
PMPS 200 B1 - Schweißgerät PARKSIDE - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts PMPS 200 B1 PARKSIDE als PDF.
| Marke | Parkside |
| Modell | PMPS 200 B1 |
| Kategorie | Mehrprozess-Schweißgerät |
| Netzanschluss | 230 V~ 50 Hz, 16 A |
| Maximale Nenneingangsleistung | 6 kVA |
| Gewicht | Ca. 18 kg |
| Schweißverfahren | MIG/MAG, MMA (Stabelektrode), WIG, Fülldraht, Doppelpuls |
| Schweißstrom (MIG) | 50–160 A (Dauerbetrieb), 30–160 A (Impuls) |
| Schweißstrom (MMA) | 20–140 A |
| Schweißstrom (WIG) | 20–200 A |
| Verwendbare Drahtdurchmesser | Stahl: 0,8 / 1,0 mm; Fülldraht: 0,6 / 0,8 / 0,9 / 1,0 mm; Aluminium: 1,0 / 1,2 mm |
| Maximale Drahtspule | 15 kg (mit Adapter: bis 1 kg) |
| Lieferumfang | MIG-Brenner, Massekabel 2 m, MMA-Elektrodenhalter, 4 Brennerteile, Schlackehammer, Schweißdrahtseelen, Adapter |
| Überlastschutz | Thermostat mit automatischer Wiedereinschaltung (Anzeige „over heating“) |
| Sicherheitsfunktionen | Anti-Stick, VRD (Leerlaufspannungsreduzierung) |
| Schutzart | IP21S |
| EMV-Klasse | Klasse A (Industriegebrauch) |
| Wartung | Regelmäßige Reinigung mit Druckluft, Tuch oder Bürste; Reparaturen durch qualifizierten Elektriker |
| Garantie | 3 Jahre (Bedingungen in der Anleitung) |
| Kundendienst | Ecos Office Forbach, Telefon 0033 (0) 3 87 84 72 34, E-Mail service.fr@cmc-creative.de |
Häufig gestellte Fragen - PMPS 200 B1 PARKSIDE
Benutzerfragen zu PMPS 200 B1 PARKSIDE
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch PMPS 200 B1 - PARKSIDE und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. PMPS 200 B1 von der Marke PARKSIDE.
BEDIENUNGSANLEITUNG PMPS 200 B1 PARKSIDE
Bedienungs- und Sicherheitshinweise
Originalbetriebsanleitung
CZ
MULTISVÁŘEČKA S TECHNOLOGII DVOJITÉHO IMPULZU
Klappen Sie vor dem Lesen die beidean Seiten mit den Abbildungen aus und machen Sie sich anschließend mit allen Funktionen des Gerätes vertraut.
FR BE CH
DE / AT / CH Montage-, Bedienungs- und Sicherheitshinweise Seite 34
www.ersatzteile.cmc-creative.de
Tabelle der verwendeten Piktogramme ......Seite 33
Einleitung......Seite 34
Bestimmungsgemäße Verwendung....Seite 35
Lieferumfang....Seite 35
Teilebeschreibung......Seite 36
Technische Daten......Seite 37
Sicherheitshinweise Seite 38
Vor Inbetriebnahme......Seite 46
Schweißverfahren wählen......Seite 46
Montage zum Schweißen mit Drahtelektroden....Seite 47
Wechseln der Schweißseele......Seite 47
Geräteanpassung zum Massivdrahtschweißen mit Schutzgas 47
Geräteanpassung zum Fülldrahtschweißen ohne Schutzgas 48
Zusatzadapter montieren für Schweißdrahtrollen mit 450 g bzw. 1 kg Draht......Seite 48
Schweißdraht einsetzen......Seite 49
Schweißen mit Drahtelektroden......Seite 50
Gerät ein- und ausschalten....Seite 50
MAG Schweißen......Seite 51
PMIG Schweißen......Seite 52
DPMIG Schweißen......Seite 52
Schweißnaht erzeugen......Seite 54
MMA-Schweißen......Seite 56
WIG/TIG-Schweißen......Seite 58
Wartung und Reinigung......Seite 59
Umwelthinweise und Entsorgungsangaben......Seite 59
EU-Konformitätserklärung......Seite 60
Hinweise zu Garantie und Serviceabwicklung ......Seite 60
Garantiebedingungen....Seite 61
Garantiezeit und gesetzliche Mängelansprüche......Seite 61
Garantieumfang......Seite 61
Abwicklung im Garantiefall......Seite 61
Service......Seite 62
| ● Tabelle der verwendeten Piktogramme | |||
 | Achtung! Betriebsanleitung lesen! | I2 | Bemessungswert des Schweißstroms |
 1~50 Hz 1~50 Hz | Netzeingang; Anzahl der Phasen sowie Wechselstromsymbol und Bemessungswert der Frequenz. | I1\ eff | Effektivwert des größten Netzstroms |
| U0 | Bemessungswert der Leerlaufspannung | ||
 | Das nebenstehende Symbol einer durchgestrichenen Mülltonne auf Rädern zeigt, dass dieses Gerät der Richtlinie 2012/19/EU unterliegt. | U1 | Bemessungswert der Netzspannung |
 | Verwenden Sie das Gerät nicht im Freien und nie bei Regen! | U2 | Genormte Arbeitsspannung |
  | Elektrischer Schlag von der Schweißelektrode kann tödlich sein!Einatmen von Schweißrauchen kann ihre Gesundheit gefährden. | I1\ max  | Größter Bemessungswert des NetzstromsVorsicht! Stromschlaggefahr! |
 | Schweißfunken können eine Explosion oder einen Brand verursachen. |  | Wichtiger Hinweis! |
 | Lichtbogenstrahlen können die Augen schädigen und die Haut verletzen. |  | Entsorgen Sie Verpackung und Gerätumweltgerecht! |
 | Elektromagnetische Felder können die Funktion von Herzschrittmachern stören. |  | Schwere bis tödliche Verletzungen möglich. |
 | Achtung, mögliche Gefahren! | IP21S | Schutzart |
 | Masseklemme | Einphasiger statischer Frequenzumformer-Transformer-Gleichrichter | |
| H | Isolationsklasse |  | Gleichstrom |
 | Hergestellt aus Recyclingmaterial. |  | Größter Schweißzeit-Bemessungswert im intermittierenden Modus Σ'ON |
 | Größter Schweißzeit-Bemessungswert im fortlaufenden Modus tON (max) |  | Lichtbogenhandschweißen mit umhüllten Stabelektroden |
 | Metall-Inert- und Aktivgas-Schweißen einschließlich der Verwendung von Fülldraht |  | Wolfram-Inertgas-Schweißen |
 | Sie sind gesetzlich verpflichtet, die so gekennzeichneten Geräte einer vom unsortierten Siedlungsabfall getrennten Erfassung zuzuführen. Die Entsorgung über den Hausmüll ist untersagt. | ||
Multischweißgerät mit Doppelpuls-Technologie PMPS 200 B1
- Einleitung

Herzlichen Glückwunsch! Sie haben sich für ein hochwertiges Gerät aus unserem Haus entschieden. Machen Sie sich vor der ersten Inbetriebnahme mit dem Produkt vertraut.
Lesen Sie hierzu aufmerksam die nachfolgende Bedienungsanleitung und die Sicherheits-
hinweise. Die Inbetriebnahme dieses Werkzeuges darf nur durch unterwiesene Personen erfolgen.
NICHT IN DIE HÄNDE VON KINDERN KOMMEN LASSEN!
• Bestimmungsgemäße Verwendung
Das Gerät ist zum Schweißen mit Massivdraht (MIG und MAG), MMA-Schweißen (Schweißen mit Stabelektroden), WIG-Schweißen (Wolfram-Inertgasschweißen) sowie zum Schweißen mit Fülldraht vorgesehen. Bei Verwendung von Massivdrähten, die kein Schutzgas in fester Form enthalten, ist zusätzlich Schutzgas zu verwenden. Bei Verwendung von selbstschützendem Fülldraht wird kein zusätzliches Gas benötigt. Das Schutzgas ist in diesem Fall in pulverisierter Form im Schweißdraht enthalten und wird somit direkt in den Lichtbogen geleitet. Dies macht das Gerät bei Arbeiten im Freien unempfindlich gegen Wind. Es dürfen nur für das Gerät geeignete Drahtelektroden verwendet werden. Dieses Schweißgerät eignet sich zum Lichtbogenhandschweißen (MMA-Schweißen) von Stahl, Edelstahl, Stahlblech und Gusswerkstoffen unter Verwendung der entsprechenden Mantelelektroden. Beachten Sie hierzu die Angaben des Elektrodenherstellers. Es dürfen nur für das Gerät geeignete Elektroden verwendet werden. Beim Wolfram-Inertgasschweißen (WIG-Schweißen) beachten Sie unbedingt die Betriebs- und Sicherheitshinweise des verwendeten WIG-Brenners zusätzlich zu den Anweisungen und Sicherheitshinweisen in dieser Bedienungsanleitung. Eine unsachgemäße Handhabung des Produkts kann gefährlich für Personen, Tiere und Sachwerte sein. Das Produkt nur wie beschrieben und für die angegebenen Einsatzbereiche verwenden. Bewahren Sie diese Anleitung gut auf. Händigen Sie alle Unterlagen bei Weitergabe des Produkts an Dritte ebenfalls mit aus. Jegliche Anwendung, die von der bestimmungsgemäßen Verwendung abweicht, ist untersagt und potenziell gefährlich. Schäden durch Nichtbeachtung oder Fehlanwendung werden nicht von der Garantie abgedeckt und fallen nicht in den Haftungsbereich des Herstellers. Bei gewerblichem Gebrauch erlischt die Garantie. Bestandteil der bestimmungsgemäßen Verwendung ist auch die Beachtung der Sicherheitshinweise sowie der Montageanleitung und der Betriebshinweise in der Bedienungsanleitung. Die geltenden Unfallverhütungsvorschriften sind genauestens einzuhalten. Das Gerät darf nicht verwendet werden:
in nicht ausreichend belüfteten Räumen,
■ in explosionsgefährdeter Umgebung,
■ zum Auftauen von Rohren,
in der Nähe von Menschen mit Herzschrittmacher und
in der Nähe von leicht entflammbaren Materialien.
Restrisiko
Auch wenn Sie das Gerät vorschriftsmäßig bedienen, bleiben immer Restrisiken bestehen. Folgende Gefahren können im Zusammenhang mit der Bauweise und Ausführung dieses MIG-Pulse-Schweißgerätes auftreten:
■ Augenverletzungen durch Blendung, Berühren heißer Teile des Gerätes oder des Werkstückes (Brandverletzungen),
Bei unsachgemäßer Absicherung Unfall- und Brandgefahr durch sprühende Funken oder Schlacketeilchen,
Gesundheitsschädliche Emissionen von Rauchen und Gasen, bei Luftmangel bzw. ungenügender Absaugung in geschlossenen Räumen.

HINWEIS: Vermindern Sie das Restrisiko, indem Sie das Gerät sorgfältig und vorschriftsmäßig be- en und alle Anweisungen befolgen.
Lieferumfang
1 Multischweißgerät mit Doppelpuls-Technologie PMPS 200 B1
1 MIG Schweißbrenner mit 2 m Schweißleitung
1 hochwertige, galvanisierte Kupfer-Masseklemme A-Form mit 2 m Kabel
1 Elektrodenhalter MMA mit 2 m Schweißleitung
4 Stromdüsen für Stahl-/ Fülldraht (1x 0,6 mm; 1x 0,8 mm; 1x 0,9 mm; 1x 1,0 mm)
Kennzeichnung entsprechend Durchmesser: 0,6; 0,8; 0,9; 1,0
1 Düse Aluminium (1x 1,0 mm vormontiert)
1 Schlackehammer
1 Schweißseele für Aluminiumdraht (vormontiert)
1 Schweißseele Stahl- / Edelstahl- und Fülldraht
1 Zusatzadapter
1 Bedienungsanleitung
- Teilebeschreibung
| 1 | Abdeckung für die Drahtvorschubeinheit | 20 | Schweißdüse (1,0 mm) |
| 2 | Griff | 21 | Vorschubrolle |
| 3 | Netzstecker | 22 | Schlackehammer |
| 4 | Massekabel mit Masseklemme | 23 | Hauptschalter ON / OFF (inkl. Netzkontrolllampe) |
| 5 | MMA-Elektrodenhalter | 24 | Gasanschluss |
| 6 | Stecker, Polarisierung Schlauchpaket | 25 | Justierschraube |
| 7 | Schlauchpaket mit Direktanschluss (Euro Zentralanschluss) | 26 | Druckrolleneinheit |
| 7a | Fixierring | 27 | Vorschubrollenhalter |
| 8 | Brennerdüse | 28 | Befestigung Schweißdrahtspule |
| 9 | Brennertaste | 29 | Drahtdurchführung |
| 10 | Brenner | 30 | Brennerhals |
| 11 | Brennerschlauch | 31 | Röhrchen |
| 12 | Drehschalter für Schweißspannungseinstellung | 32 | Schweißdrahtspule (nicht Teil des Lieferumfangs) |
| 13 | Drehschalter für Schweißstromeinstellung | 33 | Halterung Schweißdrahtspule |
| 14 | Display | 34 | Sicherungsmutter |
| 15 | Schweißseele für Aluminiumdraht | 35 | Adapter Schweißdrahtspule |
| 16 | Schlauchpaketaufnahme | 36 | Schweißseele für Stahl- / Edelstahl- und Fülldraht |
| 17 | Schweißdüse (0,6 mm) | 37 | Zusatzadapter |
| 18 | Schweißdüse (0,8 mm) | 38 | Arretierung |
| 19 | Schweißdüse (0,9 mm) | 39 | Scheibe |
- Technische Daten
| Nenneingangsleistung max.: 6 kVA | |
| Netzanschluss: 230 V~ 50 Hz | |
| Gewicht: ca. 18 kg | |
| Absicherung: 16 A |
Drahtschweißen:
| Schweißstrom: MIG 50-160 A; Pulse MIG 30-160 A | |||||
| Leerlaufspannung: U | 0 : 60 V | ||||
| Größter Bemessungswert des Netzstroms: I | 1max : 24 A | ||||
| Effektivwert des größten Netzstroms: I | 1eff : 11,2 A | ||||
| Schweißdrahttrommel max.: ca. 15 kg | |||||
| Kennlinie Flach | |||||
| Schweißdrahtspezifikationen: Schweißart, Drahttyp und Durchmesser | |||||
| MIG | Stahldraht: 0,8 / 1,0 mm | ||||
| Fülldraht: | 0,6/ 0,8 / 0,9 / 1,0 mm | ||||
| Puls MIG / Doppelpuls MIG | Stahldraht / Edelstahldraht: | 0,8 / 1,0 mm | |||
| CuSi: | 0,8 mm | ||||
| AlSi/AlMg: | 1,0 / 1,2 mm | ||||
| Aluminium: | 1,0 / 1,2 mm | ||||
| Verwendbare Drahtrollen | |||||
| Aussen-durchmesser | Innen-durchmesser | Breite | Gewicht bei AlSi / AlMg / Al Draht | Gewicht bei Stahl / Edelstahl / CuSi und Fülldraht | Mit Adapter |
| 300 mm | 52 mm | 102 mm | ≤ 7 kg | ≤ 15 kg | Nein |
| 200 mm | 52 mm | 53 mm | ≤ 2 kg | ≤ 5 kg | Adapter 35 |
| 99 mm | 16 mm | 44 mm | 0,45-1 kg | Zusatzadapter 37 | |
MMA-Schweißen:
| Schweißstrom: 20-140 A | |
| Leerlaufspannung: U | 0 : 60 V |
| Größter Bemessungswert des Netzstroms: I | 1 : 23,5 A |
| Effektivwert des größten Netzstroms: I | 1eff : 11 A |
| Kennlinie: | Fallend |
Verwendbare Elektroden: 1,6 mm / 2,0 mm / 2,5 mm / 3,2 mm
WTG-Schweißen:
Schweißstrom: 20 - 200 A
Leerlaufspannung: U j : 60 V
Größer Bemessungswert des Netzstroms: I : 26 A
Effektivwert des größten Netzströms: 1 v4 : 12,2 A
Kemlinie: Fallend
HINWEIS: Technische und optische Veränderungen können im Zuge der Weiterentwicklung ohne Ankündigung vorgenommen werden. Alle Maße, Hinweise und Angaben dieser Betriebsanleitung sind deshalb ohne Gewähr. Rechtsansprüche, die aufgrund der Betriebsanleitung gestellt werden, können daher nicht geltend gemacht werden.
HINWEIS: Der im folgenden Text verwendete Begriff „Gerät“ bezieht sich auf das in dieser Bedienungsanleitung beschriebene Multischweißgerät mit Doppelpuls-Technologie.
z Sicherheitshinweise
Bitte lesen Sie die Gebrauchsanweisung sorgfältig durch und beachten Sie die beschriebenen Hinweise. Machen Sie sich anhand dieser Gebrauchsanweisung mit dem Gerät, dessen richtigem Gebrauch sowie den Sicherheitshinweisen vertraut. Auf dem Typenschild stehen alle technischen Daten von diesem Schweißgerät, bitte informieren Sie sich über die technischen Gegebenheiten dieses Gerätes.
Halten Sie die Verpackungsmaterialien von
Kleinkindern fern. Es besteht Erstickungsgefahr!
Lassen Sie Reparaturen oder/und Wartungsarbeiten nur von qualifizierten Elektro-Fachkräften durchführen.
Dieses Gerät kann von Kindern ab 16 Jahren und darüber sowie von Personen mit verringerten physischen, sensorischen oder mentalen Fähigkeiten oder Mangel an Erfahrung und Wissen benutzt werden, wenn sie beaufsichtigt oder bezüglich des sicheren Gebrauchs des Gerätes unterwiesen wurden und die daraus resultierenden Gefahren verstehen. Kinder dürfen nicht mit dem Gerät spielen. Reinigung und Benutzerwartung dürfen nicht von Kindern auf.
stehen, nicht abgedeckt oder zwischen andere Geräte eingeklemmt werden, damit immer genügend Luft durch die Lüftungschlitze aufgenommen werden kann. Vergewissern Sie sich, dass das Gerät richtig an die Netzspannung angeschlossen ist. Vermeiden Sie jede Zugbeanspruchung der Netzleitung. Ziehen Sie den Netzstecker aus der Steckdose, bevor Sie das Gerät an einem anderen Ort aufstellen.
■ Wenn das Gerät nicht im Betrieb ist, schalten Sie es immer mittels EIN- / AUS-Schalter aus. Legen Sie den Elektrodenhalter auf einer isolierten Unterlage ab und nehmen Sie erst nach 15 Minuten Abkühlung die Elektroden aus dem Halter.
■ Achten Sie auf den Zustand der Schweißkabel, des Elektrodenhalters sowie der Masseklemmen. Abnutzungen an der Isolierung und an den stromführenden Teilen können Gefahren hervorrufen und die Qualität der Schweißarbeit mindern.
■ Lichtbogenschweißen erzeugt Funken, geschmolzene Metallteile und Rauch. Beachten Sie daher: Alle brennbaren Substanzen und/oder Materialien vom Arbeitsplatz und dessen unmittelbarer Umgebung entfernen.
■ Sorgen Sie für eine Belüftung des Arbeitsplatzes.
■ Schweißen Sie nicht auf Behältern, Gefäßen oder Rohren, die brennbare Flüssigkeiten oder Gase enthalten oder enthalten haben.
WARNING!
Schweißstromkreis. Die Leerlaufspannung zwischen Elektrodenzange und Masseklemme kann gefährlich sein, es besteht die Gefahr eines elektrischen Schlages.
■ Lagern Sie das Gerät nicht in feuchter oder in nasser Umgebung oder im Regen. Hier gilt die Schutzbestimmung IP21S.
Schützen Sie die Augen mit dafür bestimmten Schutzgläsern (DIN Grad 9-10), oder einem Automatik Schweißhelm (gemäß EN 166, 175 und 389; Schutzstufen DIN 9-13). Verwenden Sie Handschuhe und trockene Schutzkleidung, die frei von Öl und Fett ist, um die Haut vor der ultravioletten Strahlung des Lichtbogens zu schützen.
WARNUNG! die Schweißstromquelle nicht
zum Auftauen von Rohren.
Beachten Sie:
■ Die Strahlung des Lichtbogens kann die Augen schädigen und Verbrennungen auf der Haut hervorrufen.
■ Das Lichtbogenschweißen erzeugt Funken und Tropfen von ge-
schmolzenem Metall, das geschweißte Werkstück beginnt zu glühen und bleibt relativ lange sehr heiß. Berühren Sie das Werkstück deshalb nicht mit bloßen Händen.
■ Beim Lichtbogenschweißen werden gesundheitsschädliche Dämpfe freigesetzt. Achten Sie darauf, diese möglichst nicht einzuatmen.
■ Schützen Sie sich gegen die gefährlichen Effekte des Lichtbogens und halten Sie nicht an der Arbeit beteiligte Personen mindesten 2 m vom Lichtbogen entfernt.
! ACHTUNG!
- Während des Betriebes des Schweißgerätes kann es, abhängig von den Netzbedingungen am Anschlusspunkt, zu Störungen in der Spannungsversorgung für andere Verbraucher kommen. Wenden Sie sich im Zweifelsfall an Ihr Energie- versorgungsunternehmen.
Während des Betriebes des Schweißgerätes kann es zu Funktionsstörungen anderer Geräte kommen, z. B. Hörgeräte, Herzschrittmacher usw.
- Gefahrenquellen beim Lichtbogenschweißen
Beim Lichtbogenschweißen ergibt sich eine Reihe von Gefahrenquellen. Es ist daher für den Schweißer besonders wichtig, nachfolgende Regeln zu beachten, um sich und andere nicht zu gefährden und Schäden für Mensch und Gerät zu vermeiden.
- Lassen Sie Arbeiten auf der Netzspannungsseite, z. B. an Kabeln, Steckern, Steckdosen usw., nur von einer Elektrofachkraft nach nationalen und örtlichen Vorschriften ausführen.
-
Lassen Sie Arbeiten auf der Netzspannungsseite, z.B. an Kabeln, Steckern, Steckdosen usw., nur von einer Elektrofachkraft nach nationalen und örtlichen Vorschriften ausführen.
■ Trennen Sie bei Unfällen das Schweißgerät sofort von der Netzspannung. -
Wenn elektrische Berührungsspannungen auftreten, schalten Sie das Gerät sofort aus und lassen es von einer Elektrofachkraft überprüfen.
■ Auf der Schweißstromseite immer auf gute elektrische Kontakte achten. - Beim Schweißen immer an beiden Händen isolierende Handschuhe tragen. Diese schützen vor elektrischen Schlägen (Leerlaufspannung des Schweißstromkreises), vor schädlichen Strahlungen (Wärme und UV-Strahlung) sowie vor glühendem Metall und Schlagspritzern.
■ Festes, isolierendes Schuhwerk tragen. Die Schuhe sollen auch bei Nässe isolieren. Halbschuhe sind nicht geeignet, da herabfallende, glühende Metalltropfen Verbrennungen verursachen können.
■ Geeignete Schutzkleidung tragen, keine synthetischen Kleidungsstücke.
Nicht mit ungeschützten Augen in den Lichtbogen sehen, nur Schweißer-Schweißschirm mit vorschriftsmäßigem Schutzglas nach DIN verwenden. Der Lichtbogen gibt außer Licht- und Wärmestrahlen, die eine Blendung bzw. Verbrennung verursachen, auch UV-Strahlen ab. Diese unsicht bare ultraviolette Strahlung verursacht bei ungenügendem Schutz eine erst einige Stunden später bemerkbare, sehr schmerzhafte Binde-hautentzündung. Außerdem ruft UV-Strahlung auf ungeschützte Körper-stellen Verbrennung wie bei einem Sonnenbrand hervor.
- Auch in der Nähe des Lichtbogens befindlichen Personen oder Helfer müssen auf die Gefahren hingewiesen und mit den nötigen Schutzmitteln ausgerüstet werden. Wenn erforderlich, Schutzwände aufstellen.
■ Beim Schweißen, besonders in kleinen Räumen, ist für ausreichende Frischluftzufuhr zu sorgen, da Rauch und schädliche Gase entstehen.
■ An Behältern, in denen Gase, Treibstoffe, Mineralöle oder dgl. gelagert werden, dürfen
- auch wenn sie schon vor langer Zeit entleert wurden
- keine Schweißarbeiten vorgenommen werden, da durch Rückstände Explosionsgefahr besteht.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften.
Schweißverbindungen, die großen Beanspruchungen ausgesetzt sind und bestimmte Sicherheitsforde rungen erfüllen müssen, dürfen nur von besonders ausgebildeten und geprüften Schweißern aus geführt werden. Beispiele sind Druckkessel, Laufschienen, Anhängerkupplungen usw.
- ACHTUNG! Schließen Sie die Masseklemme stets so nahe wie möglich an die Schweißstelle an, so dass der Schweißstrom den kürzestmöglichen Weg von der Elektrode zur Masseklemme nehmen kann. Verbinden Sie die Masseklemme niemals mit dem Gehäuse des Schweißgerätes! Schließen Sie die Masseklemme niemals an geerdeten Teilen an, die weit vom Werkstück entfernt liegen, z. B. einem Wasserrohr in einer anderen Ecke des Raumes. Andernfalls könnte es dazu kommen, dass das Schutzleitersystem des Raumes, in dem Sie schweißen, beschädigt wird.
■ Verwenden Sie das Schweißgerät nicht im Regen.
■ Verwenden Sie das Schweißgerät nicht in feuchter Umgebung.
■ Stellen Sie das Schweißgerät nur auf einen ebenen Platz.
Der Ausgang ist bei einer Umgebungstemperatur von 20 °C bemessen. Die Schweißzeit darf bei höheren Temperaturen reduziert werden.

GEFÄHRDUNG DURCH ELEKTRISCHEN SCHLAG:
- Elektrischer Schlag von einer Schweißelektrode kann tödlich sein. Nicht bei Regen oder Schnee schweißen. Trockene Isolierhandschuhe tragen. Die Elektrode nicht mit bloßen Händen anfassen. Keine nassen oder beschädigten Handschuhe tragen. Schützen Sie sich vor einem elektrischen Schlag durch Isolierungen gegen das Werkstück. Das Gehäuse der Einrichtung nicht öffnen.
GEFÄHRDUNG DURCH SCHWEISSRAUCH:
Das Einatmen von Schweißrauch kann die Gesundheit gefährden. Den Kopf nicht in den Rauch halten. Einrichtungen in offenen Bereichen verwenden. Entlüftung zum Entfernen des Rauches verwenden.
GEFÄHRDUNG DURCH SCHWEISSFUNKEN:
Schweißfunken können eine Explosion oder einen Brand verursachen. Brennbare Stoffe vom Schweißen fernhalten. Nicht neben brennbaren Stoffen schweißen. Schweißfunken können Brände verursachen. Einen Feuerlöscher in der Nähe bereithalten und einen Beobachter, der ihn sofort benutzen kann. Nicht auf Trommeln oder irgendwelchen geschlossenen Behältern schweißen.
GEFÄHRDUNG DURCH LICHTBOGENSTRAHLEN:
■ Lichtbogenstrahlen können die Augen schädigen und die Haut verletzen. Hut und Sicherheitsbrille tragen. Gehörschutz und hoch geschlossenen Hemdkragen tragen. Schweißer schutzhelme tragen und auf passende Filtereinstellungen achten. Vollständigen Körperschutz tragen.
GEFÄHRDUNG DURCH ELEKTROMAGNETISCHE FELDER:
Schweißstrom erzeugt elektromagne tische Felder. Nicht zusammen mit medizinischen Implantaten verwenden. Niemals die Schweißleitungen um den Körper wickeln. Schweiß leitungen zusammenführen.
- Schweißschirmspezifische Sicherheitshinweise
Überzeugen Sie sich mit Hilfe einer hellen Lichtquelle (z. B. Feuerzeug) immer vor Beginn der Schweißarbeiten von der ordnungsgemäßen Funktion des Schweißschirmes.
■ Durch Schweißspritzer kann die Schutzscheibe beschädigt werden. Tauschen Sie beschädigte oder zerkratzte Schutzscheiben sofort aus.
- Ersetzen Sie beschädigte oder stark verschmutzte bzw. verspritzte Komponenten unverzüglich.
Das Gerät darf nur von Personen betrieben werden, die das 16. Lebensjahr vollendet haben.
■ Machen Sie sich mit den Sicherheitsvorschriften für das Schweißen vertraut. Beachten Sie hierzu auch die Sicherheits hinweise ihres Schweißgerätes.
- Setzen Sie den Schweißschirm immer beim Schweißen auf. Bei Nichtverwendung können Sie sich schwere Netzhautverletzungen zuziehen.
■ Tragen Sie während des Schweißens immer Schutzkleidung.
■ Verwenden Sie einen Schweißschirm nie ohne Schweißglas. Gefahr von Augenschäden besteht!
■ Tauschen Sie für gute Durchsicht und ermüdungsfreies Arbeiten die Schutzscheibe rechtzeitig.
- Umgebung mit erhöhter elektrischer Gefährdung
Beim Schweißen in Umgebungen mit erhöhter elektrischer Gefährdung sind folgende Sicherheitshinweise zu beachten.
Umgebungen mit erhöhter elektrischer Gefährdung sind zum Beispiel anzutreffen:
■ An Arbeitsplätzen, an denen der Bewegungsraum eingeschränkt ist, so dass der Schweißer in Zwangshaltung (z. B. kniend, sitzend, liegend) arbeitet und elektrisch leitfähige Teile berührt;
- An Arbeitsplätzen, die ganz oder teilweise elektrisch leitfähig begrenzt sind und an denen eine starke Gefährdung durch vermeidbares oder zufälliges Berühren durch den Schweißer besteht;
■ An nassen, feuchten oder heißen Arbeitsplätzen, an denen Luftfeuchte oder Schweiß den Widerstand der menschlichen Haut und die Isoliereigenschaften oder Schutzausrüstung erheblich herabsetzt.
■ Auch eine Metallleiter oder ein Gerüst können eine Umgebung mit erhöhter elektrischer Gefährdung schaffen.
In derartiger Umgebung sind isolierte Unterlagen und Zwischenlagen zu verwenden, ferner Stulpenhandschuhe und Kopfbedeckungen aus Leder oder anderen isolierenden Stoffen zu tragen, um den Körper gegen Erde zu isolieren. Die Schweißstromquelle muss sich außerhalb des Arbeitsbereiches bzw. der elektrisch leitfähigen Flächen und außerhalb der Reichweite des Schweißers befinden.
Zusätzlicher Schutz gegen einen Schlag durch Netzstrom im Fehlerfall kann durch Verwendung eines Fehlerstrom-Schutzschalters vorgesehen sein, der bei einem Ableitstrom von nicht mehr als 30 mA betrieben wird und alle netzbetriebenen Einrichtungen in der Nähe versorgt. Der Fehlerstrom-Schutzschalter muss für alle Stromarten geeignet sein.
Es müssen Mittel zum schnellen elektrischen Trennen der Schweißstromquelle oder des Schweißstromkreises (z.B. Not-Aus-Einrichtung) leicht zu erreichen sein. Bei der Verwendung von Schweißgeräten unter elektrisch
gefährlichen Bedingungen, darf die Ausgangsspannung des Schweißgerätes im Leerlauf nicht höher als 113 V (Scheitelwert) sein. Dieses Schweißgerät darf aufgrund der Ausgangsspannung in diesen Fällen verwendet werden.
- Schweißen in engen Räumen
■ Beim Schweißen in engen Räumen kann es zu einer Gefährdung durch toxische Gase (Erstickungsgefahr) kommen.
In engen Räumen darf nur dann geschweißt werden, wenn sich unterwiesene Personen in unmittelbarer Nähe aufhalten, die notfalls eingreifen können. Hier ist vor Beginn des Schweißprozesses eine Bewertung durch einen Experten vorzunehmen, um zu bestimmen, welche Schritte notwendig sind, um die Sicherheit der Arbeit sicherzustellen und welche Vorsichtsmaßnahmen während des eigentlichen Schweißvorganges getroffen werden sollten.
- Summierung der Leerlaufspannungen
- Wenn mehr als eine Schweißstromquelle gleichzeitig in Betrieb ist, können sich deren Leerlaufspannungen summieren und zu einer erhöhten elektrischen Gefährdung führen. Schweißstromquellen müssen so angeschlossen werden, dass diese Gefährdung minimiert wird. Die einzelnen Schweißstromquellen, mit ihren separaten Steuerungen und Anschlüssen, müssen deutlich gekennzeichnet werden, um erkennen zu lassen, was zu welchem Schweißstromkreis gehört.
• Schutzkleidung
- Während der Arbeit muss der Schweißer an seinem ganzen Körper durch entsprechende Kleidung und Gesichtsschutz gegen Strahlung und Verbrennungen geschützt sein. Folgende Schritte sollen beachtet werden:
- Vor der Schweißarbeit die Schutzkleidung anziehen.
- Handschuhe anziehen.
- Offenes Fenster oder Ventilator nutzen, um die Luftzufuhr zu garantieren.
- Schutzbrille und Mundschutz tragen.
■ An beiden Händen sind Stulpenhandschuhe aus einem geeigneten Stoff (Leder) zu tragen. Sie müssen sich in einem einwandfreien Zustand befinden.
■ Zum Schutz der Kleidung gegen Funkenflug und Verbrennungen sind geeignete Schürzen zu tragen. Wenn die Art der Arbeiten, z. B. des Überkopfschweißen, es erfordert, ist ein Schutzanzug und, wenn nö-
tig, auch ein Kopfschutz zu tragen.
SCHUTZ GEGEN STRAHLEN UND VERBRENNUNGEN
■ An der Arbeitsstelle durch einen Aushang „Vorsicht! Nicht in die Flammen sehen!“ auf die Gefährdung der Augen hinweisen. Die Arbeitsplätze sind möglichst so abzuschirmen, dass die in der Nähe befindlichen Personen geschützt sind. Unbefugte sind von den Schweißarbeiten fernzuhalten.
In unmittelbarer Nähe ortsfester Arbeitsstellen sollen die Wände weder hellfarbig noch glänzend sein. Fenster sind mindestens bis Kopfhöhe gegen Durchlassen oder Zurückwerfen von Strahlung zu sichern, z. B. durch geeigneten Anstrich.
• EMV-Geräteklassifizierung
Gemäß der Norm IEC 60974-10 handelt es sich hier um ein Schweißgerät mit der elektromagnetischen Verträglichkeit der Klasse A. Geräte der Klasse A sind Geräte, die sich für den Gebrauch in allen anderen Bereichen außer dem Wohnbereich und solchen Bereichen eignen, die direkt an ein Niederspannungs-Versorgungsnetz angeschlossen sind, das (auch) Wohngebäude versorgt. Geräte der Klasse A müssen die Grenzwerte der Klasse A einhalten.
WARNHINWEIS: Geräte der Klasse A sind für den Betrieb in einer industriellen Umgebung vorgesehen. Wegen der auftretenden leistungsgebundenen als auch gestrahlten Störgrößen kann es möglicherweise Schwierigkeiten geben, die elektromagnetische Verträglichkeit in anderen Umgebungen sicherzustellen.
Auch wenn das Gerät die Emissionsgrenzwerte gemäß Norm einhält, können entsprechende Geräte dennoch zu elektromagnetischen Störungen in empfindlichen Anlagen und Geräten führen. Für Störungen, die beim Arbeiten durch den Lichtbogen entstehen, ist der Anwender verantwortlich und der Anwender muss geeignete Schutzmaßnahmen treffen. Hierbei muss der Anwender besonders berücksichtigen:
- Netz-, Steuer-, Signal und Telekommunikationsleitungen
- Computer und andere mikroprozessorgesteuerte Geräte
- Fernseh-, Radio- und andere Wiedergabegeräte
– elektronische und elektrische Sicherheitseinrichtungen - Personen mit Herzschrittmachern oder Hörgeräten
- Mess- und Kalibriereinrichtungen
- Störfestigkeit sonstiger Einrichtungen in der Nähe
- die Tageszeit, zu der die Arbeiten durchgeführt werden.
Um mögliche Störstrahlungen zu verringern, wird empfohlen:
- den Netzanschluss mit einem Netzfilter auszurüsten - das Gerät regelmäßig zu warten und in einem guten Pflegezu- stand zu halten
- Schweißleitungen sollten vollständig abgewickelt werden und möglichst parallel auf dem Boden verlaufen
- durch Störstrahlung gefährdete Geräte und Anlagen sollten möglichst aus dem Arbeitsbereich entfernt werden oder abgeschirmt werden.
- Überlastschutz
Das Schweißgerät ist gegen thermische Überlastung durch eine automatische Schutzeinrichtung (Thermostat mit automatischer Wiedereinschaltung) geschützt. Die Schutzeinrichtung unterbricht bei Überlastung den Stromkreis. Im Falle einer Überhitzung werden die Worte: „over heating“ auf dem Display angezeigt.
Bei Aktivierung der Schutzeinrichtung lassen Sie das Gerät abkühlen. Nach ca. 15 Minuten ist das Gerät wieder betriebsbereit.
• Vor Inbetriebnahme
Nehmen Sie alle Teile aus der Verpackung und kontrollieren Sie, ob das MIG-Pulse-Schweißgerät oder die Einzelteile Schäden aufweisen. Ist dies der Fall, benutzen Sie das MIG-Pulse-Schweißgerät nicht. Wenden Sie sich an den Hersteller über die angegebene Serviceadresse.
■ Entfernen Sie alle Schutzfolien und sonstigen Transportverpackungen.
■ Prüfen Sie, ob die Lieferung vollständig ist.
• Schweißverfahren wählen
HINWEIS: Alle in den folgenden Skizzen dargestellten Werte sind lediglich Beispiele und stellen keine Empfehlung für bestimmte Schweißparameter dar.
Skizze 1 Skizze 2
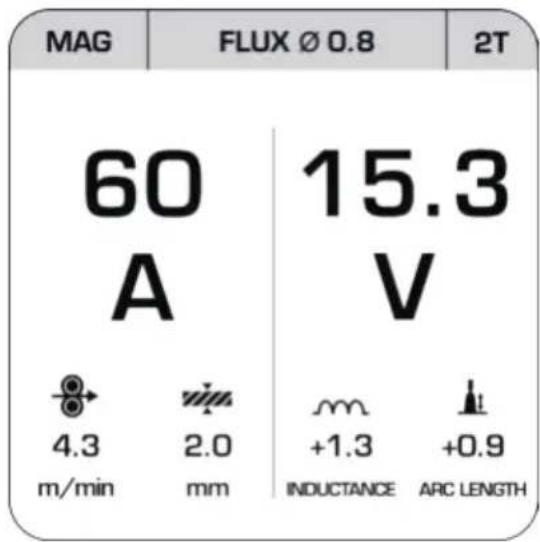
Wenn Sie das Gerät einschalten, ist automatisch das zuletzt verwendete Schweißverfahren aktiv. Auch die weiteren Parameter (Strom, Spannung etc.) werden wie zuvor eingestellt geladen. Um das Schweißverfahren zu ändern, drücken Sie zunächst den Drehschalter für Schweißstromeinstellung 13 (im Folgenden Schalter 13). Wählen Sie durch Drehen des Schalters 13 das linke obere Feld. Hier wird das aktuell ausgewählte Schweißverfahren angezeigt [MAG in Skizze 1]. Drücken Sie nun erneut den Schalter 13.
Das Menü zur Auswahl des Schweißmodus öffnet sich [siehe Skizze 2]. Drehen Sie den Schalter 13, um das gewünschte Schweißverfahren auszuwählen. Bestätigen Sie Ihre Auswahl durch erneutes Drücken von Schalter 13. Drücken Sie nun den Drehschalter für Schweißspannungseinstellung 12, um das entsprechende Schweißverfahren auszuwählen.
- Montage zum Schweißen mit Drahtelektroden

ACHTUNG: Vermeiden Sie die Gefahr eines elektrischen Schlages, einer Verletzung oder einer Beschädigung. Ziehen Sie hierzu vor jeder Wartung oder arbeitsvorbereitenden Tätigkeit den Netzstecker aus der Netzsteckdose.

HINWEIS: Je nach Anwendung werden unterschiedliche Schweißdrähte benötigt.
Vorschubrolle, Stromdüse und Drahtquerschnitt müssen immer zueinander passen. Das Gerät ist geeignet für Drahtrollen bis zu maximal 15 kg.
- Wechseln der Schweißseele
Die vorinstallierte Schweißseele 15 ist für Aluminiumdraht vorgesehen. Die nicht vorinstallierte Schweißseele 36 ist für Stahl- und Edelstahl- sowie für Fülldraht geeignet. Lösen Sie die Sicherungsmutter 34, indem Sie sie gegen den Uhrzeigersinn drehen. Ziehen Sie dann die Schweißseele 15 aus dem Schlauchpaket mit Direktanschluss 7 und führen Sie nun die neue Schweißseele mit dem schmalen Ende voran, in das Schlauchpaket mit Direktanschluss 7 ein. Schieben Sie die komplette, neue Schweißseele hindurch und befestigen Sie diese dann wieder mit der Sicherungsmutter 34 (siehe Abb. D).
Bei Anschluss des Brenners mit Seele 36 (nicht vorinstalliert) schieben Sie zunächst das Röhrchen 31 in die dafür passende (untere) Öffnung am Euro Zentralanschluss des Schweißgeräts. So wird die flüssige Förderung des Drahts gewährleistet.
- Geräteanpassung zum Massivdrahtschweißen mit Schutzgas
Die korrekten Anschlüsse zum Massivdrahtschweißen bei Verwendung von Schutzgas sind in Abbildung T dargestellt.
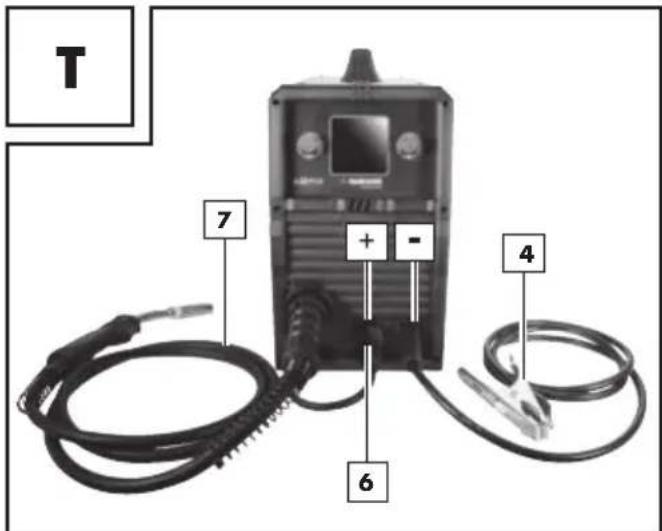
■ Verbinden Sie zunächst den Steckermit dem mit „+“ gekennzeichneten Anschluss
(siehe Abb. T). Drehen Sie ihn zur Fixierung im Uhrzeigersinn. Wenn Sie Zweifel haben, konsultieren Sie einen Fachmann.
■ Verbinden Sie nun das Schlauchpaket mit Direktanschlussmit dem entsprechenden Anschluss (siehe Abb. T). Fixieren Sie die Verbindung durch Festziehen des Fixierrings 7a im Uhrzeigersinn.
■ Verbinden Sie dann das Massekabelmit dem entsprechenden, mit „-“ gekennzeichneten, Anschluss (siehe Abb. T). Drehen Sie den Anschluss zur Fixierung im Uhrzeigersinn.
■ Ziehen Sie die Schutzkappe vom Gasanschl 24 auf der Rückseite des Gerätes, ab.
Verbinden Sie nun die Schutzgaszufuhr einschließlich Druckminderer (nicht im Lieferumfang) mit dem Gasanschluss 24 (siehe Abb. C). Schutzgas wird benötigt, sofern kein Fülldraht mit integriertem festem Schutzgas verwendet wird. Beachten Sie ggf. auch die Hinweise zu Ihrem Druckminderer (nicht im Lieferumfang enthalten). Als Richtwert für den einzustellenden Gasfluss kann folgende Formel herangezogen werden: Drahtdurchmesser in mm x 10 = Gasfluss in l/min Für einen 0,8 mm Draht ergibt sich z.B. ein Wert von ca. 8 l/min.
- Geräteanpassung zum Fülldrahtschweißen ohne Schutzgas
Wenn Sie Fülldraht mit integriertem Schutzgas verwenden, muss kein externes Schutzgas zugeführt werden.
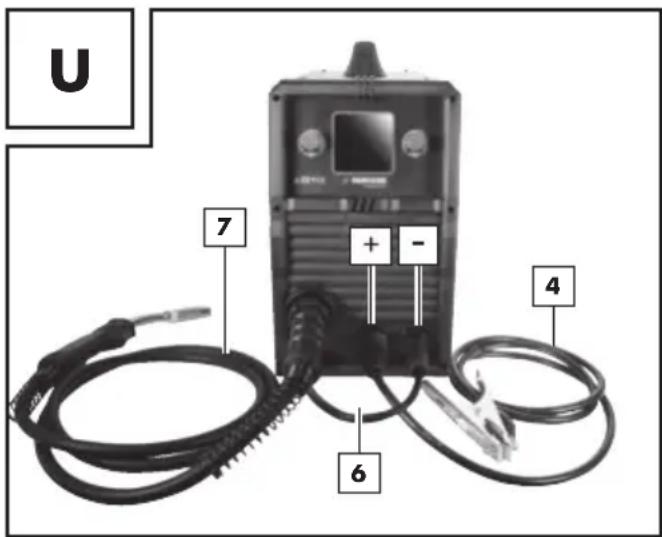
■ Verbinden Sie zunächst den Steckemit dem mit „-“ gekennzeichneten Anschluss (siehe Abb. U). Drehen Sie ihn zur Fixierung im Uhrzeigersinn. Wenn Sie Zweifel haben, konsultieren Sie einen Fachmann.
■ Verbinden Sie nun das Schlauchpaket mit Direktanschlussmit dem entsprechenden Anschluss. Fixieren Sie die Verbindung durch Festziehen des Anschlusses im Uhrzeigersinn.
■ Verbinden Sie dann das Massekabelmit dem entsprechenden mit „+“ gekennzeichneten Anschluss (siehe Abb. U) und drehen Sie den Anschluss zur Fixierung im Uhrzeigersinn.
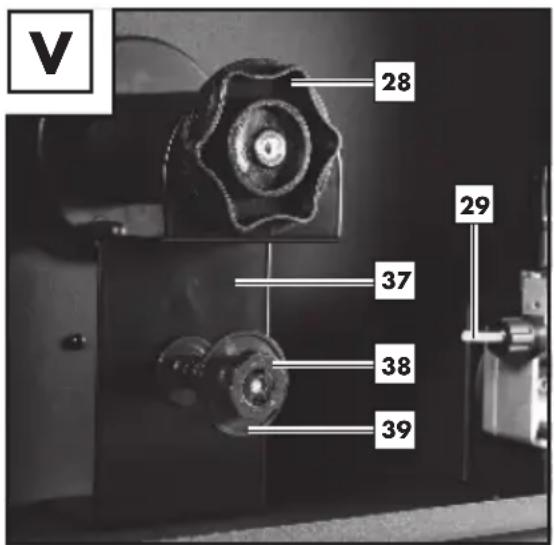
- Zusatzadapter montieren für Schweißdrahtrollen mit 450 g bzw. 1 kg Draht
■ Durch Verwendung des Zusatzadapterskann das Schweißgerät PMPS 200 B1 für die Verwendung von Schweißdraht-Rollen mit 450 g bzw. 1 kg Draht angepasst werden.
- Lösen Sie zunächst die Befestigung Schweißdrahtspule und ziehen Sie den Adapter Schweißdrahtspule 35 ab. Montieren Sie nun den Zusatzadapter 37 wie in Abbildung V gezeigt.
Hierzu wird der Zusatzadapter in Position gebracht und mit der Befestigung Schweißdrahtspule fixiert. Um die ausgepackte 450 g bzw. 1kg Drahtrolle zu montieren, lösen Sie zunächst die Arretierung 38 durch Drücken gefolgt von einer kurzen Linksdrehung.
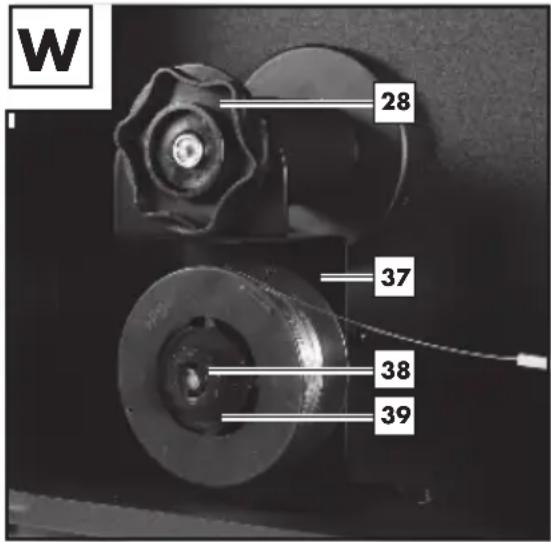
Ziehen Sie anschließend die Scheffebab. Setzen Sie die Drahtrolle auf die entsprechende Halterung. Achten Sie darauf, dass die Rolle auf der Seite der Drahtdurchführung abgewickelt wird und sich das Ende des Schweißdrahts oberhalb der Schweißspule befindet.
■ Bringen Sie die Scheitbewieder in Position und fixieren Sie dann die Arretierung 38 durch Drücken und gefolgt von einer kurzen Rechtsdrehung.
Verfahren Sie weiterhin, wie im folgenden Kapitel „Schweißdraht einsetzen“ ab dem Punkt „Lösen Sie die Justierschraube 25 und schwenken Sie sie nach unten (siehe Abb. I).“ beschrieben.
■ Eine fertig montierte und eingesetzte Drahtrolle (nicht im Lieferumfang) ist in Abbildung W zu sehen.
Für größere Drahtseil-Rollen demontieren Sie bitte den Zusatzadapter. Verfahren Sie hierzu in umgekehrter Reihenfolge wie bei der Montage des Zusatzadapters.
- Schweißdraht einsetzen
■ Entriegeln und öffnen Sie die Abdeckung für die Drahtvorschubeinhelt indem Sie den Entriegelungsknopf nach oben drücken.
■ Entriegeln Sie die Rolleneinheit, indem Sie die Befestigung der Schweißspflegegen den Uhrzeigersinn drehen (siehe Abb. G).
Ziehen Sie die Befestigung der Schweißspole von der Halterung der Schweißdrahtspule ab (siehe Abb.G).
HINWEIS: Bitte achten Sie darauf, dass sich das Drahtende nicht löst und sich die Rolle dadurch selbsttätig abrollt. Das Drahtende darf erst während der Montage gelöst werden.
Packen Sie die Schweißdraht-Schweißspätevollständig aus, so dass diese ungehindert abgerollt werden kann. Lösen Sie aber noch nicht das Drahtende.
■ Falls die Drahtrolle eine Breite von ca. 10 cm hat entfernen Sie den Adapter 35 bei Drahtrollen mit einer Breite von ca. 5 cm bleibt der Adapter 35 in Position.
■ Setzen Sie die Drahtrolle auf die Halterung der Schweißdrahtspule Achten Sie darauf, dass die Rolle auf der Seite der Drahtdurchführung 29 abgewickelt wird und sich das Ende des Schweißdrahts unterhalb der Schweißspule befindet (siehe Abb. M und N).
- Setzen Sie die Befestigung der Schweißspäße wieder auf und verriegeln diese durch Andrücken und Drehen im Uhrzeigersinn.
- Lösen Sie die Justierschrauf und schwenken Sie sie nach unten (siehe Abb. I).
■ Drehen Sie die Druckrolleneinheit zur Seite weg (siehe Abb. J).
- Lösen Sie den Vorschubrollenhördurch Drehen gegen den Uhrzeigersinn und ziehen ihn nach vorne ab (siehe Abb. K).
Überprüfen Sie auf der oberen Seite der Vorschubrolle ob die entsprechende Drahtstärke angegeben ist. Falls nötig muss die Vorschubrolle umgedreht oder ausgetauscht werden. Der Schweißdraht muss sich in der oberen Nut befinden!
- Setzen Sie den Vorschubrollenhöheinwieder auf und schrauben Sie ihn im Uhrzeigersinn fest.
■ Entfernen Sie die Brennerdisedurch Ziehen und Drehen im Uhrzeigersinn (siehe Abb. L).
■ Schrauben Sie die entsprechende Schweißdüse 17, 18, 19 oder 20 heraus (siehe Abb. L).
■ Führen Sie das Schlauchpaket mit Direktanschlussmöglichst gerade vom Schweißgerät weg (auf den Boden legen).
■ Nehmen Sie das Drahtende aus dem Spulenrand.
Kürzen Sie das Drahtende mit einer Drahtschere oder einem Seitenschneider, um das beschädigte, verbogene Ende des Drahts zu entfernen (siehe Abb. M).
HINWEIS: Der Schweißdraht muss die ganze Zeit auf Spannung gehalten werden, um ein Lösen und Abrollen zu vermeiden! Es empfiehlt sich hierbei, die Arbeiten immer mit einer weiteren Person durchzuführen.
■ Schieben Sie den Schweißdraht durch die Drahtdurchführung (siehe Abb. N).
■ Führen Sie den Schweißdraht entlang der Vorschubraße und schieben Sie ihn dann in die Drahtdurchführung 29.
■ Schwenken Sie die DruckrolleneinRichtung Vorschubrolle 21 (siehe Abb. P).
Hängen Sie die Justierschraube ein (siehe Abb. P).
■ Stellen Sie den Gegendruck mit der Justierschraubeein. Der Schweißdraht muss fest zwischen Druckrolle und Vorschubrolle 21 in der oberen Führung sitzen, ohne gequetscht zu werden (siehe Abb. O).
■ Schalten Sie das Schweißgerät am Hauptschaßrein (siehe Abb. C).
Betätigen Sie die Brennertase Achten Sie darauf, dass Ihre Schutzgasflasche so lange fest verschlossen ist, bis der Schweißdraht die gewünschte Position erreicht hat.
Nun schiebt das Drahtvorschubsystem den Schweißdraht durch das Schlauchpaket und den Brenner 10.
Sobald der Schweißdraht 1 – 2 cm aus dem Brennerhösherausragt, Brennertaste 9 wieder loslassen (siehe Abb. Q).
■ Schalten Sie das Schweißgerät wieder aus.
■ Schrauben Sie die entsprechende Schweißdüte 17, 18, 19 oder 20 wieder ein (siehe Abb. R). Achten Sie darauf, dass die Stromdüse 17, 18, 19 oder 20 mit dem Durchmesser des verwendeten Schweißdrahtes zusammenpasst. Bei dem mitgelieferten Schweißdraht muss die Stromdüse 17, 18, 19 oder 20 mit der Kennzeichnung 1,0 bzw. 1,0 A bei Verwendung von Aluminium-Massivdraht verwendet werden.
■ Verbinden Sie die Brennerdmit einer Rechtsdrehung wieder mit dem Brennerhals 30 (siehe Abb. S).
WARNING!
Um die Gefahr eines elektrischen Schlages, einer Verletzung oder einer
Beschädigung zu vermeiden, ziehen Sie vor jeder Wartung oder arbeitsvorbereitenden Tätigkeit den Netzstecker aus der Steckdose.
- Schweißen mit Drahtelektroden
• Gerät ein- und ausschalten
Schalten Sie das Schweißgerät am Hauptschalter 23 ein und aus. Wenn Sie das Schweißgerät längere Zeit nicht benutzen, ziehen Sie den Netzstecker aus der Steckdose. Nur dann ist das Gerät völlig stromlos.
HINWEIS: Alle in den folgenden Skizzen dargestellten Werte sind lediglich Beispiele und stellen keine Empfehlung für bestimmte Schweißparameter dar.
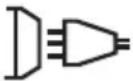
• MAG Schweißen
Skizze 3 Skizze 4
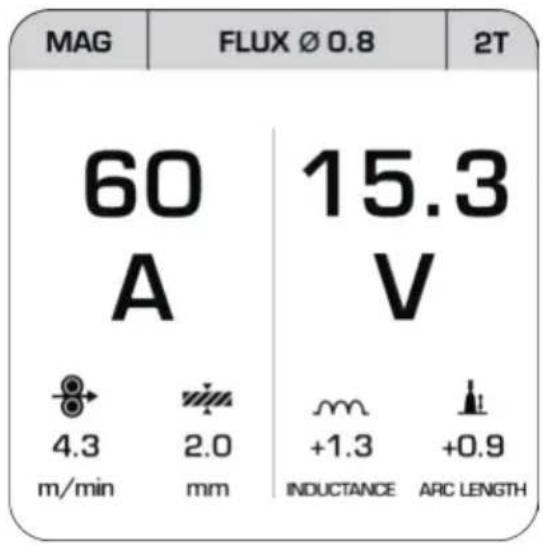
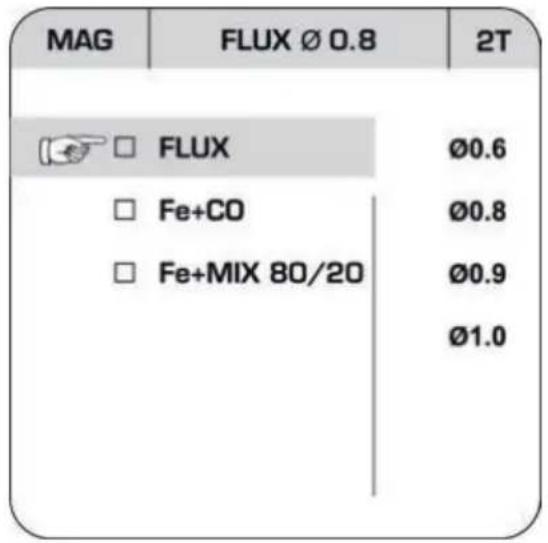
Bei Auswahl des MAG Verfahrens können Sie zwischen Fülldraht und Stahldraht wählen.
Drücken Sie zunächst den Drehschalter für Schweißstromeinstellung 13 (im Folgenden Schalter 13). Wählen Sie durch Drehen des Schalters 13 das mittlere obere Feld. Hier wird der aktuell ausgewählte Draht angezeigt [FLUX 0.8 in Skizze 3]. Drücken Sie nun erneut Schalter 13, um in das Drahtauswahlmenü [Skizze 4] zu gelangen.
Durch Drehen und Drücken von Schalter 13 kann hier der verwendete Schweißdraht sowie ggf. das verwendete Schutzgas eingestellt werden. Bei Stahldraht (Fe + CO / Fe + MIX 80/20) kann CO 2 oder ein 80% Argon / 20% CO 2 Mix als Schutzgas verwendet werden. Anschließend kann durch Drehen und Drücken des Schalters 13 der Drahtdurchmesser eingestellt werden. Durch Drücken des Schalters für Spannungseinstellung 12 (im Folgenden Schalter 12 ) gelangen Sie zurück zu den Schweißeinstellungen. Nun kann in der oberen Leiste analog zwischen „2T“ (2 Takt) und „4T“ (4 Takt) gewählt werden. Beim 2 Takt Schweißen liegt Spannung an, solange der Abzug des Brenners gedrückt wird.
Beim 4 Takt Verfahren liegt Spannung an sobald der Abzug des Brenners kurz gedrückt und dann wieder losgelassen wird. Die Spannung wird unterbrochen sobald der Abzug erneut gedrückt wird.
Durch Drehen von Schalter 13 kann nun der Schweißstrom eingestellt werden. Der Drahtvorschub passt sich automatisch an und es wird eine Empfehlung für die zu schweißende Materialstärke in mm angezeigt. Durch Drehen von Schalter 12 kann die Spannung eingestellt werden wodurch sich auch die Länge des Lichtbogens „ARC LENGTH“ ändert. Wird Schalter 12 gedrückt und anschließend gedreht kann die Induktivität „INDUCTANCE“ angepasst werden.
• PMIG Schweißen
Skizze 5
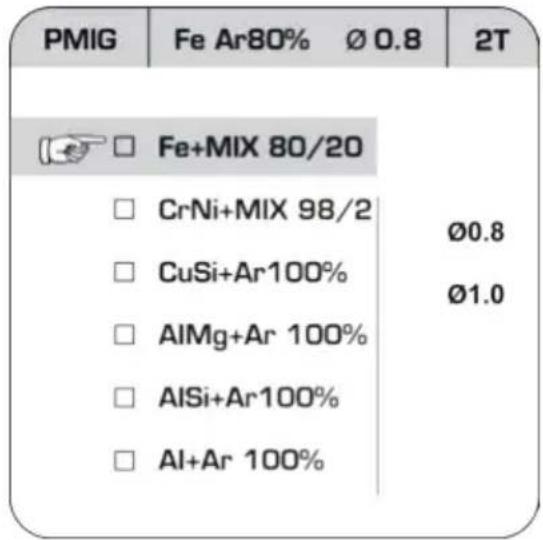
Für geringere Spritzerbildung und einen stabileren Lichtbogen kann das Puls MIG Verfahren gewählt werden. Bei diesem Verfahren können Sie zwischen Stahldraht, CrNi, CuSi, AlMg, AlSi und Al Draht wählen [Skizze 5]. Weiterhin wird das verwendete Schutzgas angegeben.
Bei Verwendung der jeweiligen Drähte sind folgende Schutzgase zu verwenden:
Fe (Stahldraht): [80% Argon / 20 % CO₂]
CrNi (Edelstahl) Draht: [98% Argon / 2 % CO₂]
CuSi, AlMg, AlSi und Aluminiumdraht: [100% Argon]
Die Navigation innerhalb des PMIG Menüs erfolgt analog der Navigation im „MAG“ Menü über die Schalter 12 und 13. Ebenso kann der Durchmesser des verwendeten Schweißdrahtes eingestellt und zwischen „2T“ und „4T“ gewählt werden.
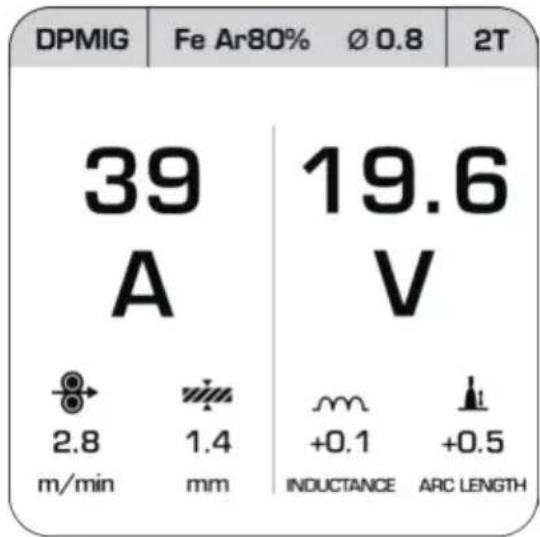
• DPMIG Schweißen
Durch das Doppelpuls MIG Verfahren wird weniger Hitze in das Material eingetragen. Dadurch ist dieses Verfahren besonders zum Dünnblechschweißen von Edelstahl und Aluminium geeignet. Bei diesem Verfahren können die gleichen Drahtelektroden und Schutzgase wie beim PMIG Schweißen verwendet werden. Die Navigation innerhalb des DPMIG Menüs erfolgt analog der Navigation im „MAG“ Menü über die Schalter 12 und 13. Ebenso kann der Durchmesser des verwendeten Schweißdrahtes eingestellt und zwischen „2T“ und „4T“ gewählt werden. Weiterhin kann hier, nach Einstellung des verwendeten Schweißdrahtes, durch zweimaliges Drücken des Schalters 13 das Parameterdiagram aufgerufen werden. Hier lassen sich die einzelnen Parameter beim DPMIG Verfahren einstellen. Wir empfehlen an dieser Stelle die voreingestellten Werte zu verwenden. Als fortgeschrittener Anwender können Sie die einzelnen Werte anpassen, um den Schweißvorgang exakt an Ihre geplanten Arbeiten anzupassen. Zum Zurücksetzen der eingestellten Parameter, kehren Sie in das DPMIG Menü [Skizze 6] zurück und halten Sie Schalter 12 für ca. 5 Sekunden gedrückt.
Skizze 6
WARNING! VERBRENNUNGSGEFAHR!
Geschweißte Werkstücke sind sehr heiß, sodass Sie sich daran verbrennen können. Benutzen Sie immer eine Zange, um geschweißte, heiße Werkstücke zu bewegen.
Nachdem Sie das Schweißgerät elektrisch angeschlossen haben, gehen Sie wie folgt vor:
■ Legen Sie gemäß der Vorgaben geeignete Schutzkleidung an und bereiten Sie ihren Arbeitsplatz vor.
■ Verbinden Sie das Massekabel mit der Masseklemnemit dem zu schweißenden Werkstück. Achten Sie darauf, dass ein guter elektrischer Kontakt besteht.
An der zu schweißenden Stelle muss das Werkstück von Rost und Farbe befreit werden.
■ Stellen Sie die gewünschten Schweißparameter je nach gewähltem Schweißverfahren ein.
■ Führen Sie die Brennerdüsean die Stelle des Werkstücks, an der geschweißt werden soll.
Betätigen Sie die Brennertaste, um den Schweißdraht zu fördern. Brennt der Lichtbogen, fördert das Gerät Schweißdraht in das Schweißbad.
Die optimale Einstellung des Schweißstroms ermitteln Sie anhand von Tests auf einem Probestück. Ein gut eingestellter Lichtbogen hat einen weichen, gleichmäßigen Summton.
Bei einem rauen oder harten Knattern, schalten Sie in eine höhere Leistungsstufe (Schweißstrom erhöhen).
Ist die Schweißlinse groß genug, wird der Brennerlangsam an der gewünschten Kante entlanggeführt. Der Abstand zwischen Brennerdüse 8 und Werkstück sollte möglichst kurz sein (keinesfalls größer als 10 mm).
- Gegebenenfalls leicht pendeln, um das Schweißbad etwas zu vergrößern. Für die weniger Erfahrenen besteht die erste Schwierigkeit in der Bildung eines vernünftigen Lichtbogens. Dafür muss der Schweißstrom richtig eingestellt werden.
Die Einbrenntiefe (entspricht der Tiefe der Schweißnaht im Material) sollte möglichst tief sein, das Schweißbad jedoch nicht durch das Werkstück hindurch fallen.
Ist der Schweißstrom zu niedrig, kann der Schweißdraht nicht richtig abschmelzen. Infolgedessen taucht der Schweißdraht immer wieder in das Schweißbad bis aufs Werkstück ein.
Die Schlacke darf erst nach dem Abkühlen von der Naht entfernt werden. Um eine Schweißung an einer unterbrochenen Naht fortzusetzen:
■ Entfernen Sie zuerst die Schlacke an der Ansatzstelle.
In der Nahtfuge wird der Lichtbogen gezündet, zur Anschlussstelle geführt, dort richtig aufgeschmolzen und anschließend die Schweißnaht weitergeführt.

VORSICHT!: Beachten Sie, dass der Brenner nach dem Schweißen immer auf einer isolierten Ab-
lage abgelegt werden muss.
Schalten Sie das Schweißgerät nach Beendigung der Schweißarbeiten und bei Pausen immer aus, und ziehen Sie stets den Netzstecker aus der Steckdose.
• Schweißnaht erzeugen
Stechnaht oder stoßendes Schweißen
Der Brenner wird nach vorne geschoben. Ergebnis: Die Einbrandtiefe ist kleiner, Nahtbreite größer, Nahtoberraupe (sichtbare Oberfläche der Schweißnaht) flacher und die Bindefehlertoleranz (Fehler in der Materialverschmelzung) größer.
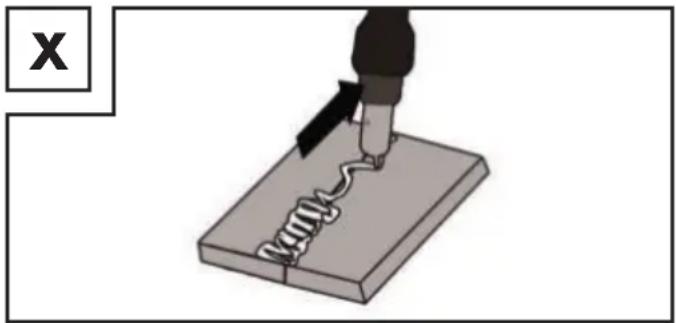
Schleppnaht oder ziehendes Schweißen
Der Brenner wird von der Schweißnaht weggezogen (Abb. X). Ergebnis: Einbrandtiefe größer, Nahtbreite kleiner, Nahtoberraupe höher und die Bindefehlertoleranz kleiner.
Schweißverbindungen
Es gibt zwei grundlegende Verbindungsarten in der Schweißtechnik: Stumpfnaht- (Außenecke) und Kehlnahtverbindung (Innenecke und Überlappung).
Stumpfnahtverbindungen
Bei Stumpfnahtverbindungen bis zu 2 mm Materialstärke werden die Schweißkanten vollständig an-einander gebracht. Für größere Stärken sollte ein Abstand von 0,5 - 4 mm gewählt werden. Der ideale Abstand hängt von dem geschweißten Material (Aluminium bzw. Stahl), der Materialzusammensetzung sowie der gewählten Schweißart ab. Dieser Abstand sollte an einem Probewerkstück ermittelt werden.
Flache Stumpfnahtverbindungen
Schweißungen sollten ohne Unterbrechung und mit ausreichender Eindringtiefe ausgeführt werden, daher ist eine gute Vorbereitung äußerst wichtig. Die Qualität des Schweißergebnisses wird beeinflusst durch: die Stromstärke, den Abstand zwischen den Schweißkanten, die Neigung des Brenners und den Durchmesser des Schweißdrahtes. Je steiler der Brenner gegenüber dem Werkstück gehalten wird, desto höher ist die Eindringtiefe und umgekehrt.
Um Verformungen, die während der Materialhärtung eintreten können, zuvorzukommen oder zu verringern, ist es gut, die Werkstücke mit einer Vorrichtung zu fixieren. Es ist zu vermeiden, die verschweißte Struktur zu versteifen, damit Brüche in der Schweißung vermieden werden. Diese Schwierigkeiten können verringert werden, wenn die Möglichkeit besteht, das Werkstück so zu drehen, dass die Schweißung in zwei entgegengesetzten Durchgängen durchgeführt werden kann.
Schweißverbindungen an der Außenecke
Eine Vorbereitung dieser Art ist sehr einfach (Abb. Y, Z).
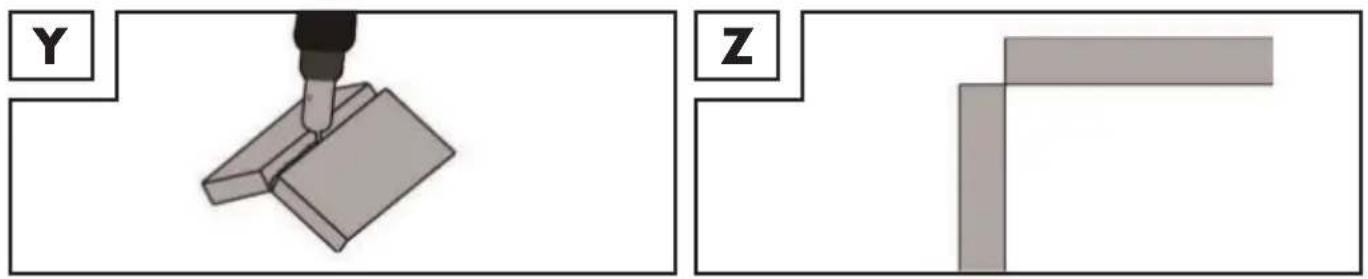
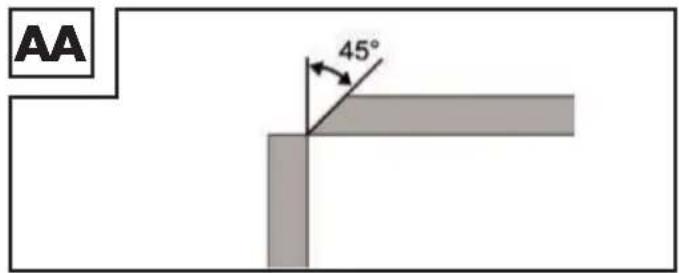
Bei stärkeren Materialien ist sie jedoch nicht mehr zweckmäßig. In diesem Fall ist es besser, eine Verbindung wie untenstehend vorzubereiten, bei der die Kante einer Platte angeschrägt wird (Abb. AA).
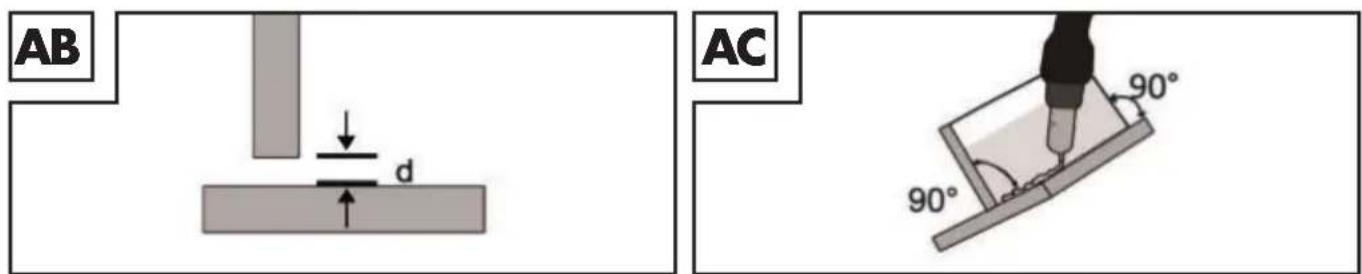
Kehlnahtverbindungen
Eine Kehlnaht entsteht, wenn die Werkstücke senkrecht zueinanderstehen. Die Naht sollte die Form eines Dreiecks mit gleichlangen Seiten und einer leichten Kehle haben (Abb. AB, AC).
Schweißverbindungen in der Innenecke
Die Vorbereitung dieser Schweißverbindung ist sehr einfach und wird bis zu Stärken von 5 mm durchgeführt. Das Maß „d“ muss auf das Minimum reduziert werden und soll in jedem Fall kleiner als 2 mm sein (Abb. AB).
Bei stärkeren Materialien ist sie jedoch nicht mehr zweckmäßig. In diesem Fall ist es besser, eine Verbindung wie in Abbildung AA vorzubereiten, bei der die Kante einer Platte angeschrägt wird.
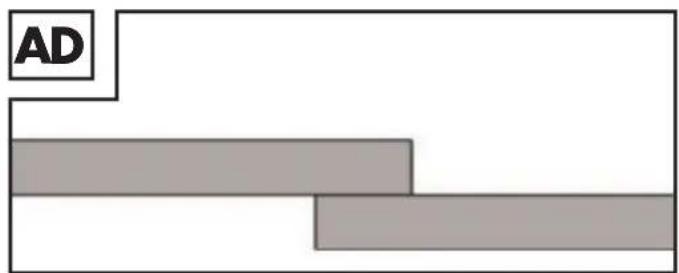
Überlappungsschweißverbindungen
Die gebräuchlichste Vorbereitung ist die mit geraden Schweißkanten. Die Schweißung lässt sich durch eine normale Winkelschweißnaht lösen. Die beiden Werkstücke müssen, wie in Abbildung AD gezeigt, so nah wie möglich aneinander gebracht werden.
- MMA-Schweißen
■ Stellen Sie sicher, dass der Hauptschaßrauf Position „O“ („OFF“) gestellt ist bzw. dass der Netzstecker 3 nicht in die Steckdose eingesteckt ist.
■ Schließen Sie den Elektrodenhalter und die Masseklemme 4 am Schweißgerät an, wie in Abbildung AE gezeigt. Beachten Sie hierzu auch die Angaben des Elektrodenherstellers und achten Sie darauf, dass sich gaf. die Polarität je verwendetem Elektroden-Typ ändern kann.
■ Legen Sie gemäß der Vorgaben geeignete Schutzkleidung an und bereiten Sie ihren Arbeitsplatz vor.
■ Schließen Sie die Masseklemmean das Werkstück an.
■ Klemmen Sie die Elektrode in den Elektrodenhalter
■ Schalten Sie das Gerät ein, indem Sie den Hauptschaßrauf Position „I“ („ON“) stellen.
Wählen Sie den Modus „MMA“ wie unter „Schweißverfahren wählen“ beschrieben.

HINWEIS: Alle in den folgenden Skizzen dargestellten Werte sind lediglich Beispiele und stellen keine Empfehlung für bestimmte Schweißparameter dar.
Skizze 7
| MMA | ANTI STICK YES | VRD YES | |
| 140 A | 57.8 V | ||
| HOT START | ARC FORCE | ||
| 45 | 34 | ||
| % | % | ||
Bei Auswahl des MMA Verfahrens können Sie den Schweißstrom durch Drehen des Drehschalters für die Schweißstromeinstellung 13 (im Folgenden Schalter 13) einstellen. Außerdem können die Funktionen ANTI STICK und VRD durch Drücken und Drehen von Schalter 13 aktiviert werden. [Skizze 7] ANTI STICK verhindert das Festkleben der Elektroden am Werkstück. Durch VRD wird die anliegende Spannung verringert, wenn gerade nicht geschweißt wird. Dies dient einem besonders sicheren Arbeiten. Durch Drehen bzw. Drücken und anschließendes Drehen des Schalters für die Spannungsein-
stellung 12 können die Werte für HOT START und ARC FORCE angepasst werden. Durch Erhöhen des HOT START Wertes wird das Zünden des Lichtbogens vereinfacht. ARC FORCE wirkt ähnlich ANTI STICK einem kleben bleiben der Elektrode am Werkstück entgegen.

HINWEIS: Richtwerte für den einzustellenden Schweißstrom in Abhängigkeit vom Elektroden-hmesser entnehmen Sie nachfolgender Tabelle.
| ∅ Elektrode Schweißstrom | |
| 1,6 mm 40 - 60 A | |
| 2,0 mm 60 - 80 A | |
| 2,5 mm 80 - 100 A | |
| 3,2 mm 100 - 140 A |

ACHTUNG: Die Masseklemme 4 und der Elektrodenhalter 5/die Elektrode dürfen nicht in ten Kontakt gebracht werden.

ACHTUNG: Beim Schweißen mit Stabelektroden, müssen der Elektrodenhalter 5 und die seklemme 4 entsprechend den Angaben des Elektrodenherstellers angeschlossen werden.
■ Legen Sie gemäß der Vorgaben geeignete Schutzkleidung an und bereiten Sie ihren Arbeitsplatz vor.
■ Um den Arbeitsvorgang zu beenden, stellen Sie den Hauptschalter ON /O auf Position „O“(„OFF“).

ACHTUNG: Tupfen Sie nicht mit der Elektrode auf das Werkstück. Es könnte beschädigt und die
Zündung des Lichtbogens erschwert werden. Sobald sich der Lichtbogen entzündet hat, versuchen Sie eine Distanz zum Werkstück einzuhalten, die dem verwendeten Elektrodendurchmesser entspricht. Der Abstand sollte möglichst konstant bleiben, während Sie schweißen. Die Elektrodenneigung in Arbeitsrichtung sollte 20–30 Grad betragen.

ACHTUNG: Benutzen Sie immer eine Zange, um verbrauchte Elektroden zu entfernen oder heiße
Werkstücke zu bewegen. Beachten Sie, dass der Elektrodenhalter nach dem Schweißen immer auf einer isolierenden Unterlage abgelegt werden muss. Die Schlacke darf erst nach dem Abkühlen von der Naht entfernt werden. Um eine Schweißung an einer unterbrochenen Naht fortzusetzen:
■ Entfernen Sie zuerst die Schlacke an der Anschlussstelle.
In der Nahtfuge wird der Lichtbogen gezündet, zur Anschlussstelle geführt, dort richtig aufgeschmolzen und anschließend weitergeführt.

ACHTUNG: Die Schweißarbeit erzeugt Hitze. Deshalb muss das Schweißgerät nach der Benutmindestens eine halbe Stunde lang im Leerlauf betrieben werden. Alternativ lassen Sie das Gerät Stunde lang abkühlen. Das Gerät darf erst verpackt und gelagert werden, wenn sich die Geräteeratur normalisiert hat.

ACHTUNG: Eine Spannung, die 10 % unter der Nenneingangsspannung des Schweißgeräts kann zu folgenden Konsequenzen führen:
■ Der Strom des Geräts verringert sich.
■ Der Lichtbogen bricht ab oder wird instabil.

ACHTUNG:
■ Die Lichtbogenstrahlung kann zu Augenentzündungen und Hautverbrennungen führen.
■ Spritz- und Schmelzschlacken können Augenverletzungen und Verbrennungen verursachen.
Es dürfen ausschließlich Schweißkabel verwendet werden, die im Lieferumfang enthalten sind. Wählen Sie zwischen stechendem und schleppendem Schweißen. Im Folgenden wird der Einfluss der Bewegungsrichtung auf die Eigenschaften der Schweißnaht dargestellt:
| Stechendes Schweißen Schleppendes Schweißen | ||
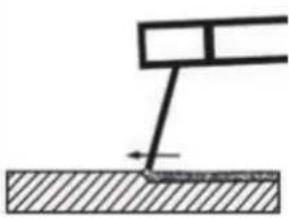 | 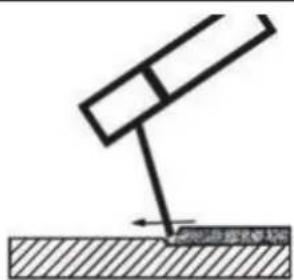 | |
| Einbrand kleiner größer | ||
| Schweißnahtbreite größer kleiner | ||
| Schweißraupe flacher höher | ||
| Schweißnahtfehler größer kleiner | ||
HINWEIS: Welche Art des Schweißens geeigneter ist, entscheiden Sie selbst, nachdem Sie ein Probestück geschweißt haben.
HINWEIS: Nach vollständiger Abnutzung der Elektrode muss diese ausgetauscht werden.
• WIG/TIG-Schweißen
Zum WIG/TIG Schweißen folgen Sie bitte den Angaben zu Ihrem WIG Brenner. Der WIG/TIG Modus kann wie unter „Schweißverfahren wählen“ beschrieben aktiviert werden.
HINWEIS: Alle in den folgenden Skizzen dargestellten Werte sind lediglich Beispiele und stellen keine Empfehlung für bestimmte Schweißparameter dar.
Skizze 8

Bei Auswahl des TIG Verfahrens können Sie den Schweißstrom durch Drehen des Drehschalters für die
Schweißstromeinstellung 13 (im Folgenden Schalter 13 ) einstellen. Außerdem kann die Funktion ANTI STICK durch Drücken und Drehen von Schalter 13 aktiviert werden. [Skizze 8] ANTI STICK verhindert das Festkleben der Elektroden am Werkstück. Durch Drehen des Schalters für die Spannungseinstellung 12 kann der Wert für UP TIME eingestellt werden. Dies gibt an, wie schnell der Strom zu Beginn der Schweißarbeit hochgefahren wird. Ein höherer Wert bedeutet ein langsameres Hochfahren.
• Wartung und Reinigung

HINWEIS: Das Schweißgerät muss für eine einwandfreie Funktion sowie für die Einhaltung der Sicherheitsanforderungen regelmäßig gewartet und überholt werden. Unsachgemäßer und falscher Betrieb können zu Ausfällen und Schäden am Gerät führen. Lassen Sie Reparaturen nur von qualifizierten Elektro - Fachkräften durchführen.
■ Schalten Sie die Hauptstromversorgung sowie den Hauptschalter des Geräts aus, bevor Sie Wartungsarbeiten an dem Schweißgerät durchführen.
Säubern Sie das Schweißgerät und das Zubehör regelmäßig mit Hilfe von Luft, Putzwolle oder einer Bürste.
Im Falle eines Defekts oder bei erforderlichem Austausch von Geräteteilen wenden Sie sich bitte an das entsprechende Fachpersonal.
- Umwelthinweise und Entsorgungsangaben

WERFEN SIE ELEKTROWERKZEUGE NICHT IN DEN HAUSMÜLL! ROHSTOFFRÜCKGEWINNUNG STATT MÜLLENTSORGUNG! Gemäß Europäischer Richtlinie 2012/19/EU
- müssen verbrauchte Elektrogeräte getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Das Symbol der durchgestrichenen Mülltonne bedeutet, dass dieses Gerät am Ende der Nutzungszeit nicht über den Haushaltsmüll entsorgt werden darf. Das Gerät ist bei eingerichteten Sammelstellen, Wertstoffhöfen oder Entsorgungsbetrieben abzugeben.
Die Entsorgung Ihrer defekten, eingesendeten Geräte führen wir kostenlos durch. Zudem sind Vertreiber von Elektro- und Elektronikgeräten sowie Vertreiber von Lebensmitteln zur Rücknahme verpflichtet. LIDL bietet Ihnen Rückgabemöglichkeiten direkt in den Filialen und Märkten an. Rückgabe und Entsorgung sind für Sie kostenfrei. Beim Kauf eines Neugerätes haben Sie das Recht, ein entsprechendes Altgerät unentgeltlich zurückzugeben. Zusätzlich haben Sie die Möglichkeit, unabhängig vom Kauf eines Neugerätes, unentgeltlich (bis zu drei) Altgeräte abzugeben, die in keiner Abmessung größer als 25 cm sind. Bitte löschen Sie vor der Rückgabe alle personenbezogenen Daten.
Bitte entnehmen Sie vor der Rückgabe Batterien oder Akkumulatoren, die nicht vom Altgerät umschlossen sind, sowie Lampen, die zerstörungsfrei entnommen werden können und führen diese einer separaten Sammlung zu.

Schadstoffhaltige Batterien sind mit nebenstehenden Symbolen gekennzeichnet, die auf das Verbot der Entsorgung über den Hausmüll hinweisen. Die Bezeichnungen für das ausschlaggebende Schwermetall sind: Cd = Cadmium, Hg = Quecksilber, Pb = Blei. Befördern Sie verbrauchte Batterien zu einer Entsorgungseinrichtung in Ihrer Stadt oder Gemeinde oder zurück zum Händler. Sie erfüllen damit die gesetzlichen Verpflichtungen und leisten einen wichtigen Beitrag zum Umweltschutz.



Beachten Sie die Kennzeichnung auf den verschiedenen Verpackungsmaterialien und trennen Sie diese gegebenenfalls gesondert. Die Verpackungsmaterialien sind gekennzeichnet mit Abkürzungen (a) und Ziffern (b) mit folgender Bedeutung: 1–7: Kunststoffe, 20–22: Papier und Pappe, 80–98: Verbundstoffe.
• EU-Konformitätserklärung
Wir, die
C. M. C. GmbH
Dokumentenverantwortlicher:
erklären in alleiniger Verantwortung, dass das Produkt
Multischweißgerät mit Doppelpuls-Technologie
IAN: 409145_2207
Art. - Nr.: 2572
Herstellungsjahr: 2023/18
Modell: PMPS 200 B1
den wesentlichen Schutzanforderungen genügt, die in den Europäischen Richtlinien
EU-Richtlinie Elektromagnetische Verträglichkeit:
2014/30/EU
Niederspannungsrichtlinie:
2014/35/EU
RoHS-Richtlinie:
2011/65/EU + 2015/863/EU
und deren Änderungen festgelegt sind.
Der oben beschriebene Gegenstand der Erklärung erfüllt die Vorschriften der Richtlinie 2011/65/EU des Europäischen Parlaments und des Rates vom 08. Juni 2011 zur Beschränkung der Verwendung bestimmter gefährlicher Stoffe in Elektro- und Elektronikgeräten. Für die Konformitätsbewertung wurden folgende harmonisierte Normen herangezogen:
EN 60974-6:2016
EN 60974-10:2014/A1:2015
St. Ingbert, 01.10.2022
C.M.C. GmbH
- Qualitätssicherung -
- Hinweise zu Garantie und Serviceabwicklung
Garantie der Creative Marketing & Consulting GmbH
Sehr geehrte Kundin, sehr geehrter Kunde, Sie erhalten auf dieses Gerät 5 Jahre Garantie ab Kaufdatum. Im Falle von Mängeln dieses Produkts stehen Ihnen gegen den Verkäufer des Produkts gesetzliche Rechte zu. Diese gesetzlichen Rechte werden durch unsere im Folgenden dargestellte Garantie nicht eingeschränkt.
• Garantiebedingungen
Die Garantiefrist beginnt mit dem Kaufdatum. Bitte bewahren Sie den Original-Kassenbon gut auf. Diese Unterlage wird als Nachweis für den Kauf benötigt. Tritt innerhalb von fünf Jahren ab dem Kaufdatum dieses Produkts ein Material- oder Fabrikationsfehler auf, wird das Produkt von uns – nach unserer Wahl – für Sie kostenlos repariert oder ersetzt. Diese Garantieleistung setzt voraus, dass innerhalb der Fünf-Jahres-Frist das defekte Gerät und der Kaufbeleg (Kassenbon) vorgelegt und schriftlich kurz beschrieben wird, worin der Mangel besteht und wann er aufgetreten ist. Wenn der Defekt von unserer Garantie gedeckt ist, erhalten Sie das reparierte oder ein neues Produkt zurück. Mit Reparatur oder Austausch des Produkts beginnt kein neuer Garantiezeitraum.
- Garantiezeit und gesetzliche Mängelansprüche
Die Garantiezeit wird durch die Gewährleistung nicht verlängert. Dies gilt auch für ersetzte und reparierte Teile. Eventuell schon beim Kauf vorhandene Schäden und Mängel müssen sofort nach dem Auspacken gemeldet werden. Nach Ablauf der Garantiezeit anfallende Reparaturen sind kostenpflichtig.
Garantieumfang
Das Gerät wurde nach strengen Qualitätsrichtlinien sorgfältig produziert und vor Anlieferung gewissenhaft geprüft. Die Garantieleistung gilt für Material oder Fabrikationsfehler. Diese Garantie erstreckt sich nicht auf Produkteile, die normaler Abnutzung ausgesetzt sind und daher als Verschleißteile angesehen werden können oder für Beschädigungen an zerbrechlichen Teilen, z. B. Schalter, Akkus oder solchen, die aus Glas gefertigt sind. Diese Garantie verfällt, wenn das Produkt beschädigt, nicht sachgemäß benutzt oder gewartet wurde. Für eine sachgemäße Benutzung des Produkts sind alle in der Bedienungsanleitung aufgeführten Anweisungen genau einzuhalten. Verwendungszwecke und Handlungen, von denen in der Bedienungsanleitung abgeraten oder vor denen gewarnt wird, sind unbedingt zu vermeiden. Das Produkt ist lediglich für den privaten und nicht für den gewerblichen Gebrauch bestimmt. Bei missbräuchlicher und unsachgemäßer Behandlung, Gewaltanwendung und bei Eingriffen, die nicht von unserer autorisierten Service-Niederlassung vorgenommen wurden, erlischt die Garantie.
• Abwicklung im Garantiefall
Um eine schnelle Bearbeitung Ihres Anliegens zu gewährleisten, folgen Sie bitte den folgenden Hinweisen: Bitte halten Sie für alle Anfragen den Kassenbon und die Artikelnummer (z. B. IAN) als Nachweis für den Kauf bereit. Die Artikelnummer entnehmen Sie bitte dem Typenschild, einer Gravur, dem Titelblatt Ihrer Anleitung (unten links) oder dem Aufkleber auf der Rück- oder Unterseite. Sollten Funktionsfehler oder sonstige Mängel auftreten, kontaktieren Sie zunächst die nachfolgend benannte Serviceabteilung telefonisch oder per E-Mail. Ein als defekt erfasstes Produkt können Sie dann unter Beifügung des Kaubelegs (Kassenbon) und der Angabe, worin der Mangel besteht und wann er aufgetreten ist, für Sie portofrei an die Ihnen mitgeteilte Service-Anschrift übersenden.
HINWEIS: Auf www.lidl-service.com können Sie diese und viele weitere Handbücher, Produktvideos und Software herunterladen.

Mit diesem QR-Code gelangen Sie direkt auf die Lidl-Service-Seite (www.lidl-service.com) und können mittels der Eingabe der Artikelnummer (IAN) 409145 Ihre Bedienungsanleitung öffnen.
- Service
So erreichen Sie uns:
DE, AT, CH
Name:
C. M. C. GmbH
Internet-Adresse: www.cmc-creative.de
(Normaltarif aus dem dt. Festnetz)
Fax: +49 (0) 6894/ 9989729
Sitz: Deutschland
IAN 409145_2207
Bitte beachten Sie, dass die folgende Anschrift keine Serviceanschrift ist. Kontaktieren Sie zunächst die oben benannte Servicestelle.
Adresse:
C. M. C. GmbH
Katharina-Loth-Str. 15
DE - 66386 St. Ingbert
DEUTSCHLAND
Bestellung von Ersatzteilen:
www.ersatzteile.cmc-creative.de
www.ersatzteile.cmc-creative.de
• Technische gegevens
| Nominaal ingangsvermogen max.: 6 kVA | |
| Netaansluiting: 230 V~ 50 Hz | |
| Gewicht: ca. 18 kg | |
| Beveiliging: 16 A |
Draadlassen:
GEVAAR DOOR ELEKTRISCHE SCHOK:
www.ersatzteile.cmc-creative.de
St. Ingbert, 01.10.2022
Consulting GmbH Service CZ
Internetová adresa: www.cmc-creative.de
E-mail: info@bohemian-dragomans.com
Telefon: 00420 608 600485
Sídlo: Německo
IAN 409145_2207
www.ersatzteile.cmc-creative.de
St. Ingbert, 01.10.2022
C.M.C. GmbH
www.ersatzteile.cmc-creative.de
St. Ingbert, 01.10.2022
C.M.C. GmbH
Katharina-Loth-Slr 15
A.66386 St. nighler
Telefon:+49 6894 9989750
Telefax:+49 6894 9989729
www.ersatzteile.cmc-creative.de
C.M.C. GmbH Katharma-Loth-Str. 15 66286 Sängelert Telefon: +49 6894 9989750 Telefax: +49 6894 9989729
www.ersatzteile.cmc-creative.de
Symbolforklaring....Side 243
Indledning Side 244
E-Mail: service.dk@cmc-creative.de
Telefon: +49 (0) 6894 9989750
www.ersatzteile.cmc-creative.de
www.ersatzteile.cmc-creative.de
St. Ingbert, 2022.10.01.
C.M.C. GmbH
www.ersatzteile.cmc-creative.de
www.ersatzteile.cmc-creative.de
www.ersatzteile.cmc-creative.de
St. Ingbert, 01.10.2022
C.M.C. GmbH
www.ersatzteile.cmc-creative.de
Име: Servicecenter „Bushona“ GmbH
Тел.: 00359 (0) 2983 63 13;
00359 (0) 2983 1601
00359 (0) 2983 26 42
Е-мейл: service@bushona.com
IAN 409145_2207
Вносител
www.ersatzteile.cmc-creative.de
C.M.C. GmbH
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
GERMANY





- MULTISCHWEISSGERÄT MIT DOPPELPULS-TECHNOLOGIE PMPS 200 B1
- EINLEITUNG
- NICHT IN DIE HÄNDE VON KINDERN KOMMEN LASSEN
- BESTIMMUNGSGEMÄSSE VERWENDUNG
- RESTRISIKO
- LIEFERUMFANG
- TECHNISCHE DATEN
- Z SICHERHEITSHINWEISE
- WARNING
- WARNUNG! DIE SCHWEISSSTROMQUELLE NICHT
- BEACHTEN SIE
- ACHTUNG
- GEFAHRENQUELLEN BEIM LICHTBOGENSCHWEISSEN
- GEFÄHRDUNG DURCH ELEKTRISCHEN SCHLAG
- GEFÄHRDUNG DURCH SCHWEISSRAUCH
- GEFÄHRDUNG DURCH SCHWEISSFUNKEN
- GEFÄHRDUNG DURCH LICHTBOGENSTRAHLEN
- GEFÄHRDUNG DURCH ELEKTROMAGNETISCHE FELDER
- SCHWEISSEN IN ENGEN RÄUMEN
- SUMMIERUNG DER LEERLAUFSPANNUNGEN
- SCHUTZKLEIDUNG
- SCHUTZ GEGEN STRAHLEN UND VERBRENNUNGEN
- EMV-GERÄTEKLASSIFIZIERUNG
- ÜBERLASTSCHUTZ
- VOR INBETRIEBNAHME
- SCHWEISSVERFAHREN WÄHLEN
- MONTAGE ZUM SCHWEISSEN MIT DRAHTELEKTRODEN
- WECHSELN DER SCHWEISSSEELE
- GERÄTEANPASSUNG ZUM MASSIVDRAHTSCHWEISSEN MIT SCHUTZGAS
- GERÄTEANPASSUNG ZUM FÜLLDRAHTSCHWEISSEN OHNE SCHUTZGAS
- ZUSATZADAPTER MONTIEREN FÜR SCHWEISSDRAHTROLLEN MIT 450 G BZW. 1 KG DRAHT
- SCHWEISSDRAHT EINSETZEN
- MAG SCHWEISSEN
- PMIG SCHWEISSEN
- DPMIG SCHWEISSEN
- WARNING! VERBRENNUNGSGEFAHR
- NACHDEM SIE DAS SCHWEISSGERÄT ELEKTRISCH ANGESCHLOSSEN HABEN, GEHEN SIE WIE FOLGT VOR
- STECHNAHT ODER STOSSENDES SCHWEISSEN
- SCHLEPPNAHT ODER ZIEHENDES SCHWEISSEN
- SCHWEISSVERBINDUNGEN
- STUMPFNAHTVERBINDUNGEN
- FLACHE STUMPFNAHTVERBINDUNGEN
- SCHWEISSVERBINDUNGEN AN DER AUSSENECKE
- KEHLNAHTVERBINDUNGEN
- SCHWEISSVERBINDUNGEN IN DER INNENECKE
- ÜBERLAPPUNGSSCHWEISSVERBINDUNGEN
- MMA-SCHWEISSEN
- WIG/TIG-SCHWEISSEN
- WARTUNG UND REINIGUNG
- UMWELTHINWEISE UND ENTSORGUNGSANGABEN
- EU-KONFORMITÄTSERKLÄRUNG
- C. GMBH
- MULTISCHWEISSGERÄT MIT DOPPELPULS-TECHNOLOGIE
- EU-RICHTLINIE ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
- NIEDERSPANNUNGSRICHTLINIE
- ROHS-RICHTLINIE
- EN 60974-6:2016
- EN 60974-10:2014/A1:2015
- HINWEISE ZU GARANTIE UND SERVICEABWICKLUNG
- GARANTIE DER CREATIVE MARKETING & CONSULTING GMBH
- GARANTIEBEDINGUNGEN
- GARANTIEZEIT UND GESETZLICHE MÄNGELANSPRÜCHE
- GARANTIEUMFANG
- ABWICKLUNG IM GARANTIEFALL
- SERVICE
- NAME
- IAN 409145_2207
- ADRESSE
- BESTELLUNG VON ERSATZTEILEN
- TECHNISCHE GEGEVENS
- GEVAAR DOOR ELEKTRISCHE SCHOK
- ВНОСИТЕЛ
Marke : PARKSIDE
Modell : PMPS 200 B1
Kategorie : Schweißgerät