
Exafeed 4L - Machine de soudure GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Exafeed 4L GYS au format PDF.
| Type de produit | Dévidoir fil pour soudure MIG/MAG |
| Marque | GYS |
| Modèle | Exafeed 4L |
| Générateur compatible | EXAGON 400 CC/CV (réf. 010925) |
| Modes de soudage | MIG/MAG avec gaz de protection |
| Modes de fonctionnement | 2T, 4T, Spot/Delay |
| Réglages disponibles | Tension, vitesse fil, inductance (-9 à +9) |
| Paramètres avancés | Prégaz, Post-gaz, Hot Start, Crater Filler, Burnback, Creep Speed, etc. |
| Mémoires de programmes | 50 programmes de soudage |
| Fonction Quick Load | Oui (rappel séquentiel de programmes par gâchette) |
| Commande à distance | Oui (réf. 047679) – réglage tension et vitesse fil |
| Verrouillage clavier | Oui (protection contre déréglages accidentels) |
| Alimentation | Via le générateur EXAGON 400 (faisceau dédié) |
| Indice de protection | IP23 |
| Température d'utilisation | -10°C à +40°C |
| Température de stockage | -20°C à +55°C |
| Humidité maximale | 50% à 40°C / 90% à 20°C |
| Altitude maximale | 1000 m |
| Poids (estimé) | Environ 15 kg |
| Dimensions (L × l × h, estimé) | 450 × 250 × 350 mm |
| Capacité bobine | Jusqu'à 200 mm (avec ergot d'entraînement) |
| Diamètre de fil supporté | 1,0 et 1,2 mm (galets double gorge fournis) |
| Refroidissement | Air ou liquide selon faisceau |
| Entretien | Dépoussiérage régulier, vérification des connexions électriques |
| Sécurité | Arrêt d'urgence non spécifié, mais protections contre surchauffe, court-circuit |
| Garantie | 2 ans (pièces et main d'œuvre) |
| Pièces détachées disponibles | Galets, tube contact, buse, gaine, etc. |
| Réparabilité | Par personnel qualifié uniquement |
FOIRE AUX QUESTIONS - Exafeed 4L GYS
Questions des utilisateurs sur Exafeed 4L GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice Exafeed 4L - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Exafeed 4L de la marque GYS.
MODE D'EMPLOI Exafeed 4L GYS
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. En cas de problème ou d'incertitude, veuillez consulter une personne qualifiée pour manier correctement l'installation.
Lire le manuel d'utilisation de la source de soudage avant l'utilisation du dévidoir.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l'air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDUELLES ET DES AUTRES
Le soudage à l'arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champs électromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses. Protégez-vous et protégez les autres. Respectez les instructions de sécurité suivantes :

Afin de vous protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolation électrique et thermique.

Utilisez une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégez vos yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents.
Informez les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pièces en fusion et de porter les vêtements adéquats pour se protéger.

Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée. De même pour toute personne étant dans la zone de soudage.
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pièces qui viennent d'être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la torche, il faut s'assurer que celle-ci soit suffisamment froide et attendre au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l'utilisation d'une torche refroidie eau afin d'être sûr que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôlant par rapport aux normes de sécurité.
Attention, le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenants du plomb, cadmium, zinc ou mercure voir béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUES DE FEU ET D'EXPLOSION

Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d'étincelles et même à travers des fissures, elles peuvent être source d'incendie ou d'explosion.
Éloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz ...).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inflammables.
BOUTEILLES DE GAZ

Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une flamme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
SÉCURITÉ ÉLECTRIQUE

Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau signalétique.
Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant de soudage quand elle est alimentée (Torches, pinces, câbles, électrodes) car elles sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veillez à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualifiées et habilitées.
Dimensionner la section des câbles (rallonge et câbles de soudage) en adéquation avec l'application.
Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Portez des chaussures isolantes, quel que soit le milieu où vous travaillez.
ÉMISSIONS ÉLECTROMAGNÉTIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champs électromagnétiques provenant du circuit de soudage:
- positionnez les câbles de soudage ensemble – fixez les avec une attache, si possible;
- positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;
- n'enroulez jamais les câbles de soudage autour de votre corps;
- ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps;
- raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
- ne travaillez pas à côté, ne vous asseyez pas sur, ou ne vous adossez pas à la source de courant de soudage;
- ne soudez pas lorsque vous portez la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser la source de courant de soudage.
L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore.
TRANSPORT ET TRANSIT DU DÉVIDOIR
Le dévidoir est équipé de poignée(s) permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n'est pas considérée comme un moyen d'élingage. Ne jamais soulever une bouteille de gaz et le matériel en même temps. Leurs normes de transport sont distinctes. Ne pas faire transiter le matériel au-dessus de personnes ou d'objets.
Il est préférable d'enlever la bobine avant tout levage ou transport du dévidoir.
La machine dispose d'anneaux de levage non isolés, ils sont prévus uniquement pour la manutention du dévidoir et non pour un moyen d'élingage en cours de soudage. S'ils sont utilisés en cours de soudage, ces derniers doivent être isolés de la terre du bâtiment.

Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l'équipement et les dispositifs électriques et causer des échauffements de composants pouvant entrainer un incendie.
- Toutes les connexions de soudages doivent être connectées fermement, vérifiez régulièrement !
- S'assurer que la fixation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d'électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage pour qu'ils soient isolés !
- Ne pas déposer d'autres équipements comme des perceuses, dispositifs d'affutage, etc sur la source de soudage, le chariot, ou les systèmes de levage sans qu'ils soient isolés !
- Toujours déposer les torches de soudage ou portes électrodes sur une surface isolée quand ils ne sont pas utilisés !
INSTALLATION DU MATÉRIEL
Règles à respecter :
- Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
- Mettre le dévidoir sur un sol dont l'inclinaison maximum est de 10^ .
- La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Le matériel est de degré de protection IP23, signifiant :
- une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale.
Ce matériel peut donc être utilisé à l'extérieur en accord avec l'indice de protection IP23.

Le fabricant GYS n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


- L'entretien ne doit être effectué que par une personne qualifiée. Un entretien annuel est conseillé.
-
Débrancher les connexions entre le dévidoir et la source de courant de soudage et attendre deux minutes avant de travailler sur le matériel.
-
Régulièrement, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé.
- Contrôler régulièrement l'état du faisceau entre le dévidoir et la source de courant de soudage. Si ce dernier est endommagé, il doit être remplacé.
- Attention ! Si un moyen de manutention est utilisé en cours de soudage, autre que celui préconisé par le fabricant, prévoir une isolation entre l'enveloppe du dévidoir et le moyen de manutention.
- Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Il est recommandé d'utiliser les câbles de soudage fournis avec l'appareil afin d'obtenir les réglages optimum du produit.

Risque de blessure lié aux composants mobiles!
Les dévidoirs sont pourvus de composants mobiles qui peuvent happen les mains, les cheveux, les vêtements ou les outils et entraîner par conséquent des blessures !
- Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d'entraînement!
- Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Anneaux de levage 9- Connecteur eau
2- Passage de faisceau 10- Connecteur eau
3- Support bobine 11- Connecteur de commande à distance
4- Motodévidoir 12- Connecteur de commande faisceau
5- Inverseur purge gaz avance fil
6- Poignées de transport.
7- Interface homme / machine
8- Connecteur Euro
13- Connecteur gaz
14- Connecteur de puissance
15- Connecteur eau
16- Connecteur eau
1- Afficheur tension 11- Indicateur mode inductance
2- Afficheur vitesse fil / courant
3- Indicateur Ampères 13- Indicateur de verrouillage du clavier
4- Indicateur m /mn 14- Bouton de verrouillage du clavier
5- Indicateur de surchauffe
6- Perturbation du fonctionnement normal 16- Indicateur 2T
7- Molette de réglage de la tension 17- Indicateur 4T
8- Molette de réglage vitesse fil / inductance
9- Bouton de sélection de l'inductance 19- Purge gaz
10- Indicateur mode vitesse fil 20- Avance fil
12- Indicateur d'activité de la commande à distance
15- Bouton de sélection de Mode / activation de la commande à distance
18- Indicateur Spot/Delay
ALIMENTATION-MISE EN MARCHE
Le dévidoir EXAFEED 4L a été conçu pour fonctionner exclusivement avec le générateur EXAGON 400 CC/CV (ref. 010925).
La liaison entre ces deux éléments se fait par l'intermédiaire d'un faisceau dédié parmi la liste suivante :
| Refroidissement | Longueur | Section | Référence |
| Air | 5m | 70mm^2 | 047587 |
| 10m | 70mm^2 | 047594 | |
| 95mm^2 | 047600 | ||
| 15m | 95mm^2 | 038349 | |
| 20m | 038431 | ||
| Liquide | 1.8m | 70mm^2 | 037243 |
| 5m | 70mm^2 | 047617 | |
| 10m | 70mm^2 | 047624 | |
| 95mm^2 | 047631 | ||
| 15m | 95mm^2 | 038448 | |
| 20m | 038455 |
BRANCHEMENT ET CONSEILS
Le raccordement ou le débranchement du faisceau entre le générateur et le dévidoir doit se faire obligatoirement générateur hors tension.
Branchement du faisceau côté dévidoir :
- Ouvrir la trappe d'accès au branchement du faisceau (FIG 1 - n°2)
- Passer le faisceau à travers l'ouverture circulaire au dos du dévidoir
- Verrouiller le faisceau sur la carrosserie du dévidoir en faisant une rotation d'1/4 de tour dans le sens horaire puis en verrouiller le maintien à l'aide de la vis fournie avec le faisceau.
- Effectuer la connexion.
Branchement du faisceau côté générateur :
- Branchez la pince de masse sur le connecteur de raccordement positif (+) ou négatif (-) du générateur en fonction du type de fil utilisé.
- Branchez le faisceau de liaison sur le connecteur de raccordement restant pour ce qui est de la puissance
- Branchez le connecteur de commande du faisceau sur l'embase 10 points située entre les deux connecteurs de puissance du générateur.
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (FIG-4)
- Ôter de la torche la buse (FIG-4, F), ainsi que le tube contact (FIG-4, E). Ouvrir la trappe du poste.
FIG-4, A :
- Positionner la bobine sur son support :
- Tenir compte de l'ergot d'entraînement du support bobine. Pour monter une bobine 200 mm, serrer le maintien bobine au maximum.
- Régler le frein (FIG-4, 2) pour éviter lors de l'arrêt de la soudure que l'inertie de la bobine n'emmêle le fil. De manière générale, ne pas trop serrer, ce qui provoquerait une surchauffe du moteur.
FIG-4, B :
- Mettre en place les galets moteur adaptés à votre utilisation. Les galets fournis sont des galets double gorge acier (1 et 1,2). L'indication visible sur le galet doit correspondre au diamètre du fil utilisé. Pour un fil de ∅ 1,2, utiliser la gorge de ∅ 1,2. Pour souder de l'aluminium utiliser les galets appropriés (gorge en U).
FIG-4, C :
Pour changer le fil, procéder comme suit :
- Desserrer les molettes (FIG-4, 4) au maximum et l'abaisser, insérer le fil, puis refermer le moto-dévidoir et serrer les molettes selon les indications.
- Actionner le moteur en appuyant sur la gâchette de la torche ou l'inverseur (FIG 1 - n°5) sur la position changement de fil.
- Faire sortir le fil de la torche d'environ 5 cm, puis mettre au bout de la torche le tube contact adapté au fil utilisé (FIG-4, E), ainsi que la buse (FIG-4, F).

Remarques :
- Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchauffe du moteur.
- Le connecteur de la torche doit être également bien serré afin d'éviter son échauffement.
- Vérifier que ni le fil, ni la bobine ne touche la mécanique de l'appareil, sinon il y a danger de court-circuit.
SÉLECTION DU MODE SUR LE GÉNÉRATEUR
Sur le générateur, appuyez plusieurs fois sur le bouton MODE jusqu'à ce que la LED s'allume sous le symbole Les deux afficheurs du générateur indiquent --- et les molettes sont inactives, toutes les commandes sont maintenant reportées sur l'interface du dévidoir (FIG-2).
RÉGLAGES DES PARAMÈTRES DE SOUDAGE
1. Régler de la tension de soudage :
Ajuster la tension de soudage à l'aide de la molette de gauche (○) en fonction du travail à effectuer. La consigne de tension est indiquée sur l'afficheur de gauche.
2. Régler la vitesse de fil :
Ajuster la vitesse de fil à l'aide de la molette de droite en fonction du travail à effectuer. La consigne de vitesse est indiquée sur l'afficheur de droite.
3. Régler l'inductance :
Tout en maintenant le bouton 📂, tournez la molette de droite 📋, l'index lumineux indique une valeur relative allant de -9 à +9. Plus le niveau d'inductance est faible et plus l'arc sera dur et directif, plus le niveau d'inductance est élevé et plus l'arc sera doux avec peu de projections.
ACCÈS AUX PARAMÈTRES AVANCÉS
Referrez-vous au chapitre «accès aux menus» pour plus de détails concernant l'accès aux paramètres avancées.
| SPo | (1) « SPot », temps du cordon de soudage (en secondes) en mode Spot / Delay |
| dLY | (1) « DeLaY », temps d'arrêt (en secondes) en mode Spot / Delay |
| PrE | « PrEgaz », durée (en secondes) pendant laquelle le gaz s'écoule entre l'appui sur la gâchette et le démarrage de l'avance fil |
| ISt | « I Start », courant de démarrage (échelle relative de -5 à +5), la valeur par défaut est 0 |
| CrS | « Creep Speed », vitesse (en pourcentage) d'approche du fil avant amorçage |
| HS | (2) « Hot Start », Activation / désactivation des paramètres de hotstart (On/Off) |
| CrU | (3) « Creep Voltage », tension (en pourcentage) à l'amorçage |
| HSS | (3) « HotStart Speed », vitesse (en pourcentage) durant la phase de Hotstart |
| HSU | (3) « HotStart Voltage », tension (en pourcentage) durant la phase de Hotstart |
| HSt | (3) « HotStart time », durée (en secondes) de la phase de Hotstart |
| CF | (4) « Crater Filler », activation / désactivation de la fonction de remplissage de cratère (On/off) |
| CFS | (5) « Crater Filler Speed », vitesse (en pourcentage) de la phase de cratère |
| CFU | (5) « Crater Filler Voltage », tension (en pourcentage) de la phase de cratère |
| dSt | (5) « downSlope time », durée (en secondes) de la rampe pour passer des paramètres de soudage à ceux de la phase de cratère |
| CFT | (5) « Crater Filler time », durée (en secondes) de la phase de cratère |
| bb | « burnback », énergie permettant de couper le fil (échelle relative de -5 à +5), la valeur par défaut est 0 |
| PoQ | « Post Gaz », durée (en secondes) pendant laquelle le gaz sécoule après l'arrêt du soudage |
(1) : ces paramètres apparaissent uniquement lorsque le mode Spot / Delay est sélectionné.
(2) : le paramètre Hotstart n'est pas disponible lorsque le mode Spot / Delay est sélectionné.
(3) : ces paramètres apparaissent uniquement si le paramètre H.S. est positionné sur « On ».
(4) : le paramètre CraterFiller n'est pas disponible lorsque le mode Spot / Delay est sélectionné.
(5) : ces paramètres apparaissent uniquement si le paramètre C.F. est positionné sur « On ».
AFFICHAGES COURANT/TENSION EN COURS DE SOUDAGE
Pendant le soudage, le générateur mesure et affiche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs moyennées du courant et de la tension sont affichées en clignotant pendant 30 secondes, dès que l'interface (molette ou boutons) est manipulée l'affichage indique la consigne de soudage.
En fonction du régime (court-circuit, globulaire ou spray-arc), la tension moyennée peut s'éloigner légèrement de la tension de consigne.
MÉMORISATIONS ET RAPPELS DES PROGRAMMES DE SOUDAGE
Les paramètres en cours d'utilisation sont automatiquement sauvegardés et rappelés au prochain allumage. En plus des paramètres en cours il est possible de sauvegarder et rappeler des programmes de soudage.
Les mémoires sont au nombre de 50. La mémorisation concerne :
- la tension, la vitesse de fil et l'inductance,
- les paramètre avancées.
- le mode 2T / 4T / SPOT DELAY
Enregistrer un programme :

- Maintenir les boutons et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l'une des deux molettes pour afficher PrG In. Valider en appuyant sur le bouton MODE.
- L'afficheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner la molette pour sélectionner l'emplacement mémoire à destination du programme à sauvegarder. Valider en appuyant sur le bouton
- La mémorisation est effectuée / la sortie du menu est directe.

Rappeler un programme existant :
- Maintenir les boutons et pendant 3 secondes. apparaît relâcher les boutons.
- Tourner l'une des deux molettes pour afficher Pro Out. Valider en appuyant sur le bouton MODE.
- L'afficheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner l'une des 2 molettes pour sélectionner l'emplacement mémoire contenant le programme à rappeler. Valider en appuyant sur le bouton Le rappel est effectué / la sortie du menu est directe.

Fonction de rappel rapide de programmes (Quick Load) :
Lorsque la fonction « Quick Load » est activée, l'utilisateur peut rappeler de façon séquentielle ses programmes par un appui /relâcher bref de la gâchette. Le nombre de programmes est paramétrable de 2 à 50. (Exemple : un réglage sur 5 permettra de rappeler, à la gâchette, les programmes de 01 à 05).
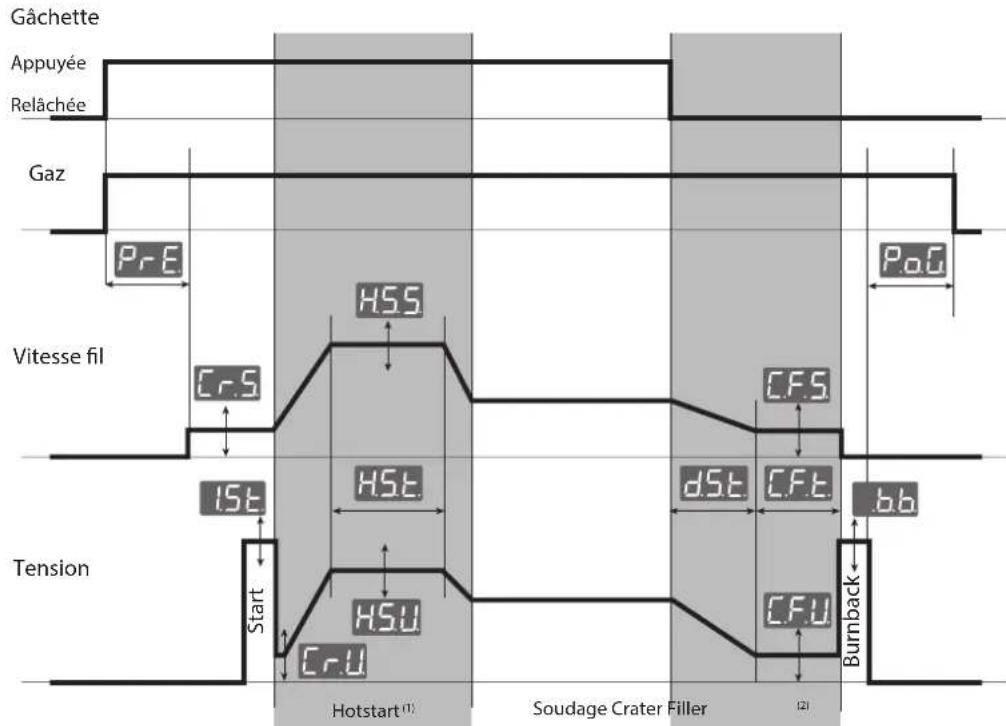
CYCLES DE SOUDAGE
Mode 2T :
flowchart
graph TD
A["Gâchette"] --> B["Appuyée"]
B --> C["Relâchée"]
C --> D["Gaz"]
D --> E["PřE"]
E --> F["Vitesse fil"]
F --> G["1St"]
G --> H["Tension"]
H --> I["Start"]
I --> J["Hotstart (1)"]
J --> K["Soudage Crater Filler"]
K --> L["CFU"]
L --> M["Burnback"]
M --> N["bb"]
N --> O["CFU"]
O --> P["dSt"]
P --> Q["CFt"]
Q --> R["CrS"]
R --> S["HSS"]
S --> T["CrU"]
T --> U["HSU"]
U --> V["HST"]
V --> W["CrS"]
W --> X["HSS"]
X --> Y["PřE"]
Y --> Z["PoG"]
(1) : si la fonction Hotstart est désactivée, le soudage a directement lieu après la phase d'amorçage (Start).
(2) : si la fonction Crater Filler est désactivée, le coupe fil a directement lieu au relâché gâchette.
Mode 4T :
Le mode 4T permet de gérer différentes étapes temporelles à l'aide de la gâchette. Le comportement varie en fonction l'activation / désactivation des paramètres Hotstart et Crater Filler.

flowchart
graph TD
A["Gâchette"] --> B["Appuyée"]
B --> C["Relâchée"]
C --> D["Gaz"]
D --> E["PrE"]
E --> F["Vitesse fil"]
F --> G["1st"]
G --> H["Tension"]
H --> I["Start"]
I --> J["Hotstart (1)"]
J --> K["Soudage Crater Filler"]
K --> L["CRU"]
L --> M["CRU"]
M --> N["HSS"]
N --> O["CrS"]
O --> P["HSU"]
P --> Q["CRU"]
Q --> R["CrU"]
R --> S["CrU"]
S --> T["CrU"]
T --> U["CrU"]
U --> V["CrU"]
V --> W["CrU"]
W --> X["CrU"]
X --> Y["CrU"]
Y --> Z["CrU"]
Z --> AA["CrU"]
AA --> AB["CrU"]
AB --> AC["CrU"]
AC --> AD["CrU"]
AD --> AE["CrU"]
AE --> AF["CrU"]
AF --> AG["CrU"]
AG --> AH["CrU"]
AH --> AI["CrU"]
AI --> AJ["CrU"]
AJ --> AK["CrU"]
AK --> AL["CrU"]
AL --> AM["CrU"]
AM --> AN["CrU"]
AN --> AO["CrU"]
AO --> AP["CrU"]
AP --> AQ["CrU"]
AQ --> AR["CrU"]
AR --> AS["CrU"]
AS --> AT["CrU"]
AT --> AU["CrU"]
AU --> AV["CrU"]
AV --> AW["CrU"]
AW --> AX["CrU"]
AX --> AY["CrU"]
AY --> AZ["CrU"]
AZ --> BA["CrU"]
BA --> BB["CrU"]
BB --> BC["CrU"]
BC --> BD["CrU"]
BD --> BE["CrU"]
BE --> BF["CrU"]
BF --> BG["CrU"]
BG --> BH["CrU"]
BH --> BI["CrU"]
BI --> BJ["CrU"]
BJ --> BK["CrU"]
BK --> BL["CrU"]
BL --> BM["CrU"]
BM --> BN["CrU"]
BN --> BO["CrU"]
BO --> BP["CrU"]
BP --> BQ["CrU"]
BQ --> BR["CrU"]
BR --> BS["CrU"]
BS --> BT["CrU"]
BT --> BU["CrU"]
BU --> BV["CrU"]
BV --> BW["CrU"]
BW --> BX["CrU"]
BX --> BY["CrU"]
BY --> BZ["CrU"]
(1) : si la fonction Hotstart est activée, la phase de Hotstart dure tant que la gâchette est appuyée. Si la fonction Hotstart est désactivée, la phase de prégaz dure tant que la gâchette est appuyée (graphe non représenté).
(2) : si la fonction Crater Filler est activée, la phase de Crater Filler dure tant que la gâchette est appuyée. Si la fonction Crater Filler est désactivée, la phase de postgaz dure tant que la gâchette est appuyée (graphe non représenté).
Mode Spot / Delay :
Le mode Spot / Delay est un mode 2T qui permet de souder des cordons d'une durée définie ( paramètre Spot exprimé en secondes) espacés par des intervalles définis (paramètre Delay exprimé en secondes). Si le paramètre Delay est réglé sur 0.0 secondes alors un seul cordon sera réalisé, il faudra relâcher et appuyer la gâchette à nouveau pour passer au cordon suivant.
COMMANDE À DISTANCE
Une commande à distance (ref. 047679) peut être raccordée au dévidoir EXAFEED par l'intermédiaire du connecteur (FIG-1, 5). La commande à distance agit sur la tension ( 1^er potentiomètre) et la vitesse fil ( 2^e potentiomètre). Ces réglages sont alors inaccessibles sur l'interface du dévidoir.
VERROUILLAGE DES COMMANDES
Une fonction permet de verrouiller les boutons du clavier et les molettes pour éviter ainsi un déréglage accidentel.
Opération :
Appuyer 3 secondes sur le bouton, l'affichage indique puis revient sur l'affichage courant. La LED (FIG-2, n°13) s'allume. Aucun bouton n'est actif, la molette de droite est inactive, la molette de gauche permet une variation autour de la valeur initiale à +/- un pourcentage défini par le paramètre «tolérance» (voir notice du générateur).
Pour déverrouiller les commandes, appuyer à nouveau 3 secondes sur le bouton 📄, l'affichage indique Un Loc, puis revient sur l'affichage courant. La LED (FIG-2, n°13) s'éteint.
ACCÈS AUX MENUS

flowchart
graph TD
A["SET UP"] --> B["+ MODE"]
B --> C["Relèchement des boutons"]
C --> D["PrG Out"]
D --> E["MODE"]
E --> F["Out 01 ... Out 50"]
F --> G["MODE"]
G --> H["Rappel des paramètres et sortie du menu"]
D --> I["PrG In"]
I --> J["MODE"]
J --> K["In 01 ... In 50"]
K --> L["MODE"]
L --> M["Sauvegarde des paramètres et sortie du menu"]
D --> N["Con FIG"]
N --> O["MODE"]
O --> P["Menu configuration"]
P --> Q["Sortie du menu configuration"]
Q --> R["Accès aux paramètres avancés"]
R --> S["9L Valeur actuelle"]
S --> T["MODE"]
T --> U["9L OFF ... 9L 50"]
U --> V["Validation de la fonction QuickLoad et retour à la racine du menu"]
S --> W["tol Valeur actuelle"]
W --> X["MODE"]
X --> Y["tol 00 ... tol 100"]
Y --> Z["Validation du paramètre tolérance et retour à la racine du menu"]
W --> AA["Inl."]
AA --> AB["MODE"]
AB --> AC["Inl 3 1s 1s 2 1"]
AC --> AD["Réinitialisation de tous les paramètres de tous les procédés"]

flowchart
graph TD
A["Spot time²"] --> B["SPa"]
A --> C["Valeur actuelle"]
C --> D["MODE"]
D --> E["SPa: 0.0 ... SPa: 255"]
F["Delay time¹"] --> G["dLy"]
F --> H["Valeur actuelle"]
H --> I["MODE"]
I --> J["dLy: 0.0 ... dLy: 50"]
K["Pregaz"] --> L["PrE"]
K --> M["Valeur actuelle"]
M --> N["MODE"]
N --> O["PrE: 0.0 ... PrE: 50"]
P["I Start"] --> Q["1St"]
P --> R["Valeur actuelle"]
R --> S["MODE"]
S --> T["1St: -5 ... 1St: 5"]
U["Creep Speed"] --> V["CrS"]
U --> W["Valeur actuelle"]
W --> X["MODE"]
X --> Y["CrS: 25 ... CrS: 100"]
Z["Hot Start²"] --> AA["HS"]
Z --> AB["Valeur actuelle"]
AB --> AC["MODE"]
AC --> AD["HS: OFF ... HS: On"]
AE["Creep Voltage³"] --> AF["CrU"]
AE --> AG["Valeur actuelle"]
AG --> AH["MODE"]
AH --> AI["CrU: 10 ... CrU: 100"]
AJ["HotStart Speed³"] --> AK["HSS"]
AJ --> AL["Valeur actuelle"]
AL --> AM["MODE"]
AM --> AN["HSS: 10 ... HSS: 250"]
AO["HotStart Voltage³"] --> AP["HSU"]
AO --> AQ["Valeur actuelle"]
AQ --> AR["MODE"]
AR --> AS["HSU: 10 ... HSU: 250"]
AT["HotStart time³"] --> AU["HST"]
AT --> AV["Valeur actuelle"]
AV --> AW["MODE"]
AW --> AX["HST: 0.0 ... HST: 100"]
AY["Crater Filler¹"] --> AZ["CF."]
AY --> BA["Valeur actuelle"]
BA --> BB["MODE"]
BB --> BC["CF: OFF ... CF: On"]
BD["Crater Filler Speed²"] --> BE["CF.S"]
BD --> BF["Valeur actuelle"]
BF --> BG["MODE"]
BG --> BH["CF.S: 10 ... CF.S: 100"]
BI["Crater Filler Voltage³"] --> BJ["CF.U"]
BI --> BK["Valeur actuelle"]
BK --> BL["MODE"]
BL --> BM["CF.U: 10 ... CF.U: 100"]
BN(downSlope time³) --> BO["dSt."]
BN --> BP["Valeur actuelle"]
BP --> BQ["MODE"]
BQ --> BR["dSt.: 0.0 ... dSt.: 100"]
BS["Crater Filler time³"] --> BT["CF.T"]
BS --> BU["Valeur actuelle"]
BU --> BV["MODE"]
BV --> BW["CF.T: 0.0 ... CF.T: 100"]
BX["burnback"] --> BY["bb"]
BX --> BZ["Valeur actuelle"]
BZ --> CA["MODE"]
CA --> CB["bb: -5 ... bb: 5"]
CC["Post Gaz"] --> CD["PoG"]
CC --> CE["Valeur actuelle"]
CE --> CF["MODE"]
CF --> CG["PoG: 0.0 ... PoG: 50"]
(1) : paramètres accessibles uniquement en mode Sot / Delay
(2) : paramètre non disponible en mode Spot / Delay
(3) : paramètres disponibles uniquement si Hotstart activé (H.S. sur On).
(4) : paramètre non disponiblme en mode Spot / Delay
(5) : paramètres disponibles uniquement si Crater Filler activé (C.F. sur On)
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
- L'usure normale des pièces (Ex. : câbles, pinces, etc.).
- Les incidents dus à un mauvais usage (erreur d'alimentation, chute, démontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, retourner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat daté (ticket de sortie de caisse, facture....)
- une note explicative de la panne.
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS

Spot / Delay Modus :
(1) : paramètres accessibles uniquement en mode Sot / Delay
(2) : paramètre non disponible en mode Spot / Delay
(3) : paramètres disponibles uniquement si Hotstart activé (H.S. sur On).
(4) : paramètre non disponiblme en mode Spot / Delay
(5) : paramètres disponibles uniquement si Crater Filler activé (C.F. sur On)
GARANTÍA
Spot / Delay Modus :
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France




