BEDIENUNGSANLEITUNG PD 400 PROXXON
Beim Lesen der Gebrauchsanweisung vorne und halten die Seiten hersausklappen.

6
English
Sehr geehrter Kunde!
Mit der PROXXON Drehmaschine PD 400 besitzen Sie ein sorgfältig konstruiertes Gerät, gefertigt von Fachleuten, denen Prazision zur Tradition geworden ist. Die Einsatzmöglichekeiten dieser Maschine sind sehr vielfeilig. Beachten Sieitte in thisem Zusammenhang auch das durchdachte Zubehörprogramm.
Um die Maschine richtig zu bedieren ist es unbedingt erforderlich, dass Sie diese Anleitung aufmerksam durchlesen und befolgen. Dies gilt nicht nur für den Anfänger, sondern auch für den Profi. Auch das Kapitel Wartungitte aufmerksam lessen. Mit einer umsichtigen Arbeitswiese und einer sorgfälligen Pflege (regelmäßiges Olen gehört dazu) wird Ohnen die Maschine lange Zeit prazise Arbeitsergebnisse abliefern.
Wir wünschen Ihnen viel Freude beim Lesen der Anleitung und bei ihren ersten Drehversuchen mit der PD 400.
Weiterentwicklungen im Sinne des technischen Fortschrittes gehalten wir uns vor!
Inhaltsangabe
Seite
Sicherheitsvorschriften (siehe beiliegendes Heft)
Legende 6
Beschreibung der Maschine und Lieferumfang 7
Technische Daten 7
Montage und Aufstellen 7
Bedienung 7
- Maschine Einsatzen 8
- Schnellverstellung des Supports 8
- Automatischen Vorschub einschalten 8
- Verfahren des Drehstahles (Längs- und Querdrehen) 8
- Richtige Spindeldrehzahl bestimmten 9
- Spindeldrehzahlen einstellen 9
- Drehstahl auswahlen 9
- Drehstahl in den Stahlhalter einsetzen 9
- Einspannen im Drehfutter 9
- Arbeitsbeispel Längsdrehen 10
11.Kegeldrehen 10
- Ein- und Abstechen eines Werkstücks 10
- Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze 10
14.Vorschub verändern 11
- Wechselrader fur Gewindeschneiden montieren 11
- Gewindeschneiden mit dem Drehstahl 11
- Schneiden von Linksgewinde 11
Wartung 12
- Allgemein 12
- Spiel der Führungen einstellen 12
20.Hauptspindel 12
21.Sollbruchstelle der Leitspindel 12
- Entsorgung 12
Zubehör für Drehmaschine PD 400 12
- Spitzendreheinrichtung 12
- 4-Backen-Futter mit einzeln verstillbaren Backen 13
- 4-Backen-Futter (zentrisch spannend) 13
- Spannzangeneinrichtung und Spannzangen 13
- Feststehende Lunette 13
26.Mitlauf-Lunette 13
- Planscheibe mit Spannpratzen 13
Ersatzteilliste 86
Legende (Fig 1):
- Hauptspindel
2.Drehfutter
- Mehrfachstahlhalter mit Stahlhalterelement
- Mitlaufende Körnerspitze
- Flanschfläche für Fraseinheit PF 400 (optional)
- Pinole
- Klemmschraube für Pinole
- Reitstock
- Pinolenstellrad
- Handrad für Leitspindel
- Klemmschraube für Reitstock
- Bohrungen für Tischbefestigung
- Leitspindel
- Stellrad für Oberschlitten
- Oberschlitten
- Support
- Planschitten
- Stellrad für Planschlitten
- Schlosskasten
- Kupplungshebel für Schlossmutter
- Handrad für Schnellverstellung
- Leitspindelschalter
- Raderkasten
- Drehrrichtungsschalter für Linklauf - Stopp - Rechtslauf
- Hauptschalter
- Betriebsanzeige
- Stufenschalter für Drehzahlverstellung
- Innensechskantschlüssel
- Drehfutterschlüssel
- Zahnkranzbohrfutter
- Wechselradersatz
- Stahlhalterelement
- Futterschutz
Beschreibung der Maschine und Lieferumfang:
Die PROXXON Drehmaschine PD 400 ist ein ausbaufähiges System, gekennzeichnet durch:
- Stabil verripptes Maschinenbett mit Prismenführung
-6 Spindelgeschwindigkeiten (Umschalter fur 2 Motorgeschwindigkeiten mit zusätzlich 3 Getriebestufen)
- Schnellverstellung des Supports mittels handlicher Kurbel
- Automatischem Vorschub
Zum Lieferumfang gehört:
- Prázises Dreibackenfutter (Ø 100 mm)
-MitlaufendeKörnerspitze
Zahnkranzbohrfutter (bis 10mm spannend)
- Wechselradsersatz für zwei Vorschubgeschwindigkeiten (0.07mm/U und 0.14mm/U), 19 metrische Gewindesteigungen und zusätzlich zällige Gewindesteigungen von 10 bis 48 Gang.
-Bedienwerkzeug
-Mehrfachstahlhalter mit 2 Stahlhalterelementen
- Linksgewindeschneideinrichtung
Drehfutterschutz
- zwei Ersatzscherstfte
Technische Daten:
Maschine
Spitzenhöhe 85 mm
Spitzenweite 400 mm
Max. Werkstückdurch
messer über Support 116 mm
Spindeldurchlass 20.5mm
Hauptspindel futterseitig MK3
Spindeldrehzahlen Stufe I: 80/min; 330/min; 1.400/min
Stufe II: 160/min; 660/min
2800/min
Drehfutter Siehe Anleitung Drehfutter!
Automatischer Vorschub 0.07 bzw. 0.14 mm/U
Gewindesteigungen siehe Tabelle im Getriebekasten
Reitstockpinole Hub 30 mm/MK 2
Stahlhalter für Stähle 10 x 10 mm
AbmaBe 900x400x300 mm (LxBxH)
Gewicht 45 kg
Gerausch ≤ 70dB(A)
Motor
Spannung 220-240 Volt, 50/60 Hz
Stufe I Stufe II
Drehzahl 1400 U/min 2800 U/min
Abgabeleistung 0,25 kW 0,55 kW
Aufnahme 2,1 A 3,9 A
Nur zum Gebrauch in trockenen Räumen
Geratitte nichtüberdenHausmullentsorgen!

Montage und Aufstellen:
Hinweis:
Die Maschine darf beim Transport nicht am Räderkasten 23 (Fig.1) und nicht an der Abdeckkappe des Motors angehoben werden. Die Kunststoffkappen können brechen.
Die Aufstellfläche muss eben und ausreichend stabil sein, um die beim Arbeiten auftretenden Schwingungen zu absorbieren. Die Maschine muss mit Hilfe der dafür vorgesehenen Bohrungen 12 (Fig.1) auf der Unterlage befestigt werden. Achten Sie darauf, dass die Netzleitung außerhalb des Gefahrenbereiches liegt.
Montieren Sie das Drehfutter 2 (Fig. 1) mit den 3 dazugehörigen Schrauben auf der Hauptspindel. Achten Sie darauf, dass der Sitz des Futters frei von Staub ist.
Zur Benutzung des Futters beachten Sieitte die separate, bei- liegende Anleitung des Spannutters!
Alle blanken Metallteile sind bei Auslieferung mit einem Korrosionsschutz konserviert. Diese Schutz dient nicht als Schmierung, sondern nur als Konservierung. Er muss vor der ersten Benutzung z. B. mit Petroleum abgewaschen werden. Alle Führungen müssen überprüft und g. g. f. eingestellt werden. (Hierzu siehe Kapitel "Wartung").
Anschließend mussen die blanken Führungen und Spindeln gut mit einem geeigneten Maschinen geüt werden. Zum Schluss muss der Drehfutterschutz 33 montiert werden.
Hinweis:
Das gesamte Vorgelege (Riemenschäben, Riemen, Zahränder) darf nicht geölt werden. Allerdings kann es im Falle von starken Laufgeräussen zu empfehlen sein, die Räder mit etwas Molykote-Fett einzustreichen.
Bedienung:
Achtung!
Kontrollieren Sie vor dem ersten Einschalten, dass die Schrauben des Drehfutters 2 (Fig.1) richtig angezogen sind, der Drehfutterschlüssel nicht steckt und der Support 16 (Fig.1) ausreichend Abstand zum Drehfutter hat.
Achtung!
Fuhren Sie ihre ersten Übungen ohne ein eingespanntes Werkstück durch. Achten Sie aber darauf, dass die Drehbacken festgespannt sind, da sie sich ohne Gegendruck durch die Fliehkraft losen können.
Fuhren Sie die ersten Übungen bei kleiner Drehzahl durch. Beachten Sie, dass das Drehfutter weniger eingeilt ist und zu Beginn etwas spritzen kann.
Achtung!
Bitte beachten Sie, daß der Motor bauartbedingt bei längerem Leerlaufbetrieb sehr heißt werden kann. Dies ist kein Zeichen für einen Motordefekt,*Trotzdem empfehl't es sich, diesen Betriebszustand zu vermeiden und die Maschine nicht unnöttig im Leerlauf zu betreiben.
Maschine einschalten
- Drehrichtungsschalter 1 (Fig. 2) auf „0“ stellen.
- Leitspindel auskuppeln (Leitspindelschalter 2 nach links drehen).
- Kleine Geschwindigkeit einstellen (Stufenschalter 3 auf I)
- Maschine am Hauptschalter 4 einschalten. Die Betriebsanzeige 5 leuchtet jetzt auf.
- Drehrichtungsschalter nach rechts drehen. Das Drehfutter dreht sich jetzt in Bearbeitungsrichtung.
Schnellverstellung des Supports
Der Support lassst sich über das Handrad 1 (Fig.3) zügig verfahren. Dazu muss zuvor jederch der Support ausgekuppelt werden.
Achtung!
Klemmschraube 2 vorher 1/2 Umdrehung offen!
- Hebel 3 nach oben stellen.
- Durch Drehen des Handrades 1 Support verstellen (1 Umdrehung = 11.5 mm)
Automatischen Vorschub einschalten
- Maschine am Drehrichtigungsschalter 1 (Fig. 2) auf 0^ stellen.
- Support auskuppeln (Hebel 3 (Fig. 3) nach oben stellen).
- Achten Sie darauf, dass das Handrad 10 (Fig.1) frei drehen kann, da es sich beim Einkuppeln der Leitspindel mitbewegt.
- Leitspindel einkuppeln (Leitspindelschalter 2 (Fig. 2) nach rechts drehen).
- Maschine am Drehrichtungsschalter nach rechts einschalten. Die Leitspindel und das Handrad drehen sich jetzt mit.
Achtung!
Der Automatische Vorschub verfügt über keine automatische Abschaltung! Achten Sie darauf, dass Sie den Support auskuppeln, bevor er in das Drehfutter lauf!
- Support einkuppeln (Hebel 3 (Fig. 3) nach unten stellen). Der Support bewegt sich nun in Bearbeitungsrichtung.
Hinweis!
Beim Arbeiten den automatischen Vorschub immer nur über den Hebels (Fig. 3) bedienen. Den Leitspindelschalter 2 (Fig. 2) immer nur beim Stillstand der Maschine bedieren.
Verfahren das Drehstahles (Längsdrehen und Querdrehen)
Neben der Schnellverstellung des Supports und dem automatischen Vorschub{lasset sich der Drehstahl auf 3 weitere Arten verstehen.
A. Verstellen über die Leitspindel (Längsdrehen)
- Leitspindel auskuppeln (Leitspindelschalter 2 (Fig. 2) nach links drehen).
- Support einkuppeln (Hebel 3 (Fig. 3) nach unten stellen).
- Support mit Hilfe des Handrades 10 (Fig. 1) verstellen.
1 Umdrehung = 1.5 mm
B. Verstellen des Oberschlittens (Längsdrehen)
- Bei Bedarf Support klemmen (Schraube 2 (Fig. 3) festziehen).
- Oberschlitten mit Handrad 4 verstellen.
1 Umdrehung = 1.0 mm .
C. Verstellen des Planschlittens (Plandrehen)
- Bei Bedarf Support klemmen (Schraube 2 festziehen).
- Planschlitten mit Handrad 5 verstellen.
1 Umdrehung = 1 mm Vorschub = 2 mm Änderung des Durchmessers!
Richtige Spindeldrehzahl bestimmten
Entscheidend für ein sauberes Drehbild ist unter anderem die Wahl der richtigen Schnittgeschwindigkeit. Hierbei handelt es sich im Falle des Längsdrehens um die Umfangsgeschwindigkeit des Werkstücks. Eine Hilfeststellung zur Wahl der richtigen Schnittgeschwindigkeit liefert die Tabelle auf dem Räderkasten der Maschine.
Bei bekannter Schnittgeschwindigkeit „Vc“ und bekannten Werkstückdurchmesser „D“ kann die erforderliche Spindeldrehzahl „n“ wie folgt berechnet werden:
Beispiel: Ein Alu-Werkstück mit Durchmesser 30 mm soll bearbeitet werden. Die erforderliche Schnittgeschwindigkeit laut Tabelle beträgt 100 - 180 m/min. Wir rechnen mal mit 132 m/min.
Dieses Ergebnis{lsst sich auch direkt in der Tabelle auf dem Raderkasten ablesen.
Spindeldrehzahlen einstellen
Die Spindeldrehzahl lassst sich zum einen über eine Umschaltung des Motors ändern (Stufenschalter 1 Fig. 4). Hierdurch wird die Drehzahl halbiert bzw. verdoppelt. Zum anderen lassst sich die Drehzahl über das Riemengetriebe verändern.
- Maschine am Hauptschalter 2 ausschalten und Räderkasten 3 mit Innensechskantschlüssel öffnen.
- Klemmschraube 1 (Fig. 5) 1/2 Umdrehung offen.
- Mit einem Innensechskantschlüssel 2 die Schraube 3 nach links drehen. Dadurch wird die Zwischenriemenscheibe 4 entlastet.
- Nun den Riemen gemäß Fig. 6 wechseln.
- Mit dem Innensechskantschluss 2 die Schraube 3 zum Spannen des Riemens wieder nach rechts drehen.
- Innensechskantschluss 2 wieder herausnehmer und Klemmschraube 1 anziehen.
- Raderkasten 3 (Fig. 4) wieder schlieben.
Hinweis:
Es kann vorkommen, dass der Motor nicht immer anlauft, wenn der Stufenschalter auf der Stufe II liegt. In thisem Fall starten Sieitte auf Stellung I und schalten dann auf Stellung II.
Drehstahl auswahlen
Es gibt verschiedene Arten von Drehstahlen. Hier eine kurze Erläuterung (siehe Fig. 7):
Schruppstähle (1) werden verwendet, um in kurzer Zeit möglichst viel Span abzutragen (ohne Rücksicht auf das Finish der Werkstückoberfläche).
Schlicht- oder Spitzstähle (2) werden eingesetzt, um eine saubere Oberfläche zu erzielen.
Rechte (3) bzw. linke Seitenstähle werden zum Längs- und Plandrehen sowie zum Ausdrehen von scharfen Winkeln in rechter bzw. linker Bearbeitungsrichtung verwendet.
Abstechstähle (4) werden zum Einsteinen von Nuten und zum Abtrennen von Werkstücke eingesetzt.
Gewindestahle (5) zum Schneiden von AuBengewinden.
Innendrehstähle (6) zum Ausdrehen.
Drehstahl in den Stahlhalter einsetzen
Zur Grundausrüstung der PD 400 gehört ein Mehrfachstahlhalter (Fig. 8) bestehend aus Stahlhalterblock 1 und zwei Stahlhalterelementen 2. Für ein sauberes Dreheregneis ist es unerlässlich, dass der Drehstahl GENAU „auf Mitte" steht und dass der Drehstahl kurz eingspannt wird, um Vibrationen zu vermeiden.
- Drehstahl 3 in Stahlhalterelement 2 einlagen. Die beiden Schrauben 4 satt anziehen.
- Stahlhalterelement in Stahlhalterblock 1 einlagen. Höhe des Drehstahls über Mutter 5 einstehen und mit Mutter 6 kontern. Die Höhe der Schneide hierbeiitte der Kornerspitze im Reitstock anpassen.
- Stahlhalterelement mit Schraube 7 klemmen.
Hinweis:
Durch Losen der Schraube 8 kann der gesamte Halteblock geschwenkt werden.
Einspannen im Drehfutter
Achtung!
Bitte beachten Sie die beiliegende Betriebsanleitung des Futterherstellers!
Achtung!
Werden Werkstücke nur im Drehfutter ohne Gegenhalterung durch den Reitstock gespannt, damit der Überstand nicht länger sein als der dreifache Durchmesser des Materials (L = 3× D) , siehe Fig.9.
Arbeitsbeispel Längsdrehen
Unter Längsdrehen verstehen man die Bearbeitung eines zylindrischen Werkstücks parallel zur Drehachse. Im folgenden Absatz wird für den Anfänger das Arbeits mit der Drehmaschine anhand des Längsdrehens beispielhaft erlautert:
Spannen Sie ein kurzes Werkstück wie zuvor beschrieben in das Drehfutter ein (Schlüssel aus dem Futter entfernen!).
Stellen Sie am Riemergetriebe die richtige Drehzahl ein (Tabelle auf dem Räderkasten und Fig. 6 beachten).
Kuppeln Sie die Leitspindel aus (Leitspindelschalter 2 (Fig.2) nach links) und kuppeln Sie den Support ein (Hebel 3 (Fig. 3) nach unten).
Fahren Sie nun mit dem Support von rechts nach links nahe an das Werkstück heran (Handrad 10 (Fig. 1)).
Vor dem Einschalten der Maschine, durch Drehen des Futters mit der Hand prufen, ob das Futter frei lauft.
Maschine einschalten (Drehrichtungsschalter 1 (Fig. 2) nach rechts).
Stellen Sie durch Verfahren des Planschlittens (Handrad 5 (Fig. 3)) die Schnitttiefe ein. Am Anfang am besten nur eine Schnitttiefe von 1 / 10mm (4 Teilstriche auf der Skala).
Führer Sie durch Drehen des Handrades 10 (Fig. 1) hinter den Support in Bearbeitungsrichtung. Wenn Sie alles richtig gegacht haben arbeitet die Maschine ruhig und ohne Kraftanstrengung.
Achtung!
Verletzungsgefahr! Beim Drehen immer die Finger fern vom rotierenden Werkstück halten! Das Werkstück niemals während des Laufens mit einem Messschieber oder ähnlichen vermessen! Nicht mit einer Feile oder Schleifpapier das Werkstück während des Laufens bearbeiten!
Kegeldrehen
Zum Drehen von Kegeln wird der Oberschlitten entsprechend des gewünschten Winkels verstellt.
- Oberschlitten mit Handrad 1 (Fig. 11) nach rechts verschieben.
- Klemmschrauben 2 losen.
- Winkel des Oberschlittens einstehen und Schrauben wieder festziehen.
Hinweis:
Der Oberschlitten verfügt über eine Nonius-Skala (ähnlich wie bei einem Messchieber). Auf der äußerten Skala A (Fig. 11a) sind die Winkel richtig dargestellt. Auf der inneren B sind sie gestaucht (1 Teilstrich auf der inneren Skala entspricht 4.5^ ). Die Ablesung des Winkels in 5^ Schritten erfolgt durch Deckung der Null-Markierung der inneren Skala mit der äußerten. Möchten Sie nun 1^ addieren, so muss die "2" der inneren Skala 10^ weiter außen mit der äußerten Skala übereinstimmen. Bei 2^ muss die "4" 20^ weiter außen übereinstimmen usw. In unserem Beispieldeckt sich die "2" mit der 20^ , also 10^ weiter außen als der Grundwert 10^ . Daraus ergibt sich ein Winkel von 10^ + 1^ = 11^ .
- Support mit Schraube 3 (Fig. 11) klemmen.
- Der Vorschub erfolgt über das Handrad für Oberschlitten 1.
Hinweis:
Einen genauen Kegel erhält man nur, wenn die Höhe des Drehmeiβels GENAU auf Mitte eingestellt ist.
Ein- und Abstehen eines Werkstückes
Unter Einstechen verstehen man das Herstellen feiner Nuten. Wird die Nut bis zur Werkstückmitte fortgesetzt, so spricht man von Abstechen. Stellen Sie die Höhe des Abstechmeiβels unbedingt auf Werkstückmitte ein und spannen Sie den Stahl so kurz wie möglich ein. Benutzen Sie eine keine Drehzahl und schmieren Sie den Stahl nach Möglichkeit mit etwas Maschinenöl.
Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze
Längere Werkstücke (Futter-Überstand größter als der 3-fache Werkstück-Durchmesser) müssen am rechten Ende durch Reitstock und mitlaufende Körnerspitze gehalten werden. Hierzu bringen Sieitte zunachst auf der rechten Seite eine Zentrierbohrung an:
- Rechte Stirnseite vorsichtig plandrehen.
- Bohrfutter 1 (Fig. 12) im Reitstock einsetzen und Zentrierbohrer einspannen.
- Reitstock bis an das Werkstück heranfahren und mit Klemmschraube 2 fixieren.
- Maschine einschalten und Zentrierbohrung mittels Pinolenvorschub (Handrad 4) vornehmen.
Jetzt können Sie das Bohrfutter gegen die mitlaufende Körnerspitze austauschen. Führren Sie die Spitze in die Zentrierbohrung und stellen Sie vorsichtig soweit zu, bis jegliches Spiel eliminiert ist. Fixieren Sie nun die Pinole mit der Knebelschraube 3.
Vorschub verändern
Die PD 400 wird standardmäßig mit einem Vorschub von 0.07mm / U ausgeliefert. Um den schnellenen Vorschub einzusetzen (0.14mm/U), muss im Räderkasten das Zahnrad der Achse Z1 (Pos.5, Fig. 13) mit 20 Zahlen gegen das mit 40 Zahlen vertauscht werden. Hierzu gehen Sieitte wie folgt vor:
- Maschine am Hauptschalter 25 (Fig. 1) ausschalten und Räderkasten 23 öffnen.
- Schraube 1 (Fig. 14) leicht offen und Räderarm 2 nach unten kippen.
- Clip 3 (Fig. 13) entfermen.
- Achse 4 am Vierkant 1/2 Umdrehung offen. Das Zahnrad 5 mit 20 Zähen gegen eines mit 40 Zähen austauschen.
Hinweis:
Beim Wechseln der Zahnräder grundsätzlich einen Streifen Zeitungspapier vor dem Festziehen der Aachen zwischen die Zahnflanken legen. Die Dicke des Papierstreifens entspricht in etwa dem unbedingt erforderlichen Zahnflankenspiel.
5. Achse wieder festziehen, Clip aufstecken, Raderarm hochklappen und Schraube 1 (Fig. 14) wieder festziehen.
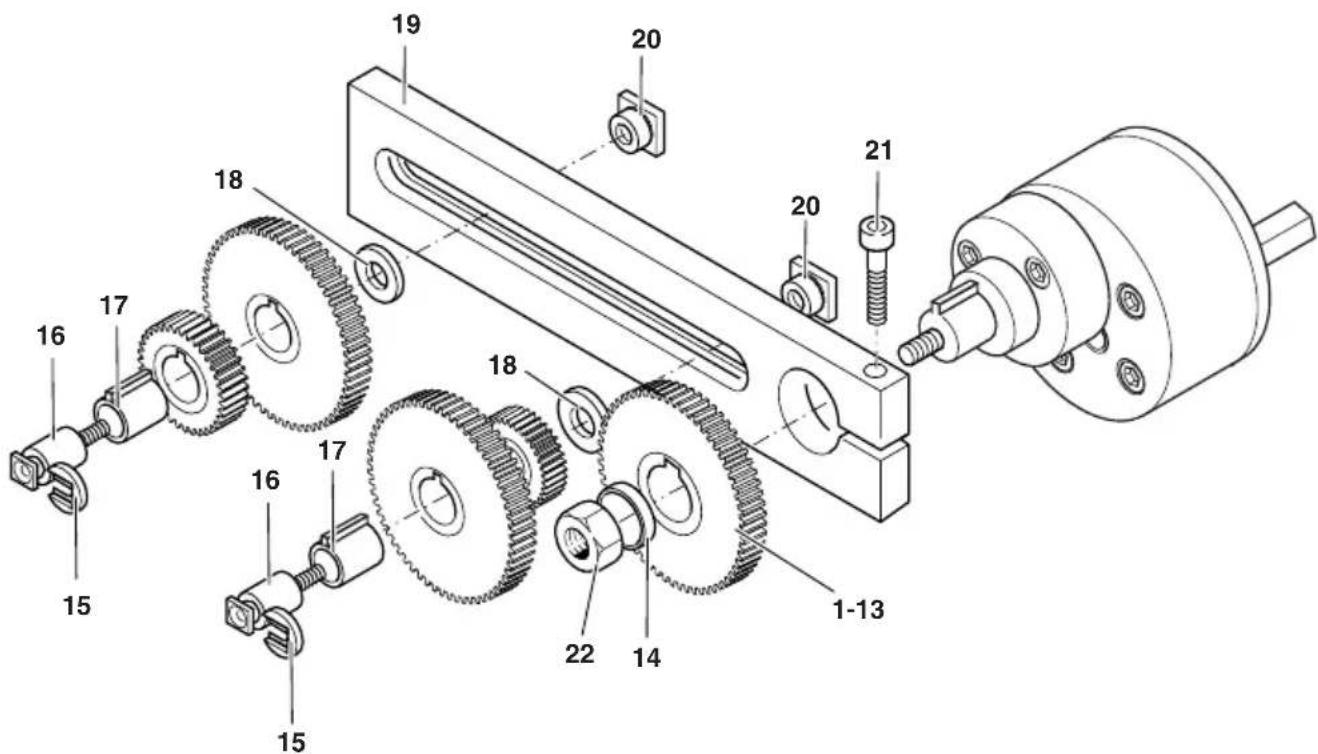
Wechselrader fur Gewindeschneiden montieren
Mit der PD 400 konnen 19 verschiedene metrische Gewinde (siehe Tabelle im Räderkasten und Fig. 25) und zöllige Gewinde von 10 bis 48 Gang gedreht werden. Zum Einstellen der Gewindesteigungen müssen die Wechselräder entsprechend vertauscht werden. In Figur 14 sind die Wechselräder für eine Gewindesteigung von 1mm montiert.
Die Tabelle im Räderkasten zeigt uns an: w = 30 , Z1 = - / 50 , Z2 = 40 / 30 , L = 60 / - . w bezeichnet das Zahnrad auf der Hauptspindel. Es ist mit einem Gewindestift auf der Hauptspindel fixiert. Z1 und Z2 sind die beiden Achen den Zwischenräder. Die vordere Zahl bezeichnet immer das uns zugewandte Rad der Achse, die hintere Zahl das hintere Rad. Auf der Achse Z2 wird also zuerst das hintere Rad mit 30 Zahlen aufgeschoben und anschließend das vordere Rad mit 40 Zahlen. Auf der Achse Z1, zuerst das hintere Rad mit 50 Zahlen und anschließend ein Zwischenring.
L bezeichnet das Rad auf der Leitspindel. Zum Wechseln die-ses Rades muss die Mutter 6 gelost werden. Die Ausgleichscheibe 7 hat genau die Breite eines Zahnrades, und muss jeweils vor oder hinter dem Rad montiert werden.
Gewindeschneiden mit dem Drehstahl
Hinweis:
Für folgende Arbeiten muss das Werkstück fertig bearbeitet sein und den richtigen Gewindeaußendurchmesser aufweisen. Es empfeht sich, am Gewindeanfang eine Fase anzudrehen und am Gewindeausgang eine keine Nut einzustechen. Der Gewindestahl muss bereits im Winkel von 90^ eingespannt werden.
Achtung!
Beim Gewindeschneiden immer mit kleinster Drehzahl (80/min) arbeiten, da ansonsten der Vorschub zu schnell erfolgt (Verletzungsgefahr!).
- Drehstahl in Ausgangsposition bringen.
- Leitspindel einkuppeln (Leitspindelschalter 1 (Fig. 15) nach rechts drehen).
- Maschine einschalten.
- Drehstahl mittels Planschlitten weniger zustellen.
- Support einkuppeln (Hebel 2 nach unten).
- Nach Erreichen der gewünschten Gewindelänge Planschlitten zusückfahren und Maschine am Drehrichtungsschalter ausschalten.
- Warten bis das Futter liegt. Drehrichtigungsschalter nach links um Support zurückzufahren.
- Den Drehstahl neu zustellen und den Vorgang wiederholen, bis die erforderliche Gewindetiefe erreicht ist.
Hinweis:
Bei dem gesamten Vorgang dürfen Support und Leitspindel zwischen durch nicht ausgekuppelt werden, da sich ansonstendie Steigung des Gewindes verschiet!
Um die Qualität des Gewindes zu verbessern, wird der Oberschlitten mit einbezogen. Die Zustellung des Gewindestahles erfolgt wie vorher beschrieben mit dem Planschlitten. Der Oberschlitten wird bzw jeder sich jeweils um 0,025 mm (1 Teilstrich) einmal nach links und dann nach rechts verstellt. Der Span wird also immer nur von einer Seite abgehoben. Erst beim Erreichen der vollen Gewindetiefe wird zum Schluss noch einmal durch geringes Zustellen voll eingeschnitten.
Schneiden von Linksgewinde
Zum Schneiden von Linksgewinden muss eine zusätzliche Achse mit einem Zwischenzahnrad Z (Fig. 16) zwischen Z2 und dem Leitspindelrad L eingebaut werden. Dadurch wird die Drehrichtung der Leitspindel umgekehrt. Die Zahlenzahl des Radesspiel damit keine Rolle. Der Support lauft bei rechtsdrehendem Futter von links nach rechts. Das Gewinde muss also auch von links nach rechts hergestellt werden.
Wartung
Achtung!
Vor allen Wartungs- und Reinigungsrarbeiten Maschine am Hauptschalter ausschalten. Keine Pressluft zur Reinigung benutzen, da ansonsten Späne in die Führungen gelangen können.
Allgemein
Nach der Benutzung Maschine von allen Spanen mit einem Pinsel oder Handfeger grundlich reinigen.
Alle Teile gemäß Schmierplan (Fig. 17) fetten bzw. ölen. Beim Ölen der Laufflächen die Schlitten mehrmals von Hand hin und herfahren, damit Öl in die Führungen gelangt.
A = Ölen/Schmieren vor jeder Benutzung
B = Ölen Schmieren monatlich
Bitte auch die Flanscheinheit der Leitspindel im Räderkasten durch die vorgesehene Bohrung ölen.
Spiel der Führungen einstellen
Auch wenn die Führungen regelmäß geöl't werden,{lasset es sich nicht vermeiden,dass die Führungen nach einiger Zeit Spiel aufweisen.
- Kontermuttern 1 (Fig. 18) der Einstellschrauben für den Oberschlitten 2 offen, alle Einstellschrauben 3 gleichmäßig hineindrehen bis das Spiel beseitigt ist und Kontermuttern wieder anziehen.
- Denselben Vorgang beim Planschlitten 4 wiederholen.
Hinweis:
Mit Hilfe der Schraube 5 lasst sich die Führung klemmen.
- Die Maschine auf den Kopf drehen und Gewindestift 1 (Fig. 19) ein weniger Herausdrehen.
- Klemmschrauben 2 wieder leicht anziehen, um das Spiel zu verringern.
- Prufen, ob sich der Support noch leichtgangig verschieben lasst. Lauft der Support zu schwerggangig, das Spiel wieder etwas vergroßern.
Hauptspindel
Die Lagerung der Spindel durch 2 Kegelrollenlager ist mindestens 6000 Stunden bei minimaler Drehzahl und 1800 Stunden bei maximaler Drehzahl wartungsfrei. Sollte nach Ablauf dieser Zeit ein geringes Spiel vorhanden sein, so konnen die Lager durch einen Fachmann nachgestellt werden.
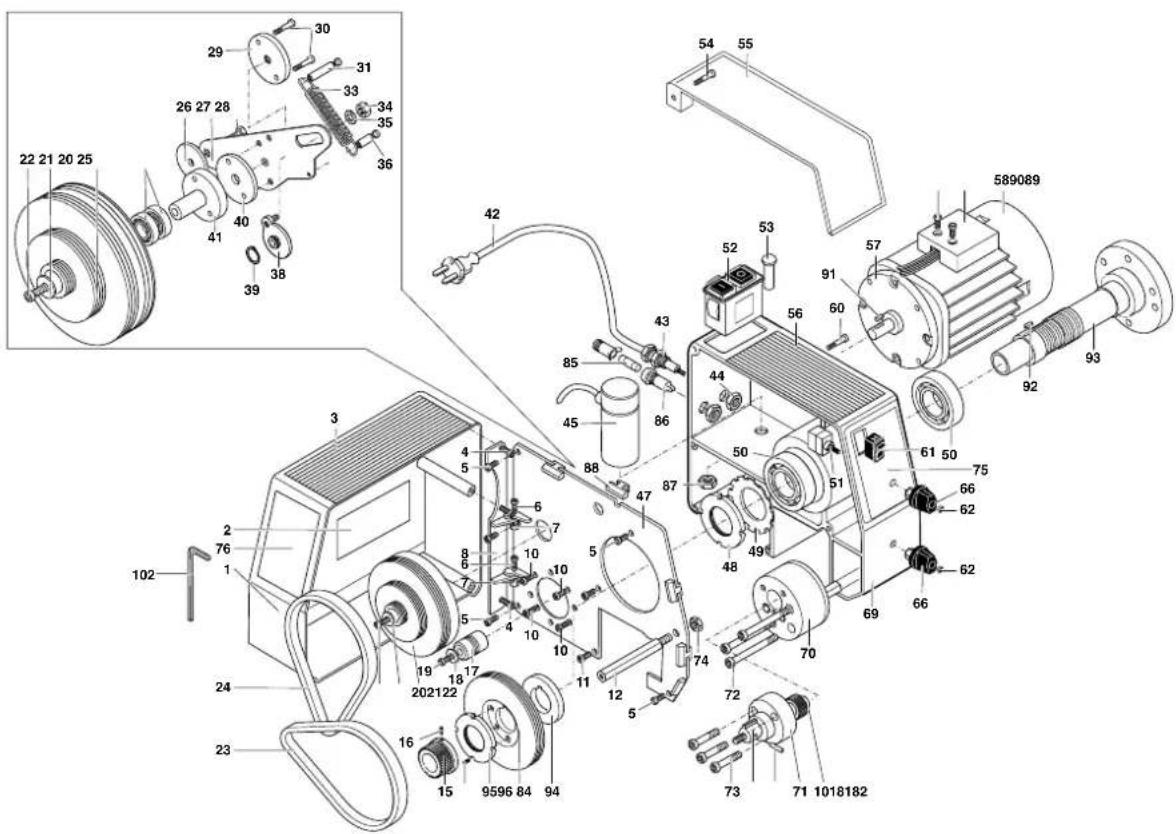
Sollbruchstelle der Leitspindel
Beim Festfahren oder sonstiger Überlastung kann der Scherstift (Siehe Explosionszeichnung Seite 88, Pos. 81) in der Flanscheinheit (Pos. 71) brechen. Dieser ist als Sollbruchstelle ausgelegt und muss dann ersetzt werden (Scherstift ist als Ersatzteil über uns zu beziehen). Dazu mussen die Wechselräder abgenommen werden und die Reste des zerstörten Scherstiftes mit einem geeigneten Werkzeug (Dorn o.a.) aus der Leitspindel sowie der aufgesetzten Hülse (Pos. 82) ausgetrieben werden. Beim Eintreiben des neuen Scherstiftes ist zu beachten, dass dieser nicht hersausstet, sondern bündig sitzt, da sonst das Zahnrad nicht problemlos wieder aufgesetzt werden kann. So ist auch zu gewährleisten, dass der Stift nur halbseitig sitzt, d. h. dass er nur auf einer Seite auf Scherung beansprucht wird
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll! Das Gerät enthalt Wertstoffe, die recycliert werden können. Bei Fragen dazu wenden Sie sichitte an ihre lokalen Entsorgungsunternehmen oder andere entsprechenden kommunalen Einrichtungen.
Zubehör für Drehmaschine PD 400
Hinweis:
Die folgenden Zubehörteile gehören nicht zum Lieferumfang.
Achtung!
Vor der Montage des Zubehörs Maschine am Hauptschalter ausschalten.
Spitzendreinrichtung
Spitzendreheinrichtung montieren:
Hinweis:
Längere Werkstücke werden zwischen den Zentrierspitzen von Hauptspindel und Reitstock gespannt. Das Werkstück muss an beiden Stirnflächen je eine Zentrierbohrung besitzen. Ein genau zylindrisches Werkstück erhält man nur, wenn die Spitzen in waagerechter und horizontaler Position fluchten.
- Drei Befestigungsschrauben des Dreibackenfutters herausdrehen und Futter abnehmer.
- Die Passung für die Mitnehmerscheibe 3 (Fig. 20), die Körnerspitze 1 und deren Passung in der Hauptspindel gründlich reinigen.
- Die Körnerspitze 1 in die Passung der Hauptspindel einset- zen. Die zweite Körnerspitze in den Reitstock einsetzen.
- Adapter 4 in die Mitnehmerscheibe 3 einsetzen und Gewindestiftleitung anziehen.Beides über das Werkstück 5 schieben.Mitnehmer 2 in den Spindelflansch einschrauben.
- Werkstück zwischen den Spitzen aufspannen. Mitnehmerscheibe 2 (Fig. 21) über den Mitnehmer schieben und mit Inbusschluss 1 am Werkstück fixieren.
Achtung!
Bei Benutzung einer festen Körnerspitze im Reitstock ist laufendes Öl den Spitze und Zentrierbohrung notwendig um ein Ausglühen zu vermeiden.
Körnerspitze entfern:
- Einen passenden Stab aus Aluminium oder Messing von links nach rechts durch die Hauptspindel führen.
- Die Körnerspitze festhalten und mit leichtem Schlag auf den Stab die Körnerspitze lose.
4-Backen-Futter mit einzeln verstellbaren Backen
Hinweis:
Durch die Möglichkeit, die Backen einzeln zu verstellen, können runde, ovale, viereckige und auch irregular geformte Werkstücke gespannt werden. Das Spannen kann zentrisch oder auch exzentrisch erfolgen. Im Gegensatz zum Dreibackenfutter muss die Zentrierung des Werkstücks hier manuell vorgenommen werden.
- Das Dreibackenfutter abbauen und das Vierbackenfutter montieren.
- Die vier Backen öffnen, die Auflageflächen reinigen und das Werkstück nach Augenmaß nur weniger einspannen.
- Den Support mit Drehstahl auf die Planfläche des Werkstückes fahren.
- Das Futter mit der Hand drehen, um Abweichungen von der Symmetrie festzustellen.
- Eine Justierung durch Öffnen eines Backens und Nachstellenden des gegenüberliegenden Backens durchführten.
- Alle vier Backen gleichmäßig über Kreuz festziehen.
Achtung!
In normaler Position der Spannbanken dürfen nur Werkstücke mit maximal 55 mm Kantenlänge gespannt werden. In umgekehrter Position maximal 100 mm. Gröbere Werkstücke werden nicht sichere gehalten. Unfallgefahr!
4-Backen-Futter (zentrisch spannend)
Backen nicht einzeln verstellbar (automatisch zentrierend). Futter 0 100 mm. Max. Spannbereich 83 mm. Gröbere Werkstücke werden nicht sichere gehalten. Unfallgefahr.
Spannzangeneinrichtung und Spanzangen
Hinweis:
Die Spannzangeneinrichtung eignet sich besonderss zum Bearbeiten von Rundteilen mit hoher Prazision. Die Rundlauf-genauigkeit ist hierbei wesentlichhigher als beim Arbeiten mit einem Backenfutter.
- Drei Befestigungsschrauben des Dreibackenfutters herausdrehen und Futter abnehmer.
- Die Passung für die Spannzangenaufnahme 2 (Fig. 22) und die Passung in der Hauptspindel 1 reinigen.
- Die Spannzangenaufnahme 2 mit Hilfe von vier Befestigungsschrauben 3 montieren.
Achtung!
Immer nur die exakt zum Werkstück passende Spannzange verwenden. Zangen mit zu großem Durchmesser werden zerstört.
4. Die Spannzange 6 einsetzen und Überwurfmutter 5 nur leicht aufschauben.
Achtung!
Die Überwurfmutter niemals festziehen, wenn kein Werkstück eingesetzt wurde. Die Stifte 4 zum Festziehen der Überwurfmutter 5 nach dem Festziehen(sofort entfern.
- Das passende Werkstück in die Spannzange einfahren und Überwurfmutter 5 mit Hilfe der Stahlstifte 4 festziehen.
Feststehende Lunette
Die Lunette eignet sich besonderss zum Ausdrehen von längeren Werkstücken mit Durchmessern bis zu 50mm
- Die Befestigungsschraube 4 (Fig. 23) offen und Halteplatte 3 querstellen.
- Die Lünette auf die Bettführung stellen und in gewünschte Position stellen.
- Die Halteplatte 3 parallel zum Sockel der Lunette einschwenken und Befestigungsschraube 4 festziehen.
- Alle Klemmschrauben 1 offen und die einzeln Haltebacken 2 an das Werkstück heranfahren.
Achtung!
Die Backen 2)dürfen das Werkstück nur berühren, jeder nicht klemmen. Es besteht sonst die Gefahr, dass die Werkstückoberfläche zerkratzt und der Motor überlastet wird.
Falls das Werkstück an der Abstützstelle nicht rund und glatt ist, muss es vorher abgedreht werden. Backen und Werkstück müssen beim Drehen laufend geöhlt werden.
5. Prufen, dass das Werkstück spielfrei in der Lunette gelagert ist und Klemmschrauben 1 wieder anziehen.
Mitlauf-Lunette
Montage gleich wie bei der feststehenden Lunette, nur wird die Lunette hier am Support befestigt (Fig. 24).
Planscheibe mit Spannpratzen
Wird anstelle des Drehfutters montiert. Ideal zum Spannen groBerer und asymmetrisch geformter Werkstücke. 150 mm. 2 durchgehende T-Nuten. Inkl. Spannpratzen.
Wir erklaren in alleiniger Verantwortung, dass these Produkt die Bestimmungen folgender EG-Richtlinien erfüllt:
EU-Niederspannungsrichtlinie 73/23/EWG
93/68/EWG
Angewandte Normen: DIN EN 61029-1/12.2003
EU-EMV-Richtlinie 89/336/EWG
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
EU-Maschinenrichtlinie 98/37/EWG
Angewandte Normen: DIN EN 61029-1/12.2003

Dipl.-Ing. Jorg Wagner
01.02.2005
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Dear Customer,
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
EC Machine Guideline 98/037 EEC
DIN EN 61029-1/12.2003

Jörg Wagner MSc
01.02.2005
PROXXON S.A.
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Directiva EG sobre maquinaria 98/037/EWG
EN 61029-1/12.2003

Dipl.-Ing. Jorg Wagner
01.02.2005
PROXXON S.A.
Technische gegevens 47
Monteren en opstellen 47
Bediening 47
Technische gegevens:
Machine
Centerhoogte 85 mm
Centerafstand 400 mm
Max. diameter
Draaibeitel in de beitelhouser plaatsen
Dipl.-Ing. Jorg Wagner
01.02.2005
PROXXON S.A.
Afdeling apparaatveiligheid
Kaere kunde!
EU-maskindirektiv 98/037/E0F
EN 61029-1/12.2003

Civilingenior Jorg Wagner
01.02.2005
PROXXON S.A.
Tillbehör für svarv PD 400 68
Tillbehör für svarv PD 400
Anvisning:
Dipl.-Ing. Jorg Wagner
01.02.2005
PROXXON S.A.
Affarsomrade apparatussakerhet

Predmluva
Vázény zákazníku!
Dipl.-Ing. Jorg Wagner
01.02.2005
PROXXON S.A.
Odbor bezpecnosti vyrobku
Sayin musteri!
Sirf kurodalarda kullan im icin
Baugruppe 00: Wechselräder
Ersatzteilliste
Ersatzteileitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 00: Wechselräder
ET-Nr.: Benennung
24400-00-01 Zahnrad Z = 20
24400-00-02 Zahnrad Z = 25
24400-00-03 Zahnrad Z = 30
24400-00-04 Zahnrad Z = 34
24400-00-05 Zahnrad Z = 35
24400-00-06 Zahnrad Z = 40
24400-00-07 Zahnrad Z = 45
24400-00-08 Zahnrad Z = 50
24400-00-09 Zahnrad Z = 55
24400-00-10 Zahnrad Z = 60
24400-00-11 Zahnrad Z = 65
24400-00-12 Zahnrad Z = 70
24400-00-13 Zahnrad Z = 75
24400-00-14 Zwischenring
24400-00-15 Clip
24400-00-16 Achse
24400-00-17 Hulse
24400-00-18 Unterlegscheibe
24400-00-19 Räderarm
24400-00-20 Vierkantmutter
24400-00-21 Schraube
24400-00-22 Mutter
Kooepnepnne nnnn nee: 10 addnne
eessss
Ersatzteileitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 01 Antrieb mit Spindelstock
ET-Nr.: Benennung
24400-01-01 Räderkasten
24400-01-02 Tabelle der Gewindeigungen
24400-01-03 Ablagematte fur Raderkasten
24400-01-04 Schraube fur Scharnier
24400-01-05 Schraube für Getriebeplate
24400-01-06 Schraube
24400-01-07 Mutter
24400-01-08 Scharnier
24400-01-10 Schraube
24400-01-11 Schraube
24400-01-12 Bolzen
24400-01-15 Ritzel fur Hauptspindel (30 Zähne)
24400-01-15a Ritzel fur Hauptspindel (36 Zahne)
24400-01-16 Gewindestift
24400-01-17 Riemenschibe Motor
24400-01-18 Unterlegscheibe
24400-01-19 Schraube
24400-01-20 Zwischenriemenscheibe
24400-01-21 Unterlegscheibe
24400-01-22 Schraube
24400-01-23 Riemen Hauptspindel
24400-01-24 Riemen Motor
24400-01-25 Lager
24400-01-26 Platte
24400-01-27 Blech
24400-01-28 Schraube
24400-01-29 Platte
24400-01-30 Schraube
24400-01-31 Bolzen
24400-01-33 Feder
24400-01-34 Mutter
24400-01-35 Scheibe
24400-01-36 Bolzen
24400-01-38 Platte mit Sechskant
24400-01-39 Seegerring
24400-01-40 Platte
24400-01-41 Flansch
24400-01-42 Netzleitung
24400-01-43 Zugentlastung
24400-01-44 Mutter fur Zugentlastung
24400-01-45 Kondensator
24400-01-47 Getriebeplate
24400-01-48 Nutmutter
24400-01-49 Sicherungsblech
24400-01-50 Kegelrollenlager
ET-Nr.: Benennung
24400-01-51 Drehschalter (inkl. Achse und Schrauben)
24400-01-52 Hauptschalter
24400-01-53 Bereitschaftsanzeige
24400-01-54 Schraube fur Futterschutz
24400-01-55 Futterschutz
24400-01-56 Ablagematte fur Spindelstock
24400-01-57 Motor (kpl. mit Abdeckkappe)
24400-01-58 Abdeckkappe für Motor
24400-01-60 Anschlagschraube
24400-01-61 Umschalter für Geschwindigkeiten
24400-01-62 Abdeckkappe fur Drehknopf
24400-01-66 Drehknopf komplett
24400-01-69 Spindelstock
24400-01-70 Getriebetrommel
24400-01-71 Flanscheinheit
24400-01-72 Schraube fur Getriebetrommel
24400-01-73 Schraube für Flanscheinheit
24400-01-74 Mutter
24400-01-75 Aufkleber Spindelkasten
24400-01-76 Aufkleber Raderkasten
24400-01-77 Drehfutter (ohne Abb.)
24400-01-78 Drehfutterschlüssel (ohne Abb.)
24400-01-79 Befestigungsschraube für Drehfutter (ohne Abb.)
24400-01-80 Werkzeugsatz komplett (ohne Abb.)
24400-01-81 Scherstift
24400-01-82 Hulse
24400-01-84 Riemenscheibe
24400-01-85 Schmelzsicherung
24400-01-86 Sicherungshalter kpl.
24400-01-87 Mutter
24400-01-88 Positionierblech
24400-01-89 Schraube
24400-01-90 Abdeckung Klemmenkasten
24400-01-91 Passfeder
24400-01-92 Passfeder
24400-01-93 Hauptspindel
24400-01-94 Distranzring
24400-01-95 Nutmutter
24400-01-96 Madenschraube
24400-01-97 Artikelverpackung (ohne Abb.)
24400-01-99 Bedienungsanleitung inkl. Sicherheitsvorschriften (ohne Abb.)
24400-01-101 Welle
24400-01-102 Inbusschlüssel
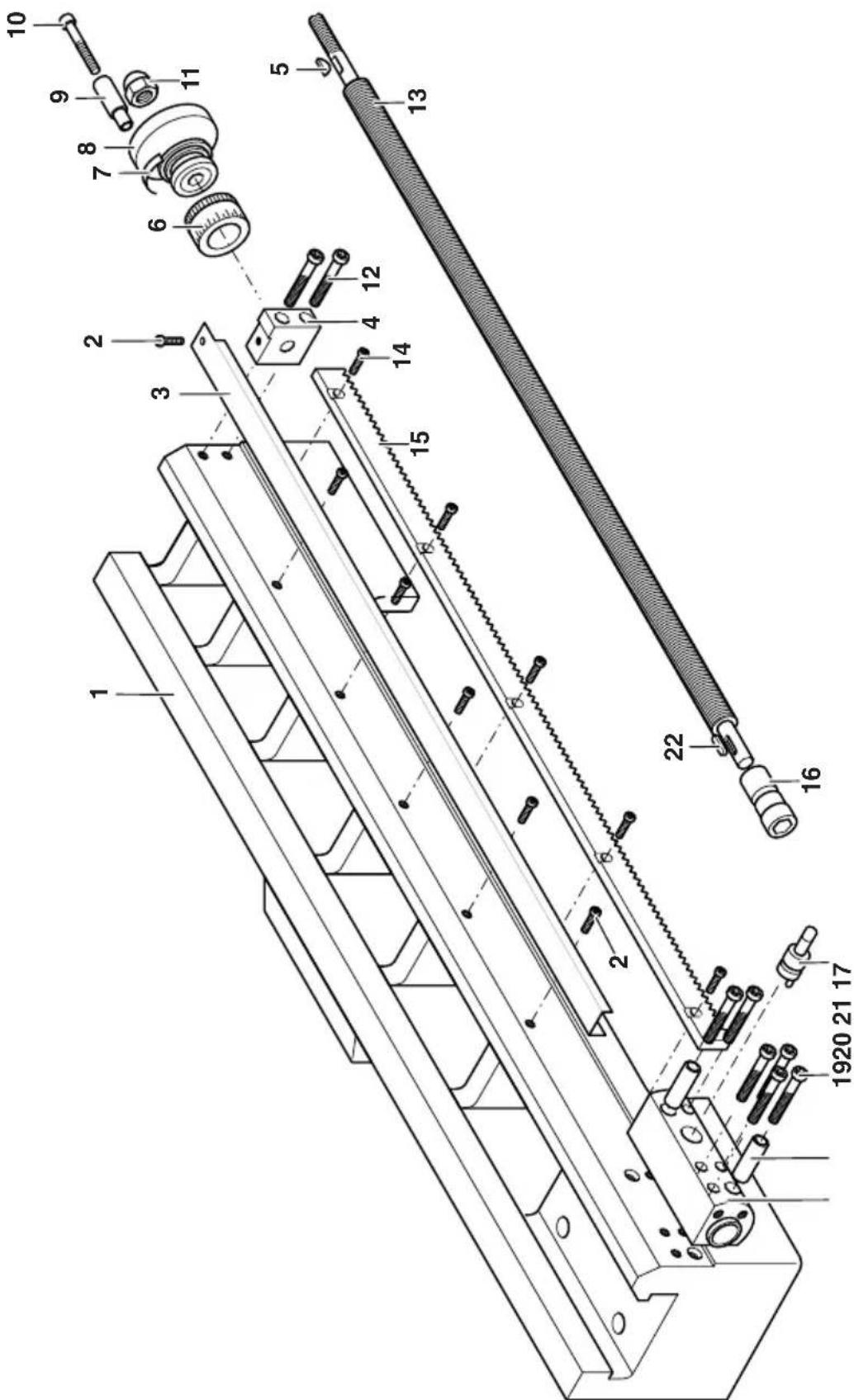
Baugruppe 02: Bett mit Leitspindel
Ersatzteilliste
Ersatzteileitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 02 Bett mit Leitspindel
ET-Nr.: Benennung
24400-02-01 Bett mit geschliffener Führung
24400-02-02 Schraube für Abdeckblech
24400-02-03 Abdeckblech
24400-02-04 Lagerbock
24400-02-05 Passfeder
24400-02-06 Skalenring
24400-02-07 Feder
24400-02-08 Handrad
24400-02-09 Achse
24400-02-10 Schraube
24400-02-11 Hutmutter
24400-02-12 Schraube
24400-02-13 Leitspindel
24400-02-14 Schraube für Zahnstange
24400-02-15 Zahnstange
24400-02-16 Gleitstück
24400-02-17 Exzenterwelle
24400-02-19 Schraube
24400-02-20 Gehäuse für Kupplung
24400-02-21 Hulse
24400-02-22 PaBfeder
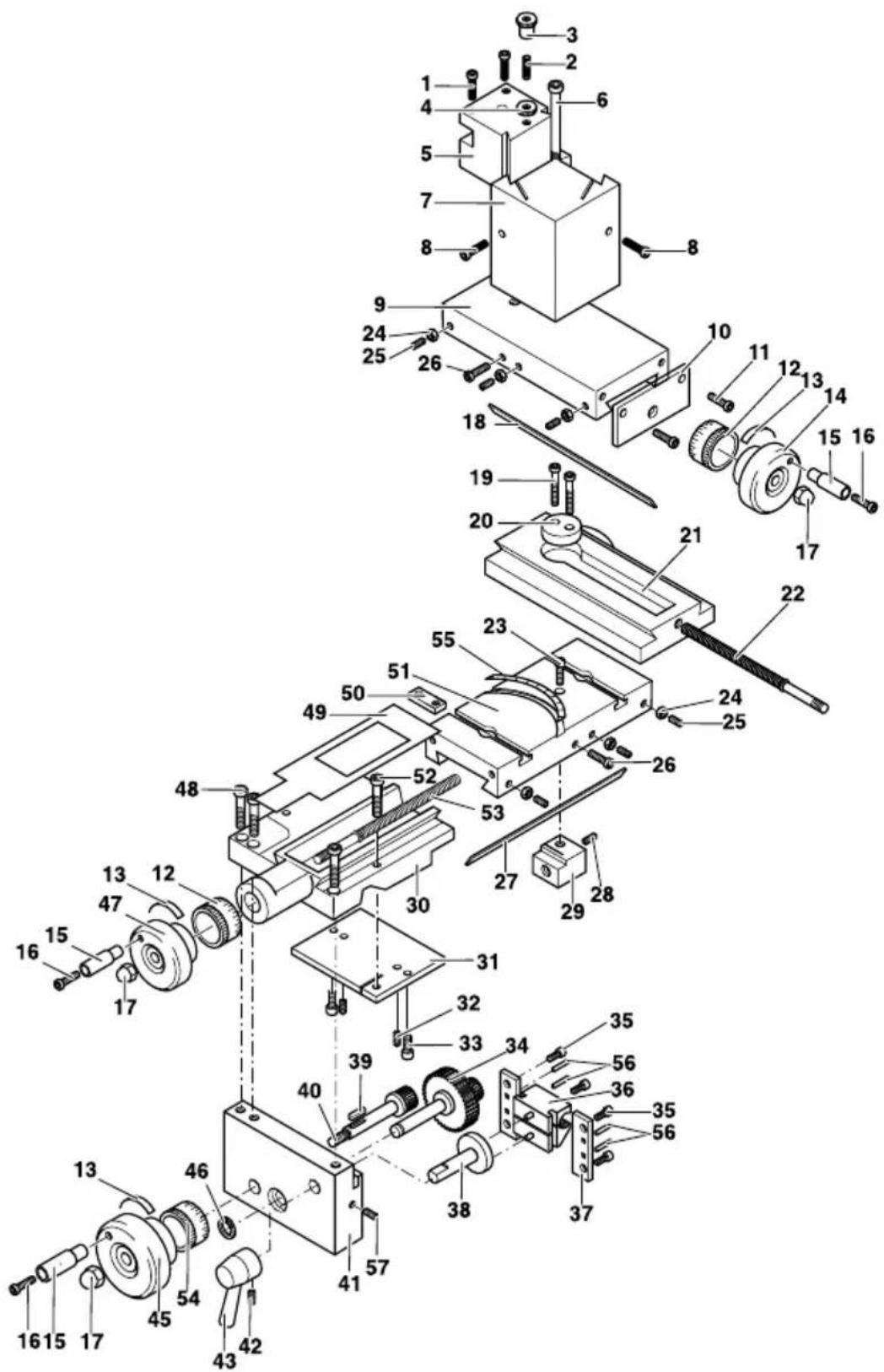
Baugruppe 03: Support
Ersatzteileitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 03 Support
ET-Nr.: Benennung
ET-Nr.: Benennung
| 24400-03-01 Schraube | 24400-03-28 Gewindestift |
| 24400-03-02 Gewindestift | 24400-03-29 Spindelmutter |
| 24400-03-03 Hutmutter | 24400-03-30 Support |
| 24400-03-04 Rändelmutter | 24400-03-31 Platte |
| 24400-03-05 Stahlhalterelement | 24400-03-32 Gewindestift |
| 24400-03-06 Schraube | 24400-03-33 Schraube |
| 24400-03-07 Mehrfachstahlhalter | 24400-03-34 Zahnradwelle |
| 24400-03-08 Schraube | 24400-03-35 Schraube |
| 24400-03-09 Oberschlitten | 24400-03-36 Klemmmutter |
| 24400-03-10 Lagerplatte | 24400-03-37 Blech |
| 24400-03-11 Schraube | 24400-03-38 Nocke |
| 24400-03-12 Skalenring | 24400-03-39 Passfeder |
| 24400-03-13 Blattfeder | 24400-03-40 Zahnradwelle |
| 24400-03-14 Handrad Ø 54 mm | 24400-03-41 Block |
| 24400-03-15 Achse | 24400-03-42 Gewindestift |
| 24400-03-16 Schraube | 24400-03-43 Knebel |
| 24400-03-17 Hutmutter | 24400-03-45 Handrad Ø 64 mm |
| 24400-03-18 Einstellblech für Oberschlitten | 24400-03-46 Seegerring |
| 24400-03-19 Schraube | 24400-03-47 Handrad Ø 54 mm |
| 24400-03-20 Scheibe | 24400-03-49 Abdeckblech |
| 24400-03-21 Basis für Oberschlitten | 24400-03-50 Nutenstein |
| 24400-03-22 Spindel für Oberschlitten | 24400-03-51 Planschlitten |
| 24400-03-23 Schraube | 24400-03-52 Schraube |
| 24400-03-24 Mutter | 24400-03-53 Spindel für Planschlitten |
| 24400-03-25 Gewindestift | 24400-03-54 Skalenring |
| 24400-03-26 Feststellschaube | 24400-03-55 Skala |
| 24400-03-27 Einstellblech für Planschlitten | 24400-03-56 Stift |
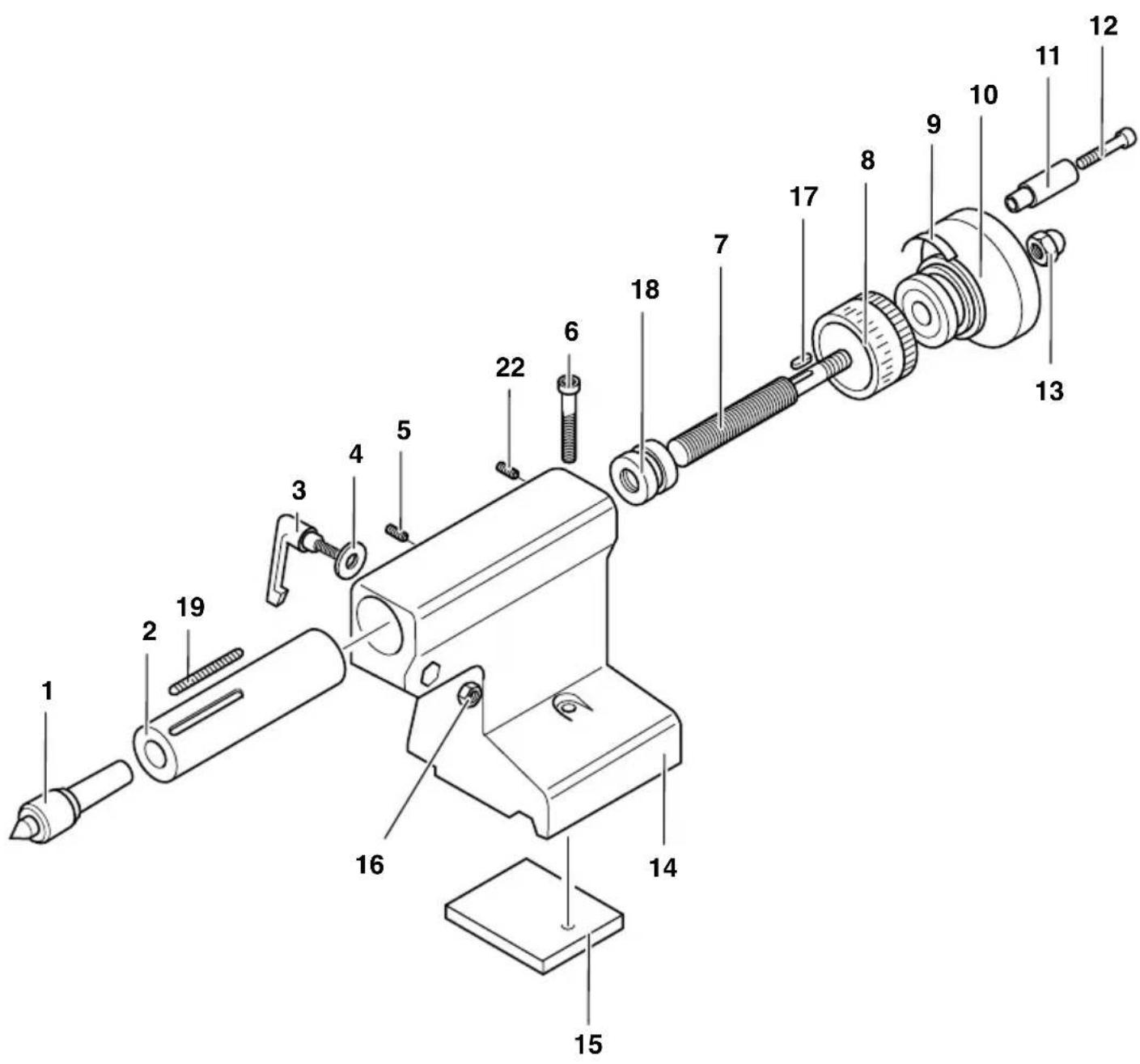
Baugruppe 04: Reitstock
Ersatzteilliste
Ersatzteileitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 04 Reitstock
ET-Nr.: Benennung
24400-04-01 Mitlaufende Körnerspitze
24400-04-02 Pinole
24400-04-03 Knebelschraube
24400-04-04 Unterlegscheibe
24400-04-05 Gewindestift
24400-04-06 Schraube
24400-04-07 Spindel
24400-04-08 Skalenring
24400-04-09 Feder
24400-04-10 Handrad
24400-04-11 Griff
24400-04-12 Schraube
24400-04-13 Hutmutter
24400-04-14 Reitstock
24400-04-15 Platte
24400-04-16 Mutter
24400-04-17 Passfeder
24400-04-18 Anschlag
24400-04-19 Skala
24400-04-22 Gewindestift
PROXON
Ihr Gerät Funktioniert nicht ordentlich? Dannitte die Bedi- nungsanleitung noch einmal genau durchlesen. Ist es tatsächlich defekt, senden Sie esitte an:
PROXXON Zentralservice PROXXON Zentralservice D-54518 Niersbach A-4224 Wartberg/Aist
Wir reagieren prompt und zuverlässig! Über diese Adresse können Sie auch alle erforderlichen Ersatzteile bestellen.
Wichtig: Eine kurze Fehlerbeschreibung hilft uns, noch Schneller zu reagieren. Bei Rücksendungen innerhalb der Garantiezeititte Kaufbeleg beifugen.
Bitte senden Sie das Gerät in der Originalverpackung darüber! So vermeiden Sie Beschädigungen beim Transport!