
TIG 220 DC HF FV - Machine de soudure GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil TIG 220 DC HF FV GYS au format PDF.
| Type de produit | Machine de soudure TIG DC HF avec procédé MMA |
| Marque | GYS |
| Modèle | TIG 220 DC HF FV |
| Tension d'alimentation | 110-240 V monophasé (Flexible Voltage) |
| Fréquence | 50/60 Hz |
| Courant de sortie nominal (TIG) | 5 à 220 A |
| Courant de sortie nominal (MMA) | 10 à 200 A |
| Tension à vide | 76 V |
| Tension crête d'amorçage | 9 kV |
| Facteur de marche à 40°C (TIG à 220 A) | 30% |
| Facteur de marche à 40°C (MMA à 200 A) | 25% |
| Dimensions (L x l x h) | 42 x 23 x 35 cm |
| Poids | 12 kg |
| Degré de protection | IP21 |
| Procédés de soudage | TIG DC, TIG DC pulsé, TIG spot, MMA |
| Types d'amorçage | HF (haute fréquence) sans contact, Lift (contact) |
| Modes torche | 2T, 4T, 4T LOG |
| Fonctions de soudage | Pré-gaz, post-gaz, rampe de montée/descente, hot start, arc force, mode pulsé |
| Mémoires de programmes | 10 en TIG, 10 en MMA |
| Commande à distance | Manuelle (réf. 045675) ou pédale (réf. 045682) |
| Groupe froid compatible | WCU0.5kW_A ou WCU1kW_A (option) |
| Connectique torche | Connecteur SRL18 pour torche 1 ou 2 gâchettes + potentiomètre |
| Entretien recommandé | Dépoussiérage régulier, vérification des connexions, contrôle du câble d'alimentation |
| Sécurité | Protection thermique, protection sur/sous tension, arrêt d'urgence par commutateur |
| Garantie | 2 ans pièces et main d'œuvre |
| Accessoires fournis | Prise CEE17 3 pôles 16A, câble d'alimentation |
FOIRE AUX QUESTIONS - TIG 220 DC HF FV GYS
Questions des utilisateurs sur TIG 220 DC HF FV GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice TIG 220 DC HF FV - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil TIG 220 DC HF FV de la marque GYS.
MODE D'EMPLOI TIG 220 DC HF FV GYS
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. En cas de problème ou d'incertitude, consulter une personne qualifiée pour manier correctement l'installation.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l'air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage à l'arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champs électromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :

Afin de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolation électrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pièces en fusion et de porter les vêtements adéquats pour se protéger.

Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pièces qui viennent d'être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la torche ou le porte-électrode, il faut s'assurer que celui-ci soit suffisamment froid en attendant au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l'utilisation d'une torche refroidie eau afin d'être sûr que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres. Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d'étincelles et même à travers des fissures, elles peuvent être source d'incendie ou d'explosion. Éloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante. Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz ...). Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inflammables.
BOUTEILLES DE GAZ

Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler). Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une flamme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
SÉCURITÉ ÉLECTRIQUE

Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau signalétique. Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (Torches, pinces, câbles, électrodes) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualifiées et habilitées. Dimensionner la section des câbles en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATERIEL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité électromagnétique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.


- Le TIG 300 DC n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des réseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyenne et haute tension. S'il est connecté à un réseau public d'alimentation basse tension, il est de la responsabilité de l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
• Le TIG 220 DC est conforme à la CEI 61000-3-12.
Le TIG 220 DC est conforme à l'EN 61000-3-11 si l'impédance du réseau au point de raccordement avec l'installation électrique est inférieure à l'impédance maximale admissible du réseau Zmax = 0.29 Ohms.
EMISSIONS ELECTRO-MAGNETIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champs électromagnétiques provenant du circuit de soudage:
- positionner les câbles de soudage ensemble – les fixer les avec une attache, si possible;
- se positionner (torse et tête) aussi loin que possible du circuit de soudage;
- ne jamais enrouler les câbles de soudage autour du corps;
- ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
- raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
- ne pas travailler à côté de la source de courant de soudage, ne pas s'assoir dessus ou ne pas s'y adosser ;
- ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ce matériel.
L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore
RECOMMANDATIONS POUR EVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage à l'arc suivant les instructions du fabricant. Si des perturbations électromagnétiques sont détectées, il doit être de la responsabilité de l'utilisateur du matériel de soudage à l'arc de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec montage de filtres d'entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu'à ce qu'elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d'installer un matériel de soudage à l'arc, l'utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage à l'arc d'autres câbles d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d'appareils contre la surdité;
f) du matériel utilisé pour l'étalonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour où le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s'y déroulent. La zone environnante peut s'étendre au-delà des limites des installations.
Évaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprenne des mesures in situ comme cela est spécifié à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATIONS SUR LES METHODES DE REDUCTION DES EMISSIONS ELECTROMAGNETIQUES
a. Réseau public d'alimentation: Il convient de raccorder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommandations du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le filtrage du réseau public d'alimentation. Il convient d'envisager de blinder le câble d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l'arc : Il convient que le matériel de soudage à l'arc soit soumis à l'entretien de routine suivant les recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amorçage et de stabilisation d'arc soit réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l'un près de l'autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pièce à souder accroissent le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d'autres câbles et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

La source de courant de soudage est équipée d'une poigné supérieure permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n'est pas considérée comme un moyen d'élingage.
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne jamais soulever une bouteille de gaz et la source de courant de soudage en même temps. Leurs normes de transport sont distinctes. Ne pas faire transiter la source de courant de soudage au-dessus de personnes ou d'objets.
INSTALLATION DU MATÉRIEL
- Mettre la source de courant de soudage sur un sol dont l'inclinaison maximum est de 10^ .
- Prévoir une zone suffisante pour aérer la source de courant de soudage et accéder aux commandes.
- Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
- La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
- Le matériel de degré de protection IP21, signifie :
- une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre les chutes verticales de gouttes d'eau
- Le matériel de degré de protection IP23, signifie :
- une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre la pluie dirigée à 60% par rapport à la verticale.
Ce matériel peut donc être utilisé à l'extérieur en accord avec l'indice de protection IP23.
Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


- L'entretien ne doit être effectué que par une personne qualifiée. Un entretien annuel est conseillé.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Régulièrement, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par un personnel qualifié.
- Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il doit être remplacé par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'éviter tout danger.
- Laisser les ouïes de la source de courant de soudage libres pour l'entrée et la sortie d'air.
- Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Les connexions en série ou en parallèle de générateur sont interdites.
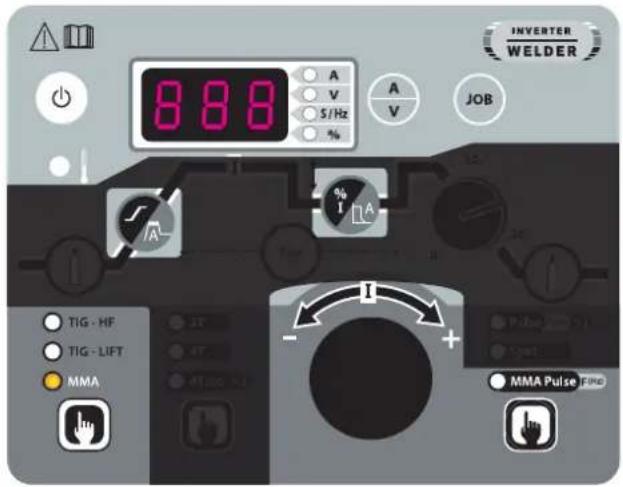
DESCRIPTION DU MATÉRIEL (FIG-1)
Ces TIG sont des sources de courant de soudage Inverter pour le soudage à l'électrode réfractaire (TIG) en courant continu (DC) et le soudage à électrode enrobée (MMA).
Le procédé TIG requiert une protection gazeuse (Argon).
Le procédé MMA permet de souder tout type d'électrode : rutile, basique, inox et fonte.
Ces TIG peuvent être équipés d'une commande à distance manuelle (ref. 045675) ou à pédale (ref. 045682).
Le TIG 300 DC peut être équipé d'une commande automate (CONNECT-5).
1- Clavier + boutons incrémentaux 5- Connecteur gâchette
2- Douille de Polarité Positive 6- Entrée pour commande déportée (remote control)
3- Douille de Polarité Négative 7- Commutateur ON / OFF
4- Connectique gaz de la torche 8- Câble d'alimentation
9- Raccord gaz
1- Sélection procédé 5- Témoin de protection thermique
2- Sélection du mode gâchette 6- Affichage et options
3- Sélection des options procédés 7- Bouton veille
4- Réglages des paramètres de soudage
ALIMENTATION-MISE EN MARCHE
- Le TIG 300 DC est livré avec une prise triphasée 5 pôles (3P+N+PE) 400V 16A de type EN 60309-1 et s'alimente sur une installation électrique 400V (50 - 60 Hz) triphasée AVEC terre. Ce matériel ne doit être utilisé que sur un système d'alimentation triphasé à quatre fils avec le neutre relié à la terre. Le TIG 220 DC est livré avec une prise monophasé 3 pôles (P+N+PE) 230V 16A de type CEE17, est équipé d'un système «Flexible Voltage» et s'alimente sur une installation électrique avec terre comprise entre 110V et 240V (50 - 60 Hz).
Le courant effectif absorbé (I1eff) est indiqué sur la source de courant de soudage et pour les conditions d'utilisation maximales. Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales. L'utilisateur doit s'assurer de l'accessibilité de la prise. - La source de courant de soudage se met en protection si la tension d'alimentation est inférieure ou supérieure à 15% de ou des tensions spécifiées (un code défaut apparaîtra sur l'affichage du clavier).
- La mise en marche du TIG 300 DC se fait par rotation du commutateur marche / arrêt (7) sur la position I, inversement l'arrêt se fait par une rotation sur la position O. La mise en marche du TIG 220 DC par l'appui sur le bouton veille. Attention ! Ne jamais couper l'alimentation lorsque la source de courant de soudage est en charge.
- Comportement du ventilateur : en mode MMA, le ventilateur fonctionne en permanence. En mode TIG, le ventilateur fonctionne uniquement en phase de soudage, puis s'arrête après refroidissement.
- Avertissement: Une augmentation de la longueur de la torche ou des câbles de retour au-delà de la longueur maximale prescrite par le fabricant augmentera le risque de choc électrique.
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
La source de courant de soudage peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
- La tension doit être alternative, réglée comme spécifiée et de tension crête inférieure à 700V pour le TIG 300 DC et 400V pour le TIG 220 DC,
- La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérifier ces conditions, car de nombreux groupes électrogènes produisent des pics de haute tension pouvant endommager la source de courant de soudage.
UTILISATION DE RALLONGE ÉLECTRIQUE
Toutes les rallonges doivent avoir une taille et une section appropriées à la tension du matériel. Utiliser une rallonge conforme aux réglementations nationales.
| Tension d'entrée | Longueur - Section de la rallonge | ||
| < 45m < 100m | |||
| TIG 300 DC 400V 2.5 mm ^2 | |||
| TIG 220 DC | 230V 2.5 mm ^2 | ||
| 110V 2.5 mm ^2 4 mm ^2 | |||
DESCRIPTION DES FONCTIONS, DES MENUS ET DES PICTOGRAMMES
| FONCTION PICTOGRAMME | TIG DC | MMA | Commentaires | |
| Amorçage HF X Procédé TIG | avec emorçage HF | |||
| Amorçage LIFT X Procédé TIG | avec amorçage LIFT | |||
| Pré Gaz X | Temps de purge de la torche et de création de la protection gazeuse avant amorçage. | |||
| Courant de montée | X Rampe de montée de courant | |||
| Courant de soudage | X Courant de soudage | |||
| Courant froid | % I | X | Deuxième courant de soudage dit «froid» en standard 4TLOG ou en PULSE | |
| Fréquence PULSE | F_(Hz) | X | X | Fréquence de PULSATION du mode PULSE (Hz) |
| Évanouissement du courant |  | X Rampe de descente pour éviter l'effet de fissure et de cratère (S) | ||
| Post Gaz | X | Durée de maintien de la protection gazeuse après extinction de l'arc. Il permet de protéger la pièce ainsi que l'électrode contre les oxydations (S) | ||
| HotStart | X | Surintensité réglable en début de soudage (%) | ||
| ArcForce | X | Surintensité délivrée durant le soudage pour éviter le collage de l'électrode dans le bain | ||
| TIG PULSE |  | X Mode Pulse | ||
| TIG SPOT |  | X Mode de Pointage | ||
| MMA PULSE X Procédé MMA | en la M&A Pulce (Hz) | |||
| 2T X Mode torche 2T | 2T | |||
| 4T X Mode torche 4T | 4T | |||
| 4T LOG X Mode torche 4T LOG | 4T LOG %I | |||
| Ampère (unité) X X Unité des Ampères pour les réglages et l'affichage du courant de soudage | ||||
| Volt (unité) X X Unité des Volts pour l'affichage de la tension de soudage | ||||
| Seconde ou Hertz (unités) X | X Unité des secondes ou Hertz des réglages de temps ou de Fréquence | |||
| Pourcentage (unité) X X Unité des Pourcentages pour les réglages en proportion | ||||
| Bascule affichage A ou V |  | X | X | Bascule de l'affichage en courant ou en tension durant et après le soudage |
| Accès au mode programme | X X Accès au menu programmation (SAVE, JOB, ...) | |||
| Protection thermique X X Symbole nominatif indiquant l'état de la protection thermique | ||||
| Mise en veille X X Mise en veille du produit | ||||
SOUDAGE A L'ÉLECTRODE ENROBÉE (MODE MMA)
BRANCHEMENT ET CONSEILS
- Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement,
- Respecter les polarités et intensités de soudage indiquées sur les boîtes d'électrodes,
- Enlever l'électrode du porte-électrode lorsque la source de courant de soudage n'est pas utilisée.
Les zones grisées ne sont pas utiles dans ce mode.
| ^A | ||
| Valeurs réglables 0 - 100% | 0 - 100% |
SOUDAGE A L'ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher le câble de puissance de la torche dans le connecteur de raccordement négatif (-) ainsi que les connectiques de gâchette(s) de la torche et de gaz.
S'assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
LES PROCÉDÉS DE SOUDAGE TIG

TIG
Les zones grisées ne sont pas utiles dans ce mode.

TIG PULSE
Les zones grisées ne sont pas utiles dans ce mode.
• TIG DC
Ce mode de soudage à courant continu est dédié aux matériaux ferreux tels les aciers, mais aussi au cuivre et ses alliages.
• TIG DC Pulsé - Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid, impulsion de refroidissement de la pièce). Ce mode pulsé permet d'assembler les pièces tout en limitant l'élévation en température.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant Froid = 50% x 100A = 50A. F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms.
Toutes les 100ms, une impulsion à 100A puis une autre à 50A se succèderont.
Le choix de la fréquence
- Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d'apport,
- Si faible épaisseur sans apport (< 8/10 mm), F(Hz) >> 10Hz
- Si métal particulier nécessitant une vibration du bain pour dégazage, alors F(Hz) >> 100Hz
• Le pointage-SPOT

TIG SPOT
Les zones grisées ne sont pas utiles dans ce mode.
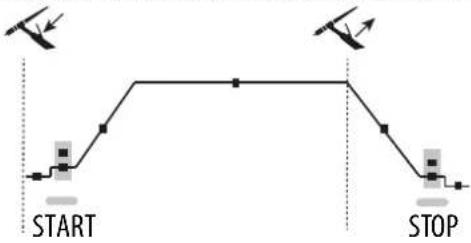
• TIG DC - Menu avancé
Il est possible de régler les paliers Start et Stop du cycle de soudage.
flowchart
graph TD
A["Start"] --> B["Step 1"]
B --> C["Step 2"]
C --> D["Stop"]
D --> E["Step 3"]
E --> F["Stop"]
L'accès à ces paramètres avancés se fait par un appui de plus de 3 sec. sur le bouton «JOB» jusqu'à avoir SET puis UP qui s'affiche en continue.
Une fois le bouton relaché, dans le menu déroulant, aller sur «SET» grâce à la molette centrale et valider par appui sur le bouton «JOB».
Par déroulement de la molette, les paramètres avancés accessibles sont les suivants :
| Paramètre Description Réglage | |
| I_Start courant du palier au démarrage du soudage 10% - 200% | |
| T_Start temps du palier de démarrage du soudage 0s - 10s | |
| I_Stop courant du palier d'arrêt du soudage 10% - 100% | |
| T_Stop temps du palier d'arrêt du soudage 0s - 10s |
La sélection du paramètre à modifier se fait par appui sur le bouton «JOB». Une fois sa modification effectuée avec la molette centrale (I), sa validation est faite par appui sur le bouton «JOB».
La sortie du menu avancé se fait par validation «ESC».
CHOIX DU TYPE D'AMORÇAGE
TIG HF : amorçage haute fréquence sans contact.
TIG LIFT : amorçage par contact (pour les milieux sensibles aux perturbations HF).

text_image
Touch Switchlift Pré Gaz 0.5s <1s1- Toucher l'électrode sur la pièce à souder
2- Appuyer sur la gâchette
3- Relever l'électrode.
TORCHES COMPATIBLES
 |  |  |
| √ | √ | √ |
LES TORCHES ET COMPORTEMENTS GÂCHETTE
Pour la torche à 1 bouton, le bouton est appelé «bouton principal».
Pour la torche à 2 boutons, le premier bouton est appelé «bouton principal» et le second appelé «bouton secondaire».
MODE 2T

T1 - Le bouton principal est appuyé, le cycle de soudage démarre (Pré-Gaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté (DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secondaire est géré comme le bouton principal.
MODE 4T

flowchart
graph TD
A["Bouton principal T1"] --> B["t"]
B --> C["T2"]
C --> D["t"]
D --> E["T3"]
E --> F["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
T1 - Le bouton principal est appuyé, le cycle démarre à partir du Pré-Gaz et s'arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope et s'arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le PostGaz.
Nb : pour les torches, double gâchettes et double gâchettes+ potentio-mètre
=> gâchette « haute/courant de soudage » et potentiomètre actifs, gâchette « basse » inactive.
MODE 4T log

text_image
Bouton principal ou Bouton secondaire T1 T2 T3 T4 t ≥0.5s<0.5s<0.5sT1 - Le bouton principal est appuyé, le cycle démarre à partir du Pré-Gaz et s'arrête en phase de I_Start.
T2 – Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
LOG : ce mode de fonctionnement est utilisé en phase de soudage : - un appui bref sur le bouton principal (<0.5s), le courant bascule le courant de I soudage à I froid et vice et versa.
- le bouton secondaire est maintenu appuyé, le courant bascule le courant de I soudage à I froid
- le bouton secondaire est maintenu relâché, le courant bascule le courant de I froid à I soudage
T3 – Un appui long sur le bouton principal (>0.5s), le cycle passe en DownSlope et s'arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché le cycle se termine par le PostGaz.
Pour les torches double boutons ou double gâchettes + potentiomètre, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle. La gâchette « basse » permet, lorsqu'elle est maintenue appuyée, de basculer sur le courant froid. Le potentiomètre de la torche, lorsqu'il est présent permet de régler le courant de soudage de 50% à 100% de la valeur affichée.
COMBINAISONS CONSEILLÉES
| Process Type HF Lift | |||
| TIG DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ | ||
| MMA | STD |
| PULSE |
| DC | Courant (A) Électrode (mm) Buse (mm) Débit Argon (L/min) | ||||
| 0.3 - 3 mm 5 - 75 | 1 6.5 | 6 - 7 | |||
| 2.4 - 6 mm | 60 - 150 | 1.6 8 | 6 - 7 | ||
| 4 - 8 mm | 100 - 200 | 2 9.5 | 7 - 8 | ||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 | ||
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 | 9 - 10 | |
AFFUTAGE DE L'ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d'utiliser une électrode affûtée de la manière suivante :

text_image
d LL = 3 x d pour un courant faible.
L = d pour un courant fort.
MÉMORISATIONS ET RAPPELS DES CONFIGURATIONS DE SOUDAGE
Les mémoires sont au nombre de 10 en MMA et 10 en TIG DC.
L'accès au menu se fait par l'appui sur le bouton «JOB».
Enregistrer une configuration
Une fois dans le mode programme, sélectionner IN et appuyer sur le bouton d'accès.
Sélectionner un numéro de programme de P1 à P10. Appuyez sur le bouton d'accès et la configuration en cours est sauvegardée.
Rappeler une configuration existante
Une fois dans le mode programme, sélectionner OUT et appuyer sur le bouton d'accès.
Sélectionner un numéro de programme de P1 à P10. Appuyez sur le bouton d'accès et la configuration est rappelée.
CONNECTEUR DE COMMANDE GÂCHETTE
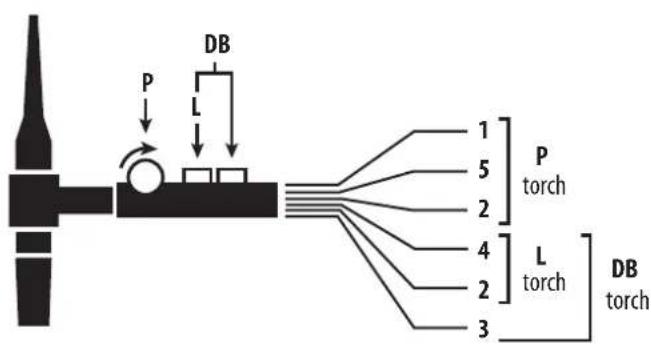
Schéma de câblage de la torche SRL18. Schéma électrique en fonction du type de torche.
| Types de torche | Désignation du fil | Pin du connec- teur associée | ||
| Torche 2 gâchettes + potentiomètre | Torche 2 gâchettes Torche | 1 gâchette | Commun/Masse 2 | (vert) |
| Switch gâchette 1 4 | (blanc) | |||
| Switch gâchette 2 3 | (marron) | |||
| Commun/Masse du potentiomètre | 2 (gris) | |||
| 5 V 1 (jaune) | ||||
| Curseur 5 (rose) | ||||
COMMANDE À DISTANCE
La commande à distance fonctionne en procédé TIG et MMA.

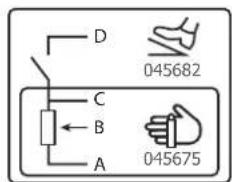
text_image
D 045682 C B A 045675ref. 045699 Vue extérieure Schémas électriques en fonction des commandes à distance.
Branchement :
1- Brancher la commande à distance sur la face arrière de la source de courant de soudage.
2- L'THM détecte la présence d'une commande à distance et propose un choix une sélection accessible à la molette :

Sélection de la pédale.
Sélection d'une commande déportée type potentiomètre.
Sélection du mode CONNECT-5 (automate-robot).
Une commande est présente mais pas active.
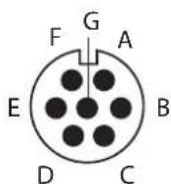
Connectique
Le produit est équipé d'une connectique femelle pour commande à distance.
La prise mâle spécifique 7 points (option ref.045699) permet d'y raccorder les différents types commande à distance. Pour le câblage, suivre le schéma ci-dessous.
| TYPE DE COMMANDE À DISTANCE Désignation du fil | Pin du connecteur associée | |||
| CONNECT-5 | Pédale | Commande à distance manuelle | 10 V A | |
| Curseur B | ||||
| Commun/Masse C | ||||
| Switch D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G | ||||
Fonctionnement :
- Commande à Distance manuelle (option réf. 045675).
La commande à distance manuelle permet de faire varier le courant de 50% à 100% de l'intensité réglée. Dans cette configuration, tous les modes et fonctionnalités de la source de courant de soudage sont accessibles et paramétrables.
• Pédale (option réf. 045682) :
La pédale permet de faire varier le courant du minimum à 100% de l'intensité réglée. En TIG, la source de courant de soudage fonctionne uniquement en mode 2T. De plus, la montée et l'évanouissement du courant ne sont plus gérés par la source de courant de soudage (fonctions inactives) mais par l'utilisateur via la pédale.
- Connect 5 - mode automate (TIG 300 DC seulement) :
Ce mode permet de piloter le TIG 300 DC à partir d'une console ou d'un automate grâce aux rappels de 5 programmes préenregistrés.
Sur le principe de la pédale, le «Switch (D)» permet de lancer ou d'interrompre le soudage selon le cycle choisi. La valeur de la tension appliquée au «Curseur (B)», correspond à un programme ou au contexte actuel.
Cette tension doit être comprise entre 0 et 10.0V par palier de 1.6V correspondant à un rappel de programme :
- Contexte en cours : 0 - 1.6 V
- Programme 1 : 1.7 - 3.3 V
- Programme 2 : 3.4 - 5.0 V
- Programme 3 : 5.1 - 6.6 V
- Programme 4 : 6.7 - 8.3 V
- Programme 5 : 8.4 - 10.0 V
Un potentiomètre additionnel permet de faire varier le courant hors et en cours de soudage de +/- 15%. L'information ARC ON (présence de l'arc) permet à l'automate de se synchroniser (entrée Pull Up 100kΩ côté automate). Mettre la pin AUTO_DETECT à la masse permet de démarrer le produit sans passer par la fenêtre de sélection du type de commande à distance.
Les 5 programmes rappelés correspondent aux 5 premiers programmes enregistrés (de P1 à P5).
Les E/S des signaux sont protégés.
Des explications complémentaires sont téléchargeables de notre site (https://goo.gl/i146Ma).
| TIG 220 DC | ||
| WCU0.5kW_A | P 1L/min = 500WCapacité = 1.5 LU1 = 185V - 265V | Sur la plage de tension d'alimentation 185V-265V, le groupe froid est piloté,Sur la plage de tension d'alimentation 85V-185V, le groupe froid est toujours inactif. |
| WCU1kW_A | P 1L/min = 1000WCapacité = 3 LU1 = 85V - 265V | Le groupe froid est piloté sur toute la plage de tension d'alimentation 85V-265V. |
| TIG 300 DC | ||
| WCU1kW_B | P 1L/min = 1000WCapacité = 3 LU1 = 400V +/- 15% | Le groupe froid est piloté sur toute la plage de tension d'alimentation. |
Le groupe froid est automatiquement détecté par le produit. Dans le menu OPTION, ce groupe froid peut-être inhibé.
Un appui de plus de 3 secondes sur le bouton «JOB» permet l'accès au menu Groupe Froid.

Il faut s'assurer que le groupe de refroidissement est éteint avant la déconnection des tuyaux d'entrée et de sortie de liquide de la torche.
Le liquide de refroidissement est nocif et irrite les yeux, les muqueuses et la peau. Le liquide chaud peut provoquer des brûlures.
Ce matériel intègre un système de contrôle de défaillance.
Une série de messages au clavier de contrôle permet un diagnostic des erreurs et anomalies.
| ANOMALIES ET AFFI-CHAGES À L'IHM | CAUSES REMÈDES | |
| SOURCE DE COURANT DE SOUDAGE | ||
| « dEF » « 1 » Absence de communication | Vérifier le câblage interne entre l'IHM et la carte de puissance. | |
| « dEF » « 2 » Boutons d'IHM défectueux Remplacer l'IHM. | ||
| « dEF » « 3 » La (ou les) gâchette(s) de la torche sont en défaut Remplacer la torche. | ||
| « dEF » « 4 » Le switch de la pédale est défectueux ou toujours actif | Remplacer la pédale ou vérifier que le switch ne soit pas enfoncé. | |
| « E r r » « Co.5 » En mode automate, un défaut sur la commande est détecté. | Vérifier le câblage de la commande d'auto-mate. | |
| « - - - » Une surtension réseau est arrivée. | Une surtension est à l'origine du message et de type relâchement de charge moteur, foudre ... | |
| « P h » Il manque 1 phase au réseau triphasé. | L'installation doit être de type triphasé (3P + N + Terre) | |
| « d E » | Un déséquilibre sur la source de courant de soudage est détecté. | Appeler votre revendeur. |
| SOURCE DE COURANT DE SOUDAGE + GROUPE FROID | ||
| « Pb.1 » Défaut de Détection du groupe froid. | Vérifier les connectiques entre la source de courant de soudage et le groupe froid. | |
| « Pb.2 » Défaut de Niveau de liquide de refroidissement. Remplir le réservoir du groupe froid. | ||
| « Pb.3 » Défaut de Débit de liquide de refroidissement. | Vérifier la continuité de la circulation du liquide de refroidissement de la torche. | |
GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
- L'usure normale des pièces (Ex. : câbles, pinces, etc.).
- Les incidents dus à un mauvais usage (erreur d'alimentation, chute, démontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, retourner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat daté (ticket de sortie de caisse, facture....)
- une note explicative de la panne.
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS

| Paramètre Description Réglage | |
| I_Start courant du palier au démarrage du soudage 10% - 200% | |
| T_Start temps du palier de démarrage du soudage 0s - 10s | |
| I_Stop courant du palier d'arrêt du soudage 10% - 100% | |
| T_Stop temps du palier d'arrêt du soudage 0s - 10s |
text_image
TIG 300 DC - + - 516M 508W 712B3 517B3 713C 519C 50671 64671 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R328 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R326 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R325 R324SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS / TEXНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| TIG 300 DC TIG 220 DC | |||||||
| Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario | |||||||
| Tension d'alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione di alimentazione | 400 V +/- 15% 230 V +/- 15% 110 V +/- 15% | ||||||
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore | 50 / 60 Hz 50 / 60 Hz | ||||||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore | 16 A 16 A 32 A | ||||||
| Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario | TIG MMA | TIG MMA TIG MMA | |||||
| Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto | 90 V 76 V | ||||||
| Tension crête du dispositif d'amorçage manuel (IEC60974-3) / Manual striking system's maximum voltage (IEC60974-3) / Spitzenspannung des manuellen Startgerätes (IEC60974-3) / Tensión pico del dispositivo de cebado manual (IEC60974-3) / Пиковое напряжение механизма ручного поджига (IEC60974-3) / Piekspanning van het handmatige startsysteem (IEC60974-3) / Tensione di picco del dispositivo di innesco manuale (IEC60974-3) | 9 kV 9 kV | ||||||
| Courant de sortie nominal ( I_1 ) / Normal current output ( I_2 ) / nominaler Ausgangsstrom ( I_3 ) / Corriente de salida nominal (I2) / Номинальный выходной ток (I2) / Nominale uitgangsstroom (I2) / Corrente di uscita nominale (I2) | 5 → 300 A 10 | +250 A 5 | +220 A 10 | +200 A | 5 → 180 A | 10 → 140 A | |
| Tension de sortie conventionnelle ( U_1 ) / Conventional voltage output ( U_2 ) / entsprechende Arbeitsspannung ( U_3 ) / Tensión de salida convencional (U2) / Условное выходные напряжения (U2) / Conventionele uitgangsspanning (U2) / Tensione di uscita convenzionale (U2) | 10.2 → 22 V | 20.4 → 30 V | 10.2 → 18.8 V | 20.4 → 28 V | 10.2 → 17.2 V | 20.4 → 25.6 V | |
| Facteur de marche à 40°C (10 min)*Norme IEC60974-1.Duty cycle at 40°C (10 min)*Standard IEC60974-1.Einschaltdauer @ 40°C (10 min)*IEC60974-1 -Norm.Ciclo de trabajo a 40°C (10 min)*Norma IEC60974-1 | ПВ% при 40°C (10 мин)*Норма IEC60974-1.Inschakelduur bij 40°C (10 min)*Norm IEC60974-1.Ciclo di lavoro a 40°C (10 min)*Norma IEC60974-1. | Imax | 35% | 30% | 35% | 25% | 40% |
| 60% | 255 A | 220 A | 165 A | 135 A | 125 A | ||
| 100% | 240 A | 210 A | 150 A | 120 A | 110 A | ||
| Température de fonctionnement / Functioning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur / Temperature di funzionamento | -10°C → +40°C | -10°C → +40°C | |||||
| Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di stoccaggio | -20°C → +55°C | -20°C → +55°C | |||||
| Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione | IP23 IP21 | ||||||
| Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) | 40 x 52 x 25 cm | 42 x 23 x 35 cm | |||||
| Poids / Weight / Gewicht / Peso / Bec / Gewicht / Peso | 20 kg | 12 kg | |||||
*Les facteurs de marche sont réalisés selon la norme IEC60974-1 à 40°C et sur un cycle de 10 min.
Lors d'utilisation intensive (> au facteur de marche) la protection thermique peut s'enclenchée, dans ce cas, l'arc s'éteint et le témoin | s'allume. Laissez le matériel alimenté pour permettre son refroidissement jusqu'à annulation de la protection. La source de courant de soudage décrit une caractéristique de sortie tombante.
*The duty cycles are measured according to standard IEC60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc switches off and the indicator switches on. Keep the machine's power supply on to enable cooling until thermal protection cancellation. The welding power source describes an external drooping characteristic.
* Einschaltdauer gemäß IEC60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie.
*Los ciclos de trabajo están realizados en acuerdo con la norma IEC60974-1 a 40°C y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende. Deje el aparato conectado para permitir que se enfrie hasta que se apule la protección.
La fuente de corriente de soldadura posee una salida de tipo corriente constante.
*ПВ% указаны по норме IEC60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Источник сварочного тока описывает падающую внешнюю характеристику.
*De inschakelduur is gemeten volgens de norm IEC60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje, gaat branden. Laat het apparaat aan de netspanning staan om het te laten afkoelen, toldat de beveiliging afslaat.
Het beschreven (asapparaat heeft een output karakteristiek van «constante flat» type.
*I cicli di lavoro sono realizzati secondo la norma IEC60974-1 a 40°C e su un ciclo di 10 min.
Durante l'uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l'arco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permettere il suo raffreddamento fino all'annulamento della protezione.
La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.




