
Exafeed 4L - сварочный аппарат GYS - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно Exafeed 4L GYS в формате PDF.
| Тип продукта | Подающий механизм проволоки для сварки MIG/MAG |
| Бренд | GYS |
| Модель | Exafeed 4L |
| Совместимый генератор | EXAGON 400 CC/CV (арт. 010925) |
| Режимы сварки | MIG/MAG с защитным газом |
| Режимы работы | 2Т, 4Т, Spot/Delay |
| Доступные настройки | Напряжение, скорость подачи проволоки, индуктивность (от -9 до +9) |
| Расширенные параметры | Предгаз, постгаз, горячий старт, заполнение кратера, обратная подача, ползучая скорость и т.д. |
| Память программ | 50 сварочных программ |
| Функция Quick Load | Да (последовательный вызов программ нажатием курка) |
| Удаленное управление | Да (арт. 047679) – регулировка напряжения и скорости подачи проволоки |
| Блокировка клавиатуры | Да (защита от случайных изменений) |
| Питание | От генератора EXAGON 400 (специальный кабель) |
| Степень защиты | IP23 |
| Рабочая температура | от -10°C до +40°C |
| Температура хранения | от -20°C до +55°C |
| Максимальная влажность | 50% при 40°C / 90% при 20°C |
| Максимальная высота над уровнем моря | 1000 м |
| Вес (приблизительно) | Около 15 кг |
| Габариты (Д × Ш × В, приблизительно) | 450 × 250 × 350 мм |
| Вместимость катушки | До 200 мм (с приводным штифтом) |
| Поддерживаемый диаметр проволоки | 1,0 и 1,2 мм (в комплекте двухканавочные ролики) |
| Охлаждение | Воздушное или жидкостное в зависимости от кабеля |
| Обслуживание | Регулярная очистка от пыли, проверка электрических соединений |
| Безопасность | Аварийная остановка не указана, но есть защита от перегрева, короткого замыкания |
| Гарантия | 2 года (запчасти и работа) |
| Доступные запасные части | Ролики, контактный наконечник, сопло, рукав и т.д. |
| Ремонтопригодность | Только квалифицированным персоналом |
Часто задаваемые вопросы - Exafeed 4L GYS
Вопросы пользователей о Exafeed 4L GYS
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство Exafeed 4L - GYS и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. Exafeed 4L бренда GYS.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Exafeed 4L GYS
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции использованием аппарата.
В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного подключения.
Прочтите инструкцию по эксплуатации сварочного источника перед тем, как использовать подающее устройство.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае неадекватного или опасного использования производитель не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
Хранение: от -20 до +55°C (от -4 до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря:
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖЕНИЯ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитным полям (особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения электрическим током. Защититесь сами и защитите окружающих. Соблюдайте следующие правила безопасности:

Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает все тело полностью.

Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.

Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от использования). Защитите ваши глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.

Носите наушники против шума, если сварочный процесс достигает звуковой уровень выше дозволенного. То же относится к людям, находящимся в сварочной зоне.
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор...).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет ответственности в случае несчастного случая.

Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки убедитесь, что она достаточно охладилась и подождите как минимум 10 минут перед началом работ. При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ

Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Также, следует очистить от жира детали перед сваркой.
Газовые баллоны должны быть складированы в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА

Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех взрывчатых или возгораемых веществ (масло, топливо, остаточные газы ...).
Шлифовальные работы не должны быть направлены в сторону источника или в сторону возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ

Газом, выходящим из газовых баллонов, можно задохнуться в случае его концентрации в помещении сварки (хорошо проветривайте). Транспортировка должна быть безопасной : при закрытых газовых баллонов и выключенном источнике. Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце. Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от вентиля и убедитесь, что
используемый газ соответствует методу сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ

Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он подключен к сети питания (горелки, зажимы, кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты, для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели повреждены, попросите квалифицированных и уполномоченных специалистов их заменить.
Размеры сечения кабелей (удлинитель и сварочный кабель) должны соответствовать применению.
Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь независимо от той среды, где вы работаете.
ЭЛЕКТРОМАГНИТНЫЕ ИЗЛУЧЕНИЯ

Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF). Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или оценка индивидуального риска для сварщика.
Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей сварщики должны следовать следующим указаниям:
• сварочные кабели должны находиться вместе, если возможно соедините их хомутом;
- ваше туловище и голова должны находиться как можно дальше от сварочной цепи;
- не обматывайте сварочные кабели вокруг вашего тела;
- ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону от вашего тела;
- закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки;
- не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока;
- не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки.

Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным источником тока.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ПОДАЮЩЕГО УСТРОЙСТВА
Подающее устройство имеет ручку(и) для переноски. Будьте внимательны: не недооценивайте вес аппарата. Рукоятка не может быть использована для строповки. Никогда не поднимайте газовый баллон и аппарат одновременно. Их транспортные нормы различаются.
Не переносить это оборудование над людьми или предметами.
Желательно снять бобину проволоки перед тем, как поднять или перенести подающее устройство.
Аппарат имеет неизолированные подъёмные кольца, которые предусмотрены исключительно для подъема и транспортировки подающего устройства, а не для строповки во время сварки. Если эти кольца используются во время сварки, то их нужно изолировать от земли здания.

Блуждающие сварочные токи могут разрушить заземляющие провода, повредить оборудование и электрические приборы и вызвать нагревание комплектующих, что может привести к пожару.
- Все сварочные соединения должны крепко держаться. Проверяйте их регулярно!
- Убедитесь в том, что крепление детали прочное и без проблем электрики!
- Соедините вместе или подвесьте все элементы сварочного источника, проводящие электричество, такие, как шасси, тележка и подъемные элементы, чтобы изолировать их!
- Не кладите на сварочный источник, на тележку или на подъемные элементы такие приборы, как дрели, точильные машинки и т.д., если они не изолированы1
- Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
УСТАНОВКА АППАРАТА
Необходимо соблюдать следующие правила :
- Подающее устройство должно быть использовано только, когда все люки закрыты.
- Поставьте подающее устройство на пол, максимальный наклон которого 10^ .
- Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
Оборудование имеет защиту IP23, что означает :
- Защиту от попадания в опасные зоны твердых тел диаметром ≥12,5мм и,
- Защиту против капель дождя, направленных под углом 60° относительно вертикали.
Это оборудование может быть использовано вне помещения соответственно степени защиты IP23.

Производитель GYS не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / СОВЕТЫ


- Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить ежегодное техобслуживание.
-
Отключите соединения между подающим устройством и источником тока и подождите 2 минуты перед тем, как приступить к техобслуживанию.
-
Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с помощью изолированного инструмента
- Регулярно контролируйте состояние соединительного шланга между подающим устройством и сварочным источником. В случае повреждения он должен быть заменен.
- Внимание! Если во время сварки используется иное подъёмно-транспортное средство, чем то, что рекомендовано производителем, то обеспечьте изоляцию между корпусом подающего устройства и подъёмно-транспортным средством.
- Подающее устройство должно быть использовано только, когда все люки закрыты.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник отключен от сети. Для получения оптимальных настроек изделия рекомендуется использовать сварочные кабели, поставляемые в комплектес устройством.

Риск ожогов, связанный с подвижными элементами!
Подающие устройства имеют подвижные элементы, в которые могут попасть руки, волосы, одежда или инструменты и таким образом привести к ранениям!
- Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
- Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы!
ОПИСАНИЕ ОБОРУДОВАНИЯ (FIG-1)
1- Подъёмные кольца 9- Коннектор подачи жидкости
2- Проход соединительного шланга 10- Коннектор подачи жидкости
3- Держатель бобины 11- Коннектор дистанционного управления
4- Подающий механизм 12- Коннектор управления соединительного шланга
5- Переключатель продувки газа и подачи проволоки
13- Коннектор для газа
6- Переносные ручки.
14- Коннектор мощности
7- Интерфейс человек/машина
15- Коннектор подачи жидкости
8- Разъем европейского типа
16- Коннектор подачи жидкости
ИНТЕРФЕЙС ЧЕЛОВЕК/МАШИНА (ІНМ) (РИС-2)
1- Индикатор напряжения
2- Индикатор скорости подачи / тока
3- Индикатор в Амперах
4- Индикатор м/мин
11- Индикатор режима индуктивности
12- Индикатор активности дистанционного управления
13- Индикатор блокировки панели управления
14- Кнопка блокировки панели управления
5- Индикатор перегрева 15-
6- Нарушение нормального функционирования 16- Индикатор 2Т
7- Колесико регулировки напряжения 17- Индикатор 4Т
8- Колесико настройки скорости подачи / индуктивности
9- Кнопка выбора индуктивности 19- Продувка газа
10- Индикатор режима скорости подачи 20- Подача проволоки
Кнопка выбора Режима / активации дистанционного управления
18- Индикатор Spot/Delay
ПИТАНИЕ - ВКЛЮЧЕНИЕ
Подающее устройство EXAFEED 4-L разработано для работы только с источником EXAGON 400 CC/CV (арт. 010925).
Соединение между этими двумя элементами осуществляется с помощью специально для этого предназначенного соединительного шланга из следующего списка :
| Охлаждение Длина Сечение Артикул | |||
| Воздух | 5m 70mm2 047587 | ||
| 10m | 70mm2 047594 | ||
| 95mm2 047600 | |||
| 15m | 95mm2 | 038349 | |
| 20m | 038431 | ||
| Жидкий электролит | 1.8m | 70mm2 037243 | |
| 5m 70mm2 047617 | |||
| 10m | 70mm2 047624 | ||
| 95mm2 047631 | |||
| 15m | 95mm2 | 038448 | |
| 20m | 038455 | ||
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
Подсоединение или отсоединение соединительного шланга между источником и подающим устройством обязательно должно производиться, когда источник не под напряжением.
Подключение соединительного шланга к подающему устройству:
- Откройте люк доступа к подключению соединительного шланга (FIG 1 - n°2)
- Пропустите соединительный шланг через круглое отверстие на задней стороне подающего механизма
- Закрепите соединительный шланг на корпусе подающего устройства, совершив 1/4 оборота в по часовой стрелке, затем заблокируйте его с помощью винта, который прилагается к шлангу.
- Произведите соединение.
Подключение соединительного шланга к источнику :
- Подключите зажим массы к положительному (+) или к отрицательному (-) коннектору подсоединения источника в зависимости от используемой проволоки.
- Подключите соединительный шланг к оставшемуся коннектору для подачи мощности
- Подключите коннектор управления соединительного шланга к гнезду на 10 штырей, расположенным между двумя коннекторами мощности источника.
УСТАНОВКА БОБИНЫ И ЗАПРАВКА ПРОВОЛОКИ (FIG-4)
- Снимите сопло с горелки (FIG-4, F), а также контактную трубку (FIG-4, E). • Откройте люк аппарата.
FIG-4, A :
- Установите бобину на держатель :
- Учитывайте присутствие ведущего пальца держателя бобины. Для установки бобины диаметром 200 мм максимально затяните держатель бобины.
- Отрегулируйте тормоз бобины (FIG-4, 2) так, чтобы при остановке сварки бобина по инерции не запутала проволоку. Не зажимайте слишком сильно. Это может привести к перегреву двигателя.
FIG-4, B :
- Установите подходящие ведущие ролики. К комплекте поставляются двухжелобчатые ролики для стали (1 и 1,2). Величина, которая читается на установленном ролике, должна соответствовать диаметру используемой проволоки. Для проволоки ∅ 1,2 нужно использовать желоб ∅ 1,2. Для сварки алюминия используйте подходящие ролики (желоб в форме U).
FIG-4, C :
Для замены проволоки действуйте следующим образом:
- Отвинтите колесики (FIG-4, 4) до предела и опустите их, вставьте проволоку, закройте подающий механизм. Затяните колесики следую указаниям.
- Включите мотор нажатием на кнопку горелки или поставив переключатель (FIG 1 - n°5) на положение замены проволоки.
- Выпустите проволоку из горелки примерно на 5 см и насадите на кончик горелки контактную трубку, подходящую для используемой проволоки (FIG-4, E), и сопло (FIG-4, F).
Примечание :

- Слишком узкий шланг может вызвать проблемы с подачей и перегревом двигателя.
- Коннектор горелки должен также быть хорошо затянут во избежание перегрева.
- Проверьте, чтобы ни проволока, ни бобина не касались механических блоков аппарата. В обратном случае существует опасность короткого замыкания.
ВЫБОР РЕЖИМА НА ИСТОЧНИКЕ
Нажмите несколько раз на кнопку источника, пока не загорится светодиод под символом. Оба экрана источника показывают --- и кнопки настройки дезактивированы, т.к. управление аппаратом переключено на интерфейс подающего устройства (FIG-2).
НАСТРОЙКА СВАРОЧНЫХ ПАРАМЕТРОВ
1. Настроить сварочное напряжение:
Отрегулировать сварочное напряжение с помощью левого колесика Ⓞ) соответственно выполняемым сварочным работам. Значение напряжения указано на левом экране.
2. Настроить скорость подачи:
Отрегулировать скорость подачи с помощью правого колесика соответственно выполняемым сварочным работам. Значение скорости подачи указано на правом экране.
3. Настроить индуктивность:
Удерживая кнопку 📂, поверните колесико справа 📋, световой указатель указывает относительную величину от -9 до +9. Чем меньше уровень индуктивности, тем больше дуга будет неэластичной и направленной. Чем выше уровень индуктивности, тем мячге будет дуга и тем меньше будет брызг.
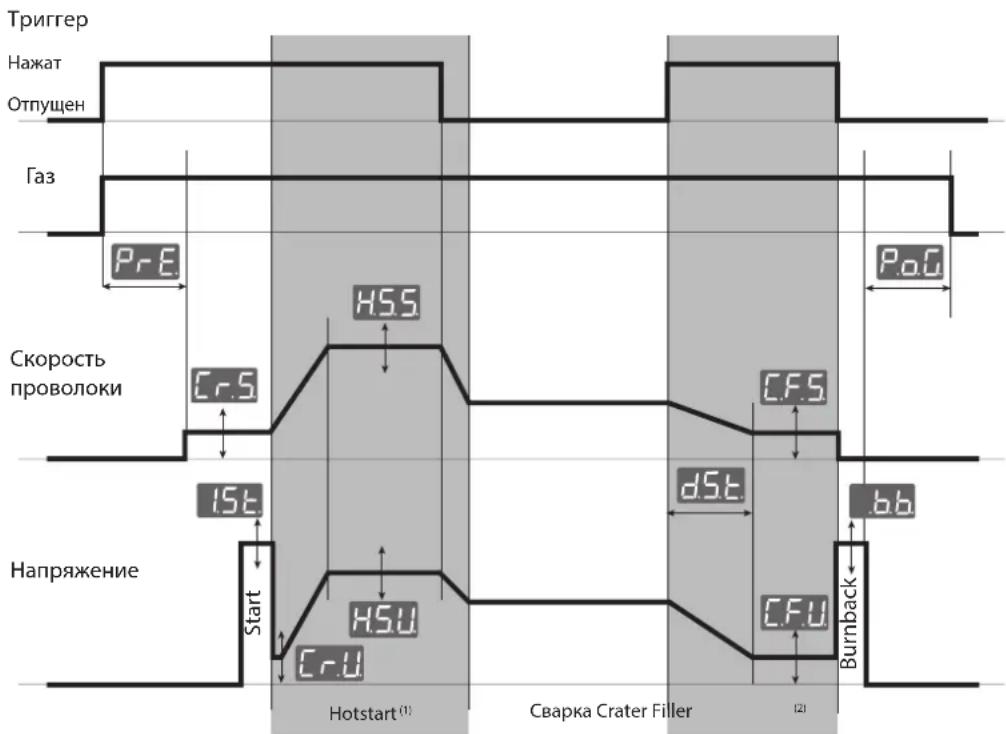
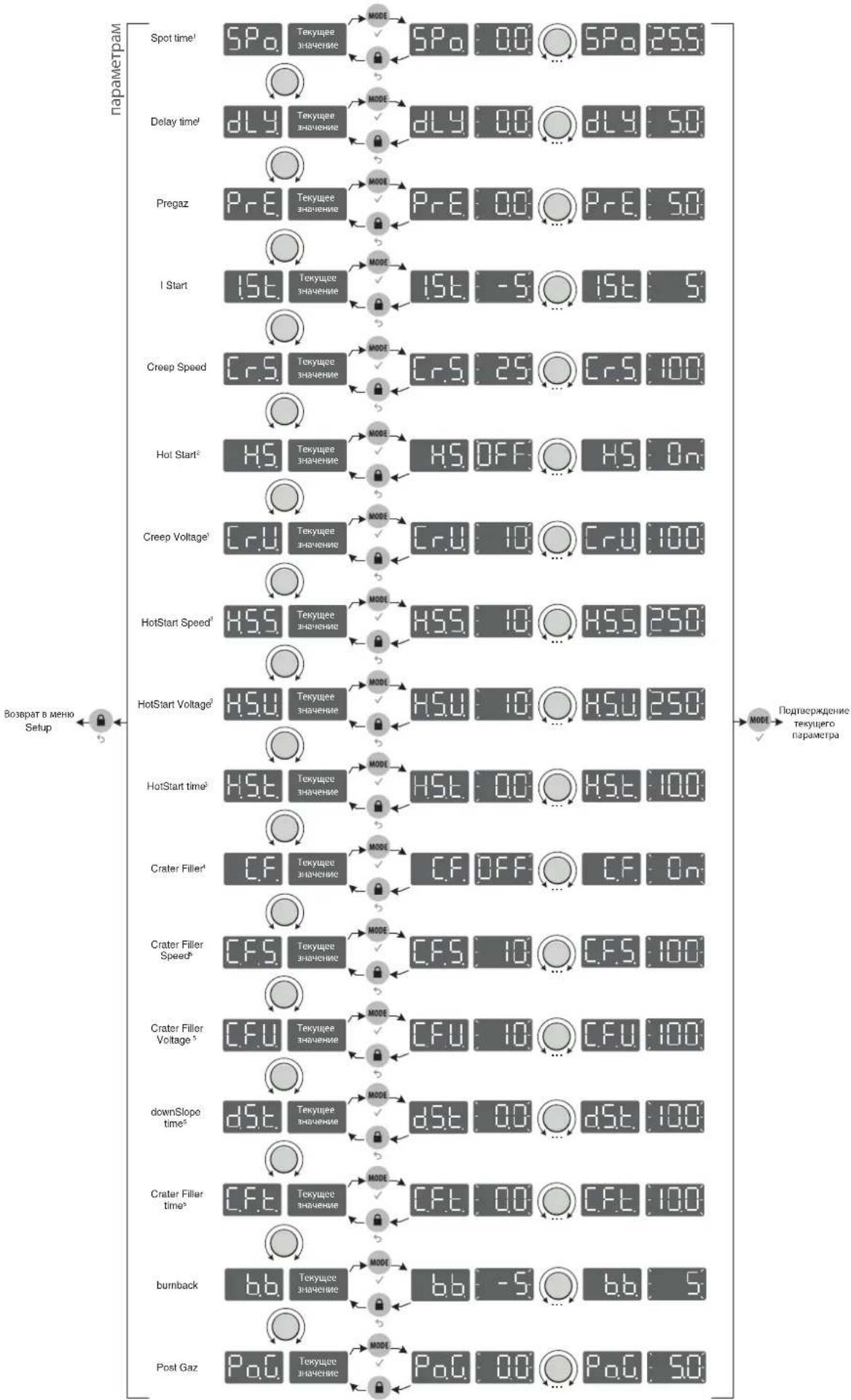
ДОСТУП К ДОПОЛНИТЕЛЬНЫМ ПАРАМЕТРАМ
См. главу «доступ к меню» для получения сведений о доступе к дополнительным параметрам.
SP_0 . (1) « SPot », продолжительность сварки (в секундах) в режиме Spot / Delay
dL4. (1) « DeLaY », продолжительность перерыва (в секундах) в режиме Spot / Delay
« PrEgaz » (Продувка газа перед началом сварки)», период времени (в секундах) между моментом нажатия на триггер и началом подачи проволоки, в течение которого идет газ.
156. « I Start », ток запуска (относительная шкала от -5 до +5), значение по умолчанию 0
« Creep Speed », скорость (в процентном выражении) подачи перед поджигом
H.S. (2) « Hot Start », включение / выключение параметров hotstart (On/Off)
(3) « Creep Voltage », напряжение (в процентном выражении) при поджиге
H5.5 (3) « HotStart Speed », скорость (в процентном выражении) во время Hotstart
HSU (3) « HotStart Voltage », напряжение (в процентном выражении) во время Hotstart
HSE. (3) « HotStart time », продолжительность (в секундах) этапа Hotstart
C.F. (4) « Crater Filler », включение / выключение функции заваривания кратера (On/off)
(5) « Crater Filler Speed », скорость (в процентном выражении) на этапе кратера
(5) « Crater Filler Voltage », напряжение (в процентном выражении) на этапе кратера
d5t (5) « downSlope time », продолжительность (в секундах) кривой, позволяющей перейти от сварочных параметров к параметрам этапа кратера
(5) « Crater Filler time », продолжительность (в секундах) этапа кратера
« burnback », энергия, позволяющая отсечь проволоку (относительная шкала от -5 до +5), значение по умолчанию 0
« Post Gaz », продолжительность (в секундах), когда идет газ после окончания сварки
(1): эти параметры появляются только когда выбран режим Spot / Delay.
(2): параметр Hotstart не доступен, когда выбран режим Spot / Delay.
(3) : эти параметры появляются только если параметр H.S. в положении « On ».
(4) : параметр CraterFiller не доступен, когда выбран режим Spot / Delay.
(5) : эти параметры появляются только если параметр C.F. в положении « On ».
ВЫВОД ЗНАЧЕНИЙ ТОКА / НАПРЯЖЕНИЯ ВО ВРЕМЯ СВАРКИ
Во время сварки аппарат замеряет и показывает текущие значения сварочного тока и напряжения. По окончанию сварку средние значения сварочного тока и напряжения мигают на экране в течении 30 секунд, но, как только будут использованы кнопки-переключатели на панели управления экран покажет настраиваемый сварочный параметр.
В зависимости от режима (короткое замыкание, капельный или струйный перенос), среднее напряжение может слегка уклоняться от заданного.
СОХРАНЕНИЕ И ВЫЗОВ ИЗ ПАМЯТИ СВАРОЧНЫХ ПРОГРАММ
Во время использования параметры автоматически сохраняются и восстанавливаются при следующем включении. Помимо текущих параметров возможно сохранить и вызвать из памяти сварочные программы.
Всего имеются 50 ячеек памяти.
Сохранению подлежат :
- напряжение, скорость подачи и индуктивность,
- дополнительные параметры.
- режим 2T / 4T / SPOT DELAY
Сохранить программу:

появится на экране, отпустите кнопки.
- Удерживать кнопки и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Поверните один из двух переключателей для вывода на экран PrG In. Подтвердите нажатием на кнопку
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Поверните колесико, чтобы выделить ячейку ЗУ, где программа будет сохранена. Подтвердите нажатием на кнопку
- Запоминание выполнено / выход из меню автоматический.


Вызвать существующую программу:

появится на экране, отпустите кнопки.
- Удерживать кнопки и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Поверните один из двух переключателей для вывода на экран Pro Out. Подтвердите нажатием на кнопку MODE.
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Повернуть одно из двух колесиков, чтобы выбрать ячейку ЗУ, содержащую нужную программу. Подтвердите нажатием на кнопку Вызов выполнен / выход из меню автоматический.

Функция быстрого вызова программ (Quick Load) :
Когда включена функция « Quick Load » пользователь может последовательно вызвать первые 10 программ коротким нажатием/отпусканием триггера. Количество программ регулируется от 2 до 50. (Пример: настройка на 5 позволит вызвать с помощью триггера программы от 1 до 05).
СВАРОЧНЫЕ ЦИКЛЫ
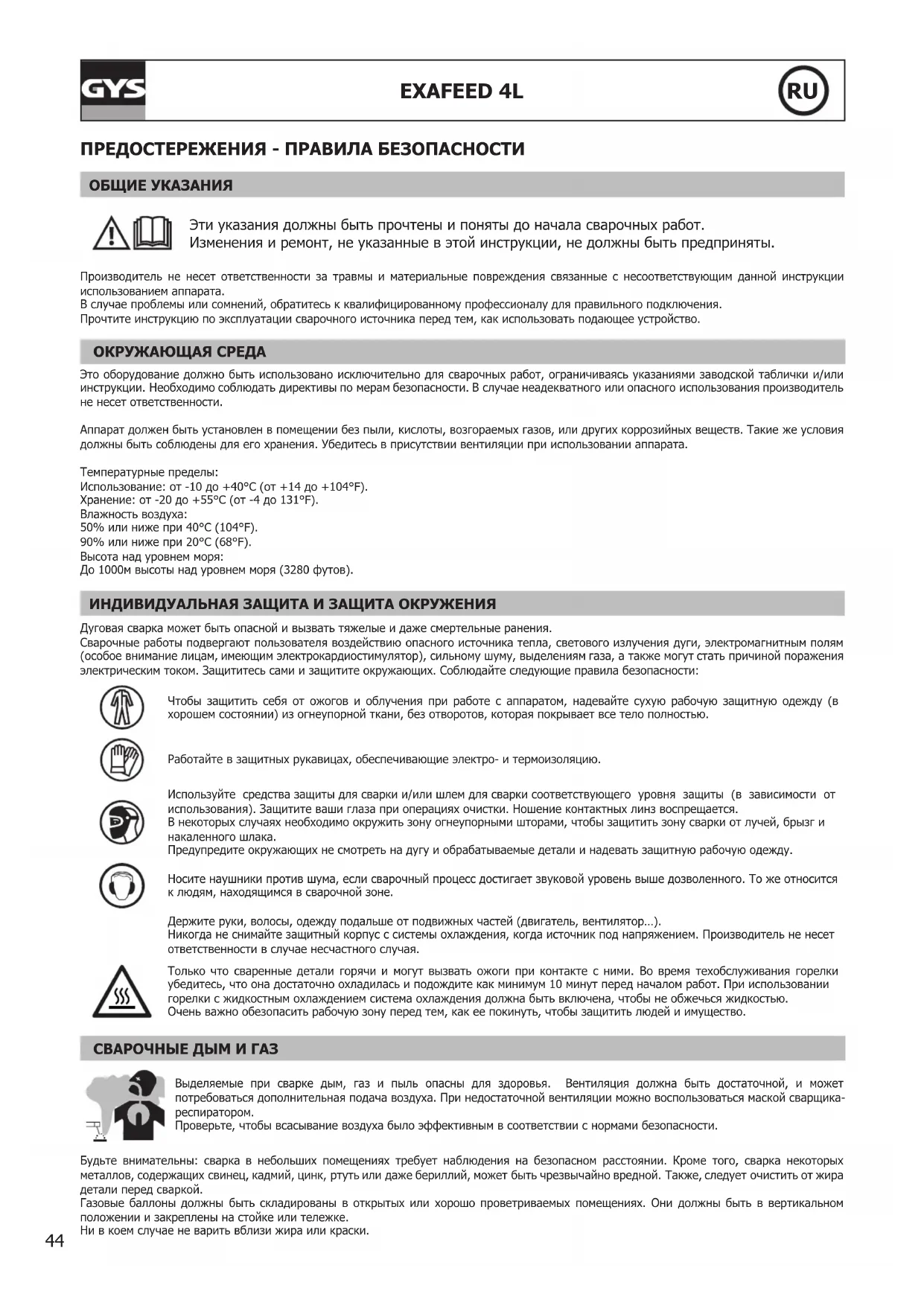
Режим 2Т:
text_image
Триггер Нажат Отпущен Газ PrE Скорость проволоки 1St Start HSS HSt HSU CrU Capka Crater Filler CFS dSt CFT CFU Burnback← Pog bb Capka Crater Filler (1) Capka Crater Filler (2)(1): если функция Hotstart выключена, то сварка начинается сразу после этапа поджига (Start).
(2) : если функция Crater Filler выключена, то проволока отжигается сразу после отпускания триггера.
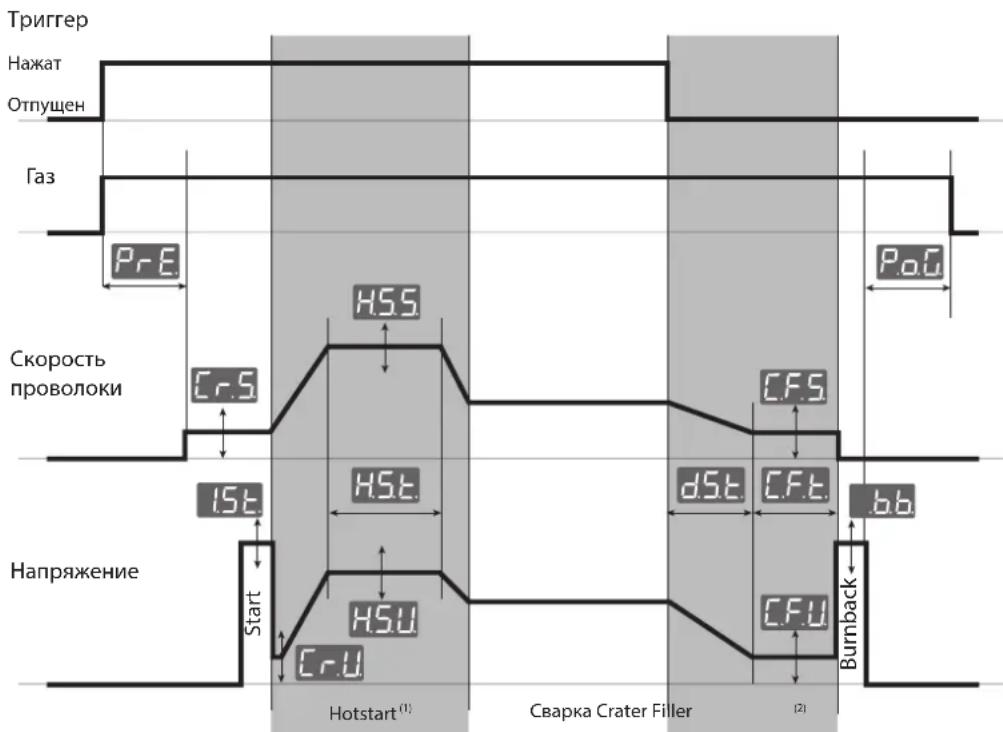
Режим 4Т:
Режим 4Т позволяет управлять различными временными этапами с помощью триггера. Поведение зависит от включения/выключения параметров Hotstart и Crater Filler.
text_image
Триггер Нажат Отпущен Газ PrE Скорость проволоки 1St Start HSS CrS HSU CrU Capka Crater Filler dSt CrS cF.U Burnback P.O bb Напряжение(1) : если функция Hotstart включена, то этап Hotstart длится до тех пора, пока продолжается нажатие на тригрер. Если функция Hotstart выключена, то этап предгаза длиться до тех пор, пока продолжается нажатие на тригрер (диаграмма не представлена).
(2) : Если функция Crater Filler включена, то этап Crater Filler длится до тех пора, пока продолжается нажатие на тригер. Если функция Crater Filler выключена, то этап postgaz длиться до тех пор, пока продолжается нажатие на тригер (диаграмма не представлена).
Режим Spot / Delay:
Spot / Delay - это режим 2T, позволяющий варить швы определенной продолжительности (параметр Spot выраженный в секундах), разделенные определенными интервалами (параметр Delay, выраженный в секундах). Если параметр Delay настроен на 0.0 секунд, то можно будет выполнить только один сварочный шов. Нужно будет отпустить триgger и снова нажать на него, чтобы перейти к следующему шву.
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Ручное дистанционное управление (арт. 047679) подключается к подающему устройству EXAFEED посредством коннектора (FIG-1, 5). Дистанционно управляется напряжение (1-ый потенциометр) и скорость подачи (2-ой потенциометр). Эти настройки становятся недоступны через интерфейс подающего устройства.
БЛОКИРОВКА СИСТЕМЫ УПРАВЛЕНИЯ
Эта функция позволяет заблокировать все кнопки панели управления во избежание случайной смены параметров.
Для этого нужно:
Нажмите в течение 3 сек. на кнопку 🔒, экран покажет Loc и затем вернется в величине значения тока. Загорится светодиод (FIG-2, n°13).
Все конпки дезактивированы, с помощью регуляторов можно настроить напряжение и скорость проволоки в определенных пределах (исходное значение +/- процент указанный в параметре «tol» (погрешность)) (см. инструкцию сварочного источника).
Для снятия блокировки заново нажмите в течение 3 секунд на кнопку , экран покажет и затем вернется к величине значения тока. Светодиод (FIG-2, n°13) погаснет.
ДОСТУП К МЕНЮ

flowchart
graph TD
A["SET UP"] --> B["+ MODE"]
B --> C["Отпускание кнопок"]
C --> D["Prog Out"]
D --> E["MODE"]
E --> F["Out 01 Out 50"]
F --> G["MODE"]
G --> H["Вызов параметров и выход из меню"]
D --> I["Prog In"]
I --> J["MODE"]
J --> K["In 01 In 50"]
K --> L["MODE"]
L --> M["Сохранение параметров и выход из меню"]
D --> N["Con FiG"]
N --> O["MODE"]
O --> P["Меню конфигурации"]
P --> Q["Выход из меню конфигурации"]
Q --> R["1"]
R --> S["Dоступ к дополнительным параметрам"]
S --> T["9L. Tekущее значение"]
T --> U["MODE"]
U --> V["9L. OFF 9L. 50"]
V --> W["MODE"]
W --> X["Подтверждение функции QuickLoad и возвращение в корневой раздел меню"]
T --> Y["tol. Текущее значение"]
Y --> Z["MODE"]
Z --> AA["tol. 00 tol. 100"]
AA --> AB["MODE"]
AB --> AC["Подтверждение параметра допускаемого отклонения и возвращение в корневой раздел меню"]
Y --> AD["Inl. Initiate"]
AD --> AE["MODE"]
AE --> AF["Inl. 3 1s 1s 2 1"]
AF --> AG["Перезагрузка всех параметров и всех режимов."]
flowchart
graph TD
A["Spot time"] --> B["SPa"]
C["Delay time"] --> D["dLy"]
E["Pregaz"] --> F["PrE"]
G["I Start"] --> H["1St"]
I["Creep Speed"] --> J["CrS"]
K["Hot Start²"] --> L["HS"]
M["Creep Voltage"] --> N["CrU"]
O["HotStart Speed³"] --> P["HS5"]
Q["HotStart Voltage³"] --> R["HSU"]
S["HotStart time³"] --> T["HSL"]
U["Crater Filler⁴"] --> V["CF"]
W["Crater Filler Speed⁵"] --> X["CFS"]
Y["Crater Filler Voltage⁶"] --> Z["CFU"]
AA["downSlope time⁷"] --> AB["dSt"]
AC["Crater Fillar time⁸"] --> AD["CFt"]
AE["burnback"] --> AF["bb"]
AG["Post Gaz"] --> AH["PaG"]
style A fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
style I fill:#f9f,stroke:#333
style K fill:#f9f,stroke:#333
style M fill:#f9f,stroke:#333
style O fill:#f9f,stroke:#333
style Q fill:#f9f,stroke:#333
style S fill:#f9f,stroke:#333
style U fill:#f9f,stroke:#333
style Y fill:#f9f,stroke:#333
style Z fill:#f9f,stroke:#333
style AA fill:#f9f,stroke:#333
style AB fill:#f9f,stroke:#333
style AC fill:#f9f,stroke:#333
style AD fill:#f9f,stroke:#333
style AE fill:#f9f,stroke:#333
style AH fill:#f9f,stroke:#333
(1) : параметры доступные только в режиме Sot / Delay
(2) : параметры не доступные в режиме Spot / Delay
(3) : параметры доступные только если включен Hotstart (H.S. на On).
(4) : параметры не доступные в режиме Spot / Delay
(5) : параметры доступные только если включен Crater Filler (C.F. на On)
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
- Любые поломки, вызванные транспортировкой.
- Нормальный износ деталей (Например : кабели, зажимы и т.д.).
- Случаи неправильного использования (ошибка питания, падение, разборка).
- Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....
- описание поломки.
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI





