
LF 650 - Taladro AEG - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato LF 650 AEG en formato PDF.
| Tipo de producto | Fresadora-ranuradora (taladro) |
| Marca | AEG |
| Modelo | LF 650 |
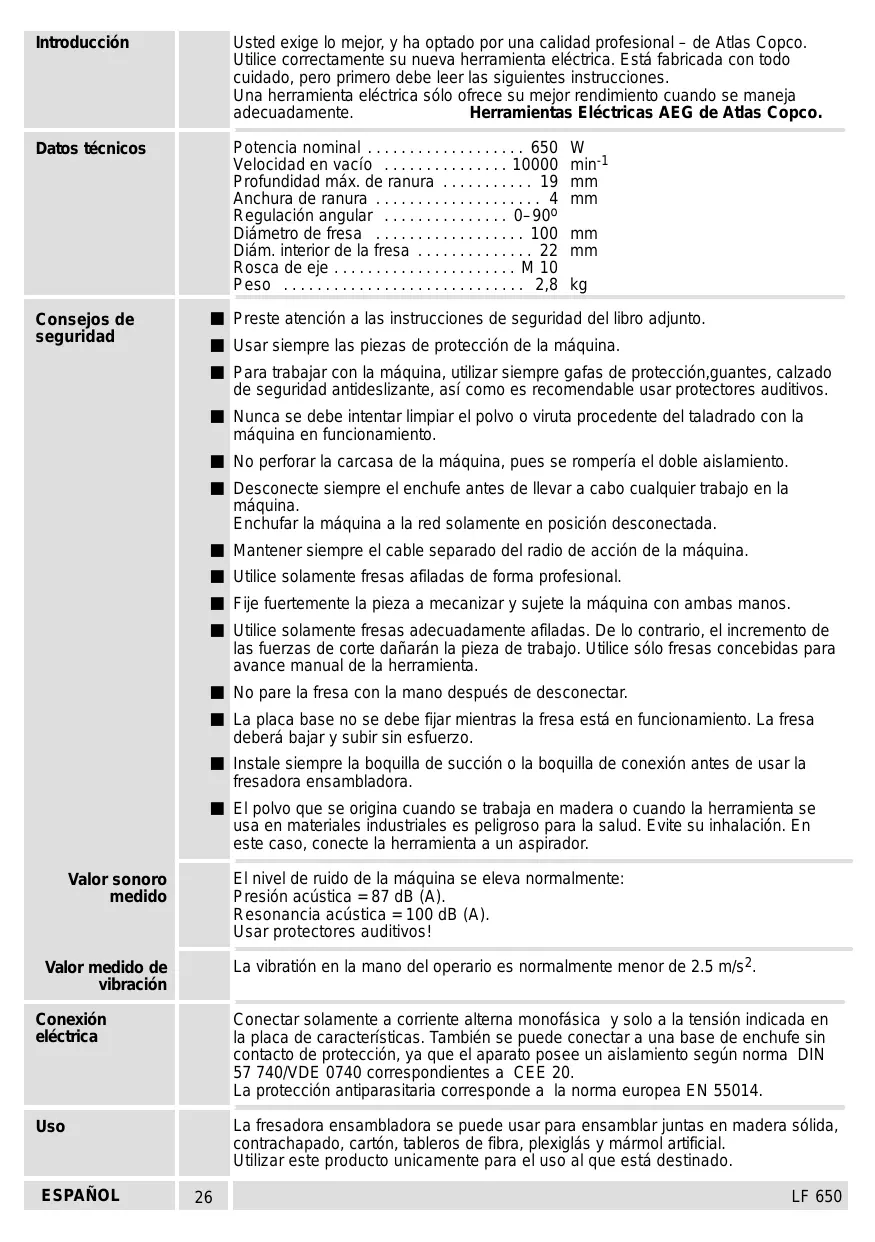
| Potencia absorbida | 650 W |
| Velocidad en vacío | 10 000 min⁻¹ |
| Profundidad de ranura máx. | 19 mm |
| Ancho de ranura | 4 mm |
| Rango de inclinación del tope orientable | 0–90° |
| Diámetro de las fresas | 100 mm |
| Diámetro interior del agujero | 22 mm |
| Rosca del husillo | M10 |
| Peso | 2,8 kg |
| Alimentación | Monofásico, tensión de red según placa de características |
| Protección | Doble aislamiento (DIN 57 740 / VDE 0740, CEE 20) |
| Antiparasitario | Según EN 55014 |
| Nivel de ruido (intensidad) | 87 dB(A) |
| Nivel de ruido (presión) | 100 dB(A) |
| Vibración antebrazo | < 2,5 m/s² |
| Funciones principales | Fresado de ranuras para galletas, ensambles en inglete, ranurado centrado |
| Ajustes | Profundidad de fresado, ángulo (0-90°), tope revólver (3 espesores) |
| Expulsión de virutas | Manguera de aspiración o tubo angular, compatible Clean Line |
| Cambio de fresa | Bloqueo de husillo, llave de espigas |
| Seguridad | Placa de embutir, gafas y guantes recomendados, parada automática |
| Mantenimiento | Limpiar las aberturas de ventilación, usar piezas AEG |
Preguntas frecuentes - LF 650 AEG
Preguntas de los usuarios sobre LF 650 AEG
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Taladro en formato PDF gratis! Encuentra tus instrucciones LF 650 - AEG y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. LF 650 de la marca AEG.
MANUAL DE USUARIO LF 650 AEG
E Instrucciones de uso
Leay conserve estas instrucciones porfavor.
| Cómo Selecciónar los tamaños de galleta | El tamanjo de las galletas a usar depende del espesor del material. Utilice siempre galletas del mayor tamanjo posible para garantizar una junta sónica. Si el material de trabajo Tiene un grosor superior a 25 mm, use 2 galletas una encima de另一边 (superpuestos). | ||
| Espesor de material | Tamanio de galleta | Medidas | |
| 8-12 mm | 0 | 47x15x4 mm | |
| 12-15 mm | 10 | 53x19x4 mm | |
| >15 mm | 20 | 56x23x4 mm | |
| Ajuste de la profundidad de fresado | Gradue la profundidad de corte con el botón de ajuste de acuero con la galleta seLECTIONada. | ||
| Tamanio | GalletaProfundidad de corte | ||
| N°0 | 0 | 8.0 mm | |
| N°10 | 10 | 10.0 mm | |
| N°20 | 20 | 12.3 mm | |
| Simplex | S | 13.0 mm | |
| Duplex | D | 14.7 mm | |
| Máximo | Máx. | 19.0 mm | |
| Ajuste del ángulo de corte | Desbloqueee la palanca de fijación izquierda, ajuste el tope abatible hasta el ángulo deseado (por exemple para juntas a inglete), y=vuela a bloquear la palanca. Los ángulos más_frequentemente realizados (22.5°, 45°, 67.5°) se pueda ajustar rapidamente con然是a de la presección tiño revolver(tres niveles). | ||
| La palanca fijación suele estorbar para trabajar cuando está fjada. Tire ella hacía fuera y colóquela en另一边 posición sin aflojarla. | |||
| Cómo ajustar la máquina al espesor de tablón | Para poder cortar una ranura bien centrada para la galleta, la fresadora ensambladora debe ser preajustada al espesor de tablón. Desbloqueee la palanca de fijación derecha, ajuste el tope abatible, con然是a de la escala, al espesor de tablero requerido y vuelva a bloquear la palanca de fijación. Los valores de la escalal solamente son aplicables cuando está instalada la plac de protección. La palanca fijación suele estorbar para trabajar cuando está fjada. Tire ella hacía fuera y colóquela en另一边 posición sin aflojarla. Se=puen preajustar tres esporeses de tablero en la guía revolver de profundidad. Sale ajustado de fábrica a 16, 19 y 25 mm. | ||
| ESPÁÑOL | 28 | LF 650 | |
| Cómo MARCAR la separación entre ranuras | Coloque los dos tableros a unir uno encima de otro (a ras), fijelos con gatos de carpintero y marque el centro de las ranuras. La distancia entre las ranuras debe ser 10-15 cm. Las piezas de trabajoPICCUJANOS NO SE Tienen QUE MARCAR. |
| Dependiendo de la anchura de los tableros, laquina se pueda colocar deDistinctasformas.Tableros anchos:Coloque laquina en la pieza de trabajo de tal modo que lamarca central de la placabase mire hacer lamarca del tablero.Tableros estrechos:Coloque laquina con el borde exterior de la placabase en el borde de la pieza de trabajo.Tableros muy estrechos:Coloque laquina con lamarca exterior de la placabase en el borde de la pieza de trabajoEsta regulación también puede utiliser con la placabase asentada al borde. | |
| Fresado deranuras | 1.Coloque laquina como se ha descripto anteriormente.2.Conecte laquina.3.Empujete laquina hacía delante integroduzca la fresa despacio en el material todo lo que pueda. Sujete laquina con ambas manos. Libere la presión ligeramente, la parte del motor regresa a la posición original por laelasticidad.4.Desconecte laquina. |
| ESPÁÑOL | 29LF 650 |
| Unión de piezas de trabajo | 1. Aplicue cola a las ranuras. |
| 2. Inserte una galleta. | |
| 3. Junte las piezas de trabajo y fijelas con gatos de carpintero,CNTAS de sujeción, o similar. | |
| Las galletas se hinchan debido a la humedad de la cola, y la junta se refuerza adicionalmente. | |
| Fresado de ranuras en tableros delgados | |
| Al cortar tableros delgados (con un espesor menor de 16 mm) se debe colocar un trozo delgado de madera bajo de la placabase. De lo contrario, la ranura se f首相demasiado cerca de la superficie deltablero. | |
| Salida de serrín | |
| Se pueda conectar los siguientesdispositivos a eyector de serrín:manguera de aspiración(a工程技术 de la boquilla de succion 3)Sistema Clean Line de AEG(a工程技术 de la boquilla de succion 3)boquilla para bolsa de recogidaboquilla de conexiónAconsejanamos utiliser el aspiradorseco-húmedo de NTE 1100. Elto posibilitael functionamento sincronizzato: alconectar la这其中a a la toma de corriente del aspirador seco-húmedo. Cuando sepone en marcha la这其中a el aspiradorse pone en marcha automatistically. | |
| Cambio de lasfresas | 1. Afloje los quatre tornillos y retire la tapa.Presione el bloqueo del eje y desmonte labrada con ayudac de una llave de dospivotes. Desmonte la fresa.a.Para insertar una fresa,proceda enordeninverso.Cuando inserte la fresa,asegúrese de quecoinciden las flechasindicadoras deldirección de giro en la fresa y en la placabase. |
| ESPÁÑOL | 30LF 650 |
| Control de conexión - desconexión | Conexión: Deslice hacerás el interruptor de marcha/parada. Parada bloquear, presione la parte delantera del interruptor deslizante hacia abajo. Desconexión: Para desbloquear, presione la parte posterior del interruptor deslizante. El interruptor se moverá automatistically a la posición "0". | 1 2 |
| 19 mm | ||
| 19 mm | ||
| 19 mm | ||
| Ajuste de la profundidad de fresado | Después de Cambiar las fresas, se debe comprobar yJKLM en caso necasario, la profundidad de fresado. 1. Ponga el botón deJKLM de fresado en la posición Más. 2. Empuje la parte del motor hacía delante todo lo que pueda y gire la fresa hasta que un diente alcance la posición frontal. 3. Mida la distancia desde el borde de la placa base hasta el diente; debe ser 19 mm en la posición Más. 4. Para corregir la profundidad de fresado, afloje la contratuerca y gire el tornillo de ajuste lo necasario. (1 vuelta = 0.7 mm).Vuelva a aplter la contratuerca. | |
| Regular el ajuste angular. | 1. Ajustar el tope abatable en la posición 0°. 2. Aflojar el tornillo y desplazar la marca hastra que coincida indefrente de la sefial 0 del tope abatable. Volver a aplter el tornillo. | 1 2 15 25 |
| Mantenimiento | Las ranuras de ventilación de la手机版 deben estar despejadas en todo tiempo. Solo se deben utilizar accesos y piezas de repuestos AEG. Piezasuhnco recambio no está descripto en las instrucciones de uso, deben sutiluirse en un centro de asistencia技术水平 AEG (Consulte el folleto Garantia/Direcciones de Centros de Asistencia Técnica). En caso necasario,ovable solicitar un despiece de la herr模板. Por favor indique el número de impreso de diez dígitos que hay en la etiqueta y pida el despiece a la siguiente direccion: Atlas Copco Electric Tools GmbH, Postfach 320, D-71361 Winnenden. | |
| Accesorios | Los accesos y sus correspondientes numeros para pedido, están reflejados en nuestros catálogos. | |
| ESPÁÑOL | 31 | LF 650 |
Declaramos bajo nuestra sola responsabilidad que est e producto está en conformidad con las normas o documents normalizadosesionles. EN 50144, EN 55104, EN 55014, EN 61000-1, HD 400 de acordo con las regulaciones 89/392/CE, 73/23/CE, 89/336/CE
PORTUGUES



Marca : AEG
Modelo : LF 650
Categoría : Taladro