
S-Plasma 55H - Poste à souder Stamos - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil S-Plasma 55H Stamos au format PDF.

| Type de produit | Poste à souder / Découpeur plasma |
| Marque et modèle | Stamos S-Plasma 55H |
| Alimentation électrique | 230 V monophasé, 16 A, 50/60 Hz |
| Courant de découpage | 10 - 55 A (réglable) |
| Facteur de marche (à courant max) | 60 % (6 min sur 10 min) |
| Tension à vide | 230 V |
| Profondeur de découpe maximale | 17 mm |
| Largeur de coupe | 1 mm |
| Amorçage | Contact (découpe en contact continu) |
| Dimensions (L x l x H) | 530 x 380 x 380 mm |
| Poids net | 9,4 kg |
| Classe de protection du capot | IP20S |
| Classe d'isolation | F |
| Refroidissement | Ventilateur axial |
| Gaz requis | Air comprimé (4,5 bar, 30-100 l/min) |
| Raccordements | Torche plasma, câble de masse, air comprimé |
| Fonctions de contrôle | Régulateur de courant, sélecteur 2T/4T, réglage post-gaz, test gaz |
| Indicateurs LED | Courant (A), sous-tension (UV), surtension (OV), manque de gaz (GASSHT), perte de phase |
| Dispositifs de sécurité | Protection surcharge et surchauffe, arrêt automatique en cas de défaut |
| Accessoires fournis | Câble de masse, torche plasma |
FOIRE AUX QUESTIONS - S-Plasma 55H Stamos
Questions des utilisateurs sur S-Plasma 55H Stamos
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice S-Plasma 55H - Stamos et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil S-Plasma 55H de la marque Stamos.
MODE D'EMPLOI S-Plasma 55H Stamos
Ce mode d'emploi comprend les descriptions, les instructions d'emploi et les processus d'entretien fondamentaux pour les découpeurs plasma S-Plasma 85H/125H Stamos Germany. Étudiez ces instructions d'emploi en détail. Une compréhension complète des caractéristiques et des capacités de l'appareil en garantit une application correcte.
ATTENTION
- Travaillez en sécurité. Protégez vous ainsi que les tierces personnes de tout danger. Lisez attentivement en respectez les consignes de sécurité.
- La mise en fonctionnement, l'utilisation ainsi que l'entretient de l'appareil doivent être exclusivement menés par des personnes qualifiées.
- Lorsque vous utilisez l'appareil, tenez à distance du lieu de travail toute personne, en particulier les enfants.
La DECOUPE peut provoquer des feux ou des explosions.
Des étincelles et des pièces de métal incandescentes sont projetées lors du soudage. La pièce, les projections et certaines parties de l'appareil peuvent entraîner incendies et brûlures. Assurez-vous avant emploi que le lieu de travail est indiqué pour travailler en toute sécurité.
- Tout objet inflammable doit être tenu à une distance minimale de 10,7m de l'appareil.
- Si ce n'est pas possible, couvrez ces objets méticuleusement avec du matériel prévu à cet effet.
- Ne procédez à aucun e découpe dans un lieu où les étincelles peuvent rencontrer un objet inflammable.
- Protégez les tierces personnes ainsi que vous-même des étincelles et projections de métal incandescent.
- Soyez attentif, les étincelles et projections de métal chaud peuvent facilement s'introduire dans de petites fissures et ouvertures adjacentes au champ de travail lors du découpage.
- Faites attention aux incendies et conservez toujours un extincteur à votre portée.
- Faites attention à la surface sur laquelle vous travaillez car un feu peut se déclarer sur le côté opposé et non visible de cette même surface de travail
Rev. 04.04.2022
FR
FR
Ne découpez pas des récipients fermés tels que des réservoirs ou des fûts
Branchez le cordon d'alimentation dans une prise électrique à proximité du champ de travail, ceci afin d'éviter que le cordon ne soit déroulé dans toute la pièce et qu'il ne puisse être en contact avec une surface pouvant provoquer un choc électrique, des étincelles ou encore un incendie.
- N'utilisez pas le découpeur plasma pour décongeler des canalisations gelées.
- Ne découpez jamais des récipients susceptibles de contenir des matières inflammables. Les récipients doivent être auparavant vidés et soigneusement nettoyés.
- Ne découpez pas dans un environnement contenant des particules de poussières ou des vapeurs explosives.
- Ne découpez pas des cylindres, des récipients ou des conduits sous pression.
- Ne découpez pas des récipients ayant contenu des substances inflammables.
- Portez des vêtements de protection ne présentant aucune trace d'huile ou de tout autre matière inflammable comme par exemple des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures de sécurité ou encore un masque de protection.
- Ne travaillez pas sur des surfaces inflammables.
- Séparez-vous de tout objet inflammable (briquet ou allumettes par exemple) avant de commencer à souder.
- Respectez les conditions de travail appropriées à des travaux de découpage et assurez-vous de toujours avoir un extincteur à votre portée. Le contact avec des objets chargés électriquement peut entraîner des chocs électriques dangereux et des brûlures graves. La torche et le circuit de soudage sont électriquement chargés dès que l'appareil est sous tension. Le circuit électronique d'entrée et le circuit interne de l'appareil sont également sous tension dès que l'appareil est allumé.
La découpe plasma nécessite un haut voltage afin d'amorcer l'arc, et comme en sou- dage, selon la règle, celui-ci nécessite 200 à 400 Volt dc. Mais l'appareil dispose d'un pistolet équipé d'un verrouillage de sécurité qui met l'appareil hors circuit lorsque la protection s'est détachée ou que la pointe de l'électrode est rentrée en contact avec l'intérieur de la buse. Une mauvaise installation de l'appareil et de sa mise à la terre présentent représente un grand danger.
UN CHOC ELECTRIQUE PEUT ENTRAINER LA MORT.
- Ne touchez jamais les parties sous tension.
- Portez des gants et protections corporelles sèches, isolantes et en parfait état.
- Assurez-vous d'être vous-même bien isolé de la pièce d'ouvrage et du sol au moyen de tapis isolants et de panneaux de protections secs.
- Ne touchez en aucun cas la torche lorsque celle-ci est en contact avec la pièce d'ouvrage ou le sol.
- Mettre l'appareil hors-tension avant de procéder à toute modification, vérification
ou nettoyage de la torche.
- Mettre l'appareil hors-tension avant de l'installer ou isolez-vous de la pièce d'ouvrage et du sol en utilisant un tapis d'isolation sec.
- Assurez-vous que le câble de mise à terre du cordon d'alimentation soit correctement relié à la terre ou que le cordon d'alimentation soit bien branché à une prise électrique équipée d'une prise terre.
• Vérifiez toujours le raccordement à la terre. - Procédez au raccordement à la terre avant d'effectuer la connexion d'entrée.
- Assurez-vous régulièrement que le cordon d'alimentation ne soit pas endommagé ou dénudé. Remplacez-le s'il est endommagé. Un cordon dénudé peut entraîner la mort.
- Débranchez l'appareil lorsque vous ne l'utilisez pas.
- Inspectez régulièrement le câble et remplacez-le immédiatement si vous notez des traces d'usure importantes ou des endommagements.
• N'enroulez pas le câble autour de vous. - Connectez soigneusement la pièce d'ouvrage à la terre.
- N'utilisez que des équipements en bon état.
- Réparez ou remplacez immédiatement toute pièce endommagée de l'appareil.
- Portez une sangle de sécurité si vous travaillez en hauteur.
- Conservez tous les éléments et protections au même endroit.
- Tenez-vous à distance de la pointe de la torche et de l'arc lorsque vous appuyez sur la gâchette.
- Fixez soigneusement le câble de masse sur une partie métallique de la pièce d'ouvrage ou sur la surface de travail aussi près du poste à souder que cela semble approprié.
- Isolez la pince crocodile lorsqu'elle n'est pas connectée à la pièce d'ouvrage afin d'éviter tout contact avec un métal.
Une tension importante persiste après avoir débranché le cordon d'alimentation de la source d'alimentation.
Éteignez l'appareil, séparez le cordon d'alimentation, vérifiez que la tension du condensateur d'entrée soit proche du zéro avant de toucher les pièces de l'appareil. Contrôlez le condensateur en suivant les indications du chapitre maintenance avant de toucher les pièces de l'appareil.
Un CHOC ELECTRIQUE peut être mortel.
Le pistolet peut entraîner des chocs électriques ainsi que des projections lorsqu'il est sous tension. Portez toujours un masque de protection et une chemise manches longues lorsque vous utilisez la torche.
FR
FR
Les PROJECTIONS peuvent engendrer des blessures graves.
Des étincelles et du métal incandescent sont projetées lors la soudure.
Les ÉTINCELLES peuvent entraîner des blessures.
- Portez un masque de protection ou des lunettes de sécurité avec protection latérale.
- Portez des protections appropriées afin de protéger la peau.
- Portez des protections pour les oreilles résistantes au feu afin d'éviter que des étincelles ne s'y introduisent.
- L'arc de soudage produit d'intenses rayons (ultraviolets et infrarouge) visibles et invisibles pouvant brûler la peau et les yeux.
Les RAYONNEMENTS DE L'ARC peuvent brûler les yeux et la peau.
- Portez une protection pour le visage (casque ou masque) avec
- une teinte approprié afin de filtrer les rayons et ainsi protéger les yeux et le visage.
- Les normes de sécurité suggèrent la teinte n°9 (la teinte n°8 minimum) pour tout exercice de soudure ayant un ampérage inférieur à 300 ampères. Des filtres un peu moins élevés peuvent être utilisés lorsque l'arc est dissimulé par l'objet de travail.
- Portez des lunettes de protection certifiées avec revêtement latéral sous votre casque ou votre masque.
- Utilisez des écrans de protection ou des séparations afin de protéger les tierces personnes des étincelles et de la lumière aveuglante créées par l'arc ; Veillez à ce que les tierces personnes ne regardent pas l'arc.
- Portez des vêtements résistants et ignifugés (en cuir, coton ou laine épaisse) et des chaussures de sécurité appropriées.
PLASMA
Explications générales sur le Plasma: Les découpeurs plasma fonctionnent avec du gaz, comme l'air par exemple, mis sous pression et apporté par un petit tuyau. Au milieu de ce canal, juste au-dessus de la buse, se trouve une électrode chargée négativement. Le diffuseur fait tourner le plasma aussi vite que possible. Lorsque l'électrode négative est alimentée en énergie et que la pointe de la buse est en contact avec le métal, un circuit se forme. Une puissante étincelle est alors générée entre l'électrode et le métal. Alors que le gaz entrant s'écoule à travers le tuyau, la chaleur de l'étincelle chauffe le gaz jusqu'à ce qu'il atteigne le quatrième état. Cette réaction provoque un courant de plasma d'à peu près 16 649 ° C ou plus, qui se déplace à 6 096 m/s et peut réduire le métal à l'état de vapeur et de sécrétions fondues. Le plasma lui-même conduit le courant électrique. Le circuit de travail qui fait naître l'arc est continu tant que l'électrode est alimentée en courant et que le plasma reste en contact avec le métal à travailler. La buse de découpe présente un deuxième groupe de canaux. Ces canaux libèrent un flux constant de gaz de protection. La pression exercée par ce flux de gaz contrôle le
rayon du faisceau de plasma. Indication! Cette machine est conçue pour utiliser uniquement l'air comprimé en tant que „gaz“.
Régulation du courant
Le dispositif anti surtension protège l'appareil jusqu'aux valeurs inscrites sur la fiche technique.
Le dispositif anti surchauffe se met en place lorsque l'appareil dépasse son facteur de marche. L'appareil sera alors stoppé.
Facteur de marche
Le facteur de marche est le rapport exprimé en pourcentage du temps de fonctionnement continu de l'appareil (mesuré en minutes) sur une période de 10min (correspondant à 100%) dans des conditions de température normales et à ampérage maximal. Par exemple, si un appareil a un facteur de marche de 60%, cela signifie qu'il pourra être utilisé pendant 6 minutes (60% de 10 min = 60% x 10 = 6min) à ampérage maximal et température normale avant de se mettre en surchauffe. Si les valeurs du facteur de marche sont dépassées, la fonction surchauffe sera en effet activée et l'appareil sera donc arrêté jusqu'à ce qu'il ait refroidi à une température normale. Le dépassement des valeurs du facteur de marche peut entraîner de sérieux dommages à l'appareil.
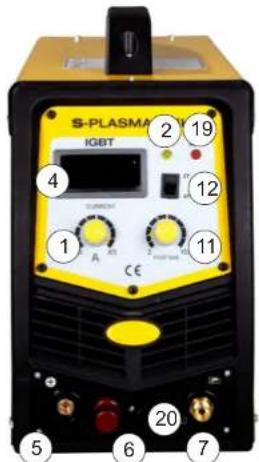
LÉGENDE:
0.

Bouton marche/arrêt

Régulateur de courant:
L'indicateur s'allume dans les deux situations suivantes:
a) Lorsque la machine est en panne.
b) Lorsque l'appareil dépasse la limite du facteur de marche, le mode de protection s'active et la machine s'arrête. C'est-à-dire que l'appareil n'est plus en marche afin de rétablir le contrôle de la température après une surchauffe.
La machine est en veille pour cette raison. Durant ce processus, le signal d'alarme rouge s'active sur l'avant de l'appareil. Ne débranchez pas l'appareil dans ce cas. Le ventilateur pourra ainsi continuer le processus refroidissement. La température nécessaire à un bon fonctionnement sera atteinte lorsque le signal rouge s'éteindra. Vous pourrez à nouveau utiliser l'appareil.
3.

INDICATEUR DE MISE EN MARCHE = L'indicateur s'allume lorsque l'appareil est sous tension.
4.

Indicateur LED:
Affiche l'intensité (A) actuelle.
5.+6.

Raccordements pour la torche plasma:
La haute densité d'énergie de l'arc électrique plasma permet à la fois une découpe rapide et de qualité sans aucune bavure. Il n'est pas nécessaire d'avoir un gaz spécifique et onéreux. L'utilisation d'air comprimé basique et un bon usage de l'appareil vous permettent de travailler sans problèmes dans les domaines de la carrosserie, du chauffage, de la climatisation, de la ventilation, de la plomberie ou dans la construction de réservoirs et la construction métallique.
7.

Raccordement câble de masse
8.

GAZ/raccordement pour l'air

Raccordement d'électricité supplémentaire pour le tuyau de la torche plasma PRISE DE TERRE:
Derrière chaque machine à souder se trouvent une vis et une marque pour effectuer l'indispensable mise à la terre.
Avant l'utilisation, il est nécessaire de relier la machine à souder à la terre à l'aide d'un câble dont l'encoche ne doit pas être plus petite que 6mm, ceci afin de prévenir d'éventuels problèmes lors d'une fuite de courant.
PTEMPS DE POST-GAZ= Le temps de post-gaz peut être réglé entre l et 10 secondes. Ce réglage est important, pour permettre à la matière à souder fondue de refroidir après le processus de soudure et pour la protéger de l'oxydation.
ROCKER SWITCH = Lorsque le découpeur (l'élément de coupe) est ajusté dans une position fixe, appuyez sur le bouton marche du chalumeau pour commencer à couper. Pour terminer l'opération, lâchez le bouton. Ce type de découpage plasma est approprié pour des coupes courtes. Lorsque le découpeur est ajusté dans la position fixe, appuyez une fois sur le bouton du chalumeau et l'arc électrique s'allume. De cette manière vous pouvez faire des découpes sans vous arrêter. Appuyez de nouveau sur le bouton pour arrêter la découpe. Ce type de découpage plasma est approprié pour des découpes plus longues.
FR
FR
13.

2T/4T = Interrupteur de sélection
14.

POST FLOW = avec ce bouton, vous pouvez régler la durée du temps de post gaz.
15.

TEST GAZ = protéger.
16.

U.V LED = Under Voltage LED, sous tension. Si la tension tombe à moins de 330V, la LED s'allume
17.

O.V LED = Over voltage LED, surtension. Si la tension dépasse les 420V, la LED s'allume.
18.

GASSHT = Si l'appareil ne reçoit plus ou peu de flux de gaz, la LED s'allume.
19.

PERTE DE PUISSANCE PHASE = Lorsque le courant triphasé n'est pas connecté à l'appareil, seulement un courant monophasé ou biphasé est connecté, la LED s'allume et la machine s'arrête.
20

Connecteur pour CNC
S-PLASMA 55 H
FACE AVANT

Le transistor bipolaire à grille isolée (de l'anglais Insulated Gate Bipolar Transistor - IGBT) est un dispositif semiconducteur qui est de plus en plus utilisé de plus en plus dans l'électronique de puissance, car il combine les avantages du transistor bipolaire (par exemple: grande simplicité de commande, haute tension de blocage, robustesse des postes à souder) et les avantages du transistor à effet de champ (pilotage presque sans puissance). Ce qui est avantageux, c'est aussi la robustesse certaine face aux courts circuits, car l'IGbT limite la charge de courant. Les IGbT sont une évolution de la technologie MOSFET

Courant normal:
L'appareil fonctionne avec un raccordement monophasé (230V +/- 10%).
FR
FR
Accessoires pour découpeur plasma

- Câble de masse
- Torche plasma
RACCORDEMENT SECTEUR POUR S-PLASMA 85H / S-PLASMA 85CNC
COURANT DE HAUTE INTENSITÉ = cet appareil fonctionne avec des prises triphasées (400V +/- 10%)
S-PLASMA 85H | S-PLASMA 85CNC
FACE AVANT FACE ARRIÈRE

- Pour le modèle S-PLASMA 85CNC

Le transistor bipolaire à grille isolée (de l'anglais Insulated Gate Bipolar 'Transistor - IGBT) est un dispositif semi-conducteur qui est de plus en plus utilisé de plus en plus dans l'électronique de puissance, car il combine les avantages du transistor bipolaire (par exemple: grande simplicité de commande, haute tension de blocage, robustesse des postes à souder) et les avantages du transistor à effet de champ (pilotage presque sans puissance). Ce qui est avantageux, c'est aussi la robustesse certaine face aux courts circuits, car l'IGbT limite la charge de courant. Les IGbT sont une évolution de la technologie MOSFET

FR
FR
Raccordement S-Plasma 85H + 125H / 85CNC + 125CNC
Plan de raccordement au secteur
Le fil jaune-vert est destiné à la prise du conducteur de protection (PE). Les trois phases (noir, marron et bleu) peuvent être connectées au choix à L1, L2 et L3. Les travaux sur le système électrique doivent uniquement être effectués par un électricien qualifié.
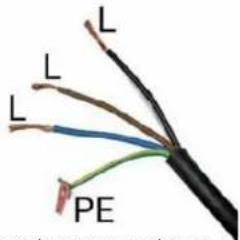
ATTENTION!!!
Seul un électricien qualifié peut connecter un poste à souder avec raccordement haute tension!
BRANCHEMENT DU MOCN 125CNC
Pour raccorder le découpeur plasma à la machine MOCN (Machine-outil à commande numérique), branchez les deux prises dans le connecteur.
Prise 4: Pôle positif
Prise 2: Pôle négatif

BRANCHEMENT DU MOCN 85CNC
Pour raccorder le découpeur plasma à la machine MOCN (Machine-outil à commande numérique), branchez les deux prises dans le connecteur: Broche 3 et 4. La fonction MOCN fonctionne uniquement si la machine MOCN est en état de marche. Cependant, il est possible d'effectuer une découpe manuelle si la machine MOCN n'est pas allumée.
Broche 3: Pôle positif
Broche 4: Pôle négatif


Détails techniques
| S-Plasma 55H S | -Plasma 85H et S-Plasma 85CNC* | S-Plasma 125H et S-Plasma 85CNC* | |
| Tension d'entrée 230V | 1-phasé | 400V triphasé | 400V triphasé |
| Fréquence 50/60 Hz 50 Hz 50 Hz | |||
| Intensité d'entrée 16A 19 A 20 A | |||
| Tension en circuit ouvert | 230V | 280V | 300V |
| Classe de protection du capot | IP20S | IP20S | IP21S |
| Classe d'isolation | F | F | F |
| Protection anti-surcharge | oui oui oui | ||
| Refroidissement | Ventilateur | Ventilateur | Ventilateur |
| Électrovanne | oui oui oui | ||
| Facteur de marche à A.max | 60% 60% 60% | ||
| A pour un facteur de marche de 100% | 42,6 | 65,8 | 96,8 |
| Courant de découpage | 10-55 A | 20-85 A | 10-125 A |
| Amorçage | Contakt | Non-Contakt | Non-Contakt |
| Profondeur de découpe 17 mm | 27 mm | 34 mm | |
| Largeur de découpe | 1 mm | 1,2 mm | 1,4 mm |
| Raccordement compresseur | 4,5 bar,30-100 l/min. | 5,5 bar, 175 l/min. | 7 bar 250 l/min |
| Poids net | 9,4 kg | 19,5 kg | 30 kg |
| Dimensions LxlxH (mm) | 530/380/380 | 660/370/450 | 740/380/530 |
*Attention: les modèles S-Plasma 85CNC et S-Plasma 125CNC comportent un raccord CNC supplémentaire. Cependant, ces 2 modèles de découpeuse plasma sont déjà équipés d'un chalumeau.

FR
FR
Installation
- Chaque découpeur plasma est équipé d'un câble électricité et doit être connecté à une alimentation en courant conforme à la tension d'entrée de l'appareil.
- Le cordon d'alimentation doit être bien branché pour éviter l'oxydation. Si possible, vérifier la tension du courant avec un instrument de mesure.
Raccordement des connecteurs (Schéma de l'installation)
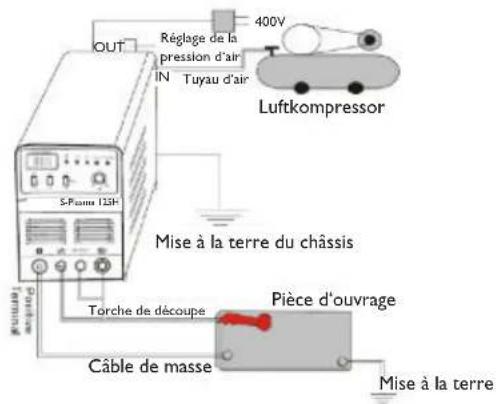
Utilisation
Actionnez l'interrupteur sur le panneau arrière, la lumière de contrôle s'allume et la valeur du courant actuel est indiquée.
Ajustez conformément la pression du gaz et ouvrez la valve de compression.
Appuyez sur le bouton de contrôle de la torche plasma, le ventilateur s'allume et vous pouvez entendre et voir l'arc électrique.
Réglez le courant de découpage selon l'épaisseur de vos pièces à découper. Approchez la buse de cuivre de la torche de découpage vers la pièce d'ouvrage (à peu près 2mm de la pièce de travail avec l'arc), appuyez sur le bouton de la torche jusqu'à ce que l'arc apparaisse puis levez la buse de découpage à 1mm de la pièce d'ouvrage et commencez à découper.

COURANT DE HAUTE INTENSITÉ = cet appareil fonctionne avec des prises triphasées (400V +/- 10%)
FR
FR
S-PLASMA 125H | S-PLASMA 125CNC

20. Pour le modèle S-PLASMA125CNC

Le transistor bipolaire à grille isolée (de l'anglais Insulated Gate Bipolar Transistor - IGBT) est un dispositif semi-conducteur qui est de plus en plus utilisé de plus en plus dans l'électronique de puissance, car il combine les avantages du transistor bipolaire (par exemple: grande simplicité de commande, haute tension de blocage, robustesse des postes à souder) et les avantages du transistor à effet de champ (pilotage presque sans puissance). Ce qui est avantageux, c'est aussi la robustesse certaine face aux courts circuits, car l'IGbT limite la charge de courant. Les IGbT sont une évolution de la technologie MOSFET.
MISE EN FONCTIONNEMENT
A. Déballage
Déballez chaque pièce de la boîte et assurez-vous que vous avez bien toutes les pièces présentes sur la liste d'emballage.
B. Espace de travail
Assurez-vous que votre aire de travail soit bien ventilée. L'appareil est refroidi grâce à un ventilateur axial apportant un flux d'air sur l'électronique à travers le panneau de contrôle.
Indication! Le revêtement doit être installé de manière à s'assurer que les trous d'aération se trouvent vers l'avant de l'appareil. Laissez environ 15cm sur le devant et les côtés afin de permettre le nettoyage. Si la machine est utilisée sans le refroidissement approprié, la durée du facteur de marche en sera grandement réduite.
C. Branchement des câbles
Chaque appareil est équipé d'un cordon d'alimentation permettant l'apport en courant et tension. Si l'appareil est connecté à une alimentation fournissant une tension plus élevée que celle appropriée ou si une mauvaise phase est réglée, cela peut conduire à de sérieux dommages sur l'appareil. Cela n'est pas couvert par la garantie sur l'équipement et l'utilisateur sera tenu responsable de telles situations.
D. Raccordement de la torche
Connectez la torche à l'appareil en branchant le tube à air fixé au bout de la torche au raccordement pour la torche se trouvant à l'avant de l'appareil. Assurez-vous que le branchement est sécurisé en le serrant légèrement avec une clé. Faites cependant attention à ne pas trop serrer.
SCHEMA TORCHE
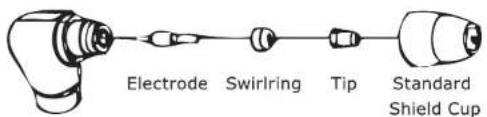
A. Assemblage de la torche
Inclinez la torche avec son capuchon de protection vers le haut et dévissez la buse protectrice du pistolet. (Le capuchon de protection maintient la tuyère, le diffuseur en céramique et l'électrode). Enlevez la buse protectrice, le diffuseur en céramique et l'électrode. Assemblez à nouveau l'électrode, le diffuseur en céramique et la pointe. Remplacez les parties usées si nécessaire. Mettez le capuchon de protection sur la tête du pistolet et vissez-le jusqu'à ce qu'il soit bien serré. Si vous rencontrez une quelconque résistance durant ce processus, vérifiez le filetage et l'ordre d'assemblage des différentes parties avant de commencer à travailler.
Indication
Dans le cas de pistolets n'ayant pas d'électrode réglable, il est nécessaire de serrer l'électrode en utilisant des pinces afin de s'assurer que la connexion électrique se fasse correctement.
UTILISATION
A. Mise en marche
Enclenchez l'interrupteur sur la position « ON ». Positionnez-vous de manière à pouvoir lire la pression de l'air sans problème. Appuyez sur l'interrupteur de la torche (de l'air sortira alors du pistolet), réglez la pression de l'air sur env. 6-7 (bar) et appuyez sur l'interrupteur à nouveau.
Remarque
La plage de pression communément acceptée est de 5-8 bars. Vous pouvez tester quelle pression est la plus appropriée à votre travail, mais il ne faut pas oublier que les consommables s'endommagent lorsque la pression est trop faible. Assurez-vous de mettre la pince de masse sur la pièce d'ouvrage. Connectez la pince avec la partie principale de la pièce et non à la partie qui est à enlever.
B. Découpe
I. Découpe en contact continue (drag cutting)
Tenir le diffuseur du pistolet au-dessus de la pièce d'ouvrage, appuyer sur l'interrupteur de la torche et avancer le diffuseur jusqu'à ce que qu'il soit en contact avec la pièce et que l'arc de découpe soit établi. Vous pouvez ensuite bouger la torche dans la direction désirée tout en maintenant le diffuseur légèrement incliné et en contact avec la pièce. Cette méthode de travail est appelée découpe en contact continu (drag cutting). Les mouvements trop rapides sont à éviter. Si des étincelles sont projetées de la pièce d'ouvrage vers le haut, c'est signe que vous devez ralentir vos mouvements. Votre vitesse est bonne lorsque les étincelles sont projetées ensemble sous la pièce d'ouvrage. Assurez-vous que le matériel est bien coupé avant d'aller plus loin dans la découpe. Régulez la vitesse si nécessaire.
2. Entretien hebdomadaire
Vérifiez que le flux d'air fonctionne normalement. Aspirez toute saleté ou poussière de la machine dans sa totalité sans oublier le filtre à air.
3. Découpe à distance
Dans certains cas, il est plus adapté de procéder à la découpe avec le diffuseur éloigné d'environ 1,5-3 mm de la pièce d'ouvrage. Cela permet de réduire la quantité de matériel projeté dans le diffuseur et de rendre la pénétration d'une large coupe dans le matériel plus efficace. La découpe à distance est à utiliser pour la découpe de pénétration et le rainurage. Elle peut aussi être utilisée lors de la découpe de tôle afin de réduire les projections qui pourraient endommager la buse externe.
4. Perforer
Pour perforer, placez la pointe à environ 3,2 mm au-dessus de la pièce d'ouvrage. Inclinez légèrement la torche afin de repousser les projections de votre direction. Actionnez l'arc principal et abaissez la pointe de la torche jusqu'à ce que l'arc principal se créé et que les étincelles se forment. Commencez par tester la perforation sur un objet non réutilisable. Lorsque cela fonctionne sans problème, vous pouvez perforer sur la ligne de coupe préétablie.
ENTRETIEN
Examinez la torche, faites attention aux dommages d'usure, aux fissures et aux câbles dénudés. Remplacez ou réparez la torche avant d'utiliser l'appareil. Une buse de torche trop abimée provoque une diminution de la vitesse, une chute de tension et une découpe inégale. On reconnaît une buse de torche usée lorsque son ouverture est allongée ou trop grosse. L'extérieur de l'électrode ne peut pas faire moins de 3,2mm. Remplacez-la lorsque celle-ci est usée. Si la buse ne se visse pas facilement, examinez le filetage.
Attention: Assurez-vous toujours que l'alimentation est coupée lors du changement de la buse et de l'électrode.
Contrôle
I. Le châssis doit toujours être relié à la terre en sécurité.
2. Examinez si tous les raccordements sont reliés correctement.
3. Vérifiez si le cordon d'alimentation est alimenté avec une tension correcte.
4. Veillez que les câbles et les tuyaux ne soient pas endommagés ou usés.
STAMOS
WELDING GROUP
INSTRUKCJA
S-PLASMA 55H | S-PLASMA 85H S-PLASMA 125H | S-PLASMA 85CNC S-PLASMA 125CNC
expondo.de
PL





- ATTENTION
- LA DECOUPE PEUT PROVOQUER DES FEUX OU DES EXPLOSIONS
- FR
- NE DÉCOUPEZ PAS DES RÉCIPIENTS FERMÉS TELS QUE DES RÉSERVOIRS OU DES FÛTS
- UN CHOC ELECTRIQUE PEUT ENTRAINER LA MORT
- UNE TENSION IMPORTANTE PERSISTE APRÈS AVOIR DÉBRANCHÉ LE CORDON D'ALIMENTATION DE LA SOURCE D'ALIMENTATION
- UN CHOC ELECTRIQUE PEUT ÊTRE MORTEL
- LES PROJECTIONS PEUVENT ENGENDRER DES BLESSURES GRAVES
- LES ÉTINCELLES PEUVENT ENTRAÎNER DES BLESSURES
- LES RAYONNEMENTS DE L'ARC PEUVENT BRÛLER LES YEUX ET LA PEAU
- PLASMA
- RÉGULATION DU COURANT
- FACTEUR DE MARCHE
- LÉGENDE
- RACCORDEMENT SECTEUR POUR S-PLASMA 85H / S-PLASMA 85CNC
- RACCORDEMENT S-PLASMA 85H + 125H / 85CNC + 125CNC
- PLAN DE RACCORDEMENT AU SECTEUR
- BRANCHEMENT DU MOCN 125CNC
- BRANCHEMENT DU MOCN 85CNC
- INSTALLATION
- UTILISATION
- S-PLASMA 125H | S-PLASMA 125CNC
- POUR LE MODÈLE S-PLASMA125CNC
- MISE EN FONCTIONNEMENT
- DÉBALLAGE
- ESPACE DE TRAVAIL
- BRANCHEMENT DES CÂBLES
- RACCORDEMENT DE LA TORCHE
- SCHEMA TORCHE
- ASSEMBLAGE DE LA TORCHE
- INDICATION
- MISE EN MARCHE
- REMARQUE
- DÉCOUPE
- DÉCOUPE EN CONTACT CONTINUE (DRAG CUTTING)
- ENTRETIEN HEBDOMADAIRE
- DÉCOUPE À DISTANCE
- PERFORER
- ENTRETIEN
- ATTENTION: ASSUREZ-VOUS TOUJOURS QUE L'ALIMENTATION EST COUPÉE LORS DU CHANGEMENT DE LA BUSE ET DE L'ÉLECTRODE
- CONTRÔLE
- INSTRUKCJA
- S-PLASMA 55H | S-PLASMA 85H S-PLASMA 125H | S-PLASMA 85CNC S-PLASMA 125CNC
- PL
Marque : Stamos
Modèle : S-Plasma 55H
Catégorie : Poste à souder