorgung aus, indem Sie den Stecker ziehen, und warten Sie 2 Minuten.
Informationen zum Anschluss des Schlauchpakets zwischen Schweiß- und Drahtvorschubgerät finden Sie auf Seite 3.
EINBAU DER DRAHTSPULE
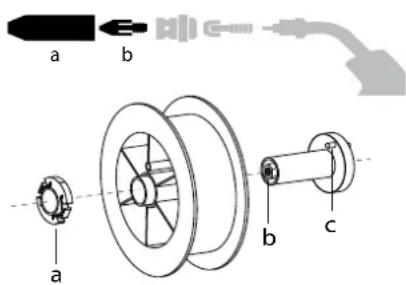
- Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihrem MIG/MAG-Brenner.
- Öffnen Sie die Klappe des Drahtvorschubkoffers.
- Positionieren Sie die Drahtspule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zu montieren, ziehen Sie den Kunststoff-Spulenhalter (a) bis zum Maximum an.
- Stellen Sie den Bremsknopf (b) ein, um zu verhindern, dass sich der Draht beim Stoppen des Schweißvorgangs durch die Trägheit der Spule weiter abrollt. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
EINSETZEN DES SCHWEISSDRAHTES
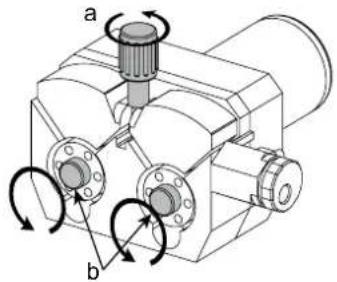
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Drehrädchen (a) so weit wie möglich lösen, und absenken.
- Rollen durch Herausdrehen der Rändelschrauben (b) lösen.
- Die für Ihren Verwendungszweck geeigneten Vorschubrollen einsetzen und die Rän-
delschrauben wieder anbringen.
Die im Lieferumfang enthaltenen Rollen sind Doppelnutrollen: - Stahl ∅ 1,0/1,2
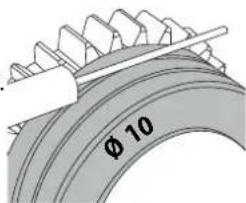
- Die sichtbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. (für einen ∅ 1,0 mm Draht benutzen Sie die ∅1,0 mm Rille).
- Zum Schweißen von Stahl und anderer Drähte benötigen Sie Drahtführungsrollen mit V-Form Nut.
- Zum Aluminiumschweißen benötigen Sie Drahtführungsrollen mit U-Form Nut.
: sichtbare Beschriftung auf der Drahtführungsrolle (z. B.: ∅10 = ∅ 1,0)
→: Aktive Nutbreite
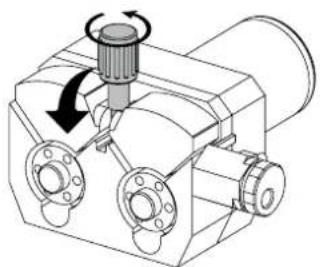
Gehen Sie wie folgt vor, um den Zusatzdraht zu installieren:
- Drehrädchen so weit wie möglich lösen, und absenken.
- Draht einführen, Drahtvorschubkoffer wieder schließen und das Drehrädchen wie angegeben festziehen.
- Aktivieren Sie den Motor mit Brennertaster oder an der manuellen Drahtvorschubtaste (III-7).
Hinweis:

- Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
- Der Brenner muss fest im Eurozentralanschluss montiert sein, um eine Überhitzung zu vermeiden.
- Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommen, da sonst die Gefahr eines Kurzschlusses besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR

Drahtvorschubkoffer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge er-
fassen und von daher Verletzungen verursachen können!
- Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
- Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
- Tragen Sie weder beim Einlegen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das Gerät kann Stahl- und Edelstahldraht von ∅ 0,8 bis 1,6 mm (I-A) schweißen. Das Gerät wird standardmäßig mit Rollen ∅ 1,0/1,2 für Stahl oder Edelstahl geliefert. Das Kontaktrohr, die V-Nut der Drahtvorschubrolle, die Drahtseele des Brenners sind für diese Verwendung vorgesehen. Das Schweißen vom Stahl erfordert die Verwendung eines bestimmten Schutzgas (Argon+CO2). Der Anteil von CO2 kann je nach der benutzten Gasart variieren. Für Edelstahl nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweißen mit reinem CO2 sollen Sie eine Gasvorwärmeinrichtung an die Gasflasche anschließen. Es ist auch möglich, ein Standard-Vorheizmodul (36 V) zu verwenden, das an die 36-V-Steckdose, als Option im Gerät, hinter der Seitentür angeschlossen werden kann. Bitte beachten Sie, dass dieses 36-V-DC-Netzteil auch mit 36-V-AC-Vorheizern kompatibel ist Für spezielle Gasanforderungen fragen Sie Ihren Schweißfachhändler oder Schweißgasehändler. Der Gas-durchfluss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung. Um den Gasdurchsatz am Manometer zu prüfen, ohne den Schweißdraht abzuwickeln, drücken Sie lange auf die Taste (III-7). Dies muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten.
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Dieses Gerät ist zum Schweißen von Aluminiumdraht mit ∅ 0,8 bis 1,6 mm geeignet (I-B).
Der Einsatz bei Aluminium erfordert ein spezielles Schutzgas, nämlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gaslieferanten beraten. Der Gasfluss liegt je nach Umgebung und Erfahrung des Schweißers zwischen 15 und 20 l/min.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Nut).
- Bei Aluminium-Draht muss der Anpressdruck geringer sein, da der Draht sonst zerdrückt wird.
- Verwenden Sie das Kapillarrohr (zur Drahtführung zwischen den Rollen des Drahtvorschubkoffers und dem EURO-Anschluss) nur für das Schweißen von Stahl/Edelstahl (I-B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.
HALBAUTOMATISCHES GASFREIES SCHWEISSEN MIT FÜLLDRAHT
Das Gerät ist zum gasfreien Schweißen von Fülldraht mit ∅ 0,9 bis 1,6 mm geeignet. Die Originalrollen müssen durch Rollen ersetzt werden, die speziell für Fülldraht geeignet sind (optional). Das Verschweißen vom Fühldraht mit einer Standarddüse kann zu Überhitzung und Beschädigung des Brenners führen. Entfernen Sie die Originaldüse von Ihrem MIG-MAG-Brenner. Beim MIG/MAG-Schweißen ohne Schutzgas ist in der Regel eine negative Polarität erforderlich. In diesem Fall muss ein Umpolkabel (Option) verwendet werden. Anschluss, siehe die Anleitung der Stromquelle.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) ∅ Draht (mm) ∅ Düse (mm) Durchsatz (L/min) | |||
| MIG | 0,8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | 0 12-15 12-15 | |||
| 4-8 200-300 1 | 0/1,2 15-16 15-18 | |||
| 8-15 300-500 1 | 2/1,6 16 18-25 | |||
| MAG | 0,6-1,5 15-80 0 | 6 12 | 8-10 | |
| 1,5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | 0/1,2 15-16 12-15 | |||
| 8-20 300-500 1 | 2/1,6 16 15-18 | |||
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
ANSCHLUSS UND HINWEISE
Siehe Anleitung für die Stromquelle.
MODUSAUSWAHL UND EINSTELLUNGEN
Auf dem Bedienfeld der Stromquelle:
1 - Drücken Sie die Taste „MODE“, um den MIG-Schweißmodus auszuwählen.
2 - Drücken Sie die mittlere Taste, um den Modus des Brenntasters auszuwählen: 2T oder 4T.
Im 2T-Modus löst ein Druck auf den Brenntaster des Schweißbrenners den Schutzgasfluss und die Zündung des Lichtbogens aus. Der Benutzer hält den Brenntaster während des Schweißens gedrückt und lässt ihn los, um den Schweißvorgang zu unterbrechen.
Im 4T-Modus löst ein Druck auf den Brenntaster des Schweißbrenners den Schutzgasfluss und die Zündung des Lichtbogens aus. Lassen Sie den Brenntaster los, der Schweißzyklus wird fortgesetzt. Um das Schweißen zu beenden, betätigt der Benutzer den Brenntaster erneut und lässt ihn dann los.
3 - Drücken Sie den rechten Knopf, um die Dauer des Schutzgasflusses (0, 0,5 oder 1 Sekunde) nach dem Erlöschen des Lichtbogens zu wählen. Es schützt das Werkstück vor Oxidation.
Bedienfeld Drahtvorschubeinheit

Schwarze Farbbereiche sind in diesem Modus nicht verfügbar.
Bedienfeld Stromquelle

Schwarze Farbbereiche sind in diesem Modus nicht verfügbar.
- Einstellen der Schweißspannung (auf der Drahtvorschubeinheit oder der Stromquelle verfügbar):
Stellen Sie die Schweißspannung mithilfe des Einstellrads (V) entsprechend der auszuführenden Schweißarbeit ein. Der Spannungssollwert wird auf dem linken Display angezeigt.
- Einstellen der Drahtvorschubgeschwindigkeit einstellen (auf der Drahtvorschubeinheit oder der Stromquelle verfügbar):
Passen Sie die Drahtvorschubgeschwindigkeit mit dem Einstellknopf (φ) an die jeweilige Schweißarbeit an. Der Spannungssollwert wird auf dem rechten Display angezeigt.
- Einstellen der Induktivität (an der Stromquelle verfügbar):
Stellen Sie den Induktivitätslevel mithilfe des Einstellknopfs (J) an der Stromquelle ein, wobei der relative Wert von MIN bis MAX reicht. Je niedriger der Induktivitätslevel, desto härter und direkter wird der Lichtbogen, je höher der Induktivitätspegel, desto weicher wird der Lichtbogen mit wenig Spritzer Bildung.
Wählen Sie die Ausgangsspannung und passen Sie die Drahtgeschwindigkeit entsprechend den Empfehlungen am Gerät, abhängig von der Dicke der zu schweißenden Teilen, an.
GASSPÜLUNG (auf der Drahtvorschubeinheit verfügbar)
Mit der Gasspühltaste ( ) können Sie die gesamte Luft aus dem Brenner entleeren, ohne einen Schweißdraht abzurollen und den Gasfluss am Manometer kontrollieren.

Drücken Sie kurz auf die Taste ( ), um die Gasspülung zu starten. Auf der rechten Anzeige wird der Zeitzähler angezeigt (7-6-5-...-1). Standardmäßig ist die Zeit auf 7 Sekunden eingestellt. Durch diesen Countdown haben Sie genug Zeit, um den Gasfluss am Manometer einzustellen.
Um die Zeit für die Gasspülung zu ändern, drücken Sie kurz auf die Taste ( ) und drehen Sie den rechten Einstellknopf. Die Zeit kann zwischen 3 und 60 Sekunden eingestellt werden. Nach Ihrer Auswahl ist der Zeitzähler eingestellt. Drücken Sie erneut kurz die Taste ( ), vor Ihre Einstellung zu bestätigen und zu speichern.
DRAHTVORSCHUB (auf der Drahtvorschubeinheit verfügbar)
Die Drahtvorschubtaste ( 1) aktiviert das Abrollen des Schweißdrahts, ohne das Gas und das Schweißsystem zu aktivieren. Dadurch kann der Draht beim Einbau einer neuen Spule durch die Brennerseele eingefädelt werden. Drücken Sie die Taste lange, um das Abrollen des Drahts zu starten, lassen Sie die Taste los, um diesen zu stoppen.
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
- Beim WIG-Schweißen ist Schutzgas (Argon) erforderlich.
- Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Stecken Sie den optionalen WIG-Brenner (Teilenummer 087606) in den EURO-Anschluss der Drahtvorschubeinheit (II-4) und das Umkehrkabel in den negativen Anschlussstecker (-). Weitere Einzelheiten fänden Sie in der Bedienungsanleitung der Stromquelle.
- Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
• Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird die Verwendung einer wie folgt geschlienen Elektrode empfohlen:
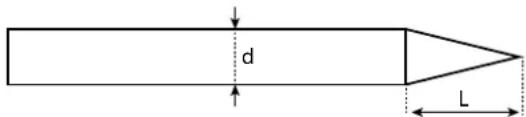
L = 3 x d bei niedrigem Schweißstrom. L = d bei hohem Schweißstrom.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) ∅ Elektrode (mm) ∅ Düse (mm) Argon-Durchsatz (l/min) | |||
| 0,3 - 3 3 - 75 1 6,5 | 6 - 7 | |||
| 2,4 - 6 | 60 - 150 | 1,6 | 8 | 6 - 7 |
| 4 - 8 | 100 - 200 | 2 | 9,5 | 7 - 8 |
| 6,8 - 8,8 | 170 - 250 | 2,4 | 11 | 8 - 9 |
| 9 - 12 | 225 - 300 | 3,2 | 12,5 | 9 - 10 |
MODUSAUSWAHL UND EINSTELLUNGEN
Auf dem Bedienfeld der Stromquelle:
1- Drücken Sie die linke Taste, um den WIG-LIFT-Schweißmodus auszuwählen.
2- Drücken Sie die mittlere Taste, um den Modus des Brenntasters auszuwählen: 2T, 4T oder Valve (Brenner ohne Taster).
Positionieren Sie im 2T-Modus die Spitze der Wolframelektrode auf dem zu schweißenden Werkstück und drücken Sie den Brenntaster des Schweißbrenners, um den Schutzgasfluss auszulösen. Heben Sie dann die Wolframelektrode an, um den Lichtbogen zu zünden. Der Benutzer hält den Brenntaster während des Schweißens gedrückt und lässt ihn los, um den Schweißvorgang zu beenden.
Positionieren Sie im 4T-Modus die Spitze der Wolframelektrode auf dem zu schweißenden Werkstück und drücken Sie den Brenntaster des Schweißbrenners, um den Schutzgasfluss auszulösen. <420>Heben Sie dann die Wolframelektrode an, um den Lichtbogen mit 20 A zu zünden.</420> Lassen Sie den Brenntaster los, der Schweißzyklus wird fortgesetzt. Drücken Sie den Brenntaster des Brenners ein zweites Mal, der Zyklus wechselt zu „DownSlope“ (Schweißstrom bei 60 %). Um das Schweißen zu beenden, lassen Sie den Brenntaster des Schweißbrenners ein zweites Mal los.
Stellen Sie im Modus „Ventil“ den Gasfluss am Druckminderer der Gasflasche ein und öffnen Sie dann das Ventil des Brenners. Positionieren Sie die Spitze der Wolframelektrode auf dem zu schweißenden Werkstück, um den Lichtbogen zu zünden. Um das Schweißen zu beenden, heben Sie den Brenner mit einer schnellen Bewegung an oder heben Sie den Lichtbogen 1 Mal an (hoch-runter). Schließen Sie das Ventil des Brenners, um das Gas nach dem Abkühlen der Elektrode abzustellen.
3- Drücken Sie den rechten Knopf, um die Dauer des Schutzgasflusses (0, 0,5 oder 1 Sekunde) nach dem Löschen des Lichtbogens auszuwählen (nicht verfügbar bei der Ventilbrennereinheit). Es schützt das Werkstück vor Oxidation.
Bedienfeld Drahtvorschubeinheit Bedienfeld Stromquelle


Schwarze Farbbereiche sind in diesem Modus nicht verfügbar. Schwarze Farbbereiche sind in diesem Modus nicht verfügbar.
Einstellen der Schweißintensität:
Stellen Sie den Schweißstrom mit dem Einstellknopf (φ) entsprechend der auszuführenden Schweißarbeit ein. Der Sollwert des Schweißstroms wird auf dem rechten Display angezeigt.
VORSCHUBROLLEN (B) OPTIONAL
| Durchmesser | Referenz (x2)Stahl Aluminium Fülldraht | |
| 0,6/0,8 042 | 353 - 0,9/1,2 | 042407 |
| 0,8/1,0 | 042360 | 042377 |
| 1,0/1,2 046 | 849 | 040915 |
| 1,2/1,6 042 | 384 | 042391 |
| Durchmesser | Referenz (x2) |
| ∅ 1,2/1,6 | 089280 |
FEHLER, URSACHEN, LÖSUNGEN
| SYMPTOME | MÖGLICHE URSACHEN | LÖSUNGEN |
| Der Schweißdrahtvorschub ist nicht konstant. | Partikel verstopfen das Kontaktrohr | Reinigen Sie das Kontaktrohr oder ersetzen Sie es. |
| Der Draht rutscht in den Drahtführungsrollen. | Fügen Sie Antihaftmittel hinzu. | |
| Eine Drahtführungsrolle rutscht. | Prüfen Sie den Sitz der Drahtführungs- rollenschraube. | |
| Das Brennerschlauch ist geknickt. | Das Brennerschlauchpaket soll möglichst gerade sein. | |
| Der Drahtvorschubmotor funktioniert nicht. | Spulenbremse oder Drahtführungsrollen zu fest. | Lösen Sie die Bremse und die Drahtführungs- rollen. |
| Falscher Drahtvorschub. | Schmutzige oder beschädigtes Drahtfüh- rungsseele. | Reinigen oder ersetzen Sie diese. |
| Fehlende Passfeder bei den Drahtführungs- rollen | Ergänzen Sie die fehlende Passfeder im Gehäuse. | |
| Spulenbremse zu fest angezogen. Lösen Sie die | Bremse. | |
| Kein Strom oder falscher Schweißstrom. | Falscher Netzanschluss. | Kontrollieren Sie den Anschluss der Steckdose und überprüfen Sie, ob die Steckdose richtig versorgt ist. |
| Falscher Masseanschluss. | Prüfen Sie das Massekabel (Anschluss und Zustand der Masseklemme). | |
| Keine Leistung. Prüfen Sie den Brennertaster. | ||
| Der Draht reibt sich auf den Drahtführungs- rollen ab. | Zerdrückter Drahtführungsmantel. | Prüfen Sie die Drahtseele und den Bren- nergriff. |
| Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner. | ||
| Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist. | ||
| Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren | ||
| Poröse Schweißnaht. | Gasdurchfluss zu niedrig. | Einstellbereich von 15 bis 20l/min. Reinigen Sie das Basismetall. |
| Gasflasche leer. Das Gas ersetzen. | ||
| Schlechte Gasqualität. Das Gas ersetzen. | ||
| Durchzug oder Einfluss des Windes. | Vermeiden Sie Luftzug und schützen Sie den Schweißbereich. | |
| Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse. | ||
| Schlechte Drahtqualität. | Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten Draht. | |
| Werkstück nicht ausreichend vorbereitet (Rost usw.) | Reinigen Sie das Werkstück vor dem Schweißen. | |
| Das Gas ist nicht angeschlossen | Prüfen Sie, ob das Gas an das Gerät angeschlossen ist. | |
| Starke Funkenbildung. | Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. | |
| Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen. | ||
| Schutzgasmenge zu niedrig. Stellen Sie den Gas durchfluss ein. | ||
| Kein Gas am Ausgang des Brenners Falscher Gasanschluss | Prüfen Sie die Gasanschlüsse | |
| Prüfen Sie, ob das Gasventil richtig funktioniert. | ||
GARANTIEBEDINGUNGEN
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die entstehen durch:
- Transportschäden.
- Normalen Verschleiß von Teilen (Bsp. : Kabel, Klemmen, usw.).
- Schäden durch unsachgemäßen Gebrauch (fehlerhafte Stromversorgung, Sturz, Demontage).
- Umgebungsbedingte Ausfälle (Verschmutzung, Rost, Staub).
Bei einem Ausfall schicken Sie das Gerät an Ihren Händler zurück und legen Folgendes bei:
- einen mit Datum versehenen Kaufnachweis (Quittung, Rechnung...)
- Eine Fehlerbeschreibung.
ELEKTRISCHE VEILIGHEID

SEMI-AUTOMATISCH LASSEN GEVULD DRAAD ZONDER GAS
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
 | FR Attention! Lire le manuel d'instruction avant utilisation EN Warning! Read the user manual before use. DE ACHTUNG! Lesen Sie diese Anleitung sorgfältig durch vor Inbetriebnahme des Geräts. ES |Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочите инструкцию перед использованием. NL Let op! Lees aandachtig de handleiding. IT Attenzione! Leggere il manuale d'istruzioni prima dell'uso. PL Uwaga! Przed użyciem należy uważnie przeczytać instrukcję obsługi. |
 | FR Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL Symbol handleiding IT Simbolo del manuale PL Symbol ulotki |
 | FR Tension d'alimentation continue EN DC supply voltage DE Kontinuierliche Versorgungsspannung ES Tensión de alimentación CC RU Напряжение питания постоянного тока NL DC-voeding IT Tensione di alimentazione CC PL Napiecie zaslania DC |
 | FR Courant(s) de soudage assigné(s) au facteur de marche de 100% et (ou) 60% EN Rated welding current(s) at 100% duty cycle and/or 60% duty cycle DE Bemessungsschweißstrom(e) bei 100% Einschaltdauer und (oder) 60% Einschaltdauer ES Corriente(s) nominal(es) de soldadura al 100% del ciclo de trabajo y/o al 60% del ciclo de trabajo RU Nomинальный сварочный ток (токи) при 100% рабочем цикле или 60% рабочем цикле NL Nominale lasstroom(len) bij 100% inschakelduur env of 60% inschakelduur IT Corrente(e) di saldatura nominale al 100% del ciclo di lavoro e/o al 60% del ciclo di lavoro PL Znamionowy prąd spawania przy 100% cyklu pracy i/ub 60% cyklu pracy. |
 | FR Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper PL Ampery |
 | FR Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt PL Wolt |
 | FR Tension d'entrée assignée EN Rated input voltage DE Bemessungs-Eingangsspannung ES Tensión nominal de entrada RU Номинальное входное напряжение NL Nomine angangsspanning IT Tensione di ingresso nominale PL Znamionowe napięcie wejściowe |
 | FR Courant d'entrée assignée charge maximale EN Rated input current at maximum load DE Bemessungs-Eingangsstrom bei Höchstlast ES Corriente nominal de entrada con carga máxima RU Номинальный входной ток при максимальной нагрузке NL Nomine ingangsstrom bij maximale belasting IT Corrente di ingresso nominale a carico massimo PL Znamionowy prąd wejściowy przy maksymalnym obciążeniu |
 | FR Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives. The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada). RU Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для пресмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina). PL Urządzenie jest zgodne z dyrektywami europejskimi. Deklaracja Zgodności UE jest dostępna na naszej stronie internetowej (patrz strona tytułowa). |
 | FR Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Material conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). PL Wyposażenie spehnia wymogi brytyjskie. Brytyjska Deklaracja Zgodności jest dostępna na naszej stronie internetowej (patrz strona tytułowa). |
 | FR Matériel conforme aux normes Marocaines. La déclaration C+ (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity with Moroccan standards. The declaration C+ (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C+ (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas maroques. La declaración de conformidad C + (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Мароко. Декларация C+ (CMIM) доступна для скачивания на нашем сайте (см. на титульной странице). NL Dit material voldoet aan de Marokkaanse normen. De verklaring C+ (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione C+ (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto). PL Urządzenie zgodne ze standardami marokańskimi. Deklaracja zgodności C+ (CMIM) jest dostępna na naszej stronie internetowej (patrz strona tytułowa). |
| IEC 60974-5 | FR L'appareil respecie la norme IEC 60974-5. EN This product is compliant with standard IEC 60974-5. DE Das Gerät entspricht der Norm IEC 60974-5. ES El aparato es conforme a las normas IEC 60974-5. RU Apparaat соблюдает нормы IEC 60974-5. NL Het apparaat voldoet aan de norm IEC 60974-5. IT II dispositivo rispetta la norma IEC 60974-5. PL Urządzenie speinia wymagania normy IEC 60974-5. |
 — — | FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstical! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gool het apparaat niet bij het huishoudelijk afval ! IT Produkte materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smallire coni rifiuti domestici! PL Urządzenie to podlega selektywnej zbiorce odpadów zgodnie z dyrektywa UE 2012/19/UE. Nie wyrzucać do zwykłego koszal |
 | FR Produit recyclable qui relève d'une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto reciclable que requiere una separación determinada. RU Этот annapat подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto riciclabile soggetto a raccolta differenziata. PL-Produkt nadaje się do recycklingu zgodnie z instrukcjami sortowni. |
 | FR Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщестра) NL EAC (Euraziiatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica) PL Znak zgodności EAC (Euroazjatyckiej wspólnoty Gospodarczej) |
 | FR Commande à distance EN Remote control DE Femregler ES Control a distancia RU Дистанционное управление NL Afstandsbediening. IT Telecomando a distanza PL Zdalne sterowanie |
| [TA44] | FR Déroulement du fil FR Wire unwinding DE Abrollen des Fadens ES Desenrollar el hilo RU Разматывание нити NL De draad afwikkelen IT Svolgimento del filo PL Rozwijanie wątku |
 | FR Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NLIngang gas IT Entrata di gas |
 | FR Purge gaz EN Gas purge DE Gasventil einschalten ES Epurazione del gas RU Продуква взором NL Afvoeren gas IT Gas de lavaggio PT Purga de gás PL Plukanie gazem |
GYS France
Siège social / Headquarter
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr




