
LF 650 - Bohrmaschine AEG - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts LF 650 AEG als PDF.
| Produkttyp | Oberfräse-Nutenfräse (Bohrmaschine) |
| Marke | AEG |
| Modell | LF 650 |
| Aufnahmeleistung | 650 W |
| Leerlaufdrehzahl | 10 000 min⁻¹ |
| Maximale Nuttiefe | 19 mm |
| Nutbreite | 4 mm |
| Schwenkbereich des Anschlags | 0–90° |
| Fräserdurchmesser | 100 mm |
| Innendurchmesser Bohrung | 22 mm |
| Spindelgewinde | M10 |
| Gewicht | 2,8 kg |
| Stromversorgung | Einphasig, Netzspannung laut Typenschild |
| Schutz | Doppelisolierung (DIN 57 740 / VDE 0740, CEE 20) |
| Entstörung | Gemäß EN 55014 |
| Geräuschpegel (Intensität) | 87 dB(A) |
| Geräuschpegel (Druck) | 100 dB(A) |
| Vibrationsbelastung Unterarm | < 2,5 m/s² |
| Hauptfunktionen | Fräsen von Nuten für Lamellos, Gehrungsverbindungen, mittiges Nuten |
| Einstellungen | Frästiefe, Winkel (0-90°), Revolveranschlag (3 Dicken) |
| Spanauswurf | Absaugschlauch oder Winkelstück, kompatibel mit Clean Line |
| Fräserwechsel | Spindelarretierung, Stiftschlüssel |
| Sicherheit | Einsteckplatte, Schutzbrille und Handschuhe empfohlen, automatischer Stopp |
| Wartung | Lüftungsschlitze reinigen, AEG Teile verwenden |
Häufig gestellte Fragen - LF 650 AEG
Benutzerfragen zu LF 650 AEG
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Bohrmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch LF 650 - AEG und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. LF 650 von der Marke AEG.
BEDIENUNGSANLEITUNG LF 650 AEG
D Gebrauchsanleitung
Bitte lesen und aufbewahren.
| Vorwort | Sie sind anspruchsvoll und kaufen Qualität – Qualität von Atlas Copco. Wir haben für Sie ein haltbares und möglich sicheres Elektrowerkzeug gebaut. Effektives undweitgehend gefahrloses Arbeits ist aber nur möglich, wenn Sie diese Gebrauchsanleitung lesen und danach handeln. Wir wollen, daß Sie sich auch in Zukunft entscheiden für AEG-Elektrowerkzeuge von Atlas Copco |
| Technische Daten | Nennaufnahme 650 W Leerlaufdrehzahl 10000 min-1 Nuttiefe max 19 mm Nutbreite 4 mm Schwenkbereich 0-90° Fräser-0 100 mm Aufnahme-22 mm Spindelgewinde M 10 Gewicht 2,8 kg |
| Hinweise für ihre Sicherheit | ■ Sicherheitshinweise auf Beiblatt (4000 3330 24) beachten! ■ Schutzseinrichtung der Maschine unbedingt verwenden. ■ Beim Arbeits mit der Maschine stets Schutzbrille tragen. Schutzhandschuhe, festes und rutschesicheres Schuhwerk und Schürze werden empfehlen. ■ Späne oder Splitter dürfen bei laufender Maschine nicht entfern werden. ■ Gehäuse der Maschine nicht anbohren, da sonst die Schutzisolierung unterbrochen wird (Klebescholder verwenden). ■ Vor allen Arbeits an der Maschine Stecker aus der Steckdoseziehen. Maschine nur ausgeschaltet an die Steckdose anschlieben. ■ Anschlußkabel stets vom Wirkungsbereich der Maschine fernhalten. Kabel immer nach hinten von der Maschine wegführren. ■ Nur fachmännisch geschließene Fräser verwenden. ■ Werkstücke wenn möglich festspannen und Maschine mit beiden Händen führen. ■ Nur einwandfrei geschärfte Fräser verwenden, da sonst erhöhte Schnittkräfte das Werkstück zerschlagen. Nur Fräser für Handvorschub verwenden. ■ Den Fräser nach dem Ausschalten nicht abbremsen. ■ Die Grundplatte darf bei ausgefahrenem Fräser nicht festgeklemmt werden. Das Aus- und Einfahren des Fräser aus der Grundplatte muß leichtgangig Funktionieren. ■ Nur mit aufgestecktem Umlenkstutzen oder Absaugstutzen arbeiten. ■ Bei längerem Bearbeitern von Holz oder bei gewerblichem Einsatz für Materialien, bei denen gesundheitsgesählende Stäube entstehen, ist das Elektrowerkzeug an eine geeignete Absaugvorrichtung anzuschreiben. (In Deutschland werden für Holzstäube aufgrund TRGS 553 geprüfte Absaugeinrichtungen gefordert). Für andere Materialien muß der gewerbliche Betreiber die speziellen Anforderungen mit der zuständigen Berufsgenosellschaft klären. |
| Gerausch-meißwerte | Der A-bewertete Geräuschpegel des Gerätes beträgt typischerweise: Schaldruckpegel = 87 dB (A). Schalleistungspegel = 100 dB (A). Gehörschutz/TRG 553 geprüfte Absaugeinrichtungen gefordert. Für andere Materialien muß der gewerbliche Betreiber die speziellen Anforderungen mit der zuständigen Berufsgenosellschaft klären. |
| Vibrations-meißwerte | Die Hand-Arm Vibration ist typischerweise niedriger als 2,5 m/s². |
| Netzanschluss | Nur an Einphasen-Wechselstrom und nur an die auf dem Leistungsschild angegebene Netzpannung anschlieben. Anschluß ist auch an Steckdosen ohne Schutzkontakt möglich, da eine Schutzisolierung nach DIN 57 740/ VDE 0740 bzw. CEE 20 vorleigt. Die Funkentstörung entspricht der Europanorm EN 55014. |
| Verwendung | Die Flachübelfräse eignet sich zum Früssen von Nuten für Flachübelverbindungen in Massivholz, Sperholz, Spanplatten, Faserplatten, Plexiglas und Kunstmarmor. Dieses Gerätarf nur wie angegeben bestimmungsgemäß verwendent werden. |
| DEUTSCH | 8 |
| Wahl der Dübelgrößen | Die Grüße der Flachdübel ist von der Materialdicke abhängig.Für eine solide Verbindung immer die großmöglichen Flachdübel verwenden. BeiMaterialdicken über 25 mm 2 Flachdübel übereinander verwenden. | ||
| Materialdicke | Dübelprüge | Abmessung | |
| 8-12 mm | 0 | 47x15x4 mm | |
| 12-15 mm | 10 | 53x19x4 mm | |
| >15 mm | 20 | 56x23x4 mm | |
| Frästiefeinstellen | Die Frästiefe am Einstellrad entsprechend dem gewählten Flachdübel einstellen. | ||
| GröBe | Dübel | Frästiefe | |
| Nr.0 | 0 | 8,0 mm | |
| Nr.10 | 10 | 10,0 mm | |
| Nr.20 | 20 | 12,3 mm | |
| Simplex | S | 13,0 mm | |
| Duplex | D | 14,7 mm | |
| maximal | Max | 19,0 mm | |
| Fräswinkel einstellen | Linken Klemmhebel lösEN, Schwenkanschlag nach Skala auf gewünschten Winkel einstellen (z.B. für Gehrungsverbindungen) und Klemmhebel wieder festdrehen.Die Hauptwinkel 22,5°, 45°, 67,5° sind über eine Kugelrastung schnelljustierbar. | ||
| Sollte der festbezogene Klemmhebel beim Arbeiten stären, so kann er durch Herausziehen in eine andere Position gebracht werden ohne die Klemmung zu lösEN. | |||
| Maschine auf Plattendicke einstellen | Um die Nut für den Flachdübel mittig füssen zu können, muß die Flachdübelfräse auf die Plattendicke eingestellt werden.Hierzu rechten Klemmhebel lösEN, Schwenkanschlag nach Skala auf entsprechende Plattendicke einstellen und Klemmhebel wieder festziehen.Die Skalenwerte gelten nur bei angebrachter Aufsteckplatte.Sollte der festbezogene Klemmhebel beim Arbeiten stären, so kann er durch Herausziehen in eine andere Position gebracht werden ohne die Klemmung zu lösEN.Am Revolveranschlag können drei Plattendicken voreingestellt werden.Werkseitig sind die Plattendicken 16, 19 und 25 mm eingestellt. | ||
| DEUTSCH | 10 | ||
| Nutenabstandene anreifen | Die zu verbindenden Platten seitlich bündig aufeinander legen, mit Schraubzwingen fixieren und die Mitte der Nuten anreifen. Der Nutenabstand solte zwischen 10-15 cm betragen. Schmiele Werkstücke brauchen nicht angerissen werden. | 10-15 cm 46 cm |
| Je nach Breite der Platten kann die Maschine entsprechlich positioniert werden. Breite Platten: Maschine mit der Mittelmarkierung der Grundplatte am Anrät positionieren. Schmiele Platten: Maschine mit der Außenkante der Grundplatte positionieren Sehr schmale Platten: Maschine mit der Außenmarkierung der Grundplatte positionieren. Eine Einstellung kann auch verwendet werden, wenn die Flachdübverbindung nahe am Rand sitzen soll. | 10-15 cm 46 cm | |
| Nuten fräsen | 1. Maschine wie zuvor beschrieben positionieren. 2. Maschine einschalten. 3. Maschine am Motorteil nach vorn schieben und mit dem Fräser langsam in das Material bis zum Anschlag eintauchen. Dabei die Maschine mit beiden Händen halten. Druck etwas nachlassen; das Moterteil wird durch Federkraft in die Ausgangsposition zurückgezogen. 4. Maschine wieder ausschalten | 11 |
| DEUTSCH | LF 650 | |
| Werkstücke verbinden | 1. Die Nuten mit Leim versehen. | |
| 2. Flachübel einsetzen. | ||
| 3. Werkstücke zusammensetzen und mit geigneten Spannmitteln (Schaubzwingen, Spannbänder o.ä.) spannen. | ||
| Durch die Feuchtigkeit des Leims quellen die Flachübel auf und die Verbindung erhält so zuätzliche Festigkeit. | ||
| Nuten fräsen in dünnen Platten | ||
| Beim Fräsen von dünnm Platten (Materialstärke unter 16 mm) muß ein dünnes Holz unter die Grundplatte gelegt werden, sonst wird die Nut zu dicht an der Oberfläche der Platten gefröst. | ||
| Spanauswurf | ||
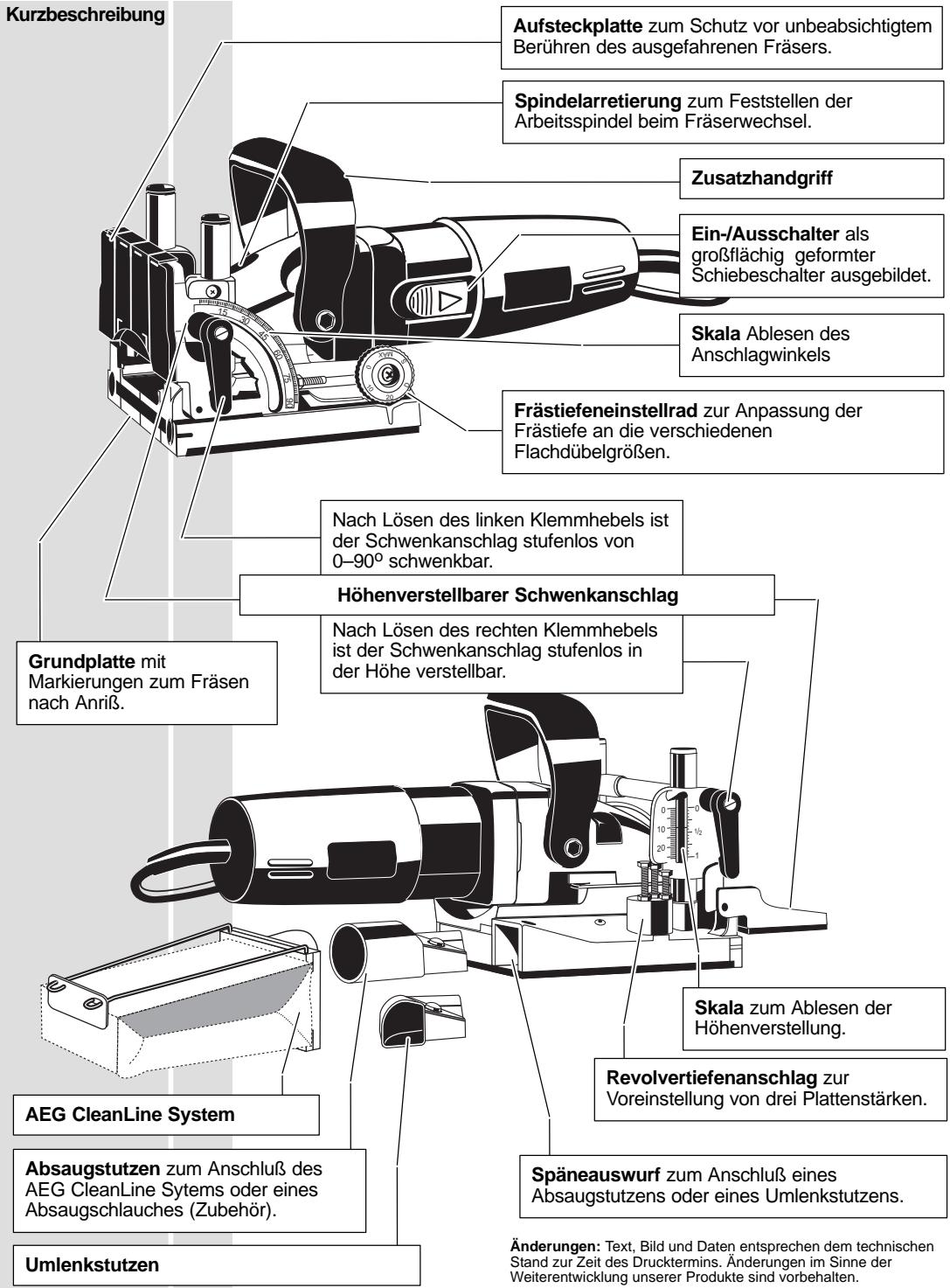
| Am Spanauswurf können wahlweise angeschlossen werden: 1 Saugschlauch (über Absaugstutzen) 2 AEG CleanLine System (über Absaugstutzen) 3 Absaugstutzen 4 Umlenkstutzen Empfohlen wird der AEG Electronic-Naβ- und Trockensauger NTE 1100. Er erlaubt das Anschlieben der Maschine direkt an die Steckdose des Naβ-Trockensaugers. Beim Einschalten der Maschine lauft der Naβ-Trockensauger automatisch an. | ||
| Fräser wechseln | 1. Die vier Schrauben lösEN und Abdeckplatte abnehmer. | |
| 2. Spindelarretierung drücken und Spannflansch mit Zweilochmutterschlüssel abschauben. Fräser abnehmer. | ||
| 3. Der Einbau des Fräser erfolgt in umgekehrter Reihenfolge. | ||
| Beim Einbau des Fräsers daraufuf achten, daß die Drehrrichtungspfeile auf Fräser und Grundplatte ubereinstimmen. | ||
| DEUTSCH | 12 | |
| Ein-/Ausschalten | Einschalten: Schiebeschalter nach hinten drücken und zum Arretieren im vorderen Bereich nach unter den drucken Ausschalten: Schiebeschalter im hinteren Bereich nach unter den drucken, Schalter Goes automatisch in 0-Stellung zusück. | 1 2 |
| Frästiefe justieren | Nach einem Fräserwechsel soll die Frästiefe kontrolliert und ggf. nachreguliert werden. 1. Frästefeneinstellrad auf Stellung Max stellen. 2. Motorteil bis zum Anschlag nach vorn schiben und früher verdrehen bis ein Schneidzahn den vordersten Punkt erreicht hat. 3. Abstand von Grundplattenkante bis Schneidzahn messen; das Maß muß in Stellung Max 19 mm betragen. 4. Um die Frästiefe ggf. zu korrigieren Kontermutterlös und Gewindestift entsprechend verdrehen (1 Umdrehung = 0,7 mm). Kontermutter wieder festziehen. | 19 mm 19 mm 15 15 15 |
| Winkeleinstellung justieren | 1. Schwenkanschlag in Stellung 0° stellen. 2. Schraube lösungen und Markierung l'verschieben, bis sie der 0-Marke des Schwenkanschlags gegenüberstände Schraube wieder festziehen. | 1 2 |
| Wartung | Stets die Lüftungsschlitze der Maschine sauber halten. Nur AEG Zubehör und Ersatzteile verwenden. Bauteile, deren Austausch nicht beschrieben wurde, bei einer AEG Kundendienstelle auswechseln setzen (Broschüre Garantie/Kundendienstadressen beachten). Bei Bedarf kann eine Explosionszeichnung des Gerätes unter Angabe der Maschinen Type und der zehnstelligen Nummer auf dem Leistungsschild bei ihrer Kundendienstelle oder direkt bei Atlas Copco Electric Tools GmbH, Postfach 320, D-71361 Winnenden angefordert werden. | |
| Zubehör | Das Zubehör mit Bestellnummern ersehen Sieitte aus unseren Katalogen. | |
| DEUTSCH | 13 | LF 650 |
CE-KONFORMITÄTSERKLÄRUNG
Wir erklären in alleiniger Verantwortung, daß这点es Produkt mit den folgenden Normen oder normativen Dokumenten übereinstimmt. EN 50144, EN 55104, EN 55014, EN 61000-1, HD 400 gemäß den Bestimmungen der Richtlinien 89/392/EWG, 73/23/EWG, 89/336/EWG
FRANÇAIS
DECLARATION "CE" DE CONFORMITE


Marke : AEG
Modell : LF 650
Kategorie : Bohrmaschine