NÁVOD K OBSLUZE PD 400 PROXXON
Pričteni Navodu k použití prědní a zadni stránku rozložit.

70
Türkce
Kullanma talimatinin okunmasi esnasinda onde ve arkada sayfalari disariyaogr uacin.

78
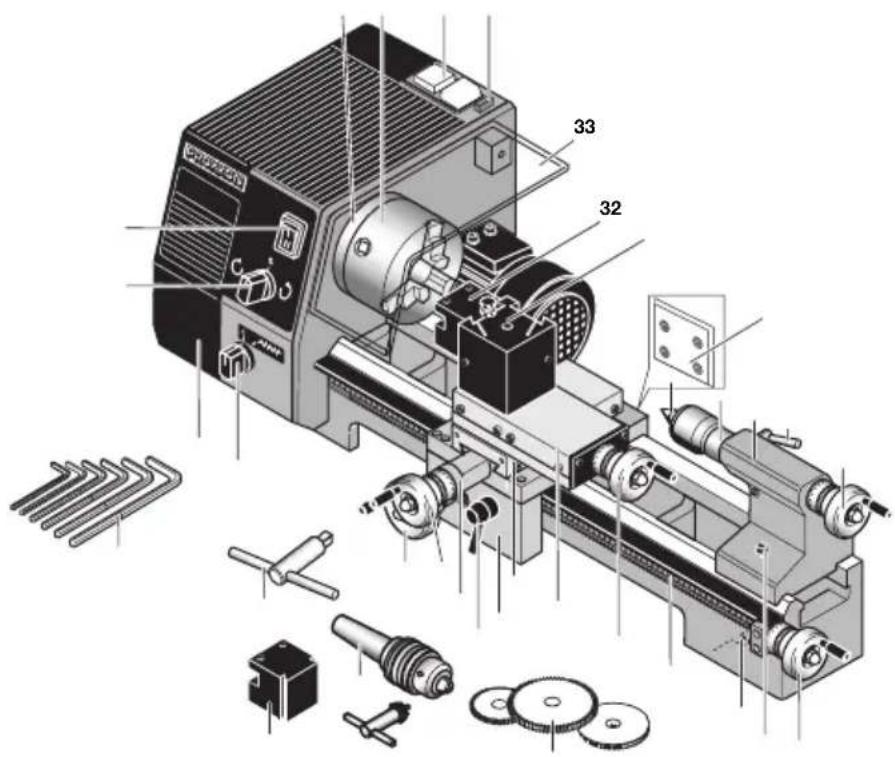
Fig. 1
Fig. 2
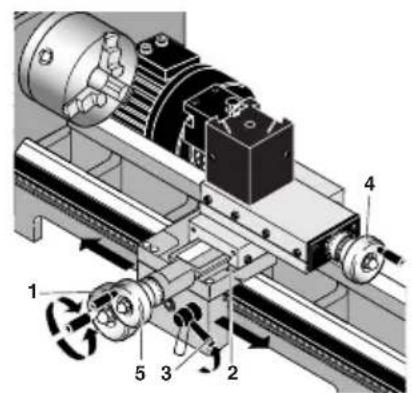
Fig. 3

80/160 min

330/660 min

1400/2800 min-1
Fig. 6Fig. 5Fig. 4
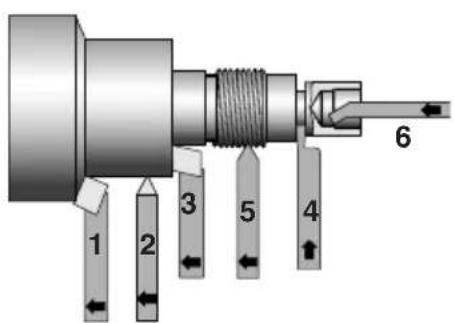
Fig. 7 Fig. 8
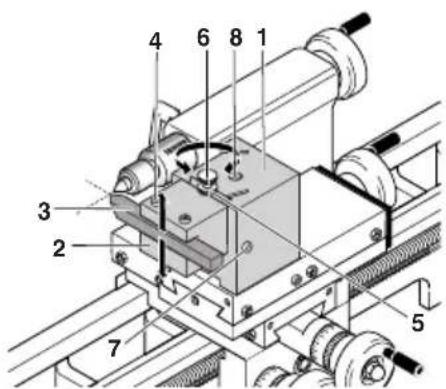
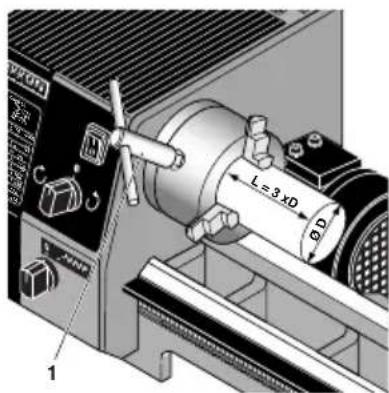
Fig. 9
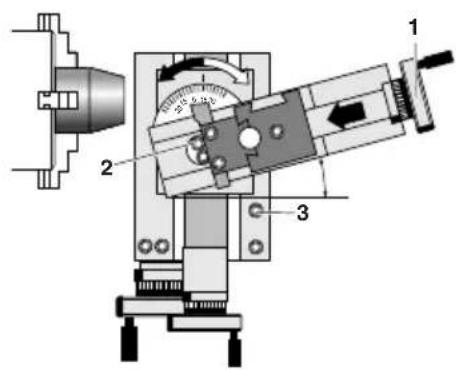
Fig. 11
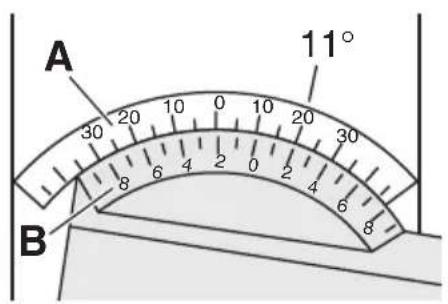
Fig. 11a
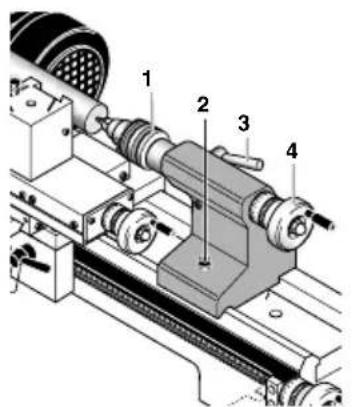
Fig. 12
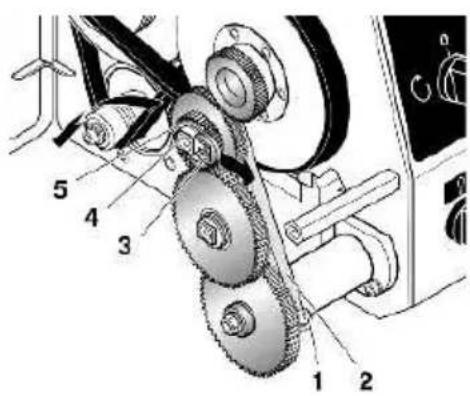
Fig. 13
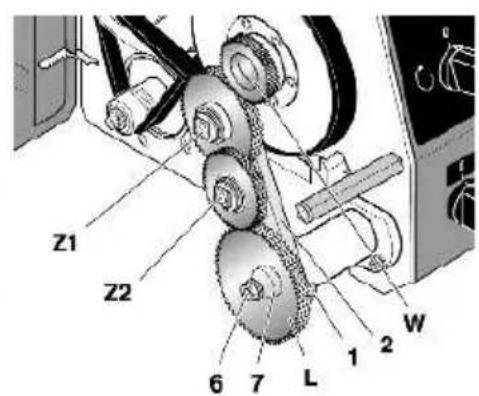
Fig. 14
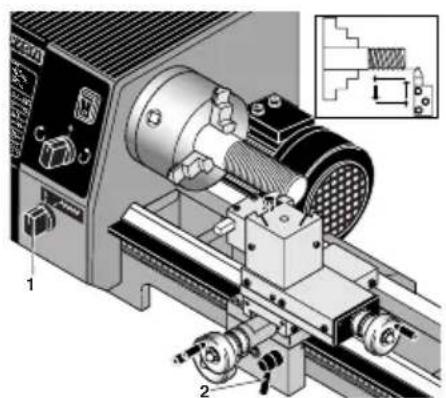
Fig. 15
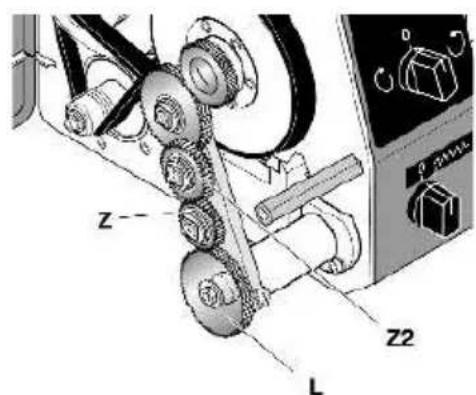
Fig. 16
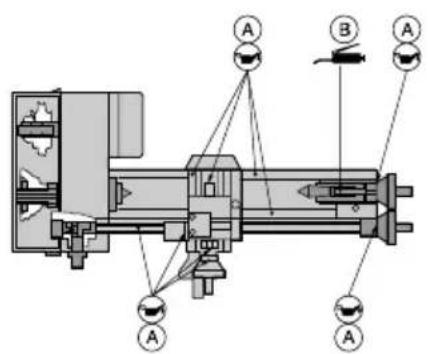
Fig. 17
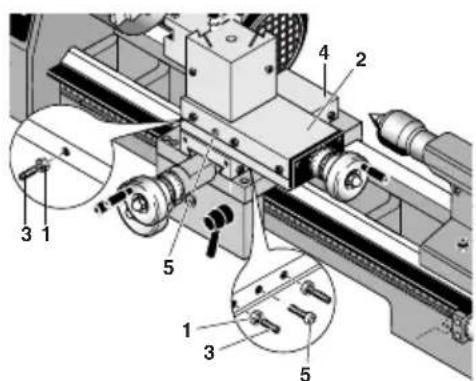
Fig. 18
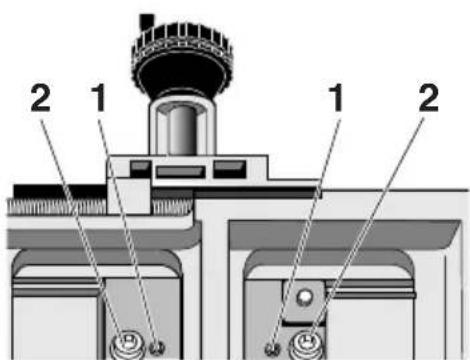
Fig. 19
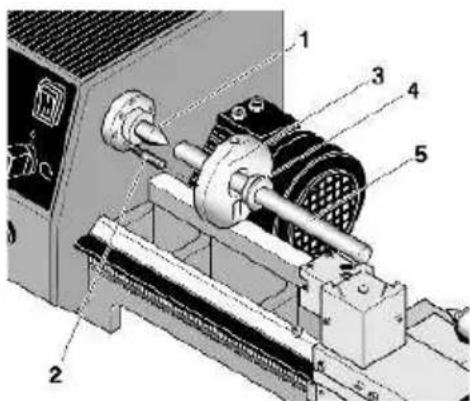
Fig. 20
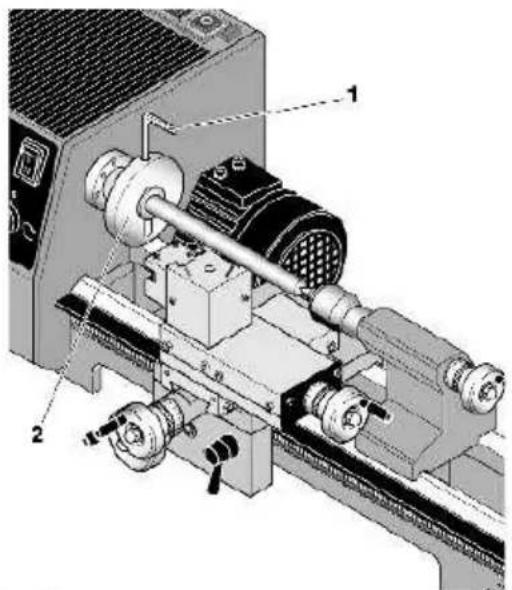
Fig. 21
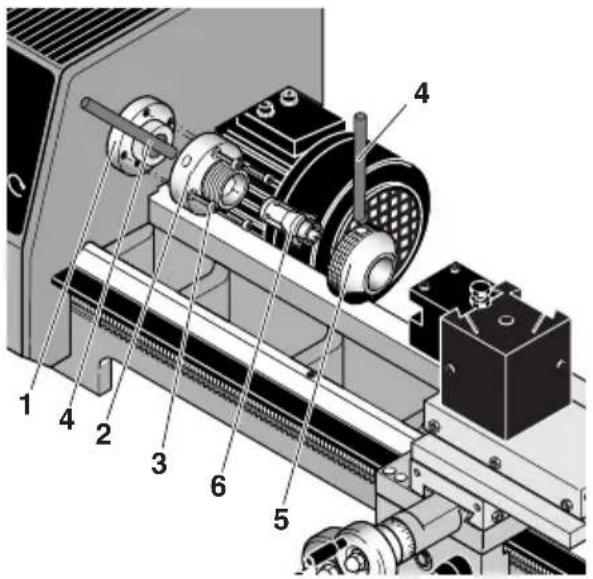
Fig. 22
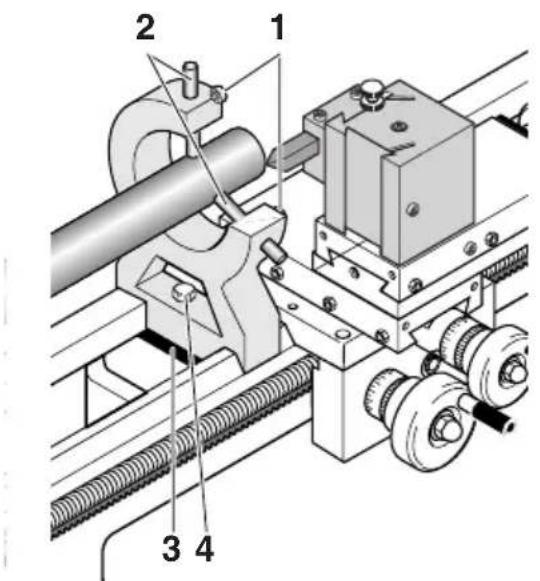
Fig. 23
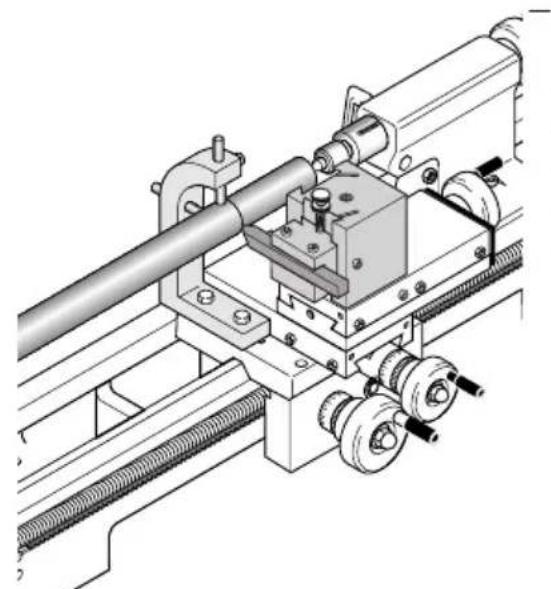
Fig. 25
Fig. 24
| mm |
| 0.07 0.14 | |
| W - /30 | - /30 | |
| Z1 20/60 40/60 | | |
| Z2 70/25 70/25 | | |
| L - /75 | - /75 | |
| mm
W Z1 Z2 L |
| 0,2 30 -/45 20/60 | 75/- | | | |
| 0,25 | 30 -/45 25/60 | 75/- | | |
| 0,3 30 -/55 20/50 | 60/- | | | |
| 0,35 | 30 -/45 35/60 | 75/- | | |
| 0,4 30 -/55 20/45 | 50/- | | | |
| 0,45 | 30 -/60 20/40 | 50/- | | |
| 0,5 30 -/65 20/30 | 60/- | | | |
| 0,6 30 -/65 20/30 | 50/- | | | |
| 0,7 30 -/55 35/45 | 50/- | | | |
| 0,75 | 30 -/55 30/40 | 45/- | | |
| 0,8 30 -/55 40/45 | 50/- | | | |
| 0,9 30 -/70 20/25 | 40/- | | | |
| 1,0 30 -/50 40/30 | 60/- | | | |
| 1,25 | 30 -/55 50/30 | 60/- | | |
| 1,50 | 30 -/55 40/20 | 60/- | | |
| 1,75 | 30 -/70 35/20 | 45/- | | |
| 2,0 30 -/55 50/25 | 45/- | | | |
| 2,5 30 -/55 50/20 | 45/- | | | |
| 3,0 30 -/65 40/20 | 30/- | | | |
| n/1" W Z1 Z2 L |
| 10 36 -/70 40/25 | 34/- | | |
| 11 36 -/75 30/20 | 35/- | | |
| 12 36 -/75 40/34 | 30/- | | |
| 14 36 -/70 40/34 | 35/- | | |
| 16 36 -/65 30/50 | -/34 | | |
| 18 36 -/65 40/34 | 45/- | | |
| 20 36 -/60 40/34 | 50/- | | |
| 22 36 -/60 40/34 | 55/- | | |
| 24 36 -/65 40/34 | 60/- | | |
| 28 36 -/65 40/34 | 70/- | | |
| 32 36 -/65 30/34 | 60/- | | |
| 36 36 -/70 20/34 | 45/- | | |
| 40 36 -/70 20/34 | 50/- | | |
| 48 36 -/65 20/34 | 60/- | | |
|
| Spindle Speeds [1/min] |
| Motor 1400/min | Motor 2800/min |
| 80 160 | |
| 330 660 | |
| 1400 2800 | |
D Vorwort
Zakoupenim soustruhu PROXXON PD 400 jste ziskali kvalitni a
presny obrabeci stoj, ktery byl konstruovan a vyroben s
nejvyssi peclivosti u odborniku, u kterych je preciznost již
tradici. Moznosti pouziti tohoto stroje jsou mnhostranné.
V tefo souvislosti venujte prosim pozornost také nabidce
promysleneho programu prisluşenstvi.
Za ucelem spravne oblsuhy stroje a také pro Vasi vlastni bezpečnosti si dukladně prěctěte a bezpodminěcně dodržujtePokyny, uvedené v totom námodu. To platí nejen pro začatečníký, nýbrž i pro profesionály. Pozorně si prostudujte také kapitolu Üdržba stroje. Dodržovámim spravněch pracovnich postupú a pečlivý městřováním (k totu patří i pravidné olejováni) bude Vás stroj pri opracovány dlouho dosahovat prěsné vysledky.
Při Čtení námodu k obsluze a pri prvnichPokusech pri soustružení na stroji PD 400 Vám prejeme mnoho ušpechu.
Změny, vyplývajici z dalísho vyvoje ve smyslu technickéhoPokroku jsou vyhrazeny!
Obsah
Strana
Bezpečnostní prědpísey (viz přiložený sešit)
Legenda 70
Popis pristroje a rozsah dodávky 71
Technické udaje 71
Montáz a instalace 71
Obsluha pristroje 71
- Zapnutí stroje 72
2.Rychle prestaveni suportu 72
- Zapnuti automatického posuvu 72
- Zpʊsoby použiti soustružnického noze (poděné a prčné soustruženì) 72
- Stanovení optimárnich otáček vřetena 73
- Nastaveni otacek vretena 73
- Volba soustružnického noze 73
8.Upevnéisoustruznického noze do drzaku noze 73
9.Upnuti do sklicidla 73
- Priklad pracovniho postupu pro podélné soustruzéní 74
- Soustruženi kuzelù 74
- Vyroba zapichu a upichnuti obrobku 74
- Opracovani dlouhych obrobku upnutim do koniku a upinacich hrotu 74
- Nastavení posuvu 75
- Montáz vymennych kol pro ržaní zavitu 75
- Žeziá závitú pomoci soustružnického noze 75
- Rezání levych závitú 75
Udrzba 76
- Vseobecne 76
- Seirzeni vule vedeni 76
- Hlavni vreteno 76
- Konstrukce umyslného zlomu vodiciho vretene 76
- Likvidace 76
Prisluensstvi k soustruhu PD 400 76
- Zaǐzení pro soustružéní mezi hroty 76
- 4-čelistové sklícidlo s Jednotlivě nastavitelnými celistmi 77
- 4-celistové sklicidlo (s centralmim upinanim) 77
- Zařazení pro upíné klerstiny a upíné klerstiny 77
25.Pevna luneta 77
- Pojizdná luneta 77
- Lícní deska s upinkami 77
Seznam nahradnich dlu 86
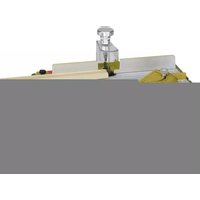
Legenda (Fig 1):
- Hlavni vreteno
- Sklididlo
- Vicénásobná nožová hlava s upinacim držákem nože
- Otočný upinaci hrot
- Přiruba pro upevněni fržovací Jednotky PF 400 (podle verze provedeni)
- Pinola
- pevnovaci sroup pro pinolu
- Konik
-
Regulačni kolečko pinoly
-
Rucni kolecko vodicioho sroubovho vretena
- Upevnovaci srob pro konik
- Otvory pro upevneni stolu
- Vodici šroubové vreteno
- Regulačni kolečko pro horní saně
- Horní saně
- Suport
- Pričné saně
- Regulačni kolečko pro príćné saně
- Suportová skřín
- Páka spojky pro matici sroubového vretena
- Ručni kolečko pro rychlé prestaveni
- Spínač vodicího šroubověho vretena
- Převodová skřín
- Přepínač pro levotočivy běh - stop - pravotočivy běh
- Hlavni spinač
- Indikace zapnuti
- Přepínač stipné pro přestavení otáček
- Klic na vinitrn fsestihrany
- Stranový klic
- Klic pro sklididlo
- Sklédidlo pro vrták s ozubeným věncem
- Sada yvmennych ozubenych kol
- Upinac drzak noze
Popis stroje a rozsah dodávky
Soustruh PROXXON PD 400 ma konstrukci, umožnujici nastavbu pro rozsiireni systemu, ktera se vyznacuje:
- stabilim Žebrovaným odlitkem loze s prizmatickým vedením
-6 ruznymi otackami vretena (prepinac pro 2 Rozsahy otacek motoru volbou dalsich 3 prevodovych stapnu)
- rychlym přestavenim suportu prostřednictvim ručni kliky
- a automatickym posuvem
Do rozsahu dodávky patři:
Precizni tricelistni sklididlo (O 100 mm)
-Otočný upinací hrot
-Sklicidlo pro vrtak sozubenym vencem (pro upnuti dilu do prumru 10mm)
- Sada vymennych ozubenych kol pro dve rychlosti posuvu (0.07mm/ot a 0.14mm/ot), 19 metrickych stoupani zavitu a navic stoupani zavitu v palcich v rozsahu od 10 do 48.
Nárdí pro obsluhu
- Vicenásobná nožová hlava s 2 upinacimi držákty nožú
- Zarizeni pro Črzáni levotočivych závitú
Ochranny kryt sklicidia
-dvá nahradi brusné kolíky
Technické udaje:
Soustruh
Vyska hrotu 85 mm
Vzdalenost mezi hroty 400 mm
Max.prümér obrobku
nad suportem 116 mm
Vinitrini prumér vretena 20.5 mm
Kuzel hlavniho vretena na
straně sklícidla MK3
Otácky větěna stupej 1: 80/min; 330/min
1.400/min
stuper II: 160/min; 660/min
2800/min
Otáčíve sklididlo viz námod pro otáčíve sklididlo
Automatický posuv 0.07 resp. 0.14 mm/ot
Stoupán zavituzitabulka v prevodovskini
Pinola koniku zdvih 30 mm/MK 2
Drzak pro soustruznicke noze 10 x 10 mm
Rozmery 900x400x300 mm (dx\$xv)
Hmotnost 45 kg
Hlucnost ≤ 70dB(A)
Motor
Napeti 220-240 V, 50/60 Hz
stupen I stupen II
Otácky 1400 ot/min 2800 ot/min
Vystupni vykon 0,25 kW 0,55 kW
Plocha pro instalaci stroje musi byt rovná a dostatečné stabilí, aby mohla absorbovat chvěni, vznikajíci pri opracováni. Stroj nutno upevnit na stabilím podkladé prostřednictvím príslušnéch otvorù 12 (Fig.1). Pritom dbeje na to, aby privodní elektrický kabel ležel mimo nebezpečné pracoví oblasti stroje.
Sklicidlo 2 (Fig. 1) namontujte na hlavní vreteno pomoci k tomu urcenych 3 ks šroubú. Pritom dbejte na to, aby byla plocha pro uloženi sklicidla očistěna od prachu.
Při používáni sklícidla dodržujte prosím separatné prilozeny námov upinacího sklícidla!
Vsechny ciste kovove dily bez povrchove upravy jsou pri expedici nakonzervovany protikoroznim prostredkem. Tato ochrana neni urcena pro mazani, nybrz pouze jako konzervace. Tuto konzervačni vrstvu nutno pred prvnim pouzitim odstranit napr. petrolejem. Potom nutno zkontrolovat vuli vsech vedeni a podle potreby nastavit. (viz kapitola "Udržba").
Nasledné nutno vsechny cisté kovové plochy vedeni a vreten dobre naolejovat vhdným strojním olejem. Na záver lze namontovat ochranny kryt sklicidla.
Upozornéni:
Celà predloha (femenice, fremen, ozubená kola) se nésmi olejovat. V pripadé silne hlasiteho chodu se doporučuje namazat kola s trochou molykote-mazacim tukem.
Obsluha:
Pozor!
Prid prvnim zapnutim zkontrolujte, jsou-li srouby otaciveho sklicidla 2 (poz.1) spravne utazeny, klc otaciveho sklicidla neni zastrcen a sane 16 (poz.1) majdostatecny odstrup od otaciveho sklicidla.
Pozor!
Proved'te Vase pvni cviceni bez upnutelo obrobku. Dbejte pritom na to, aby byly otacive celisti pevné upnuty, ponevadz by se bez protitlaku mohy uvolnit odstredivou silou.
Proved'te prvniciveni pri malych otackach.
Myslete na to, ze otacive sklicidlo je naolejovano a muze na zaćatu trochu strikat olej.
Pozor!
Dbejte na to, ze motor se muze pri delsim volnobehu velice zahrat. To neni znakem poruchy motoru, napric tomu se doporucuje vyvarovat se takovemu stavu a neprovozovat stroj zbytecnve volnobehu.
Zapnutí stroje
- Prepinač pro změnu směru otáčeni 1 (Fig. 2) nastavit do polohy “0”.
- Vodici šroubovie vreteno odpojit (spinač vodicího šroubo-veho vretena 2 otočit dolea).
- Nastavit nizke otáčky (prěpinač stipné 3 do polohy l)
- Stroj zapnout hlavnim spinačem 4. Nyní se rozsvítí indikace zapnutí 5.
- Přepínač pro změnu směru otáčeni otočit směrem doprava. Sklícidlo se nyní točí ve směru opracování.
Rychlé prestaveni suportu
Rychlé presunuti suportu lze provest pomoci ručniho kolečka
1 (Fig.3). Ještě prědetím se musí odpojit spojka suportu.
Pozor!
Upevnovaci srgub 2 uvolnit predtim o 1/2 otacky!
- Paku 3 otočit směrem nahoru.
- Prestavit sané tocenim ručniho kolečka (1 otočeni = 10,5 mm)
Zapnutí automatického posuvu
- Stroj vypnout prepnutim prepinace pro zmenu smru otaceni 1 (Fig. 2) do polohy "0".
- Odpojit spojku suportu (otočením páky 3 (Fig. 3) směrem nahoru).
- Pritom dbeje na to, aby se ručni kolečko 10 (Fig.1) mohlo volné tocit, protože pri zapnuti vodicicho šroubového vřetenase musi otáčet společné s vřetenem.
- Vodici šroubovie vreteno zapojit (spínač vodicího šroubo-veho vretena 2 (Fig. 2) otočit směrem doprava).
- Stroj zapnout otočením prepínače pro změnu směru otáčeni směrem doprava. Vodici šroubové vřeteno a ručné kolečko se nyní točí spolecné.
Pozor!
Automatický posuv nemá funkci automatickeho vypnutí!
Dbejte proto na to, abyste pri automatickém posuvpu pred těsnou blízkostí sklédida vypnuli spojku suportu!
6. Zapnout spojku suportu (otočením páky 3 (Fig. 3) směrem dolů). Suport se nyní pohybuje ve směru opracováni.
Upozorneni!
Při práci s automatický posuven je nutno suport ovladat pouze prostřednictvém páky 3 (Fig. 3). Spínač vodiciho šroubového věretena 2 (Fig. 2) se smí obšluhovat vždy až po zastaveni stroje.
Zpúsoby použítí soustružnického noze (poděné a pričné soustružení)
Vedle rychlého prestaveni suportu a automatického posuvu lze jeste soustruznickym nozem pracovat použitim 3 rūznych metod.
A. Posouvani prostrechnictvim vodicico h srouboveho vretena (podelné soustruzeni)
-
Vodici šroubovie vreteno odpojit (spinač vodicicho šroubového vretena 2 (Fig. 2) otočit směrem dolea).
-
Zapnout spojku suportu (otočením páky 3 (Fig. 3) směrem dolů).
-
Suport posouvat pomoci ručniho kolečka 10 (Fig. 1). 1 otáčka = 1.5 mm
B. Posouvání hornich saní (podéné soustruženi)
- Suport podle potbreby upevnit (dotazenim sroubu 2 (Fig.3)).
- Horní saně posouvat pomoci rucniho kolečka 4.
1 otáčka = 1.0 mm.
C. Posouvání prčných saní (čelní soustružěné)
- Suport podle potřeby upevniit (dotažením šroubu 2).
- Pricne sané posouvat pomoci rucniho kolecka 5. 1 otáčka pri posuvu = 1 mm prédstavuje = 2 mm mensi prümér!
Stanovení optimárnich otáček vřetena
Pro dosaženi kvalitniho povrchu soustruženi je rozhodujici také volba spravné rezné rychlosti. V pripadé podélného soustruženi se jegnó obvodovou rychlost obrobku. Jako pomücka pro volbu spravné rezné rychlosti slouží tabulka, umistěna na prevedové skříni stroje.
Při záměřezné rychlosti "Vc" a příznámém prüměru obrobku "D" lze potřebné otáčky vřetena "n" vypocítat následujícím způsobem:
Příklad: Ma se opracovat obrobek z hliniku s prüměrem 30 mm. Požadovaná rezná rychlost je podle tabulky 100 - 180 m/min. My si zvolíme a budeme počítat s hodnotou 132 m/min.
$$
n = 1 3 2 \times 1 0 0 0 / (3 0 \times 3. 1 4) = 1 4 0 0 o t / m i n
$$
Tento vysledek lze také zjistit primo podle tabulky na prévodové skřini stroje.
Nastaveni otáček vřetena
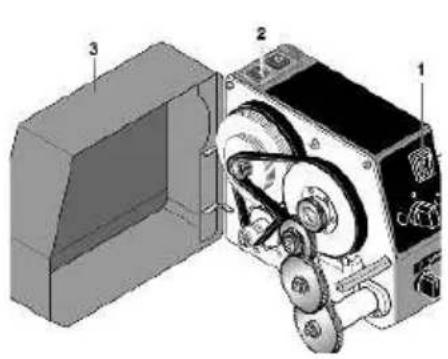
Jedním zpúsobem pro změnu otáček vřetena je prepnutí motoru (prepínač stipné 1 Fig. 4). Tim docház k zmeněné otáček na polovinu resp. zvyěné na dvojánsobek. Dále lze otáčky vřetena změnit prostřednictvím šretenového prévodu.
- Stroj vypnout hlavním spinacem 2 a prévodovou skřín 3 otevřit pomoci klice na vinitří šestihrany.
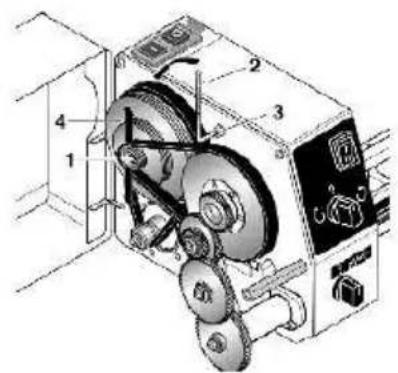
- Upevnovaci sroup 1 (Fig. 5) uvolnit o 1/2 otacky.
- Pomoci kliche na vinitrii sestihrany 2 otocit sroubem 3 smerelem doleva. Tim dochazi k odlehcn i vlozene remence 4.
- Nyni nutno remy vymenit podle zobrazenia na Fig. 6.
- Klic na vinitrni sestihrany 2 opet vyjmout a dotahnout upevnovaci srob 1.
- Převodovou skřín 3 (Fig. 4) opět uzavřit.
Upozornéni:
Müze se stat, ze se motor pokaždé nerozbéhne, je-li prépinač stipnú prépnut do polohy II. V takovém pripadé prépněte prépinač do polohy I a pak ho prépněte do polohy II.
Volba soustružnického nože
Pro obrenijsoukdispozici ruzne druhy soustruznickych nozu.Zdeuvadimekratkévysvetleni(vizFig.7):
Hrubovaci noze (1) se použivaji pro dosaženi vysokte produktivity obrăběni pro ubér nevjvětsí trísky v nekratsím case (bez ohledu na kvalitu obrăběného povrchu).
Hladici nebo ostre dokoncovaci noze (2) se pouzivaj pro dosazeni hladkeho povrchu obrobku.
Pravé (3) resp. levé stranové noze se používaji pro podélné resp. príćné soustruženi jakoz i pro soustruženi ostrych uhlú prí opracovány zprava resp. zleva.
Upichováci nože (4) se používaji k vyrobě zápichů, dražek a k dělení obrobků.
Zavitovneze (5) se pouzivaji krezani vneshijch zavitu.
Vnitrni soustruznické noze (6) k oprcovány vnitrnich otvoru.
Upevní soustružnického noze do držáku noze
K zakladni vybave soustruhu PD 400 patri vicenásobná nozová hlava (Fig. 8), ktera se skláda z bloku držaku noze 1 a dvouupinacich držaku noze 2. Pro zabraněni vzniku vibraci priobraběni a tim dosaženi vysokte kvality soustruzeni je nevyhnutné, aby byla rezná hrana noze ustavena présne na "střed"obrobku a aby byl soustruznický nuž upnutý snejmensimmozném vyložením.
- Soustružnicky nuz 3 vlozit do drázaku noze 2. Oba upevnovaci šrouby 4 jemné dotáhnout.
- Držák noze vložit do bloku držáku noze 1. Vyšku soustružnickyho noze podle osy otáčeni obrobku nastavit pomoci šroubu 6 a zajistit matici 5. Pritom je nutno vyšku rezné hrany noze nastavit na střed upinacího hrotu v koníku.
- Upinaci drzak soustruznického noze upevnit šroubem 7.
Upozomeni:
Uvolněim šroubu 8 lze kompletné nožovou hlavu otáčet.
Upnuti do sklicidla
Pozor!
Dodržujte přiložený provozné námod výrobce sklidída!
Pozor!
V pripadé upnuti obrobku pouze do sklicidla a bez pouziti koniku jako opery, nesmi byt delka vylozeni obrobku větsí než trojánsobný prümér materialu obrobku (L = 3× D) , viz Fig. 9.
Příklad pracovniho postupu pro podělné soustružení
Pod podelnym soustruženim se Rozumopracovani valcovitych dlu parallelnes podelnou osou otaceni. Pro zacatechniky je v nasledujicim odstavci na prikladu vyvětleno obraběni dlu na soustruhu metodou podelného soustruženi:
Podle postupu, popsaného v precházejíc Kapitole upnéte do sklédida krátý obrobek (nezapomeñte vytáhnout klc ze sklédidla!).
Správné otáčky větena nastavte prostřednictvím rěmenového prěvodu (viz tabulka na prěvodové skříni a zobrazení na Fig. 6).
Odpojte vodici sroubové vreteno (spinač sroubového vretena 2 (Fig.2) směrem dolea) a zapnéte spojku suportu (páku 3 (Fig. 3) směrem dolú).
Nyni prisunte suport z pravé strany směrem dolea až těsně k obrobku (ručím kolečkem 10 (Fig. 1).
Jeste pred zapnutim stroje zkontrolujte ručním otáčením sklidída, zdali se sklidídlo s obrobkem točí volné a centrick.
Stoj zapnout (prepinačem pro změnu směru otáčeni 1 (Fig. 2) doprava).
Presunutim pričněch saní (ručním kolečkem 5 (Fig. 3)) nastavte hloubku šežu. Na začátku obrábení se doporučuje pracovat jen s malou hloubkou šežu a to 1/10 mm (4 dílků na stipnici).
Suport posouvejte otacenim ruciho kolecka 10 (Fig. 1) ve smeru opracovani. Pokud jste vsechny operace provedli spravne, stroj musi pracovat klidne, bez vibraci a bez namahy.
Pozor!
Nebezpeci poranen! Pri soustruzeni se nedotykejte rotujicich soucasti! Obrobek nikdy nemerte beshem toceni pouzitim posuvneho mertika nebo podobnych mericich pristroju! Beshem toceni obrobku nikdy nepouziveje pro dalsi opracovani pilniku nebo brusného papir!
Soustruženi kuzelù
K výrobe kuzel' je nutno horní saně nastavit do požadovaného úlu.
- Horni sané presunout směrem doprava pomoci ručniho kolečka 1 (Fig. 11).
- Uvolnit upevnovaci srouby 2.
- Horní sané nastavit do požadovaného Úhlu a šrouby opět pevně dotáhnout.
Upozorneni:
Horní saně jsou opatrény noniovou stupnicí (podobné jaku u posuvného měřitka). Na věnjí stapnicí A (Fig. 11a) je deleni pro realné zobrazení úhlú. Na vinitrín stipnicí B se nacházi stupnicí s menšim delením (1 dilek na vinitrín stipnicí opodVIDA 4.5^ ). Očitání úhlú v krocích 5^ probílá prekrytm nulové značky vinitrín stipnicí s věnjí sé. Pokud k tomu nyní potrebujete prčítat 1^ , potom se musí cislo "2" vinitrín stipnice o 10^ dalé směrem ven shodovat s věnjí stipnicí. Pri úhlú 2^ se musí shodovat "4" o 20^ dalé směrem ven atd. V našem prípadě se kryje "2" s hodnotou "20", tedy o 10^ dalé jako základní hednota 10^ . Z toho vyplýva úhel 10^ + 1^ = 11^ .
- Suportupevnit pomocišroubu 3 (Fig.11).
- Posuv se ovláda otáčením ručniho kolečka pro horní saně 1.
Upozorneni:
Přesné kuzel lze vyrobit jen za podmíky, Že vyška Žezné hrany soustružnického nože byla nastavena prěsně na střed otáčeni obrobku.
Vyroba zapichu a upichnuti obrobku
Pod vyrobou zápichu se Rozumi výroba jemného dražkovani. Pokud se pri dražkovaniPokračuje až do stědu otáčeni obrobku, jestá se o upichnuti obrobku. Pri tomto zpúsobu opracovani je duležite výsku upichovaciho noze nastavit do stědu otáčeni obrobku a nuz pritom upnout snejmensím mozném vyložením. Používejte nizké otáčky a pamukozno, používejte pro mazání rezné plochy noze trochu strojniho oleje.
Opracovani dlouhych obrobku upnutim do koniku a upinacich hrotu
Při opracovani obrobku s větěs delkou (delka obrobku od sklidida je větěs než trojnsobný prüměr obrobku), je nutno obrobek na pravé straně podeprít pomoci koniku s otočnám upinacim hromet. K tomu se musi prědīm na práve straně obrobku vyvrtat středici otvor:
- Opatrně zarovnat Čelo na pravé straně obrobku.
- Do koniku nasadit sklicidlo pro vrták 1 (Fig. 12) a upnout středí vrták.
- Konik prisunout až k celní ploše obrobku a upevnit pomocí upevnovaciho šroubu 2.
- Zapnout stroj a středici otvor vyvrtat posouvámim pinoly (otácením ručniho kolečka 4).
Po vyvtani otvoru muzete sklicidlo pro vrtak yvmenit za otočny upinaci hrot. Upinaci hrot zasunte do strediciho otvoru a pinolu opatrné vysunte tak, aby se yvmezila veškerá vule. Pinolu nyni upevněte pomoci šroubu s kolíkovou rukojetí 3.
Nastavení posuvu
Stroj PD 400 se již z vyrobního závodu dodáva se standardním posuvem 0.07mm/ot. Pro nastavení rychlejsího posuvu (0.14mm/ot), se musí v prevodové skříni vyměnit ozubene kolo hřidele Z1 (5 Fig. 13) s 20 zuby za kolo se 40 zuby. Pritom postupujte následujicím zpúsobem:
- Stroj vypnout hlavním spínačem 25 (Fig. 1) a otevřit prevedovou skřín 23.
- Sroub 1 (Fig. 14) lehce uvolnit a rameno kol 2 sklopit smerem dolu.
- Odstranit prichytku 3 (Fig. 13).
- Hridel 4 uvolnit na sestihranu o 1/2 otáčky. Ozubene kolo 5 s 20 zuby vyměnit za ozubene kolo se 40 zuby.
Upozomeni:
Při dotahováni hridelu po vyměne ozubenych kol je nutno vždy vložit mezi ozubení zabirajćich kol pásek novinoveho papiru. Tloustka tohoto pásku novinoveho papiru príblízně odpovidá správné zubové vuli.
- Hridel opet dotahnout, nasadit prichytku, rameno kol vyklopit nahoru a opet dotahnout srob 1 (Fig. 14).
Montáž vymennych kol pro šezání zavitú
Pomoci soustruhu PD 400 lze rezat 19 ruznych metrickych zavitu a (viz tabulka v prevodové skrini a Fig. 25) a palcové zavity rady 10 až 48. K nastaveni stoupani zavitu je nutno vždy vymenit príslušná yměnná ozubená kola pro rezani zavitu. Na zobrazeni Fig.14 jsou namontovaná yměnná ozubená kola pro rezani zavitu se stoupánim 1mm.
Tabulka v prévodove skřini udáva: w = 30, Z1 = -/50, Z2 = 40/30, L = 60/-. Pismenem w je označeno ozubené kolo na hlavním vřetenu. Toto ozubené kolo je na hlavním vřetenu upevněno pomoci zavitového kolíku. Z1 a Z2 je označeni pro dva hřidele vloženych kol. Prední cislo označuje vždy to kolo hřidele, které je blížíkám, zadním cislem je označeno zadné kolo. Na hřidel Z2 se tedy nejdřiv nasadi zadné kolo s 30 zuby a následovné predné kolo se 40 zuby. Na hřidel Z1, nejdřiv zadné kolo s 50 zuby a nakonec jeder mezikroužek.
L označuje kolo na vodicim šroubovém vřetenu. K výměné tohoto kola se musi uvolnit matice 6. Vymezováč kroužek 7 má presné šířku Jednoho ozubeného kola a musi se namontovat pred nebo za ozubené kolo.
Rēzání závitù pomoci soustružnického noze
Upozoměni:
Pro následujíci práce musi byt již obrobek načisto opracován dokončovacim obrábením a musi mit správný vnéjsi prümér pro príslušné zavit. Doporučuje se, naběh zavitu opatrì sraženou hranou a v mistě ukončeni zavitu vyrobit malou dražku. Soustružnický núž křezáni zavitů se musi upnout prěsne v 90° uhlu.
Pozor!
Přírezáni závitů se musi pracovat s nejměnsimi otáčkami (80/min), protoze jinak posuv proběhne velkou rychlostí (nebezpečí poraněnil).
- Soustružnicky nuz nastavit do vychozí pozice.
- Zapojit vodici sroubové vreteno (spinač vodicího sroubového vretena 1 (Fig. 15) otočit směrem doprava).
- Zapnout stroj.
- Soustruznicky nuz lehce prisunout pomoci pričnych saní.
- Zapnout spojku suportu (otočením páky 2 směrem dolú).
- Po dosaženi požadované délyk závitu vysunout nuz ze záberu vysunutim pričnych saná a stoj vypnout prepinačem prozmenu sméru otáčeni.
- Pockat, až se zastavi sklididlo. Přepinač pro změnu sméru otáčeni zapnout směrem doleva a suport prěsunout zpátky.
- Soustruznicky nuz nastavit do nové hloubky rezu a prěchodázejíci pracovní postup opakovat, až se dosáhne požadované hloubky závitu.
Upozomeni:
V prubéhu vsech těchto pracovnich postupu se suport a vodici šroubové vreteno nesmi odpojt, jinak docház pri dalšim opracovány k posunú t stoupán zavitu!
Pro dosaženi vysskuality povrchu vyraběnych zavitse doporučuje použitii hornich sani. Nastavení hloubky záberu zavitoveho noze provest pomoci prčěnych saní podle prěchodázejiciho postupu. Avšak pri teto metodé se musí horní sané vždy presunout Jednou o 0,025 mm (1 dilek stipnice) dolea a potom zase doprava. Timto zpúsobem docházi k odebirání trisky vždy Jen z jegné strany.
Až po dosaženi uplné hloubky závitu se konečné profil závitu jestě jegnou opracuje malou hloubkou záberu.
Rezání levych závitú
K rezani levych zavitu nutno do prevodu mezi Z2 a ozubené kolo vodicinho srouboveho vretena L1 namontovat pridavný hirdel s vlozenym ozubenym kolem Z (Fig. 16). Tim se dosáhne opacné smér tocení vodicinho srouboveho vretena. Pocet zubu vlozeného ozubeného kola není pritom duležity. Suport se pohybuje pri pravotocivém bēhu sklicidla zleva doprava. Zavit se tedy musi rovnž začat soustruzit z leve do pravé strany.
Pozor!
Prid zahajenim jakychkoliv pracitykajicich se udrzby nebo cishtei, nutno stroj vypnout hlavnim vypinacem. K cishtei nepouzivat stlaceny vzduch, jinak muze dojit k vniknuti trisek do vedeni.
Vseobecné
Po ukončeni práce nutno stroj dūkladné očistit od třisek štečem nebo smetáček.
Vsechny dily mazat nebo olejovat podle mazaciho planu (Fig. 17). Pri olejovani vodicich kluznych ploch nutno sane vicekrat rucné presouvat, aby se olej mohl dostat do vsech mist vodicich ploch.
A = naolejovat / namazat prêd kăzdým použitim
B = naolejovat / namazat Jednou za měsic
Cepovou Jednotku vodicho vretene olejovat prs otvor nachajejici se v krytu kol.
Serizeni vule vedeni
I pri pravidelném mazání vedení se nedá vyhnout tomu, aby se po nejakém CASE ve vedení neobjevila vule.
-
Uvolnit pojistné matrice 1 (Fig. 18) serizovacich sroubupropricny posuv 2, vsechny serizovací srouby 3 rovnoměrné zašroubovat tak, aby došlo k vymezení vule a pak pojistné matrice opět dotáhnout.
-
Tento pracovni postup opakovat i pri nastaveni vedeni pro pricné sané 4.
Upozomeni:
Pomoci Sroubu 5 Ize vedeni upevnit.
- Otáčet hlavou stroje a kolík se zámítem 1 (Fig. 19) trochu vysroubovat.
- Pro vymezeni vule opět lehce dotáhnout upevnovaci šrouby 2.
- Poté zkontrolovat, zda je:no suportem lehce pohybovat. Pokud jde suportem pohybovat Jen ztezka, nutno vuli opet ponekud zvetsit.
Hlavni vreteno
Uloženi vretena ve 2 kuželíkovych ložiscich nevyžaduje do doby minimálne 6000 hodin pri minimálnich otáčkach nebo do 1800 hodin pri maximálnich otáčkach Žádnou udržbu. Pokud se po uplynuti títo doby zjisti malá vule v uloženi, lze nechat tuto vuli u odborníka opět seřidit.
Konstrukce umyslného zlomu vodiciho vretene
Při vžpřicení nebo jinem pretiženi se muže zlomit brusný kolík (viz zobrazeni exploze, strana 88, poz. 81) v Čepové Jednotce (poz. 71). Tento je konstruován pro takovyto pripad zlomení a musi se pak vyměnit za nový (brusné kolíky si mužete u nás objednat jako nahradní dily). K tomu se musi vyndat přesuvné kola a zbytky zničeného kolíku se musi vyndat odpovidajćim nastrojem (např. trém a pod.) z vodicího vřetene, jakoz i z nasazeného pouzdra (poz. 82). Při vsazováni nového brusného kolíku se musi dbát na to, aby tento nevyčnival, ale prilíhal, jinak se nebude dát bez problému znovu nasadit ozuběne kolo. Tim je i zaruceno, ze kolík sedi Jen polovičate, t. j. ze bude namáhan broušením Jen na jestné straně.
Upozorneni:
Následujíci díly príslušenství nepatři do obsahu dodávyk stroje.
Pozor!
Zafrzení pro soustružení mezi hroty
Montáz zarizení pro soustruženi mezi hroy:
Upozorneni:
Delsi dily urcené k obrăběni se upinaji mezi středici hroty hlavniho vretena a koniku. Obrobek musí byt na kaźdé z obou celnich ploch opatřen středicim otvorem.
K doprženi presné kruhovitosti obrobku je nutno dopržet
presné vázajemné licovány upinacích hrotů ve vertikánlí a v horizontální rovině.
- Vysroubovat triupevnovaci srouby 3-celistového sklididla a sklididlo vyjmout.
- Licované uloženi unášecího kotouče 3 (Fig. 20), otočné upinaci hroty 1 a licované uloženi upinacích hrotů v hlavní vrětenu pečlivě očistit.
- Upinaci hrot 1 nasadit do licovaného uloženi v hlavní vrétenu. Do koníku nasadit druhý upinaci hrot.
- Do unaseciho kotouce 3 nasadit adaptor 4 a kolik se zavi-tem lehce dotahnout. Oba dily nasunout pres obrobek 5. Unasec 2 zarsroubovat do priruby vretena.
- Mezi stredici hroty upnout obrobek. Unaseci kotouc 2 (Fig. 21) nasunout na unasec a obrobek upevnit pomoci klice na vinitri sestihrany 1.
Pozor!
Pri pouziti pevného upinaciho hrotu v koniku je pro zabréniyvhratí hrotu nutné prubezné chlazení trecich ploch olejem.
Demontáž upinacích hrotú:
- Do hlavniho vretena nasunout zleva doprava vchodny trn z hliniku nebo mosaze.
- Upinaci hrot pridržet a upinaci hrot uvolnit lehkým ùderem na trn.
4-čelistové sklícidlo s Jednotlivě nastavitelnými celistmi
Upozorneni:
Pomoci jednotlive nastavitelnych celisti, Ize upnout kulate, ovalni, hranaté a asymetricky formované dily. Dil urceny k opracovani Ize upnout centricki i excentricky. Oproti upinani do 3-celistoveho sklicida je v toto pripadne nutno stredeni obrobku provest manualne.
- Odmontovat 3-Čelistové sklícidlo a namontovat 4-Čelistové sklícidlo.
- Otevřit všechny 4 Čelisti, dosedací plochy očistit a obrobek, prědbězně nastavený v požadované poloze Jen lehce upnout.
- Suport nozem prblizit k celni plose obrobku.
- Za ucelem zjiisteni odchylky od symetrie, sklicidlem toit jen rukou.
- Nastaveni do požadované polohy provest otevřením jederčelisti a doregulovámim protilehlé Čelisti.
- Po nastaveni dotáhnout všechny Čtyři Čelisti rovněrně do kříze.
Pozor!
V normáni pozici Čelisti se mohou upnout obrobyk s délkou hrany max. 55 mm. V otočné pozici Čelisti max. 100 mm. Obrobyk s většimi rozměry nelze bezpečné upnout. Nebezpečí urazu!
4-čelistové sklucidlo (s centrálním upinámím)
Celi st ne zastiv jednotlive (automaticke centrovani) Sklicidlo s prumere 100 mm. Max. upinacirozsah 83 mm. Obrobky s vetsimi rozmery nelze bezpecnne upnout. Nebezpeci urazu.
Zařízení pro upínaci klestiny a upínaci klestiny
Upozomeni:
Použiti systému upinacich klestin je obzvlástě vchodné pro velmi présné opracovani kulatych dlù. Přesnost vystředěni je zde podstatné vyší než pri použiti celistového sklícidla.
- Vysroubovat tri upevnovaci srouby 3-celistoveho sklidida a sklididlo vyjmout.
- Licovanou plochu uloženi upinací klestiny 2 (Fig. 22) a licované uloženi hlavniho vretena 1 očistit.
- Ulozeni upinaci klestiny 2 namontovat pomoci ctyr upevnovacich sroubu 3.
Pozor!
Použit vždy upinaci klestiny s príslušnám rozsahem upnuti pro dany prüměr obrobku. Pri použiti klestiny s větím prúmerem než je príslušné rozsah upnuti, dochází k jej poskozeni.
4. Upinaci klestinu 6 nasadit a presuvnou matici 5 jen lehce našroubovat.
Pozor!
Presuvnou matici nikdy pevné nedotahovat,Pokud jeste nebyl nasazen obrobek. Koliky 4 k dotahovani presuvné matice 5 po dotaženi matice okamžite odstranit.
- Obrobek s príslušnám rozměrem vložit do upinác klestiny a presuvnou matici 5 dotáhnout pomoci ocelovych kolík 4.
Pevna luneta
Luneta se používa predevšim pri soustruženi delsich obrobkü s prüměrem obrobku do 50 mm.
- Upevnovaci sroup 4 (Fig. 23) uvolnit a upevnovaci desku 3 umistit napric pod vedeni.
- Na vedení lože postavit lunetu a nastavit do požadované polohy.
- Upevnovaci desku 3 natočit paralelně k podstavě lunety a dotáhnout upevnovaci šroup 4.
- Uvolnit vsechny upevnovaci srouby 1 a Jednotlivé pridrzné celisti 2 prisunout az na povrch obrobku.
Pozor!
Pridržne celisti 2 se museji povrchu Jenom dotykat, nemohou obrobek upevnit. V opacnémpriadé trocházi k poskozeni plochy obrobku poskrabámim a timk pretiženi motoru.
Neni-li plocha v misté podepřeni dokonale kulata a hladká, nutno touto plochu prédtim jejne presoustružit. Dotyková mista prídrznych celistí a obrobku se museji pri soustružení prúbežné olejovat.
- Zkontrolovat, zda je obrok v lunetě uložéný bez vúle a upevnovaci srouby 1 opět dotáhnout.
Pojízdna luneta
Montáz probíha stejným zpúsobem jaku u pevné lunety, jen s tim rozdilem, ze tato luneta se upevnju na suport (Fig. 24).
Líncí deska s upinkami
Montuje se misto sklicidla. Je urcena k upinani vetsich a asymetricky tvarovanych obrobku. Prumer 0 150 mm. 2 prubezné T-drazy. Vctne upinek.
EG - Prohlášeni o shodnosti vyrobku
Tímto na vlastni odpovědnost prohlasujeme, ze pri konstrukci a vyrobe prédlozeného vyrobku byly splnény podmíky nasledujicích směrnic EU:
ES-Smernice pro nizká napétí 73/23/EHS
93/68/EHS
EN 61029-1/12.2003
ES-EMV-Smernice 89/336/EHS
EN 55014-1/09.2002
EN 55014-2/08.2002
EN EN 61000-3-2/12.2001
EN EN 61000-3-3/05.2002
ES-Smernice pro konstrukci 98/037/EHS
stroju EN 61029-1/12.2003