Cutter 45 CT - Krajalnica GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Cutter 45 CT GYS w formacie PDF.
| Typ produktu | Przecinarka plazmowa (przecinarka plazmowa) |
| Marka | GYS |
| Model | Cutter 45 CT |
| Zasilanie elektryczne | 230 V jednofazowe, 50-60 Hz, wtyczka 16 A CEE7/7 |
| Maksymalny prąd wyjściowy | 45 A (przy 230 V), 30 A (przy 110 V) |
| Stopień ochrony | IP23 |
| Temperatura pracy | -10 °C do +40 °C |
| Temperatura przechowywania | -20 °C do +55 °C |
| Wilgotność powietrza | ≤ 50 % w 40 °C, ≤ 90 % w 20 °C |
| Maksymalna wysokość | 1000 m |
| Ciśnienie powietrza wejściowego | 5 do 7 barów (maks. 9 barów) |
| Zalecane ciśnienie cięcia | 5,2 bar (palnik 6 m) / 5,5 bar (palnik 12 m) |
| Regulowany prąd cięcia | 20 A do 50 A |
| Tryby cięcia | Blachy pełne, blachy ażurowe (automatyczne ponowne zapłon), duże długości (blokada spustu) |
| Dołączone materiały eksploatacyjne | Elektroda, dyfuzor, dysza, osłona dyszy |
| Dołączone akcesoria | Palnik plazmowy (MT-706/TPT-404), przewód masowy 2 m, przewód zasilający, zestaw złączy pneumatycznych |
| Konserwacja | Odpowietrzanie filtra powietrza, odkurzanie wewnętrzne, sprawdzanie połączeń, wymiana materiałów eksploatacyjnych |
| Bezpieczeństwo | Nosić ŚOI (rękawice, odzież ognioodporna, maska), odczekać 2 min po wyłączeniu przed interwencją |
| Gwarancja | 2 lata na części i robociznę (Francja) |
| Normy | CEI 61000-3-11, CEI 61000-3-12, klasa A EMC |
Często zadawane pytania - Cutter 45 CT GYS
Pytania użytkowników dotyczące Cutter 45 CT GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Krajalnica w formacie PDF za darmo! Znajdź swoją instrukcję Cutter 45 CT - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Cutter 45 CT marki GYS.
INSTRUKCJA OBSŁUGI Cutter 45 CT GYS
Uwaga! Przed rozpoczęciem eksploatacji urządzenia należy uważnie przeczytać niniejszą instrukcję obsługi.
Nie należy podejmować żadnych modyfikacji bądź prac konserwacyjnych, które nie zostały wymienione w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek obrażenia ciała lub szkody materialne spowodowane użytkowaniem niezgodnym z treścią niniejszej instrukcji.
W przypadku jakichkolwiek wątpliwości bądź problemów należy skonsultować się z osobą wykwalifikowaną w celu poprawnej instalacji urządzenia.
OTOCZENIE
Urządzenie przeznaczone jest wyłącznie do spawania w granicach wskazanych na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. W trakcie użytkowania należy zapewnić odpowiedni przepływ powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie pomiędzy -20 a +55°C (-4 a 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp).
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i doprowadzić do poważnych obrażeń, a nawet śmierci.
Spawanie naraża osoby na promieniowanie niebezpiecznego źródła ciepła, promieniowanie świetlne łuku, pole elektromagnetyczne (uwaga dla osób posiadających rozrusznik serca), porażenia prądem elektrycznym, hałas i emisję zanieczyszczeń gazowych.
W celu ochrony siebie i innych należy przestrzegać następujących środków ostrożności:

Aby zabezpieczyć się przed oparzeniami i promieniowaniem, należy nosić suchą odzież ochronną, zakrywającą całe ciało, bez mankietów, izolującą i ognioodporną.

Należy zawsze pamiętać o użyciu odpowiednich rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przyłbicę zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Należy chronić oczy podczas wszystkich etapów czyszczenia. Szkła kontaktowe są szczególnie zabronione.
Czasem konieczne jest ograniczenie obszaru za pomocą zasłon ognioodpornych, aby chronić obszar spawania przed promieniami łuku, wytryskami i odpadami radioaktywnymi.
Należy poinformować osoby znajdujące się w strefie spawania, aby nie patrzyły ani na łuk spawalniczy, ani na spawane części oraz aby nosiły odpowiednią odzież ochronną.

Należy używać słuchawek chroniących przed hałasem, jeśli proces spawania osiągnie poziom dźwięku powyżej limitu.
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań.
Gdy zasilanie spawania jest pod napięciem, nigdy nie należy zdejmować obudowy zabezpieczającej agregat. W razie wypadku, producent nie jest pociągnięty do odpowiedzialności.

Części, które zostały przyspawane, są gorące i mogą spowodować poparzenia przy ich użytkowaniu. Aby przeprowadzić konserwację palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń.
Uwaga! Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem w celu ochrony ludzi i mienia.
OPARY I GAZY POWSTAJĄCE PODCZAS CIEĄCIA

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić odpowiednią wentylację, wlot powietrza jest czasem konieczny. Maska ze świeżym powietrzem może być dobrym rozwiązaniem w przypadku; gdy wentylacja nie wystarcza.
Należy sprawdzić, czy ssanie jest skuteczne poprzez kontrolę względem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto spawanie niektórych materiałów, takich jak ołów, kadm, cynk, rtęć lub beryl, może być szczególnie szkodliwe, należy więc odtłuścić części przed ich spawaniem.
Butle należy przechowywać w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na wsporniku lub na wózku. Spawanie w pobliżu smarów lub farb jest zabronione.
Należy całkowicie chronić obszar spawania, materiały łatwopalne muszą być oddalone o minimum 11 metrów. Wyposażenie przeciwpożarowe musi znajdować się w pobliżu operacji spawalniczych.
Należy uważać na rozpryski i iskry, nawet przez pęknięcia. Może to być źródłem ognia lub wybuchu.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, gaz...).
Operacje szlifowania nie powinny być zwrócone w kierunku źródła prądu spawania czy też w kierunku materiałów łatwopalnych.
BEZPIECZEŃSTWO ELEKTRYCZNE

Używana sieć elektryczna zawsze musi mieć uziemienie. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prądem może być źródłem poważnego bezpośredniego lub pośredniego, a nawet śmiertelnego wypadku.
Nigdy nie należy dotykać elementów będących pod napięciem wewnątrz lub na zewnątrz źródła zasilania (palniki, zaciski, kable, elektrody), ponieważ są one podłączone do obwodu spawania.
Przed otwarciem źródła zasilania spawalniczego, urządzenie należy odłączyć od sieci i poczekać 2 minuty, aby wszystkie kondensatory się rozładowały. Nie należy jednocześnie dotykać palnika i zacisku uziemiającego.
Jeżeli kable lub palnik są uszkodzone, należy pamiętać, że musi je wymieniać osoba wykwalifikowana. Przekrój kabla należy dobrać odpowiednio do zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. Należy nosić obuwie ochronne we wszystkich miejscach pracy.
KLASYFIKACJA MATERIAŁÓW EMC

Ten materiał klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radiowe.
To urządzenie jest zgodne z normą IEC 61000-3-11. To urządzenie jest zgodne z normą IEC 61000-3-12.
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przechodzący przez jakikołwiek przewodnik wytwarza zlokalizowane pola elektryczne i magnetyczne (EMF). Prąd tnący wytwarza pole elektromagnetyczne wokół obwodu tnącego i urządzenia tnącego.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, takich jak rozruszniki serca. Dla osób z implantami medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
- ustawić się (tułów i głowę) jak najdalej od obwodu zgrzewania;
- nigdy nie owijać przewodów spawalniczych wokół ciała;
- nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć zacisk uziemiający jak najbliżej spawanego obszaru;
- nie pracować zbyt blisko, nie pochylac się i nie siadać na spawarce;
- nie wyłącać podczas transportu źródła zasilania.

Zaleca się, aby osoby noszące rozruszniki serca skonsultowały się z lekarzem przed rozpoczęciem użytkowania tego urządzenia. Narażenia na działania pół elektromagnetycznych podczas spawania mogą mieć inne skutki, konsekwencje zdrowotne, które nie są jeszcze znane.
ZALECENIA DOTYCZĄCE OCENY OBSZARU I OBIEKTU DO CIĘCIA
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia zakłóceń elektromagnetycznych rolą użytkownika sprzętu do spawania łukowego jest rozwiązanie sytuacji z pomocą techniczną producenta. W niektórych przypadkach to działanie zapobiegawcze może sprowadzać się do czegoś tak prostego, jak uziemienie obwodu spawania. W innych przypadkach może być konieczne skonstruowanie osłony elektromagnetycznej wokół źródła prądu spawania i całego elementu z zamocowaniem filtrów wejściowych. We wszystkich przypadkach, zaburzenia elektromagnetyczne muszą być zminimalizowane, aż przestaną być kłopotliwe.
Ewaluacja obszaru cięcia
Przed zainstalowaniem sprzętu do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność (powyżej, poniżej i obok spawarki łukowej) innych kabli energetycznych, sterowania i telefonicznych;
b) nadajniki i odbiorniki telewizyjne;
c) komputery i inny sprzęt;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Operator musi upewnić się, że urządzenia i sprzęt używane na tym samym obszarze są ze sobą kompatybilne. Może to wiązać się z dodatkowymi środkami ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Należy wziąć pod uwagę wielkość strefy otoczenia, zależną od struktury budynku i innych prac, które mają się tam odbywać. Ta strefa otoczenia może wykraczać poza granice instalacji.
Ewaluacja instalacji cięcia
Oprócz oceny obszaru spawalniczego ocena systemów spawania łukowego może być wykorzystana do identyfikacji i rozwiązania różnych przypadków zakłóceń. Wskazane jest, żeby ocena emisji obejmowała pomiary na miejscu, jak określono w artykule 10 CISPR 11. Pomiary na miejscu mogą również pomóc potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNYCH
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak filtrowanie publicznej sieci zasilania. Wskazane jest przewidzieć osłone kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego odpowiednika materiału do spawania łukowego. Powinno się również zapewnić ciągłość elektryczną osłony na całej jej długości. Należy również połączyć osłone ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja materiału cięcia łukowego: Sprzęt do spawania łukowego wymaga rutynowej konserwacji wedle zaleceń producenta. Wskazane jest, aby wszystkie wejścia, drzwiczki serwisowe i pokrywy były zamknięte i prawidłowo zablokowane, gdy urządzenie do spawania łukowego jest włączone. Wskazane jest, aby sprzęt do spawania łukowego nie był w żaden sposób modyfikowany z wyjątkiem zmian i ustawień opisanych w instrukcji obsługi producenta. W szczególności wskazane jest, aby urządzenie rozruchowe dozujące i stabilizujące łuk było regulowane i konserwowane zgodnie z zaleceniami producenta.
c. Kable do cięcia: Kable te powinny być jak najkrótsze, umieszczone jak najblizej siebie i blisko ziemi lub całkowicie na podłodze.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak i elektrody. Wymagane jest odizolowanie operatora od takich metalowych przedmiotów.
e. Uziemienie ciętego elementu: Jeżeli dana część nie jest uziemiona – ze względów bezpieczeństwa elektrycznego lub ze względu najej rozmiar i położenie (co ma miejsce w przypadku kadłubów statków lub metalowych konstrukcji budowlanych) – uziemienie części może w niektórych przypadkach, ale nie w sposób systematyczny, obniżyć emisję. Zaleca się unikanie uziemienia części, które mogłoby zwiększyć ryzyko obrażeń u użytkowników lub uszkodzenia innego sprzętu elektrycznego. W razie potrzeby, połączenie doziemne spawanej części powinno być wykonane bezpośrednio, ale w niektórych krajach, gdzie to bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane z użyciem odpowiedniego kondensatora i dobrane zgodnie z krajowymi przepisami. Należy unikać uziemiania części, które mogłyby zwiększyć ryzyko zranienia użytkownika lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, właściwe jest połączenie spawanej części bezpośrednio z uziemieniem, ale w niektórych krajach to połączenie jest zabronione. W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpowiednich kondensatorów zgodnych z przepisami krajowymi.
f. Ochrona i ekranowanie: Ochrona i selektywne ekranowanie kabli, i urządzeń w okolicy może łagodzić problemy zakłóceń. Ochrona całego obszaru spawania może być przewidziana do specjalnych zastosowań.
TRANSPORT I PRZEJAZD W RAMACH ŻRÓDŁA BIEŻĄCEGO CIĘCIA

Źródło prądu spawania jest wyposażone w dodatkowy uchwyt do przenoszenia w ręku. Nie należy lekceważyć jego wagi. Uchwyt nie jest postrzegany jako część do podwieszenia.
Nie wolno używać kabli ani palników do przemieszczania źródła prądu spawalniczego. Musi ono być przemieszczane w pozycji pionowej. Nie należy umieszczacć źródła zasilania nad osobami lub przedmiotami.
INSTALACJA MATERIAŁU
- Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10°.
- Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
- Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
- Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
- Urządzenie posiada stopień ochrony IP23, co oznacza:
- Zabezpieczenie przed dostępem do niebezpiecznych części stałych o średnicy > 12,5 mm
- Ochrona przed deszczem skierowana pod kątem 60° do pionu.
Materiał ten może być używany na zewnątrz, zgodnie z klasą ochrony IP23.
Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.

Producent nie ponosi żadnej odpowiedzialności za szkody wyrządzone osobom i przedmiotom ze względu na niewłaściwe i niebezpieczne wykorzystania tego materiału.
KONSERWACJA / PORADY


Odciąć zasilanie, odłączając wtyczkę i odczekać dwie minuty przed rozpoczęciem pracy na urządzeniu. Wewnątrz, napięcie i siła są wysokie i niebezpieczne.
Konserwację powinny przeprowadzać wyłącznie osoby z odpowiednimi kwalifikacjami. Zalecana jest coroczna konserwacja.
1 - Konserwacja filtru powietrza:
- Konieczne jest okresowe oczyszczanie filtra powietrza. Aby to zrobić, naciśnij i przytrzymaj pomarańczowy przycisk poniżej filtra.
- Demontaż:
- Odłączyć dopływ powietrza.
- Chwycić zbiornik, wcisnąć zatrzask i obrócić zbiornik o 45° w lewo.
- Pociągnij zbiornik w dół, aby ją wyjąć.
- Część filtra jest biała, należy ją wyczyścić lub w razie potrzeby wymienić (nr kat. 039735).
2 - Konserwacja okresowa:
- Regularnie zdjąć pokrywę i oczyścić z kurzu za pomocą pistoletu ze sprężonym powietrzem. Należy przy tej okazji również zlecić wykwalifikowanemu specjaliście dysponującemu odpowiednim sprzętem sprawdzenie połączeń elektrycznych.
- Regularnie sprawdzać stan techniczny przewodu zasilającego. Jeżeli kabel zasilający jest uszkodzony, musi on zostać wymieniony przez producenta, jego serwis posprzedażowy lub podobnie wykwalifikowaną osobę w celu uniknięcia zagrożenia.
- Nie należy zasłaniać otworów wentylacyjnych urządzenia, aby ułatwić cyrkulację powietrza.
- Sprawdź korpus palnika pod kątem pęknięć i odstoniętych przewodów.
- Sprawdź, czy materiały eksploatacyjne są dobrze zainstalowane i nie są zbyt zużyte.
- Nie używać tego źródła spawania do rozmrażania rur odpływu kanalizacyjnego, ładowania baterii/akumulatorów lub do rozruchu silnika.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalifikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że generator jest odłączony od sieci.
PRZEDMIOT DOSTARCZONY Z
| PRZECINARKA 45 CTNr kat. 014787 Nr | kat. 013629 Nr kat. 062962 | ||
 | - | TPT 404 m | MT 706 m |
  |  |  |  |
| ### | ### |  |  |
 |  |  |  |
Akcesoria dostarczone z generatorem mogą być używane tylko z tym produktem.
W celu zapewnienia optymalnego połączenia zaleca się stosowanie adapterów dostarczonych wraz z zestawem.
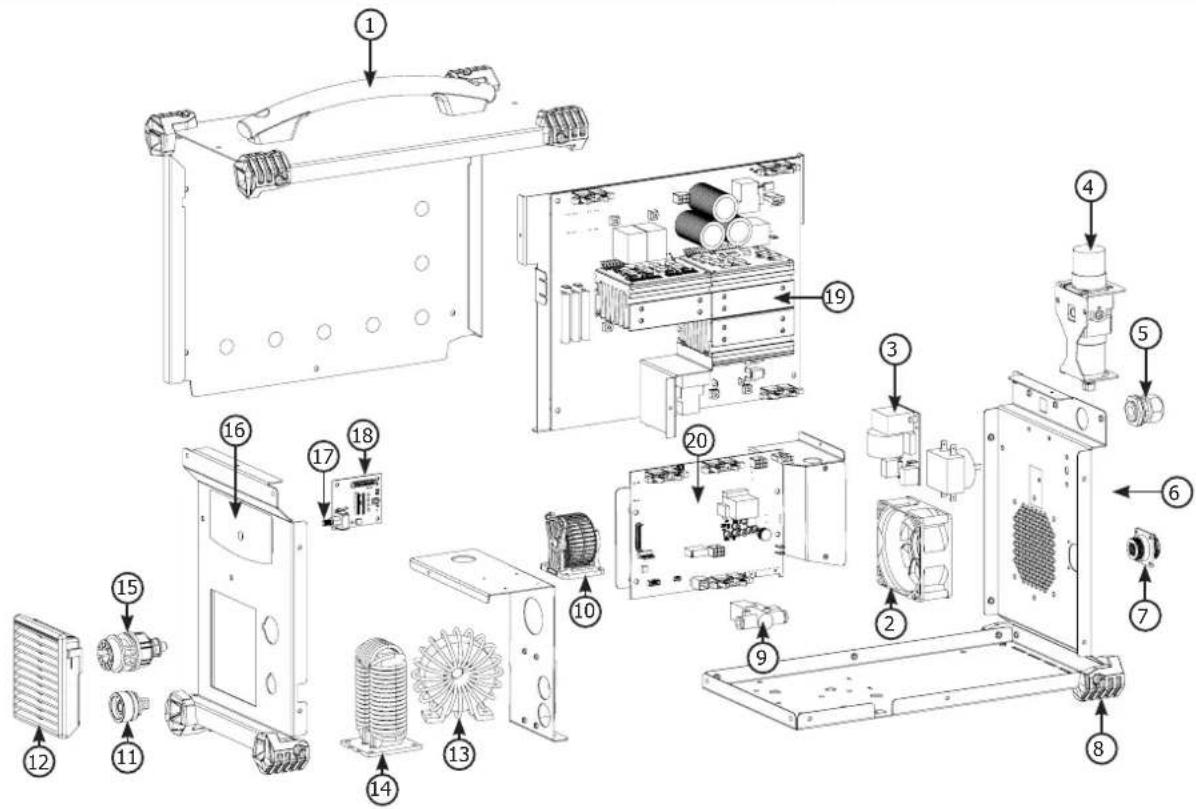
OPIS STANOWISKA (RYS. 1)
1- Interfejs człowiek maszyna 6- Kabel zasilania
2- Złącze palnika plazmowego 7- Filtr
3- Pokrętło regulacji ciśnienia 8- Włącznik/wyłącznik
4- Tuleja przyłączeniowa zacisku uziemiającego
9- Miejsce na przyłącze pneumatyczne
5- Uchwyt do przenoszenia 10- Właz montażowy zestawu CNC (opcja, nr kat. 039988)
INTERFEJS CZŁOWIEK - MASZYNA (HMI) (RYS-2).
1- Wskaźnik ochrony termicznej 7- Wskaźnik otwartego cięcia z restartem łuku pilotażowego
2- Wskaźnik «zatrzymanie z powodu interwencji palnika» 8- Potencjometr do regulacji natężenia
3- Wskaźnik zakłóceń w normalnej pracy 9- Bar-graficzny wskaźnik ciśnienia
4- Wskaźnik cięcia na pełnej blasze 10- Wskaźnik «niedostateczne ciśnienie»
5- Przycisk wyboru trybu pracy 11- Przycisk kontrolny i regulacja ciśnienia powietrza
6- Solidny wskaźnik cięcia blachy z blokadą spustu do długich cięć 12- Wskaźnik testu powietrza w toku
ZASILANIE ELEKTRYCZNE
Urządzenie dostarczane jest z gniazdkiem 16 A typu CEE7/7 i powinno być używane wyłącznie na jednofazowej instalacji elektrycznej 230 V (50 - 60 Hz) na trzy kable w tym jeden neutralny uziemiony.
Pochłaniany prąd skuteczny (I1eff) dla maksymalnych warunków użytkowania wyświetlany jest na urządzeniu. Sprawdzić, czy zasilacz i jego zabezpieczenie (bezpiecznik i / lub wyłącznik) są kompatybilne z parametrami wymaganego źródła prądu. W niektórych krajach może być konieczna wymiana gniazda zasilania, aby umożliwiać maksymalną eksploatację urządzenia.
Przy intensywnym użytkowaniu zaleca się stosowanie gniazda 25 lub 32A zabezpieczonego wyłącznikiem automatycznym 25 lub 32A.
Do pracy urządzenia z maksymalną mocą (45A) wymagany jest zasilacz 230V. Zasilanie 110V ograniczy prąd wyjściowy produktu do 30A.

Uwaga! Nigdy nie wyłącać zasilania, gdy urządzenie pracuje.
PODŁĄCZENIE DO AGREGATU PRĄDOTWÓRCZEGO
Urządzenia te mogą być zasilane z generatorów pod warunkiem, że zasilanie pomocnicze 230V może dostarczyć ilość niezbędnej energii elektrycznej. Generator musi spełniać następujące wymagania:
- Maksymalne szczytowe napięcie AC jest mniejsze niż 400V.
- Częstotliwość wynosi od 50 do 60 Hz.
- Efektywne napięcie AC jest zawsze wyższe niż 230Vac ±15%.
Konieczna jest weryfikacja tychże warunków, ponieważ wiele generatorów wytwarza impulsy wysokiego napięcia, co może spowodować uszkodzenie sprzętu.
UŻYWANIE PRZEDŁUŻACZY
Wszystkie przedłużacze muszą mieć odpowiedni rozmiar i odpowiednią sekcję do napięcia urządzenia. Używać przedłużacza zgodnie z przepisami krajowymi.
| Napięcie prądu wejściowego | Odcinek kabla przedłużającego (<45m) |
| 230 V | 6 mm ^2 |
DOPŁYW POWIETRZA
Wlot powietrza może być zasilany przez kompresor lub butle wysokociśnieniowe. Manometr wysokiego ciśnienia powinien być stosowany przy każdym rodzaju zasilania i powinien być zdolny do dostarczania gazu do wlotu powietrza przecinarek plazmowych. Urządzenia te są wyposażone we wbudowany filtr powietrza (5μm), ale w zależności od jakości używanego powietrza może być wymagana dodatkowa filtracja (opcjonalny filtr zanieczyszczeń, nr kat. 039728).

W przypadku złej jakości powietrza zmniejsza się prędkość cięcia, pogarsza się jakość cięcia, zmniejsza się wydajność grubości cięcia i skraca się żywotność materiałów eksploatacyjnych.
Aby uzyskać optymalną wydajność, spreżone powietrze musi spełniać wymagania normy ISO8573-1, klasa 1.2.2. Maksymalna temperatura pary musi wynosić - 40 °C.
Maksymalna ilość oleju (aerozol, ciecz i opary) powinna wynosić 0,1 mg/m3.
Podłączyć zasilanie gazowe do źródła zasilania za pomocą węża do gazu obojętnego o średnicy wewnętrznej 9,5 mm i szybkozłącza.

Ciśnienie nie może przekraczać 9 barów, w przeciwnym razie może dojść do eksplozji zbiornika filtra.
Zalecane ciśnienie wlotowe podczas cyrkulacji powietrza wynosi 5 do 7 bar.
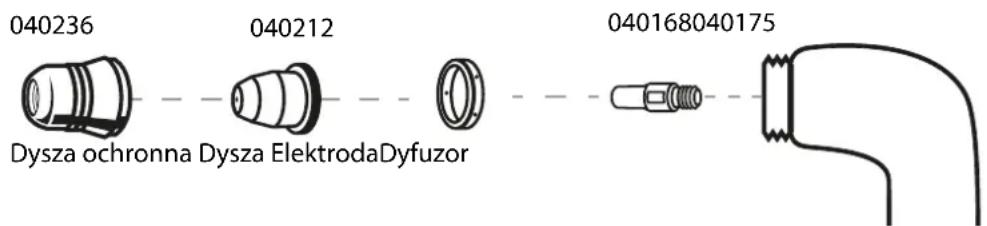
KONFIGURACJA PALNIKA (MT-70)

Aby wybrać odpowiedni materiał eksploatacyjny, należy zapoznać się z tabelami znajdującymi się z boku stacji.
Ustawianie palnika:
- Podłączyć palnik do dostarczonego złącza.
- Nie są wymagane żadne zmiany w konfiguracji stacji roboczej.
Ciecie ręczne

flowchart
graph LR
A["20-50 A"] --> B["037557"]
B --> C["037564 (x 5)"]
C --> D["037571 (x 5)"]
D --> E["..."]
E --> F["037625037601"]
Do cięcia :
Dostępna jest szeroka gama materiałów eksploatacyjnych: - małe prace przy użyciu dyszy 20-50 A z oznaczeniem «45 A»
Automatyczne cięcie

text_image
20-50 A 037557 037564 (x 5) 037571 (x 5) 037601 037649KONFIGURACJA PALNIKA (TPT-40)
Palniki są chłodzone powietrzem i nie wymagają żadnych specjalnych procedur chłodzenia.
1 - OKRES TRWAŁOŚCI MATERIAŁÓW EKSPLOATACYJNYCH
Częstotliwość wymiany materiałów eksploatacyjnych zależy od wielu czynników:
- Grubość ciętego metalu.
- Średnia długość cięcia.
- Jakość powietrza (obecność oleju, wilgoci lub innych zanieczyszczeń).
- Wiercenie w metalu lub cięcie od krawędzi.
- Podczas cięcia należy zachować odpowiednią odległość palnika od przedmiotu obrabianego.
W normalnych warunkach użytkowania:
- Podczas cięcia ręcznego, elektroda zużywa się jako pierwsza.
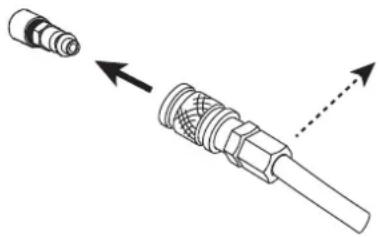
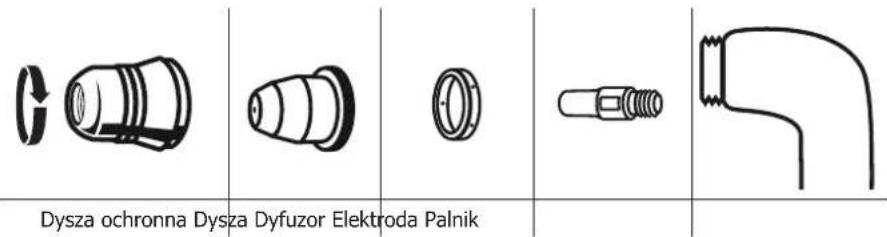
Materiały eksploatacyjne do palnika
text_image
040236 040212 040168040175 Dysza ochronna Dysza ElektrodaDyfuzor2 - INSTALACJA MATERIAŁÓW EKSPLOATACYJNYCH PALNIKA :
Przed wymianą materiałów eksploatacyjnych należy odłączyć urządzenie od zasilania.
Aby móc korzystać z palnika, należy zainstalować kompletny zestaw materiałów eksploatacyjnych w odpowiedniej kolejności: elektrode, dyfuzor, dyszę i dyszę ochronną.
text_image
Dysza ochronna Dysza Dyfuzor Elektroda PalnikREGULACJA CIŚNIENIA POWIETRZA

Aby uzyskać optymalną wydajność i żywotność materiałów eksploatacyjnych, bardzo ważne jest prawidłowe ustawienie ciśnienia powietrza.
Zaleca się sprawdzenie/regulację ciśnienia w przypadku :
- zmiany punktu podłączenia lub instalacji pneumatycznej
- zmiany długości palnika
- zmiany typu materiału eksploatacyjnego
- wątpliwości
Wcisnąć przycisk AIR SET, powietrze stale wypływa z palnika, diody LED Bar-grafu zapalają się i wskazują odczyt ciśnienia na wlocie palnika.
Odblokuj pokrętło regulacji ciśnienia, pociągając je do siebie, a następnie obróć je, aby dostosować ciśnienie do wykonywanej pracy. Po prawidłowym ustawieniu ciśnienia należy zablokować pokrętło, naciskając je.
Ciśnienie zależy od:
- długość palnika (dłuższy palnik wymaga wyższego ciśnienia, aby skompensować spadek ciśnienia spowodowany długością)
- rodzaj pracy - cięcie lub żłobienie (materiały eksploatacyjne do żłobienia wymagają niższego ciśnienia).
- aby ustawić optymalne ciśnienie, należy zapoznać się z instrukcjami zawartymi w instrukcji obsługi lampy lub oznaczeniami na źródłe zasilania.
Zalecane ciśnienie :

Ciecie
6 m 5.2 bar / 75 Psi
12 m 5.5 bar / 80 Psi
REGULACJA PRĄDU CIECIA

Aby uzyskać oczekiwaną wydajność i zapewnić prawidłową żywotność materiałów eksploatacyjnych, należy ustawić natężenie prądu w sposób odpowiedni dla materiałów eksploatacyjnych.
- Dysza do cięcia 20-50 A : przestrzegać prądu o natężeniu od 20 do 50 A.
Regulacja odbywa się w prosty sposób za pomocą potencjometru regulacji prądu (RYS. 2 - 8).
WYBÓR METODY CIĘCIA
Wyboru trybu cięcia dokonuje się za pomocą przycisku wyboru
MODE

Ciecie blach pełnych
Jest to najczęściej używany tryb. Pociągnięcie za spust powoduje powstanie łuku, zatrzymanie następuje albo przez zwolnienie spustu, albo przez «odblokowanie» (łuk zatrzymuje się samoczynnie). Aby wznowić pracę, należy zwolnić i ponownie przyłożyć spust.

Ciecie blach perforowanych
Ten tryb działa tak samo, jak pierwszy, z wyjątkiem sytuacji, gdy dojdzie do zatkania: łuk uruchamia się ponownie tak długo, jak długo spust jest wciśnięty. Tryb ten pozwala na wygodną pracę, ponieważ nie wymaga od operatora zwalniania i ponownego naciskania spustu.

Przycinanie długich odcinków
Ten tryb pozwala operatorowi na zwolnienie spustu podczas cięcia, a cięcie będzie kontynuowane do momentu ponownego naciśnięcia spustu lub przez «odbezpieczenie». Tryb ten zapobiega zmęczeniu i pozwala trzymać rękę nieco dalej od miejsca cięcia.
KOLEJNOŚĆ OPERACJI CIĘCIA
1- Po naciśnięciu spustu tworzy się łuk elektryczny: łuk pilotażowy. Jest to łuk elektryczny o niskiej mocy, który powstaje pomiędzy elektrodą a dyszą, co pozwala na zapalenie się łuku na ciętej blasze.
2- Kiedy łuk pilotujący dotknie blachy, przecinarka plazmowa wykrywa zapłon. Następnie łuk elektryczny przepływa pomiędzy elektrodą a blachą, a generator zwiększa natężenie prądu do wartości ustawionej przez operatora.
3- Na końcu cięcia (zwolnienie spustu lub odkorkowanie) łuk się zatrzymuje, powietrze wypływa jeszcze przez kilkadziesiąt sekund w celu schłodzenia palnika i materiałów eksploatacyjnych.
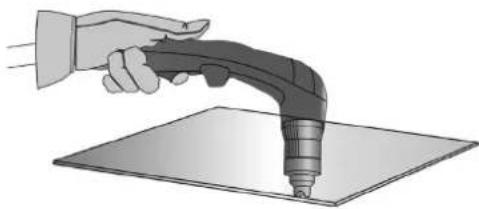
CIECIE REÇZNE OD KRAWĘDZI OBRABIANEGO PRZEDMIOTU:
① Po zamocowaniu zacisku uziemienia na obrabianym przedmiocie należy trzymać stopkę palnika prostopadle (90°) do końca obrabianego przedmiotu.
② Wcisnąć spust palnika, aby łuk został zapalony aż do momentu, gdy całkowicie wejdzie w obrabiany przedmiot.
③ Gdy obrabiany przedmiot zostanie uruchomiony, przeciągnij lekko płozę po obrabianym przedmiocie, aby kontynuować cięcie. Staraj się utrzymać stałe tempo.
POCZATEK CIECIA W ŚRODKU BLACHY:
① Po zamocowaniu zacisku uziemienia na obrabianym przedmiocie trzymać palnik pod kątem około 30° do obrabianego przedmiotu.
② Po zamocowaniu zacisku uziemienia na obrabianym przedmiocie trzymać palnik pod kątem około 30° do obrabianego przedmiotu. Obróć powoli palnik do pozycji prostopadłej (90°).
Zabezpieczyć palnik, nadal naciskając na spust. Jeżeli iskry pojawiają się na dole przedmiotu, to znaczy, że łuk przebił materiał.
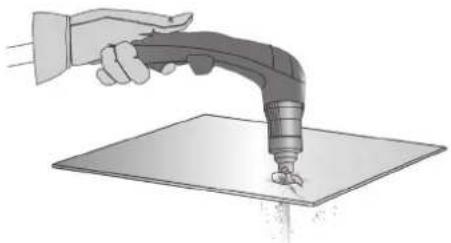
④ Gdy obrabiany przedmiot zostanie uruchomiony, przeciągnij lekko płozę po obrabianym przedmiocie, aby kontynuować cięcie. Staraj się utrzymać stałe tempo.
BEZPIECZEŃSTWO
| Akcje przeprowadzane na palnikuOperator będzie zobowiązany do pracy przy palniku i jego osprzęcie (wymiana materiałów eksploatacyjnych, odłączanie palnika).Jeśli w tym przypadku przecinarka plazmowa jest włączona, wskaźnik «stop z powodu interwencji palnika» (RYS. 2 - 2) zaświeci się, aby wskazać, że generator wykrył interwencję na palniku i że można ją bezpiecznie wykonać.Po ponownym zmontowaniu palnika i/lub materiałów eksploatacyjnych wskaźnik gaśnie i przecinarka jest znowu gotowa do pracy. Jeśli produkt jest sprawny (cięcie), ale problem nadal występuje, należy zlecić sprawdzenie produktu w serwisie posprzedażowym. | |
| LOW | Niewystarczające ciśnienie powietrzaWskaźnik «Niedostateczne ciśnienie» (RYS. 2 - 10) zapala się, jeśli ciśnienie jest zbyt niskie do prawidłowej pracy lub powietrze nie jest podłączone do obcinarki.Ponownie podłączyć powietrze do przyłącza sprężonego powietrza (RYS. 1 - 9) z tyłu produktu, jeśli wskazanie nie ustępuje, nacisnąć przycisk «test i regulacja ciśnienia powietrza» (RYS. 2 - 11) i obracać pokrętło regulacji ciśnienia (RYS. 1 - 3) aż do uzyskania ciśnienia powietrza zgodnego z przeznaczeniem (patrz paragraf «Regulacja ciśnienia powietrza») |
| Zabezpieczenie termiczneW przypadku przegrzania (nieprzestrzeganie czynników operacyjnych lub długotrwałe użytkowanie w temperaturze otoczenia powyżej 40°C), przecinarka plazmowa przestanie działać, aby zapewnić chłodzenieWskaźnik zabezpieczenia termicznego (RYS. 2 - 1) świeci się, sygnalizując, że przerwa w pracy jest spowodowana przegrzaniem.Wskaźnik gaśnie, gdy nóż jest gotowy do cięcia. | |
| Zakłócenie normalnej pracy. |
BŁĘDY, PRZYCZYNY, ROZWIĄZANIA
| Wskazanie błędu | OZNAKI PRZYCZYNY ROZWIAZANIA | ||
 | Akcje przeprowadzane na palniku | Palnik odłączony Sprawdzić i ponownie podłączyć palnik | |
| Zdemontowane materiały eksploatacyjne | Sprawdź, czy wszystkie materiały eks- ploatacyjne są obecne i czy dysza jest szczelna | ||
 | Problem z materiałami eksploata- cyjnymi | Elektroda nie jest w kontakcie z dyszą | Sprawdź obecność i stan materiałów eksploatacyjnych, wymień je w razie potrzeby i spróbuj ponownie. |
| Elektroda nie wsuwa się | Sprawdź, czy elektroda nie jest przys- pawana do dyszy, sprawdź, czy elektroda jest ruchoma, wymień materiały eksploa- tacyjne | ||
| LOW | Zbyt niskie ciśnienie powietrza | Wąż powietrzny nie jest podłączony lub ciśnienie jest naprawdę za niskie | Sprawdzić podłączenie węża powietrza, uruchomić spreżarkę, sprawdzić ciśnienie na wlocie przecinarki plazmowej |
| [resal] | Zabezpieczenie termiczne | Intensywne użytkowanie (nieprzestrze- ganie określonych czynników eksploata- cyjnych) | Pozostawić urządzenie włączone, aby ostygło i poczekać, aż zgaśnie dioda LED usterki termicznej |
| Otwory wentylacyjne są zablokowane lub produkt jest umieszczony w zamkniętym pomieszczeniu | Poprawa otoczenia w celu zapewnienia dobrej wentylacji | ||
| 5.8 85 | Napięcie udarowe | Napięcie jest zbyt wysokie i może spowodować uszkodzenie produktu | Zlecić elektrykowi sprawdzenie instalacji |
| 5.5 80 | Pod napięciem | Napięcie jest zbyt niskie, aby zapewnić zadowalający wynik | |
| 5.2 75 | Bez fazy Brakuje jednej fazy | ||
| 6.5 95 | Problem z wentylatorem | Wentylator nie obraca się | Sprawdzić, czy żadne ciało obce nie uniemożliwia normalnego obracania się wentylatora |
| Jeden z wentylatorów nie pracuje z właściwą prędkością | Sprawdzić podłączenie, w razie potrzeby wymienić wentylator | ||
| 6.5 95 | Prąd nie został ustalony Brak kontaktu między elektrodą a dyszą | Sprawdzić obecność i stan materiałów eksploatacyjnych. W razie potrzeby zmień je. Uruchom ponownie urządzenie i spró-buj ponownie. | |
| 6.2 90 | Usterka przekaźnika mocy Przekaźnik mocy nie zamyka się Oddaj produkt do naprawy | ||
| - | Łuk zatrzymuje się po 3 sekundach cięcia | Brak wykrywania prądu w zacisku uziemiającym | Sprawdzić, czy zacisk uziemiający jest podłączony do ciętej części na czystej powierzchni (bez rdzy, farby lub smaru). |
| - Urządzenie nie włącza się Brak zasilania | Sprawdź, czy przewód zasilający produktu jest podłączony do gniazdka i czy przełącznik on/off znajduje się w pozycji włączonej. | ||
| Sprawdzić, czy nie zadziałał wyłącznik automatyczny. | |||
| - Łuk pilotażowy szybko się wyłącza Używane materiały eksploatacyjne | Sprawdź stan materiałów eksploatacyjnych i wymień je w razie potrzeby. | ||
| - Łuk przerywa się podczas cięcia | Zbyt mała prędkość cięcia przy cienkich blachach | Zmniejsz prąd / zwiększ prędkość ruchu. | |
| Słaby styk na zacisku uziemiającym | Sprawdzić, czy zacisk uziemiający jest podłączony do ciętej części na czystej powierzchni (bez rdzy, farby lub smaru). | ||
| Za duża wysokość cięcia | Używaj podkładki tnącej i utrzymuj go w kontakcie z obrabianym przedmiotem. | ||
| - | Przedwczesne zużycie materiałów eksploatacyjnych | Prąd cięcia nieadekwatny do zastosowanych materiałów eksploatacyjnych | Patrz rozdział «Ustawianie prądu cięcia». |
| Niewłaściwe ciśnienie powietrza | Patrz rozdział «Ustawianie ciśnienia powietrza». | ||
| Wilgotne powietrze | Oczyścić filtry powietrza w stacji i w instalacji sprężonego powietrza. Zamontować dodatkowy filtr powietrza nr ref. 039728. | ||
WARUNKI GWARANCJI FRANCJA
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez 2 lata od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych szkód spowodowanych transportem.
- Zwykłego zużycia części (Np. : kabli, zacisków, itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzenia związane ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon fiskalny, fakturę....)
- notatkę z wyjaśnieniem usterki.
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / PEZZI DI RICAMBIO / RESERVE ONDERDELEN / PEZZI DI RICAMBIO / CZĘŚCI ZAMIENNE