MODE D'EMPLOI PD 400 PROXXON
Lors de la lecture du mode d'emploi, dépliez la première et la dernière page.

22
Italiano
En achetant le tour PROXXON PD 400, vous avez fait l'acquisition d'un apparéil soigneusement construit, fabriqué par des spécialistes pour lesquels la précision est une tradition. Cét apparéil offre des possibités d'application très diverses. Pour en profiter pleinement, jetez un coup d'œil sur notre gamme d'accessoires bienagine.
Pour utiliser correctement l'appareil, dire impératifement ces instructions au complet et les respects. Cette consigne ne s'applique pas seulement aux débutants, mais également aux professionnels. Lire également avec attention le chapitre concernant la maintenance. Vous obtiendrez un bon travail de votre apparéil pendant de longues années en travaillant avec discernissement, et en assurant un entretien attentif (notamment un graissage régulier).
Nous vous souhaitons beaucoup de plaisir lors de la lecture de ces instructions et lors de vos premiers essais avec votre tour PD 400.
Nous nous réservons le droit de procéder à des modifications pour tener compte du progrès technique!
Sommaire
Page
Consignes de sécurité (voir la brochure jointe à l'appareil)
Legende 22
Descriptif de I'appareil et volume de livraison 23
Caracteristiques techniques 23
Montage et mise en place 23
Manipulation 23
1. Mise sous tension de l'appareil 24
2. Reglage rapide du banc 24
3. Activation de l'avancement automatique 24
4. Reglage de l'outil (en longueur et en largeur) 24
5. Sélection de la bonne vitesse de rotation de l'arbre 25
6. Reglage de la vitesse de rotation de l'arbre 25
7. Sélection de l'outil 25
8. Mise en place de l'outil dans le porte-outil 25
9. Serrage dans le mandrin 25
10.Example de tournage longitudinal 26
11.Tournage conique 26
12. Saignee d'une piece 26
13. Usinage de pieces plus longues à l'aide de la poupee mobile et de la contre-pointe 26
14.Modification de I'avancement 27
15. Montage des pignons amovibles pour le filetage 27
16. Filetage avec I'outil 27
17. Taille du filet gauche 27
Maintenance 28
18. Généralités 28
19. Reglage du jeu des glissières 28
20. Arbre moteur 28
21. Point destiné à la rupture de la vis mère 28
22. Elimination 28
Accessoires du tour PD 400 28
21.Dispositif detounagea pointes 28
22. Mandrins à 4 mors à réglage individuel des mors 29
23. Mandrin à 4 mors (serrage concentrique) 29
24.Dispositif a pinces de serrage et pinces de serrage 29
25.Lunette fixe 29
26. Lunette mobile 29
27. Contre-plateau avec griffes de serrage 29
Nomenclature des pieces de rechange 86
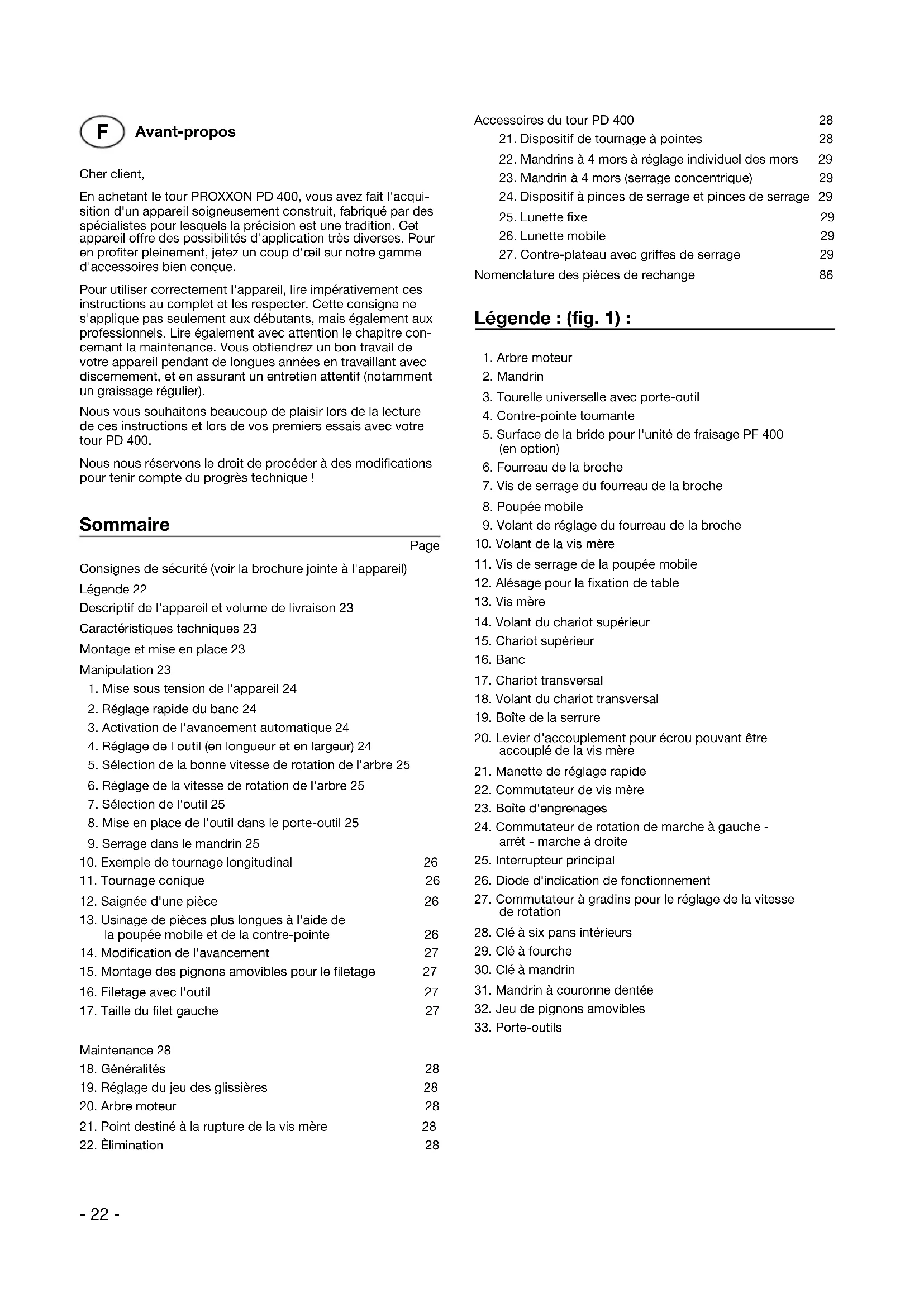
Legende: (fig. 1):
- Arbre moteur
- Mandrin
- Tourelle universelle avec porte-outil
- Contre-pointe tournante
- Surface de la bride pour l'unité de fraisage PF 400 (en option)
- Fourreau de la broche
- Vis de serrage du fourreau de la broche
- Poupee mobile
-
Volant de réglage du fourreau de la broche
-
Volant de la vis mère
- Vis de serrage de la poupee mobile
- Alésage pour la fixation de table
- Vis mère
- Volant du chariot supérieur
- Chariot supérieur
- Banc
- Chariot transversal
- Volant du chariot transversal
- Boîte de la serrure
- Levier d'accoupling pour écrou pouvant être accouplé de la vis mère
- Manette de réglage rapide
- Commutateur de vis mère
- Boite d'engrenages
- Commutateur de rotation de marche à gauche - arrêt - marche à droite
- Interrupteur principal
- Diode d'indication de fonctionnement
- Commutateur à gradins pour le réglage de la vitesse de rotation
- Clé à six pans interieurs
- Clé à fourche
- Clé à mandrin
- Mandrin à couronne dentée
- Jeu de pignons amovibles
- Porte-outsils
Descriptif de l'appareil et volume de livraison
Le tour de précision PROXXON PD 400 est un système aux multiples possibilités représentant les caractéristiques suivantes :
- Robuste berceau d'appareil nervoure doté de glissières en forme de prismes
- 6 vitesses de broche (inverseur pour 2 vitesses de moteur avec 3 niveaux d'engrenages supplémentaires)
- Réglage rapide du banc à l'aide d'une manivelle maniable
Avancement automatique
Le volume de livreaison inclut les éléments suivants :
\section*{Caracteristiques techniques}
Appareil
Hauteur des pointes 85 mm
Entre-points 400mm
Diametre max. de piece
au-dessus du banc 116 mm
Passage de broche 20,5 mm
Arbre moteur cote mandrin MK3
Vitesses de rotation de l'arbre Vitesse I:80 tr/min;
330 tr/min; 1400 tr/min
Mandrin de serrage voir le mode d'emploi du mandrin de serrage
Avancement automatique 0,07 ou 0,14 mm/tr
Filetages Voir tableau dans boite
d'engrenages
Broche de la poupee mobile Course 30 mm/MK 2
Porte-outsils pour les outils 10 × 10 ~mm
Dimensions 900 × 400 × 300 ~mm (L x l x H)
Poids 45 kg
Bruit ≤ 70dB(A)
Moteur
Tension 220 à 240 volts, 50/60 Hz
Vitesse I Vitesse II :
Vitesse de rotation 1400 tr/min 2800 tr/min
Puisance delivrée 0,25 kW 0,55 kW
Consommation 2,1 A 3,9 A
Pour une utilisation dans un endroit sec uniquement
Ne pas jeter la machine avec les ordures menagères!

Montage et installation :
Remarque:
Ne pas soulever l'appareil pendant son transport à la boîte d'engrenages 23 (fig. 1) ou au volet de recouvrement du moteur. Cela pourrait casser les capuchons en plastique.
La surface d'installation doit être plate et assez solide pour absorber les vibrations générées lors du travail. Fixer l'appareil au support à l'aide des alésages 12 (fig. 1) prévus à cet effet. Veiller à ce que le cordon d'alimentation soit en dehors de la zone dangereuse
Monter le mandrin 2 (fig. 1) avec les 3 vis correspondantes sur l'arbre moteur. Veiller à ce que le siège du mandrin soit exempt de poussière.
Pour l'utilisation du mandrin, veuillez SVP suivre le mode d'emploi distinct fourni du mandrin de serrage.
Toutes les pieces métalliques à nu sont, à la livraison, endu-tes d'un anticorrosif. Cet enduit de protection ne sert pas à lubrifier mais seulement à protéger. Avant la première mise en service, retirer cet enduit en le lavant au petrole. Contrôler toutes les glissières et les régler le cas échéant. (voir le chap-itre "maintenance").
Lubrifier ensuite toutes les glissières à nu et les arbres avec une huile pour machine appropriée. Monter enfin la protection de mandrin.
Remaque:
Il est interdit d'huiler l'ensemble du renvoi (poulies, courroies, roues dentées). En cas de bruits de fonctionnement élevés, il peut cependant être indiqué de badigeonner les roues avec un peu de graisse Molykote.
Utilisation :
Attention!
Avant la première mise sous tension, veillez à ce que les vis du mandrin de serrage 2 (fig. 1) soient bien serrées, que la clé de mandrin de serrage ne soit pas à poste et que le support 16 (fig. 1) soit à une distance suffisante du mandrin de serrage.
Attention!
Procedez à vos premiers exercices sans insérer de piece à usiner. Veilze cependant à ce que les mors réversibles seront serrés : en l'absence de contre-pression, la force centrifuge risque de les desserrer.
Effectuez les premiers exercices à bas régime.
Attention: le mandrin de serrage étant légèrement huilé, quelques projections sont possibles au début.
Attention!
Du fait de son type de construction, le moteur peutchauffer très fortement en cas de fonctionnement à vide de longue durée. Bien que ce ne soit pas le signe d'un défaut du moteur, il est recommendé d'éviter cet état de fonctionnement en ne faisant pas fonctionner inutillement la machine à vide.
Mise sous tension de l'appareil
- Tourner le commutateur de rotation 1 (fig. 2) en position "0".
- Découpler la vis mère (tourner le commutateur de vis mère 2 vers la gauche).
- Régler sur la plus petite vitesse (commutateur à gradins 3 sur I)
- Mettre l'appareil en marche via l'interrupteur principal 4. L'affichage de service 5 s'allume alors.
- Tourner le commutateur de rotation vers la droite. Le mandrin tourne maintainant dans le sens d'usinage.
Réglage rapide du banc
La molette 1 (fig. 3) permet un réglage rapide du banc. Pour cela, découvert le banc au préalable.
Attention!
Desserrer la vis de serrage 2 d'un demi-tour au préalable!
- Régler le levier 3 vers le haut.
- Regler le support en tournant le volant a main 1 (1 rotation = 10,5mm
Activation de l'avancement automatique
- Régler l'appareil en position "0" au commutateur de rotation 1 (fig. 2).
- Découpler le banc (déplacer le levier 3 (fig. 3) vers le haut).
- Veiller à ce que la molette 10 (fig.1) puisse tourner librement car elle est entrainée lors de l'accoulement de la vis mère.
- Accoupler la vis mère (tourner le commutateur de vis mère 2 (fig. 2) vers la droite).
- Mettre l'appareil en marche en tournant le commutateur de rotation vers la droite. La vis mère et la molette sont alors entrainées.
Attention!
Il n'y a pas de coupure automatique de l'avancement automatique! Veiller à découvert le banc avant qu'il n'attaque le mandrin!
6. Accoupler le banc (déplacer le levier 3 (fig. 3) vers le bas). Le banc ne se déplace que dans le sens d'usinage.
Remarque:
Lors du travail, ne commander l'avance automatique que par l'intémédiaire du levier 3 (fig. 3). N'actionner le commutateur de vis mère 2 (fig. 2) que lorsque l'appareil est immobilisé.
Réglage de l'outil (tournament longitudinal et tournage transversal)
En plus du réglage rapide du banc et de l'avancement automatique, il existe trois autres possibités de réglage de l'outil.
A. Reglage par la vis mère (tournament longitudinal)
1. Découpler la vis mère (tourné le commutateur de vis mère 2 (fig. 2) vers la gauche).
2. Accoupler le banc (déplacer le levier 3 (fig. 3) vers le bas).
3. Regler le banc à l'aide de la molette 10 (fig.1).
1 tour = 1,5 mm
B. Reglage du chariot supérieur (tournament longitudinal)
- Le cas échéant, bloquer le banc (serrer la vis 2 (fig. 3)).
- Regler le chariot supérieur avec la molette 4. 1 tour = 1,0mm
C. Reglage du chariot transversal (tournament transversal)
- Le cas échéant, bloquer le banc (serrer la vis 2).
- Regler le chariot transversal avec la molette 5.
1 tour correspond à un avancement de 1 mm, soit une modification du diamètre de 2 mm!
Sélection de la bonne vitesse de rotation de l'arbre
La sélection de la vitesse appropriée au travail à faire est primordiale pour obtenir un bon résultat. En cas de tournage longitudinal, il s'agit de la vitesse périphérique de la pièce à usiner. Le tableau disposé sur la boîte d'engrenages peut vous aider à sélectionner la bonne vitesse de coupe.
Si I'on connait la vitesse de coupe "Vc" et le diamètre "D" de la piece à usiner, on peut calculer qu'elle sera la vitesse de rotation nécessaire de l'arbre comme suit :
Exemple: La pierce à usiner est en aluminium et présente un diamètre de 30 mm. La vitesse de coupe nécessaire déterminée selon le tableau est comprise entre 100 et 180 m/min. Nous prendrons la vitesse 132 m/min.
$$
n = 1 3 2 \times 1 0 0 0 / (3 0 \times 3. 1 4) = 1 4 0 0 U / m i n
$$
Il est également possible de dire le résultat directement dans le tableau de la boîte d'engrenages.
Réglage de la vitesse de rotation de l'arbre
Il est possible de modifier la vitesse de rotation de l'arbre en commutant le moteur (commutateur à gradins 1 fig. 4). On peut ainsi réduire de moitié ou doubler la vitesse. Il est en outre possible de modifier la vitesse de rotation de l'arbre par l'engrenage de courroie.
- Arreter l'appareil à l'interrupteur principal 2 et ouvrir la boite d'engrenages 3 à l'aide d'une clé à six pans interieurs.
- Desserrer la vis de serrage 1 (fig. 5) d'un demi-tour au préalable.
- Tourner la vis 3 vers la gauche à l'aide d'une clé à six pans interieurs 2. Cela soulage la poulie intermédiaire 4.
- Changer alors la courroie en se référant à la fig. 6.
- Retirer à nouveau la clé à six pans intérieurs 2 et serrer la vis de serrage 1.
- Refermer la boite d'engrenages 3 (fig. 4).
Remarque:
Il se peut que le moteur ne démarre pas toujours lorsque le graduateur se trouve sur le palier Il. Dans ce cas, veuilles démarrer en position I et repassez ensuite en position II.
Selection de l'outil
Il existe plusieurs types d'outils. Nous donnons ci-dessus une courte description de leur domaine d'utilisation (voir fig. 7):
Les outils de dégrossissage (1) sont utilisés pour enlever la plus grande quantité de matériel en un minimum de temps (sans s'occuper de la finition de la surface de la piece à usiner).
Les outils de finissage ou les outils à pointe (2) servent à réindre la surface bien lisse.
Les outils de translation à droite (3) ou à gauche sont utilisés pour le tournage transversal et longitudinal, et pour tourner des angles aigus dans le sens d'asinage droit ou gauche.
Les outils de décolletage (4) seront à pratiquer des rainures et à detacher des pieces à usiner.
Les outils de filetage (5) servent à couper les filets extérieurs.
Les outils de tournée interieur (6) pour aléser au tour.
Mise en place de l'outil dans le porte-outil
L'équipment de base du tour PD 400 comprend une tourelle universelle (fig. 8) avec un bloc porte-outils 1 et deux porte-outils 2. Pour obtenir un bon résultat, it est indispensable que l'outil soit exactement centré et qu'il soit serré correctement pour éviter des vibrations.
- Placer l'outil 3 dans le porte-outils 2. Serrer fortement les deux vis 4.
- Placer le porte-ouutils dans le bloc porte-ouutils 1. Regler la hauteur de l'outil à l'aide de l'écrou 5 et contre-tenir avec l'écrou 6. Adapter la hauteur du taillant à la contre-pointe dans la poupee mobile.
- Serrer le porte-outil à l'aide de la vis 7.
Remarque:
Lorsque la vis 8 est desserrée, il est possible de basculer le bloc porte-outsils au complet.
Serrage dans le mandrin
Attention :
Veuillez suivre le mode d'emploi joint du fabricant du mandrin.
Attention!
Si les pieces à usiner sont seulement serrées dans le mandrin avec la poupee mobile, sans dispositif de maintainen, la saillie ne doit pas dépasser le triple du diamètre du matériel (L = 3× D) ,voir fig.9.
Exemple de tournée longitudinal
Le terme de tournage longitudinal désigne l'usinage d'une piece cylindrique parallèlement à l'axe de tournage. Le paragraphe suivant explique aux débutants le travail avec le tour en cas de tournage longitudinal.
Serrer d'abord une piece courte dans le mandrin, comme décritAAParavant (retirer la clé du mandrin).
Régler à l'engrenage de couroie la vitesse de rotation adap-tee (consulter le tableau sur la boîte d'engrenages et voir la fig. 6).
Découpler la vis mère (tourné le commutateur de vis mère 2 (fig. 2) vers la gauche) et accoupler le banc (levier 3 (fig. 3) vers le bas).
Approcher le banc de la pierce à usiner en le déplacant de droite à gauche (molette 10 (fig. 1).
Avant demettre I'appareil en marche, controller si le mandrin se déplace librement en le tournant à la main.
Mettre l'appareil en marche (tournier le commutateur de rotation 1 (fig. 2) vers la droite.
Régler la profondeur de coupe en déplaçant le chariot transversal (molette 5 (fig.3)). Régler d'abord uniquement une profondeur de coupe de 1 / 10mm (4 traits sur l'échelle).
Déplacer le banc dans le sens d'usinage en tournant la molette arrrière 10 (fig. 1). Si tout est bien régle, l'appareil fonctionne sans bruit et sans forcer.
Attention!
Risque de blessures! Ne pasmettre lesdoigtsaproximiete de la pièce à usiner lorsqu'elle est en rotation! Ne jamais prendre desmesuresde la pièce à usiner avec un pied à coulisse ou outil similaire lorsqu'elle est en rotation! Ne pasusiner la pièce avec une lime ou du papier à poncer lorsqu'elle est en rotation!
Tournament conique
Pour le tournée conique, régler le chariot supérieur en fonction de l'angle désire.
- Déplacer le chariot supérieur vers la droite (fig. 11) avec la molette 1.
- Desserrer les vis de serrage 2.
- Régler l'angle du chariot supérieur et desserrer à fond les vis.
Remarque:
Le chariot supérieur dispose d'une échelle à vernier (similaire à celle d'un pied à coulisse). Les angles sont représentés en réalité sur l'échelle extérieure A (fig. 11a). Sur l'échelle interieure B, ils sont réduits (1 trait sur l'échelle interieure correspond à 4,5^ ). La lecture de l'angle s'effectue par pas de 5^ , le repère zéro de l'échelle interieure étant superposé avec celui de l'échelle extérieure. Si vous souhaitez augmenter l'angle de 1^ , le repère 2 de l'échelle interieure doit être superposé au repère 10 de l'échelle extérieure. Si vous souhaitez augmenter l'angle de 2^ , le repère 4 de l'échelle interieure doit être superposé au repère 20 de l'échelle extérieure et ainsi de suite. Dans notre exemple, le repère 2 de l'échelle interieure est superposé au repère 20^ de l'échelle extérieure, il est donc décalé de 10^ par rapport à la valeur de reférence 10^ . Il en résultat un angle de 10^ + 1^ = 11^ .
- Serrer le banc avec la vis 3 (fig. 11).
- L'avancement s'effectue avec la molette du chariot supérieur 1.
Remarque :
Pour obtenir un cône exact, la hauteur de l'outil de tournée doit être régée exactement au milieu.
Saignée d'une piece
La saignée d'une piece correspond à la création de rainures fines dans la piece. Si cette rainure est pratiquée jusqu'àu centre de la piece, on parle alors d'une saignée. Regler impératifement la hauteur de l'util de tournage au centre de la piece et serrer l'outil le plus pres possible. Travailler a faible vitesse de rotation et, à l'occasion,GRAisser l'outil avec un peu d'huile a machine.
Usinage de pieces longues à l'aide de la poupee mobile et de la contre-pointe
En cas de pieces à usiner longues (si la saillie du mandrin est trois fois plus grande que le diamètre de la piece), maintainir la piece à son extrémité droit avec la poupee mobile et la contre-pointe mobile. Pour cela, aménager d'abord un alésage de centrage du côté droit.
- RÉalisér un tournage transversal du côté avant droit.
- Placer le mandrin 1 (fig. 12) dans la poupee mobile et serrer le foret de centrage.
- Déplacer la pouée mobile vers la pierce à usiner et la fixer avec la vis de serrage 2.
- Mettre l'appareil en marche et pratiquer un alésage de centrage à l'aide de l'avancement du fourreau de broche (molette 4).
Vous pouvez maintainant replacer le mandrin par la contrepointe mobile. Insérer la pointe dans l'alésage de centrage et l'enforcer de façon qu'il n'y ait plus aucun jeu. Fixer alors le fourreau de broche avec la vis à garret 3.
Modification de l'avancement
L'appareil PD 400 est livre avec un avancement de 0,07 mm/tr. Pour régler un avancement plus rapide (0,14 mm/tr), remplacer le pignon à 20 dents de l'axe Z1 (5 fig. 13) par le pignon à 40 dents. Pour cela, procéder comme suit :
- Arreter l'appareil à l'interrupteur principal 25 (fig. 1), et ouvr la boîte d'engrenages 23.
- Desserrer légerement la vis 1 (fig. 14) et basculer le bras de pignons 2 vers le bas.
- Retirer le clip 3 (fig. 13).
- Desserrer l'axe 4 d'un demi-tour au quatre pans. Remplacer le pignon 5 à 20 dents par un pignon de 40 dents.
Remarque:
Lors du remplacement des pignons, placer systématiquement une bande de papier journal entre les flancs de dents avant de serrer les axes. L'épaisseur de la bande de papier doit correspondre au jeu nécessaire entre les flancs des dents.
5. Resserrer l'axe, emboiter le clip, repousser vers le haut l'arbre de pignons et resserrer la vis 1 (fig. 14).
Montage des pignons amovibles pour le filetage L'appareil PD 400 permet d'effectuer 19 différents filetages métriques (voir tableau dans la boîte d'engrenages et fig. 25) et des filetages en pouces de 10 à 48 pas. Pour régler le pas de filtage, changer les roues amovibles. La figure 14 représenté des roues amovibles correspondant à un pas de filtage de 1 mm.
Le tableau dans la boîte d'engrenages indique : w = 30, Z1 = -/50, Z2 = 40/30, L = 60/-. w désigne le pignon sur l'arbre moteur. Il est fixé avec une tige filée sur l'arbre moteur. Z1 et Z2 sont les deux arbres des pignons intermédiaires. Le chiffre avant désigne toujours la roue de l'axe tourée vers l'utilisateur, le chiffre arrêté désigne la roue arrière. Glisser d'abord la roue arrêté à 30 dents sur l'axe Z2 et ensuite la roue avant à 40 dents. Monter d'abord la roue arrêté à 50 dents sur l'axe Z1 et ensuite une bague intermédiaire.
L désigne la roue sur la vis mère. Pour changer cette roue, desserrer l'écrou 6. La rondelle de compensation 7 a exactement la largeur d'un pignon et doit être montée avant ou derrière la roue.
Filetage avec l'outil
Remarque :
Pour les travaux suivants, la piece doit avoir passé toutes les étapes d'usinage et le diamètre du fillet extérieur doit être ajustat. Nous vous recommendons de façonner un chanfrein au début du fillet et de pratiquer une petite rainure à sa sortie. Serrer l'outil de filtaga à un angle exact de 90^
Attention!
Lors du filetage, travailler toujours à la plus petite vitesse (80/min) sinon, l'avancement serait trop rapide (risque de blessure).
- Amener l'outil dans sa position d'origine.
- Accoupler la vis mère (tourner le commutateur de vis mère 1 (fig. 15) vers la droite).
- Mettre l'appareil sous tension.
- Avancer légèrement l'outil à l'aide du chariot transversal.
- Accoupler le banc (déplacer le levier 2 vers le bas).
- Avec obtention de la longueur de filetage souhaitatione, recu-ler le chariot transversal etmettre l'appareil hors tension au commutateur de rotation.
- Attendre jusqu'à ce que le mandrin soit immobile. Reculer le commutateur de rotation vers la gauche du banc.
- Régler à nouveau l'outil et repeter les opérations décrites ci-dessus jusqu'à obtention de la profondeur de pas sou-haitée.
Remarque:
Pendant toute l'opération, ne pas désaccoupler le banc et la vis mère, sinon il y a décalage du pas du filet.
Pour améliorer la qualité du filet, le chariot supérieur est également utilisé. L'avancement de l'outil de filtage est effectué comme décrit précédement, avec le chariot transversal. Pour cela, déplacer le chariot supérieur de 0,025 mm (1 trait) vers la droite puis la gauche. Les copeaux ne sont donc enlevés que d'un côté.
Ce n'est qu'après l'obtention de la profondeur totale du pas, que le tour finit par entailler complètement le filet en faisant avancer légèrement l'outil.
Taille du filet gauche
Un axe supplémentaire avec un pignon dente intermédiaire Z (fig. 16) doit être monté entre Z2 et le pignon de la vis mère L pour tailler des fillets gauches. Cela inverse le sens de rotation de la vis mère. Le nombre de dents de la roue ne joue aucun role. Dans le cas d'un mandrin tournant vers la droite, le banc se déplace de gauche à droite. Il faut donc façonner égallement le filet de la gauche vers la droite.
Maintenance
Attention!
Mettre l'appareil hors tension avant de procéder à tous travaux de maintenance et de nettoyage. Ne pas utiliser d'air compré pour nettoyer le tour, sinon, des copeaux risquent de pénétrer dans les glissières.
Généralités
Après avoir utilisé l'appareil, éliminer soigneusement tous les copeaux à l'aide d'un pinceau ou d'une balayette.
Graisser ou lubrifier toutes les pieces en suivant les indications du schéma de graissage (fig. 17). Lors du graissage des bandes de roulement, faire aller et venir les chariots à la main afin que l'huile parvienne dans les glissières.
A = Graissage / lubricification avant chaque utilisation
B = Graissage / lubricification une fois par mois
Veuillez également huier l'unité de bride de la vis-mère dans le carter d'engrenage en utilisant le trou prévu.
Réglage du jeu des glissières
Meme lorsque les glissières sont lubrifiées à intervalles réguliers, vous ne pouvez pas empêcher qu'elles aient du jeu après un certain temps.
-
Desserrer les contre-écrous 1 (fig. 18) des vis d'ajustage du chariot supérieur 2, serrer de manière homogène toutes les vis d'ajustage 3 jusqu'à elimination du jeu et serrer à nouveau les contre-écrous.
-
Répéter la même opération sur le chariot transversal 4.
Remarque:
On peut bloquer la glissière à l'aide de la vis 5.
- Retourner l'appareil et faire légèrement sortir la goupille filétée 1 (fig. 19).
- Resserrer légarement les vis de blocage 2 pour réduire le jeu.
- Contrôler si vous pouvez toujours déplacer le banc facilement. Si ce n'est pas le cas, augmenter à nouveau le jeu.
Arbre moteur
La suspension de l'arbre par 2 roulements à rouleaux coniques est sans entretien pendant 6000 heures en cas de travail à faible vitesse, et pendant 1800 heures en en cas de travail à vitesse élevée. Si un faible jeu apparait après que ces heures de service sont dépassées, faire régler les roulements par un spécialiste.
Point de la vis-mère destiné à la rupture
En cas d'arrêt ou de surcharge, le goujon de cisaillement (voir vue éclatée page 88, pos. 81) de l'unité de bride (pos. 71) risque de se briser. Celui-ci est concu comme un point destiné à la rupture et doit alors être remplaced (commandez-nous le goujon de cisaillement en tant que piece de rechange). Pour cela, déposer les pignons et enlever les restes du goujon de cisaillement détruit à l'aide d'un outil approprié (broche ou autre) hors de la vis-mere ainsi que la douille posée (pos. 82). En,enfantant le nouveau goujon de cisaillement, veillez à ce qu'il se trouve non pas en saillie mais à fleur, sans quoi la remise en place de la roue dentée serait
problématique. Il convient également de s'assurer que la tenue du goujon ne soit que sur un côté, c'est-à-dire que la sollicitation de cisaillement ne se fasse que sur un seul côté.
Élimination :
N'éliminez pas l'appareil en même temps que les ordures menagères! L'appareil compte des matériaux recyclables. Si vous avez des questions à ce sujet, adressez-vous aux entreprises locales d'élimination des déchets ou à autres institutions communales correspondantes.
Accessoires du tour PD 400
Remarque:
Les accessoires suivants ne sont pas livres avec le tour.
Attention!
Mettre l'appareil hors tension avant de procéder au montage des accessoires.
Dispositif de tournage à pointes
Montage du dispositif de tournage à pointes :
Remarque:
Les pieces longues sont serrées entre les pointes de centrage de l'arbre moteur et la poupee mobile. Chacune des extrémites de la piece doit être pourvue d'un alésage de centrage.
Vous n'obtiendrez une pierce parfaitement cylindrique que si les pointes sont alignées horizontally et verticalement.
- Desserrer les trois vis de fixation du mandrin à trois mors et retarder ce dernier.
- Nettoyer à fond l'ajustement du disque d'entrainment 3 (fig. 20), la contre-pointe 1 et l'ajustement dans l'arbre moteur.
- Placer la contre-pointe 1 dans l'ajustement de l'arbre moteur. Placer la deuxième contre-pointe dans la poupee mobile.
- Placer l'adaptateur 4 dans le disque d'entrainment 3 et serrer légerement le goujon filtré. Faire glisser les deux pieces par-dessus la pièce à usiner 5. Visser l'entraineur 2 dans la bride de broche.
- Serrer la pièce à usiner entre les pointes. Faire glisser le disque d'entrainment 2 (fig. 21) par-dessus l'entraîneur et le fixer à la pièce à usiner à l'aide d'une clé à six pans interieurs 1.
Attention!
En cas d'utilisation d'une contre-pointe fixe dans la poupee mobile, il est nécessaire de lubrifier en permanence la pointe et l'alésage de centrage pour éviter toute surchauffe.
Retrait de la contre-pointe :
- Faire passer une tige en aluminium ou en laiton de taille appropriée, à travers l'arbre moteur, de gauche à droite.
- Maintenir la contre-pointe et la desserrer en tapant légèrement sur la tige.
Mandrins à 4 mors à réglage individuel des mors
Remarque:
Gracce aux quatre mors reglables séparation, il est possible de serrer des pieces ovas, carrees ou asymétriques. La fixation peut être concentré ou excentrique. Contrairement au mandrin à trois mors, il faut, dans ce cas, procédéur au centrage de la piece manuellement.
- Demonter le mandrin à trois mors et monter celui à quatre mors.
- Ecarter les quatre mors, nettoyer les surfaces d'appui et serrer légrement, à vue d'ceil, la piece.
- Faire avancer le banc avec l'outil vers la surface plane de la piece.
- Tourner le mandrin à la main pour constater des asymmetries.
- Proceder à l'ajustage du mandrin en écartant un mors et en réglant ensuite le mors opposé.
- Serrer de manière homogène les quatre mors en croix.
Attention!
Lorsque les mors sont en position normale, vous ne pouvez fixer que des pieces dont la longueur d'arête ne dépasse pas 55~mm . Si vous inversez les mors du mandrin, il est possible de fixer des pieces de 100~mm de longueur d'arête. Il est impossible de garantir une bonne fixation des pieces plus grandes. Risque d'accident!
Mandrà 4 mors (serrage concentrique)
Mors ne pouvant pas etre regles individuellement (a centrage automatique). Mandrin 100 mm.Capacite de serrage maxi. 83~mm . Il est impossible de garantir une bonne fixation des pieces plus grandes. Risque d'accident.
Dispositif à pince des serrage et pince des serrage
Remarque:
Le dispositif à pince de serrage convient particulièrement à l'usinage très précis de pieces rondes. Il garantit une concentricité largementCOMMUE qu'avc le mandrin.
- Desserrer les trois vis de fixation du mandrin à trois mors et retarder ce dernier.
- Nettoyer à fond l'ajustement du logement de la pince de serrage 2 (fig. 22) et l'ajustement dans l'arbre moteur 1.
- Monter le logement de la pince de serrage 2 à l'aide de quatre vis de fixation 3.
Attention!
N'utiliser toujours que la pince de serrage adaptée à la piece. Des pinces, dont le diamètre est trop grand, seront détruites.
4. Introduire la pince de serrage 6 et ne serrer que légèrement l'écrou raccord 5.
Attention!
Ne jamais serrer à bloc l'écrou raccord lorsqu'aucune piece n'a été posée. Retirer les goupilles 4 immédiatement après les avoir utilisées pour serrer à bloc l'écrou-raccord 5.
- Introduire la pièce correspondante dans la pince de serrage et visser à bloc l'écrou-raccord 5 à l'aide des broches en acier 4.
Lunette fixe
La lunette est particulièrement bien adaptée pour aléser au tour des grandes pieces de diamètre allant jusqu'à 50 mm.
- Desserrer la vis de fixation 4 (fig. 23) et placer la plaque de retenue 3 en travers du tour.
- Poser la lunette sur le guide de berceau et la placer dans la position souhaitation.
- Faire pivoter la plaque de retenue 3 parallèlement au socle de la lunette et serrer à bloc la vis de fixation 4.
- Desserrer toutes les vis de blocage 1 et avancer chacun des mors de retenue 2 vers la piece.
Attention!
Les mors 2 peuvent toucher lapiece mais ne doivent pas la coincer. Vous risquez autrement de rayer la surface de la piece et de surcharger le moteur.
Si le point d'appui de la pierce n'est pas rond et lisse, il faut l'usiner préalablement au tour. Lubrifier en permanence les mors et la pierce pendant le tournage.
- Vérifier si la piece est logée sans jeu dans la lunette et resserrer les vis de blocage 1.
Lunette mobile
Meme montage que celui de la lunette fixe, à la différence que la lunette mobile est fixée au banc (fig. 24).
Contre-plateau avec griffes de serrage
Peut etre monte a la place du mandrin. Ideal pour serrer des
pieces a usiner de grande talle et asymétriques. 150 mm.2
rainures continues en T, griffes de serrage.
Nous déclarons, sous notre entière responsabilité, que ce produit est conforme aux directives CE suivantes :
Directives CE en matière 73/23 CEE de bassé tension 93/68 CEE
EN 61029-1/12.2003
Directive CE sur la compatibilité electromagnétique 89/336/CEE
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12,2001
EN 61000-3-3/05.2002
Directive sur les machines 98/037 CEE
EN 61029-1/12.2003

Jörg Wagner, ingénieur Diplôme
01.02.2005
PROXXON S.A
Service Sécurité des apparèils
Premessa
Gentile clientele!
Optagelse 2,1 A 3,9 A
Makun benytesi torer rum
OdBé proudu 2,1 A 3,9 A
Jen pro pouaiti v such'ch mistnostech
Pri likvidaci nevbazujte do dom-clho oppadu.

Montáž a instalace:
Upozomeni:
Stroj se pri transportu nesmi nadzvednout za kryt prevodové skrǐne 23 (Fig.1) a za kryt motoru. Přitom by mohlo dojt k prasknuti plastovych krytú.