
WF 20 - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WF 20 GYS in formato PDF.

| Marca | GYS |
| Modello | WF 20 |
| Tipo di prodotto | Svolgitore separato per saldatura semiautomatica (MIG/MAG) e TIG Lift |
| Processi di saldatura | MIG/MAG (acciaio, inox, alluminio, filo animato senza gas) e TIG DC (Lift) |
| Diametro bobina accettato | 200 mm e 300 mm |
| Diametro filo | ∅ 0,8 a 1,6 mm (acciaio/inox/alluminio), ∅ 0,9 a 1,6 mm (filo animato) |
| Rulli forniti | Doppia gola acciaio ∅ 1,0/1,2 mm |
| Generatore compatibile | MULTIWELD 400T G (rif. 083974) |
| Grado di protezione | IP23 |
| Temperatura di utilizzo | -10 °C a +40 °C |
| Temperatura di stoccaggio | -20 °C a +55 °C |
| Umidità ambiente | ≤ 50% a 40 °C, ≤ 90% a 20 °C |
| Altitudine massima | 1000 m |
| Display | Tensione, corrente e velocità filo |
| Impostazioni | Tensione, velocità filo, induttanza, spurgo gas, avanzamento filo |
| Modalità grilletto | 2T e 4T (MIG/MAG e TIG), modalità Valvola (TIG) |
| Manutenzione | Spolveratura regolare, verifica delle connessioni, manutenzione annuale da parte di personale qualificato |
| Sicurezza | Protezione individuale, messa a terra, arresto di emergenza, precauzioni EMF |
| Garanzia | 2 anni (pezzi e manodopera) |
| Accessori opzionali | Torcia TIG, cavo di inversione di polarità, rulli specifici, fasci di diverse lunghezze |
Domande frequenti - WF 20 GYS
Domande degli utenti su WF 20 GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale WF 20 - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WF 20 del marchio GYS.
MANUALE UTENTE WF 20 GYS
π Stringere poi vigorosamente la vite di sostegno.
Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'attrezzatura.
Leggere il manuale d'istruzioni della fonte di saldatura prima di qualsiasi utilizzo del trainafilo.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas infiammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci sia una buona circolazione d'aria.
Intervalli di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potrà essere ritenuto responsabile in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s'interviene sulla torcia o sul porta-elettrodo, bisogna assicurarsi che questi siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento.
L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco o mercurio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. La saldatura è proibita se effettuata in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti infiammabili e i contenitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo dalle bombole potrebbe essere fonte di asfissia in caso di concentrazione nello spazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torce, morsetti di terra o ogni altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. affinché l'insieme dei condensatori sia scaricato. Non toccare nello stesso momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torce danneggiati solo da persone abilitate e qualificate. Dimensionare la sezione dei cavi in funzione dell'applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente dall'ambiente di lavoro.
INSTALLAZIONE DELLA BOBINA E CARICAMENTO DEL FILO

Isolamento del saldatore ad arco in proporzione alla tensione di saldatura!
Tutti i pezzi attivi del circuito di corrente di saldatura non possono essere protetti contro il contatto diretto. Il saldatore deve quindi tenere, contro i risci, un comportamento conforme alle regole di sicurezza. Anche il contatto con una tensione bassa può sorprendere e, di conseguenza, provocare un incidente.
- Indossare un equipaggiamento di protezione asciutto ed intatto ( scarpe con suole in gomma / guanti di protezione in cuoio , senza rivetti e senza graffette ) !
- Evitare il contatto diretto con le prese di collegamento o prese non isolate!
- Collocare sempre la torcia di saldatura o il porta-elettrodi su un supporto isolato!

Rischio di ustione al livello del collegamento alla corrente di saldatura!
Se i collegamenti alla corrente di saldatura non sono bloccati correttamente, i raccordi ed i cavi possono surriscaldarsi e provocare ustioni in caso di contatto!
- Verificare quotidianamente i raccordi alla corrente di saldatura e bloccarli, se necessario, girandoli verso destra.

Pericolo di scossa!
Una tensione a vuoto o di saldatura viene applicata ai circuiti se la saldatura è realizzata con procedimenti diversi, mentre la torcia ed il porta-elettrodo sono collegati all'apparecchio.
- Isolare sempre la torcia ed il porta elettrodo all'inizio del lavoro e durante le interruzioni.
EMISSIONI ELETTRO-MAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano
impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagnetici del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con un morsetto, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
• non arrotolare mai i cavi di saldatura attorno al corpo;
• non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo: - collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
• non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su di esso;
• non saldare durante il trasporto della fonte di corrente di saldatura o del trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
TRASPORTO E TRANSITO DEL TRAINAFILO

Il trainafilo è provvisto di un'impugnatura sulla parte superiore che permette il trasporto a mano. Attenzione a non sottovalutarne il peso. L'impugnatura non è considerata come un mezzo di imbragatura.
Mai sollevare una bombola di gas e il materiale allo stesso tempo. Le loro norme di trasporto sono distinte.
Non far passare il dispositivo sopra a persone o oggetti.
È preferibile togliere la bobina prima di ogni sollevamento o trasporto del trainafilo.
INSTALLAZIONE DEL DISPOSITIVO
- Mettere il dispositivo su un suolo in cui l'inclinazione massima è di 10°.
- Il dispositivo deve essere al sicuro dalla pioggia e non deve essere esposto ai raggi del sole.
- Il dispositivo è di grado di protezione IP23, che significa :
- protezione contro l'accesso a parti pericolose di corpi solidi con diametro >12,5 mm e,
- protezione contro la pioggia diretta al 60% dalla verticale.
Questo materiale potrebbe essere usato all'aperto con l'indice di protezione IP23.

Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.
MANUTENZIONE / CONSIGLI


- Le manutenzioni devono essere effettuate solo da personale qualificato. È consigliata una manutenzione annuale.
- Scollegare le connessioni tra il trainafilo e la fonte di corrente di saldatura e attendere due minuti prima di lavorare sul dispositivo.
- Regolarmente, togliere il coperchio e spolverare con l'aiuto di una pistola ad aria. Approfittare per far verificare la tenuta dei collegamenti elettrici con un utensile isolato.
Cogliere l'occasione per far verificare lo stato delle connessioni elettriche con un utensile isolato. Controllare periodicamente lo stato dei fasci cavi tra il trainafilo e la fonte di corrente di saldatura. Se quest'ultimo è danneggiato, deve essere sostituito.

Attenzione! Se un mezzo di manutenzione diverso da quello consigliato dal fabbricante viene utilizzato durante la saldatura, prevedere un'isolazione tra il rivestimento del trainafilo e il mezzo di manutenzione.
- Il trainafilo deve essere messo in servizio solamente con tutte i boccaporti chiusi.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato dalla rete. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
DESCRIZIONE
Questa apparecchiatura è un trainafilo separato per la saldatura semiautomatica (MIG o MAG) e la saldatura con elettrodi refrattari (TIG Lift). E' compatibile alle bobine del filo ∅ 200 e 300 mm.
DESCIZIONE DELL'APPARECCHIO (II)
1- Supporto bobina ∅ 200/300 mm 9- Connettore potenza
2- Trainafilo 10- Connessione gas
3- Interfaccia 11- Connettore fasciocavo
4- Connettore Euro (torcia) 12- Impugnatura per il trasporto
5- Coperchio per l'uscita del liquido di raffreddamento (blu) 13- Torretta
6- Coperchio per l'ingresso del liquido di raffreddamento (rosso)
7- Supporto torcia
8- Supporto cablaggio
INTERFACCIA UOMO-MACCHINA (III)
1- Visualizzazione della tensione 5- Regolazione della tensione
2- Visualizzazione della corrente e della velocità del filo
3- Indicatore di corrente 7- Pulsante di avanzamento del filo
4- Indicatore di velocità del filo 8- Pulsante di spurgo del gas
6- Regolazione della velocità del filo
ALIMENTAZIONE - ACCENSIONE
Questa apparecchiatura è stata progettata per funzionare esclusivamente con il generatore opzionale MULTIWELD 400T G (083974):
Il collegamento tra questi due elementi si effettua mediante un fascio cavo apposito in opzione:
| Raffreddamento della torcia | Lunghezza | Sezione | Riferimento |
| Aria | 5 m | 70 mm^2 | 083998 |
| 10 m | 70 mm^2 | 084001 | |
| 15 m | 95 mm^2 | 084018 | |
| 20 m | 95 mm^2 | 084025 |
Il collegamento o lo scollegamento del fascio cavo tra il generatore e il trainafilo deve effettuarsi obbligatoriamente con il generatore fuori tensione. Spegnere l'alimentazione estraendo la spina e attendere due minuti.
Per collegare il cablaggio tra il generatore e la bobina, vedere pagina 3.
INSTALLAZIONE DELLA BOBINA
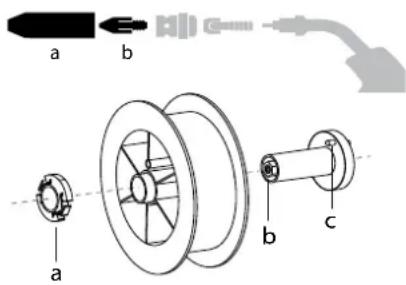
- Rimuovere il porta ugello (a) e l'ugello porta corrente (b) dalla vostra torcia MIG/MAG.
- Aprire il coperchio del traianfilo.
- Posizionare la bobina sul suo supporto.
- Tenere in considerazione l'aletta di azionamento (c) del supporto della bobina. Per montare una bobina da 200mm, stringere il porta-bobina in plastica (a) al massimo.
- Regolare la manopola del freno (b) per evitare durante l'arresto della saldatura che l'inerzia della bobina aggrovigli il filo. Generalmente, non stringere troppo, ciò provocherebbe un surriscaldamento del motore.
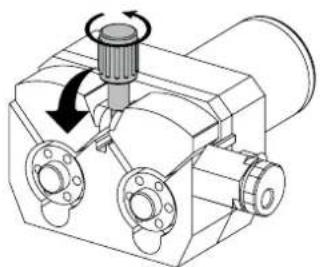
Per cambiare i rulli, procedere come segue:
- Allentare la manopola (a) al massimo e abbassarla.
- Sbloccare i rulli svitando le viti di fissaggio (b).
- Montare i rulli del motore appropriati per la vostra applicazione e stringere le viti di fissaggio.
I rulli forniti sono a doppia gola: - acciaio ∅ 1,0/1,2
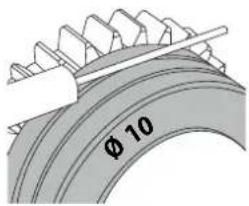
- Controllare l'annotazione sul rullo per verificare che i rulli siano adatti al diamentro del filo e al materiale del filo (per un filo di ∅ 1.0, utilizzare la scanalatura di ∅ 1.0).
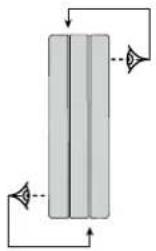
- Utilizzare i rulli con scanalatura a V per i fili d'acciaio e per gli altri fili duri.
- Utilizzare i rulli con scanalatura a U per i fili di alluminio e gli altri fili in lega, morbidi.
:: annotazione visibile sul rullo (esempio: ∅10 = ∅ 1.0)
→ : scanalatura da utilizzare
Per installare il filo del metallo d'apporto, procedere come segue:
- Allentare la manopola al massimo e abbassarla.
- Inserire il filo, poi chiudere la bobina del motore e stringere la manopola come indicato.
- Azionare il motore sul pulsante della torcia o sul pulsante di alimentazione manuale del filo (III-7).

Osservazioni:
- Una guaina troppo stretta può comportare dei problemi di scorrimento e dunque un surriscaldamento del motore.
- Il connettore della torcia deve essere anch'esso stretto con attenzione al fine di evitare il suo riscaldamento.
- Verificare che ne il filo, ne la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito.
RISCHIO DI LESIONI LEGATO AI COMPONENTI MOBILI

I trainafilo sono provvisti di componenti mobili che possono agganciare mani, capelli, vestiti o utensili e di conseguenza causare ferite!
- Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento!
- Assicurarsi che i coperchi carter o i coperchi di protezione restino ben chiusi durante il funzionamento!
- Non indossare guanti durante l'avvolgimento del filo e per il cambio della bobine del filo di apporto.
SALDATURA SEMI-AUTOMATICA IN ACCIAIO / INOX (MODO MAG)
Questa apparecchiatura è in grado di saldare fili di acciaio e acciaio inox da ∅ 0,8 a 1,6 mm (I-A). Il dispositivo è fornito con dei rulli di ∅ 1.0/1.2 per acciaio o inox. La punta di contatto, la scanalatura del rullo, la guaina della torcia sono previste per questa applicazione.
L'uso in acciaio necessita un gas specifico alla saldatura (Ar+CO2). La proporzione di CO2 può variare a seconda del tipo di gas usato. Per l'inox, utilizzare una miscela al 2% di CO2. In caso di saldatura con CO2 pura, è necessario connettere un dispositivo di preriscaldamento del gas nella ombola di gas. È anche possibile utilizzare un modulo di preriscaldamento standard (36V) che può essere collegato alla presa di corrente da 36V situata nel generatore opzionale, dietro la porta laterale. Si noti che questo alimentatore da 36 V CC è compatibile anche con i preriscaldatori da 36 V CA. Per le bobine specifiche per il gas, contatare il vostro distributore di gas. Il flusso del gas per l'acciaio è compreso tra 8 e 15 litri / minuto a seconda dell'ambiente. Per controllare il flusso di gas sul manometro senza srotolare il filo di riempimento, tenere premuto il pulsante (III-7). Questo controllo deve essere effettuato periodicamente per garantire una saldatura ottimale.
SALDATURA SEMI-AUTOMATICA ALLUMINIO (MODO MIG)
Il materiale può saldare filo alluminio da ∅ 0.8 a 1.6 mm (I-B).
L'uso su alluminio necessita di un gas specifico Argo puro (Ar). Per la scelta del gas, farsi consigliare da un distributore di gas. Il flusso del gas per alluminio si pone tra 15 e 20 l/min a seconda dell'ambiente e dell'esperienza del saldatore.
Ecco le differenze fra gli usi specifici acciaio e alluminio:
- Usare i rulli specifici per la saldatura alluminio.
- Mettere al minimo la pressione dei rulli pressori del trainafilo per non schiacciare il filo.
- Utilizzare la cannetta (guidafilo tra i rulli del trainafilo e il connettore EURO) unicamente per la saldatura acciaio/inox (I-B).
- Utilizzare una torcia speciale in alluminio. Questa torcia in alluminio possiede una guaina in teflon al fine di ridurre gli attriti. NON tagliere la guaina dal bordo del collegamento !! Questa guaina serve a guidare il filo a partire dai rulli.
- Ugello porta-contatto: utilizzare una punta di contatto SPECIALE in alluminio adatta al diametro del filo.
SALDATURA SEMIAUTOMATICA FILO ANIMATO SENZA GAS
L'apparecchiatura può saldare fili animati senza gas da ∅ 0,9 a 1,6 mm. I rulli originali devono essere sostituiti con rulli specifici a filo animato (opzionali). Saldare filo animato con un ugello standard potrebbe portare al surriscaldamento e deterioramento della torcia. Rimuovere l'ugello originale dalla torcia MIG-MAG. La saldatura MIG/MAG senza protezione gas richiede generalmente una polarità negativa. In questo caso, è necessario utilizzare un cavo opzionale per l'inversione di polarità. Per le istruzioni di collegamento, consultare il manuale del generatore.
COMBINAZIONI CONSIGLIATE
| + | Corrente (A) ∅ Filo (mm) ∅ Ugello (mm) Flusso (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | .2/1.6 16 18-25 | |||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | .2/1.6 16 15-18 | |||
MODALITA' DI SALDATURA MIG / MAG (GMAW/FCAW)
COLLEGAMENTO E CONSIGLI
Consultare il manuale del generatore.
SELEZIONE DEL MODO E IMPOSTAZIONI
Sull'interfaccia del generatore :
1- Premere il pulsante sinistro per selezionare la modalità di saldatura MIG.
2- Premere il pulsante centrale per selezionare il comportamento di attivazione: 2T o 4T.
In modalità 2T, premendo il pulsante sulla torcia di saldatura si attiva il flusso di gas di protezione e si accende l'arco. L'utente tiene premuto il pulsante durante la saldatura e lo rilascia per interromperla.
In modalità 4T, premendo il pulsante sulla torcia di saldatura si attiva il flusso di gas di protezione e si accende l'arco. Rilasciare il pulsante della torcia e il ciclo di saldatura continuerà. Per interrompere la saldatura, l'utente preme e rilascia nuovamente il pulsante.
3- Premere il pulsante destro per selezionare la durata del mantenimento della protezione dal gas (0, 0,5 o 1 secondo) dopo lo spegnimento dell'arco. Protegge il pezzo dall'ossidazione.
Interfaccia del trainafilo

Le aree nere non sono disponibili in questa modalità.
Interfaccia del generatore

Le aree nere non sono disponibili in questa modalità.
- Impostare la tensione di saldatura (disponibile sul trainafilo o sul generatore):
Regolare la tensione di saldatura con la manopola (V) in base al lavoro da eseguire. Il valore di tensione impostato è indicato sullo schermo di destra.
- Impostare la velocità del filo (disponibile sulla bobina o sul generatore):
Regolare la velocità di filettatura con la rotellina (⊕) per adattarla al lavoro. Il valore della velocità è indicato sullo schermo di destra.
- Regolare l'induttanza (disponibile sul generatore) :
Regolare il livello di induttanza con la rotella (JUN) sul generatore, valore relativo da MIN a MAX. Più basso è il livello di induttanza, più duro e direzionale sarà l'arco; più alto è il livello di induttanza, più morbido sarà l'arco, con poche proiezioni.
Selezionare la tensione di uscita e impostare la velocità del filo in base alle raccomandazioni della fonte di alimentazione, in funzione dello spessore delle parti da saldare.
SPURGO DEL GAS (disponibile sul trainafilo)
Il pulsante di spurgo del gas ( ) consente di svuotare la torcia da tutta l'aria contenuta senza srotolare il filo di riempimento e di controllare il flusso di gas sul manometro.

Premere brevemente il pulsante (1 per avviare lo spurgo del gas. La schermata a destra visualizza e srotola la sequenza (7-6-5-...-1). Per impostazione predefinita, il tempo è impostato su 7 secondi. Questo conto alla rovescia lascia le mani libere per regolare il flusso di gas sul manometro.
Per modificare il tempo di spurgo del gas, premere brevemente il pulsante ( ) e ruotare la manopola destra. Il tempo può essere impostato da 3 a 60 secondi. La sequenza si avvia dopo aver effettuato la scelta, oppure premere di nuovo brevemente il pulsante ( ) per confermare e salvare l'impostazione.
AVANZAMENTO FILO (disponibile sul trainafilo)
Il pulsante di avanzamento del filo (φ) attiva l'avanzamento del filo senza attivare il gas o il sistema di saldatura. Consente di srotolare il filo attraverso la guaina della torcia quando si installa una nuova bobina. Premere a lungo il pulsante per avviare lo svolgimento del filo, rilasciare il pulsante per fermarlo.
MODALITÀ DI SALDATURA TIG (GTAW)
COLLEGAMENTO E CONSIGLI
- La saldatura TIG DC richiede una protezione gas (Argon).
- Collegare il morsetto di massa al connettore di raccordo positivo(+). Collegare la torcia TIG (ref. 087606) nel connettore EURO della bobina (II-4) e
il cavo di inversione nel connettore di collegamento negativo (-). Per maggiori dettagli, consultare il manuale del generatore. - Assicurarsi che la torcia sia ben attrezzata e che i ricambi (pinze, supporto collare, diffusore e porta ugello) non siano usurati.
- La scelta dell'elettrodo è in funzione della corente del processo TIG DC.
AFFILAMENTO DELL'ELETTRODO
Per un funzionamento ottimale, è consigliato utilizzare un elettrodo affilato nella maniera seguente :
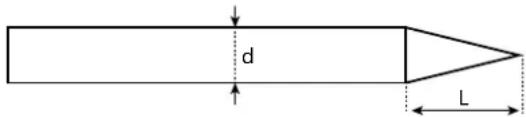
L = 3 x d per una corrente debole. L = d per una corrente forte.
COMBINAZIONI CONSIGLIATE
| Corrente (A) ∅ Elettrodo (mm) ∅ Ugello (mm) Flusso | Argon (L/min) | ||
| 0.3 - 3 3 - 75 1 6.5 6 - 7 | |||
| 2.4 - 6 | 60 - 150 | 1.6 | 8 |
| 4 - 8 | 100 - 200 | 2 9.5 7 - 8 | |
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 |
| 9 - 12 | 225 - 300 | 3.2 | 12.5 |
SELEZIONE DEL MODO E IMPOSTAZIONI
Sull'interfaccia del generatore :
1- Premere il pulsante sinistro per selezionare la modalità di saldatura TIG Lift.
2- Premere il pulsante centrale per selezionare il comportamento di attivazione: 2T, 4T o Valve (torcia senza grilletto).
In modalità 2T, posizionare la punta dell'elettrodo di tungsteno sul pezzo e premere il pulsante della torcia di saldatura per attivare il flusso di gas di protezione. Quindi sollevare l'elettrodo di tungsteno per innescare l'arco. L'utente tiene premuto il pulsante durante la saldatura e lo rilascia per interromperla.
In modalità 4T, posizionare la punta dell'elettrodo di tungsteno sul pezzo e premere il pulsante della torcia di saldatura per attivare il flusso di gas di protezione. Quindi sollevare l'elettrodo di tungsteno per far innescare l'arco a 20 A. Rilasciare il pulsante della torcia e il ciclo di saldatura continuerà. Premendo una seconda volta il pulsante della torcia, il ciclo passa a «DownSlope» (corrente di saldatura al 60%). Per interrompere la saldatura, rilasciare una seconda volta il pulsante della torcia di saldatura.
In modalità «Valvola», impostare la portata del gas sul riduttore di pressione della bombola, quindi aprire la valvola della torcia. Posizionare la punta dell'elettrodo di tungsteno sul pezzo da lavorare per innescare l'arco. Per interrompere la saldatura, sollevare rapidamente la torcia o sollevare l'arco una volta (su-giù). Chiudere la valvola della torcia per arrestare il gas dopo che l'elettrodo si è raffreddato.
3- Premere il pulsante destro per selezionare la durata del mantenimento della protezione dal gas (0, 0,5 o 1 secondo) dopo lo spegnimento dell'arco (non disponibile con la torcia a valvola). Protegge il pezzo dall'ossidazione.
Interfaccia del trainafilo Interfaccia del generatore


Le aree nere non sono disponibili in questa modalità. Le aree nere non sono disponibili in questa modalità.
Regolazione dell'intensità di saldatura :
Regolare la corrente di saldatura con la manopola (⊕) in base al lavoro da eseguire. Il setpoint della corrente di saldatura viene visualizzato sul display di destra.
RULLI (B) IN OPZIONE
| Diametro | Riferimento (x2)Acciaio Alluminio Filo animato |
| 0.6/0.8 042353 - 0.9/1.2 042407 | |
| 0.8/1.0 042360 042377 1.2/1.6 089280 | |
| 1.0/1.2 046849 040915 | |
| 1.2/1.6 042384 042391 | |
| Diametro | Riferimento (x2) |
ANOMALIE, CAUSE, RIMEDI
| SINTOMI POSSIBILI CAUSE | RIMEDI | |
| Il flusso del filo di saldatura non è costante. | Dei residui ostruiscono il foro. | Pulire il tubo contatto oppure cambiarlo e rimettere del prodotto anti-adesione. |
| Il filo scivola nei rulli. | Rimettere del prodotto anti-adesione. | |
| Uno dei rulli scivola | Controllare il serraggio della vite del rullo. | |
| Il cavo della torcia è attorcigliato. | Il cavo della torcia dev'essere il più dritto possibile. | |
| Il motore di traino non funziona. | Freno della bobina o rullo troppo stretto. | Allentare il freno e i rulli |
| Traino del filo scadente. | Guaina guida filo sporca o danneggiata. | Pulire o sostituire. |
| Chiavetta del perno dei rulli mancante | Rimettere la chiavetta nella sua posizione | |
| Freno della bobina troppo stretto. | Allentare il freno. | |
| Nessuna corrente o errata corrente di salda-tura. | Collegamento presa elettrica sbagliato. | Vedere il collegamento della spina e vedere se la spina è correttamente alimentata. |
| Collegamento messa a terra sbagliato. | Controllare il morsetto di terra (collegamento e condizioni del morsetto). | |
| Nessuna potenza. | Controllare il pulsante della torcia. | |
| Il filo si arrotola dopo i rulli. | Guaina filo schiacciata. | Verificare la guaina e il corpo della torcia. |
| Bloccaggio del filo nella torcia. | Sostituire o pulire. | |
| Nessun tubo capillare. | Verificare la presenza del tubo capillare. | |
| Velocità del filo troppo elevata. | Ridurre la velocità di filo. | |
| Il cordone di saldatura è poroso. | Il flusso di gas è insufficiente. | Intervallo di regolazione da 15 a 20 L / min. Pullire il metallo di base. |
| Bombola gas vuota. Sostituirla. | ||
| Qualità gas non sufficiente. Sostituirlo. | ||
| Circolazione d'aria o influenza del vento. | Evitare correnti d'aria, proteggere la zona di saldatura. | |
| Condotto gas schiacciato. Pulire il condotto gas oppure sostituirlo. | ||
| Qualità filo scadente. Usare un filo adattato alla saldatura MIG-MAG. | ||
| Stato della superficie da saldare di qualità scadente (ruggine, ecc.) | Pulire il pezzo prima di saldare. | |
| Il gas non è connesso | Verificare che il gas sia connesso all'entrata del generatore. | |
| Particelle di scintille importanti | Tensione d'arco troppo bassa o troppo alta. Vedere i parametri di saldatura. | |
| Presa di terra sbagliata. | Controllare e posizionare il morsetto di terra il più vicino possibile alla zona da saldare | |
| Gas di protezione insufficiente. Regolare il flusso gas. | ||
| Nessun gas all'uscita della torcia Collegamento | gas sbagliato | Verificare il collegamento delle entrate del gas |
| Verificare che l'elettrovalvola funzioni | ||
CONDIZIONI DI GARANZIA
La garanzia copre ogni difetto di fabbricazione per 2 anni, a partire dalla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
• Ogni danno dovuto al trasporto.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rispedire il dispositivo al vostro distributore, allegando:
- una prova d'acquisto con data (scontrino, fattura...)
- una nota spiegando il guasto.
* I cidi di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min. Durante l'uso intensivo (> al ciclo di lavoro) la protezione temica può attivarsi, in questo caso, farco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permetterne i raffreddamento fino all'annullamento della protezione. Per evitare danni al trainaffo, il ciclo di lavoro della sorgente di corrente di saldatura deve essere sempre inferiore a quello indicato sul trainaffo.




