KULLANIM KILAVUZU PD 400 PROXXON
Titizlikleri ile ünlü uzmanlar tarafından hazırlanmış, özenle tasarlanmış bir PROXXON Torna Makinesi PD 400'e sahipsiniz. Elinizdeki, çok yönlü bir makinedir. Bu bağlamda lütfen, aksesuar programına da ayrıca dikkat edin.
Makineyi düzgün kullanabilmek için bu kılavuzu dikkatlice okuyun ve uygulayın. Bu koşul sadece yeni başlayanlar için değil, profesyoneller için de geçerlidir. Lütfen bakım bölümünü de dikkatlice okuyun. Dikkatle kullanıldığı ve özenle bakıldığı takdirde (düzenli olarak yağlama da dahildir) bu makine uzun süre yüksek performans sergileyecektir.
Bu kılavuzu okurken ve PD 400 ile ilk tornalama denemelerinizi gerçekleştirirken size mutluluk dileriz.
Teknik geliştirme yönünde çalışmalar yapma hakkı saklıdır!
İçindekiler
Sayfa
Emniyet talimatları (bkz. ekteki defter) Anlatım 78 Makinenin ve teslimat kapsamının tarifi 79 Teknik bilgiler 79 Montaj ve kuruluş 79 Kullanım 79 1. Makinenin çalıştırılması 80 2. Suportun hızlı ayarı 80 3. Otomatik ilerlemenin çalıştırılması 80 4. Torna çeliğinin hareketi (uzunlamasına ve enlemesine)... 80 5. Doğru mil devir sayısının belirlenmesi 81 6. Mil devir sayılarının ayarlanması 81 7. Torna çeliğinin seçilmesi 81 8. Torna çeliğinin çelik braketine yerleştirilmesi 81 9. Aynaya gerilmesi 81 10. Uzunlamasına dönüş çalışma örneği 82 11. Konik dönüş 82 12. İşlenecek olan parçanın batırılması ve çekilmesi 82 13. İşlem görecek daha uzun parçaların torna kazağı ve punta ucu ile işleme alınması 82 14. İlerleme hızının değiştirilmesi 83 15. Diş açmaya yönelik değişimi dişlilerin montajı 83 16. Torna çeliği ile diş açma 83 17. Sol vida dişinin kesilmesi 83 Bakım 84 18. Genel 84 19. Kılavuz boşluklarının ayarlanması 84 20. Ana mil 84 21. Kılavuz milinin belirlenmiş kırılma yeri 84 22. Cihazın ortadan kaldırılması (Atılması) 84
Torna makinesi PD 400'e ait aksesuarlar 84
21. Puntalı torna tesisatı 84 22. Çeneleri tek olarak ayarlanabilen 4 çeneli ayna 85 23. 4 çeneli ayna (merkezi gerdirmeli) 85 24. Sıkma kovanı tesisatı ve sıkma kovanları 85 25. Sabit lunet 85 26. Hareketli lunet 85 27. Sıkma plakaları ile birlikte düz ayna 85
Yedek parça listesi 86
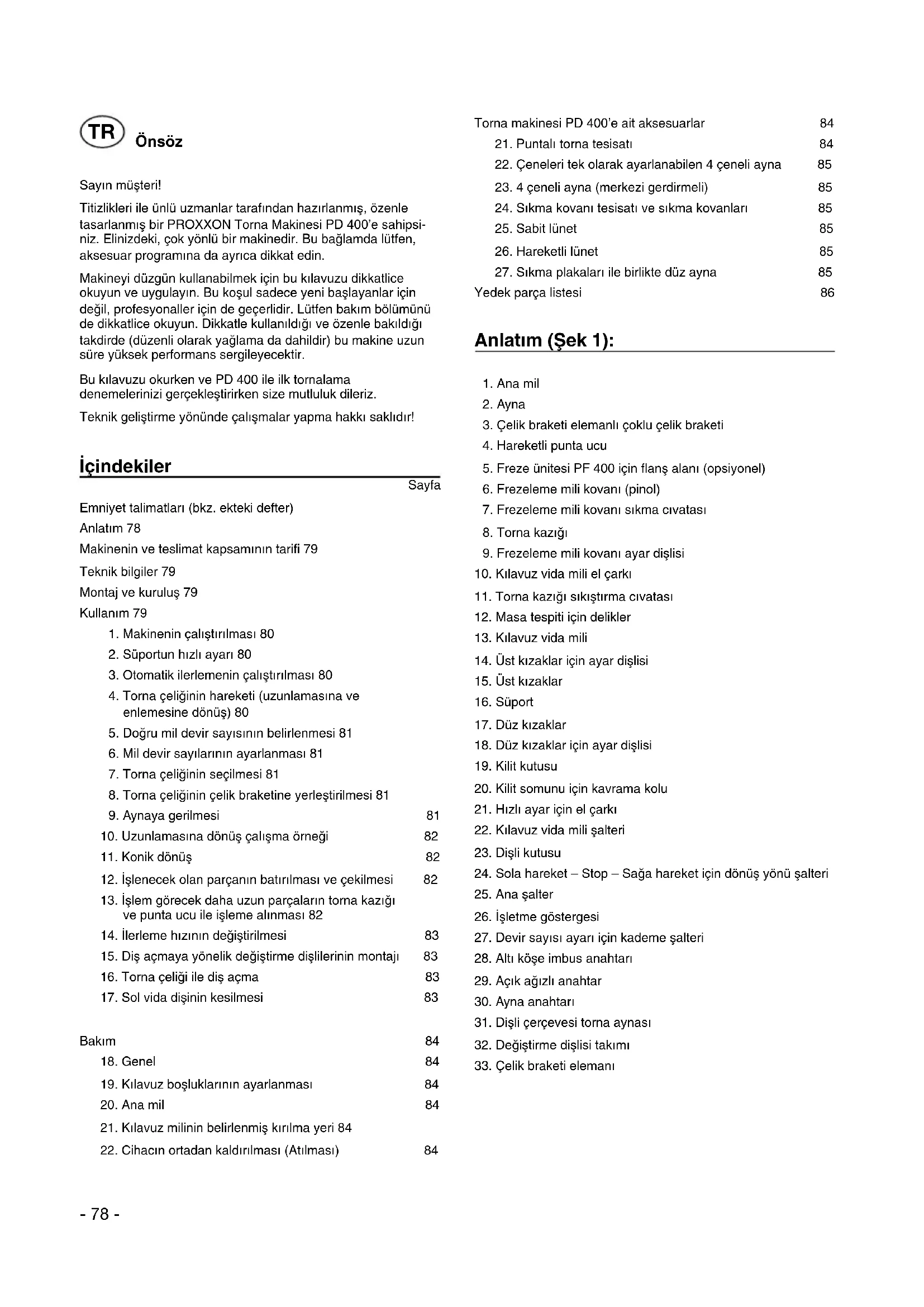
Anlatım (Şek 1):
- Ana mil
- Ayna
- Çelik braketi elemanı, çoklu çelik braketi
- Hareketli punta ucu
- Freze ünitesi PF 400 için flanş alanı (opsiyonel)
- Frezeleme mili kovanı (pinol)
- Frezeleme mili kovanı sıkma civatası
- Torna kazığı
- Frezeleme mili kovanı ayar dişlisi
- Kılavuz vida mili el çarkı
- Torna kazığı sıkıştırma civatası
- Masa tespiti için delikler
- Kılavuz vida mili
- Üst kızaklar için ayar dişlisi
- Üst kızaklar
- Süport
- Düz kızaklar
- Düz kızaklar için ayar dişlisi
- Kilit kutusu
- Kilit somunu için kavrama kolu
- Hızlı ayar için el çarkı
- Kılavuz vida mili şalteri
- Dişli kutusu
- Sola hareket - Stop - Sağa hareket için dönüş yönü şalteri
- Ana şalter
- İşletme göstergesi
- Devir sayısı ayarı için kademe şalteri
- Altıköşe imbus anahtarı
- Açık ağızlı anahtar
- Ayna anahtarı
- Dişli çevresi torna aynası
- Değiştirme dişlisi takımı
- Çelik braketi elemanı
Makinenin ve teslimat kapsamının tarifi:
PROXXON Torna Makinesi PD 400 aşağıdaki özelliklere sahip sökülebilir bir sistemdir:
- Prizma kılavuzlu, sabit pervazlı makine tablası - 6 mil hızı (3 ek şanzıman kademeli 2 motor hızı için ayar).. değiştirme şalteri)
- Suportun el ile kullanılabilen krank sayesinde hızlı ayarı
- Otomatik ilerleme
Aşağıdakiler teslimat kapsamına dahildir:
Hassas üçgeneli matkap aynası (Ø100 mm) - Hareketli punta - Dişli çerçevesi torna aynası (10 mm'ye kadar gerdiren) - İki ilerleme hızı için değiştirme dişlisi takımı (0.07 mm/U ve 0.14 mm/U), 19 metrik diş artışı ve ek olarak 10 ila 48 arasındaki viteslere ait inçlik diş artışı. Kullanma cihazı
- 2 çelik braketi elemanı; çoklu çelik braketi Sol diş kesme tesisatı Ayna emniyeti
- İki yedek kesme pimi
Teknik bilgiler:
Makine
Azami yükseklik 85 mm
Azami genişlik 400 mm
Süport üzerindeki maks.
Çalışma parçası çapı 116 mm
Mil geçişi 20,5 mm
Ayna tarafı ana mil MK3
Mil devir sayıları Kademe I: 80/dak; 330/dak
1.400/dak
Kademe II: 160/dak; 660/dak
2800/dak
Torna bağlama aynası Torna bağlama aynasının kullanım kılavuzuna bakınız!
Otomatik ilerleme 0.07 ve/veya 0.14 mm/U
Diş artışı bkz. şanzıman kutusundaki
tablo
Torna kazıFrezeleme
mili kovanı Strok 30 mm/MK 2
Çelikler için çelik braketi 10× 10mm
Ölçüler 900× 400× 300mm (LxBxH)
Ağırlık 45 kg
Gürültü ≤ 70 dB(A)
Makinenin geri dönüşümünü ev atıkları üzerinden yapmayın.

Motor
| Volt | 220-240 Volt, 50/60 Hz |
| Kademe I | Kademe II |
| Devir sayısi | 1400 U/dak | 2800 U/dak |
| Nominal performans | 0,25 kW | 0,55 kW |
| Giriş | 2,1 A | 3,9 A |
Montaj ve kuruluş:
Uyarı:
Nakliyat esnasında makineyi dişli kutusundan 23 (şek. 1) ve motor kapağından kaldırmayın. Plastik kapaklar kırılabilir.
Çalışma esnasında oluşan titreşimlerin absorbe edilebilmesi için tesisat alanınız düz ve sabit olmalıdır. Makine, bunun için öngörülmüş deliklerin 12 (şek. 1) yardımı ile zemine tespitlenmelidir. Şebeke hattının tehlike alanının dışında kalmasına dikkat edin.
Aynayı 2 (şek. 1), buna ait 3 cıvata ile ana mile monte edin. Ayna yatağının temiz olmasına dikkat edin.
Torna aynasını kullanmak için lütfen torna aynasının ekteki ayrı kullanım kılavuzuna bakınız!
Tüm çıplak metal parçalar teslimatta korozyon emniyeti ile kaplanmıştır. Bu emniyet, yağlama işlevine değil, koruma işlevine sahiptir. İlk kullanımdan önce örn. petrol ile temizlenmelidir. Tüm kılavuzlar kontrol edilmeli ve gerekirse ayarlanmalıdır. (Bu işlem için bkz. "Bakım" bölümü).
Bu işlemin ardından çıplak kılavuzlar ve miller uygun makine yağı ile iyice yağlanmalıdır. Bu işlemden sonra ayna emniyeti monte edilebilir.
Uyarı:
Avara takımının tamamının (kayış kasnağı, kayış, dişli çarklar) yağlanmaması gerekir. Ancak çalışma sırasında çok fazla ses çıkarsa, tekerleklere biraz Molykote yağı sürmeniz tavsiye ederiz.
Kullanma:
Dikkat!
İlk çalıştırmadan önce, torna bağlama aynası 2'nin (şekil 1) vidalarının düzgün bir biçimde sıkılmış olup olmadığı, torna bağlama aynası anahtarının takılı olup olmadığı ve destek 16 (şekil 1) ile torna bağlama aynası arasında yeterli mesafe olup olmadığı kontrol ediniz.
Dikkat!
İlk uygulamaları, parçayı germeden önce gerçekleştiriniz.
Ancak dönen torbaların sağlam bir şekilde gerilmiş olmasına dikkat ediniz, çünkü karşı basınç olmadığı takdirde, merkezkaç kuvvetinden dolayı gevşeyebilirler. İlk uygulamaları düşük devir sayısı ile gerçekleştiriniz. Lütfen torna bağlama aynasının hafifçe yağlanmış olmasını ve başlangıçta biraz sıçrama yapabileceğini unutmayınız.
Dikkat!
Lütfen motorun yapısına bağlı olarak uzun süreli boşta çalışma durumunda çok fazla ısınabileceğini unutmayınız. Bu bir motor arızası işareti değildir, ancak bununla birlikte, bu işletim modunun oluşmasını önlemenizi ve makineyi gereksiz yere boşta çalıştırmamanızı tavsiye ederiz.
Makinenin çalıştırılması
- Dönüş yönü şalterini 1 (şek. 2), "a getirin.
- Kılavuz vida milini ayırın (kılavuz vida mili şalteri 2'yi sola çevirin).
- Düşük hıza ayarlayın (kademe şalteri 3'ü 1'e).
- Makineyi ana şalter 4 ile çalıştırın. İşletme göstergesi 5 yanar.
- Dönüş yönü şalterini sağa çevirin. Ayna, işlem yönüne döner.
Süportun hız ayarı
Süport, el çarkı 1 (şek. 3) ile sorunsuz olarak çalıştırılabilmektedir. Bunun için süport önceden ayrılmış olmalıdır.
Dikkat!
Sıkıştırma civatası 2'yi önceden 1/2 tur gevşetin!
- Kol 3'ü yukarıya getirin.
- El çarkı 1'i çevirerek desteğin ayarını değiştirin (1 dönüm = 10,5 mm)
Otomatik ilerlemenin çalıştırılması
- Makineyi dönüş yönü şalteri 1 üzerinden (şek. 2), 0'a getirin.
- Süportu ayırın (Kol 3'ü (şek. 3) yukarıya getirin).
- Bağlantı esnasında kılavuz vida mili de birlikte hareket ettiğinden el çarkı 10'un (şek. 1) serbestçe dönebilmesine dikkat edin.
- Kılavuz vida milini bağlayın (Kılavuz vida mili şalteri 2'yi (şek. 2) sağa çevirin).
- Makineyi dönüş yönü şalteri üzerinden sağa ayarlayın. Kılavuz vida mili ve el çarkı birlikte dönmeye başlar.
Dikkat!
Otomatik ilerleme otomatik olarak kapatılamaz! Süportu aynaya girmeden önce ayırmaya dikkat edin!
- Süportu bağlayın (Kol 3'ü (şek. 3) aşağıya getirin). Süport, işlem yönünde hareket eder.
Uyarı!
Çalışma esnasında otomatik ilerlemeyi her zaman kol 3 (şek. 3) üzerinden kumanda edin. Kılavuz vida mili şalteri 2'yi (şek. 2) sadece makine çalışmıyorken kullanın.
Torna çeliğinin hareketi
(uzunlamasına dönüş ve enlemesine dönüş)
Torna çeliği, suport hız ayarının ve otomatik ilerlemenin yanı sıra 3 farklı şekilde ayarlanabilir.
A. Kılavuz vida mili üzerinden ayar (uzunlamasına dönüş) 1. Kılavuz vida milini ayırın (Kılavuz vida mili şalteri 2'yi (şek. 2) sola çevirin). 2. Suportu bağlayın (Kol 3'ü (şek. 3) aşağıya getirin). 3. Suportu el çarkı 10'un (şek. 1) yardımı ile ayarlayın. 1 tur = 1,5 mm
B. Üst kızağın ayarlanması (uzunlamasına dönüş)
- Gerekirse suportu sıkıştırın (Civata 2'yi (şek. 3) sıkın).
- Üst kızağı el çarkı 4 ile ayarlayın. 1 tur = 1,0 mm
C. Düz kızağın ayarlanması (düz dönüş)
- Gerekirse suportu sıkıştırın (Civata 2'yi sıkın).
- Düz kızağı el çarkı 5 ile ayarlayın. 1 tur = 1 mm ilerleme = 2 mm çap değişimi!
Doğru mil devir sayısının belirlenmesi
Temiz bir dönüş için doğru kesim hızının seçilmesi gereklidir. Bu koşul uzunlamasına dönüşte, çalışma parçasının çevre hızı için geçerlidir. Makinenin dişli kutusunda bulunan tablo, doğru kesim hızını seçmenize yardımcı olacaktır.
Kesim hızı, Vc" ve çalışma parçası çapı, D bilindiği takdirde gerekli mil devir sayısı, n" devamındaki gibi hesaplanabilir:
Örnek: 30 mm çaplı bir alüminyum çalışma parçası işlem görecektir. Tabloya göre gerekli kesim hızı 100 - 180 m/dak.'tır. Biz de hesaplarsak
132 m/dak.
n = 132 × 1000 / (30 × 3.14) = 1400 U/dak
Bu sonucu dişli kutusunun üzerindeki tablodan direkt olarak edinebilirsiniz.
Mil devir sayılarının ayarlanması
Mil devir sayısı, motor üzerinden yapılacak bir ayar değişimi ile değiştirilebilir (kademe şalteri 1, şek. 4). Bu şekilde devir sayısı yarıya indirilebilir ve/veya ikiye katlanabilir. Devir sayısı, bunun haricinde kayış şanzımanı üzerinden de değiştirilebilir.
- Makineyi ana şalter 2 üzerinden kapatın ve dişli kutusu 3'ü imbus anahtar ile açın.
- Sıkıştırma civatası 1'i (şek. 5) 1/2 tur gevşetin.
- Bir imbus civata 2 ile civata 3''ü sola çevirin. Bu sayede ara kayış kasnağı 4'ün yükü azalmaktadır.
- Kayışı şek. 6'ya göre değiştirin.
- Imbus anahtar 2'yi tekrar çıkartın ve sıkıştırma civatası 1'i sıkın.
- Dişli kutusu 3'ü (şekil 4) tekrar kapatın.
Uyarı:
Kademe şalteri kademe II'de bulunduğunda motor her zaman çalışmayabilir. Bu durumda lütfen I durumunda çalıştırınız ve ardından II durumuna geçiniz.
Torna çeliğinin seçilmesi
Torna çeliğinin birçok çeşidi bulunmaktadır. Bu konuda kısa bir açıklama:
Tırnak kalemleri (1), kısa süre içerisinde mümkün olduğu kadar çok talaş taşımak için kullanılır (çalışma parçası yüzeyinin finişi dikkate alınmaz).
Bitirme kalemi veya sivri kalem (2), temiz bir yüzey elde etmek için kullanılır.
Sağ (3) ve/veya sol yan çelikler, sağ ve/veya sol yönde gerçekleşecek keskin açıların içten torna edilmesi, uzunlamasına torna ve düz torna işlemleri için kullanılır.
Kesme kalemleri (4), kanalların delinmesi ve çalışma parçalarının ayrıştırılması için kullanılır.
Vida kalemi (5) dış diş kesimi için kullanılır.
İç torna çeliği (6), içten torna etme işlemleri için kullanılır.
Torna Çeliğinin Çelik braketine yerleştirilmesi
Çelik braketi bloğu 1 ve çelik braketi elemanları 2'den oluşan bir çoklu çelik braketi (şek.8), PD 400'un temel donanımına dahildir. Temiz sonuç alabilmek için torna çeliğinin tam ortada bulunması ve titreşimin önlenmesi amacıyla kısa bir süre gerilmesi kesinlikle gereklidir.
- Torna çeliği 3'ü çelik braketi elemanı 2'ye yerleştirin. Her iki civata 4'ü sonuna kadar sıkın.
- Çelik braketi elemanını çelik braketi bloğu 1'e yerleştirin. Torna çeliğinin yüksekliğini somun 5 üzerinden ayarlayın ve somun 6 ile kontra layın. Kesicinin yüksekliğini torna punta ucu ile uyumlu duruma getirin.
- Çelik braketi elemanı civata 7 ile sıkıştırın.
Uyarı:
Civata 8'in gevşetilmesi suretiyle tüm braket bloğu hareket ettirilebilir.
Aynaya gerilmesi
Dikkat!
Lütfen torna aynası üreticisinin ekteki kullanım kılavuzunu dikkate alınız!
Dikkat!
İşlem görecek parçalar, karşı braket olmadan torna kazığı ile sadece aynaya bağlanacaksa, çıkma miktarı, malzeme çapının 3 katından daha büyük olmamalıdır.
(L = 3× D), bkz. şek. 9.
Uzunlamasına tornalama çalışma örneği
Uzunlamasına tornalamada silindirik bir iş parçası, dönüş eksenine paralel olarak işlenecektir. Aşağıdaki paragrafta, yeni başlayanlar için torna tezgahı ile uzunlamasına tornalama örneği açıklanmaktadır:
Kısa bir iş parçasını az önce açıklandığı şekilde aynaya sıkın (anahtarı aynadan çıkarın!).
Kayış şanzımanını doğru devir sayısına ayarlayın (Dişli kutusundaki tabloya ve şek. 6'ya dikkat edin).
Kılavuz vida milini ayırın (kılavuz vida mili şalteri 2'yi (şek. 2) sola) ve suportu bağlayın (kol 3'ü (şek. 3) aşağıya).
Suportu sağdan sola doğru sürerek işlem görecek parçanın yakınına getirin (el çarkı 10 (şek. 1)).
Makineyi çalıştırmadan önce aynayı elle çevirerek aynanın serbestçe çalışıp çalışmadığını kontrol edin.
Makineyi çalıştırın (dönüş yönü şalteri 1'i (şek. 2) sağa).
Düz kızakları hareket ettirerek (el çarkı 5 (şek. 3)) kesme derinliğini ayarlayın. Yeni başlayanlar için sadece 1/10 mm'lik kesme derinliğini kullanmanız önerilmektedir (skalada 4 bölüm çizgisi).
El çarkı 10'u çevirerek (şek. 1) arkadan suportu işlem yönüne sürün. Her şeyi doğru uyguladığınız takdirde makine rahat ve düşük güç sarfiyatı ile çalışacaktır.
Dikkat!
Yaralanma tehlikesi! Dönüş esnasında hareketli iş parçasına dokunmayın! İşlem gören parçayı çalışma esnasında bir ölçüm sürgüsü veya benzer bir cihaz ile kesinlikle ölçmeyin! Çalışma esnasında bir eğe veya zımpara kağıdı ile işlem görecek parça üzerinde çalışmayın!
Konik dönüş
Koninin dönmesi için üst kızağı istediğiniz açıya göre ayarlayın.
- Üst kızak el çarkı 1 (şek. 11) ile sağa kaydırın.
- Sıkıştırma civatası 2'yi gevşetin.
- Üst kızağın açısını ayarlayın ve civataları tekrar sıkın.
Uyarı:
Üst kızak, bir verniyer skalaya sahiptir (ölçüm sürgüsündekinin benzeri). Dış skala A'da (şek. 11a) açılar doğru olarak gösterilir. İç B'de ise açılar sıkışmıştır (iç skalada 1 bölüm çizgisi 4,5°'ye karşılıktır). Açının 5°'lik adımlar ile okunması iç ve dış skaladaki sıfır işaretlerinin örtüşmesi ile gerçekleşir. 1° eklemek istiyorsanız iç skaladaki, 2°, 10° dış skala ile örtüşmedir. 2°'de, 4°, 20° dışta örtüşmedir vb. Bizim örneğimizde, 2°, 20° ile örtüşmektedir, yani temel değer 10°'nin 10° altındadır. Bu işlemin sonucunda 10° + 1° = 11°'lik bir açı oluşmaktadır.
- Süportu civata 3 (şek. 11) ile sıkıştırın.
- İlerleme, üst kızak 1'e ait el çarkı üzerinden gerçekleşmektedir.
Uyarı:
Ancak tornacı keskisinin yüksekliği tam ortaya ayarlandığı takdirde düzgün bir koni elde etmeniz mümkün olur.
İşlenecek olan parçanın delinmesi ve kesilmesi
Delme işlemi, düzgün kanalların oluşturulması anlamına gelmektedir. Kanal, işlem gören parçanın ortasına kadar devam ediyorsa kesme işlemi söz konusudur. Tornacı keskisinin yüksekliğini çalışma parçasının kesinlikle ortasına ayarlayın ve çeliği mümkün olan en kısa şekilde bağlayın. Düşük bir devir sayısı kullanın ve gerekirse çeliği makine yağı ile hafifçe yağlayın.
İşlem görecek daha uzun parçaların torna aynası ve punta ucu ile işleme alınması
Daha uzun çalışma parçaları (ayna çıkması, çalışma parçası çapının 3 katından daha büyük), sol uçta torna aynası ile birlikte çalışan punta ucu ile tutulmalıdır. Bu işlem için lütfen sağ tarafa bir merkezleme deliği açın:
- Saç ön tarafını dikkatlice döndürün.
- Delme aynası 1'i (şek. 12) torna kayığına yerleştirin ve merkezleme matkapını takın.
- Torna kayığını çalışma parçasına yaklaştırın ve sıkıştırma cıvatası 2 ile sabitleyin.
- Makineyi çalıştırın ve merkezleme deliğini frezeleme mili kovan ilerlemesi (el çarkı 4) ile açın.
Bu işlemden sonra delme aynasını hareketli punta ucu ile değiştirebilirsiniz. Ucu merkezleme deliğine dokunun ve hiçbir boşluk kalmayıncaya kadar dikkatlice kapatın. Frezeleme mili kovanını bağlama cıvatası 3 ile sabitleyin.
İlerleme hızının değiştirilmesi
PD 400 standart olarak 0,07 mm/U'luk ilerleme ile teslim edilmektedir. İlerleme hızını artırmak için (0,14 mm/U) dişli kutusunda Z1 aksının (5, şek. 13) 20 dişe sahip dişlisi 40 dişe sahip bir dişli ile değiştirilmiştir. Lütfen devamdaki gibi hareket edin:
- Makineyi ana şalter 25 (şek. 1) üzerinden kapatın ve dişli kutusu 23'ü açın.
- Cıvata 1'i (şek. 14) hafifçe gevşetin ve dişli kolunu 2'yi aşağıya yatırın.
- Klips 3'ü (şek. 13) çıkartın.
- Aks 4'ü dörtgen üzerinden 1/2 tur çevirin. 20 dişe sahip dişli 5'i, 40 dişe sahip bir dişli ile değiştirin.
Uyarı:
Dişlileri değiştirirken aksları sıkmadan önce bir gazete kağıdı şeridini diş yüzeylerinin arasına yerleştirin. Kağıt şeridinin kalınlığı, gerekli diş yüzü boşluğuna yaklaşık olarak eşit olmalıdır. 5. Aksı tekrar sıkın, klipsi takın, dişli kolunu yukarıya katlayın ve cıvata 1'i (şek. 14) tekrar sıkın.
Diş açmaya yönelik değiştirme dişlilerinin montajı
PD 400 ile 19 farklı metrik diş (bkz. dişli kutusundaki tablo ve şek. 25) ve inçlik diş 10 ila 48 vites ile döndürülebilmektedir. Diş artışının ince ayarlanması için değiştirme dişlileri buna uygun biçimde değiştirilmelidir. Şekil 14'te, 1 mm'lik diş artışına uygun değiştirme çarkları monte edilmiştir.
Dişli kutusundaki tablo şunları göstermektedir: w = 30, Z1 = - / 50, Z2 = 40 / 30, L = 60 / -. w ana mildeki dişliyi tanımlar. Bir vidali pim ile ana mile sabitlenmiştir. Z1 ve Z2, ara dişlilere ait iki akstır. Öndeki sayı her zaman aksın öndeki dişlisini, arkadaki sayı ise arkadaki dişlisini tanımlar. Bu bağlamda, Z2 aksında önce 30 dişe sahip arkadaki dişli, ardından 40 dişe sahip öndeki dişli itilir. Z1 aksında, önce 50 dişe sahip arkadaki dişli,
ardından bir ara segman itilir.
L, kılavuz vida milindeki dişliyi tanımlar. Bu dişlinin değiştirilmesi için somun 6 çözülmelidir. Travers 7, tam olarak bir dişlinin genişliğine sahiptir ve her zaman dişlinin önüne veya arkasına monte edilmelidir.
Torna çeliği ile diş açma
Uyarı:
Devamındaki işler için çalışma parçası üzerinde gerçekleştirilecek işlem tamamlanmış ve doğru diş açısı oluşturulmuş olmalıdır. Diş başlangıcına bir yiv, diş bitişine küçük bir kanal açılması önerilmektedir. Diş çeliği, tam olarak 90°'lik açıyla bağlanmalıdır.
Dikkat!
Diş açma esnasında her zaman en küçük devir sayısı (80/dak) ile çalışın, aksi takdirde ilerleme fazla hızlanır (yaralanma tehlikesi!).
- Torna çeliğini çıkış pozisyonuna getirin.
- Kılavuz vida milini bağlayın (Kılavuz vida mili şalteri 1'i (şek. 15) sağa çevirin).
- Makineyi çalıştırın.
- Torna çeliğini diz kızağı ile hafifçe kapatin.
- Sūportu bağlayın (Kol 2'ü aşağıya getirin).
- İstenen diş uzunluğuna ulaştıktan sonra diz kızağını geriye sürün ve makineyi dönüş yönü şalterinden kapatın.
- Ayna durana kadar bekleyin. Dönüş yönü şalterini sūportun çevresinden sola doğru sürerek geriye getirin.
- Torna kalıbını tekrar takın ve gerekli diş derinliğine ulaşana kadar işlemi tekrarlayın.
Uyarı:
İşlem süresince suport ve kılavuz vida mili ayrılmamalıdır, aksi takdirde diş artışında kayma olur!
Dişin kalitesini artırmak için üst kızak içeriye çekilir.
Diş çeliğinin kapatılması önceden tarif edilen düz kızak ile aynı şekilde gerekir. Bu esnada üst kızak 0,025 mm oranında
(1 bölüm çizgisi) bir defa sola ve ardından sağa kaydırılır. Bunun sonucunda talaş sadece tek bir taraftan toplanır.
Tam diş derinliğine ulaşıldığında son olarak bir defa daha hafifçe kapanarak tam kesik atılır.
Sol vida dişinin kesilmesi
Sol vida dişlerinin kesilmesi için ara dişli Z'ye sahip ek bir aks (şek. 16), Z2 ile kılavuz vida mili dişlisi L'nin arasına monte edilmelidir. Bu sayede kılavuz vida milinin dönüş yönü tersine çevrilmektedir. Dişlinin diş sayısı bu bağlamda önem taşımaz. Sağa dönen aynada suport, soldan sağa doğru hareket eder. Diş, soldan sağa doğru oluşturulmalıdır.
Bakım
Dikkat!
Tüm bakım ve temizleme çalışmalarından önce makineyi ana şalterden kapatın. Temizleme işleminde basınçlı hava kullanmayın, aksi takdirde kılavuzlara talaş girebilir.
Genel
Kullanımdan sonra makineyi bir fırça veya el süpürgesi ile talaştan arındırın.
Tüm parçaları yağlama planına (şek. 17) göre yağlayın ve/veya gresleyin. Yağlama esnasında yağın kılavuzlara girebilmesi için kızakların çalışma yüzeylerini iyice ovuşturun.
A= Her kullanımdan önce yağlanmalı/greslenmelidir B= Her ay yağlanmalı/greslenmelidir
Lütfen kılavuz milinin dişli mahfazasındaki flanş birimini de, uygun delik üzerinden yağlayınız.
Kılavuz boşlukların ayarlanması
Kılavuzlar düzenli olarak yağlandığı takdirde dahi bir süre sonra kılavuzlarda boşluk oluşması kaçınılmazdır.
- Üst kızak 2'nin ayar civataları ait kontra somunları 1'i (şek. 18) sökün, boşluk giderilene kadar Tür ayar civataları 3'ü eşit şekilde içeriye çevirin ve kontra somunları tekrar sıkın.
- Aynı işlemi alt kızak 4'te tekrarlayın.
Uyarı:
Civata 5'in yardımı ile kılavuz sıkıştırılabilir.
- Makineyi baş aşağı çevirin ve vidalı pim 1'i (şek. 19) biraz törpüleyin.
- Boşluğu azaltmak için sıkıştırma civatası 2'yi tekrar hafifçe sıkın.
- Süportun rahatça kayıp kaymadığını kontrol edin. Süport rahatça kaymıyorsa boşluk biraz büyütülmelidir.
Ana mil
Milin 2 konik makaralı yatak ile yataklanması, minimum devir sayısında en az 6000 saat, (maksimum devir sayısında 1800 saat) bakım gerektirmemektedir. Bu sürenin dolmasından sonra ufak bir boşluk oluşursa, yataklar bir uzman tarafından ayarlanabilir.
Kılavuz milinin belirlenmiş kırılma yeri
Takılma veya benzeri başka bir aşırı yüklenme durumunda kesme pimi (bakınız patlama çizimi sayfa 88, konum 81) flanş biriminde (konum 71) kırılabilir. Burası kırılma yeri olarak tasarlanmıştır ve değiştirilmesi gerekir (kesme pimini yedek parça olarak bizden sipariş edebilirsiniz). Bunun için değiştirme tekerleklerinin çıkartılması ve kırılan kesme piminin kalan kısımlarının uygun bir aletle (zımba vb.) kılavuz piminden ve takılı kılıftan (konum 82) çıkartılması gerekir. Yeni kesme pimi içeriye sokulurken, bunun bir kısmının dışarıda kalmaması, aksine toplu bir şekilde yerine yerleşmesini sağlayınız, aksi takdirde dişli çark sorunsuz bir şekilde tekrar yerine takılamaz. Bu şekilde ayrıca pimin yalnızca yarı yarıya yerleşmesi, yani yalnızca bir tarafında kesme yapılması da sağlanmalıdır.
Cihazın ortadan kaldırılması (Atılması):
Lütfen cihazı normal çöpe atmayınız! Cihaz içerisinde geri dönüşümü mümkün parçalar vardır. Bu konuyla ilgili sorularınızı lütfen çöp toplama kuruluşuna veya diğer belediye kurumlarına yöneltebilirsiniz.
Torna makinesi PD 400'e ait aksesuarlar
Uyarı:
Devamındaki aksesuar parçaları teslimat kapsamına dahil değildir.
Dikkat!
Aksesuarın montajından önce makineyi ana şalterden kapatın.
Puntalı torna tesisatı
Puntalı torna tesisatının montajı:
Uyarı:
Daha uzun çalışma parçaları ana mile ve torna kazığına ait merkezleme uçlarının arasına bağlanacaktır. Çalışma parçasının her iki ön yüzünde birer merkezleme deliği bulunmalıdır.
Ancak uçlar dikey ve yatay pozisyonda karşılaştığı takdirde tam silindir bir çalışma parçası elde edilmektedir.
- Üç çeneli aynaya ait üç tespitleme civatasını sökün ve aynayı alın.
- Sürme tablası 3'ün (şek. 20) toleransını, punta ucu 1 ve ana mildeki buna ait toleransı iyice temizleyin.
- Punta ucu 1'i ana milin toleransına yerleştirin. İkinci punta ucunu torna kazığına yerleştirin.
- Adaptörü 4'ü sürme tablası 3'e yerleştirin ve vidayı hafifçe sıkın. Her ikisini çalışma parçası 5'in üzerine itin. Dayanak 2'yi mil flanşına civatalayın.
- Çalışma parçasını uçların arasına bağlayın. Sürme tablası 2'yi (şek. 21) dayanağın üzerine itin ve inbus anahtar 1 ile çalışma parçasına sabitleyin.
Dikkat!
Torna kazığında sabit bir punta ucu kullanılması durumunda kızmayı önlemek için uç ve merkezleme deliğinin devamlı olarak yağlanması gereklidir.
Punta ucunun çıkarılması:
- Alüminyum veya pirinçten oluşan uygun bir çubuğu soldan sağa doğru ana milin içinden geçirin.
- Punta ucunu sabit tutun ve çubuğa hafifçe vurarak punta ucunu çıkarın.
Çeneleri tek olarak ayarlanabilen 4 çeneli ayna
Uyarı:
Çenelerin teker teker sıkılması sayesinde yuvarlak, oval, dörtgen ve daha farklı biçimdeki çalışma parçaları da bağlanabilmektedir. Bağlama işlemi merkezi veya eksantrik olarak gerçekleştirilebilir. Çalışma parçasının merkezlenmesi burada üç çeneli aynanın tersine manuel olarak yapılabilmektedir.
- Üç çeneli aynayı sökün ve dört çeneli aynayı monte edin.
- Dört çeneyi açın, oturma yüzeylerini temizleyin ve çalışma parçasını göz ayarıyla hafifçe gerin.
- Supotu torna çeliğiyle çalışma parçasının düz yüzeyine getirin.
- Simetrik olup olmadığını anlamak için aynayı el ile çevirin.
- Çeneyi açarak ve karşısındaki çeneyi buna göre ayarlayarak ayarlama işlemini gerçekleştirin.
- Dört çeneyi eşit şekilde çaprazın üzerine sıkın.
Dikkat!
Germe çenelerinin normal pozisyonunda sadece maks. 55 mm kenar uzunluğuna sahip iş parçaları gerilebilir. Ters pozisyonda ise maks. 100 mm mümkündür. Daha büyük iş parçaları güvenli bir biçimde tutulamayacaktır. Kaza tehlikesi!
4 çeneli ayna (merkezi gerdirmeli)
Çeneler tek olarak ayarlanamamaktadır (otomatik olarak merkezlenen). Ayna Ø 100 mm. Maks. germe alanı 83 mm. Daha büyük iş parçaları güvenli bir biçimde tutulamayacaktır. Kaza tehlikesi.
Sıkma kovanı tesisatı ve sıkma kovanları
Uyarı:
Sıkma kovanı tesisatı, çok detaylı yuvarlak parçalar ile çalışmaya uygun değildir. Döner tabla keskinliği bu durumda genel ayna ile yapılacak çalışmadan daha yüksektir.
- Üç çeneli aynaya ait üç tespitleme civatasını tornavida ile sökün ve aynayı alın.
- Sıkma kovanı girişi 2'nin (şek. 22) toleransını, punta ucu 1 ve ana mildeki buna ait toleransı iyice temizleyin.
- Sıkma kovanı girişi 2'yi dört tespitleme civatası 3'ün yardımıyla monte edin.
Dikkat!
Her zaman iş parçasına uygun sıkma kovanı kullanın. Büyük çaplı kovanlar zarar görecektir.
- Sıkma kovanı 6'yı yerleştirin ve rakor 5'i hafifçe takın.
Dikkat!
Çalışma parçası yerleştirilmemişse rakoru sıkmayın. Rakor 5'in sıkılabilmesi için sıkma işleminden sonra pimleri 4 hemen çıkartın.
- Uygun çalışma parçasını sıkma kovanına dokun ve rakor 5'i çelik pimlerin 4 yardımıyla sıkın.
Sabit lunet
Lunet, özellikle çapı 50 mm'ye kadar olan daha uzun çalışma parçalarının işlenmesi için kullanılmaktadır.
- Tespitleme civatası 4'ü (şek. 23) çözün ve tutma plakası 3'ü çaprazlama olarak yerleştirin.
- Luneti yatak kılavuzuna yerleştirin ve istenen pozisyona getirin.
- Tutma plakası 3'ü lunetin mesnedine paralel olacak şekilde takın ve tespitleme civatası 4'ü sıkın.
- Tüm sıkıştırma civataları 1'i çözün ve her tutma çenesi 2'yi çalışma parçasının yüksekliğine sürün.
Dikkat!
Çeneler 2 çalışma parçasına sadece dokunmalı, parçaya yapışmamalıdır. Aksi takdirde çalışma parçası yüzeyi çizilebilir ve motor aşırı yük altında kalabilir.
Çalışma parçasının destek bölgesinde kalan bölüm yuvarlak ve pürüzsüz değilse çalışma parçası önceden döndürülmelidir. Çeneler ve çalışma parçası dönüş esnasında sürekli olarak yağlanmalıdır.
- Çalışma parçasının lunete boşluksuz olarak yerleşip yerleşmediğini kontrol edin ve sıkıştırma civatalarını 1 tekrar sıkın.
Hareketli lunet
Montaj, sabit lunet ile aynı şekilde yapılacaktır; tek fark, burada hareketli lunetin suporta tespit edilmesidir (şek. 24).
Sıkma plakaları ile birlikte düz ayna
Aynanın yerine monte edilmektedir. Daha büyük ve asimetrik biçimli çalışma parçalarının bağlanması için idealdir. 150 mm. 2 devamlı T-kanalı. Sıkma plakaları dahil.
AB-Uygunluk belgesi
Biz kendi sorumluluğumuz altında bu ürünün aşağıda belirtilen AB normlarına uygun olduğunu beyan ederiz:
EG-Alçak gerilim normları 73/23/EWG
93/68/EWG
EN 61029-1/12.2003