
WF 20 - сварочный аппарат GYS - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно WF 20 GYS в формате PDF.

| Бренд | GYS |
| Модель | WF 20 |
| Тип продукта | Отдельный подающий механизм для полуавтоматической сварки (MIG/MAG) и TIG Lift |
| Процессы сварки | MIG/MAG (сталь, нержавейка, алюминий, порошковая проволока без газа) и TIG DC (Lift) |
| Принимаемый диаметр катушки | 200 мм и 300 мм |
| Диаметр проволоки | ∅ 0,8-1,6 мм (сталь/нерж./алюм.), ∅ 0,9-1,6 мм (порошковая) |
| Поставляемые ролики | Стальные двойные канавки ∅ 1,0/1,2 мм |
| Совместимый генератор | MULTIWELD 400T G (арт. 083974) |
| Степень защиты | IP23 |
| Рабочая температура | от -10 °C до +40 °C |
| Температура хранения | от -20 °C до +55 °C |
| Влажность окружающей среды | ≤ 50% при 40 °C, ≤ 90% при 20 °C |
| Максимальная высота | 1000 м |
| Дисплей | Напряжение, ток и скорость подачи проволоки |
| Настройки | Напряжение, скорость проволоки, индуктивность, продувка газа, подача проволоки |
| Режимы спускового крючка | 2T и 4T (MIG/MAG и TIG), режим Valve (TIG) |
| Обслуживание | Регулярная очистка от пыли, проверка соединений, ежегодное обслуживание квалифицированным персоналом |
| Безопасность | Индивидуальная защита, заземление, аварийная остановка, меры предосторожности от ЭМП |
| Гарантия | 2 года (запчасти и работа) |
| Дополнительные аксессуары | TIG-горелка, кабель смены полярности, специальные ролики, пучки различной длины |
Часто задаваемые вопросы - WF 20 GYS
Вопросы пользователей о WF 20 GYS
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство WF 20 - GYS и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. WF 20 бренда GYS.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ WF 20 GYS
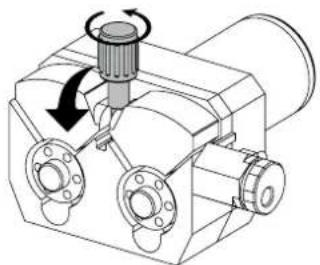
RU Затяните крепежный винт от руки.
Перед началом работы необходимо прочитать и понять эти инструкции.
Запрещается производить любые изменения или техническое обслуживание, не указанные в руководстве.
Производитель не несет ответственности за травмы или материальный ущерб, нанесенный в результате использования, не соответствующего инструкциям данного руководства.
Если у вас возникли проблемы или вы в чем-то не уверены, проконсультируйтесь с квалифицированным специалистом, чтобы убедиться, что установка выполнена правильно.
Перед использованием устройства подачи проволоки прочтите руководство пользователя сварочного источника.
ОКРУЖАЮЩАЯ СРЕДА
Данное оборудование должно использоваться только для сварочных работ в пределах, указанных на заводской табличке и/или в руководстве. Необходимо соблюдать правила техники безопасности. В случае неправильного или опасного использования производитель не несет ответственности.
Установка должна использоваться и храниться в помещении, в котором нет пыли, кислот, горючих газов и других агрессивных веществ. Обеспечьте циркуляцию воздуха во время использования.
Температурные диапазоны :
Для использования в диапазоне от -10 до +40°C (от +14 до +104°F).
Хранить при температуре от -20 до +55°C (от -4 до 131°F).
Влажность воздуха
Менее или равно 50% при 40°C (104°F).
Менее или равно 90% при 20°C (68°F).
Высота над уровнем моря :
До 1000 м над уровнем моря (3280 футов).
ЛИЧНАЯ И ПРОЧАЯ ЗАЩИТА
Дуговая сварка может быть опасной и привести к серьезным травмам или смерти.
При сварке люди подвергаются воздействию опасного источника тепла, светового излучения от дуги, электромагнитных полей (важно иметь ввиду обладателям кардиостимуляторов), риску поражения электрическим током, шуму и газообразным испарениям.
Чтобы защитить себя и окружающих, следуйте этим инструкциям по безопасности:

Для защиты от ожогов и излучения надевайте одежду без отворотов, огнеупорную, сухую, изолирующую и в хорошем состоянии, полностью закрывающую тело.

Используйте перчатки, гарантирующие электрическую и тепловую изоляцию.

Используйте защиту при сварке и/или сварочную маску с достаточным уровнем защиты (в зависимости от области применения). Защищайте глаза во время чистки. Особенно запрещены контактные линзы.
Иногда необходимо разграничить зоны огнеупорными шторами, чтобы защитить зону сварки от лучей дуги, выступов и раскаленных отходов.
Предупредите людей, находящихся в зоне сварки, о том, что нельзя смотреть на лучи дуги или расплавленные детали, и что небхомо быть одетым в соответствующую защитную одежду.

Используйте шумоподавляющие наушники, если в процессе сварки уровень шума превышает допустимый предел (то же самое относится и ко всем, кто находится в зоне сварки).
Держите руки, волосы и одежду подальше от движущихся частей (вентилятора).
Никогда не снимайте крышки с охлаждающего устройства, если источник сварочного тока находится под напряжением, производитель не несет ответственности в случае несчастного случая.

Только что сваренные детали имеют высокую температуру и могут вызвать ожоги при обращении с ними. При обслуживании горелки или электрододержателя убедитесь, что он достаточно остыл, подождав не менее 10 минут перед обслуживанием.
При использовании горелки с водяным охлаждением необходимо убедиться в работе блока охлаждения, так как горячая жидкость может вызвать ожоги.
Прежде чем покинуть рабочую зону, необходимо обеспечить безопасность людей и имущества.
СВАРОЧНЫЕ ДЫМЫ И ГАЗЫ

Дым, газы и пыль, выделяемые при сварке, опасны для здоровья. Необходимо обеспечить достаточную вентиляцию, иногда требуется принудительная вентиляция воздуха. Специальный шлем с подачей свежего воздуха может стать решением проблемы, если вентиляция недостаточна.
Убедитесь в эффективности всасывания, проведя проверку на соответствие стандартам безопасности.
Внимание: сварка в небольших помещениях требует контроля дистанции для обеспечения безопасности. Кроме того, сварка некоторых материалов, содержащих свинец, кадмий, цинк или ртуть, или даже бериллий, может быть особенно вредной, поэтому обезжиривайте детали перед пайкой.
Баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Баллоны должны находиться в вертикальном положении и крепиться к опоре или на тележке. Не выполняйте сварку вблизи горюче-смазочных материалов или краски.
ОПАСНОСТЬ ПОЖАРА И ВЗРЫВА

Зона сварки должна быть полностью защищена, а легковоспламеняющиеся материалы должны находиться на расстоянии не менее 11 метров.
В непосредственной близости от места проведения сварочных работ должны находиться средства пожаротушения.
Остерегайтесь попадания раскалённых частиц или искр через щели, так как они могут стать источником пожара или взрыва.
Люди, легковоспламеняющиеся предметы и контейнеры под давлением должны находиться на безопасном расстоянии.
Следует избегать сварки в закрытых контейнерах или трубах, а если они открыты, то должны быть очищены от всех легковоспламеняющихся или взрывоопасных материалов (масла, топлива, остатков газа и т.д.).
Шлифовальные работы не должны проводиться вблизи источника сварочного тока или воспламеняющихся материалов.
ГАЗОВЫЕ БАЛЛОНЫ

Газ из баллонов может вызвать удушье, если концентрируется в зоне сварки (хорошо проветривайте).
Транспортировка должна осуществляться в условиях полной безопасности: баллоны закрыты, а источник сварочного тока выключен. Баллоны должны храниться вертикально и крепиться, чтобы исключить риск падения.
Закрывайте баллон между использованиями. Остерегайтесь перепадов температуры и воздействия солнечных лучей.
Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, заземляющим зажимом или любым другим источником тепла или накаливания.
Держите баллон вдали от электрических и сварочных цепей и никогда не сваривайте баллон под давлением.
Будьте осторожны при открытии вентиля баллона, держите голову подальше от фитингов и убедитесь, что используемый газ подходит для процесса сварки.
ЭЛЕКТРОБЕЗОПАСНОСТЬ

Используемая электрическая система должна быть заземлена. Используйте предохранитель, тип которого рекомендован на табличке с техническими характеристиками.
Поражение электрическим током может стать причиной серьезного прямого или косвенного несчастного случая или даже смерти.
Никогда не прикасайтесь к токоведущим частям внутри или снаружи источника тока (горелки, зажимы, кабели, электроды), так как они подключены к сварочной цепи.
Перед тем как открыть источник сварочного тока, отключите его от сети и подождите 2 минуты, чтобы разрядились все конденсаторы.
Не прикасайтесь одновременно к горелке или электрододержателю и зажиму заземления.
Если кабели или горелки повреждены, их замену должен производить квалифицированный и уполномоченный персонал. Подберите сечение кабеля в соответствии с условиями эксплуатации. Всегда используйте сухую одежду в хорошем состоянии, чтобы защитить себя от сварочного тока. Носите защитную обувь, независимо от условий работы.
УСТАНОВКА КАТУШКИ И ЗАГРУЗКА ПРОВОЛОКИ

Изоляция дугового сварочного аппарата от сварочного напряжения!
Не все активные части цепи сварочного тока могут быть защищены от прямого контакта. Поэтому сварщик должен оценивать риски и соблюдать правила безопасности. Даже контакт с низким напряжением может оказаться неожиданным и, как следствие, привести к несчастному случаю.
- Надевайте сухие, неповрежденные средства защиты (обувь на резиновой подошве/кожаные перчатки сварщика без заклепок и скоб)!
- Избегайте прямого контакта с неизолированными розетками или вилками!
- Всегда устанавливайте сварочную горелку или электрододержатель на изолированную опору!

Опасность ожога при подключении сварочного тока!
Если соединения сварочного тока не зафиксированы должным образом, соединения и кабели могут нагреться и вызвать ожоги при прикосновении!
- Ежедневно проверяйте соединения сварочного тока и при необходимости блокируйте их, поворачивая вправо.

Опасность поражения электрическим током!
Если при подключенных к аппарату горелке и электрододержателе выполняется сварка с использованием различных процессов, то к цепям прикладывается напряжение холостого хода или сварочное напряжение!
- Всегда изолируйте горелку и электрододержатель в начале работы и во время перерывов!
ЭЛЕКТРОМАГНИТНЫЕ ИЗЛУЧЕНИЯ

Электрический ток, проходящий через любой проводник, создает локализованные электрические и магнитные поля (ЭМП). Сварочный ток создает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля ЭМП могут создавать помехи для некоторых медицинских имплантатов, например кардиостимуляторов. Необходимо принять меры защиты для людей, носящих
медицинские имплантаты. Например, ограничение доступа для окружающих или индивидуальная оценка рисков для сварщиков.
Все сварщики должны использовать следующие процедуры, чтобы свести к минимуму воздействие электромагнитных полей от сварочной цепи:
- расположите сварочные кабели вместе - по возможности закрепите их зажимом;
- располагайтесь (туловище и голова) как можно дальше от сварочного контура;
- Никогда не обматывайте сварочные кабели вокруг тела;
- не располагайте тело между сварочными кабелями. Держите оба сварочных кабеля с одной стороны тела;
- Подключите обратный кабель к заготовке как можно ближе к свариваемому участку;
- не работайте рядом с источником сварочного тока, не садитесь на него и не прислоняйтесь к нему;
- не выполняйте сварку в пределах досягаемости источника сварочного тока или устройства подачи проволоки.

Людям с кардиостимуляторами перед использованием этого оборудования следует проконсультироваться с врачом. Воздействие электромагнитных полей во время сварки может иметь и другие последствия для здоровья, которые пока не известны.
ТРАНСПОРТИРОВКА И ТРАНЗИТ УСТРОЙСТВА ПОДАЧИ ПРОВОЛОКИ

Устройство подачи проволоки оснащено ручкой, чтобы вы могли переносить ее вручную. Будьте осторожны и не недооценивайте вес аппарата. Ручка не предназначена для использования с подъёмным приспособлением..
Никогда не поднимайте газовый баллон и оборудование одновременно. Правила транспортировки этих изелий отличаются.
Не передавайте оборудование над людьми или предметами.
Желательно снимать катушку перед подъемом или транспортировкой устройства подачи проволоки.
УСТАНОВКА ОБОРУДОВАНИЯ
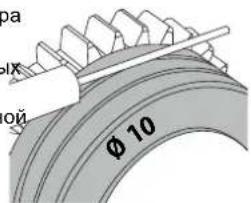
- Установите катушку на пол с максимальным уклоном 10°.
- Оборудование должно быть защищено от дождя и не подвергаться воздействию прямых солнечных лучей.
- Оборудование имеет степень защиты IP23, что означает :
- защита от доступа к опасным частям твердых тел диаметром >12,5 мм и,
- защита от дождя, направленного на 60% от вертикали.
Поэтому это оборудование можно использовать вне помещений в соответствии со степенью защиты IP23.

Производитель не несет ответственности за ущерб, нанесенный людям или имуществу в результате неправильного и опасного использования данного оборудования.
Силовые, удлинительные и сварочные кабели должны быть полностью размотаны во избежание перегрева.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ


- Техническое обслуживание должно выполняться только квалифицированным специалистом. Рекомендуется ежегодное техническое обслуживание.
- Отключите соединения между устройством подачи проволоки и источником сварочного тока и подождите две минуты, прежде чем приступить к работе с оборудованием.
- Регулярно снимайте верхнюю часть корпуса аппарата и сдувайте пыль. Воспользуйтесь возможностью проверить электрические соединения с помощью изолированного инструмента.
- Регулярно проверяйте состояние кабеля проводов между устройством подачи проволоки и источником сварочного тока. Если он поврежден, его необходимо заменить.

Внимание! Если во время сварки используется устройство для перемещения, отличное от рекомендованного производителем, обеспечьте изоляцию между корпусом устройства подачи проволоки и устройством для перемещения.
- Устройство подачи проволоки можно использовать только при закрытых люках.
УСТАНОВКА - ЭКСПЛУАТАЦИЯ ИЗДЕЛИЯ
Установку может выполнять только опытный персонал, уполномоченный производителем. Во время установки убедитесь, что установка отключена от сети. Мы рекомендуем использовать сварочные кабели, поставляемые вместе с устройством, чтобы получить оптимальные настройки для работы с продуктом.
ОПИСАНИЕ
Это оборудование представляет собой отдельный механизм подачи проволоки для полуавтоматической сварки (MIG или MAG) и сварки тугоплавкими электродами (TIG Lift). В него помещаются катушки проволоки ∅ 200 и 300 мм.
ОПИСАНИЕ ОБОРУДОВАНИЯ (II)
1- Опора для катушки ∅ 200/300 мм 7- Разъем питания
2- Двигатель размотчика 8- Подсоединение газа
3- Интерфейс 9- Разъем соединительного кабеля
4- Разъем Евро (горелка) 10- Ручка для переноски
5- Крышка для выхода охлаждающей жидкости (синяя) 11- Турель
6- Крышка для впуска охлаждающей жидкости (красная)
7- Держатель для горелки
8- Опора для кабеля
ЧЕЛОВЕКО-МАШИННЫЙ ИНТЕРФЕЙС (III)
1- Индикатор напряжения
2- Индикация тока и скорости подачи проволоки
3- Индикатор тока
4- Индикатор скорости движения проволоки
5- Регулировка напряжения
6- Регулировка скорости движения проволоки
7- Кнопка подачи проволоки
8- Кнопка продувки газа
ВВОД В ЭКСПЛУАТАЦИЮ ИСТОЧНИКА ПИТАНИЯ
Данное оборудование было разработано для работы исключительно с дополнительным источником MULTIWELD 400T G (083974):
Эти два элемента соединены дополнительным специальным кабелем:
| Тип охлаждения горелки | Длина | Раздел | Артикул |
| Воздушное | 5 м | 70 мм2 | 083998 |
| 10 м | 70 мм2 | 084001 | |
| 15 м | 95 мм2 | 084018 | |
| 20 м | 95 мм2 | 084025 |
ПОДКЛЮЧЕНИЕ КАБЕЛЯ

При подсоединении или отсоединении соединительного кабеля между генератором и устройством подачи проволоки, источник должен быть выключен. Отключите питание, выдернув вилку из розетки, и подождите две минуты.
Для подключения жгута проводов между генератором и катушкой см. стр. 3.
УСТАНОВКА КАТУШКИ
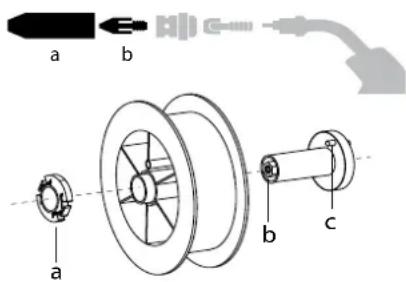
- Снимите сопло (a) и контактную трубку (b) с горелки MIG/MAG.
- Откройте люк устройства.
- Установите катушку на опору.
- Обратите внимание на приводной штифт (с) на опоре катушки. Чтобы установить катушку диаметром 200 мм, затяните пластиковый фиксатор катушки (а) до упора.
- Отрегулируйте ручку тормоза (b), чтобы инерция катушки не запутала проволоку при остановке сварки. Как правило, не следует затягивать слишком сильно, так как это может привести к перегреву двигателя.
ЗАГРУЗКА ПРОВОЛОКИ
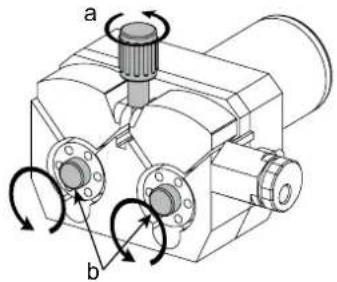
Чтобы заменить ролики, выполните следующие действия:
- Ослабьте ручку (а) до упора и опустите ее.
- Разблокируйте ролики, открутив крепежные винты (b).
- Установите ролики двигателя в соответствии с вашими требованиями и затяните крепежные винты.
Поставляемые ролики имеют двойные канавки: - сталь ∅ 1,0/1,2
- Проверьте маркировку на ролике, чтобы убедиться, что ролики подходят для диаметра проволоки и материала проволоки (для проволоки ∅ 1,0 используйте канавку ∅ 1,0).
- Используйте ролики с V-образными зубцами для стальной проволоки и других твердых проволок.
- Для проволоки из алюминия и других мягких сплавов используйте ролики с U-образной насечкой.
: видимая надпись на ролике (например: V1.0 = ∅ 1.0)
→ : канавка для использования
Чтобы установить присадочный провод, выполните следующие действия:
- Ослабьте ручку до упора и опустите ее.
- Вставьте проволоку, затем закройте моторизованный намотчик и затяните ручку, как указано.
- Управляйте двигателем с помощью кнопки включения резака или кнопки ручной подачи проволоки (III-7).

Примечания :
- Слишком узкая трубка-кожух может привести к проблемам с размоткой и перегреву двигателя.
- Разъем горелки также должен быть плотно затянут, чтобы предотвратить его перегрев.
- Убедитесь, что ни провод, ни катушка не касаются механики устройства, иначе существует риск короткого замыкания.
ОПАСНОСТЬ ТРАВМИРОВАНИЯ ДВИЖУЩИМИСЯ КОМПОНЕНТАМИ

Катушки имеют движущиеся части, которые могут зацепить руки, волосы, одежду или инструменты, что может привести к травме!
- Не прикасайтесь к вращающимся или движущимся компонентам и деталям привода!
- Во время работы следите за тем, чтобы крышки корпуса или защитные крышки оставались закрытыми!
- Не надевайте перчатки при намотке присадочной проволоки или замене катушки присадочной проволоки.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ/НЕРЖАВЕЮЩЕЙ СТАЛИ (РЕЖИМ MAG)
Это оборудование может сваривать стальной и нержавеющее проволокой от ∅ от 0,8 до 1,6 мм (I-A). В стандартную комплектацию устройства входят ролики ∅ 1,0/1,2 для стали или нержавеющей стали. Контактная трубка, канавка для ролика и оболочка (трубка) горелки разработаны для этого применения.
Для работы со сталью требуется специальный сварочный газ (Ar+CO2). Доля CO2 может варьироваться в зависимости от типа используемого газа. Для нержавеющей стали используйте смесь с 2% CO2. При сварке на чистом CO2 к газовому баллону необходимо подключить предварительный подогрев газа. Также можно использовать стандартный модуль предварительного нагрева (36 В), который подключается к розетке 36 В, расположенной в дополнительном генераторе, за боковой дверью. Обратите внимание, что этот блок питания 36 В постоянного тока также совместим с подогревателями 36 В переменного тока. Для получения информации о конкретных требованиях к газу обращайтесь к дистрибьютору газа. Расход газа для стали составляет от 8 до 15 литров в минуту, в зависимости от условий. Чтобы проверить расход газа по манометру, не разматывая заправочную проволоку, нажмите и удерживайте кнопку (III-7). Эту проверку следует выполнять периодически, чтобы обеспечить оптимальную производительность сварки.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ MIG)
Это оборудование может сваривать алюминиевую проволоку диаметром от 0,8 до 1,6 мм (I-B).
Для работы с алюминием требуется специальный чистый газ аргон (Аг). При выборе газа обратитесь за рекомендациями к дистрибьютору. Расход газа для алюминия составляет от 15 до 20 л/мин, в зависимости от условий и опыта сварщика.
Различия между применением стали и алюминия:
- Используйте специальные ролики для сварки алюминия.
- Прикладывайте минимальное давление к прижимным роликам намоточного устройства с электроприводом, чтобы не раздавать проволоку.
-
Используйте капиллярную трубку (предназначенную для направления проволоки между роликами катушки двигателя и разъемом EURO) только для сварки стали/нержавеющей стали (I-B).
-
Используйте специальную горелку для алюминия. Эта алюминиевая горелка имеет тефлоновую кожух-трубку для уменьшения трения. НЕ обрезайте кожух по краю фитинга! Эта оболочка используется для направления проволоки с роликов.
- Контактная трубка : используйте специальную алюминиевую контактную трубку, соответствующую диаметру провода.
Оборудование может сваривать без газа порошковой проволокой диаметром от 0,9 до 1,6 мм. Оригинальные ролики должны быть заменены на ролики, специально предназначенные для порошковой проволоки (опция). Сварка порошковой проволокой со стандартным соплом может привести к перегреву и повреждению горелки. Снимите оригинальное сопло с горелки MIG-MAG. Для сварки MIG/MAG без защитного газа обычно требуется отрицательная полярность. В этом случае необходимо использовать дополнительный кабель для изменения полярности. Инструкции по подключению см. в руководстве к генератору.
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
| (mm) | Ток (А) ∅ проволока (мм) ∅ Сопло (мм) Скорость потока (л/мин) | ||||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | |||
| 2-4 100-200 1 | 0 12-15 12-15 | ||||
| 4-8 200-300 1 | 0/1.2 15-16 15-18 | ||||
| 8-15 | 300-500 1.2/1.6 | 16 18-25 | |||
| MAG | 0.6-1.5 | 15-80 | 0.6 | 12 | 8-10 |
| 1.5-3 80-150 0 | 8 12-15 10-12 | ||||
| 3-8 150-300 1 | 0/1.2 15-16 12-15 | ||||
| 8-20 | 300-500 1.2/1.6 | 16 15-18 | |||
РЕЖИМ СВАРКИ МІГ / MAG (GMAW/FCAW)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
См. руководство по эксплуатации источника.
На интерфейсе источника :
1- Нажмите кнопку слева, чтобы выбрать режим сварки РЕЖИМ СВАРКИ МІГ.
2- Нажмите центральную кнопку, чтобы выбрать один из режимов триггера : 2T или 4T.
В режиме 2T нажатие кнопки включения на сварочной горелке запускает поток защитного газа и зажигает дугу. Пользователь удерживает курок во время сварки и отпускает его, чтобы остановить сварку.
В режиме 4Т нажатие кнопки включения на сварочной горелке запускает поток защитного газа и зажигает дугу. Отпустите курок горелки, и цикл сварки продолжится. Чтобы остановить сварку, пользователь снова нажимает и отпускает кнопку включения.
3- Нажмите кнопку справа, чтобы выбрать продолжительностьгазовой защиты (0, 0,5 или 1 секунда) после погасания дуги. Газовая защита предохраняет деталь от окисления.
Интерфейс устройства подачи проволоки

Черные области в этом режиме недоступны.
Интерфейс источника

Черные области в этом режиме недоступны.
- Регулировка сварочного напряжения (доступно на устройстве подачи проволоки или генераторе) :
Отрегулируйте сварочное напряжение с помощью ручки (V) в соответствии с выполняемой работой. Заданное значение напряжения отображается на дисплее слева.
- Установите скорость движения проволоки (имеется на катушке или генераторе) :
С помощью большого колесика (Ф) отрегулируйте скорость подачи проволоки в соответствии с выполняемой работой. Заданное значение скорости отображается на правом дисплее.
- Установите индуктивность (имеется на генераторе) :
Отрегулируйте уровень индуктивности с помощью регулятора (XM) на генераторе, относительное значение от MIN до MAX. Чем ниже уровень индуктивности, тем более жесткой и направленной будет дуга; чем выше уровень индуктивности, тем более мягкой будет дуга, с небольшим количеством выбросов.
Выберите выходное напряжение и установите скорость подачи проволоки в соответствии с рекомендациями на источнике питания, в зависимости от толщины свариваемых деталей.
ГАЗОВАЯ ПРОДУВКА (доступна на устройстве подачи проволоки)
Кнопка продувки газа (✗) используется для удаления из горелки всего содержащегося в нем воздуха без разматывания заправочной проволоки и для проверки расхода газа по манометру.

Кратковременно нажмите кнопку (✗), чтобы начать продувку газом. На экране справа отображается и разворачивается последовательность (7-6-5-...-1). По умолчанию время установлено на 7 секунд. Этот обратный отсчет оставляет ваши руки свободными для регулировки расхода газа на манометре.
Чтобы изменить время продувки газом, кратковременно нажмите кнопку (.) и поверните правую ручку. Время может быть установлено в диапазоне от 3 до 60 секунд. Последовательность начнется после того, как вы сделаете свой выбор, или еще раз коротко нажмите кнопку (.) чтобы подтвердить и сохранить настройки.
ПОДАЧА ПРОВОЛОКИ (доступно на устройстве)
Кнопка подачи проволоки (ф) активирует подачу проволоки без включения газа или сварочной системы. Она позволяет разматывать проволоку через кожух-трубку горелки при установке новой катушки. Длительное нажатие на кнопку запускает размотку проволоки, отпустите кнопку для остановки.
РЕЖИМ СВАРКИ ТІГ (ГТАШ)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
- Для сварки TIG на постоянном токе требуется газовая защита (аргон).
- Подключите зажим заземления к положительному (+) разъему. Подключите дополнительную горелку TIG (см. 087606) в разъем EURO на устройстве (II-4), а кабель заднего хода - в разъем отрицательного соединения (-). Более подробную информацию см. в руководстве по эксплуатации генератора.
- Убедитесь, что горелка правильно укомплектована и что расходные материалы (зажим, держатель для цанги, диффузор и сопло) не изношены.
- Выбор электрода зависит от силы тока в процессе TIG DC.
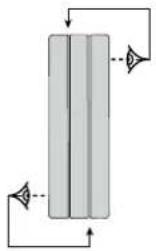
ЗАТОЧКА ЭЛЕКТРОДОВ
Для оптимальной работы мы рекомендуем использовать электрод, заточенный следующим образом:
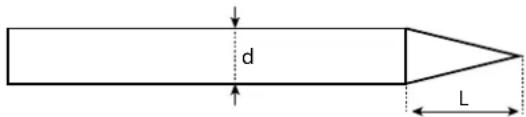
L = 3 x d для слабого тока.
L = d для сильного тока.
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
| (mm) | Ток (А) Электрод | (мм) Сопло (мм) Расход | аргона (л/мин) | |
| 0.3 - 3 | 3 - 75 | 1 | 6.5 | 6 - 7 |
| 2.4 - 6 | 60 - 150 | 1.6 | 8 | 6 - 7 |
| 4 - 8 | 100 - 200 | 2 | 9.5 | 7 - 8 |
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | 8 - 9 |
| 9 - 12 | 225 - 300 | 3.2 | 12.5 | 9 - 10 |
На интерфейсе источника :
1- Нажмите левую кнопку, чтобы выбрать режим сварки TIG Lift.
2- Нажмите центральную кнопку, чтобы выбрать один из режимов триггера : 2T, 4T или Valve (горелка без курка).
В режиме 2T установите наконечник вольфрамового электрода на заготовку и нажмите кнопку включения сварочной горелки, чтобы запустить поток защитного газа. Затем приподнимите вольфрамовый электрод, чтобы запустить дугу. Пользователь удерживает курок во время сварки и отпускает его, чтобы остановить сварку.
В режиме 4T установите наконечник вольфрамового электрода на заготовку и нажмите кнопку включения сварочной горелки, чтобы запустить поток защитного газа. Затем поднимите вольфрамовый электрод, чтобы вызвать дугу с силой тока 20 А. Отпустите курок горелки, и цикл сварки продолжится. Нажмите на курок горелки второй раз, и цикл переключится на «DownSlope» (сварочный ток на уровне 60%). Чтобы остановить сварку, отпустите курок сварочной горелки второй раз.
В режиме «Valve» - «Клапан» установите расход газа на редукторе давления газового баллона, затем откройте клапан горелки. Установите наконечник вольфрамового электрода на заготовку, чтобы запустить дугу. Чтобы остановить сварку, быстро поднимите горелку или поднимите дугу один раз (верх-вниз). Закройте клапан горелки, чтобы прекратить подачу газа после остывания электрода. 3- Нажмите правую кнопку, чтобы выбрать продолжительность газовой защиты (0, 0,5 или 1 секунда) после погасания дуги (недоступно для вентильного резака). Газовая защита предохраняет деталь от окисления.
Интерфейс устройства подачи проволоки Интерфейс источника


Черные области в этом режиме недоступны. Черные области в этом режиме недоступны.
Установка сварочного напряжения :
С помощью большого колесика (Ф) отрегулируйте сварочный ток в соответствии с заданием. Уставка сварочного тока отображается на правом дисплее.
ОПЦИОНАЛЬНЫЕ РОЛИКИ (В)
| Диаметр | Артикул (х2) | |
| Сталь Алюминий Порошков | ||
| 0.6/0.8 042 | 353 - 0.9/1.2 04 | 2407 |
| 0.8/1.0 | 042360 | 042377 |
| 1.0/1.2 046 | 849 | 040915 |
| 1.2/1.6 042 | 384 | 042391 |
| Диаметр | Артикул (х2) |
| ø 1.2/1.6 | 089280 |
НЕИСПРАВНОСТИ, ПРИЧИНЫ, СПОСОБЫ УСТРАНЕНИЯ
| СИМПТОМЫ | ВОЗМОЖНЫЕ ПРИЧИНЫ | СПОСОБ УСТРАНЕНИЯ |
| Расход сварочной проволоки не является постоянным. | Отходы засоряют отверстие | Очистить контактную трубку или заменить её, нанести антипригарное средство.. |
| Проволока скользит по роликам. | Повторно нанесите антипригарное средство. | |
| Один из роликов проскальзывает. | Убедитесь, что винт роликов затянут. | |
| Кабель горелки перекручен. | Кабель горелки должен быть как можно более прямым. | |
| Двигатель размотки не работает. | Слишком тугой тормоз катушки или роликов. | Отпустите тормоз и ролики |
| Неправильная подача проволоки. | Загрязнение или повреждение нитеводителя. | Очистите или замените. |
| Отсутствует шпонка оси роликов | Установите шпонку на место | |
| Слишком тугой тормоз катушки. | Отпустите тормоз. | |
| Отсутствие тока или неправильный сварочный ток. | Неправильно подключена сетевая вилка. | Посмотрите, как подключена вилка, и проверьте, правильно ли подается питание. |
| Плохое заземление. | Проверьте кабель заземления (подключение и состояние зажима). | |
| Нет мощности. Проверьте кнопку включения горелки. | ||
| Проволока застревает после роликов | Сжата трубка подачи сварочной проволоки. | Проверьте трубку и корпус горелки. |
| Заедание проволоки в горелке. Замените или очистите. | ||
| Капиллярная трубка отсутствует. | Убедитесь, что капиллярная трубка установлена. | |
| Слишком высокая скорость проволоки. Уменьшите скорость подачи проволоки | ||
| Сварной шов имеет пористую структуру. | Недостаточный поток газа. | Диапазон регулировки от 15 до 20 л/мин.Очистите основной металл. |
| Пустой газовый баллон. Замените его. | ||
| Неудовлетворительное качество газа. Замените его. | ||
| Циркуляция воздуха или влияние ветра. | Предотвращайте сквозняки, защищайте зону сварки. | |
| Слишком грязное газовое сопло. Очистите газовое сопло или замените его. | ||
| Плохое качество проволоки. | Используйте проволоку, подходящую для сварки MIG-MAG. | |
| Плохое качество свариваемой поверхности (ржавчина и т.д.) | Очистите заготовку перед сваркой | |
| Газ не подключен | Убедитесь, что газ подключен к входу источника. | |
| Очень крупные частицы искр. | Слишком низкое или слишком высокое напряжение дуги. | См. параметры сварки. |
| Плохое подключение массы. | Проверьте и установите зажим заземления как можно ближе к свариваемому участку. | |
| Недостаточное количество защитного газа. | Отрегулируйте поток газа. | |
| Отсутствие газа на выходе из факела Плохое | соединение газа | Проверьте входные газовые соединения |
| Проверьте, работает ли электромагнитный клапан | ||
УСЛОВИЯ ГАРАНТИИ
Гарантия распространяется на все производственные дефекты и неисправности в течение 2 лет с момента покупки (детали и работа).
Гарантия не распространяется на :
- Все остальные повреждения при транспортировке.
- Нормальный износ деталей (например : кабелей, зажимов и т.д.).
- Инциденты, связанные с неправильным использованием (неправильное питание, падение, разборка).
- Неисправности, связанные с окружающей средой (загрязнение, ржавчина, пыль).
В случае неисправности верните изделие вашему дистрибьютору, приложив :
- документ, подтверждающий дату покупку (кассовый чек, счет-фактура и т. д.)
- описание, объясняющее причину неисправности.
*ПВ% указаны по норме EN62974-1 при 40°C и для 10-минутного цикла. При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загористы индикатор √ Оставьте аппарат подключенным питанию, чтобы он остыд до полной отмены защиты. Во избежание пореждения механизма порачи проволоки рабочий цили источника сварочного тока асега должен быть ниже, чели указано на механизме подачи проволоки.




