
OS 343CV - Młynek Mirka - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia OS 343CV Mirka w formacie PDF.

| Typ produktu | Pneumatyczna szlifierka mimośrodowa |
| Marka | Mirka |
| Model | OS 343CV |
| Typ odsysania | Centralne |
| Mimośród | 3 mm (1/8 cala) |
| Rozmiar talerza | 75 x 100 mm (3 x 4 cale) |
| Prędkość biegu jałowego | 10 000 obr./min |
| Waga netto | 0,72 kg (1,58 funta) |
| Wymiary (W x D) | 83,5 x 202,4 mm |
| Maksymalne ciśnienie powietrza | 6,2 bara (90 psig) |
| Zużycie powietrza | 453 l/min (16 scfm) |
| Moc | 179 W (0,24 KM) |
| Poziom hałasu | 72,5 dBA |
| Poziom drgań | 2,80 m/s² |
| Materiały do obróbki | Metal, drewno, kamień, plastik |
| Zasilanie | Pneumatyczne |
| Zalecane smarowanie | Olej do silników pneumatycznych (Fuji Kosan FK-20, Mobil ALMO 525, Shell TORCULA 32) |
| Zalecany wąż zasilający | 10 mm (3/8 cala), max długość 8 m |
| Środki ochrony indywidualnej | Okulary ochronne, maska oddechowa, rękawice ochronne, ochrona słuchu |
| Bieżąca konserwacja | Codzienne smarowanie, czyszczenie filtra wlotowego, wymiana łopatek |
| Bezpieczeństwo | Przeczytać instrukcje, nosić ŚOI, odłączyć powietrze przed regulacjami |
| Możliwość naprawy | Części zamienne dostępne, skontaktować się z autoryzowanym centrum Mirka |
Często zadawane pytania - OS 343CV Mirka
Pytania użytkowników dotyczące OS 343CV Mirka
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Młynek w formacie PDF za darmo! Znajdź swoją instrukcję OS 343CV - Mirka i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. OS 343CV marki Mirka.
INSTRUKCJA OBSŁUGI OS 343CV Mirka
pl Instrukcje dot. użytkowania ..... 84-87
| Deklaracja zgodnościKWH Mirka Ltd.66850 Jeppo, Finlandiaoświadcza, pod rygorem pełnej odpowiedzialności, że Szlifierki Oscylacyjne 10 000 obr./min, 75 mm x 100 mm (3 x 4 cale), (patrz „Tabele konfiguracji i specyfikacji produktu” – tabela dotycząca danego modelu), których dotyczy niniejsza deklaracja, są zgodne z wymaganiami poniższych standardów oraz innych dokumentów normatywnych: EN ISO 15744:2008. Urządzenie jest zgodne z wymogami dyrektywy 89/392/EWG oraz późniejszymi zmianami, wprowadzonymi wraz z dyrektywami 91/368/EWG, 93/44/EWG, 93/68/EWG i dyrektywą konsolidującą 2006/42/WE. | |||
| Jeppo 16.09.2014MIRKAMiejsce i data wystawienia Firma Stefan Sjöberg, Wiceprezes Wykonawczy |  | ||
| Instrukcje dla operatorówPodręcznik zawiera następujące rozdziały: Przeczytaj i zastosuj, Właściwe użytkowanie narzędzia, Stanowiska robocze,Wprowadzenie narzędzia do użytku, Instrukcja obsługi, Tabele konfiguracji i specyfikacji produktu, Rysunek złożeniowy, Wykaz części, Części zamienne, Diagnostyka nieprawidłowości. | Ważne!Przed przystąpieniem do montażu, użytkowania, serwisowania lub naprawy narzędzia, należy zapoznać się z niniejszą instrukcją.Przechowuj instrukcję w bezpiecznym, łatwo dostępnym miejscu i zachowaj ją do wykorzystania w przyszłości. |  | |
| Producent/DystrybutorKWH Mirka Ltd.66850 Jeppo, FinlandiaTel.: +358 20 760 2111Faks: +358 20 760 2290 | Wymagane środki ochrony osobistejOkulary ochronne Maski oddechoweRękawice ochronne Ochronniki słuchu | ||
| Rekomendowany przekrój przewodu pneumatycznego – minimum10 mm 3/8 cala | Rekomendowana mak-symalna długość wężapneumatycznego8 metrów 25 stóp | Ciśnienie powietrzaMaksymalne ciśnienie robocze 6,2 bara90 psigRekomendowane minimum nie dotyczy nie dotyczy | |
Przeczytaj i zastosuj
1) Ogólne przepisy dotyczące bezpieczeństwa i higieny pracy (Część 1910, OSHA 2206), dostępne w: Superintendent of Documents, Government Printing Office, Washington DC 20402.
2) Kodeks bezpieczeństwa dla przenośnych narzędzi pneumatycznych (ANSI B186.1) dostępny w: American National Standards Institute, Inc., 1430 Broadway, New York, New York 10018.
3) Centralne przepisy rządowe oraz lokalne przepisy prawa.
Właściwe użytkowanie narzędzia
Szlifierka została zaprojektowana do szlifowania wszystkich rodzajów materiału tj. metali, drewna, kamienia, tworzyw sztucznych itp. przy wykorzystaniu opracowanych do tego celu materiałów ściernych. Nie używaj szlifierki do celów innych niż wyszczególnione bez konsultacji z producentem lub autoryzowanym dystrybutorem. Nie używaj podkładek, których prędkość robocza jest mniejsza niż 10 000 obr./min.
Stanowiska robocze
Narzędzie wymaga sterowania ręcznego. Podczas pracy z urządzeniem zaleca się stać stabilnie na twardym podłożu. Maszynę można obsługiwać w każdej pozycji, jednak przed każdym uruchomieniem operator powinien ustawić się w stabilnej pozycji i mocno uchwycić urządzenie, będąc świadomym ryzyka wystąpienia reakcji momentu obrotowego. Patrz rozdział „Instrukcja obsługi”.
Wprowadzenie narzędzia do użytku
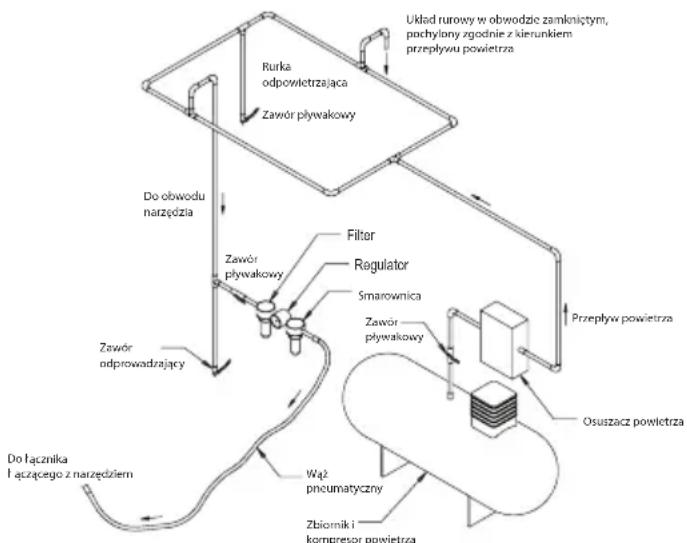
Podczas pracy narzędzia przy maksymalnym obniżeniu dźwigni, należy zapewnić nawiew czystego, naolejonego powietrza bezpośrednio do łącznika i przewodu powietrza, które zapewni mu miarowe ciśnienie 6,2 bara (90 psig). Zaleca się stosowanie za- twierdzonego przewodu powietrza o wymiarach 10 mm (3/8 cala) x 8 m (25 stóp) Zaleca się podłączyć narzędzie do urządzenia doprowadzającego powietrze w sposób pokazany na Rys. 1. Nie należy podłącać narzędzia do systemu doprowadzającego powietrze, nie mając swobodnego dostępu do zaworu zamykającego. Nawiewane powietrze powinno być naolejone. Zaleca się użycie filtra powietrza, regulatora oraz smarownicy (FRL) zgodnie z Rys. 1, w celu zapewnienia dopływu do narzędzia czystego, naolejonego powietrza pod odpowiednim ciśnieniem. Szczegóły dotyczące niniejszego wyposażenia można uzyskać u lokalnego dystrybutora. W przypadku braku takiego systemu, narzędzie powinno być naolejane ręcznie.
W tym celu należy odłączyć przewód powietrza i zaaplikować na wlocie węża od 2 do 3 kropli odpowiedniego oleju do silników pneumatycznych, takiego jak na przykład Fuji Kosan FK-20, Mobil ALMO 525 lub Shell TORCULA® 32. Następnie należy ponownie podłączyć narzędzie do dopływu powietrza i włączając je na kilka sekund na niskie obroty pozwolić, aby powietrze rozprowadziło olej. W przypadku częstej eksploatacji, urządzenie należy naolejać codziennie lub wówczas, gdy traci ono na mocy.
Podczas pracy narzędzia zaleca się utrzymywanie ciśnienia powietrza na poziomie 6,2 bara (90 psig). Narzędzie może pracować przy niskich wartościach ciśnienia dostarczanego powietrza, jednak nigdy nie powinno ono przekraczać 6,2 bara (90 psig).
Instrukcja obsługi
1) Przed rozpoczęciem pracy z narzędziem uważnie przeczytaj instrukcję. Każdy użytkownik musi zostać w pełni przeszkolony w zakresie eksploatacji narzędzia oraz musi znać przedstawione w podręczniku zasady bezpieczeństwa. Wszystkie czynności serwisowe i naprawcze powinny być wykonywane przez przeszkolony do tego celu personel.
2) Upewnij się, że urządzenie jest odłączone od systemu dostarczającego powietrze. Wybierz odpowiedni materiał ścierny i przymocuj go do podkładki. Ostrożnie wycentruij materiał ścierny na krążku.
3) Podczas pracy z narzędziem zawsze korzystaj z wymaganych akcesoriów ochronnych.
4) Przed włączeniem urządzenia i rozpoczęciem prac szlifierskich przystaw narzędzie do obrabianego materiału. Przed wyłączeniem urządzenia upewnij się, że jest ono odsunięte od obrabianego materiału. Takie podejście zapobiegnie
powstawaniu żłobień związanych z nadmierną prędkością działania materiału ściernego.
5) Przed zdjęciem, regulacją lub dopasowaniem podkładki oraz krążków ściernych, zawsze odcinaj dopływ powietrza.
6) Podczas pracy przyjmuj stabilną pozycję i mocno trzymaj urządzenie, mając na uwadze ryzyko wystąpienia reakcji momentu obrotowego.
7) Używaj jedynie zatwierdzonych części zamiennych.
8) Upewnij się, że obrabiany materiał jest stabilny i nie porusza się.
9) Regularnie sprawdzaj przewody i łączniki pod kątem zużycia. Nie przenoś narzędzia trzymając je za przewód; nie wolno dopuścić do uruchomienia narzędzia podczas przenoszenia go przy podłączonym systemie doprowadzania powietrza.
10) Pył jest wysoce łatwopalny. Worek na pył powinien być codziennie czyszczony lub wymieniany. Czyszczenie lub wymiana worka na pył wpływa na optymalizację działania urządzenia.
11) Nie dopuszczaj do przekroczenia maksymalnego rekomendowanego poziomu ciśnienia powietrza. Korzystaj ze środków ochrony osobistej zgodnie z zaleceniami.
12) Narzędzie nie jest zaizolowane. Nie używaj narzędzia w miejscach, gdzie istnieje ryzyko kontaktu z elementami będącymi pod napięciem, rurami z gazem i/lub wodociągami. Przed rozpoczęciem operacji, sprawdź miejsce wykonywania pracy.
13) Należy zwrócić szczególną uwagę, aby ubranie, włosy, sznurowadła czy też ścierki nie wpłatały się w ruchome części urządzenia. W przypadku wplotania się w/w przedmiotów w ruchome komponenty, maszyna może zostać przyciągnięta w kierunku ciała użytkownika i spowodować ryzyko poważnego urazu.
14) Trzymaj ręce w bezpiecznej odległości od obracającej się podkładki.
15) W razie stwierdzenia nieprawidłowości, narzędzie należy natychmiast wycofać z użycia oraz przekazać do serwisu i naprawy.
16) Nie dopuszczaj do swobodnego działania urządzenia bez podjęcia środków ostrożności względem osób postronnych i pobliskich przedmiotów znajdujących się w obszarze pracy, ponieważ istnieje ryzyko oderwania się podkładki lub materiału ściernego od narzędzia.
flowchart
graph TD
A["Rurka odpowietrzająca"] --> B["Zawór pływakowy"]
B --> C["Do obwodu narzędzia"]
C --> D["Zawór odprowadzający"]
D --> E["Filter"]
E --> F["Regulator"]
F --> G["Smarownica"]
G --> H["Zawór pływakowy"]
H --> I["Osuszacz powietrza"]
I --> J["Przepływ powietrza"]
J --> K["Wąż pneumatyczny"]
K --> L["Zbiornik i kompressor powietrza"]
L --> M["Do łącznika łączącego z narzędziem"]
M --> N["Układ rurowy w obwodzie zamkniętym, pochylony zgodnie z kierunkiem przepływu powietrza"]
Konfiguracja i specyfikacje produktu Szlifierka oscylacyjna 10 000 obr./min
Konfiguracja i specyfikacje produktu: Szlifierka oscylacyjna – skok oscylacji: 3 mm (1/8 cała), prędkość obrotowa: 10 000 obr./min, stopa: 75 mm x 100 mm (3 x 4 cale). Uwaga: we wszystkich urządzeniach podłączanych do instalacji podciśnienia stosuje się przyłącze przewodu pneumatycznego ∅ 28 mm (1"). Można też skorzystać z ∅ 19 mm (3/4").
| Obrót Rod | dzaj od-kurzacza | Rozmiar podkładki w mm (w calach) | Numer modelu | Waga produktu netto w kg (w funtach) | Wyso-kość w mm (calach) | Długość w mm (w calach) | Moc (HP) | Zużycie powietrza l/min (stopy sze-ścienne/min) | *Poziom hałasu dBA | *Poziom drgań m/s2 | *Niepewność pomiaru K m/s2 |
| 3 mm (1/8 cala) | Central Vacuum (centralne odsysanie pyłu) | 75 x 100 (3 x 4) | OS343CV 0 | 72 (1,58) 83,5 | (3,29) | 202,4 (8,0) | 179 (0,24) | 453 (16) 72,5 | 2,80 0,77 | ||
| Self-Gen Vacuum (samo-czynny system odsysania pyłu) | 75 x 100 (3 x 4) | OS343DB 0 | 72 (1,58) 83,5 | (3,29) | 208,9 (8,2) | 179 (0,24) | 453 (16) 80,5 | 2,02 0,70 | |||
| Non-vac 75 x 100 (3 x 4) | OS343NV 0 | 70 (1,55) 83,5 | (3,29) | 139,3 (5,5) | 179 (0,24) | 453 (16) 76,0 | 2,60 1,30 | ||||
Pomiar hałasu został przeprowadzony zgodnie z wymogami standardu EN ISO 15744:2008 dotyczącego sterowanych ręcznie narzędzi z napędem nieelektrycznym – pomiar hałasu – metoda techniczna (klasa 2) oraz normy EN ISO 11203:2009 dotyczącej akustyki – Hałas emitowany przez maszyny i urządzenia – Wyznaczanie poziomów ciśnienia akustycznego emisji na stanowisku pracy i w innych określonych miejscach na podstawie poziomu mocy akustycznej.
Pomiar wibracji został przeprowadzony zgodnie z wymogami normy EN ISO 28927-3, Narzędzia z napędem – Metody badawcze określenia emisji drgań – Część 3: Polerki oraz szlifierki rotacyjne, orbitalne i orbitalne specjalne
Dane specyfikacji technicznych mogą ulec zmianie bez wcześniejjszego powiadomienia.
*Wartości podane w tabeli pochodzą z testów laboratoryjnych przeprowadzonych zgodnie z podanymi kodami i standardami i nie stanowią materiału, pozwalającego na dokonanie miarodajnej oceny ryzyka. Wartości zanotowane w miejscu pracy mogą być wyższe niż wartości deklarowane. Faktyczne wartości oraz ryzyko związane z zagrożeniem dla operatora różnią się w zależności od danej sytuacji. Ma na nie wpływ otaczające środowisko, sposób pracy, rodzaj obrabianego materiału, organizacja stanowiska pracy, jak również czas, w którym użytkownik ma kontakt z urządzeniem, a także jego kondycja fizyczna. KWH Mirka, Ltd. nie ponosi odpowiedzialności za konsekwencje stosowania wartości deklarowanych, zamiast faktycznych wartości wystawienia użytkownika na działanie szkodliwych czynników określonych w indywidualnej analizie ryzyka.
Dodatkowe informacje na temat bezpieczeństwa i higieny pracy można uzyskać na następujących stronach internetowych: https://osha.europa.eu/en (Europa) http://www.osha.gov (USA)
Poradnik rozwiązywania problemów
| Objawy Możliwa przyczyna Rozwiązanie | ||
| Niska moc i/lub niska prędkość bez obciążenia. | Zbyt niskie ciśnienie pneumatyczne Sprawdź ciśnienie w instalacji doprowadzającej powietrze do szlifierki, pozostawiając urządzenie włączone i działające bez obciążenia. Ciśnienie musi wynosić 6,2 bara (90 psig/620 kPa). | |
| Zapchany tłumik/tłumiki Informacje na temat demontażu tłumika znajdziesz w rozdziale „Demontaż Obudowy”. Wymiana Art. nr 46, zakładanie tłumika (Patrz rozdział „Montaż Obudowy”). | ||
| Zatkany filtr wlotu powietrza Przeczyść filtr wlotu powietrza odpowiednim środkiem czyszczącym. Jeśli wlotu nie można wyczyścić, należy go wymienić. | ||
| Łopatka lub łopatki wirnika uległy zużyciu lub zniszczeniu | Zamontuj kompletny zestaw łopatek (dla zapewnienia optymalnego działania należy wymienić wszystkie łopatki). Nasmaruj wszystkie łopatki do-brej jakości olejem do narzędzi pneumatycznych. Patrz „Demontaż Silnika” i „Montaż Silnika”. | |
| Wewnętrzny przeciek powietrza w obudo-wie silnika, które wynikiem jest wyższe niż zwykle zużycie powietrza i mniejsza niż zwykle prędkość obrotowa. | Sprawdź umiejscowienie silnika i zamocowanie pierścienia mocującego. Upewnij się, że nie został uszkodzony o-ring w wyżlobieniu pierścienia mocującego. Wyjmij silnik i przeprowadź jego ponowny montaż. Patrz „Demontaż Silnika” i „Montaż Silnika”. | |
| Zużyte części silnika Przeprowadź przegląd silnika. Skontaktuj się z autoryzowanym centrum serwisowym firmy Mirka. | ||
| Zużyte lub zniszczone wrzeciona łoży-skowane | Uszkodzone lub zużyte łożyska podlegają wymia-nie. Patrz rozdziały „Demontaż stabilizatora wałka i wrzeciona” oraz „Montaż łożysk wrzeciona, osłony AirSHIELDTM oraz stabilizatora wałka”. | |
| Przeciek powietrza w regula-torze prędkości i/lub trzpieniu zaworu. | Zanieczyszczona, zniszczona lub wygięta sprężyna zaworu, zawór lub gniazdo zaworu. | Wszystkie zużyte lub zniszczone części należy zdemontować, sprawdzić i wymienić. Patrz kroki 2 i 3 w rozdziałach „Demontaż Obudowy” oraz „Montaż Obudowy”. |
| Drgania/szarpanie Żle dobrana | podkładka. Korzystaj wyłącznie podkładek o rozmiarze i wa-dze przeznaczonej do użytku z tą maszyną. | |
| Dodatkowe wykorzystanie przekładki lub innego materiału | Korzystaj wyłącznie z przekładek i materiałów ściernych przeznaczonych do użytku z tą maszy-ną. Nie podłączaj do talerza szlifierskiego żadnego produktu, który nie został przeznaczony do użytku z niniejszą szlifierką. | |
| Nieprawidłowe smarowanie lub nagroma-dzenie zanieczyszczeń. | Zdemontuj szlifierkę i przeczyść części odpowied-nim środkiem czyszczącym. Wykonaj ponowny montaż szlifierki. (Patrz „Instrukcja serwisu technicznego”.) | |
| Zużyte lub zniszczone tylne lub przednie łożysko(a) | Uszkodzone lub zużyte łożyska podlegają wymia-nie. Patrz „Demontaż Silnika” i „Montaż Silnika”. | |
| W przypadku maszyn wyposażonych w centralne odsysanie pyłu (CV), szlifowanie płaskich powierzchni może sprawić, że zbyt duża moc odsysania spowoduje przyssanie podkładki do obrabianej powierzchni. | W przypadku urządzeń CV, zmniejsz moc odsysa-nia w instalacji odciągowej. | |





Marka : Mirka
Model : OS 343CV
Kategoria : Młynek