
S-Plasma 55H - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia S-Plasma 55H Stamos w formacie PDF.

| Typ produktu | Spawarka / Przecinarka plazmowa |
| Marka i model | Stamos S-Plasma 55H |
| Zasilanie elektryczne | 230 V jednofazowe, 16 A, 50/60 Hz |
| Prąd cięcia | 10 - 55 A (regulowany) |
| Współczynnik obciążenia (przy maks. prądzie) | 60% (6 min na 10 min) |
| Napięcie jałowe | 230 V |
| Maksymalna głębokość cięcia | 17 mm |
| Szerokość cięcia | 1 mm |
| Zapłon | Kontaktowy (ciągłe cięcie kontaktowe) |
| Wymiary (D x S x W) | 530 x 380 x 380 mm |
| Masa netto | 9,4 kg |
| Klasa ochrony obudowy | IP20S |
| Klasa izolacji | F |
| Chłodzenie | Wentylator osiowy |
| Wymagany gaz | Sprężone powietrze (4,5 bar, 30-100 l/min) |
| Przyłącza | Palnik plazmowy, kabel masowy, sprężone powietrze |
| Funkcje sterowania | Regulator prądu, przełącznik 2T/4T, regulacja gazu po cięciu, test gazu |
| Wskaźniki LED | Prąd (A), podnapięcie (UV), przepięcie (OV), brak gazu (GASSHT), utrata fazy |
| Urządzenia zabezpieczające | Zabezpieczenie przeciążeniowe i przegrzaniowe, automatyczne zatrzymanie w przypadku usterki |
| Dołączone akcesoria | Kabel masowy, palnik plazmowy |
Często zadawane pytania - S-Plasma 55H Stamos
Pytania użytkowników dotyczące S-Plasma 55H Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję S-Plasma 55H - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. S-Plasma 55H marki Stamos.
INSTRUKCJA OBSŁUGI S-Plasma 55H Stamos
Niniejsza instrukcja obsługi zawiera opisy, instrukcje obsługi i zasadnicze procedury konserwacyjne dotyczące przecinarki plazmowej S-Plasma 85H/125H firmy Stamos Germany. Należy w sposób wyczerpujący zapoznać się z niniejszą instrukcją obsługi. Całkowite zrozumienie właściwości i możliwości zastosowania urządzenia zapewnia prawidłowe jego zastosowanie.
OSTRZEŻENIE
- Należy chronić siebie i inne osoby przed okaleczeniami. Należy uważnie przeczytać i postępować zgodnie z opisanymi środkami ostrożności.
- Tylko wykwalifikowane osoby mogą zajmować się naprawami, eksploatacją, konserwacją oraz inspekcjami urządzenia.
- W przypadku stosowania urządzenia nie wolno dopuszczać do miejsca eksploatacji osób trzecich, w szczególności dzieci.
CIECIE może powodować pożar lub eksplozję.
Gorący metal i iskry są rozprzestrzenianie przez łuk płazmy. Przemieszczające się iskry lub gorące odlamki metalu, jak również rozgrzany element obrabiany i wyposażenie urządzenia mogą powodować powstanie pożaru lub poparzenia. Należy sprawdzić otoczenie robocze i upewnić się przed zastosowaniem urządzenia, że można w nim je eksploatować.
- Należy usunąć wszystkie elementy palne w promieniu 10,7 m od urządzenia spawalniczego.
- Jeśli nie jest to możliwe, znajdujące się w otoczeniu przedmioty należy odpowiednio przykryć.
- Nie należy ciąć w miejscu, w którym przemieszczające się iskry mogłyby trafić na palny materiał.
- Należy chronić siebie i inne osoby przed rozprzestrzeniającymi się iskrami oraz gorącym metalem.
- Należy być zawsze uważnym, ponieważ iskry i gorące materiały mogą przedosta- wać się podczas cięcia z łatwością przez małe szczeliny i otwory.
- Należy zawsze sprawdzać, czy nie powstaje ogień. W pobliżu konieczne jest przygotowanie gaśnicy.
- Należy mieć świadomość, że cięcie w obrębie stropu, podłoża lub na ograniczonym obszarze może powodować powstawanie ognia po przeciwległej, niewidocznej stronie obrabianego materiału.
Rev. 04.04.2022
PL
PL
Nie należy ciąć zamkniętych pojemników takich jak np. zbiorniki lub naczynia
Należy podłączyć kabel roboczy z gniazdkiem znajdującym się w pobliżu miejsca roboczego, tak aby uniknąć układania kabla zasilającego w całym pomieszczeniu, co powodowałoby, że mógłby się znaleźć na nieznanym podłożu powodując porażenie elektryczne, powstawanie iskier lub wybuch pożaru.
- Nie należy używać przecinarki plazmowej do rozmrażania zamarzniętych rur.
- Nie należy ciąć pojemników, które mogą zawierać materiały palne. Muszą wcześniej zostać opróżnione i dokładnie oczyszczone.
- Nie należy ciąć w atmosferze zawierającej wybuchowe cząsteczki pyłu lub oparów.
- Nie należy ciąć cylindrów, przewodów lub zbiorników pod ciśnieniem.
- Nie należy ciąc pojemników, w których przechowywane były substancje palne.
- Należy nosić odzież ochronną pozbawioną oleju np. skórzane rękawice, grube koszule, spodnie bez nabijanych elementów, wysokie buty oraz nakrycie głowy.
- Nie należy umiejscawiać miejsca pracy na lub nad palnymi powierzchniami.
- Należy usunąć wszystkie elementy palne np. zapalniczki butanowe lub zapałki zanim rozpoczęta zostanie procedura cięcia.
- Należy postępować zgodnie z warunkami przewidzianymi do przeprowadzenia prac a w pobliżu miejsca roboczego przechowywać gaśnicę. W przypadku kontaktu z elektrycznie naładowanymi częściami może dojść do poważnego porażenia lub poważnych oparzeń. Końcówka i obwód roboczy są naładowane elektrycznie w chwili gdy uruchomione zostanie zasilanie. Obwód wejściowy prądu i wewnętrzny obwód zasilania maszyny są także pod napięciem po włączeniu zasilania.
Cieście łukiem plazmowym wymaga wysokiej wartości napięcia w Voltach do zajarzenia łuku oraz jego utrzymania podobnie jak w przypadku spawania (200 do 400 V DC), ale urządzenie dysponuje uchwytem wyposażonym w blokadę bezpieczeństwa, która automatycznie wyłącza urządzenie jeśli doszło do odpadnięcia osłony ochronnej lub końcówka elektrody dotknęła obszaru dyszy. Niewłaściwa instalacja lub uziemienie wyposażenia urządzenia stanowią duże zagrożenie.
PORAŻENIE ELEKTRYCZNE JEST NIEBEZPIECZNE DLA ŻYCIA.
- Nie należy nigdy dotykać naładowanych części elektrycznych.
- Należy nosić suche, pozbawione dziur, izolowane rękawice i odzież ochronną.
- Należy odizolować się od przedmiotu i podłoża stosując suche maty izolacyjne lub plandeki osłonowe, które muszą być dostatecznie duże, aby uniknąć wszelkiego kontaktu ciała z podłożem i obiektem roboczym.
- Nie należy dotykać żadnych elementów uchwytu plazmowego, jeśli pozostają one w kontakcie z przedmiotem roboczym lub z podłożem.
- Należy wyłączyć zasilanie, zanim zostaną sprawdzone, wyczyszczone lub wymienione części uchwytu plazmowego.
- Należy wyłączyć zasilanie w przypadku instalacji urządzenia lub odizolować się od-
powiednio od przedmiotu i / lub podłoża poprzez stosowanie suchych mat izolacyjnych.
- Należy sprawdzić i upewnić się, że drut uziemiający kabla zasilającego jest prawidłowo połączony ze stykiem uziemienia lub wtyk kabla jest połączony z prawidłowo uziemionym wyjściem gniazda.
- Należy zawsze dokonać weryfikacji przyłącza uziemienia.
- Zanim przygotowane zostanie połączenie na wejściu, należy przygotować odpowiedni przewód uziemiający.
- Należy regularnie sprawdzać kabel zasilania pod kątem uszkodzeń i niezaizolowanych części. W przypadku stwierdzonych szkód należy niezwłocznie wymieniać kable, ponieważ —niezaizolowane kable mogą prowadzić do zgonu.
- Należy wyłączyć urządzenie, jeśli nie jest używane.
- Kabel należy poddać inspekcji i wymianie, jeśli doszło do nadmiernego obciążenia przewodu lub jest uszkodzony.
- Nie należy owijać kabla urządzenia dookoła własnego ciała.
- Należy dokonać uziemienia obrabianego elementu z wykorzystaniem dobrego elektrycznego podłoża uziemiającego.
- Należy stosować tylko wyposażenie w dobrym stanie.
- Uszkodzone komponenty urządzenia należy naprawiać lub niezwłocznie wymieniać.
- Należy nosić pas bezpieczeństwa w przypadku prac na wysokościach.
- Wszystkie elementy i osłony przechowywać w jednym miejscu.
- Nie należy przebywać w pobliżu końcówki uchwytu plazmowego oraz łuku po uruchomieniu elementu wyzwalającego.
- Należy zamocować kabel roboczy używając metalicznego styku przy przedmiocie obrabianym (nie może być to element, który mógłby odpaść) lub też umieścić stół roboczy tak blisko urządzenia tnącego, na ile jest to konieczne z punktu widzenia obróbki.
- Należy odizolować zacisk
Po odłączeniu kabla zasilającego urządzenie może być jeszcze pod ZNACZĄCYM NAPIĘCIEM STAŁYM
Należy wyłączyć urządzenie, odłączyć przewód zasilania, sprawdzić napięcie w obrębie kondensatora wejściowego i upewnić się, że napięcie jest bliskie zeru w chwili kontaktu z urządzeniem. Należy sprawdzić kondensatory pod kątem informacji zawartych w rozdziale konserwacja i instrukcja obsługi zanim użytkownik dotknie dowolnej części urządzenia.
PORAŻENIE ELEKTRYCZNE MOŻE PROWADZIĆ DO ŚMIERCI
W obrębie prostownika pewne komponenty, które nie są bezpieczne z punktu widzenia eksploatacji, mogą eksplodować gdy uruchomione zostanie ich zasilanie. Należy zawsze chronić twarz oraz nosić koszulę z długimi rękawami w przypadku obsługi prostownika.
PL
PL
EKSPLODUJĄCE CZĘSCI mogą prowadzić do okaleczeń.
Iskry oraz części metalowe odpryskują od powierzchni spawania.
LATAJĄCE ISKRY mogą powodować okaleczenia.
- Należy nosić odpowiednią ochronę twarzy lub okulary bezpieczeństwa z boczną osłoną.
- Należy nosić odpowiednie środki ochrony ciała aby chronić skóre.
- Należy nosić odporne na działanie ognia zatyczki do uszu oraz inne środki ochrony słuchu aby zapobiec przedostawaniu się iskier do uszu.
- Łuk podczas cięcia powoduje powstawanie promieni widocznych i niewidocznych (ultraf olet i podczerwień), które mogą powodować oparzenia oczu i skóry.
PROMIEN ŁUKU może powodować poparzenia oczu i skóry.
- Należy nosić ochronę twarzy (kask lub osłone) w odpowiednim kolorze, stanowiącą filtr chroniący twarz i oczy podczas cięcia.
- Standardy bezpieczeństwa przewidują kolor nr 9 (nr 8 jako minimum) dla wszystkich wartości natężenia mniejszych niż 300 A. Zabarwienia o niższej filtracji mogą być wykorzystywane, jeśli łuk przenika całkowicie przez przedmiot roboczy.
- Należy nosić okulary bezpieczeństwa z osłoną boczną pod kaskiem lub osłoną.
- Należy używać osłon ochronnych lub elementów odgradzających aby chronić inne osoby przed oślepiającym światłem lub iskrami; należy ostrzec inne osoby, aby nie patrzyły w stronę łuku światła.
- Należy nosić odzież ochronną, która została wyprodukowana z odpornego na działanie ognia, trwałego materiału (skóra, bawełna lub wełna) oraz odpowiednie obuwie robocze.
PLAZMA
Ogólne informacje dotyczące plazmy. Przecinarka plazmowa działa poprzez zastosowanie gazu pod ciśnieniem np. powietrza. Na środku kanału znajduje się ujemnie naładowana elektroda, a dysza znajduje się dokładnie pod nią. Pierścień obrotowy powoduje, że strumień plazmy obraca się z dopuszczalną prędkością. Jeśli ujemna elektroda zostanie zasilona energią a końcówka dyszy będzie miała kontakt z metalem, wskutek tego połączenia dojdzie do powstania obwodu. Teraz między elektrodą i metalem generowana jest iskra zapłonowa.
Kiedy dopływający gaz przepływa przez rurę, iskra zapłonowa podgrzewa gaz aż do osiągnięcia czwartego stanu. Ta reakcja powoduje, że dochodzi do przemieszczenie kierowanej plazmy o temperaturze ok. 16.649° C lub wyższej z prędkością 6,096 m/ sek oraz redukcji metalu do oparów i stopionych pozostałości. Plazma sama w sobie przewodzi prąd elektryczny. Obwód roboczy, który umożliwia powstanie łuku, istnieje w czasie gdy do elektrody doprowadzane jest zasilanie a plazma pozostaje w kontakcie z materiałem do obróbki. Dysza tnąca dysponuje drugą grupą kanalów. Te kanały umoż-
liwiają wyprowadzanie stałego przepływu gazu ochronnego. Ciśnienie tego przepływu gazu umożliwia kontrolowanie promienia strumienia płazmy. Wskazówka! Maszyna przewidziana jest do tylko do zastosowania sprężonego powietrza jako gazu.
Regulacja prądu
Automatyczna funkcja ograniczenia natężenia w obwodzie chroni przed przepięciami zapewniając zachowanie wartości ujętej w technicznej karcie danych.
Ochrona termiczna
Obwód ochrony termicznej uruchamia się w przypadku gdy urządzenie przekracza czas uruchomienia. To prowadzi do zatrzymania się maszyny.
Duty Cycle
Czas uruchomienia to wartość procentowa trwania eksploatacji (mierzona w minutach) w formie 10-minutowego okresu, podczas którego maszyna jest eksploatowana w sposób nieprzerwany w typowych warunkach temperaturowych. Jeśli przekroczone zostaną parametry okresu uruchomienia spowoduje to uruchomienie systemu chroniącego przed przegrzaniem, który wstrzyma pracę urządzenia aż do schłodzenia do normalnej temperatury roboczej. Nieprzerwane przekraczanie parametrów przewidywanego czasu uruchomienia może prowadzić do nadmiernego uszkodzenia urządzenia.
PL
PL
LEGENDA:
0.

Włącznik/ wyłącznik
1.

Regulator prądu
CURRENT = Możliwość regulacji prądu głównego
2.

Przeciążenie / awaria = lampka zapala się w przypadku wystąpienia
dwóch
sytuacji:
a) jeżeli maszyna ma awarię i nie może być eksploatowana.
b) jeżeli spawarka przekroczyła standardowy czas przeciążenia, przechodzi w tryb bezpieczeństwa a następnie wyłącza się. Oznacza to, że urządzenie w ramach kontroli temperatury i przegrzania przechodzi w tryb spoczynku. Podczas tego procesu zaświeca się kontrolka ostrzegawcza na przednim panelu. W tej sytuacji nie trzeba wyciągać wtyku zasilania z gniażdka. W celu schłodzenia urządzenia wentylator może funkcjonować dalej. Jeżeli czerwona kontrolka nie świeci się, to oznacza to, że urządzenie schłodziło się do temperatury eksploatacji i może być ponownie użytkowane.
3.

WSKAŻNIK ZASILANIA = po włączeniu maszyny zapala się ta kontrolka.
4.

Wyświetlacz LED = wyświetla bieżącą wartość natężenia prądu.
5.+6.

Przyłącze uchwytu (palnika) plazmowego:
Wysoka gęstość energetyczna łuku świetlnego płazmy umożliwia osiągnięcie dużej prędkości cięcia przy jednoczesnym zapewnieniu wysokiej jakości cięcia.
Nie jest wymagane stosowanie żadnego specjalnego, drogiego gazu; stosowanie normalnego spężonego powietrza oraz bezproblemowa obsługa gwarantują wygodną eksploatację podczas obróbki zbiorników, karoserii oraz stali w branży grzewczej, klimatyzacyjnej i wentylacyjnej na obszarze instalacyjnym i sanitarnym.
7.

Złącze przewodu masy
8.

GAZ/ podłączenie powietrza

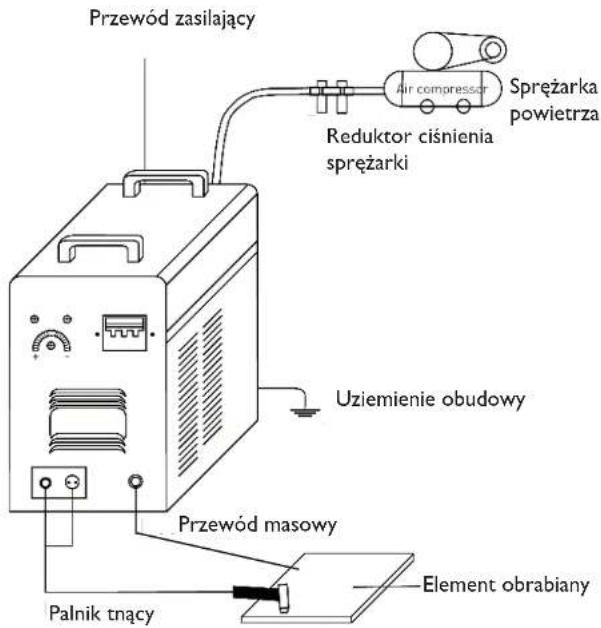
Z tyłu każdego urządzenia do spawania znajduje się śruba oraz informacja n konieczności zapewnienia odpowiedniego uziemienia. Przed rozpoczęciem obsługi konieczne jest uziemienie obudowy spawarki z użyciem kabla, którego przekrój nie może być mniejszy niż 6 mm, aby uniknąć potencjalnych problemów spowodowany wypływem ładunków elektrycznych.

10.

Dodatkowe przyłącze zasilania do przewodu palnika plazmowego
11.

POST TIME = Czas wypływu gazu po upływie ustawionego czasu w interwałach sekundowych. Ta regulacja jest istotna aby schłodzić stopione przecięte elementy po procedurze cięcia i zapewnić ochronę przed utlenieniem.
12.

ROCKER SWITCH = Jeśli przecinarka (element tnący) nie jest ustawiona w określonej, automatycznie ustalonej pozycji, należy nacisnąć przycisk startowy palnika tnącego aby rozpocząć procedurę cięcia. Aby zakończyć cięcie należy zwolnić przycisk, ten typ cięcia plazmowego jest przydatny do cięcia krótkiej spoiny. Jeśli element tnący jest ustawiony w pozycji automatycznie ustalonej, należy nacisnąć jeden raz przycisk palnika tnącego aby uruchomić łuk plazmowy. W ten sposób możliwe jest cięcie w sposób nieprzerwany. Należy nacisnąć przycisk ponownie aby zakończyć cięcie. Ten typ cięcia plazmowego jest przydatny do cięcia dłuższych spoin
13.

2T/4T przełącznik wyboru
14.

POST FLOW = Za pomocą tego przycisku można regulować czas doprowadzania gazu po zakończeniu procedury.
15.

TEST GAS = ochrona
16.

U.V LED = Under Voltage LED. Jeśli napięcie spadnie poniżej 330 V podświetla się ta dioda LED
17.

O.V LED = Over Voltage LED. Jeśli napięcie wzrośnie powyżej 420V podświetla się ta dioda LED
18.

GASSHT = Dioda ta podświetla się kiedy strumień gazu nie jest dostępny lub jest niewystarczający.
19.

PHASEN STROMVERLUST = Jeśli do urządzenia nie są podłączone 3 fazy prądu a zatem podłączono tylko dwie lub jedną fazę, ta dioda LED podświetla się a maszyna -wstrzymuje pracę
20

Gniazdo podłączenia CNC
PL
PL
SCHEMAT PODŁĄCZENIA S-Plasma 55H
S-PLASMA 55 H


Tranzystor bipolarny z izolowaną bramką elektrody (z ang. Insulated Gate Bipolar Transistor, w skrócie IGBT) jest elementem półprzewodnikowym, który stosuje się w elektronicznych układach dużej mocy, ponieważ posiada zalety tranzystora bipolarnego (np.: wysoka przewodność, wysokie napięcie zaporowe, trwałość wykonania w spawarkach) oraz zalety tranzystora połowego z izolowaną bramką (zasterowanie prawie bez straty mocy). Do zalet należy również odporność na zwarcia, ponieważ IGBT ogranicza prąd obciążenia. Układy IGBT stanowią dalszy krok rozwoju pionowych układów mocy MOSFET.

PRAD NORMALNY: spawarka zasilana jest z jednej fazy (230V +/- 10%)
PL
PL
Akcesoria przecinarek plazmowych

STARKSTROM = Te urządzenia pracują z zastosowaniem przyłącza trójfazowego (400V +/- 10%)

Tranzystor bipolarny z izolowaną bramką elektrody (z ang. Insulated Gate Bipolar Transistor, w skrócie IGBT) jest elementem półprzewodnikowym, który stosuje się w elektronicznych układach dużej mocy, ponieważ posiada zalety tranzystora bipolarnego (np.: wysoka przewodność, wysokie napięcie zaporowe, trwałość wykonania w spawarkach) oraz zalety tranzystora polowego z izolowaną bramką (zasterowanie prawie bez straty mocy). Do zalet należy również odporność na zwarcia, ponieważ IGBT ogranicza prąd obciążenia. Układy IGBT stanowią dalszy krok rozwoju pionowych układów mocy MOSFET.
PL
PL
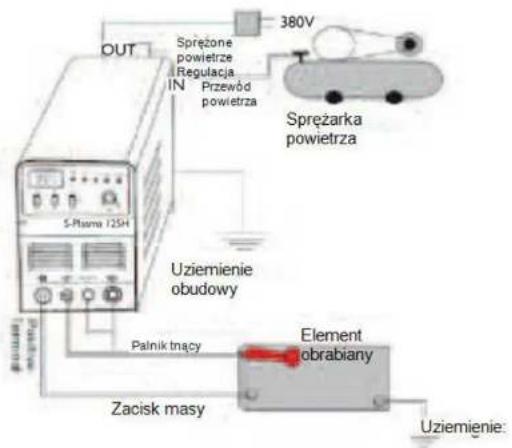
Podłączenie S-Plasma 85H + 125H / 85CNC + 125CNC
Podłączenie do sieci
Zółto-zielona żyła jest przewidziana do podłączenia przewodu ochronnego PE. Trzy fazy (czarna, brązowa i niebieska) mogą być w sposób dowolny podłączane do L1, L2 oraz L3. Prace te może przeprowadzać tylko wykwalifikowany elektryk.

Uwaga!!!
Urządzenia spawalnicze z przyłączem elektroenergetycznym mogą być podłączane tylko przez wykwalifikowanego elektryka!
PODŁACZENIE CNC S-PLASMA 125CNC
Aby podłączyć przecinarkę do maszyny CNC należy podłączyć dwa piny we wtyczce: Pin 4: biegun dodatni Pin 2: biegun ujemny


PODŁĄCZENIE CNC S-PLASMA 85CNC
Aby podłączyć przecinarkę do maszyny CNC należy podłączyć dwa piny we wty- czce: pin 3 oraz pin 4. CNC będzie działać w przypadku gdy maszyna CNC będzie włączona, w przeciwnym przypadku będzie działało tylko cięcie ręczne. Pin 1 oraz 2 są podłączone fabrycznie i jest to podłączenie tylko i wyłącznie do cięcia ręcznego:
Pin 3: biegun dodatni Pin 4: biegun ujemny


Szczegółowe dane techniczne
| S-Plasma55H | S-Plasma85H orazS-Plasma85CNC* | S-Plasma125H orazS-Plasma125CNC* | |
| Zasilanie 230V | 1 faza | 400V3 fazy | 400V3 fazy |
| Częstotliwość 50 Hz 50 Hz 50 Hz | |||
| Prąd wejściowy | 16A | 19 A | 20 A |
| Napięcie blegu jałowego | 230 V | 280 V | 300 V |
| Stopień ochrony obudowy | IP20S | IP20S | IP21S |
| Klasa Izolacji | F | F | F |
| Ochrona przeciwprzepięciowa | tak | tak | tak |
| Chłodzenie | Wentylator | Wentylator | Wentylator |
| Zawór magnetyczny | tak | tak | tak |
| Cykl pracy przy maksymalnym prądzie A | 60% | 60% | 60% |
| Prąd A dla cyklu pracy 100% | 42,6 | 65,8 | 96,8 |
| Prąd cięcia | 10-55 A | 20-85 A | 10-125 A |
| Zajarzenie łuku | Kontakt | Bezdotykowy | Bezdotykowy |
| Grubość cięcia | 17 mm | 27 mm | 34 mm |
| Szerokość cięcia | 1 mm | 1,2 mm | 1,4 mm |
| Przyłącze kompresora | 4.5 bar,30-100 l/min. | 5,5 bar,175 l/min. | 7 bar250 l/min |
| Waga (netto) | 9.4 kg 19,5 kg | 30 kg | |
| Wymiary dł./ sz./wys. (mm) | 530/380/380 | 660/370/450 | 660/370/450 |
* UWAGA! Modele S-Plasma 85CNC oraz S-Plasma 125CNC są wyposażone w dodatkowe gniazdo do podłączenia CNC. Ponadto te dwa modele przecinarek wyposażone są w prosty palnik:

PL
PL
Instalacja
- Każda przecinarka plazmowa jest wyposażona w kabel zasilania i musi zostać podłączona z odpowiednim źródłem zasilania zgodnie z napięciem wejściowym przecinarki plazmowej.
- Kabel zasilania powinien zostać prawidłowo podłączony do wtyku lub włącznika aby uniknąć oksydacji. Jeśli jest to możliwe należy sprawdzić przyrządem pomiarowym czy napięcie mieści się w odpowiednim zakresie.
Podłączenie przewodów (szkic instalacyjny)
Obstuga
Należy włączyć włącznik na tylnym panelu, kontrolka się uruchamia i podawana jest aktualna wartość prądu.
Należy ustawić ciśnienie gazu zgodnie z wymogami i otworzyć zawór kompresyjny.
Należy nacisnąć przycisk sterowania na palniku tnącym, uruchamia się zawór, widać i słychać łuk świetlny.
Należy ustawić strumień tnący stosownie do grubości obrabianego elementu.
Dyszę miedzianą palnika tnącego umieścić na obrabianym materiale (dyszę miedzianą w przypadku łuku świetlnego ustawiać ok. 2 mm od elementu obrabianego), nacisnąć przycisk na palniku aż zostanie uruchomiony łuk świetlny, unieść nieco dyszę tnąca ok. 1 mm od elementu obrabianego i rozpocząć cięcie.

STARKSTROM = Te urządzenia pracują z zastosowaniem przyłącza trójfazowego (400V +/- 10%)
S-PLASMA 125H | S-PLASMA 125CNC
| 16 | 17 | 2 | ||||
| 4 | ||||||
| 15 | 13 | 18 | ||||
| 14 | 1 | 19 | ||||
| 0 | ||||||
| 9 | ||||||
| 8 | ||||||
| 7 | 10 | 20 | 5 |
20. Tylko dla modelu S-PLASMA 125CNC
Tranzystor bipolarny z izolowaną bramką elektrody (z ang. Insulated Gate Bipolar Transistor, w skrócie IGBT) jest elementem półprzewodnikowym, który stosuje się w elektronicznych układach dużej mocy, ponieważ posiada zalety tranzystora bipolarnego (np.: wysoka przewodność, wysokie napięcie zaporowe, trwałość wykonania w spawarkach) oraz zalety tranzystora polowego z izolowaną bramką (zasterowanie prawie bez straty mocy). Do zalet należy również odporność na zwarcia, ponieważ IGBT ogranicza prąd obciążenia. Układy IGBT stanowią dalszy krok rozwoju pionowych układów mocy MOSFET.
URUCHOMIENIE
A. Rozpakowanie
Należy wypakować wszystkie elementy z opakowania i upewnić się, że dostarczone zostały wszystkie przedmioty ujęte w liście dostawy.
B. Otoczenie robocze
Upewnić się, że obszar roboczy jest dobrze wietrzony. Urządzenie jest chłodzone z wykorzystaniem wentylatora osiowego, który dostarcza strumień powietrza poprzez część tylną z wykorzystaniem układu elektronicznego.
(Wskazówka! Obudowa musi zostać zainstalowana w taki sposób, aby otwory odpowiedrzające znajdowały się bliżej przedniej strony urządzenia). Należy pozostawić ok. 15 cm wolnej przestrzeni w części przedniej oraz 15 cm po obu stronach, aby umożliwiać czyszczenie. Jeśli urządzenie jest obsługiwane bez zapewnienia wystarczającego chłodzenia, znacznéj redukcji ulega czas włączenia.
C. Połączenie wejściowe kabla
Każde urządzenie dysponuje głównym kablem zasilania, który zapewnia odpowiednie natężenie prądu i napięcie dla urządzenia. Kiedy urządzenie podłączone jest do zasilania przekraczającego niezbędne parametry lub też ustawiono nieprawidłową fazę, może to prowadzić do poważnego uszkodzenia urządzenia. Nie jest to uwzględnione w ramach warunków gwarancyjnych i będzie uznane jako wina użytkownika.
D. Podłączenie uchwytu plazmy
Uchwyt plazmy (palnik) należy połączyć z urządzeniem poprzez przykręcenie uchwytu do złącza uchwytu plazmowego znajdującego się po przedniej części maszyny. Należy zabezpieczyć konstrukcję poprzez lekkie dokręcenie śrubokrętem. Nie należy nadmiernie dokręcać.
BUDOWA UCHWYTU PLAZMOWEGO
PL
PL
A. Montaż uchwytu plazmowego (palnika)
Należy ustawić uchwyt plazmowy osłoną ochronną w górę i odkręcić ją. (Osłona utzmuje końcówkę, obrotowy pierścień ceramiczny oraz elektrode). Usunąć końcówkę, obrotowy pierścień ceramiczny oraz elektrode. Ponownie zmontować elektrode, obrotowy pierścień ceramiczny i końcówkę. Wymienić zużyte części jeśli jest to konieczne. Zamocować osłone na głowicy uchwytu plazmowego (palnika) i dokręcić ręcznie aż do osiągnięcia stabilnego ustawienia. Jeśli podczas tej procedury użytkownik stwierdzi opór, należy sprawdzić gwint i rozmieszczenie poszczególnych części przed rozpoczęciem pracy.
Wskazówka!
W przypadku niektórych uchwytów plazmowych (palników), które nie dysponują przełączanymi elektrodami konieczne jest dodatkowe dokręcenie elektrody za pomocą szczypiec aby w ten sposób zapewnić odpowiednie, elektryczne połączenie.
EKSPLOATACJA
A. Początek
Ustawić włącznik w pozycji ON Ustawić się tak, aby można było bez problemu odczy-tać ciśnienie powietrza urządzenia. Nacisnąć włącznik uchwytu plazmowego (palnika) (powietrze wypłynie z uchwytu (palnika)), ustawić zawór regulujący ciśnienia na ok 6-7 bar i ponownie zwolnić przełącznik uchwytu plazmowego (palnika).
Wskazówka!
Ciśnienie powietrza jest dopuszczalne w zakresie od 5 do 8 bar. Można przeprowadzić odpowiednie próby, ale konieczne jest zachowanie ostrożności, tak aby ciśnienie powietrza nie zostało nadmiernie zmniejszone, gdyż może to prowadzić do uszkodzenia materiałów eksploatacyjnych. Zabezpieczyć zacisk uziemiający w obrębie przedmiotu roboczego. Podłączyć zacisk z główną częścią przedmioty roboczego ale nie częścią, która zostanie ponownie zdjęcia.
B. Cięcie
I. Cięcie typu drag
Końcówkę uchwytu plazmowego (palnika) umieścić nad przedmiotem, nacisnąć przycisk uchwytu (panika) i przemieścić końcówkę uchwytu (palnika) aż dotknie przedmiotu do obróbki oraz uruchomi się łuk tnący. Po wygenerowaniu łuku tnącego należy przemieścić uchwyt plazmowy (palnik) w pożadanym kierunku, przy czym końcówka uchwytu (palnika) musi być zawsze ustawiona pod niewielkim kątem z jednoczesnym zachowaniem kontaktu z obrabianym przedmiotem. Ta metoda pracy określana jest jako drag. Należy unikać zbyt szybkich przemieszczeń. Zbyt szybkie przemieszczenia sygnalizują iskry, które są generowane po górnej stronie przedmiotu obrabianego. Przemieszczać uchwyt plazmowy (palnik) w takim tempie, aby iskry koncentrowały się po spodniej stronie obrabianego przedmiotu i upewnić się, że całkowicie rozdzielono materiał zanim czynność będzie kontynuowana. Prędkość tego typu cięcia „drag” ustawić zgodnie z wymogami.
2. Czynności cotygodniowe
Należy sprawdzić, czy wentylacja prawidłowo funkcjonuje. Należy usunąć lub odkurzyć pył lub zanieczyszczenia z całej maszyny, dotyczy to także filtrów powietrza.
3. Cięcie dystansowe
W niektórych przypadkach może być korzystne aby utrzymywać końcówkę palnika ok. 1/16" do 1/8" nad przedmiotem obrabianym, tak aby ciąć redukując materiał, który będzie wprowadzany zwrotnie do końcówki, co spowoduje maksymalne wnikanie w głąb ciętego materiału. Cięcie dystansowe powinno być stosowane jeśli prowadzone jest cięcie oddzielające lub cięcie bruzdowe. Można stosować tę technikę jeśli cięta jest blacha aby zminimalizować ryzyko odprysków materiału, które mogą uszkodzić końcówkę.
4. Wiercenie
Podczas przewiercania ustawić końcówkę ok. 3,2 mm nad przedmiotem obrabianym. Palnik trzymać pod niewielkim kątem, aby iskry utrzymywać z dala od końcówki palnika i operatora. Uruchomić główny łuk i opuścić końcówkę palnika do chwili wyemitowania głównego łuku i generowania iskier. Przewiercanie sprawdzić na próbnym przedmiocie i jeśli proces przebiega prawidłowo przeprowadzić je w obrębie wcześniej zdefiniowanej linii.
KONSERWACJA
Należy sprawdzić uchwyt plazmowy (palnik) pod kątem uszkodzeń, pęknięć lub odstoniętych kabli. Wymienić lub naprawić przed użytkowaniem urządzenia. Silnie zużyta dysza / końcówka uchwytu plazmowego (palnika) powoduje zmniejszenie prędkości, spadek napięcia oraz nierówne rozdzielenie. Sygnałem mocno zużytej końcówki / dyszy palnika jest wydłużony lub zbyt duży otwór dyszy. Zewnętrzna część elektrody nie może być zagłębiona bardziej niż o 3,2 mm. Należy ją wymienić jeśli jest zużyta bardziej niż przewiduje to określony wymiar. Jeśli osłona nie może zostać zamocowana, sprawdzić gwint.
Uwaga!!! W przypadku wymiany dyszy i elektrody należy koniecznie zwracać uwagę na to, aby urządzenie było wyłączone.
Kontrola
I. Urządzenie powinno być zawsze uziemione w sposób bezpieczny.
2. Należy sprawdzić, czy wszystkie przyłącza są prawidłowo podłączone.
3. Należy sprawdzić czy kabel zasilania doprowadza właściwe napięcie.
4. Należy zwrócić uwagę aby kabel oraz węże nie były uszkodzone lub zużyte.
STAMOS
WELDING GROUP
USER MANUAL
S-PLASMA 55H | S-PLASMA 85H
S-PLASMA 125H | S-PLASMA 85CNC S-PLASMA 125CNC
expondo.de
EN
Produkty elektryczne i elektroniczne po zakończeniu okresu eksploatacji wymagają segregacji i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzucać produktów elektrycznych razem z odpadami gospodarstwa domowego. Zgodnie z dyrektywą WEEE 2012/19/UE obowiązującą w Unii Europejskiej, urządzenia elektryczne i elektroniczne wymagają segregacji i utylizacji w wyznaczonych miejscach. Dbając o prawidłową utylizację, przyczyniasz się do ochrony zasobów naturalnych i zmniejszasz negatywny wpływ oddziaływania na środowisko, człowieka i otoczenie. Zgodnie z krajowym prawodawstwem, nieprawidłowe usuwanie odpadów elektrycznych i elektronicznych może być karane!
ul. Nowy Kisielin-Innowacyjna 7
66-002 Zielona Góra | Poland, EU
e-mail: info@expondo.com





- OSTRZEŻENIE
- CIECIE MOŻE POWODOWAĆ POŻAR LUB EKSPLOZJĘ
- PL
- NIE NALEŻY CIĄĆ ZAMKNIĘTYCH POJEMNIKÓW TAKICH JAK NP. ZBIORNIKI LUB NACZYNIA
- PORAŻENIE ELEKTRYCZNE JEST NIEBEZPIECZNE DLA ŻYCIA
- PO ODŁĄCZENIU KABLA ZASILAJĄCEGO URZĄDZENIE MOŻE BYĆ JESZCZE POD ZNACZĄCYM NAPIĘCIEM STAŁYM
- PORAŻENIE ELEKTRYCZNE MOŻE PROWADZIĆ DO ŚMIERCI
- EKSPLODUJĄCE CZĘSCI MOGĄ PROWADZIĆ DO OKALECZEŃ
- LATAJĄCE ISKRY MOGĄ POWODOWAĆ OKALECZENIA
- PROMIEN ŁUKU MOŻE POWODOWAĆ POPARZENIA OCZU I SKÓRY
- PLAZMA
- REGULACJA PRĄDU
- OCHRONA TERMICZNA
- DUTY CYCLE
- LEGENDA
- PODŁĄCZENIE S-PLASMA 85H + 125H / 85CNC + 125CNC
- PODŁĄCZENIE DO SIECI
- UWAGA
- PODŁACZENIE CNC S-PLASMA 125CNC
- PODŁĄCZENIE CNC S-PLASMA 85CNC
- INSTALACJA
- OBSTUGA
- S-PLASMA 125H | S-PLASMA 125CNC
- TYLKO DLA MODELU S-PLASMA 125CNC
- URUCHOMIENIE
- ROZPAKOWANIE
- OTOCZENIE ROBOCZE
- POŁĄCZENIE WEJŚCIOWE KABLA
- PODŁĄCZENIE UCHWYTU PLAZMY
- BUDOWA UCHWYTU PLAZMOWEGO
- MONTAŻ UCHWYTU PLAZMOWEGO (PALNIKA)
- WSKAZÓWKA
- EKSPLOATACJA
- POCZĄTEK
- CIĘCIE
- CIĘCIE TYPU DRAG
- CZYNNOŚCI COTYGODNIOWE
- CIĘCIE DYSTANSOWE
- WIERCENIE
- KONSERWACJA
- UWAGA!!! W PRZYPADKU WYMIANY DYSZY I ELEKTRODY NALEŻY KONIECZNIE ZWRACAĆ UWAGĘ NA TO, ABY URZĄDZENIE BYŁO WYŁĄCZONE
- KONTROLA
- USER MANUAL
- EN
Marka : Stamos
Model : S-Plasma 55H
Kategoria : Spawarka