
GRIT GXC - Szlifierka Fein - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia GRIT GXC Fein w formacie PDF.
| Typ produktu | Moduł szlifowania promieniowego do szlifierki taśmowej |
| Kompatybilny model | Fein GX75 (szlifierka taśmowa) |
| Dopuszczalna średnica rury | 10–100 mm |
| Obróbka materiałów | Stal, lekki metal, stal lita (rury i okrągłe) |
| Zasilanie | Podłączenie do sieci prądu przemiennego trójfazowego (3~) |
| Prędkość biegu jałowego (koło hamulcowe) | 3000 obr/min |
| Poziom ciśnienia akustycznego (LpA) | 83,5 dB(A) (niepewność 4 dB) |
| Poziom mocy akustycznej (LwA) | 93,5 dB(A) (niepewność 2,5 dB) |
| Używany pasek ścierny | 75 x 2000 mm |
| Pojemność zbiornika środka chłodzącego | 10–15 litrów |
| Główne funkcje | Szlifowanie i polerowanie okrągłych rur stalowych |
| Codzienna konserwacja | Opróżnić i oczyścić zbiornik chłodzący, wyczyścić zbiornik, przedmuchać sprężonym powietrzem |
| Zatrzymanie awaryjne | Czerwony przycisk, zatrzymanie po ok. 50 s |
| Wymagane środki ochrony indywidualnej | Ochrona oczu, słuchu, przeciwpyłowa, rękawice, fartuch |
| Części zamienne | Lista dostępna na www.fein.com |
| Gwarancja | Zgodnie z przepisami prawnymi kraju + gwarancja producenta FEIN |
| Normy zgodności | CE, UKCA |
| Waga | Nie określono w instrukcji |
Często zadawane pytania - GRIT GXC Fein
Pytania użytkowników dotyczące GRIT GXC Fein
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Szlifierka w formacie PDF za darmo! Znajdź swoją instrukcję GRIT GXC - Fein i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. GRIT GXC marki Fein.
INSTRUKCJA OBSŁUGI GRIT GXC Fein
Tłumaczenie oryginalnej instrukcji eksploatacji.
Użyte symbole, skróty i pojęcia.
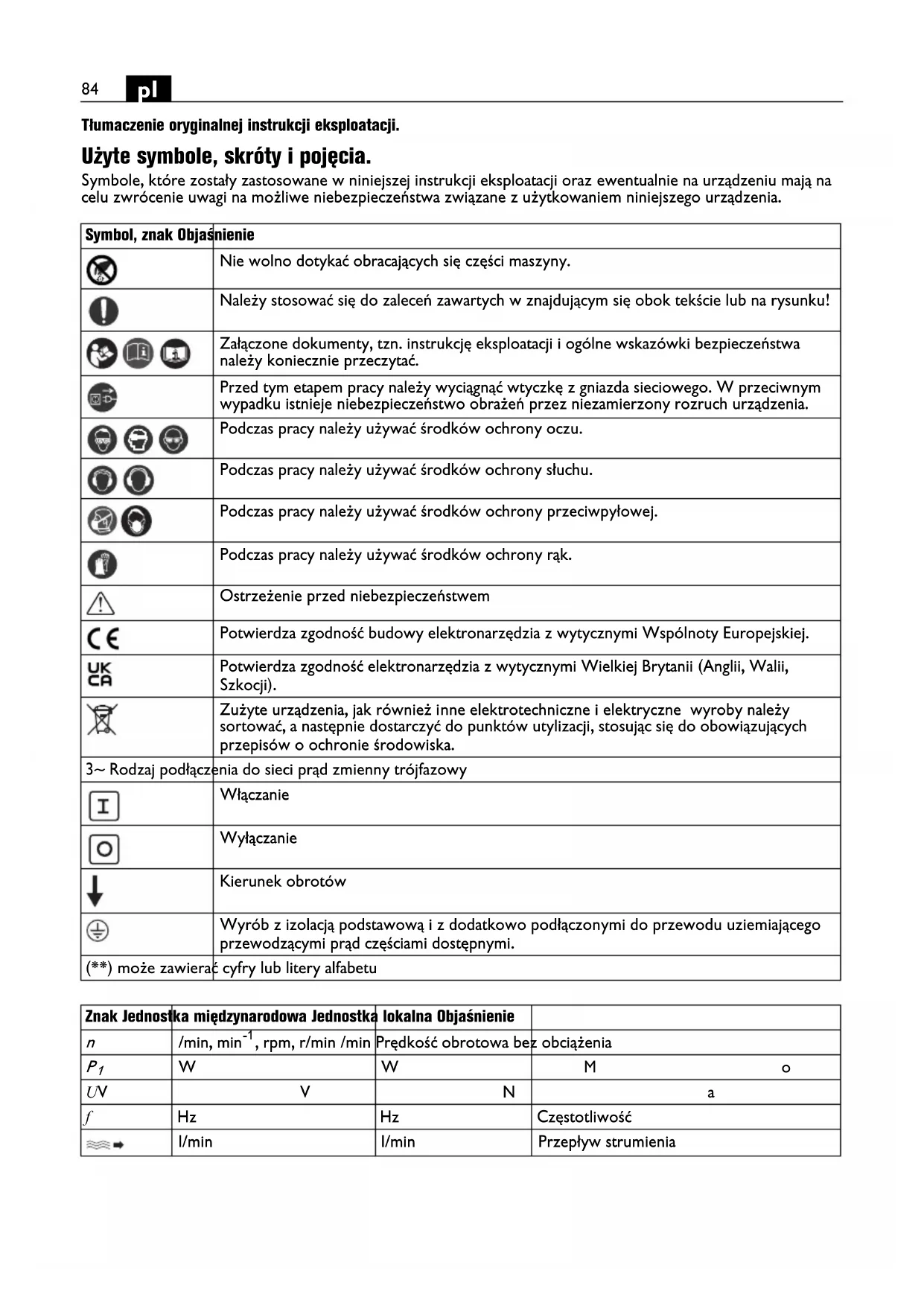
Symbole, które zostały zastosowane w niniejszej instrukcji eksploatacji oraz ewentualnie na urządzeniu mają na celu zwrócenie uwagi na możliwe niebezpieczeństwa związane z użytkowaniem niniejszego urządzenia.
| Symbol, znak Objasłnienie | |
| Nie wolno dotykać obracających się części maszyny. | |
| Należy stosować się do zaleceń zawartych w znajdującym się obok tekście lub na rysunku! | |
| Załączone dokumenty, tzn. instrukcję eksploatacji i ogólne wskazówki bezpieczeństwa należy koniecznie przeczytać. | |
| Przed tym etapem pracy należy wyciągnąć wtyczkę z gniazda sieciowego. W przeciwnym wypadku istnieje niebezpieczeństwo obrażeń przez niezamierzony rozruch urządzenia. | |
| Podczas pracy należy używać środków ochrony oczu. | |
| Podczas pracy należy używać środków ochrony słuchu. | |
| Podczas pracy należy używać środków ochrony przeciwpyłowej. | |
| Podczas pracy należy używać środków ochrony rąk. | |
| Ostrzeżenie przed niebezpieczeństwem | |
| CE | Potwierdza zgodność budowy elektronarzędzia z wytycznymi Wspólnoty Europejskiej. |
| UKCA | Potwierdza zgodność elektronarzędzia z wytycznymi Wielkiej Brytanii (Anglii, Walii, Szkocji). |
| Zużyte urządzenia, jak również inne elektrotechniczne i elektryczne wyroby należy sortować, a następnie dostarczyć do punktów utylizacji, stosując się do obowiązujących przepisów o ochronie środowiska. | |
| 3~ Rodzaj podłączenia do sieci prąd zmienny trójfazowy | |
| Włączanie | |
| Wyłączanie | |
| Kierunek obrotów | |
| Wyrób z izolacją podstawową i z dodatkowo podłączonymi do przewodu uziemiającego przewodzącymi prąd częściami dostępnymi. | |
| (**) może zawierać cyfry lub litery alfabetu | |
| Znak Jednostka międzynarodowa Jednostka lokalna Objąśnienie | |||
| n | /min, min-1 , rpm, r/min /min | Prędkość obrotowa bez obciążenia | |
| P1 | W | W | M o |
| UV | V | N | a |
| f | Hz | Hz | Częstotliwość |
| l/min | l/min | Przepływ strumienia | |
| kg kg Ciężar zgodny z EPTA- | Procedure 01 | (= z metodą Europejskiej Parlamentarnej Weryfikacji Technologii) | |
| m, s, kg, A, mm, V, W, Hz, N, °C, dB, min, m/s2 | m, s, kg, A, mm, V, W, Hz, N, °C, dB, min, m/s2 | Jednostki podstawowe i jednostki pochodne wg Międzynarodowego Układu Jednostek Miar SI. | |
Dla własnego bezpieczeństwa.

Niniejsze urządzenie wolno stosować dopiero po uważnym przeczytaniu i całkowitym zrozumieniu niniejszej instrukcji eksploatacji, a także zawartych w niej ilustracji, specyfikacji i wskazówek bezpieczeństwa.
Należy przestrzegać również odpowiednich krajowych przepisów w zakresie bezpieczeństwa i higieny pracy (np. w Niemczech: BGV A2, BGR 500).
Nieprzestrzeganie wskazówek bezpieczeństwa, zawartych w wyżej wymienionych dokumentach grozi porażeniem prądem elektrycznym pożarem i/lub poważnymi obrażeniami ciała.
Niniejszą Instrukcję należy zachować na przyszłość do dalszych zastosowań i przekazać ją wraz z maszyną, w razie jej sprzedaży lub przekazania innym osobom.

Należy dokładnie przeczytać i przestrzegać instrukcję eksploatacji szlifierki taśmowej GX75, do której ma zostać zamontowane niniejsze urządzenie.
Do montażu przystawki do szlifowania promieniowego na szlifierce taśmowej należy używać wyłącznie załączonych w dostawie elementów mocujących. W wyniku niewłaściwego montażu może dojść do obsunięcia się przystawki ze szlifierki taśmowej podczas procesu obróbki i groźnych wypadków tym spowodowanych.
Przeznaczenie maszyny.
Przystawkę do szlifowania obwiedniowego GXC należy stosować w połączeniu z szlifierką taśmową GX75 wyłącznie do szlifowania końcówek rur o średnicy D = 10–100 mm, w odpowiednich warunkach atmosferycznych i przy zastosowaniu zatwierdzonych przez firmę FEIN narzędzi roboczych i osprzętu. Jednostka chłodząca GXW przeznaczona jest do chłodzenia obrabianego materiału.
Szczególne przepisy bezpieczeństwa.
Należy nosić osobiste wyposażenie ochronne. W zależności od rodzaju pracy, należy nosić maskę ochronną pokrywającą całą twarz, ochronę oczu lub okulary ochronne. W razie potrzeby należy użyć maski przeciwpyłowej, ochrony słuchu, rękawic ochronnych lub specjalnego fartucha, chroniącego przed małymi cząstkami ścieranego i obrabianego materiału. Należy chronić oczy przed unoszącymi się w powietrzu ciałami obcymi, powstałymi w czasie pracy. Maska przeciwpyłowa i ochronna dróg oddechowych muszą filtrować powstający podczas pracy pył. Oddziaływanie hałasu przez dłuższy okres czasu, może doprowadzić do utraty słuchu.
Nie należy nosić podczas pracy luźnego ubrania, biżuterii; długie włosy należy spinać. Luźne przedmioty mogą – mimo zamontowanych zabezpieczeń – zostać uchwycone przez części ruchome i spowodować obrażenia.
Przed uruchomieniem urządzenia należy upewnić się, że w przystawce nie znajduje się żaden przedmiot przeznaczony do obróbki. Przedmiot taki może zostać z dużą siłą wyrzucony i stać się przyczyną groźnych wypadków.

Nie wolno w żadnym wypadku dotykać znajdującej się w ruchu taśmy szlifierskiej. Istnieje niebezpieczeństwo skaleczenia się.
W niebezpiecznych sytuacjach należy natychmiast nacisnąć wyłącznik bezpieczeństwa. Maszyna działa jeszcze do 50 sekund siłą inercji.
Należy regularnie czyścić otwory wentylacyjne urządzenia. Dmuchawa silnika powoduje zassanie pyłu do obudowy. Zbyt duża ilość nagrodmadzonego pyłu może spowodować zagrożenie elektryczne.
Montażu wtyka maszyny może dokonać jedynie wykwalifikowany elektryk. Przewód ochronny w gnieździe zasilania musi być połączony z uziemieniem ochronnym sieci zasilania.
Przed przystąpieniem do konserwacji lub naprawy należy wyciągnąć wtyczkę z gniazda! W razie niezamierzonego włączenia maszyny może dojść do ciężkich obrażeń.
Należy regularnie przeprowadzań przeglądy elektryczne maszyny zgodnie z obowiązującymi przepisami prawnymi. Niekontrolowane maszyny mogą spowodować porażenie prądem elektrycznym!
Przed przystąpieniem do użytkowania należy skontrolować kierunek obrotu silnika. W przypadku obrotów w niewłaściwym kierunku obrabiany przedmiot może zostać odrzucony i spowodować obrażenia. Zmiany kierunku obrotów silnika może dokonać jedynie wykwalifikowany elektryk.
Podczas obróbki należy zachować najwyższą ostrożność, w szczególności podczas wprowadzania i wyjmowania materiału. Spadek uwagi może skutkować poważnymi obrażeniami dłoni.
Obrabiana powierzchnia może się rozgrzać do wysokiej temperatury. Nie wolno jej dotykać ręką.
Szczególną ostrożność należy zachować podczas obróbki krótkich elementów bądź cienkiego materiału.
Podczas wprowadzania lub wyjmowania materiału ręce mogą dostać się pod taśmę lub kółko hamujące i doznać ciężkich obrażeń.
W przypadku obróbki dłuższych rur lub innych tym podobnych materiałów zaleca się zastosowanie prowadnicy do rur GXIS-1/GXIS-2.
Należy zachować ostrożność także po wyłączeniu urządzenia. Maszyna działa jeszcze do 50 sekund siłą inercji. Przed przystąpieniem do wykonywania jakichkolwiek czynności regulacyjnych lub konserwacyjnych należy upewnić się, że taśma całkowicie się zatrzymała.
Obchodzenie się z niebezpiecznymi pyłami
Podczas obróbki ubytkowej za pomocą niniejszego narzędzia powstają pyły, które mogą stanowić zagrożenie.
Dotykanie lub wdychanie niektórych rodzajów pyłów, np. pyłów azbestowych lub z materiałów zawierających azbest, z powłok zawierających ołów, z metalu, z niektórych rodzajów drewna, minerałów, cząsteczek silikatu z materiałów zawierających kamień, środków zawierających rozpuszczalnik, substancji do ochrony drewna, farb przeciwporostowych może wywołać reakcje alergiczne i/lub choroby dróg oddechowych, raka i zaburzenia związane z płodnością. Ryzyko spowodowane wdychaniem pyłów zależy od stopnia ekspozycji. Zaleca się użycie systemu odsysania, dostosowanego do rodzaju pyłu jak również osobistego wyposażenia ochronnego, a także zadbanie o dobrą wentylację stanowiska pracy. Obróbkę materiałów zawierających azbest należy zlecić odpowiednim fachowcom.
W niesprzyjających warunkach może dojść do samozapalenia pyłów drewnianych i pyłów z metali lekkich, gorących mieszanek z pyłów szlifierskich i substancji chemicznych lub wręcz do ekspłozji. Należy zapobiec, aby iskry powstające podczas obróbki spadały na pojemnik na pył; należy też unikać przegrzania się elektronarzędzia i obrabianego materiału. Należy regularnie opróżniać pojemnik na pył, przestrzegając przy tym wskazówek producenta obrabianego materiału, jak również obowiązujących przepisów danego kraju.
Przegład
1 Napinacz taśmy szlifierskiej (GX75)
2 Pokrywa/Ogranicznik (GX75)
3 Ostona przed iskrami (GX75)
4 Śruba z pokrętem gwiaździstym do pojemnika na wióry (GX75)
5 Stół roboczy (GX75)
6 Pojemnik na wióry (GX75)
7 Dźwignia do regulacji wywrotnicy (do przechyłu podstawy) (GX75)
8 Pokrywa boczna (GX75)
9 Sruba motylkowa
10 Śruba z pokrętłem gwiaździstym do regulacji GXC
11 Silnik napędowy, kółko hamujące
12 Śruby z pokrętem gwiaździstym, równoległość kółka hamującego
13 Uchwyt
14 Waniénka
15 Rolki
16 Dźwignia, przykładanie kółka hamującego do materiału
17 Kółko hamujące
18 Dźwignia mocująca
19 Śruba z pokrętem gwiaździstym, przechylenie kółka hamującego
20 Śruba z pokrętem gwiażdzistym, odstęp kółka hamującego
21 Gniazdo szybkomocujące
22 Korba, ustawianie siły nacisku
23 Szczelina
24 Prowadnica
25 Śruba/nakrętka motylkowa
26 Śruba, regulacja prowadnicy
27 Wąż chłodniczy z dyszą
28 Zawór odcinający
29 Uchwyt magnetyczny
30 Włącznika/wyłącznik, pompa chłodziwa
31 Wąż odpływowy, powrót chłodziwa
32 Zbiornik na chłodziwo
33 Otwór wywiercony
34 Otwór gwintowany
Instrukcje montażowe (rysunki 1-3).
Szlifierka taśmowa GX75.

Przed przystąpieniem do jakichkolwiek czynności obsługowych przy maszynie, należy wyjąć wtyczkę sieciową z gniazda.
Zdemontować osłonę przed iskrami (3).
Zdemontować płytę stołu (5), pojemnik na wióry (6) i śrubę z pokrętem gwiaździstym (4).
Otworzyć pokrywę boczną (8).
Zwolnić mocowanie (1) i wyjąć taśmę szlifierską.
Zamknąć pokrywę boczną.
Zwolnić dźwignię wywrotnicy (7) i ustawić szlifierkę w miarę możliwości poziomo.
Przystawka do szlifowania obwiedniowego GXC (Rys. 2).
Wyjąć urządzenie z opakowania i zamontować osprzęt, jak opisano w.ulotce.
Przysunąć przystawkę do obwiedniowego szlifowania do szlifierki taśmowej i ustawić otwory (33) tak, aby wzajemnie do siebie pasowały.
Połączyć obie maszyny za pomocą dwóch dźwigni i śrub z nakrętkami motylkowymi (9).
Przechylić urządzenie lekko do przodu.
Dociągnąć dźwignię wywrotnicy (7).
Zwolnić wszystkie cztery śruby z pokrętem gwiażdzistym (10) umieszczone poniżej wanienki (14) i przystosować dolną część przystawki do podłoża. ponownie dociągnąć wszystkie cztery śruby z pokrętem gwiażdzistym (10) umieszczone poniżej wanienki (14).

Podłączenia przewodu doprowadzającego musi dokonać wykwalifikowany elektryk, wykorzystując do tego celu punkt przyłączeniowy w przełączniku szlifierki taśmowej GX75, zgodnie ze schematem obwodowym (zob. załącznik).
Jednostka chłodząca GXW (Rys. 3+4).
Ustawić pojemnik na płycie przystawki do szlifowania obwiedniowego.
Napełnić pojemnik ok. 10–15 litrami chłodziwa.
Ustawić pokrywę z pompą na zbiorniku i zamontować wąż odpływowy (31) do króćca przyłączeniowego wanienki (14).
Przymocować wąż (27) do przystawki do szlifowania obwiedniowego z pomocą uchwytu magnetycznego (29) wsunąć do otworu (34).

Wąż chłodniczy musi być zamontowany w taki sposób, aby nie zaczepiał on o kółko hamujące lub przedmiot obrabiany.
Włożyć wtyczkę jednostki chłodzącej do gniazda (21).
Mocowanie/wymiana taśmy szlifierskiej

Przed przystąpieniem do jakichkolwiek czynności obsługowych przy maszynie, należy wyjąć wtyczkę sieciową z gniazda.
Zwolnić mocowanie (1) i złożyć taśmę szlifierską o długości 75 x 2000 mm.

Oznaczeni kierunku biegu taśmy musi być zgodne z kierunkiem obrotu.
Naciagnąć taśmę za pomocą napinacza (1).
Przesunąć taśmę szlifierską ręką i sprawdzić, czy przesuwa się ona w lewą czy w prawą stronę od rolki kontaktowej.
Na szlifierce taśmowej ustawić prowadzenie koła transmisyjnego w taki sposób, by taśma znajdowała się pośrodku. Dokładnej regulacji należy dokonać po włączeniu maszyny.
Włączyć na krótko szlifierkę taśmową. Skontrolować, czy rolka kontaktowa obraca się zgodnie z kierunkiem ukazanym strzałką.
Wyłączyć szlifierkę taśmową.

Jeżeli tarcza kontaktowa obraca się w przeciwnym kierunku, niż ukazany strzałką, zmianę kierunku obrotów silnika należy zlecić wykwalifikowanemu fachowcowi.
Regulacja prowadnicy (rys. 3+5).

Przed przystąpieniem do jakichkolwiek czynności obsługowych przy maszynie, należy wyjąć wtyczkę sieciową z gniazda.
Zwolnić obie śruby (26) i ustawić pożadana odległość prowadnicy do kółka hamującego:
- średnica rury 10–12 mm: Ustawienie zgodnie z rysunkiem „1“.
- średnica rury 12–100 mm: Ustawienie zgodnie z rysunkiem „2“.
Ponownie mocno dokręcić śruby (26).
Ustawianie kółka hamującego (Rys. 3).

Przed przystąpieniem do jakichkolwiek czynności obsługowych przy maszynie, należy wyjąć wtyczkę sieciową z gniazda.
Ustawianie równoległości.
Zwolnić śrubę z pokrętem gwiaździstym (12) i ustawić za pomocą uchwytu (13) kółko hamujące (17) w taki sposób, aby przesuwało się (patrząc z góry) równolegle do tarczy kontaktowej. W ten sposób osiągnie się równomierną siłę nacisku, a tym samym równy szlif.
Optymalne parametry nastawy ustalić należy drogą praktycznych prób.
Ustawianie nachylenia.
Zwolnić dźwignię (18) i ustawić kółko hamujące (17) za pomocą śruby z uchwytem gwiażdzistym (19) w taki sposób, aby w stosunku do obrabianego elementu pochylone było lekko w lewo.

Im bardziej nachylone jest kółko hamujące, tym wyższa jest prędkość posuwu. Optymalne parametry nastawy ustalić należy drogą praktycznych prób.
Ustawianie odstępu między kółkiem hamującym, obrabianym przedmiotem i rolką kontaktową.
Zwolnić śrubę z uchwytem gwiaździstym (9).
Odchylić jednostkę napędową za pomocą dźwigni (16) do tyłu.
Włożyć element przeznaczony do obróbki.
Przestawić jednostkę napędową ponownie do przodu - tak, aby kółko hamujące przylegało do obrabianego przedmiotu.
Ustawić szczelinę (23) na 1 mm.
Ponownie mocno dokręcić śrubę (20).
Ustawianie siły nacisku.
Przekręcając korbę (22) ustawić siłę nacisku kółka hamującego na obrabiany przedmiot.
– Obrót w kierunku zgodnym z ruchem wskazówek zegara: duża siła nacisku.
- Obrót w kierunku przeciwnym do ruchu wskazówek zegara: niewielka siła nacisku.
Zbyt wysoka siła docisku może prowadzić do zwiększonego zużycia kółka hamującego i taśmy szlifierskiej!
Wskazówki eksploatacyjne
Włączanie i wyłączanie.

Maszynę należy włączać dopiero po dokonaniu wszystkich wymaganych nastaw. W maszynie nie może znajdować się żaden materiał.
Włożyć wtyczkę przystawki do szlifowania obwiedniowego do gniazda, znajdującego się na szlifierce taśmowej.
Włączanie/wyłączanie szlifierki taśmowej/przystawki do szlifowania obwiedniowego.
GX75*
Włączanie:
Odblokować wyłącznik bezpieczeństwa (15*) i odchylić. Wcisnąć przycisk „I“ (17*).

Powoduje to automatyczne włączenie przystawki do szlifowania obwiedniowego.

Skontrolować kierunek obrotów kółka hamującego. Zmiany kierunku obrotów silnika może dokonać jedynie wykwalifikowany elektryk.
Wyłączanie:
Odchylić klapkę wyłącznika bezpieczeństwa (15 ). Wcisnąć przycisk „0“ (17 ).
Spowoduje to automatyczne wyłączenie przystawki do szlifowania obwiedniowego.

Silnik maszyny pracuje jeszcze przez ok. 50 sekund po wyłączeniu!
(* można znaleźć w instrukcji eksploatacji maszyny)
Wyłącznik bezpieczeństwa.
W niebezpiecznych sytuacjach należy nacisnąć czerwony wyłącznik bezpieczeństwa, który spowoduje wyłączenie maszyny.
Włączanie/wyłączanie pompy chłodziwa.
Ustawić przełącznik w pozycji „1“. Przy dużej ilości usuwanego materiału pompa chłodziwa musi być cały czas włączona.

Zakładać okulary ochronne.

Przed uruchomieniem urządzenia należy upewnić się, że wszystkie powyżej opisane ustawienia zostały przeprowadzone i skontrolowane.
Szlifowanie rur (rysunki 5+6).
Przywrócić kółko hamujące za pomocą dźwigni (16) do tyłu.
Włożyć element przeznaczony do obróbki na głębokość nie mniejszą niż 30 mm do podajnika. Otworzyć zawór chłodziwa (28). Wyregulować przebieg chłodziwa za pomocą zaworu odcinającego (28).
Przywrócić kółko hamujące za pomocą dźwigni (16) do uprzedniej pozycji tak, aby przedmiot obrabiany obrócił się wraz z kółkiem i przesunąt się przez maszynę.
Cofnąć dźwignię (16), gdy jeszcze ok. 30 mm. przedmiotu obrabianego znajduje się w prowadnicy.
Wyjąć obrabiany przedmiot z maszyny.

W razie zbyt wysokiej lub zbyt niskiej prędkości posuwu należy zmienić kąt nachylenia kółka hamującego.
Wartość emisji hałasu
Bieg jałowy Szlifowanie
Pomierzony, skorygowany charakterystyką częstotliwościową A poziom ciśnienia akustycznego na stanowisku roboczym LpA (re 20 µ Pa), w decybelach 83,5 94
Niepewność KpA w decybelach 4 4
Pomierzony, skorygowany charakterystyką częstotliwościową A poziom mocy akustycznej LWA (re 1 pW), w decybelach 93,5 100,5
Niepewność KwA , w decybelach 2,5 2,5
Warunki eksploatacji
Prędkość obrotowa (/min) 3000 3000
Material Stal - nierdzewna
Wymiary Rura, średnica - 42,4 mm
Taśma szlifierska GRIT by Fein - 120R
UWAGA: Suma z wartości pomiarowych emisji i przynależnych im niepewności stanowi górną granicę wartości, występujących przy pomiarach.


Należy stosować środki ochrony słuchu!
Wartości pomiarowe oznaczone zostały wg odpowiedniej normy wyrobu (por. ostatnią stronę niniejszej instrukcji eksploatacji).
Konserwacja i serwisowanie.

Przed przystąpieniem do jakichkolwiek czynności obsługowych przy maszynie, należy wyjąć wtyczkę sieciową z gniazda.

Napraw maszyny może dokonywać wyłącznie odpowiednio wykwalifikowana osoba, zgodnie z obowiązującymi przepisami.
Zalecamy zlecanie napraw w punktach serwisowych firmy FEIN, warsztatach autoryzowanych przez FEIN lub przedstawicielstwach firmy FEIN.
W przypadku uszkodzenia przyłącza maszyny, należy go zastąpić specjalnie przygotowanym przewodem, który można nabyć za pośrednictwem punktu serwisowego firmy FEIN.
Aktualna lista części zamiennych do niniejszej maszyny znajduje się pod adresem internetowym www.fein.com.
Codzienne prace konserwacyjne
Opróżnić pojemnik na chłodziwo. Oddzielić pył metalowy od chłodziwa i zutylizować.
Oczyścić wannę (14). Odetkać w razie potrzeby odpływ.
Od zewnątrz oczyścić maszynę za pomocą spreżonego powietrza.
Rękojmia i gwarancja.
Rękojmia na produkt jest ważna zgodnie z ustawowymi przepisami regulującymi w kraju, w którym produkt został wprowadzony do obrotu. Oprócz tego produkt objęty jest gwarancją firmy FEIN, zgodnie z deklaracją gwarancyjną producenta.
W zakres dostawy maszyny może wchodzić tylko część osprzętu, ukazanego na rysunkach lub opisanego w instrukcji eksploatacji.
Oświadczenie o zgodności.
Oświadczenie CE dotyczy tylko krajów Unii
Europejskiej oraz Europejskiego Stowarzyszenia
Wolnego Handlu (EFTA) i tylko wyrobów, które przeznaczone są do rozprowadzania na rynku UE lub EFTA. Po wprowadzeniu wyrobu na rynek EU, znak UKCA traci ważność.
Oświadczenie UKCA (UK Conformity Assessed) dotyczy tylko Wielkiej Brytanii (Anglii, Walii i Szkocji) i tylko wyrobów, które przeznaczone są do rozprowadzania na rynku Wielkiej Brytanii. Po wprowadzeniu wyrobu na rynek brytyjski, znak CE traci ważność.
Firma FEIN oświadcza z pełną odpowiedzialnością, że niniejszy produkt zgodny jest z odpowiednimi postanowieniami podanymi na ostatniej stronie niniejszej instrukcji eksploatacji.
Dokumentacja techniczna: C. & E. Fein GmbH, D-73529 Schwäbisch Gmünd
Ochrona środowiska, usuwanie odpadów.
Opakowanie, wycofane z użycia maszyny i osprzęt należy oddać do powtórnego przetworzenia zgodnego z obowiązującymi przepisami w zakresie ochrony środowiska.
Schematy połączeń.
Typ GXC Strona 102
Typ GXC2V Strona 103
Typ GXW Strona 104
Typ GXW2V Strona 105





- UŻYTE SYMBOLE, SKRÓTY I POJĘCIA
- DLA WŁASNEGO BEZPIECZEŃSTWA
- PRZEZNACZENIE MASZYNY
- SZCZEGÓLNE PRZEPISY BEZPIECZEŃSTWA
- W PRZYPADKU OBRÓBKI DŁUŻSZYCH RUR LUB INNYCH TYM PODOBNYCH MATERIAŁÓW ZALECA SIĘ ZASTOSOWANIE PROWADNICY DO RUR GXIS-1/GXIS-2
- OBCHODZENIE SIĘ Z NIEBEZPIECZNYMI PYŁAMI
- PRZEGŁAD
- INSTRUKCJE MONTAŻOWE (RYSUNKI 1-3)
- SZLIFIERKA TAŚMOWA GX75
- PRZED PRZYSTĄPIENIEM DO JAKICHKOLWIEK CZYNNOŚCI OBSŁUGOWYCH PRZY MASZYNIE, NALEŻY WYJĄĆ WTYCZKĘ SIECIOWĄ Z GNIAZDA
- PRZYSTAWKA DO SZLIFOWANIA OBWIEDNIOWEGO GXC (RYS. 2)
- PODŁĄCZENIA PRZEWODU DOPROWADZAJĄCEGO MUSI DOKONAĆ WYKWALIFIKOWANY ELEKTRYK, WYKORZYSTUJĄC DO TEGO CELU PUNKT PRZYŁĄCZENIOWY W PRZEŁĄCZNIKU SZLIFIERKI TAŚMOWEJ GX75, ZGODNIE ZE SCHEMATEM OBWODOWYM (ZOB. ZAŁĄCZNIK)
- JEDNOSTKA CHŁODZĄCA GXW (RYS. 3+4)
- MOCOWANIE/WYMIANA TAŚMY SZLIFIERSKIEJ
- REGULACJA PROWADNICY (RYS. 3+5)
- USTAWIANIE KÓŁKA HAMUJĄCEGO (RYS. 3)
- USTAWIANIE RÓWNOLEGŁOŚCI
- USTAWIANIE NACHYLENIA
- USTAWIANIE ODSTĘPU MIĘDZY KÓŁKIEM HAMUJĄCYM, OBRABIANYM PRZEDMIOTEM I ROLKĄ KONTAKTOWĄ
- USTAWIANIE SIŁY NACISKU
- WSKAZÓWKI EKSPLOATACYJNE
- WŁĄCZANIE I WYŁĄCZANIE
- WŁĄCZANIE/WYŁĄCZANIE SZLIFIERKI TAŚMOWEJ/PRZYSTAWKI DO SZLIFOWANIA OBWIEDNIOWEGO
- GX75
- WŁĄCZANIE
- POWODUJE TO AUTOMATYCZNE WŁĄCZENIE PRZYSTAWKI DO SZLIFOWANIA OBWIEDNIOWEGO
- SKONTROLOWAĆ KIERUNEK OBROTÓW KÓŁKA HAMUJĄCEGO. ZMIANY KIERUNKU OBROTÓW SILNIKA MOŻE DOKONAĆ JEDYNIE WYKWALIFIKOWANY ELEKTRYK
- WYŁĄCZANIE
- SILNIK MASZYNY PRACUJE JESZCZE PRZEZ OK. 50 SEKUND PO WYŁĄCZENIU
- WYŁĄCZNIK BEZPIECZEŃSTWA
- WŁĄCZANIE/WYŁĄCZANIE POMPY CHŁODZIWA
- ZAKŁADAĆ OKULARY OCHRONNE
- PRZED URUCHOMIENIEM URZĄDZENIA NALEŻY UPEWNIĆ SIĘ, ŻE WSZYSTKIE POWYŻEJ OPISANE USTAWIENIA ZOSTAŁY PRZEPROWADZONE I SKONTROLOWANE
- SZLIFOWANIE RUR (RYSUNKI 5+6)
- W RAZIE ZBYT WYSOKIEJ LUB ZBYT NISKIEJ PRĘDKOŚCI POSUWU NALEŻY ZMIENIĆ KĄT NACHYLENIA KÓŁKA HAMUJĄCEGO
- WARTOŚĆ EMISJI HAŁASU
- WARUNKI EKSPLOATACJI
- KONSERWACJA I SERWISOWANIE
- CODZIENNE PRACE KONSERWACYJNE
- RĘKOJMIA I GWARANCJA
- OŚWIADCZENIE O ZGODNOŚCI
- OCHRONA ŚRODOWISKA, USUWANIE ODPADÓW
- SCHEMATY POŁĄCZEŃ
Marka : Fein
Model : GRIT GXC
Kategoria : Szlifierka