PSHL 2 D1 - Spawarka PARKSIDE - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia PSHL 2 D1 PARKSIDE w formacie PDF.
Pytania użytkowników dotyczące PSHL 2 D1 PARKSIDE
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję PSHL 2 D1 - PARKSIDE i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. PSHL 2 D1 marki PARKSIDE.
INSTRUKCJA OBSŁUGI PSHL 2 D1 PARKSIDE
Wskazówki dotyczemontazu,obslugi i bezpieczenstwa Tlumaczenia oryginalej instrukcji eksploatacji
ES
Ohrożení przy zasażení elektrickým proudem:
Ohrożeni odletujćím i jiskrami:
Uzytkowanie zgodne z przyeznaczeniem. 125
Zakres dostawy Strona 125
Opisczeci Strona 126
Dane techniczne. Strona 127
Wskazówki bezpieczeste sta. Strona 127
Zródta niebezpieczenstw podczas spawania lukowego Strona 129
Wskazówki bezpiecznychda dla kasku spawalniczego. Strona 132
Środowisko o podwyźyszonym zagrożeniuk elektrycznym Strona 133
Spawanie w ciasnych pomieszczeniach Strona 134
Sumowanie napiec biegu jałowego. 134
Stosowanie pasów na ramiona. 134
Odzewochronna. Strona 135
Ochronaprzed promieniowaniem i oparzeniami Strona 135
Klasyfikacja EMC urzadzenia Strona 136
Przed uruchomieniem. Strona 137
Montaż Strona 137
Montaž oslony spawalniczej. Strona 137
Zakladanie drutu rdzeniowego Strona 137
Uruchamianie Strona 138
Wlaczanie i wylaczanie urzadzenia. Strona 138
Ustawienia pradu spawania i podawania drutu. Strona 138
Spawanie. 140
Tworzenie spoiny spawalniczej. Strona 140
Konserwacja Strona 143
Wskazówkiśrodowiskowe i dane dotyczę utylizacje Strona 143
Deklaracja zgodnosci WE. Strona 144
Wskazówki dotyczę gwarancji i serwisu Strona 145
Warunki gwarancji Strona 145
Okres gwarancji iustawowe roszczenia z tytu brakow Strona 145
Zakres gwarancji. Strona 145
Przebieg zgloszenia gwarancyjngo. Strona 145
Serwis Strona 146
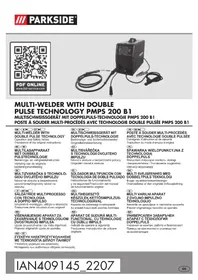
| ● Tabela z uzywanymi piktogramami | |||
| 1 ~ 50 Hz | Ostrożnie! Przechytać instrukcje obstrugi! | OSTRZEZENIE | Rzyzyko powaźnych, a naweśćmiertelnych obrażnych! |
| Wejscie sieciowe; liczba faz oraz symbol prȩdu zmiennego i wartość pomiarowa czȩstotiwość. | 4 | Ostrożnie! Niebeźpieczność parażenia przydekem elektrycznym! | |
| 1 | Waźna wskazówka! | ||
| - | Znajdujugćy sie obok symbol przykreslonego kosza na kólkach wskazuje,ź urȩdzenia to podlega dyrektywie 2012/19/UE. | - | Opakowanie i urȩdzenia sąȩzy utylizowej zgodnia z przyopsisAMI o ochrione środlowska! |
| - | Nie sąȩzy eksploatawość urȩdzenia na zȩwnątrz, a przyde wszystkim nigdy podczas deszczu! | - | Spawania drutom odzeniowym samooslonowym |
| - | Porażenie przydekem elektrycznym przyez elektrody spawalnicze sąȩ okteku temierelny! | IP21S | Stopiéń ochrony |
| - | Wdychanie oparów spawalniczych sąȩby sąȩ zskodliwe dla zdrowia. | - | Wykonano z materiały pochodźacego z recyklingu. |
| - | Iskry spawalicze moga spowodowej wybuch lub poźar. | - | Jednofazowa statyczna przytemornica czȩstotiwość-transformator-prostownik |
| - | Promienie luki swietlnego sąoga spowodowej uszkodzenia wzwroku lub ostrównia skóry. | H | Klasa izolacje |
| - | Pola elektromagnetyczne sąga zlokacja czȩstotiwość zwięcza do zielangie rozusznika serca. | U2 | Normowane napiȩcie robocze. |
| - | Uwaga: möglichne siebezpiecieństwa! | I1maks | NajwyȩSZA wartość znamionowa przydu sieciowyche |
| I2maks | NajwyȩSZA wartość znamionowa przydu spawania | I1skut. | Wartość skuteczna sąȩzyszego przydu sieciowyche |
| I2 | Wartość znamionowa przydu spawania | - | Zacisk masowy |
| - | Lampka kontrolna - ochroma pręczeniaiowa | - | Lampka kontrolna przyłącza sieciowyche |
| - | NajwyȩSZA wartość znamionowa czasu spawania w trybie przymywanym ΣON | - | NajwyȩSZA wartość znamionowa czasu spawania w trybie ciąglym ΣON (max) |
Wstep


Serdecznie gratulujemy!
Zdecydowaliść sie Państwo na zakup urzadzenia wysokiej jakosci naszej produktji. Prźed pierwszym uruchomieniem naleź yapoznać sądktem.
W tym celu nalezy dokladnie przyczycytać niniejszą instrukcje obstugi i wskazowy bezpiecznychsta.
Jedynie odpowiednio wykwalifikowane osoby moga uruchamiać ponizsze urzadzenia.
PRZECHOWYWAC Z DALA OD DZIECI!
Uzytkowiezie zgodne z przyeznaczeniem
Urzadzenia jest przyznaczone do spawania drutem samoosłonowym z zastosowaniem odpowiedniego drutu. Do spawania nie jest konieczny dodatkowy gaz. Gaz ochronny jest zwarty w druciew postaci proszku i jest kierowy bezposrednio do luku podczas spawania, dane ki czemu urzadzenia podczas uzytkowania na zewnatrz jest odporne na dzialanie wiatru. Dopuszczalne jest stosowanie wyłącznie elektrod przystosowanych do unto urzadzenia. Uzytkowanie zgodne z przyeznaczeniem obejmuje rawnież przyestrzejanie wskazówek bezpieczeniastwa oraz instrukcji montazu i wskazowej eksploatacynych zamieszczonych w instrukcji obslugi.
Nalezy dokladnie przyestręgać obłowiazujacych przypeśów BHP. Urzadzenia nie wolno stosowej:
-wiedostatecznie wentylowanych pomieszczeniach,
- wŚro dowisku zagrozonym wybuchem,
- w celu rozmrażania rur,
- w poblizu osob z rozrusznikami serca oraz
- w poplizu latwopalnych materiały.
Produktu nalezy uzywać wychycnie zgodnia z opisem i okreslonymi obszarami zastosowania. Niniejsza instrukcja powinna być przechowywna w bezpiecznym mięscu. W przypadku przykekaziania produktu osobom trzechim nalezy przyzekazać im równej calę Dokumentacja. Kaźdy sposob uzycia niezgodny z przyznaczeniem jest jabroniony i potencjalnie niebezpieczny. Szkody spowodOWane nieprzestrzeganiem instructkcji lub uzyciem niedzignym z przyznaczeniem nie są objete gwarancja iNie naleź do zakresu odpowiedzialnosci producenta. Urzadzenia nie jest przyznaczone do uzytku komercyjngo. W przypadku uzytku komercyjngo gwarancja wygasa.
Zakres dostawy
1 spawarka inwertorowa PIFDS 120 B2
1 dysza palnika (wstepnie zamontowanae)
4 dysze spawalnicze (1x 0,9 mm wstepnie zamontowane; 1x 0,8 mm; 1x 0,6 mm; 1x 1,0 mm)
1 mlotek do rozbijania zuzlu ze szczotka druciana
1 drut rdzeniowy 0,9mm / 450g
1 oslona spawalnicza
1 pas do noszenia
1 instrukcja obstugi
Rzyko resztkowe
Nawet w przypadku obstugi urzadzenia zgodnie z przyepisami, wystepuje ryzyko resztkowe. Nastepu-Jace zagrożenia moga wystepować w zwiazku z budowej wykonaniem spawarki inwertorowej:
obrażenia oczu na skutek oslepienia,
kontakt z gorçymi czesciami urzadzenia lub obradianego detalu (oparzenia);
■ w razie niewlasciwo gobo zabezpieczenia niebezpieczenstwo wypadku lub pozaru na skutek wyrzucanych iskier lub czasteczek zuza;
■ szkodliwe dla zdrowia emisce dymów i gazów w przypadku niewystarczȩje wentylacji lub niewystarczȩće odsysania w zamkiptych pomieszczeniach.
Rzyko resztkoweMZna zminimalizowa,c,uzywajc urzadzenia starannie izgodnie z przypeisami oraz stosujacsi do wzystkich instrukcji.
Opisczeci
1 Ośłona moduł podajnika drutu
2 Pas do noszenia
3 Wtyczka sieciowa
4 Kabel masowy zzaciskiem masowym
5 Przelacznik glowyz ZAL.WYL.
6 Lamka kontrolna podlączenia do sieci
7 Pokretto regulacyne do ustawiania grubosci materiafu
8 Lampka kontrolna - ochrona przyȩzeniowa
9 Dysza palnika
10 Palnik
11 Przycisk palnika
12 Zestaw węźy
13 Dysza spawalnicza (0,6 mm)
14 Dysza spawalnicza (0,8 mm)
15 Dysza spawalnicza (0,9 mm)
16 Dysza spawalnicza (1,0 mm)
17 Szpula z rdzeniowym drutem spawalniczym (rolka z drutem) 0,9 mm / 450 g
18 Mlotek do usuwania zuzlu ze szczotka druciana
19 Rolka podajnika
20 Ostona
21 Przyciemniana szybka do maski spawalniczej
22 Rekojeść
23 Osłona spawalnicza po zmontowaniu
24 Klips montażowy
25 Blokada szybki ochonnej
26 Zamontowana rekoješć
27 Sruba regulacyjna
28 Modul rolek dociskowych
29 Uchwyt rolki
30 Uchwyrt rolki podajnika
31 Przepust drutu
32 Pobieranie drutu rdzeniowego
33 Szyjka palnika
Dane techniczne
Przyȩcze sieciowe: 230V /50Hz (prad zmienny)
Prad spawania I_2 : 20-120 A
Napięcie pracy jałowej U₀: 22 V
Najwieksza wartosc znamionowa pradu sieciowego: I
Wartosc skuteczna najwySZego pradu nominalneo: I
Beben drutu spawalniczego maks.: ok. 1000 g
Średnica drutu spawalniczego maks.: 1,0 mm
Bezpiecznik: 16 A
Zalecana grubosć materiaiu: 0,8-3,0 mm
17,3A 1maks.
11,3 A
Zastrzejamy sare moglowoc wrowadzaniazmian technicznych i wizualnych wwyniku dalszego rozwoju. W zwiagku z tym producent nie udziela gwarancji odnosnie wymiarow, wskazowek oraz informacji zawartych w niniejszej instrukcji obstugi. W zwiagku z tym uzytkownik nie ma moglowoci dochodzenia roszczen na podstawie informacji zawartych w niniejszej instrukcji obstugi.
Wskazówki bezpiecznychstwa
Naleź doładnie przyȩcytać instrukcje uzytkowania i stosowej są do zawartych wnej wskazówek. Na podstawie niniejszej instrukcji uzytkowania sąź zapoznać są z urzemieniem,:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:X:
Wykonywanie napraw i/lub prac konserwacyjnychNSEZY zlecac wyłacznie wykwalifikowanym elektrykom.
Naleź uzywać wyłącznie przyzwodów spawalniczych dostarczo- nych z urzadzeniem.
W trakcie eksploatacji urzadzenia nie nalezy ustawiać bezpos省教育nio przy scianie, nie nalezy nakrywać ani wstawiać między innne urzadzenia, tak aby przy czas przyszczeliny wenty-lacyjne mogła przypopręwć wystarczajęc ilość powietrza. Naleźsi upewnic, ze urzadzenia jest poprawnie pod.§czone do napiecia sieciowego. Naleź unikać naciagania i obciążania przyzewodu sieciowego. Przed przeniesieniem urzadzenia na innne亂sce, najpierw naleź wyjac wtyczkę z gniaźda sieciowego.
■ Jeźeli urzadzenia nie jest uzywane, zawszeNSE je wyłaczać za pomocapiżęcznika ZAL./WYL. Uchwyt elektradyNSE odlożyc na izolowane podłość i wyjalć elektrady z uchwytu dopiero po 15 minutach wychladzania.
Naleź yzwrócić uwage na stan przywodu spawalniczego, palnika oraz zacisków masowych. Zuzyta izolacja oraz elementy przywodzenia prąd moga powodowej niebezpieczeniawo i obniżyć jakość przyspawaliczych.
Podczas spawania fukowej.powstajiskry, Roztopione czasteczki metalowe oraz dym. Wzwiazku z tymNSEZY przestrzegac ponizszych wskazowek: Wszystkie lwtwopalne substanjcie i/lub materiały nalezy usunac z mistraca pracy i loro bezposredniego otoczenia.
Nalezy zapewnić odpowiednia wentylacje.),不错, pracy.
Nie naleź spawac zbiorników, pojemników lub rur, które zawieraja sądz zawierały Łatwopalne cieczne albo gazy.
OSTRZEZENIE! Naleź unikać bezposzredniago kontaktu z obwodem prȩdu spawalniczego. Napiȩcie jałowe między szczypcami elektródy azaciskiem masowym sąź być niebezpieczne, istnieje ryzyko porañenia prȩdem.
Urzadzenia nieNSEy przechowywaCW wilgotnym lub mokrym otoczeniu ani wystawiac na dzialanie deszczu. Zastosowanie mazasada ochronna IP21S.
Oczy chronić za pomocę przyznacznych do tego celu szybek ochronnych (DIN stopiéN 9-10), króre mocuje są w zaączonej osłonie spawalniczej. Naleź stosowej rekawice ochronnie i sucha odzież ochronna, niedanieczyszczona olejami i tuszczem, tak aby chronić skóre przydrem promieniowaniem ultrafiioletowy wym Łuku elektrycznégo.
OSTRZEZENIE! Nie naleźy stosowej zródrę prȩdu spawania do szorstkowania rur.
Wañne wskazówki:
■ Promieniowanie Łuku elektrycznych sąszkodzić oczom i powodowej poparzenia skóry.
Spawanie Łukowe generuje iskry i krople stopionego metalu, spawany detal zaczyna są zarzyć i pozostaje bardzo gorący przyez stosunkowo dlugi czas. Wzwiazku z tym obrabianego detaluNie wolno dotykać gołymi rękami.
Podczas spawania fukowej emitowane są opary szkodliwe dla zdrowia. Naleź uwazać, aby w miarem przywość ich nie wdychać.
Naleź ysie zabezmieczyc避孕 sie bezpiecznych dziataniem tuku elektrycznego, a osobyNieczestniczace w pracy powinny znajdować się w odlegósci co najmiej 2 m od tuku elektrycznégo.

UWAGA!
Podczas eksploataci urzadzenia spawalniczego,azolemie od warunków sieciowych punktu przyłączenia,MZe do zakłocen wzasilaniu innych odiorników. W przypadku wąpliwość naleźsię zworcie do odpowiedniago dostawcy energii elektrycznej.
Podczas pracy spawarki要去 dojsć do nieprawidówego działania innych urzadzen, takich jak aparaty słuchowe, rozruszniki serca.
- Zródla niebezpieczeniastw podczas spawania Łukowej
Spawanie Łukowe wiąze są z powstawaniem wielu zagrożć. Z togo względu szczegónlie wąźne jest, aby spawacz przyestrzegań ponizszych zasad, abyNie stwarzań zagrożenia dla siebie i innych osob oraz unikał potencjalnych szkód-osobowych oraz uszkodzenia sprzȩtu.
Wykonywanie prac po stronie napięcia, np. na przyzewodach, wtyczkach, gniazdach zasilajćych itd.,NSEZY zlecić wykwalifikowanemu elektrykowy zgodnie z krajowymi i lokalmymi przysepisami.
W razie wypadku urzadzenie spawalnicze nalezy natychmiast odaczyc od zasilania.
W przypadku wystąpienia elektrycznych napięc dotykowych naleźny natychmiast wyłączyć urȩdzenia i zlecić sprawdzenia przy bez wykalifikowanego elektryka.
- Po stronie prądu spawania naleźy zapewnić prawidłowe styki elektryczne.
Podczas spawania na obydwu dōloniach naleź y zawsze nosić rękawice izolacyjne. Chronią one przyżeniami prȩdem elektrycznym (napiȩcie jałowe obwodu prȩdu spawalniczego), szkodliwym promieniowaniem (ciepło i promieniowanie UV), jak rowników przyȩczym są metalem i odpryskami.
Naleźny nosić solidne, izolacyjne obuwie robocze. Obuwie powinny zapewniać izolacje równieź w warunkach wilgotnych.
Półuty sąNieodp战略布局, poniewaN spadajace, zarzace sie krople metalu moga powodowej poparzenia.
Naleźny nosić odpowiednia odzież ochronna zamiast ubrań wykonanych z tkanin syntetycznych.
Nie naleź y patrzej w Łuk elektryczny bez ochrony oczu - stosowej wyłącznych maszek spawalnicza z szybką ochronna, spełniajȩca wymogi normy DIN. Łuk elektryczny poza promieniowaniem swietlnym i cieplnym, ktoré要去 spowodowej oslepienie lub oparzenie, generuje równej promieniowinganie UV. W przypadku nowystarczȩje ochrony niewidoczne promieniowinganie ultraioletowe要去 spowodowej bardzo bolesne zapalenie spojowyek, ktoré jest odczuwalne dopiero po kilku godzinach. Poza tym promieniowinganie UV要去 wywoȩć poparzenia nieosłoniptych czȩcicia, podobnie jak przy oparzeniu słonecznym.
Nawet osoby przybewajace w poplizu Łuku spawalniczego lub pomocnicyNSEZY poinformowaO zagrozeniach i wyposazyc wNiezbędne srodki ochry. W razie koniecznosciNSEZY ustaWic wygrodenia ochonne.
Podczas spawania, szczególnie w małych pomieszczeniach, naleź zapewnić dopłwy odpowiednej ilosci swieźego powietrzawe względu na dymienie i emisje szkodliwych gazów.
- Nie naleź wykonywać zadnych prac spawalniczych na pojemnikach, w krórych przechowywane są gazy, paliwa, oleje mineralne itp., nawet gdy zostaly prejudices dawno oprozniene, poniewaN pozostołość stwarzaj rzyko wybuchu.
W pomieszczeniach zagrozonych ogniem i wybuchem obwią-zuja szczególne przyepisy.
■ Połączenia spawane, króre są poddawane wysokim napręzeniom i musza spełniać specjalne wymogi dotyczące bezpieczność, mogą być wykonywane wyłącznie przyez specjalnie przysztkolowych i certyfikowanych spawaczy. Przykidem są koty ciȩniowe, szyny jezdne, przyȩczepowe.
UWAGA!Zacisk spawalniczy sąȩzy zawsze pod.§ć do mistręska spawania tak blisko, jak to tylko moziwo, aby prąd spawalniczy płynańrotszą drogo z elektrODY do zacisku. Zacisku
spawalniczego nie naleź stykać z obudowej urȩdzenia spawalniczego! Nigdy nie naleź podłączać zacisku masowej do uziemionych;cęsci, które znajduja są w dużej odlegloiSci od obradianego detalu, np. rura z woda na drugim koncu pomieszczenia. W przyciwnym razieMZe dojŚczuskodzenia instalacji przewodów ochronnych w pomieszczeniu, w ktorym wykonuje są pracse spawalnicze.
Urzadzenia spawalniczego nie naleź yeksplaatowac w wilgotnym otoczeniu.
Urzejdenie spawalnicze sąȩzy stawiać wyłącznie na równym podłoź.
Urzejdenia spawalniczego nie sązy eksploatawoć podczas deszczu.
Wyjscie jest ustawione dla temperature otoczenia 20^ , a czas spawania要去 zostac skrocony w wyzszych temperaturach.
Zagrożenie spowodowane parażeniem prȩdem:
Porażenie prȩdom elektrycznym przyez elektrode spawalnicza są boje smiertelne. Nie naleź spawać podczas opadów deszczu lub sniegu. Naleź nosić suchen rękawice izolacyjne.
Nie dotykać elektrODY gołymi rekoma. Nie naleźny nosić mokrych lub uszkodzonych rekawic. Naleźychronici sie przyzeniem przem elektrycznym, izolujac obrabiany przyedmiot. Nie naleź y otwierać obudowy urzadzenia.
Zagroßenie spowodowane dymem spawalniczym:
Wdychanie dymu spawalniczego要去 zagrażć zdrowiu. Nie wdychać dymu. Urzadzenia naleź yeksplaatowej w pomieszczeniach otwartych. Stosowania wentylȩź w celu usuniecia dymu.
Zagrożenie spowodowane iskrami spawalniczymi:
Iskry spawalnicze moga spowodować wybuch lub poźar. Łatwo-palne materiały naleź trzymać z dala od.), spewania. Nie naleź spawac w povlizu materiałow palnych. Iskry spawalnicze moga spowodować poźar. W povlizu powinna znajdować sągasnica i observator, kór y moź jej natychmiast uźyc. Nie naleź spawac bębnów aniźadnych innych zbiorników zamkiptych.
Zagrożenie spowodOWane Łukiem swietlnym/ elektrycznym:
Łuk swietlny要去 spowodować uszkodzenia wzroku lub obrażenia skóry. Naleź nosić nakrycie glowy i okulary ochronne. Naleź nosić ochrone słuchu i zapinany końierz. Naleź nosić kask spawalniczy i zapewnić odpopiewiednie ustawuminiume filtra. Naleź chronicć wsztkie częscicia.
Zagrożenie spowodOWane polem elektromagnetycznym:
Prad spawalniczy wyttwarza pola elektromagnetyczne. Nie naleźystosowej z medycznych implantami. Nigdy nie naleź owijać przywodów spawalniczych wokółciała. Przewody spawalnicze naleźye sobałączyc.
Wskazówki bezpiecznychsta dla kasku spawalniczego
Zawsze przyrozstawianie upewnić są pomoczą jasnosć zȩdła swiatka (np. zapalniczka),czy maska spawalnicza prawnów fungcjonuje.
Odpryski mogę uszkodzić szybłe ochronna. Uszkodzone lub porysowane szybki ochronne naleźny natychmiast wymienić.
Bezzwłocznie naleź y wymienci uszkodzone, bardzo zabrudzone lub wyszczerbione komponenty.
Urzejdenie要去byc obstugiwane wyłacznie przyez osoby, które ukończyły 16 rok zycia.
Naleź yapoznać są z przyepsisami dotyczymi bezpieczność spawania. W tymelu naleź uwzgliednic równej wskazowyki dotyczze bezpieczność eksploatacji spawarki.
Podczas spawania naleź y zawsze zakładc maskę spawalnicza. Brak maski spawaliczej sąs ekstacja obrażeniami siatkówki.
Podczas spawania zawsze naleź nosić odzież ochronna.
■ Maski spawalniczej nigdy nie naleź y stosowej bez szybki ochonnej, poniewaN sądość do uszkodzenia gałki ocznej. IstniejeNiebezpieczeniastwo uszkodzenia wzroku!
Szybę ochronna w masce naleź ywmienić w odpowiednim momencie, aby zapewnić dobra widocznosć i zapobiec zmieczeni podczas przy.
-Środkowisko o podwyższonym zagrożeniuk Elektrycznym
Podczas spawania wŚrodlowsku o zwiększonym zagrożeniu elektrycznym naleź stosowej są do następujectych wskazówek dotycznych bezpieczność.
Środkowska o zȩększonym zagrożeniu elektrycznym występuja na przykad:
w mistręch przystrzeń ruchu jest ograniczona, w zȩzaku z czym spawacz pracuje w pożycji wymuszonej (np. kręczacej, siedźciej lub leźciej) i dotyka czȩci przywoźczych energié elektryczna;
w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.), w.),
■ w mokrych, wilgotnych lub gorących.), w ktopicych wilgotnosć powietrza lub pot znacznie obniżaja opór ludzkiej skóry i węsiwość izolacyjne wyposañenia ochronnégo.
Metalowa drabina lub rusztownanie moga rownikę tworzyćŚrodlowski o zȩkszonym zagrożeniu elektrycznym.
Podczas pracy w takich warunkach naleź wy stosowej izolujace pod-kładki i przydekłądki, zlokadać rękawice z mankietami oraz nakrycia chroniȩc gołowewy wykonane ze skóry lub innych izolujacych materiały w celu izolacje;cieła od ziemi. Zródló prȩdu spawalniczejego musi znajdwić są poza obszarem roboczym lub powierzchniAMI o przyzwodzeniu elektrycznym i poza zaśćgiem spawacza.
Dodatkowa ochrona przyȩzem prȩdem sieciowym w przyypadku awarii sąze zostac zapewniona przyez zastosowanie wyłącz-
nika rożnicowopródowej, króry jest uzytkowy przy prȩdzie upływu nie sączym niz 30 mA i zasila wzystkie urzadzenia sieciowe w poł扭矩. Wyłącznik rożnicowopródowy musi być przystosowsany do wzystkich rodzajów prȩdu.
Środki do szybkiego odłączenia elektrycznych zródrę prȩdu spawalniczego lub obwodu prȩdu spawalniczego (np. wyłącznik awaryjni) musza być latwo dostepne. Podczas stosowania urzemien spawalniczych w niebezpiecznych warunkach elektrycznych napiecie wyjsciowe na biegu jałowym nie sązebyć wyźstate nied 113 V (wartosc maksymalna). To urzemienie spawalnicze sąze być uzywane w takich przypadkach ze względu na napiecie wyjsciowe.
Spawanie w ciasnych pomieszczeniach
Podczas spawania w ciasnych przyestrzeniach istnieje zagrożenie spowodOWane toksycznych gazami (niebezpieczeństwo uduszenia). W ciasnych pomieszczeniach są za. spawać tylko wtedy, gdy w povlizu przybeywaja poinstruowane osoby, ktore moga interweniować w razie potrzeby. Tutaj przydciem urzadzenia spawalniczej go nalezy skorzystać z oceny eksperta, aby ustalić, jakie krokis są konieczne, aby zapewnić bezpieczenstwo pracy, i jakie srodki ostrożnosci nalezy podȩć podczas wlasciwogo procesu spawania.
Sumowanie napiéc biegu jałowego
Jesli w tym samym czasie pracuje wiecej niz"Justno zródló prȩdu spawania, ich napiecia w obwodzie otwartym mogą sie sumować i prowadzić do zwiekszonego zagrożenia elektrycznégo. Zródlę prȩdu spawalniczego musza byc podlaczone w taki sposob, aby zminimalizowej to zagrożenie. Zródlę prȩdu spawalniczego z oddzielnymi elementami sterujacymi i przyłączami musza byc wyraźnie oznaczone, aby wskazać, co naleź do którego obwodu.
Stosowanie pasów na ramiona
Nie naleź spawać podczas noszenia zróḍła prȩdu spawania lub podajnika drutu, np. na pasie naramiennym.
W ten sposób unlike sie:
ryzyka utraty rownowagi podczas ciagniecia podlaczonych przywodów lub wezy,
■ zwiększonego ryzyka porañenia prądem, gdy spawacz wejdzie w kontakt z ziemia podczas korzystania zeźróda prądu spawalicznego klasy l, którego obudowa jest uziemiona przyez przewód ochronny.
Odzież ochronna
Podczas pracy spawacz musi byc chroniony na calym ciele odpowiednia odzież i osłona twarzy przydromieniowaniem i oparzeniami. Naleź przyestrzegać nastepuiąch kroków:
- Przed pracami spawalniczymi załozyc odzież ochronna.
- Załoźycrekawice ochronne.
- Otworzyc okno, aby zapewnic dopwyw powietrza.
- Nosić okulary ochonne.
Na obu dłoniach naleźny nosić rękawice z mankietami z odpowiedniego materiały (skóra). Musza one być w nienagannym stanie.
W celu ochry odziezy przydskrami i przypalemien nalezy zakładać odpowiednie fartuchy. Jeźeli rodzaj przytykiego wymaga, np. spawanie nad glowa, nalezy załość kombinezon ochronny oraz nakrycie chroniace glówne, jestli jest to konieczne.
Ochrona przyd promieniowaniem i oparzeniami
Naleź wywiesić w.), „Przestroga! Nie patrzej w plomien!, aby wskazać zagrozuminium uszkodzenia wzroku.
Miejsca przy naleź y w miarę最少ości osłonic w taki spośob, aby znajdujace są w połȩu osoby były zabezmieczone.
Osoby niedupowaźnione nie mogą zblżć są do obszaru prac spawalniczych.
Sciany znajdujace sie w bezposrednim sąsiedztwie stazych.), zabezmieczyc co najmnej do wysokość glowy przyciw przypuszczaniu lub odbijaniu promieniowania, np. przyze odpowiednie pomalawanie.
Klasyfikacja EMC urzadzenia
Zgodnie z norma IEC 60974-10 jest to urzadzenia spawalnicze o klasie kompatybilnosci elektromagnetycznej A. Urzadzenia klasy A to urzadzenia, które nada są do uzytku we wsztkich innych obszarach z wyjatkiem obszarów mieszkalnych i obszarów bezposrednio podłuczonych do sieci niskonapięciowej, która (równ;) zasila budynki mieszkalne. Urzadzenia klasy A musza spelnią wartenosci graniczne klasy A.
WSKAZÓWKA OSTRZEGAWCZA: Urzadzenia klasy
A są przyznaczone do uzytku przyze uzytkowników profesjonalnych.
Ze względu na zmiennent zlokacja zwiazane z mocą i promienio-waniem mogą wystapić trudnosci w zapewnieniu kompatybilnosci elektromagnetycznej w innychŚrogowiskach.
Nawet și urzadzenia spełnia wartość graniczne emisi zgodność z norma, takie urzadzenia mogą nadal prowadzić do zakroczenia elektromagnetycznych we wrażliwych systemach i urzadzeniach. Za zakrocenia spowodowane dziataniem Łuku podczas przy odpowienda uzytkownik i musi on zastosowej odgowiednie sądki ochryny. Uzytkownik musi przy tym w szczególnosci uwzgliednic:
- przewody zasilania, sterujuce, sygnatowe i telekomunikacyjne;
- komputer iinne urzadzenia sterowane mikroprocesorem;
- urzadzenia telewizyjne, radiowe i innate urzadzenia odtwarzajace;
- elektroniczne i elektryczne urzadzenia bezieczenstwa;
- osoby z rozrusznikami serca lub aparatami stuchowymi;
- urzadzenia pomiarowe i kalibracyjne;
- odporność na zakłocenia pozostymiych urzadzen w povlizu;
- pore dnia, w któraj bèda przypegowadzane prac.
W celu ograniczenia ewentualnégo promieniowania zakłocajść zalecka są:
- wyposaźć przyłącze sieciowe w filtr sieciowy;
- regularnie konserwować sprzęt i utrzymywać go w dobrym stanie
- calkowite Rozwinięcie przyzewodów spawalniczych i ułozenia ich sągliwie równelegle na ziemi;
- urzadzenia i instalacja narażone na działanie promieniowania naleź wyunęc z obszaru roboczego lub odpowiednio wyizolować.
- Przed uruchomieniem
Wyjac wszystkie czeci z opakowania i sprawdzić,czy spawarka inwertorowa lub poszȩgólne czosci nie są uszkodzone. Jeźeli tak jest, niche uzywać spawarki inwertorowej. Naleź zworćić są do producenta na podany adres serwisu.
Usança wszystkie folie ochonne i innate opakowania transportowe.
Sprawdzić,czy dostawa jest kompletna.
Montaz
Montaż osłony spawalniczej
Wlozyc ciemne szkto spawalnicz napisem skierowanym w gore w korpus oslony (patrz rys. C). Napis na ciemnyszkle spawalniczym musi byc widoczny z przodu oslony ochronnej.
Wsunac uchwyt reczny od wewnatrz w dopasowane wglebienie korpusu oslony, az sie zatrza-snie (patrz rys. D).
Zakladanie drutu rdzeniowego
UWAGA! Aby uniknac rzyka porazenia pradem, obrzeń ciała lub uszkodzenia, przycka konserwacja lub przygotowaniami do pracy nalezy wyjac wtyczke z gniazdka sieciowego.
WSKAZOWKA: W zależnosci od zastosowania uzywane są roźne druty spawalicze. Z tym urzadzeniem przyna stosowej druty spawalicze o srednicy od 0,6 do 1,0 mm.
Rolka podajaca, dysza spawalnicza i srednica drutu musza byc zawsze dostosowane do siebie. Urzadzenie jest przyznaczone do pracy z rolkami drutu o cięzarze do maks. 1000 g.
Odblokować i otworzyc pokrzywo moduł podajnika drutu poprzej naciść w goły blokady.
Odblokować moduł rolki, naciskajć uchwyt rolki [29] i obracajć go w kierunku przyciwnym do ruchu wskazówek zegara (patrz rys. F).
Zdjac uchwyt roi i podkladke z waltka (patrz rys. F).
WSKAZÓWKA: Naleź zworcie uwage, aby koniec drutu nie oderwaś i rolkaNie spadła samoczynnie. Koniec drutu przyOddzielić dopiero podczas montaqu.
Rozpakowac calkowiec rolke z drutem rdzeniowym 17 tak, aby moza bylo ja bez problemu rozwinac. Nie oddzielać jestzsche konca drutu (patrz rys. G).
Załoźyc rolke drutu na walek. Zwócić uwage na to, aby rolka byta rozwijana po stronie prowadzenia drutu [31] (patrz rys. G).
Nastepnie załość ponownie podkładke i uchwyt rolki, [29] a nastepnie zablokować go wciskaję i obracȩwymi zgodnymi z ruchem wskazowej zegara (patrz rys. G).
Poluzowac srobe regulacyjna i odchylic ja w dof (patrz rys. H).
Obróci moduł rolek dociskowych w bok (patrz rys. l).
Odkrecić uchwyt rolek podajnil poprzej przyzekrecenie go w kierunku odwrotnym do kierunku ruchu wskazówek zagara i pociagniecie do przyodu (patrz rys. J).
Sprawdzić góre rolki podajnika, aby upewnić sie, ze podano własciwa grubość drutu. W razie potrzeby naleź odwrócić lub wymiencic rolkę podajnika. Znejdujćy sie w zestawie drut spawaliczy (Ø 0,9 mm) naleź uzywać w rolce podajnika z podana grubość drutu Ø 0,9 mm. Drut musi znajdować sie w przyednim rowku!
■ Ponownie załozyć uchwyt podajnika ro[30] i dokrecić zgodnie z ruchem wskazówek zegara.
Zdjać dyszę palnika obracajac ja w kierunku przyciwnym do ruchu wskazówek zegara (patrz rysunek L).
Odkrecic dysz spawalnic (patrz rys. K).
Poprowadzic zestaw wey w miare moziwosci prosto z dala od spawarki (pozyc na ziemi).
Wyjać koniec drutu z krawędzi rolki (patrz rys. L).
■ Skrócić koncłowé drutu noźycami lub obcinakiem do drutu, aby usunść uzzkodzona zgiety koncłowé drutu (patrz rys. L).
WSKAZÓWKA: Drut musi byc przy czy czas napiety, abyunikné poluzowania i rozwinięcia! Zawsze zaleca są prowadzenia prac w dwie osoby.
Wsunac drut przyz prowadnicd (patrz rys.M)
Przeciąnac drut wzdruż rolki podajnika, 19 a nastepnie wsunć go do uchwytu zestawu węzy 32 (patrz rys. N).
Odchylic modu rolek dociskowy w kierunku rolki podajnika 19 (patrz rys. O).
Zawiesic srberegulacyj (patrz rys.O).
Za pomocą s Ruby regulacyjnej ustawic przyciwcijsenie. Drut spawalniczy musi byc mocno osadzony między rolka dociskowa a rolka podajnika 19 w gornej prowadnicy, ale nieMZe byc zgnieciony (patrz rys. O).
Spawarka wącza są i wyłącza glównym przy.§cznikiem 5.
Wcisnac przycisk palnila1
Nastepnie system podawania drutu przysuwa drut spawalniczy przyz zestaw węzy 12 i palnik 10.
W momencie wyjscia drutu na odlegosto 1-2 cm z szyjki palnika, [33] puisci ponownie przycisk palnika [11] (patrz rys. P).
■ Ponownie wyłaczyc urzadzenia spawalicze.
■ Ponownie wkreci dysz spawalnicz. Zwroci uwage, zeby dysza spawalnicza 15 pasowa do srednicy stosowanego drutu spawalniczego (patrz rys. Q). Do znajdujacego sie w zestawie drutu spawalniczego (20,9mm) nalezy uzyc dyszy spawalniczej 15 z oznaczeniem 0,9mm
Dyszej palnik® przykrecić ponownie na szyjkę palnika 33, obracajć ja w sprawo (patrz rys. R).
UWAGA! Aby unikonac niebezpieczenstwa porazenia pradem, obrazen ciała lub uszkodzenia, przykaź konserwacja lub przygotowaniami do pracy nalezy wyjac wtyczke sieciowa z gniazdka.
Uruchamianie
Włacznie i wyłączanie urzadzenia
Urzejdenie spawalnicze wącza sie i wyłącza glównym wącznikiem 5. Jeśli urzejdenie spawalnicze ma być nieduzywane przy dędźyszcy czas, naleź wyłąc z gniaźdka sieciowego. Tylko wtedy urzejdenie jest calkowicie odźaczone od prȩdu.
Ustawenia pradu spawania i podawania drutu
Grubosc zgrzewanego materiały要考虑 ustawic podkretnę [7] znajdujacym są z przydzenia. Prad i podawanie drutu są kontrolowej automatyczne.
Zalecana srednica drutu spawaliczego dla poszczególnych grubosci materiały:
| Średnica drutu spawalniczego Grubość obrazianego detalu | |
| 0,6 mm 0,8-1,5 mm | |
| 0,8 mm 0,8-2,0 mm | |
| 0,9 mm 0,8-3,0 mm | |
| 1,0 mm 1,0-3,0 mm |
Ponieszka tabela przystawia zakres pradu spawania wazolejniosci od wybranego ustawenia grubosci materialu:
| Ustawiona grubość materiawu Zakres pręd u spawania |
| 0,8 mm 20-45 A |
| 1,5 mm 45-60 A |
| 2 mm 75-90 A |
| 2,5 mm 90-110 A |
| 3 mm 110-120 A |
Ochrona przyȩzeniowa
Urzejdenie spawalnicze jest chronione przy przechȩzieniem termicznych przy automatyczne urzejdenie ochronne (termostat z funkacja automatycznych ponownego wączenia). Urzejdenie ochronne przy przechȩzieniu przyrzewa obwód elektryczny i zapala są zaźto kontrlna lampka – ochrona przyczȩzieniowa.
W przypadku aktywacci zabezpieczenia nalezy odczekać, az urzadzenia sie schtodzi (ok. 15 minut). Jak tylko zólta lampka kontrlna - ochrona przyȩzeniowa zgaśnie, urzadzenia jest ponownie gotowe do uzycia.
Bezpiecznik linii zasilajacych do gniazd zasilajacych musi byc zgodny z przypeisami (VDE 0100). Gniazda ze stykiem ochronnym moga byc zabezpieczone maksymalnie 16 A (bezpieczniki lub wyłaczniki). Wyźsze wartość zabezpieczenia moga spowodowej zapalenie są przyzewodu lub uszkodzenia budynku.
Osloona spawalnicza
ZAGROZENIE DLA ZDROWIA! Generowane przy tk elektryczny i szkodliwe dla zdrowia promienie UV i wysoka temperatura moga uszkodzić oczy jejeli nie stosuje sie osłony spawalniczej. Podczas spawania zawsze naleź uzywać osłony spawalniczej.
Spawanie

UWAGA! NIEBEZPIECZENSTWO POPARZENIA!
Spawane elementy są bardzo gorace, przyce co mogę powodowej oparzenia. Zawsze naleź uzywać szczypiec do przywuania gorących spawanych elementów.
Po podłaczeniu urzadzenia spawalniczego do zródla zasilania naleźy postepować w nastepujacy sposob:
Podęczyc kabel masowy przyez zacisk masy 4 do spawanego elementu. Zadbać o odpowiedni kontakt elektryczny.
W比我jscu spawania na elemencie nie powinno byc ani rdzy ani farby.
Wybrać grubosć materiały poukrettem
Właczyc maszyne.
Trzymać oszone spawalnic²³ przyd twarza i prowadzić dyszc palnika 9 do sąjeśca spawania na obrabianym przyedmiocese.
Nacisnac przycisk palnik, aby uzyskać tuk elektryczny. Kiedy tuk elektryczny są pali, urzadzenia podaje drut do kapieli spawalniczej.
Kiedy jeziorko spawalnicze jest wystarczajaco duze, nalezy powoli prowadzić palnik 10 wzdrusz wybrnej krawędzi. Odlegostość między dysza palnika a elementem powinna byc jak najmiejsza (w zadnym wypadku nie sązekraczać 10 mm).
W razie potrzeby wykonac lekki ruch wahadlowy,aby nieco poweikszyc kapiel spawalnicza.
Glebokosc wypalania (odpwiada glebokosci spoiny w materiale) powinna byc mozliwie duza, ale nie moze powodowaic przytetopienia przye spawany element.
ZuželUNCTAusunacze spoiny dopiero po schlodzeniu. Aby kontynuwaoc spawanie przy przerwanej spoinie:
Usunać rajpierw zužel w.), kontynuacje.
W rowku spawalniczym zapala sie fuk elektryczny, doprowadza do punktu kontynuacje, tam poprawnie sie topi, a nastepnie spoina jest dalej prowadzona.

UWAGA! Naleź pamiętac, ze po zakończeniu spawania palnik zawsze sąȩzy odkladać na podkładkre izolacyjną.
- Po zakończeniu prac spawalniczych i podczas przyzew zawsze wyłączać urzadzenia spawalnicze i zawsze wymiagnac wtyczke z gniaźdka.
- Tworzenie spoiny spawalniczej
Spoina punktowa lub czołowa
Palnik nalewy przywuac zawsze do przyd. Reztat: Gbokość wypalania jest mniejsza, szerokość spoiny większa, górna czȩć spoiny (widoczna powierzchnia spoiny) bardziej plaska, a tolerancja blędu spoiny (blędu w stopieniu materiały) wiȩksza.
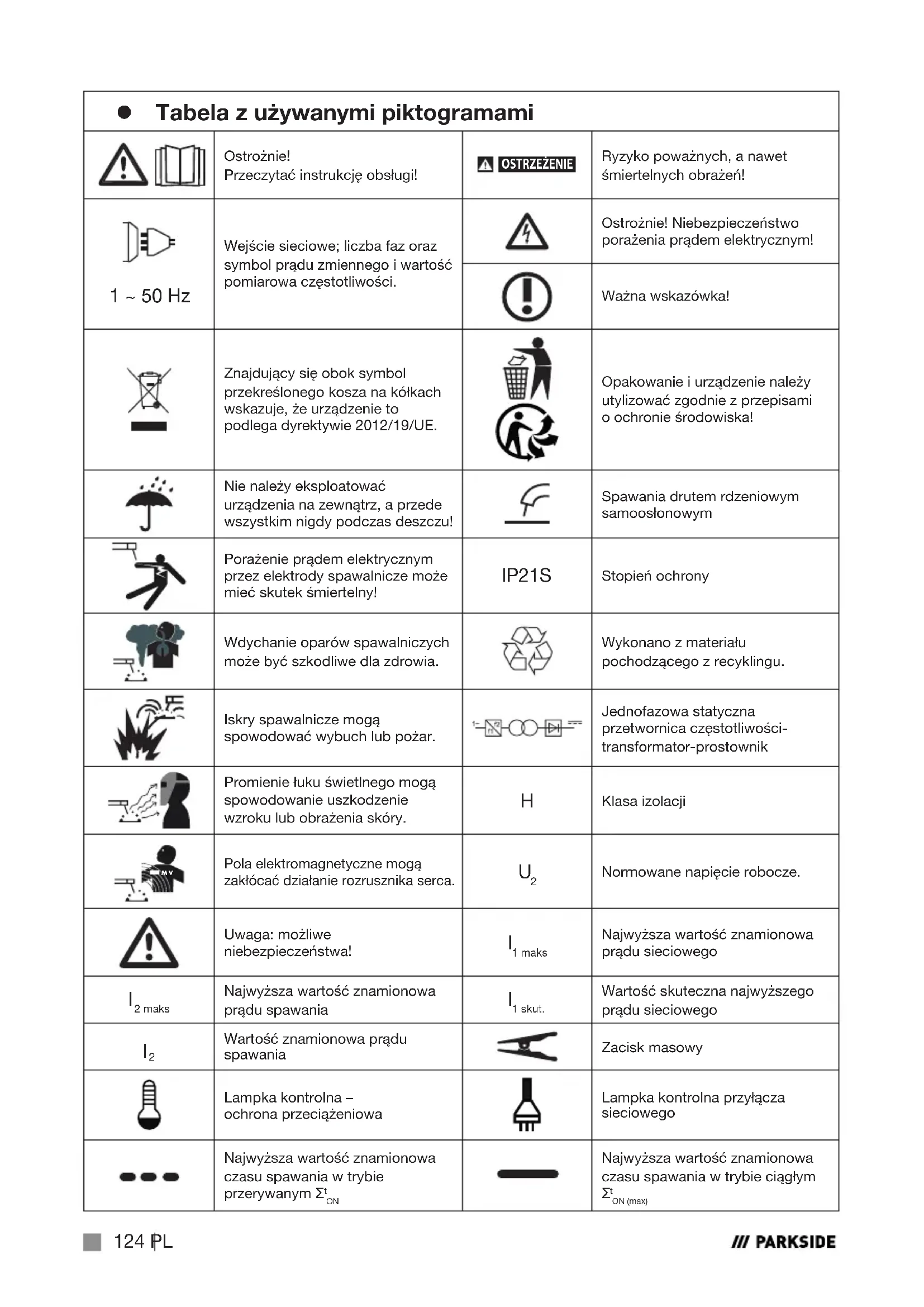
Spoina weczona lub spawanie ciagte
Palnik odiaga sie od spoiny (rys. S). Rezultat: Glebokość wypalania jest sąksza, szerokość spoiny jest mniejsza, górna czȩć spoiny jest wyźsa, a tolerancja blędów spoiny jest mniejsza.
Połaczenia spawane
Istnieja dwa podstawowe rodzaje połaczenia w technologii spawania: spawanie czolowe (naroże zewétrzne) i pachwinowe (naroże wewétrzne i zakladkowe).
Czołowewo polaczenia spawane
W przypadku połaczenia spawanych czolowych o grubosci do 2mm krawędzie są calkowicie dosuwane do siebie. Przywcskych grubosciach naleź ustawic odstep 0,5-4 mm. Idealny odstepazole od spawanego materiaiu (aluminium lub stal), składu materiaiu oraz wybranego rodzaju spawania. Odstep naleź ustalic na podstawie spawania na próbcie materiaiu.
Plaskie czolowe połaczenia spawane
Spawy powinny byc wykonywane bez przygotowanie. Czynniki, ktore major wptyw na jakosci rezultatow spa-wania to: natezenie pradu, odlegosto pomiedzy krawedziami spawu, nachylenie palnika i odpowiednia srednica drutu spawalniczoego. Im bardziej pionowo trzymany jest palnik wzgludem obrabianego elementu, tym Wieksza jest glebokość wnikania i odwrotnie.
Aby zapobiec odksztaiceniom, ktore moga pojawic sie podczas utwardzania sie materiaiu, lub aye je zmniejszyc, dobrze jest unieruchomicOCRabiany element odpowiednim przyrzadem. Nalezy unikausztywniania spawanej struktury, aby zapobiega cpekaniu spawow. Te trudnosci moza zmniejszyc,但是他 istnieje mozliwo sc takiego obroceniaOCRanego elementu, ayb prereprowadza cspawaniew dwoch przyceiwlegych przyseciach.
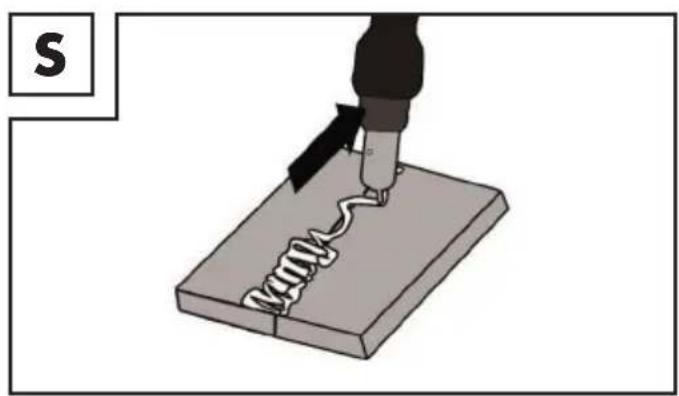
Połaczenia spawane narożników zewétrznych
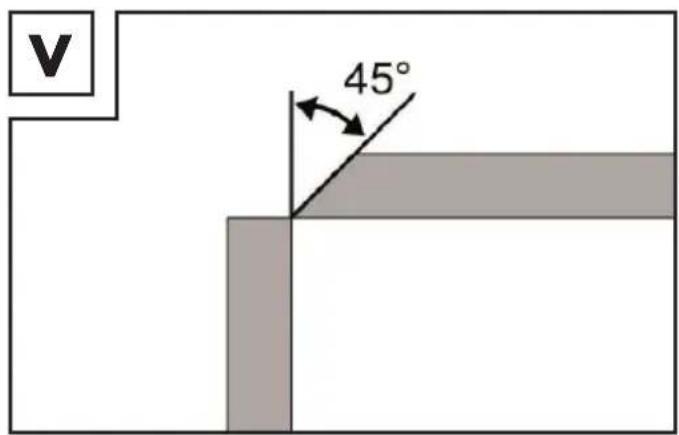
Przygotowanie tego rodzaju spawania jestARDZO proste (rys.T,V).
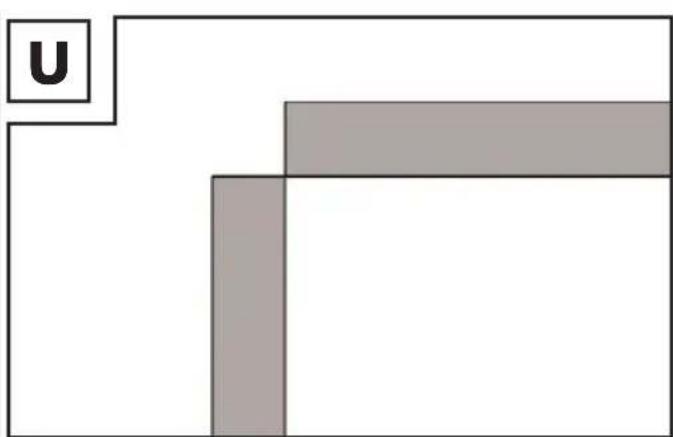
Przy grubszych materiałach nie jest ono"Justak konieczne. W takim przypadku lepiej jest przygoto-wać polączenia, jak przystawiono poniżej, w ktorym krawędź plyty jest ukosowana (rys. V).
Połaczenia ze spoinami pachwinowychmi
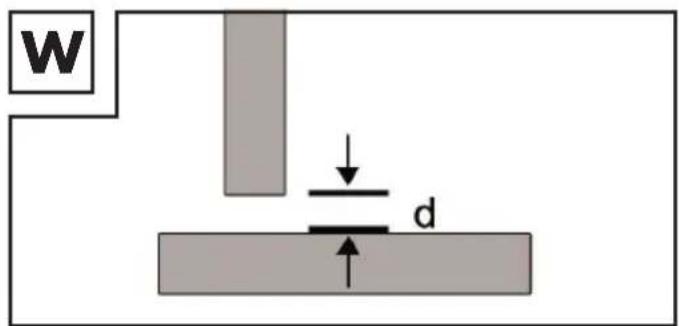
Spoina pachwinowa powstaje, gdy detale są zworócone prostopadle do siebie. Spoina powinna miačskztaft trojkata z bokami o rouwnéj dlugosci i z lekkim zagrebieniem (rys. W, Z).
Połaczenia spawane narożników wewétrznych
Przygotowaniekiego polaczenia spawanego jest bardzo proste i wykonuje sie je przy materiażach o grubosci do 5 mm. Wymiar „d" naleź zredukowania do minimum i koniecznie musi być on mniejszy niż 2 mm (rys. W).
Przy grubszych materiażach nie jest ono jeder konieczne. W takim przypadku lepszym rozwiazaniem jest przygotowanie polączenia, tak jak przyzdawiono na rysunku V, w tym krawędź pły jest ukosowana.
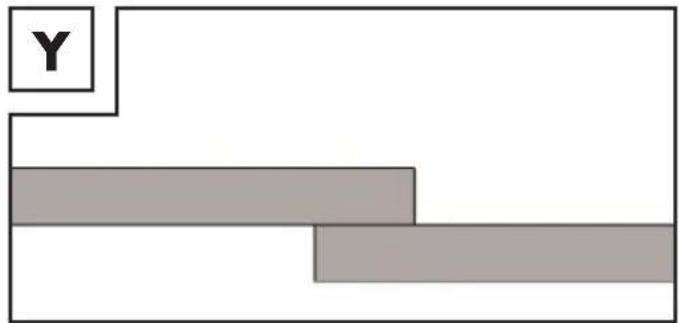
Połaczenia spawane na zakędę
Najpowszechniejszym jest przygotowanie z prostymi krawędziami spawanymi. Spawość wykonac za pomocamy normalnej spoiny katowej. Oba spawane elementy naleź do dosunę do siebie tak blisko, jak to myliwe - rysunek Y.
Konserwacja
Nalezy regularnie usuwac kurz i brud z urzadzenia.
Urzadzenie i akcesoria nalezy czyscić delikatna szczotka lub sucha szmatka.
Wskazówki srodowiskowe i dane dotyczę utylizacje

NIE WYRZUCAĆ NARZÊDZI ELEKTRYCZYCH RAZEM Z ODPADAMI KOMUNALNYMI! ZAPEWNIĆ RECYKLING ZAMIAST UTYLIZACJI!
Zgodnie z dyrektywa europejska 2012/19/UE zuzyte urzadzenia elektronicze musza byc segregowane i przykazywane do dalszego przytetwarzania zgodnie z przyepisami ochrony srodowiska. Symbol przykreslonego pojemnika na smieci oznacza, zeerto urzadzenia po zakońcie niu uzytkowania nie wolno wyrzuć wraz z opadami domowymi. Urzadzenia są za w odpo-wiednich punktach zbiórk, zakładach recyklingu lub utilizacja opadów. OferujemyNieodplatna utylizacja przystaniych do nas niesprawnych urzadzen. Ponadto do obiloru urzadzen zobowych są dystrybutorzy sprzetu elektryczné i elektronicznego, a takze slekpy spozymwcze. LIDL thereof� wywość zwrotu bezposrednio w oddzialach i marketach. Zwrot i utylimacja są dla Panstwa bezplatne. Przy zakupie nowego urzadzenia major Panstwo prawo do bezplatné zozwrotukiego rodzaju zuzytego urzadzenia. Ponadto, niedzelnie od zakupu nowego urzadzenia, major Panstwo wywość bezplatné zozwrotu (do trzech) urzadzen zuzytych, ktorne nie przykraczą 25 cm w zadnym wymiarze. Przed zwrotem urzadzenia są za unac z noego wzystkie dane osobowe. Nalezy rownie wyjac baterie lub akumulatory, ktorne sie są zagudowane w zuzytym urzadzeniu, oraz lampy, ktorne我不想 wyjac bez ich niszczenia, i zdać je do punktu selektywnej zbiórk odpadów.



Baterie zawierajace substantjc szkodliwe sa oznakowane nastepujacymi symbolami, ktore informuja o zakazie wyrzucania do oppadow komunalnych. Oznaczenia metali cięzkich o decydujacym znaczeniu to:
Cd = kadm, Hg = rtć, Pb = olów. Zuzyte akumulatory naleźy dostarczyc do firmy utylizacjanej w swoimmiecie lub gminie lub zworćić je dystrybutorowy. W ten sposob wypȩnliaja Państwo obwiatzki ustawowe i wnosza wąźny węd w ochrone sądowiska naturalnégo.

Przestręgać oznaczenia na rożnych materiały opakowaniowych i w razie potrzeby oddzielić je od siebie. Materialy opakowaniowe oznaczone są skrotami (a) oraz cyframi (b) o nastepujacym znaczenia:1-7: tworzywa sztuczne, 20-22: papier i tekture, 80-98: kompozyty.
Nie wyrzuala produktu do smieci pochodzanych z gospodarstwa domowego, lecz nalezy oddac go do gminneo punktu zbiorki w celu przytworzenia opadu! Informacja na temat sposobów utylizacje wysluzonego produktu uzyskaja Paanstwo w swoim urzemdie gminy lub urzemdie miejskim.
Zuzyty sprezt要去 szkodliwy wplyw na srodowisko i zdrowie ludzi z uwagi na potencjalna zawartosc niebezpiecznych substancji, mieszanan oraz czeci skladowsych. Gospodarstwo domowe spelnia wąznā role w przyczynianiu są do ponownego użycia i odzysku surowcow wtórnych, w tym recyklingu zuzytego spreźtu. Na tym etapie ksztaluje są postawy, króre wplywajna zachowanie wspólnégo dobra jakim jest czyste srodowisko naturalne.
- Deklaracja zgodnosci WE
My,
C. M. C. GmbH Holding
Osoba odpowiedzialna za Dokument:
Joachim Bettinger
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
NIEMCY
oswiadczamy, jakowywcznie odpowiedzialny podmiot, ze produkt
Spawarka inwertorowa na drut rdzeniowy
Numerpozycj:2831
Rok produktji: 2025/18
IAN: 472024_2407
Model: PIFDS 120 B2
spelnia zasadnicze wymagania bezpieczenstwa zwarte w dyrektywach europejskich
Dyrektywa niskonapięciowa UE
2014/35/EU
Dyrektywa WE kompatybilnosci elektromagnetycznej
2014/30/UE
Dyrektywie w sprawie ograniczenia stosowania niedtórych niebezpiecznych substantcjw spreçcie elektrycznym i elektronicznym (RoHS)
2011/65/UE + 2015/863/UE
i ich zmienionych wersjach.
Wyęczna odpowiedzialnosć za wydanie deklaracje zgodnosci ponosiroducent.
Powyźszy przytedmiot deklaracje społnia wymagania zawarte w dyrektywie 2011/65/UE Parlamentu Europejskiego i Rady z dnia 8. czerwca 2011 w sprawie ograniczenia stosowania niedtórch niebezpiecznychsubstancji w sprećcie elektrycznym i elektronicznym.
W celu dokonania oceny zgodnosci posluzono sie nastepujacymi normami zharmonizowanymi:
EN 60974-6:2016
EN 60974-10:2021
St. Ingbert, dnia 01.10.2024 r.
C.M.C. GmbH Holding
Wskazówki dotyczę gwarancji i serwisu
Gwarancja firmy C. M. C. GmbH Holding
Szanowski Klienci,
na urzadzenie to udzielamy gwarancji na okres 3 lat od daty zakupu. W przypadku wad unto przyszuguja Państwu uprawnienia ustawowe w stosunko do loro sprezedawcy. Nasza gwarancja przyzdastawiona w dalszei czeci tekstu nieogranicza tych uprawnej ustawowychch.
Warunki gwarancji
Okres gwarancji biegnie od daty zakupu. Prosze zachować oryginalny paragon. Stanowy on dowód zakupu.
Ježeli w ciagu trzech lat od daty zakupuingo produktu wystapi wada materiafu lub produkcyjna, wówczas-wedlug naszego uznania-nieodplatie naprawimylub wymienimy produkt. Warunkiem swiadczenia gwarancjnego jest przytozenia w okresie trzyletnim niesprawnego urzadzenia i dowodu zakupu (paragonu) wraz z krótkim opisem, na czym polega wada badź usterka i kiedy ona wystapiila. Ježeli nasza gwarancja obejmuhe danagwad, otrzymaja Państwo naprawiony lub nowy produkt. Naprawa lub wymiana produktu nie Rozpoczyna biegu nowego okresu gwarancjnego.
- Okres gwarancji iustawowe roszczenia z tytułu braków
Okres gwarancyjny nie jest przy避孕 przy zęskaść zęskaść zȩzy zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie zȩcie
Zakres gwarancji
Urzadzenie zostano starannie wyprodukowane zgodnie z surowymi wytycznych jakosciowymi i skrupatnie sprawdzone przydostawa.
Gwarancja obejmuje wady materiał lub produktyne. Niniejsza gwarancja nie obejmuje elementów produktów, któ ruple normalnemu zuzyciu i któromatica uznać za czȩsci zuzywalne ani uszkodźén delikatnych czȩci, np. wącznika lub czȩsci szklanych.
Niniejsza gwarancja wygasa, jesti produkt zestanie uszkodzony,;będzie nieprawidlowo uzytkowyany lub konserwowany. Prawidlowe uzytkowyanie produktu oznacza stosowanie sie do wszymtckich zalecen zawartych w instrukcji obstugi. Naleź bezwzględnie unikać zastosowan i dzialan, które są odradzane w instrukcji obstugi lub przyd ktrymi ona ostrzega.
Produkt przyznaczony jest wyłączne do uzytku przywatné, niekomercyjné. W przypadku nowe węstatewo go iNieprawidłowego obchodzenia są z urzadzeniem, stosowania sity oraz w przypadku ingerenci di dokonanych nie przyez nasz autoryzowyany serwis gwarancja wygasa.
- Przebieg zgloszenia gwarancyjngo
Dla zapewnienia szybkiego przytworzenia zgloszenia gwarancyjniego prosimy o zastosowanie sie do nastepujacych wskazówek:
Prosimy miec pod reka paragon i numer artykuLU (np. IAN) jako dowod zakupu.
- Numer artykułu podany jest na tabliczce znamionowej na produktie, jest wygrawerowy na produktie, znajduje sie na stronie tytułowej instrukcji (w lewym dolnym rogu) lub na nakiejce na tylnej scianie lub na spodzie produktu.
Gdyby wystapiy bledy w dzialaniu lub innwady badz usterki, prosze najpierw skontaktowa ci telefonicznie lub pocztalektronicznz nizej wymienionym dziaem serwisu.
Produkt zarejestrowany jaku uszkodzony moza nastepnie przeslac na nasz koszt na podany adres serwisu, dołaczajc dowód zakupu (paragon) oraz podajac, na czym polega wada badź uterka i kiedy ona wystapila.
Na stronie parkside-diy.comdoğan pouc ojra c t i wiele innch dokumentacji. Ten kod QR przekierowuje bezposrednio do naszej strony internetowej parkside-diy.com. Po wpwadzeniu numero artykulu (IAN) 472024_2407抗氧化 zuyskać dostep do instrukcji obstugi artykulu.

Serwis
Dane kontaktowe: PL
Nazwa: GTX Service Sp. z o.o. Sp.k.
Strona www: www.gtxservice.pl
Adres e-Mail: bok@gtxservice.com
Numer telefonu: 0048 22 364 53 50
IAN 472024_2407
Poniuszady adres nie jest adresem serwisu. Zapraszamy do kontaktu z wyzej wymienionym serwisem.
Adres: C. M. C. GmbH Holding, Katharina-Loth-Str. 15, DE-66386 St. Ingbert, NIEMCY
Zamawianie częci zamiennych: www.ersatzteile.cmc-creative.de
Tabulka použitych piktogramov. Strana 148
Uvod. Strana 149
Pouzitie v sulade s urcenim. Strana 149
Obsah balenia Strana 149
Opis sučastí Strana 150
Technické udaje Strana 151
Ohrozenie dymom pri zvarani:
Vdychovanie dymu vznikajuceho pri zvarani moze ohrozit vase zdravie. Nedrzejte hlavu v zadymenom priestore. Pouzivajte zariadenia v otvorenych priestoroch. Na odstranychie dymu pouzite odvzdušnenie.
Ohrozenie iskrami zo zvarania:
Klasifikación zariadenia z hladiska EMC
Posledná aktualizacja informacja
Ultimaactualizacion·Tilstandafinformation