
P1 Auto - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia P1 Auto GYS w formacie PDF.

| Typ produktu | Synergiczna spawarka MIG/MAG |
| Marka | GYS |
| Model | P1 Auto |
| Zasilanie | Jednofazowe 230 V -20% +15% (lub 208/240 V) 50-60 Hz |
| Prąd spawania | 15 do 200 A (szacowany) |
| Zalecana średnica drutu | Stal/Stal nierdzewna: 0,6 do 1,0 mm; Aluminium: 0,8 do 1,2 mm |
| Typ szpuli | ∅ 200 mm i ∅ 300 mm |
| Stopień ochrony | IP23S |
| Szacowana waga | 25 kg |
| Główne funkcje | Tryby synergiczne MIG/MAG, Easy i Expert, 2T/4T, Spot, Spot-Timeout, łańcuszek, kontrola przepływu gazu, śledzenie, zapamiętywanie 200 zadań, port USB do aktualizacji i tworzenia kopii zapasowych |
| Wyświetlacz | Ekran HMI z pokrętłem nawigacyjnym, przyciskami |
| Typ uchwytu | Złącze Euro, kompatybilny z uchwytem do stali/stali nierdzewnej lub aluminium |
| Gaz osłonowy | Argon + CO₂ (stal/ stal nierdzewna), czysty argon (aluminium, lutowanie) |
| Maksymalne ciśnienie gazu | 0,5 MPa (5 barów) |
| Temperatura pracy | -10°C do +40°C |
| Maksymalna wysokość | 1000 m |
| Konserwacja i czyszczenie | Coroczne przedmuchiwanie sprężonym powietrzem, sprawdzanie połączeń elektrycznych przez wykwalifikowany personel, wymiana przewodu zasilającego w przypadku uszkodzenia przez profesjonalistę |
| Bezpieczeństwo | Zabezpieczenie termiczne, zatrzymanie w przypadku awarii, pełne instrukcje bezpieczeństwa (łuk, dymy, porażenie prądem, pożar, butle gazowe) |
| Części zamienne i naprawialność | Uchwyt, dysza, końcówka prądowa, osłona prowadnika drutu, rolki silnika, przewód zasilający, reduktor, części dostępne przez serwis GYS |
| Gwarancja | 2 lata (części i robocizna) |
| Dołączone akcesoria | Uchwyt MIG/MAG, kabel masowy (3,5 m), wąż gazowy, podstawka pod butlę |
Często zadawane pytania - P1 Auto GYS
Pytania użytkowników dotyczące P1 Auto GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję P1 Auto - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. P1 Auto marki GYS.
INSTRUKCJA OBSŁUGI P1 Auto GYS
Ta instrukcja interfejsu użytkownika (HMI) jest częścią kompletnej dokumentacji. Wraz z produktem dostarczana jest ogólna instrukcja obsługi. Przeczytać i przestrzegać wskazówek zawartych w instrukcji ogólnej, zwłaszcza wskazówek dotyczących bezpieczeństwa!
Stosowanie i eksploatacja tylko z następującymi produktami
| P1 GYS AUTO | √ |
| P2 GYS AUTO | √ |
| P3 GYS AUTO | √ |
Wersja oprogramowania
W niniejszej instrukcji opisano następujące wersje oprogramowania:
1.0
Wersja oprogramowania interfejsu jest wyświetlana w menu ogólnym: System / Informacje
Sterowanie źródła prądu
Główny ekran zawiera wszystkie niezbędne informacje przed, podczas i po spawaniu. Interfejs jest konfigurowalny z 2 trybami wyświetlania: Easy lub Expert.
Łatwy Expert
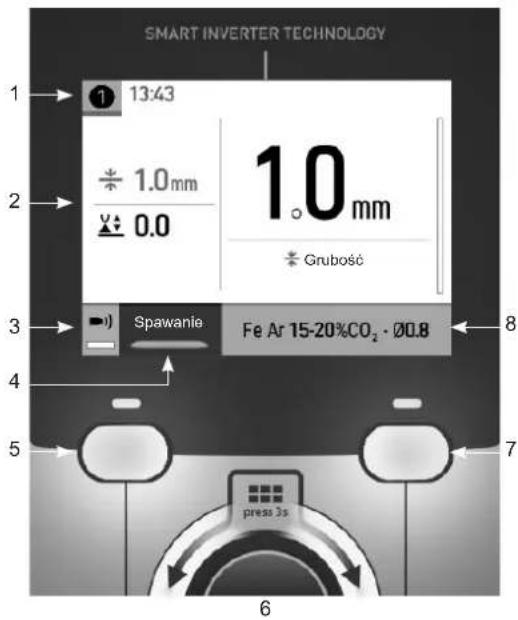
1 Używany palnik (P2 / P3) Harmonogram
2 Bieżące ustawienia
3 Długie naciśnięcie BP1 Kontrola przepływu gazu
4 Wybór trybu spawania : Spawanie/Zgrzewanie ciągłe
5 Przycisk 1 (BP1)
Pokrętło nawigacyjne 6 Krótko naciśnij, aby potwierdzić Długie naciśnięcie = Menu ogólne
7 Przycisk 2 (BP2)
8 Aktualne parametry procesu

1 Używany palnik (P2 / P3) Harmonogram
2 Bieżące ustawienia
3 Długie naciśnięcie BP1 Kontrola przepływu gazu
4 Aktualne parametry procesu
5 Przycisk 1 (BP1)
Pokrętło nawigacyjne 6 Krótko naciśnij, aby potwierdzić Długie naciśnięcie = Menu ogólne
7 Przycisk 2 (BP2)
8 Ustawienia zaawansowane
9 Długie naciśnięcie BP2 Dostęp do JOB
Tryb łatwy :
Ten uproszczony tryb wyświetlania jest idealny do osiągnięcia optymalnej jakości spoiny.
- 2 tryby spawania: Spawaniei zgrzewanie ciągłe
- 4 ustawienia : Wybór materiału spawalniczego (synergia), średnicy drutu spawalniczego, grubości i długości łuku
Tryb Expert :
Ten bardziej złożony tryb wyświetlania jest dostępny dla doświadczonych spawaczy.
- Tryby spawania : Standardowy i impulsowy
- Zachowanie spustu : 2T i 4T
- Tryby zgrzewania : Spot i Spot-Delay
- Wybór głównego ustawienia, które ma być wyświetlane na ekranie
- Pełna regulacja cyklu spawania : Długość łuku, Self, Pre-gas, Hot Start, Burn Back, Post-gas, itd
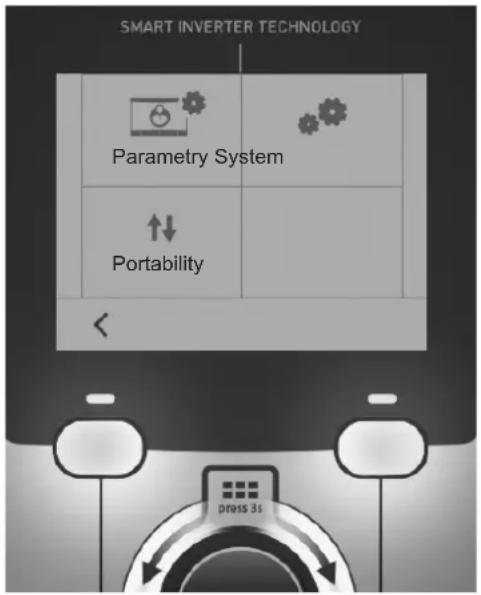
Menu ogólne
Nawigacja pomiędzy poszczególnymi blokami odbywa się za pomocą pokrętła.
Z ekranu głównego, długie naciśnięcie na pokrętło przenosi nas do menu głównego.
Naciśnięcie przycisku nr 1 (◀ powoduje krótki powrót do poprzedniego menu lub przejście do ekranu głównego.
Parametry
Tryb wyświetlania
- Łatwy : uproszczony wyświetlacz odpowiedni dla zdecydowanej większości użytkowników.
- Expert : kompletny pokaz odpowiedni dla doświadczonego spawacza. Pozwala na regulację czasów poszczególnych faz cyklu spawania.
Język
Wybór języka interfejsu (francuski, angielski, niemiecki itp.).
Jednostki miary
Wybór wyświetlania systemu jednostek : International (SI) lub Imperial (USA).
Nazewnictwo materiałowe
Norma europejska (EN) lub norma amerykańska (AWS).
Jasność
Reguluje jasność ekranu interfejsu (ustawienie od 1 (ciemny wygląd) do 10 (bardzo jasny)).
System
Nazwa urządzenia
Informacja o nazwie urządzenia i możliwości jego personalizacji.
Zegar
Ustawienie czasu, daty i formatu (AM/PM).
Informacja
Dane konfiguracyjne dla elementów systemu produktu:
- Model
- Numer seryjny
- Nazwa urządzenia
- Wersja oprogramowania

Nacisnąć przycisk nr 2:
Eksport konfiguracji maszyny do pamięci USB (niedołączona)
Reset
Resetuje ustawienia produktu:
- Częściowe : wartość domyślna aktualnego procesu spawania.
- Ogółem : wszystkie dane konfiguracyjne urządzenia zostaną przywrócone do ustawień fabrycznych.
Portability
Import Config.
Ładowanie konfiguracji maszyny z pamięci USB (katalog : Removable disk) do urządzenia. Długie naciśnięcie przycisku nr 1 (łpowoduje usunięcie konfiguracji z pamięci USB.
Export Config.
Eksportowanie konfiguracji maszyny do pamięci USB (katalog : Removable disc).
Import Job
Importuj Jobs zgodnie z procedurami obecnymi w katalogu Removable Disk w kluczu USB do maszyny.
Export Job
Eksportowanie zadań z maszyny do pamięci USB zgodnie z procedurami (katalog : Disque amovible\PORTABILITY\JOB)
Należy pamiętać, że stare zadania w pamięci USB mogą zostać usunięte.
Aby zapobiec utracie danych podczas importu lub eksportu danych, nie należy wyjmować pamięci USB ani wyłączać urządzenia. Nazwa pliku jest powiązana z nazwą urządzenia i numerem seryjnym.
Pamięć USB nie jest dołączona do zestawu.
Kontrola przepływu gazu

Na ekranie głównym długie naciśnięcie przycisku n°1 pozwala na regulację przepływu gazu na mano-metrze bez odwijania przewodu zasilającego. Procedura po uruchomieniu jest wyjaśniana za pomocą animacji na ekranie. Przepływ gazu powinien być okresowo sprawdzany, aby zapewnić optymalne spawanie.
Ładowanie drutu

Aby odwijać drut w palniku MIG/MAG bez zużywania gazu, należy postępować zgodnie z poniższą procedurą:
1- Przytrzymaj spust w dół w pozycji bez spawania, nie zwalniając go.
2- Procedura jest automatycznie wyświetlana na ekranie.
3- Nić zaczyna się odwijać. Domyślnie 3m działa z prędkością 5m/min. Wartości te można zmieniać za pomocą pokrętła.
Przechowywanie i przywoływanie zadań
Dostęp poprzez ikonę «JOB» na ekranie głównym.
Bieżące ustawienia są zapisywane automatycznie i odtwarzane przy uruchomieniu urządzenia.
Oprócz bieżących ustawień istnieje możliwość zapisania i odtworzenia tak zwanych konfiguracji „zadań”. Jest 200 miejsc do zapisania trybów. Przechowywanie odbywa się na podstawie aktualnych parametrów procesu i bieżących ustawień.
Job
Ten tryb JOB umożliwia tworzenie, zapisywanie, przywoływanie i usuwanie JOB.
1- Zapisz jako - Tworzenie zadania
Dostosuj nazwę zadania, naciskając kółko. Zatwierdzić przyciskiem nr 2.
Wyświetlanie aktualnego zlecenia
W prawej dolnej części ekranu wyświetlany jest numer zadania.
Zatrzymanie bieżącego zadania
Aby zamknąć bieżące zlecenie, użytkownik musi wrócić do menu Zlecenie i wybrać «Zamknij».
2- Otwarte - Zarządzanie zadaniami
Na ekranie znajduje się lista wcześniej utworzonych zadań.
Długie naciśnięcie przycisku nr 1 powoduje usunięcie aktywnego zlecenia lub wszystkich zleceń.
Krótko nacisnąć przycisk nr 1, aby powrócić do poprzedniego menu
Krótkie naciśnięcie przycisku n°2 pozwala zobaczyć szczegóły każdej z wcześniej utworzonych prac.
Kody błędów
Poniższa tabela przedstawia niewyczerpującą listę komunikatów i kodów błędów, które mogą się pojawić. Wykonać te sprawdzenia i kontrole przed wezwaniem autoryzowanego technika GYS.

W przypadku konieczności otwarcia produktu przez użytkownika należy obowiązkowo odciąć zasilanie poprzez wyjęcie wtyczki elektrycznej i odczekać 2 minuty dla bezpieczeństwa.
| Kody błąd | Wiadomości Rozwiązania | |
| 001 | USTERKA PRZEPIĘCIOWASprawdź instalację elektryczną | Zleć sprawdzenie instalacji elektrycznej osobie upoważnionej. |
| 002 | USTERKA PODNAPIĘCIOWASprawdź instalację elektryczną | |
| 005 Usterka prądu uziemienia | Obecność prądu błądzącego. Sprawdzić okablowanie części akcesoriów spawalniczych (palnik, zacisk uziemienia, itp.) | |
| 010 | ŻRÓDŁO PRĄDUZabezpieczenie termiczne | Odczekaj kilka minut, aż źródło prądu ostygnie.Upewnij się, że nie został przekroczony zalecany cykl pracy dla stosowanego prądu spawania.Upewnij się, że wloty i wyloty powietrza nie są zatkane. |
| 011 | WentylatorBłąd wentylatora | Wytączyć zasilanie przez wyjęcie wtyczki i sprawdzić, czy wentylator nie jest zablokowany. |
| 012 | SPUSTPociągnięto za spust | Sprawdź, czy spust palnika MIG/MAG nie jest zablokowany. |
| 015 | SILNIKBrak możliwości osiągnięcia wymaganej prędkości obrotowej | Sprawdzić ustawienia nacisku rolek bębna silnika.Sprawdź, czy przewód wypełniający nie jest zablokowany w osłonie palnika. |
| 019 | Przeciążenie, proszę sprawdzić swoje ustawienia Naciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 020 | Problem z rozpoczęciem spawaniaProszę sprawdzić parametry spawaniaNaciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 024 | Przeciążenie USBOdlączanie USB | Zmień pamięć USB. |
| - | Wystąpił wewnętrzny błąd systemu.Proszę zrestartować produkt | Wytączyć i ponownie włączyć produkt.Jeśli problem nadal występuje, dokonaj aktualizacji (Via Planet GYS) |
| - Więcej miejsca w pamięci urządzenia Usuń zadania, aby zwolnić miejsce w pamięci wewnętrznej. | ||
| - | Plik %s nie jest obsługiwanyErr %dKontynuować mimo wszystko ? | Dane w pamięci USB są uszkodzone. Sprawdź swoje dane. |
| - Nie można zapisać w pamięci USB | Zwolnij miejsce na pamięci USB.Jeśli problem nadal występuje, zmień pamięć USB. | |
Jeśli pojawi się kod błędu niewymieniony na liście lub problemy, nie ustąpią, skontaktuj się z dystrybutorem.





