
TIG 220 DC HF FV - сварочный аппарат GYS - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно TIG 220 DC HF FV GYS в формате PDF.
| Тип продукта | Сварочный аппарат TIG DC HF с процедурой MMA |
| Бренд | GYS |
| Модель | TIG 220 DC HF FV |
| Напряжение питания | 110-240 В однофазное (Flexible Voltage) |
| Частота | 50/60 Гц |
| Номинальный выходной ток (TIG) | от 5 до 220 А |
| Номинальный выходной ток (MMA) | от 10 до 200 А |
| Напряжение холостого хода | 76 В |
| Пиковое напряжение зажигания | 9 кВ |
| Продолжительность нагрузки при 40°C (TIG при 220 А) | 30% |
| Продолжительность нагрузки при 40°C (MMA при 200 А) | 25% |
| Габариты (Д х Ш х В) | 42 x 23 x 35 см |
| Вес | 12 кг |
| Степень защиты | IP21 |
| Процессы сварки | TIG DC, TIG DC пульсирующий, TIG точечный, MMA |
| Типы зажигания | ВЧ (высокая частота) бесконтактный, Lift (контактный) |
| Режимы горелки | 2T, 4T, 4T LOG |
| Функции сварки | Предгаз, постгаз, нарастание/спад, горячий старт, сила дуги, импульсный режим |
| Память программ | 10 в TIG, 10 в MMA |
| Дистанционное управление | Ручное (арт. 045675) или педаль (арт. 045682) |
| Совместимый охладитель | WCU0.5kW_A или WCU1kW_A (опционально) |
| Разъем горелки | Разъем SRL18 для горелки с 1 или 2 кнопками + потенциометр |
| Рекомендуемое обслуживание | Регулярная очистка от пыли, проверка соединений, контроль кабеля питания |
| Безопасность | Тепловая защита, защита от превышения/понижения напряжения, аварийная остановка выключателем |
| Гарантия | 2 года на детали и работу |
| Комплектация | Вилка CEE17 3-полюсная 16А, кабель питания |
Часто задаваемые вопросы - TIG 220 DC HF FV GYS
Вопросы пользователей о TIG 220 DC HF FV GYS
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство TIG 220 DC HF FV - GYS и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. TIG 220 DC HF FV бренда GYS.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ TIG 220 DC HF FV GYS
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции использованием аппарата. В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного подключения.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае неадекватного или опасного использования производитель не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
Хранение: от -20 до +55°C (от -4 до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря:
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитных полей (особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения электрическим током.
Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности:

Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.

Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.

Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от использования). Защитите глаза при операциях очистки. Ношение контактных линз воспрещается. В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.

Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится ко всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор...).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет ответственности в случае несчастного случая.

Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки или электрододержателя убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ. При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ

Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали перед сваркой.
Газовые баллоны должны быть складированы в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном
положении и закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА

Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех взрывчатых или возгораемых веществ (масло, топливо, остаточные газы ...).
Шлифовальные работы не должны быть направлены в сторону источника или в сторону возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ

Газом, выходящим из газовых баллонов, можно задохнуться в случае его концентрации в помещении сварки (хорошо проветривайте).
Транспортировка должна быть безопасной : при закрытых газовых баллонов и выключенном источнике. Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце. Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от вентиля и убедитесь, что используемый газ соответствует методу сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ

Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он под напряжением (горелки, зажимы, кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели, горелки повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь независимо от той среды, где вы работаете.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ

Это оборудование класса А не подходит для использования в жилых кварталах, где электрический ток подается общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте.

• TIG 300DC е соответствует норме CEI 61000-3-12 и предназначен для работы от частных электросетей, подведенных к общественным электросетям только среднего и высокого напряжения. Специалист, установивший аппарат, или пользователь, должны убедиться, обратившись при надобности к организации, отвечающей за эксплуатацию системы питания, в том, что он может к ней подключиться.
- Это оборудование TIG 220 DC соответствует норме CEI 61000-3-12.
Это оборудование TIG 220 DC соответствует норме EN 61000-3-11, если полное сопротивление сети в месте подключения к электрической установке меньше, чем максимально допустимое полное сопротивление сети Zmax = 0.29 Ом.
МАГНИТНЫЕ ПОЛЯ

Электрический ток, проходящий через любой проводник, вызывает локализованные электромагнитные поля (EMF).
Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например, ограничение доступа для прохожих или оценка индивидуального риска для сварщика.
Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей, сварщики должны следовать следующим указаниям:
• сварочные кабели должны находиться вместе; если возможно соедините их хомутом;
- ваше туловище и голова должны находиться как можно дальше от сварочной цепи;
- не обматывайте сварочные кабели вокруг вашего тела;
- ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону
от вашего тела;
- закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки;
- не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока;
- не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки.

Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья.
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ ЗОНЫ СВАРКИ И СВАРОЧНОЙ УСТАНОВКИ
Общие положения
Пользователь отвечает за установку и использование установки ручной дуговой сварки, следуя указаниям производителя. При обнаружении электромагнитных излучений пользователь аппарата ручной дуговой сварки должен разрешить проблему с помощью технической поддержки производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи. В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не создавали помех.
Оценка сварочной зоны
Перед установкой оборудования дуговой сварки пользователь должен оценить возможные электромагнитные проблемы, которые могу возникнуть в окружающей среде. Следующие моменты должны быть приняты во внимание:
а) наличие над, под или рядом с оборудованием для дуговой сварки, других кабелей питания, управления, сигнализации и телефона;
b) приемники и передатчики радио и телевидения;
с) компьютеров и других устройств управления;
d) оборудование для безопасности, например, защита промышленного оборудования;
е) здоровье находящихся по-близости людей, например, использующих кардиостимуляторы и устройства от глухоты;
f) инструмент, используемый для калибровки или измерения;
g) помехоустойчивость другого оборудования, находящегося поблизости.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать соблюдения дополнительных мер защиты:
h) определенное время дня, когда сварка или другие работы можно будет выполнить.
Размеры окружающей среды, которые надо учитывать, зависят от конструкции здания и других работ, которые в нем проводятся. Рассматриваемая зона может простираться за пределы размещения установки.
Оценка сварочной установки
Помимо оценки зоны, оценка аппаратов ручной дуговой сварки может помочь определить и решить случаи электромагнитных помех. Оценка излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11. Измерения в условиях эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
а. Общественная система питания: аппарат ручной дуговой сварки нужно подключить к общественной сети питания, следуя рекомендациям производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо похожим приспособлением (в случае если аппарат ручной дуговой сварки постоянно находится на определенном рабочем месте). Необходимо обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока.
b. Техобслуживание аппарата ручной дуговой сварки: аппарат ручной дуговой сварки нужно необходимо периодически обслуживать согласно рекомендациям производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно закреплены, когда аппарат ручной дуговой сварки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат ручной дуговой сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя. В частности, следует отрегулировать и обслуживать искровой промежуток дуги устройств поджига и стабилизации дуги в соответствии с рекомендациями производителя.
с. Сварочные кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу.
d. Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя удара электрическим током, если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован он таких металлических предметов.
e. Заземление свариваемой детали: В случае, если свариваемая деталь не заземлена по соображениям электрической безопасности или в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлоконструкции промышленного объекта, то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление деталей, которые могли бы увеличить для пользователей риски ранений или же повредить другие электроустановки. При надобности, следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства.
f. Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА

Источника сварочного тока оснащен ручками для транспортировки, позволяющими переносить аппарат. Будьте внимательны: не недооценивайте вес аппарата. Рукоятка(-и) не может(-гут) быть использована(-ы) для строповки. Не пользуйтесь кабелями или горелкой для переноса источника сварочного тока. Его можно переносить только в вертикальном положении.
Не переносить источник тока над людьми или предметами.
Никогда не поднимайте газовый баллон и источник тока одновременно. Их транспортные нормы различаются.
УСТАНОВКА АППАРАТА
- Поставьте источник сварочного тока на пол, максимальный наклон которого 10^ .
- Не использовать в среде содержащей металлическую пыль-проводник.
- Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
- Оборудование имеет защиту IP21, что означает:
- Защиту от попадания в опасные зоны твердых тел диаметром >12,5мм и,
- Защиту от вертикальных капель воды.
- Оборудование имеет защиту IP23, что означает:
- Защиту от попадания в опасные зоны твердых тел диаметром ≥12,5мм и,
- Защиту против капель дождя, направленных под углом 60% относительно вертикали.
Это оборудование может быть использовано вне помещения соответственно степени защиты IP23.
- Предусмотрите достаточно большое пространство для хорошего проветривания источника сварочного тока и доступа к управлению.
Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева.

Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / СОВЕТЫ


- Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить ежегодное техобслуживание.
-
Отключите питание, выдернув вилку из розетки, и дождитесь остановки вентилятора перед тем, как приступить к техобслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
-
Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
- Регулярно проверяйте состояние провода питания. Если шнур питания поврежден, он должен быть заменен производителем, его сервисной службой или квалифицированным специалистом во избежание опасности.
- Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
- Не использовать данный аппарат для разморозки труб, зарядки батарей/аккумуляторов или запуска двигателей.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник отключен от сети. Последовательные или параллельные соединения источника запрещены.
ОПИСАНИЕ АППАРАТА (FIG-1)
АЭти аппараты TIG являются сварочными инверторами, предназначенными для сварки тугоплавким электродом (TIG) на постоянном токе (DC) и сварки электродом с обмазкой (MMA).
Метод TIG требует защитную газовую среду (Аргон).
Режим MMA позволяет варить всеми типами электродов: рутиловые, с основной обмазкой, из нержавейки и чугуна.
Эти аппараты TIG могут быть оборудованы ручным дистанционным управлением (арт. 045675) или педалью (арт. 045682).
Аппарат TIG 300 DC может быть оснащен автоматическим дистанционным управлением (CONNECT-5).
1- Панель управления + инкрементные кнопки 5- Коннектор триггера
2- Гнездо Положительной полярности
3- Гнездо Отрицательной полярности 7- Переключатель ВКЛ/ВЫКЛ
4- Коннекторы для газа на горелке 8- Шнур питания
6- Вход для дистанционного управления (remote control)
9- Подключение газа
ИНТЕРФЕЙС ЧЕЛОВЕК/МАШИНА (ІНМ) (РИС-2)
1- Выбор метода сварки 5- Индикатор термозащиты
2- Выбор режима триггера
3- Выбор опций метода сварки
4- Настройка сварочных параметров
6- Индикация и опции
7- Кнопка режима ожидания
ПИТАНИЕ - ВКЛЮЧЕНИЕ
• TIG 300 DC поставляется с 5-полюсной (3P+N+PE) трехфазной вилкой 400В 16А типа EN 60309-1 и включается в трехфазную электроустановку 400В (50 - 60 Гц) с заземлением. Данное оборудование должно использоваться только в трехфазной четырехпроводной электросети с нейтралью, соединенной с землей. TIG 220 DC поставляется с однофазной 3-полюсной (P+N+PE) вилкой 230V 16А типа CEE17, оснащен системой «Гибкое напряжение» и подается на электроустановку с заземлением между 110В и 240В (50 - 60 Гц).
Эффективный поглощенный ток (I1eff) указывается на источнике сварочного тока и для максимальных рабочих условий. Убедитесь, что источник питания и его защита (предохранитель и/или автоматический выключатель) совместимы с током, необходимым при использовании. В некоторых странах может потребоваться замена вилки, чтобы разрешить использование в максимальных условиях. Пользователь должен обеспечить доступ к вилке.
- Источник сварочного тока перейдет в режим защиты, если напряжение питания будет меньше или больше 15% от заданного напряжения (на дисплее клавиатуры появится код неисправности).
• TIG 300 DC включается поворотом переключателя включения/выключения (7) в положение I, и наоборот, выключается поворотом в положение O. TIG 220 DC включается нажатием кнопки режима ожидания. Внимание! Никогда не отключайте источник питания, когда источник сварочного тока находится под нагрузкой.
- Поведение вентилятора: В режиме MMA вентилятор работает непрерывно. В режиме TIG вентилятор работает только во время фазы сварки и останавливается после остывания.
- Внимание: Увеличение длины резака или обратных кабелей сверх максимальной длины, указанной производителем, повышает риск поражения электрическим током.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Источник сварочного тока может работать от электрогенераторов при условии, что вспомогательная мощность отвечает следующим требованиям:
- Напряжение должно быть переменным, настроенным согласно указаниям, и пиковое напряжение 700В для TIG 300 DC и 400В для TIG 220 DC,
- Частота должна быть 50 - 60 Гц.
Очень важно проверить эти условия, тк многие электрогенераторы выдают пики высокого напряжения, которые могут повредить источник сварочного тока.
ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ
Удлинители должны иметь размер и сечение в соответствии с напряжением аппарата.
Используйте удлинитель, отвечающий национальным нормам.
| Напряжение на входе | Длина - Сечение удлинителя | ||
| < 45m < 100m | |||
| TIG 300 DC 400B 2.5 mm ^2 | |||
| TIG 220 DC | 230B 2.5 mm ^2 | ||
| 110B 2.5 mm ^2 | 4 mm ^2 | ||
ОПИСАНИЕ ФУНКЦИЙ, МЕНЮ И СИМВОЛОВ
| ФУНКЦИЯ СИМВОЛЫ | ТИГ DC | ММА | Комментарии | |
| Высокочастотный поджиг X | Сварка TIG - Н-Высоко | частотным поджигом | ||
| Поджиг касанием | ○ TIG - LIFT | X Сварка TIG с поджигом касанием (LIFT) | ||
| Пред-газ (продувка газа перед сваркой) |  | X | Время удаления воздуха из горелки и установки газовой защиты перед поджигом. | |
| Ток нарастания |  | X Кривая нарастания тока | ||
| Сварочный ток |  | X Сварочный ток | ||
| Холодный ток | [HTN3] | X | Второй сварочный, так называемый "холодный", ток в стандартном режиме 4T LOG или в импульсном режиме PULSE | |
| Частота PULSE | F(Hz) | X | X | Частота ИМПУЛЬСОВ режима PULSE (Гц) |
| Затухание тока | 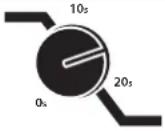 | X Кривая затухания тока для избежания трещин и кратеров (S) | ||
| Пост-газ (продувка газа в конце сварки) | [6OTD] | X | Поддержание газовой защиты после затухания дуги. Это позволяет защитить свариваемую деталь и электрод против окисления (S). | |
| HotStart | [5AY2] | X | Сверхток, регулируемый в начале сварки (%) | |
| ArcForce (Форсаж Дуги) |  | X | Функция, препятствующая залипанию электрода путем увеличения сварочного тока в момент касания электродом сварочной ванны. | |
| TIG PULSE | [ycst] | X Импульсный режим | ||
TIG SPOT X Сварка прихваткой | |||
MMA PULSE X Сварка MMA в  | |||
2T X 2-тактный Режим Горелки  | |||
4T X 4-тактный Режим Горелки  | |||
4T LOG X Режим горелки 4-такт  | |||
Ампер (единица) X X Единицы A  | ойки и индикации сварочного тока | ||
Вольт (единица) X X Единицы Вс  | ции сварочного напряжения | ||
Секунда или Герц (единицы)  | X X Единицы секунд или Герц для регулировки времени или частоты | ||
Процентное соотношение (единица)  | X X Единицы Процентов для настройки пропорций | ||
Переключение индикации А или V  | X X Переключение индикации тока или напряжения во время и после сварки | ||
Доступ к режиму программ  | X X Доступ к меню программирования (SAVE, JOB,...) | ||
| Тепловая защита X X Нормативный ⚪️нвол, указывающий на состояние тепловой защиты | |||
| Переключение в режим ожидания [xzk8] | X X Переключение аппарата в режим ожидания | ||
СВАРКА ЭЛЕКТРОДОМ С ОБМАЗКОЙ (РЕЖИМ ММА)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
- Подключите кабели электрододержателя и зажима массы к коннекторам подсоединения,
- Соблюдайте полярность и сварочные токи, указанные на коробке с электродами,
- Снимайте электрод с электрододержателя, когда источник сварочного тока не используется.

Зоны серого цвета не нужны в данном режиме.
| ^A | ||
| Регулируемые величины 0 - 100% 0 - 100% | ||
СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА (РЕЖИМ ТІГ)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
Подключите зажим массы к положительному коннектору подсоединения (+). Подключите кабель мощности горелки к отрицательному коннектору подсоединения (−), а также подсоедините триггер(ы) горелки и газ.
Убедитесь в том, что горелка правильно оснащена и что расходные комплектующие (ручные тиски, держатель втулки, диффузор и сопло) не изношены.
СВАРОЧНЫЕ МЕТОДЫ ТІГ

TIG
Зоны серого цвета не нужны в данном режиме.

TIG PULSE
Зоны серого цвета не нужны в данном режиме.
• TIG DC
Этот сварочный режим на постоянном токе предназначен для таких железных сплавов, как стальные сплавы, а также для меди и медных сплавов.
• TIG DC Pulsé - Pulsé
Данный режим импульсно-дуговой сварки чередует импульсы сильного тока (I, сварочный импульс) и импульсы слабого тока (I_Froid, импульс охлаждения детали). Этот импульсный режим позволяет соединять детали, ограничивая температуру.
Например :
Сварочный ток I отрегулирован на 100A и %(I_Froid) = 50%, то есть холодный ток = 50% x 100A = 50A. F(Гц) отрегулирован на 10 Гц, период сигнала будет равен 1/10Hz = 100 мсек.
Каждые 100 мсек чередуются импульсы 100А с импульсами 50А.
Выбор частоты
- В случае сварки с использованием присадочного металла F(Гц) синхронизируется с жестом присадки,
- В случае слабой толщины без присадочного металла (< 8/10 мм), F(Гц) >> 10Гц
- В случае особенного металла, требующего вибрации сварочной ванны для удаления газа F(Гц) >> 100Гц
- Прихватка-SPOT

TIG SPOT
Зоны серого цвета не нужны в данном режиме.
• TIG DC - Расширенное меню
Существует возможность настроить ступени Start и Stop сварочного цикла.
flowchart
graph TD
A["Start"] --> B["Step 1"]
B --> C["Step 2"]
C --> D["Stop"]
D --> E["Step 3"]
E --> F["Stop"]
Доступ к этим дополнительным параметрам производиться нажатием более 3 сек. на кнопку «JOB», пока не появится SET и затем UP, непрерывно высвечивающиеся. После того, как вы отпустите кнопку, с помощью центральной крутящейся кнопки найдите «SET» в выпадающем меню и подтвердите, нажав на кнопку «JOB».
Вращая кнопку, вы получите доступ с следующим дополнительным параметрам:
Выбор параметра, который требуется изменить, производится нажатием на кнопку «JOB». После того, как вы его измените с помощью центральной крутящейся кнопки (I), его надо подтвердить нажатием на кнопку «JOB». Выход из расширенного меню производится подтверждением «ESC».
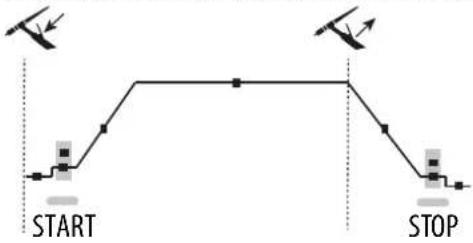
ВЫБОР ВИДА ПОДЖИГА
TIG HF : высокочастотный поджиг без контакта.
TIG LIFT : контактный поджиг (для среды, чувствительной к помехам ВЧ)
text_image
Touch Switchlift Pré Gaz 0.5s <1s1- Коснитесь электродом свариваемой детали
2- Нажмите на триггер
3- Отведите электрод.
ПОДХОДЯЩИЕ ГОРЕЛКИ
 |  |  |
| √ | √ | √ |
ГОРЕЛКИ И ПОВЕДЕНИЕ ТРИГГЕРА
В случае горелки с 1 кнопкой кнопка называется «главной кнопкой».
В случае горелки с 2 кнопками первая кнопка называется «главной кнопкой», а вторая «второстепенной кнопкой».
РЕЖИМ 2Т

text_image
главной кнопкой T1 T2T1 - Главная кнопка нажата, начинается сварочный цикл (ПредГаз, I_Start, UpSlope и сварка).
T2 - Главная кнопка отпущена, сварочный цикл прекращается (DownSlope, I_Stop, PostGaz).
В случае горелки с 2 кнопками и только в режиме 2T второстепенная кнопка кнопка управляется, как главная.
РЕЖИМ 4Т

text_image
главной кнопкой T1 T2 t t T3 T4T1 - Главная кнопка нажата, сварочный цикл начинается с ПредГаза и прекращается на этапе I_Start.
T2 - Главная кнопка отпускается, цикл продолжается в UpSlope и в сварке.
T3 - Главная кнопка нажата, цикл переходит в DownSlope и прекращается на этапе I_Stop.
T4 - Главная кнопка отпущена, цикл заканчивается ПостГазом.
NB : для горелок с двумя триггерами и с двумя триггерами + потенциометром => активные триггер « верхний/сварочный ток » и потенциометр, неактивный « нижний» триггер.
РЕЖИМ 4T log

text_image
главной кнопкой ИЛИ второстепенной кнопкой T1 T2 T3 T4 t ≥0.5s<0.5s<0.5sT1 - Главная кнопка нажата, сварочный цикл начинается с ПредГаза и прекращается на этапе I_Start.
T2 - Главная кнопка отпускается, цикл продолжается в UpSlope и в сварке.
LOG : этот режим функционирования используется на этапе сварки:
- короткое нажатие на главную кнопку (<0.5 сек), ток переходит от сварочного тока I к холодному I и обратно.
- второстепенная кнопка удерживается нажатой, ток переходит от сварочного тока I в холодный ток I
- второстепенная кнопка отпускается, сварочный ток переходит от холодного тока I в сварочный ток I
T3 – Долгое нажатие на главную кнопку (>0.5 сек) и цикл переходит в DownSlope и останавливается на этапе I_Stop.
T4 - Главная кнопка отпущена, цикл заканчивается ПостГазом.
Для горелок с двумя кнопками или с двумя триггерами + потенциометр, « верхний » триггер сохраняет те же функции, что и на горелке с одним триггером или с пластинкой. «Нижний» триггер, если его держать нажатым, позволяет перейти к холодномы току. Потенциометр горелки, если он имеется, позволяет регулировать сварочный ток от 50% до 100% от афишированной на дисплее величины.
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
| Process Type HF Lift | |||
| ТИГ DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ | ||
| MMA | STD |
| PULSE |
| DC | Ток (А) Электрод (мм) Сопло (мм) | Расход газа Аргона(л/мин) | ||
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | |||
| 2.4 - 6 mm | 60 - 150 | 1.6 8 | 6 - 7 | |
| 4 - 8 mm | 100 - 200 | 2 9.5 7 - 8 | ||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 | |
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 |
ЗАТАЧИВАНИЕ ЭЛЕКТРОДА
Для оптимального функционирования рекомендуется использование электрода, заточенного следующим образом :

L = 3 x d для слабого тока.
L = d для высокого тока.
СОХРАНЕНИЕ И ВЫЗОВ ИЗ ПАМЯТИ НАСТРОЕК СВАРОЧНЫХ ПАРАМЕТРОВ
Количество ячеек памяти : 10 в режиме MMA и 10 в режиме TIG DC.
Доступ к меню осуществляется путем нажатия на кнопку «JOB».
Сохранить конфигурацию
После входа в режим программ, выберите IN и нажмите на кнопку доступа.
Выберите номер программы от P1 до P10. Нажмите на кнопку доступа и текущая конфигурация будет сохранена.
Вызов существующей конфигурации
После входа в режим программ, выберите OUT и нажмите на кнопку доступа.
Выберите номер программы от P1 до P10. Нажмите на кнопку доступа и конфигурация будет вызвана.
КОННЕКТОР УПРАВЛЕНИЯ ТРИГГЕРА

Схема кабельной проводки горелки SRL18. Электрическая схема в зависимости от вида горелки.
| Типы горелки | Наименование провода | Штырь соответствующего коннектора | ||
| Горелка с 2 триггерами + потенциометром | Горелка с 2 триггерами Горелка с 1 триггером | Общий/Масса 2 (зеленый) | ||
| Переключатель триггера 1 | 4 (белый) | |||
| Переключатель триггера 2 | 3 (коричневый) | |||
| Общий/ Масса потенциометра | 2 (серый) | |||
| 5 В 1 (желтый) | ||||
| Курсор 5 (розовый) | ||||
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Дистанционное управление работает в режимах TIG и MMA.


text_image
D 045682 C B A 045675арт. 045699 Внешний вид Электрические схемы в зависимости от дистанционного управления.
Подсоединение:
1- Подключите дистанционное управление к задней панели источника сварочного тока.
2- Интерфейс определяет присутствие дистанционного управления и открывает окошко выбора, доступного с помощью поворотной кнопки :

Выбор педали.
Выбор вынесенного управления, типа потенциометра.
Выбор режима CONNECT-5 (автомат-робот).
Управление присутствует, но не активно.
Соединения
Аппарат имеет гнездовой разъем для дистанционного управления.
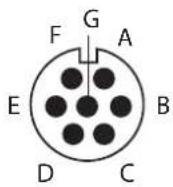
Специфическая 7-штырная вилка (опция арт.045699) позволяет подсоединить разные типы дистанционного управления. Для монтажа следуйте приведенной ниже схеме.
| ВИД ДИСТАНЦИОННОГО УПРАВЛЕНИЯ | Наименование провода | Штырь соответствующего коннектора | ||
| CONNECT-5 | Педаль | Ручное дистанционное управление | 10В А | |
| Курсор В | ||||
| Общий/Масса С | ||||
| Переключатель D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G | ||||
Принцип действия:
- Ручное дистанционное управление (опция арт. 045675).
Ручное дистанционное управление позволяет изменять ток от 50% до 100% от заданного тока. В этой конфигурации, все режимы и функции остаются источника сварочного тока доступными и регулируемыми.
- Педаль (опция арт. 045682) :
Педаль позволяет изменять ток от минимально настроенной величины до 100% сварочного тока. В режиме TIG источник сварочного тока работает только в 2-тактном режиме (2T). К тому же, нарастание и затухание сварочного тока больше не управляются источником сварочного тока (функции не активны), а самим оператором с помощью педали.
- Connect 5 - режим автомата (только для TIG 300 DC) :
Этот режим позволяет управлять аппаратом TIG 300 DC с помощью пульта управления или автомата благодаря вызову 5-ти предварительно сохраненных программ.
На педали «Switch (D)» позволяет начать или прервать сварочный процесс в зависимости от выбранного цикла. Значение напряжения, примененного к курсору «Curseur (B)», соответствует программе или текущей ситуации.
Это напряжение должно быть между 0 и 10В ступенями в 1,6В, соответствующее вызванной программе :
- Настоящая ситуация : 0 - 1.6 В
- Программа 1 : 1.7 – 3.3 В
- Программа 2 : 3.4 - 5.0 В
- Программа 3 : 5.1 – 6.6 В
- Программа 4 : 6.7 – 8.3 В
- Программа 5 : 8.4 – 10.0 В
Дополнительный потенциометр позволяет изменять ток вне и во время сварки в пределах +/- 15%. Информация ARC ON (присутствие дуги) позволяет автомату синхронизироваться (вход Pull Up 100kΩ на автомате). Подсоединение штыря AUTO_DETECT к массе позволяет включить аппарат, игнорируя этап выбора вида дистанционного управления в соответствующем окне.
5 вызванных программ соответствуют 5 первым сохраненным программам (от P1 до P5).
Вход и выход сигнал защищены.
Дополнительная информация доступна для скачивания на нашем сайте (https://goo.gl/i146Ma).
СИСТЕМА ОХЛАЖДЕНИЯ (ОПЦИЯ)
| TIG 220 DC | ||
| WCU0.5kW_A | P 1L/min = 500WEмкость = 1.5лU1 = 185B - 265B | При диапазоне напряжения питания 185B-265B система охлаждения управляема,При диапазоне напряжения питания 85B-185B система охлаждения бездействует. |
| WCU1kW_A | P 1L/min = 1000WEмкость = 3лU1 = 85B - 265B | Система охлаждения управлется при напряжении питания в диапазоне 85B-265B. |
| TIG 300 DC | ||
| WCU1kW_B | P 1L/min = 1000WEмкость = 3лU1 = 400B+/- 15% | Система охлаждения управлется при напряжении питания в диапазоне. |
Этот аппарат может быть подключен к кулеру для охлаждения горелки. В меню OPTION сварочного аппарата кулер может быть заблокирован. Нажатие в течение более 3 секунд на кнопку «JOB» позволяет доступ к меню блока охлаждения.

Убедитесь в том, что система охлаждения выключена перед тем, как отсоединить рукава подачи и вывода жидкости от горелки.
Охлаждающая жидкость вредна и раздражает глаза, слизистую оболочку и кожу. Горячая жидкость может вызвать ожоги.
СООБЩЕНИЯ ОБ ОШИБКЕ, НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
Данное оборудование имеет систему проверки неисправностей.
Различные сообщения на панели управления позволяют выявить неисправности и ошибки.
| НЕИСПРАВНОСТИ И ИНДИКАЦИЯ НА ИНТЕРФЕЙСЕ | ПРИЧИНЫ УСТРАНЕНИЕ | |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | ||
| « dEF » « 1 » Передача информации отсутствует | Проверьте кабельные соединения внутри источника между интерфейсом и платой мощности. | |
| « dEF » « 2 » Кнопки интерфейса дефектные Замените интерфейс. | ||
| « dEF » « 3 » Ошибка триггера(ов) горелки Замените горелку. | ||
| « dEF » « 4 » | Переключатель педали дефектный или всегда активирован | Замените педаль или проверьте, что коммутатор не вдавлен. |
| « E r r » « Co.5 » В режиме автомата обнаружена ошибка управления. | Проверьте кабельные соединения управления автоматом. | |
| « - - - » Случилось перенапряжение электросети. Перенапряжение привело к появлению | ||
| « P h » Не хватает 1 фазы в трехфазной сети. сообщения и его виду ослабление | ||
| « d E » Обнаружен дисбаланс на источнике сварочного тока. нагрузки двигателя, молния ... | ||
| ИСТОЧНИК СВАРОЧНОГО ТОКА + СИСТЕМА ОХЛАЖДЕНИЯ | ||
| « Pb.1 » Ошибка | обнаружения системы охлаждения. | Проверьте соединения между источником сварочного тока и блоком охлаждения. |
| « Pb.2 » Ошибка | уровня охлаждающей жидкости. Заполните бак блока охлаждения. | |
| « Pb.3 » Ошибка | расхода охлаждающей жидкости. | Проверьте непрерывность циркуляции охлаждающей жидкости горелки. |
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
- Любые поломки, вызванные транспортировкой.
- Нормальный износ деталей (Например : кабели, зажимы и т.д.).
- Случаи неправильного использования (ошибка питания, падение, разборка).
- Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....




