
S-Plasma 55H - Svářecí stroj Stamos - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma S-Plasma 55H Stamos ve formátu PDF.

| Typ produktu | Svářecí zařízení / Plazmový řezač |
| Značka a model | Stamos S-Plasma 55H |
| Elektrické napájení | 230 V jednofázové, 16 A, 50/60 Hz |
| Řezací proud | 10 - 55 A (nastavitelný) |
| Zatěžovatel (při max. proudu) | 60 % (6 min z 10 min) |
| Napětí naprázdno | 230 V |
| Maximální hloubka řezu | 17 mm |
| Šířka řezu | 1 mm |
| Zapálení oblouku | Kontaktní (řezání v kontinuálním kontaktu) |
| Rozměry (D x Š x V) | 530 x 380 x 380 mm |
| Hmotnost netto | 9,4 kg |
| Stupeň krytí pláště | IP20S |
| Třída izolace | F |
| Chlazení | Axiální ventilátor |
| Potřebný plyn | Stlačený vzduch (4,5 bar, 30-100 l/min) |
| Přípojky | Plazmová hořák, zemnící kabel, stlačený vzduch |
| Ovládací funkce | Regulátor proudu, volič 2T/4T, nastavení dogazu, test plynu |
| LED indikátory | Proud (A), podpětí (UV), přepětí (OV), nedostatek plynu (GASSHT), ztráta fáze |
| Bezpečnostní zařízení | Ochrana proti přetížení a přehřátí, automatické vypnutí při poruše |
| Dodávané příslušenství | Zemnící kabel, plazmová hořák |
Často kladené otázky - S-Plasma 55H Stamos
Dotazy uživatelů ohledně S-Plasma 55H Stamos
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod S-Plasma 55H - Stamos a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. S-Plasma 55H značky Stamos.
NÁVOD K OBSLUZE S-Plasma 55H Stamos
Tento manuál obsahuje popisy, návod k použití a základní postupy pro Stamos Germany plazmovou řezačku S-Plasma 55h / 85h / 125H. Prostudujte si tento manuál detailně. Kompletní porozumění vlastností a možností využití zařízení je předpokladem pro jeho správné použití.
Upozornění:
- Chraňte sebe a ostatní před zraněním. Pečlivě si přečtěte a dodržujte bezpečnostní opatření.
- Opravy, používání a údržbu produktu by měly provádět pouze kvalifikované osoby.
- Během používání přístroje zdržujte každého, především děti, od místa jeho použití
Řezání může způsobit požár nebo výbuch.
Horký kov a jiskry jsou odfukovány od plazmového oblouku. Tyto jiskry, žhavý kov, horký pracovní nástroj a horké části pracovního nástroje mohou způsobit požár nebo popáleniny. Zkontrolujte pracovní prostředí a před použitím zařízení se přesvědčte, že je vhodné na tuto práci.
- Odstraňte všechny hořlaviny v dosahu 10,7 m od svářecího přístroje.
- Pokud to není možné, pečlivě a vhodným materiálem tyto předměty přikryjte.
- Neřezejte tam, kde se mohou létající jiskry setkat s hořlavým materiálem.
- Chraňte sebe a ostatní před jiskrami a roztaveným kovem.
- Mějte na paměti, že se jiskry a horké materiály při řezání mohou snadno dostat přes malé trhliny a otvory do přilehlých oblastí.
- Dívejte se stále po ohni a vždy mějte při sobě hasicí přístroj.
• STAMOS WELDING GROUP - Uvědomte si, že řezání na stropě, podlaze nebo jejich částech, může způsobit požár na protilehlé straně, která není vlditelná.
Nepoužívejte řezačku na uzavřených nádobách, jako jsou např. nádrže nebo sudy.
Připojte pracovní kabely co nejpraktičtěji se zásuvkou ležící v blízkosti pracoviště. Tím zabráníte, že bude napájecí kabel rozprostřen po celé místnosti na neznámém povrchu, který by mohl způsobit elektrický šok, Jlskry a vzník pořáru.
- Nepoužívejte plazmovou řezačku na rozmrazování potrubí.
- Zásadně neřezejte nádoby, které mohou obsahovat hořlavé materiály. Ty musí být nejdříve vyprázdněny a důkladně vyčištěny.
- Neřezejte v ovzduší, které obsahuje výbušný prach nebo plyny.
- Neřežte pod tlakem stojící válce, vedení a nádoby, které jsou pod tlakem.
- Neřežte v nádobách, v nichž byly uloženy zápalné látky.
-
Noste ochranné oblečení, jako např. kožené rukavice, tlusté košile, kalhoty bez manžet, vysoké boty a ochranu hlavy.
-
Neumisťujte pracovní plochu na hořlavé povrchy. Odstraňte ze sebe vše hořlavé, jako např. butanové zapalovače, nebo sirky ještě před tím, než začnete řezat.
- Dodržujte podmínky pro práci s ohněm a ujistěte se, že máte v blízkosti hasicí přístroj. Kontakt s nabitými elektrickými komponentami může způsobit závažné otřesy nebo dokonce vážné popáleniny. Přístroj a pracovní okruh jsou elektricky nabítě, pokud je proud zapnutý. Vstupní elektrický obvod a vnitřní elektrický cyklus přístroje jsou také pod napětím, pokud je proud zapnutý.
Řezání plazmou vyžaduje ke spuštění a udržení oblouku vyšší počet voltů než je pravidlem u svařování (200-400 V). Zařízení ale disponuje pistolí, která je vybavená bezpečnostním zámkem, který zařízení automaticky vypne, pokud se ochranný štít rozpustí, nebo se špice dotkne elektrody uvnitř hubice. Nesprávná instalace nebo uzemnění vybavení zařízení představují velké nebezpečí.
ELEKTRICKÝ ŠOK JE ŽIVOTU NEBEZPEČNÝ.
- Nikdy se nedotýkejte elektrických součástí.
- Používejte suché, neperforované izolační rukavice a ochranu těla.
- Izolujte se od předmětu a země, přičemž použijte suchou izolační pokrývku, nebo překrývací plachtu, které jsou dostatečně velké na to, aby zabránily jakémukoliv tělesnému kontaktu s prací nebo zemí.
- Nedotýkejte se žádných částí hořáku, pokud je právě v kontaktu s předmětem, nebo se zemí.
- Před čištěním, výměnou, nebo kontrolou čásí pistole, vypněte napájení.
- Na výkonovém měníči nemohou explodovat spolehlivé díly, pokud jsou zásobeny proudem. Pří zacházením s měníčem vždy používejte obličejový štít a noste svršní oděv s dlouhým rukávem.
- EXPLODUJÍCÍ DÍLY MOHOU ZPŮSOBIT ZRANĚNÍ.
- Jiskry a kovy stříkají z místa svařování.
- ODLETUJÍCÍ JISKRY MOHOU ZŮSOBIT ZRANĚNÍ.
- Noste obličejový štít nebo ochranné brýle s bočním krytem.
- Používejte vhodnou ochranu těla, abyste chránili pokožku.
- Noste žáruvzdorné špunty do uší nebo jinou ochranu sluchu, abyste zabránili tomu že se jiskry dostanou do uší.
- Obloukové paprsky ze řezání produkují obrovské množství viditelných a neviditelných (ultrafialových a infračervených) paprsku, které mohou popálit oči a kůži.
• OBLOUKOVÉ PAPRSKY MOHOU POPÁLIT OČI A KŮŽI
- Noste ochranu obličeje (přilbu nebo štít) s vhodným odstínem, který slouží jako filtr na obličej a oči při svařování a tím Vás chrání.
- Bezpečnostní normy doporučují odstín č. 9 (č. 8 jako minimum) pro všechny řezací procesy o síle menší než 300 A. Mohou být použity málo filtrované barevné odstíny, když je oblouk schován za pracovním předmětem.
- Noste otestované ochranné brýle s bočním panelem pod přilbou nebo štítem.
- Používejte ochranné zástěny, abyste tak ostatní ochránili před oslepujícím zářením
CZ CZ
a jiskrami. Varujte ostatní, aby se nedívali do světelného oblouku.
- Noste ochranný oděv z odolného, nehořlavého materiálu (kůže, těžké bavlny nebo vlny) a vhodné pracovní boty.
- Před instalací zařizení vypněte vstupní proud, nebo se sami izolujte od objektu a země za použití suchých izolačních podložek.
- Zkontrolujte a ujistěte se, že je zemníci drát napájecího kabelu správně připojen k zemnícímu kontaktu nebo kabelová zástrčka připojena s řádně uzemněnou zásuvkou.
• Vždy zkontrolujte připojení uzemnění. - Před tím, než provedete vstupní připojení, připojte vhodný zemnicí vodič.
- Pravidelně kontrolujte napájecí kabel ohledně jeho poškození či izolování. V případě škod kabel vyměňte: odizolovaný kabel může způsobit smrtelná zranění.
• Vypněte zařízení, pokud se právě nepoužívá. - Zkontrolujte kabely a okamžitě je nahradťe, pokud vykazují nadměrné stopy opotřebení, nebo jsou poškozené.
- Nenavíjejte kabel zařízení kolem Vašeho těla.
- Uzemněte pracovní předmět na dobrém, elektricky uzemněném povrchu. Použijte prosím jen dobře zachované vybavení.
- Okamžitě opravte nebo vyměňte poškozené části zařízení. Při práci ve výškách se připoutejte bezpečnostním pásem.
- Udržujte všechny díly a kryty na jednom místě.
- Držte se daleko od špičky pistole a vodicího oblouku, když je tlačitko stisknuté.
- Přípojte pracovní kabel k dobrému kovového kontaktu pracovního předmětu (žádný kus, který by mohl spadnout), nebo pracovního stolu tak blízko řezačky, jak se zdá být nejvhodnější.
- Izolujte pracovní svorku, pokud není přlpojena s pracovním předmětem, abyste se tak vyhnuli kontaktu s jakýmkoliv kovem.
Po odejmutí napájecího kabelu zůstane ve zdroji napájení signifikantní stejnosměrné napětí.
Vypněte zařízení, odpojte napájecí kabel, zkontrolujte napěti na vstupním kondenzátoru a než se dotknete části přístroje, ujistěte se, že se napětí blíží nule. Předtím, než se dotknete jakékoliv části zařízení, zkontrolujte kondenzátory ohledně údajů, které jsou popsány v kapitole údržba v manuálu.
ZÁSAH ELEKTRICKÝM PROUDEM MŮŽE BÝT SMRTELNÝ.
Na výkonovém měniči nemohou explodovat spolehlivé díly, pokud jsou zásobeny proudem. Pří zacházením s měničem vždy používejte obličejový štít a noste svršní oděv s dlouhým rukávem.
EXPLODUJÍCÍ DÍLY MOHOU ZPŮSOBIT ZRANĚNÍ.
Jiskry a kovy stříkají z místa svařování.
ODLETUJÍCÍ JISKRY MOHOU ZŮSOBIT ZRANĚNÍ.
- Noste obličejový štít nebo ochranné brýle s bočním krytem.
- Používejte vhodnou ochranu těla, abyste chránili pokožku
- Noste žáruvzdorné špunty do uší nebo jinou ochranu sluchu, abyste zabránili tomu že se jiskry dostanou do uší.
- Obloukové paprsky ze řezání produkují obrovské množství viditelných a neviditelných (ultrafialových a infračervených) paprsku, které mohou popálit oči a küži.
OBLOUKOVÉ PAPRSKY MOHOU POPÁLIT OČI A KŮŽI!
- Noste ochranu obličeje (přilbu nebo štit) s vhodným odstínem, který slouží jako filtr na obličej a oči při svařování a tím Vás chrání.
- Bezpečnostní normy doporučují odstín č. 9 (č. 8 jako minimum) pro všechny řezací procesy o síle menší než 300 A. Mohou být použity málo filtrované barevné odstíny, když je oblouk schován za pracovním předmětem.
- Noste otestované ochranné brýle s bočním panelem pod přilbou nebo štítem.
- Používejte ochranné zástěny, abyste tak ostatní ochránili před oslepujícím zářením a jiskrami. Varujte ostatní, aby se nedívali do světelného oblouku.
- Noste ochranný oděv z odolného, nehořlavého materiálu (kůže, těžké bavlny nebo vlny) a vhodné pracovní boty.
- Před instalací zařízení vypněte vstupní proud, nebo se sami izolujte od objektu a země za použití suchých izolačních podložek.
- Zkontrolujte a ujistěte se, že je zemnící drát napájecího kabelu správně připojen k
PLAZMA
Obecné vysvětlení plazmy: Plazmové řezačky fungují tak, že trubičkou stříkají plyn (např. vzduch) pod tlakem. Uprostřed těchto kanálů se nachází negativně nabitá elektroda, přičemž se tryksa nachází přímo pod ní. Točici se kroužek dovede plazmu k tak rychlému točení, kolik ji jen dovoli.
Pokud tryska přijde do styku s kovem, vytvoří se koloběh. Silná jiskra je pak produkována mezi elektrodou a kovem. Zatímco vstupní plyn proudí skrz trubici, jiskra ohřívá plyn, dokud nedosáhne čtvrtého stavu. Tato reakce způsobuje proud řízené plazmy, cca 16,649 ° C horké, že se dále pohýbuje 6.096 m / s a nechá redukovat kov v páru a roztavené výměšky. Plazma jako taková vede elektrickou sílu proudu. Pracovní cyklus, díky kterému vzníká oblouk, trvá tak dlouho, jak je proud veden k elektrodě a plazma zůstává v kontaktu s kovem, který se zpracovává. Řezací hubice má druhou skupinu kanálů. Tyto kanály propouštějí konstantní proud ochranného plynu a tlak tohoto proudu kontroluje poloměr plazmového záření.
Tento stroj je koncipován pouze k využití stlačeného vzduchu jako „plynu“.
CZ CZ
Regulace proudu
Automatický oběh potlačování proudu chrání před přepětím až do hodnoty popsané v technickém datovém listu.
TEPELNÁ OCHRANA
Obvod tepelné ochrany je uveden do provozu, když zařizení překročí dobu zapnutí. To způsobi zastavení zařizení.
Duty cycle
Doba zapnutí je procentní sazba provozní doby (měřená v minutách) jedné 10 minutové periody, během které může být stroj při běžných teplotách nepřetržité použiván. Pokud vypočtenou dobu použití překročite, spustí se ochrana proti přehřátí, která se přístroj vypne, dokud se nezchladi na normální teplotu. Nepřetržité překročení vypočtené doby použití může stroj enormě poškodit.
VYSVĚTLIVKY
0.

On / off vypínač
1.

Ovládání napájení:
CURRENT = nastavitelný hlavní proud.
2.

Přetížení / chyba LED:
Při následujících dvou situacích se kontrolka rozsvíti:
a) Má-li zařízení chybnou funkci a nemůže být spuštěno
b) Pokud řezačka překročí standardní zatížení, zapne se ochranný modus a stroj zastaví svoji funkci. To znamená, že zařízení přetane pracovat, aby mohla být znovu dosažena vhodná pracovní teplota poté, co zařízení bylo přehřáté. Z tohoto důvodu přejde zařízení do klidového stavu. Během tohoto procesu svítí červená kontrolka na předním panelu. V tomto připadě nemusíte zástrčku vytahovat ze zásuvky. Během chlazení může ventilace zařízení pracovat nadále, aby urychlila chlazení. Pokud červené světlo dále nesvití, klesla teplota na normální provozní teplotu a zařízení může být znovu uvedeno do provozu.
3.

Indikátor napájení = když je stroj zapnutý, kontrolka se rozsvítí.
4.

LED displej:
Ukazuje aktuální sílu ampérů.
5.+6.

Připojení pro plazmový hořák:
Vysoká řezná rychlost plazmového obluku dovolí vysokou rychlost řezu při současně vysoké kvalitě. Nevyžaduje žádný speciální plyn. Použití normálního tlaku vzduchu a snadné ovládání jsou garancí bezproblemového použití při výrobě karoserii, kontejnerů a v ocelárnách, stejně jako v oblasti výroby klimatizace, topení atd.
7.

Připojení na zemnicí kabel
8.

Plynová / vzduchová přípojka

Za každým svářecím strojem
je šroub a značka k potřebnému uzemnění.
Před použitím je nezbytné spojit
obal řezacího stroje se zemí pomocí kabelu, jehož
řez nesmí být menší než 6mm,
abyste se vyhnuli potenciálním problémům pří únikem elektrickýho proudu.

Dodatečné napájení pro hadici plazmového hořáku.
11.

POST TIME = Dofuk plynu regulovatelný v sekundových intervalech. Tato regulace je důležitá k tomu, aby se roztavený materiál ochladil a byl tak chráněn před oxidací.
12.

ROCKER SWITCH = Pokud přístroj není nastavený v sebefixační pozici, držte k začátku řezání startovací tlačítko na řezacím hořáku. K ukončení řezu pustte tlačítko. Tento způsob řezání je vhodný na řezání krátkých spojů.
Pokud je řezací element nastavený ve fixované poloze, stlačte jednou tlačitko na hořáku a elektrický oblouk se zapálí. Tak můžete nepřetržitě řezat. Stiskněte znovu spínač pro zastavení řezu. Tento způsob plazmového řezání je vhodný na řezání dlouhých spojů.
13.

2T / 4T = přepínač
14.

POST FLOW = s timto tlačitkem lze upravit dobu dofuku plynu.
15.

TEST GAS = ochrana.
16.

4U.V LED = Podpěti. Pokud napěti klesne pod 330V, tato LED se rozsvití.
17.

O.V LED = přepětí. Pokud stoupne napětí nad 420V, tato LED se rozsvití.
18.

GASSHT = pokud stroj nemá žádný nebo nedostatečný tok plynu, rozsvití se LED.
19.

FÁZE ZTRÁTA PROUDU= Pokud na zařízení není připojena na 3 proudová fáze a je zapojená 1 nebo 2 fáze, rozsvítí se LED kontrolka a stroj přestane pracovat.
20

CNC-Připojení
Schéma připojení S-plazma 55 H
S-PLASMA 55 H
ČELNÍ POHLED
ZADNÍ POHLED
Napájecí kabel
Vzduchový kompresor
Bipolární tranzistor s izolovanou gate elektrodou (anglicky Insulated Gate Bipolar Transistor, krátcze IGBT) je polovodičový článek, který se stále více využívá ve výkonové elektronice, protože sjednocuje předností bipolárního tranzistoru (např. dobré chování průchodu, vysoké prahové napětí, robustnost svařovacího zařízení) a unipolárního tranzistoru. Výhodou je také jistá odolnost vůči zkratům, protože IGBT ohraničuje zatěžovací proud. IGBT je dalším stupněm v rozvojí vertikální výkonné technologie MOSFET
NORMÁLNÍ PROUD: Přístroj pracuje s 1-fázovým přlpojením (230V +/- 10%).
CZ CZ

1. Zemnici svorka
2. Plazmový hořák
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□

Silnoproud= Tato zařízení pracují s 3fázovým připojením (400 v ± 10 %)
Bipolární tranzistor s izolovanou gate elektrodou (anglicky Insulated Gate Bipolar Transistor, krátce IGBT) je polovodičový článek, který se stále více využívá ve výkonové elektronice, protože sjednocuje přednosti bipolárniho tranzistoru (např. dobré chování průchodu, vysoké prahové napětí, robustnost svárovaciho zařízení) a unipolárního tranzistoru. Výhodou je také jlistá odolnost vůči zkratům, protože IGBT ohraničuje zatěžovací proud. IGBT je dalším stupněm v rozvoji vertikální výkonné technologie MOSFET.
[Barcode]
PŘEDNÍ POHLED

ZADNÍ POHLED

- Pouze pro model S-PLASMA 85CNC

Bipolární tranzistor s izolovanou řídící elektrodou (Insulated Gate Bipolar Transistor-IGBT) je polovodící stavební element, který je stále více používán ve výkonné elektronice, protože sjednocuje přednosti bipolárního transzistoru (např. dobré propuštěcí vlastnosti, vysoké blokovací napětí, robustnost u svářeček) a přednosti unipolárního tranzistoru (ovládání téměř bez výkonu). Užitečná je také jistá robustnost proti zkratům, protože IGBT ohranlčuje zátežový proud. IGBT je dalším vývojem vertikálního výkonu MOSFET.
CZ CZ
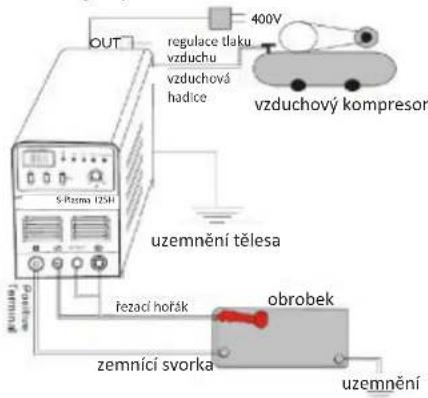
Připojení S plazma 85 H + I25H / 85CNC + I25CNC
Diagram zapojení sítě
Žluto-zelený drát je určen na přípojku ochranného vodiče PE. Tří fáze (černá, hnědá a modrá) lze připojit k jakékoliv LI, L2 a L3. Prosím, přenechte tuto práci pouze odborníkům.

POZOR!
Řezačky se silnoproudým připojením mohou být připojeny pouze kvalifikovaným elektrikářem!
CNC PŘIPOJENÍ S-PLASMA 125 CNC
Chcete-li připojit řezačku na CNC stroj, musí být dva otvory v zásuvce propojeny se zástrčkou.
konektor 2: Negativní pól


CNC připojení na S-PLASMA 85CNC
Chcete-li připojit řezačku na CNC stroj, musí být dva otvory v zásuvce propojeny se zástrčkou: PIN 3 a PIN 4. Funkce CNC funguje pod podmínkou, že je CNC stroj zapnutý. Pokud je CNC stroj vypnutý, funguje pouze ruční řezání.
PIN 3: Pozitivní pól
PIN 4: Negativní pól


Technické detaily
| S-plasma55 H | S-Plasma 85 H aS-Plasma 85CNC* | S-Plasma I25H undS-Plasma I25CNC* | |
| Vstupní napětí 230V | I-fáze | 400V3 fáze | 400V3 fáze |
| Frekvence 50Hz 50Hz 50Hz | |||
| Vstupní proud | 32.2 A | 19A | 20 A |
| Napětí při běhunaprázdno | 230 V | 280V | 300V |
| Stupeň ochrany krytím | IP20S | IP20S | IP21S |
| Třída izolace | F | F | F |
| Přepěťová ochrana | Ano | Ano | Ano |
| Chlazení | Ventilátor | Ventilátor | Ventilátor |
| Magnetický ventil | Ano | Ano | Ano |
| Doba zapnutí (ED) přímax. A | 60% | 60% | 60% |
| A pří 100 % duty cycle | 42,6 | 65,8 | 96,8 |
| Řezací proud | 10-55 A | 20-85 A | 10-125 A |
| Zapalování | Kontakt | Non - kontakt | Non - kontakt |
| Hloubka řezu | 17 mm | 27 mm | 34 mm |
| Šířka řezu | 1 mm | 1,2 mm | 1,4 mm |
| Připojení kompresoru | 4,5 bar,30-1001/min. | 5,5 bar,175 l/min. | 7 bar250 l/min |
| Čistá hmotnost | 9.4 kg | 19,5 kg | 30 kg |
| Rozměry D / Š / V (mm) | 530/380/380 | 660/370/450 | 660/370/450 |
POZOR: Modely S-plasma 85CNC a S-plasma I25CNC jsou vybaveny extra portem na CNC. Tyto dva modely jsou rovněž vybaveny jednoduchým hořákem:

CZ
CZ
INSTALACE
- Každá plazmová řezačka je vybavena sitovým kabelem a podle vstupního napětí řezačky musí být připojena k odpovídajícímu napájecímu zdroji.
- Napájecí kabel by měl dobře připojen ke konektoru, aby se zabránilo oxidaci. Pokud je to možné, zkontrolujte pomocí měřítka, zda je napětí v požadované oblasti.
Připojení vedení (instalační diagram)
OBSLUHA
Zapněte hlavní vypínač na zadním panelu. kontrolka se rozsvítí a ukáže se aktuální proud.
Nastavte tlak plynu dle aktuálních požadavků a otevřete kompresní ventil. Stiskněte ovládací tlačítko na hořáku, pak je ventil v provozu. Můžete slyšet a vidět oblouk.
Nastavte v závislosti na tlouštce obrobku řezací proud.
Připojte měděnou trysku řezacího hořáku na obrobek (měděná tryska v oblouku je cca 2 mm od obrobku), stiskněte tlačítko na hořáku, dokud se oblouk nenastartuje, zvedněte řezací trysku asi Imm od obrobku a začněte řezat.

SILNOPROUD = Tato zařízení pracují s 3fázovým připojením (400 v ± 10 %).
S-PLASMA 125H | S-PLASMA 125CNC

- Pouze pro model S-PLASMA 125CNC

Bipolární tranzistor s izolovanou gate elektrodou (anglicky Insulated Gate Bipolar Transistor, krátce IGBT) je polovodičový článek, který se stále vice využívá ve výkonové elektronice, protože sjednocuje přednosti bipolárního tranzistoru (např. dobré chování průchodu, vysoké prahové napětí, robustnost svářovacího zařízení) a unipolárního tranzistoru. Výhodou je také jlstá odolnost vůči zkratům, protože IGBT ohraničuje zatěžovací proud. IGBT je dalším stupněm v rozvoji vertikální výkonné technologie MOSFET.
CZ
CZ
OPRAVA
A. Rozbalování
Rozbalte všechno z obalu a zkontrolujte, zda máte všechny položky, které jsou uvedené na listu, který jste obdrželi v zásilce.
B. Pracovní prostředí
Ujistěte se, že je pracovní plocha dobře větraná. Zařízení je chlazeno axiálním větrákem, který zajišťuje proudění vzduchu zadním panelem přes elektroniku.
Upozorněníl Produkt musí být nainstalován tak, aby se větrací otvory nacházely na přední straně přístroje J. Ponechejte alespoň 15 cm vpředu a 15 cm na obou stranách volný prostor pro úklid. Je-li přístroj provozován bez dostatečného chlazení, je silně snížena doba provozu.
C. Spojení kabelového vstupu
Každé zařízení má hlavní napájecí kabel, který je odpovědný za výrobu napětí a proudu. Když je zařízení připojeno k proudu, který překračuje požadované napětí, nebo je nastavený na nesprávnou fázi, může se vážně poškodit. To nespadá do záručních podmínek zařízení, ale vztahuje se na vinu uživatele.
D. Připojení hořáku
Připojte hořák k invertoru, přičemž vzudchovou trubičku, která je připevněná na konci hořáku přišroubujete na připojovací kus hořáku, který je na přední straně stroje. Zajistěte konstrukci ještě jednou lehkým utažením klíče. Neutahujte přiliš na těsno.
VÝSTAVBA PISTOLE
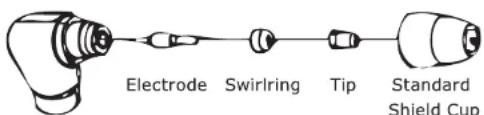
A. Proces výstavby pistole
Nastavte pistoli s víkem ukazujícím nahoru a vytočte ho od pistole. (Ochranné víko drží špici, keramický otočný kroužek a elektrodu pohormadě). Odstraňte špici, keramický rotující kroužek a elektrodu. Nainstalujte elektrodu, keramický rotující kroužek a špici opět dohromady. Vyměňte opotřebované díly, pokud je to nutné. Nainstalujte ochranný kryt na vršek pistole, a utáhněte ho rukou, dokud nebude přiléhat. Pokud během tohoto procesu ucítíte odpor, zkontrolujte závit a uspořádání jednotlivých dílů, než začnete pracovat.
Upozornění
Některé pistole nemají přepínatelné elektrody. Zde je nutné elektrodu dodatečně utáhnout použitím klešti, aby bylo zajištěno spolehlivé elektrické spojení.
POUŽITÍ
A. Začátek
Přepněte hlavní vypínač do polohy „ON“. Postavte se tak, abyste mohli ze zařízení bez problémů odečist hodnotu tlaku vzduchu. Stiskněte tlačitko na pistoli (vzduch bude proudit ven z pistole), nastavte regulační ventil vzduchu na cca 6-7 (bar) a znovu pusťte volič pistole.
Upozornění
Tlak vzduchu má obecnou oblast přijetí 5 až 8 bar. Můžete podle potřeby provádět pokusy, ale je nutná opatrnost, aby tlak vzduchu neklesl příllš, protože to může vést k poškození spotřebního materiálu. Upevněte zemnící svorku na pracovní předmět. Připojit svorku k hlavní části pracovního předmětu, nikoliv na části, která se opět odstraní.
B. Řezání
1. Řezání posuvem
Držte špici pistole mělce na praconím předmětu, stlačte spínač na pistoli a pohybujte se špící, dokud nedojde ke kontaktu s pracovním předmětem a nevytvoří se řezací oblouk. Poté, co byl vytvořen řezací oblouk, můžete nyní pohybovat pistolí v požadovaném směru, přičemž je špice pistole lehce ohnutá a je udržen kontakt s předmětem. Tato pracovní metoda se nazývá řezání tažením. Vyhnešte se přiliš rychlým pohybům. Jedním z ukazatelů jsou jiskry, které mohou stříkat z horní části pracovního předmětu. Přesouvejte pistoli jen tak rychle, že jsou jiskry koncentrovány jen na spodní straně pracovního předmětu a před tím než budete pokračovat se ujistěte, že je materiál kompletně oddělený. Nastavte rychlost tažení, jak je požadováno.
2. Týdenní opatření
Ověřte, zda větrání pracuje správně. Odfoukněte nebo vysajte prach a špínu před přístrojem včetně vzduchového filtru.
CZ
3. Distanční řezání
V některých případech může být výhodné držet špici pistole cca 1 / 16 „l / 8“ nad pracovním předmětem. Tím se redujuje materiál, který je znovu dofukován no špice a maximalizuje se proniknuľ tlustých kusů v materiálu. Distanční řezání by se mělo používat,když je prováděno např. penetrační řezání. Můžete kromě toho také použít vzdálenost pracovní techniky, když řezete plech. Tim snížíte riziko, že budou poškozené špiceodstřikujícím materiálem.
4. Provrtání
K provrtání vložte špici cca 3,2 mm nad pracovním předmětem. Držte pistoli v mírném naklonění, abyste jiskry masměrovali od Vás. Ovládejte hlavní oblouk a snížte špici pistole, dokud nevyjede hlavní řezací oblouk a nezačnou se tvořit jiskry. Začněte s provrtáváním na nějakém nepoužitelném pokusném předmětu. Pokud to zde funguje bez problémů, začněte s provrtáváním na předem určené řezací lince.
ÚDRŽBA
Zkontrolujte, zda pistole není poškozena, nemá trhliny, nebo nemá uvolněný kabel. Všechny poškozené čás by měly být opraveny, nebo vyměněny. Silně opotřebované špička/ hubice pistole vede poklesu rychlosl, napěl a křivé separaci. Znak silně opotřebované špice / hubice pistole je prodloužený nebo nadměrně veliký otvor hubice. Vnější strana elektrody nesmí být prohloubena více než 3,2 mm. Nahraďte ji, pokud je použitější než je udávaná velikost. Pokud ochranné víko není snadné připojit, zkontrolujte závit.
POZOR! Při výměně trysky a elektrody dbejte na to, aby byl přístroj vypnutý. Zkouška
- Produkt by měl být vždy bezpečně uzemněn.
- Zkontrolujte, zda jsou všechny spoje bezpečně připojené.
- Zkontrolujte, zda je k napájecímu kabelu dodáno správné napěll.
- Ujistěte se, že kabely a hadice nejsou poškozené nebo opotřebované.
STAMOS
WELDING GROUP
HASZNÁL ATI ÚTMUTATÓ
S-PLASMA 55H | S-PLASMA 85H S-PLASMA 125H | S-PLASMA 85CNC S-PLASMA 125CNC
expondo.de
HU
HU





- UPOZORNĚNÍ
- ŘEZÁNÍ MŮŽE ZPŮSOBIT POŽÁR NEBO VÝBUCH
- NEPOUŽÍVEJTE ŘEZAČKU NA UZAVŘENÝCH NÁDOBÁCH, JAKO JSOU NAPŘ. NÁDRŽE NEBO SUDY
- ELEKTRICKÝ ŠOK JE ŽIVOTU NEBEZPEČNÝ
- CZ CZ
- PO ODEJMUTÍ NAPÁJECÍHO KABELU ZŮSTANE VE ZDROJI NAPÁJENÍ SIGNIFIKANTNÍ STEJNOSMĚRNÉ NAPĚTÍ
- ZÁSAH ELEKTRICKÝM PROUDEM MŮŽE BÝT SMRTELNÝ
- EXPLODUJÍCÍ DÍLY MOHOU ZPŮSOBIT ZRANĚNÍ
- ODLETUJÍCÍ JISKRY MOHOU ZŮSOBIT ZRANĚNÍ
- OBLOUKOVÉ PAPRSKY MOHOU POPÁLIT OČI A KŮŽI
- PLAZMA
- REGULACE PROUDU
- TEPELNÁ OCHRANA
- DUTY CYCLE
- VYSVĚTLIVKY
- DIAGRAM ZAPOJENÍ SÍTĚ
- POZOR
- CNC PŘIPOJENÍ S-PLASMA 125 CNC
- CNC PŘIPOJENÍ NA S-PLASMA 85CNC
- CZ
- INSTALACE
- OBSLUHA
- OPRAVA
- ROZBALOVÁNÍ
- PRACOVNÍ PROSTŘEDÍ
- SPOJENÍ KABELOVÉHO VSTUPU
- PŘIPOJENÍ HOŘÁKU
- PROCES VÝSTAVBY PISTOLE
- POUŽITÍ
- ZAČÁTEK
- ŘEZÁNÍ
- ŘEZÁNÍ POSUVEM
- TÝDENNÍ OPATŘENÍ
- DISTANČNÍ ŘEZÁNÍ
- PROVRTÁNÍ
- ÚDRŽBA
- POZOR! PŘI VÝMĚNĚ TRYSKY A ELEKTRODY DBEJTE NA TO, ABY BYL PŘÍSTROJ VYPNUTÝ. ZKOUŠKA
- HASZNÁL ATI ÚTMUTATÓ
- S-PLASMA 55H | S-PLASMA 85H S-PLASMA 125H | S-PLASMA 85CNC S-PLASMA 125CNC
- HU
Značka : Stamos
Model : S-Plasma 55H
Kategorie : Svářecí stroj