
Exafeed 4L - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Exafeed 4L GYS als PDF.
| Produkttyp | Drahtvorschub für MIG/MAG-Schweißen |
| Marke | GYS |
| Modell | Exafeed 4L |
| Kompatibler Generator | EXAGON 400 CC/CV (Ref. 010925) |
| Schweißmodi | MIG/MAG mit Schutzgas |
| Betriebsmodi | 2T, 4T, Spot/Delay |
| Verfügbare Einstellungen | Spannung, Drahtgeschwindigkeit, Induktivität (-9 bis +9) |
| Erweiterte Parameter | Vor- und Nachgas, Hot Start, Kraterfüller, Burnback, Kriechgeschwindigkeit, usw. |
| Programmspeicher | 50 Schweißprogramme |
| Quick-Load-Funktion | Ja (sequentieller Programmabruf über Abzug) |
| Fernbedienung | Ja (Ref. 047679) – Einstellung von Spannung und Drahtgeschwindigkeit |
| Tastensperre | Ja (Schutz vor versehentlicher Verstellung) |
| Stromversorgung | Über den Generator EXAGON 400 (dediziertes Kabel) |
| Schutzart | IP23 |
| Betriebstemperatur | -10°C bis +40°C |
| Lagertemperatur | -20°C bis +55°C |
| Maximale Luftfeuchtigkeit | 50% bei 40°C / 90% bei 20°C |
| Maximale Höhe | 1000 m |
| Gewicht (geschätzt) | Ca. 15 kg |
| Abmessungen (L × B × H, geschätzt) | 450 × 250 × 350 mm |
| Spulenkapazität | Bis 200 mm (mit Mitnehmerstift) |
| Unterstützter Drahtdurchmesser | 1,0 und 1,2 mm (Doppelnutrollen im Lieferumfang) |
| Kühlung | Luft oder Flüssigkeit je nach Kabel |
| Wartung | Regelmäßige Entstaubung, Überprüfung der elektrischen Anschlüsse |
| Sicherheit | Not-Aus nicht spezifiziert, aber Schutz vor Überhitzung, Kurzschluss |
| Garantie | 2 Jahre (Teile und Arbeit) |
| Ersatzteile verfügbar | Rollen, Kontaktdüse, Düse, Schutzgasdüse, usw. |
| Reparierbarkeit | Nur durch qualifiziertes Personal |
Häufig gestellte Fragen - Exafeed 4L GYS
Benutzerfragen zu Exafeed 4L GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Exafeed 4L - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Exafeed 4L von der Marke GYS.
BEDIENUNGSANLEITUNG Exafeed 4L GYS
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m über NN (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Das Lichtbogen-Schweißen ist gefährlich und kann schlimme bzw. tödliche Verletzungen verursachen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch. Schützen Sie sich selbst und die Anderen. Respektieren Sie dafür die folgende Hinweise:

Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie bitte Handschuhe, die die thermische und elektrische Isolierung sichern.

Tragen Sie bitte Schweißschutzkleidung und/oder eine Maske mit einer genügenden Schutzstufe (je nach Anwendung). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Tragen Sie keine Kontaktlinsen.
Schirmen Sie den Schweißbereich bei erstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personenn müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutzmitteln ausgerüstet werden.

Bei Gebrauch des Schweißgerätes ensteht großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie Ihre Hände, Haare und Kleidungen von den mobilen Teilen (Lüfter) fern.
Entfernen Sie unter keinen Umständen das Gehäuse, wenn das Gerät am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schneiden sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden.
Lassen Sie den Brenner vor jeder Instandhaltung / Reinigung bzw. nach jedem Gebrauch unbedingt ausreichend abkühlen (min. 10 min). Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10 min weiterlaufen zu lassen, damit die Kühlfüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät). Verwenden Sie die Anlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen Sicherheitsstandards entspricht.
Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für brennbare Materialien beträgt mindestens 11 Meter. Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Schweißen Sie keine Behälter, die brennbare Materialen enthalten (auch keine Reste davon). Gefahr entflammbarer Gase. ACHTUNG! Behälter bzw. Rohre im Über- bzw. Unterdruck dürfen nicht geschweißt werden (Explosions- bzw. Implosionsgefahr)! Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialen.
DRUCKGASFLASCHEN

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gute belüftete Arbeits- und Lagerumgebung. Achten Sie darauf, dass die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sich z. B. mithilfe eines entsprechenden GAsflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang und schützen Sie sich vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen). Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jedweder Hitze-, Funken- und Flammenquelle. Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie nur zugelassene Teile wie Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss / Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Verwenden Sie nur die empfohlenen Sicherungen. Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann. Schweißen Sie nicht auf dem Boden oder auf feuchten Oberflächen.
Arbeiten bei Regen sind grundsätzlich verboten! Die elektrischen Kabel dürfen unter keinen Umständen in Kontakt mit Flüssigkeiten jedweder Art kommen. Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Ausschließlich qualifiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Brenner auszutauschen. Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden.
Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Beim Betrieb von Lichtbogenschweißanlagen kann es in einigen Fällen zu elektromagnetischen Störungen kommen. Der Schweißstrom produziert einen elektromagnetischen Feld herum die Schweißkreis und -Material.
Die elektromagnetische Felder können manche Medizinimplantate stören (z. B. Herzschrittmacher). Schutzmaßnehme müssen für die Personen, die Medizinimplantate tragen, ergriffen werden. Zum Beispiel, durch einen beschränkten Eingang oder eine Risikobewertung jedes einzelnes Schweißfachmanns.
Alle Schweißfachmänner sollen die folgende Maßnahmen verwenden, um die elektromagnetische Störungen abzuwiegeln.
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Stellen Sie Ihren Oberkörper und Ihren Kopf möglichst weit des Schweißstromkreises;
- Achten Sie darauf, dass sich die Kabel, der Brenner oder das Massekabel nicht um Ihren Körper wickeln;
- Stellen Sie sich nichts zwischen Masse- und Brennerkabel. Beide Kabel sollten steht auf einer Seite liegen.
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle, sitzen Sie bitte nicht auf die Schweißstromquelle und lehnen Sie nicht an der Schweißstromquelle.
- Schweißen Sie bitte nicht, wenn Sie die Schweißstromquelle oder den Drahtvorschubkoffer tragen.

Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
TRANSPORT
Der Drahtvorschubkoffer lässt sich dank seiner 2 Griffe auf der Kofferoberseite bequem heben. Unterschätzen Sie jedoch nicht dessen Eigengewicht! Da der Koffer über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen Verantwortung dafür Sorge zu tragen, dass Transport und Bewegung des Koffers sicher verlaufen (Achten Sie darauf das Gerät nicht zu kippen). Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
Der Drahtvorschubkoffer ist mit Kranösen ausgestattet, die ausschließlich für die Wartung des Koffers geeignet! Wenn sie beim Schweißen benutzt werden, müssen sie von der Erdung des Gebäude isoliert werden.

Unangemessene Schweißstrominstallationen können die Leitung zerstören, die Ausrüstung und Elektrogeräte beschädigen sowie die Überhitzung der Komponenten mit Brandgefahr verursachen.
- Sichern Sie sich regelmäßig, dass alle Schweißanschlüsse festgehalten sind!
- Stellen Sie fest, dass die Besfestigung des Werkstücks fest ist und keine Elektrofehler hat!
- Befestigen Sie oder hängen Sie alle elektrisch leitenden Teilen auf (wie z.B. das Gestell, der Fahrwagen sowie das Hebensystem), um die Isolierung zu sichern!
- Stellen Sie keine Bohrmaschine, keines Schleifgerät usw. auf das Schweißgerät, der Fahrwagen oder das Hebensystem hin, wenn sie nicht isoliert sind!
- Stellen Sie immer den Brenner oder den Elektrodenhalter auf eine isolierte Fläsche hin, wenn sie nicht benutzt werden!
AUFSTELLUNG
Befolgen Sie die folgenden Richtlinien:
- Der Drahtvorschubkoffer darf ausschließlich eingeschaltet werden, wenn alle Gitter zu sind.
- Stellen Sie das Gerät ausschließlich auf festen und ebenen Untergrund mit einer Neigung von nicht mehr als 10^ .
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Verwenden Sie das Gerät nicht in einer elektromagnetische Umgebung.
• Das Gerät ist konform IP23, d. h.:
- das Gerät ist vor dem Eindringen von Fremdkörpern mit einem Durchmesser ≥ 12,5 mm geschützt.
-das Gerät ist vor Eindringen von Sprühwasser (beliebige Richtungen bis 60° gegen die Senkrechte) geschützt.
Dieses Gerät ist für Außenanwendung gemäß der Schutzart IP23 geeignet.

Der Hersteller GYS haftet nich für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung ist empfohlen.
-
Der Drahtvorschubkoffer muss vom Schweißgerät getrennt sein. Lassen Sie eine 2 Min.-Wartungszeit, bevor Sie die Wartung des Koffers anfangen.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Techniker durchführen.
- Prüfen Sie regelmäßig den Zustand des Zwischenschlauchpaket. Wenn dieser beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
- Achtung! Falls Sie andere Kranösen als die von dem Hersteller empfohlene beim Schweißen benutzen, sorgen Sie für eine Isolierung zwischen dem Gehäuse des Koffers und den Kranösen.
- Den Drahtvorschubkoffer nur im geschlossenen Zustand einschalten!
Das Gerät darf auschließlich von qualifiziertem und geschultem Fachpersonal im ausgeschalteten und sicher vom Netz getrennten Zustand montiert werden. Es wird empfohlen, die mit dem Gerät mitgelieferten Schweißkabel zu verwenden, um die optimalen Produkteinstellungen zu erhalten.

Verletzungrisiko durch bewegliche Teile!
Die Drahtvorschübe besitzen bewegliche Teile, die Hände, Haare, Kleidung oder Werkzeug erfassen und so Verletzungen verursachen können!
- Fassen Sie keine beweglichen bzw. drehbaren Teile sowie Führungsteile an!
- Versichern Sie sich, dass die Abdeckung des Gehäuses oder die Sicherheitsabdeckungen im Betrieb stest geschlossen sind.
GERÄTESBESCHREIBUNG (ABB-1)
1- Kranösen 9- Wasseranschluss
2- Durchführung ZWP 10- Wasseranschluss
3- Drahtrolle-Aufnahmenute 11- Fernregleranschluss
4- Drahtvorschubmotor 12- ZWP-Steuerleitungsanschluss
5- Schalter Drahtvorschub mit/ohne Gas 13- Gasanschluss
6- Tragegriffe 14- Leistungsanschluss
7- Bedienfeld 15- Wasseranschluss
8- Eurozentralanschluss 16- Wasseranschluss
GERÄTESTEUERUNG (IHM) (ABB-2)
1- Anzeige Spannung 11- Signal-LED -Induktivitätmodus
2- Anzeige Drahtgeschwindigkeit/Strom
3- Signal-LED - Ampere
4- Signal-LED - m/min
5- Signal-LED - Überhitzung
6- Signal-LED Fehler im normalem Betrieb
7- Drehregler - Spannung
8- Drehregler - Drahtgeschwindigkeit/Induktivität
9- Drucktaste Induktivität
10- Signal-LED -Drahtgeschwindkeit
12- Signal-LED - Fernregler aktiviert
13- Signal-LED - Bedienfeldsperre
14- Drucktaste Bedienfeldsperre
15- Drucktaste Modus / Fernregler aktiviert
16- Signal-LED 2T
17- Signal-LED 4T
20- Drahtvorschub ohne Gas
VERSORGUNG - EIN- UND AUSSCHALTEN
Der Drahtvorschubkoffer funktioniert ausschließlich in Verbindung mit dem EXAGON 400 CC/CV (Art.-Nr. 010925).
Die beiden Geräte werden über ein spezielles Zwischenschlauchpaket miteinander verbunden - siehe die folgende Liste:
| Kühlung | Länge | Steuerkontakt | Art.-Nr. |
| Luft | 5m | 70mm2 | 047587 |
| 10m | 70mm2 | 047594 | |
| 95mm2 | 047600 | ||
| 15m | 95mm2 | 038349 | |
| 20m | 038431 | ||
| Wasser | 1.8m | 70mm2 | 037243 |
| 5m | 70mm2 | 047617 | |
| 10m | 70mm2 | 047624 | |
| 95mm2 | 047631 | ||
| 15m | 95mm2 | 038448 | |
| 20m | 038455 |
ANSCHLUSS UND HINWEISE
Anschluss und Trennen des Zwischenschlauchpakets darf nur ausgeschaltetem Schweißgerät erfolgen.
Anschluss des Zwischenschlauchpaket am Drahtvorschubkoffer:
- Öffnen Sie die Abdeckung zum Anschluss des Zwischenschlauchpakets (Abb 1 - Nr.2).
- Führen Sie das Zwischenschlauchpaket durch die Öffnung an der Rückseite des Drahtvorschubkoffers.
- Verriegeln Sie das Zwischenschlauchpaket durch eine Vierteldrehung im Uhrzeigersinn und Schrauben Sie es mit den mitgelieferten Schrauben fest.
- Führen Sie den Anschluss durch.
Anschluss des Zwischenschlauchpakets an der Schweißstromquelle:
- Verbinden Sie das Massekabel mit der positiven (+) oder negativen (-) Anschlussbuchse am Schweißgerät, je nach Drahttyp.
- Schließen Sie das Zwischenschlauchpaket mit der freien Anschlussbuchse.
- Verbinden Sie den Steuerleitungsanschluss des Zwischenschlauchpaket mit der 10-pol. Anschlussbuchse zwischen den beiden Schweißstrombuchsen.
MONTAGE DER DRAHTROLLE UND -FÜHRUNG (ABB-4)
- Entfernen Sie die Düse (Abb-4, F) sowie das Kontaktrohr (Abb-4, E) aus dem Brenner. Öffnen Sie die Abdeckung des Gerätes.
Abb-4, A :
- Positionieren Sie die Drahtrolle auf dem Drahtrollenhalter:
- Beachten Sie den Fixierdorn auf dem Drahtrollenhalter. Bei einer 200mm Drahtrolle sollte die Drahtrollenmutter bei der max. Einstellung montiert werden.
- Stellen Sie die Drahtrollenbremse ein (Abb-4, 2), diese verhindert beim Beenden des Schweißvorgangs, dass die Trägheit der Drahtrolle den Draht aufrollt. Ziehen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
Abb-4, B :
- Montieren Sie die zum Draht passenden Drahtführungsrollen. Die mitgelieferten Drahtführungsrollen für Stahl besitzen eine doppelte Nut (1 und 1,2mm). Die sichtbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. Für einen ∅ 1,2 Draht benutzen Sie die ∅ 1,2mm Nut. Zum Aluminiumschweißen benötigen Sie spezielle Drahtführungsrollen (U-Form Nut).
Abb-4, C :
Beachten Sie beim Austausch des Drahts folgende Hinweise:
- Drehen Sie die Drahtandrucksrollen auf und klappen Sie diese nach vorne (ABB-4, 4), legen Sie den Draht ein. Schließen Sie die Klappe am Drahtvorschubmotor und verriegeln Sie den Motor, gemäß den Hinweisen.
- Den Motor mit einem Druck auf den Brennertaster oder mit dem Schalter (ABB-1, 5) auf die Position «Drahtwechsel» einschalten.
- Lassen Sie den Motor laufen, bis der Draht etwa 5cm aus dem Brenner herausragt, schrauben Sie dann ein passendes Kontaktrohr und Düse auf den Brennerkopf (ABB-4, F).
Hinweis:

- Eine falsche Drahtführungsseele verhindert den gleichmäßigen Drahtvorschub und kann zu einer Überhitzung des Motors führen.
- Der Brenner muss korrekt im Anschluss verschraubt sein, um erhöhte Übergangswiderstände und Überhitzung zu vermeiden.
- Der Draht und die Spule dürfen nicht mit der Mechanik des Gerätes in Kontakt kommen, andernfalls besteht die Gefahr eines Kurzschlusses.
MODUSAUSWAHL AN DER STROMQUELLE
Drücken Sie mehrmals die MPDEaste bis die LED unter dem -Zeichen leuchtet. Die beiden Anzeige an der Stromquelle zeigen --- und die Drehregler sind deaktiviert. Die Einstellung der Parameter erfolgt jetzt mit dem Bedienfeld des Drahtvorschubkoffers (ABB-2).
SCHWEISSEINSTELLUNGEN
1. Einstellen des Schweißstroms:
Stellen Sie den Schweißstrom mit dem linken Drehregler (ein). Der eingestellte Wert wird im linken Display angezeigt.
2. Einstellen der Drahtgeschwindigkeit:
Stellen Sie die Drahtgeschwindigkeit mit dem rechten Drehregler ein. Der eingestellte Wert wird im rechten Display angezeigt.
3. Einstellen der Induktivität:
Halten Sie die Taste m gedrückt und drehen Sie den rechten Drehregler, die Anzeige zeigt einen Wert zwischen -9 und +9. Je kleiner die Induktivität ist, desto härter und stabiler ist der Lichtbogen. Je höher die Induktivität, desto weicher ist der Lichtbogen mit weniger Spritzern.
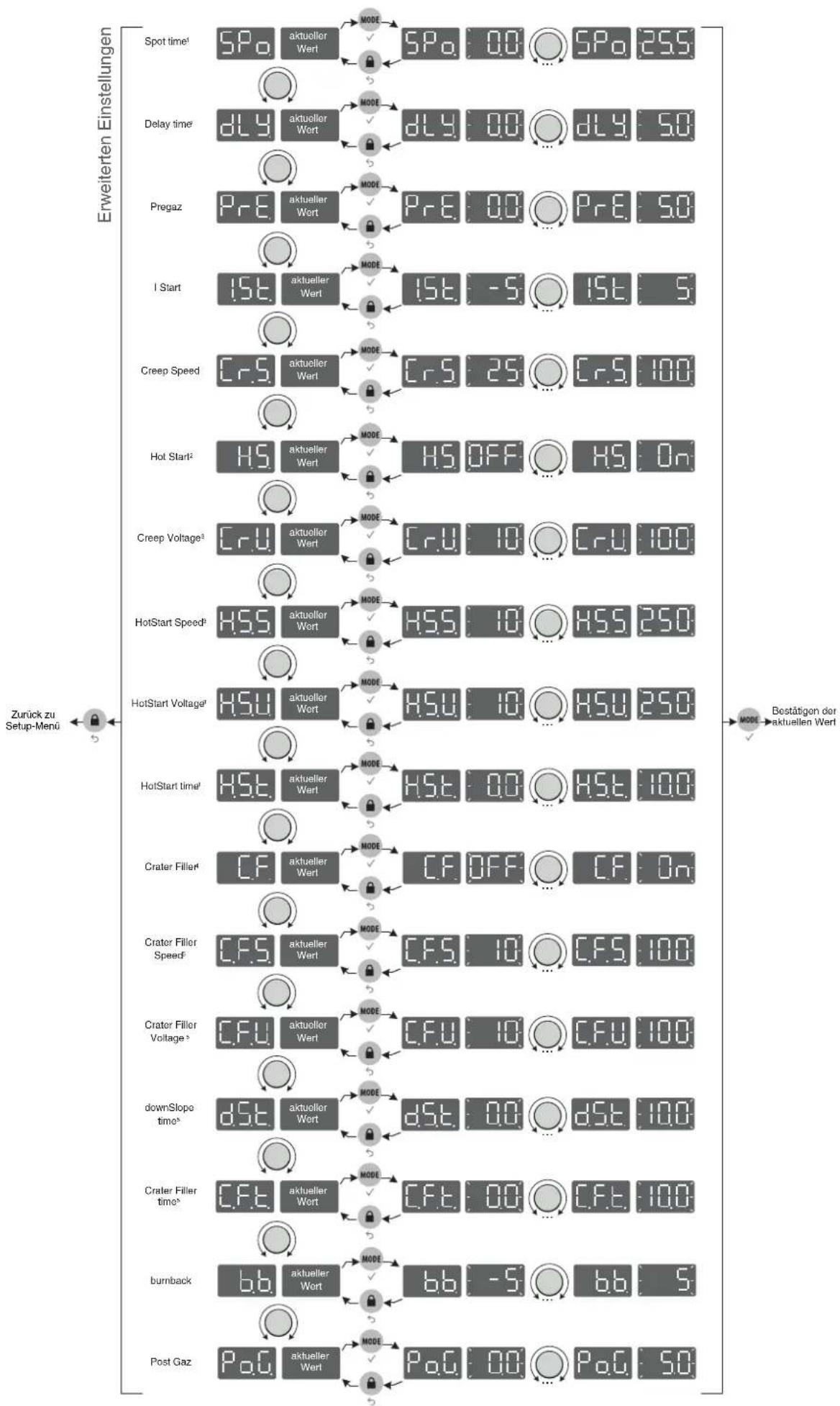
ERWEITERTE EINSTELLUNGEN
Im Abschnitt «Menüzugang» ist der Zugang zu den zu den erweiteren Einstellungen beschrieben.
SP_o (1) « SPot », Schweißzeit (in Sekunden) im Spot und Spot Delay Modus.
dLY. (1) « DeLaY », Pause (in Sekunden) im Spot Delay Modus.
« PrEgaz », Vorströmung, Zeit (in Sekunden) zwischen Druck auf den Brennertaster und Einsetzen des Drahtvorschub, während dieser Zeit strömt Gas aus.
15. « I Start », Startstrom zwischen -5 und +5. Der Standardwert ist 0.
C.5. « Creep Speed », Drahtvorschub (in Prozent) vor dem Zünden.
HS (2) « Hot Start », Aktivierung/ Deaktivierung der HotStart Einstellungen (On/Off).
(3) « Creep Voltage », Zündspannung in Prozent.
HSS (3) « HotStart Speed », Erhöhte Drahtgeschwindigkeit während der HotStart-Phase in Prozent
HSN (3) « HotStart Voltage », Erhöhte Spannung während der HotStart-Phase in Prozent.
HSF (3) « HotStart time », Zeit (in Sekunden) der HotStart-Phase.
(4) « Crater Filler », Aktivierung/ Deaktivierung der Funktion Endkraterfüllen (On/off).
(5) « Crater Filler Speed », Drahtgeschwindigkeit in der Endkraterfüllphase in Prozent.
(5) « Crater Filler Voltage », Schweißspannung in der Endkraterfüllphase in Prozent.
dSt (5) « downSlope time », Zeit (in Sekunden) des Übergangs zwischen den Schweiß- und Endkraterfülleneinstellungen.
(5) « Crater Filler time », Zeit (in Sekunden) der Endkraterfüllphase.
« burnback », Energiespeicher zum Schneiden des Drahts -5 und +5. Der Standardwert ist 0.
« Post Gaz », Nachströmung, Zeit (in Sekunden) in der nach Loslassen des Brennertasters Gas nachströmt.
(1) : Diese Einstellungen sind nur im Spot/Delay-Modus wählbar.
(2): Die HotStart-Einstellung ist im Spot/Delay-Modus nicht aktiviert.
(3): Diese Einstellungen sind nur bei aktiviertem HotStart (On) wählbar.
(4) : Die CraterFiller-Einstellung sind im Spot/Delay-Modus deaktiviert.
(5) : Diese Einstellungen sind nur bei aktivierter «CraterFiller-Einstellung» (On) wählbar.
ANZEIGE STROM/SPANNUNG BEIM SCHWEISSEN
Beim Schweißen misst und zeigt der Generator die aktuellen Schweißstrom- und Spannungwerte an. Nach dem Schweißen werden die Mittelwerte für Schweißstrom- und Spannung dreißig Sekunden lang angezeigt. Werden die Einstellungen verändert, erscheinen die eingestellten Werte angezeigt. Je nach Modus (Kurzschluss, Tropfen- oder Sprühlichtbogen) können die eingestellte Spannung und der Mittelwert verschieden sein.
AUFRUFEN UND SPEICHERN VON SCHWEISSPARAMETERN
Die verwendete Parametern werden automatisch gespeichert und beim nächsten Einschalten aufgerufen. Weitere Parametern können gespeichern und aufgerufen werden.
Sie können bis 50 Einstellungen speichern.
Abgespeichert werden:
- die Spannung, die Drahtgeschwindigkeit und die Induktivität
- die erweitere Einstellungen.
- Modus 2T / 4T / SPOT DELAY
Einen Parameter speichern:
- Drücken Sie die Taste und drei Sekunden lang. Sobald erscheint, die Tasten loslassen.
- Drehen Sie einen Drehregler bis Fangezeigt wird, Bestätigen mit einem Druck auf die Taste.
- In der Anzeige blinkt eine Speicherplatznummer (01 bis 50).
- Drehen Sie den Drehregler um einen anderen Speicherplatz auszuwählen. Bestätigen bei einem Druck auf die Taste
- Die Parameter sind gespeichert. Sie verlassen das Menü automatisch.
MODE
Parameter aufrufen:
- Drücken Sie die Taste und drei Sekunden lang. Sobald erscheint, die Tasten loslassen.
- Drehen Sie einen Drehregler bis angezeigt wird. Bestätigen mit einem Druck auf die Taste .
- In der Anzeige blinkt eine Speicherplatznummer (01 bis 50).
- Wählen Sie mit dem Drehregler den Speicherplatz aus. Bestätigen Sie mit einem Druck auf die Taste Die Parameter sind geladen. Sie verlassen das Menü automatisch.



Schnelle-Wiederherstellungs-Funktion (Quick Load) :
Wenn die Funktion 9L « Quick Load » aktiviert ist, kann der Benutzer seine Programm mit einem kurzen Druck/Nachlassen der Taste sequenziell wiederherstellen. Die Anzahl der Programme ist von 2 bis 50 einstellbar, (z.B. die Einstellung 5 kann die Programme von 01 bis 05 wiederherstellen).
SCHWEISSZYKLEN
2T Modus :
other
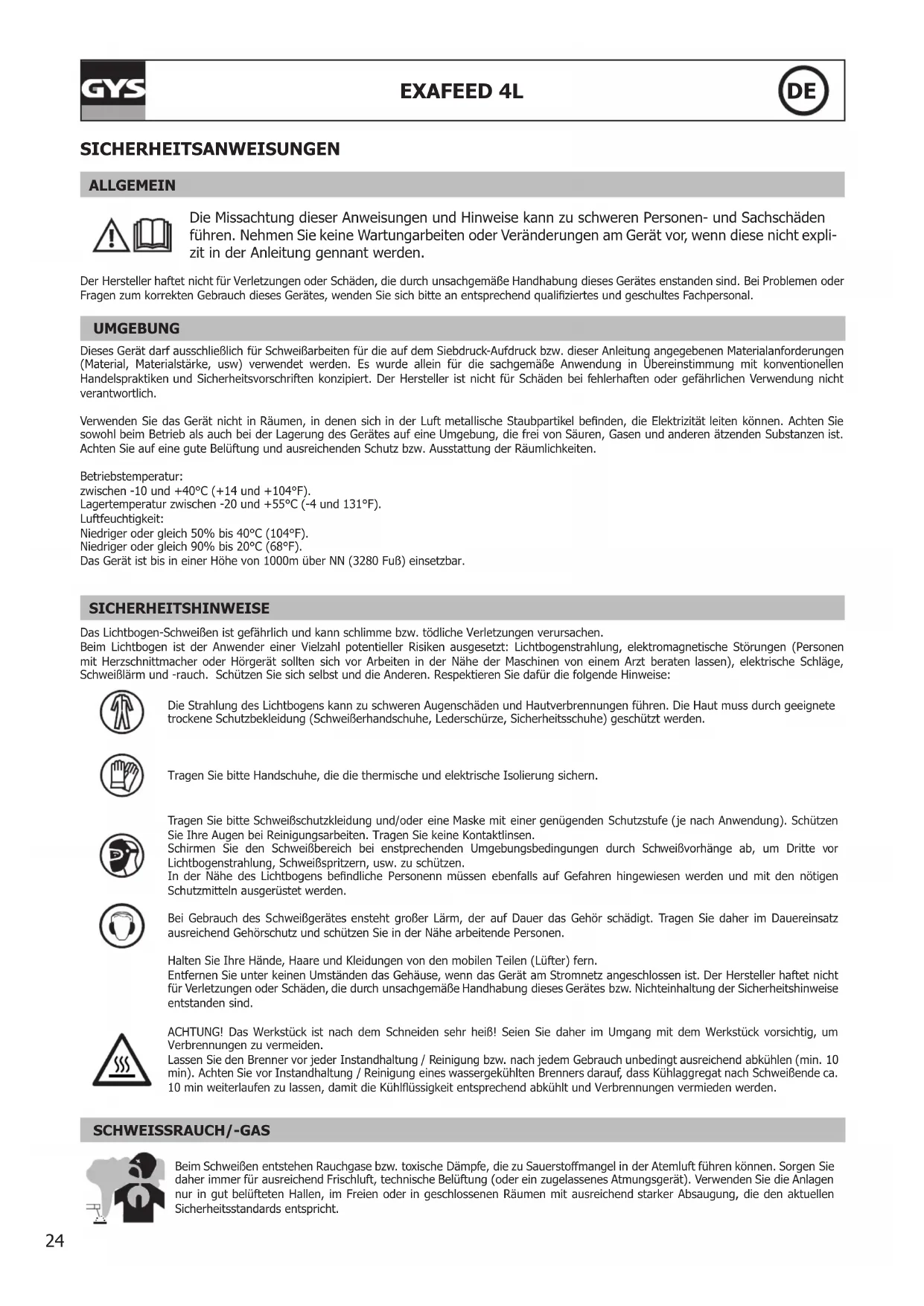
| Event | Start | Hotstart (1) | Schweißen Crater Filler (2) | |-------|-------|--------------|-----------------------------| | Gedeckt | - | - | - | | Losgelassen | - | - | - | | Gas | - | - | - | | Draughtgeschwindigkeit | Cr.S | HSS | cFs | | Spannung | 1st | HSt | dSt | | Burnback | - | - | cFt | | - | - | - | bb | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - | | - | - | - | - |(1) : Ist die HotStart-Funktion aktiviert, startet das Schweißen direkt nach dem Zünden.
(2) : Ist die Crater Filler-Funktion deaktiviert, erlischt der Lichtbogen beim Loslassen des Tasters.
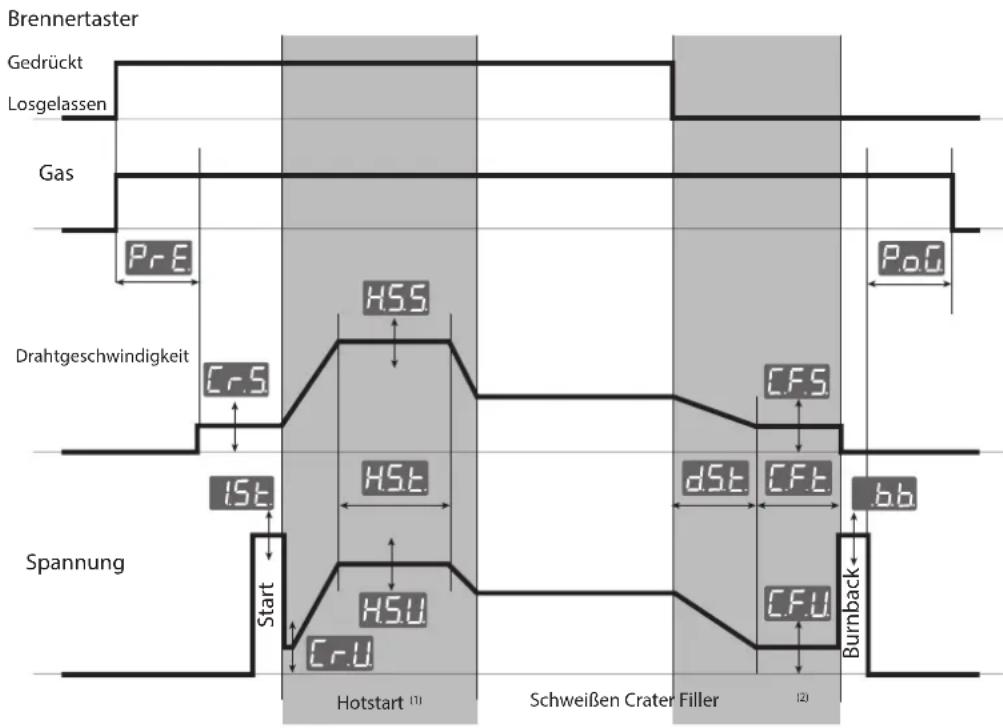
4T Modus :
Im 4 T Modus können verschiedene Parameter mit dem Taster aktiviert werden. Die zur Verfügung stehenden Parameter sind abhängig vom Status der Hotstart- und Crater Filler-Funktion.
(1) : Ist die HotStart-Funktion aktiviert, dauert die HotStart-Phase solange der Taster gedrückt wird. Bei deaktivierter HotStart-Funktio dauert die Gasvorströmung so lange der Taster gedrückt wird (keine graphische Darstellung).
^(2) : Ist die Crater Filler-Funktion aktiviert dauert die Crater Filler-Phase solange der Taster gedrückt wird. Bei deaktivierter Crater Filler-Funktion dauert die Gasnachströmung solange der Taster gedrückt wird (keine graphische Darstellung).
Im Spot/Delay-Modus (2T-Modus) werden Schweisspunkte einer bestimmten Zeit (Parameter Spot in Sekunden angegeben) in festgelegten Zeitabständen (Parameter Delay in Sekunden angegeben) geschweißt. Ist der Parameter Delay auf 0,0 Sekunden eingestellt, wird eine konstante Schweissnaht geschweißt. Mit Loslassen und Drücken des Tasters wird mit der nächsten Naht begonnen.
FERNREGLER
Am Anschluss (ABB-1, 5) am Drahtvorschubkoffer EXAFEED kann ein Handfernregler (Art. 047679) angeschlossen werden. Mit dem Fernregler kann die Spannung (1. Drehregler) und die Drahtgeschwindigkeit (2. Drehregler) nachgeregelt werden. Bei angeschlossenem Fernregler können die Werte nicht am Bedienfeld des Drahtvoschubkoffers geändert werden.
BEDINFELDSPERRUNG
Das Bedienfeld kann zum Schutz der Einstellungen gesperrt werden.
Aktivierung:
Drücken Sie die Taste für drei Sekunden, die Anzeige zeigt und dann wieder den Schweißstrom an. Die LED (ABB-2, n°13) leuchtet. Alle Tasten sind deaktiviert. Mit den Drehreglern ist eine Anpassung von Spannung und Drahtgeschwindigkeit (Initialwert +/- Parameter „tol“ in Prozent) möglich (s. Betriebsanleitung der Schweißstromquelle).
Drücken Sie für drei Sekunden die Taste um die Sperrung des Bedienfelds aufzuheben. Die Anzeige zeigt Un Loc und dann wieder den Schweißstrom an. Die LED (ABB-2, n°13) ist aus.
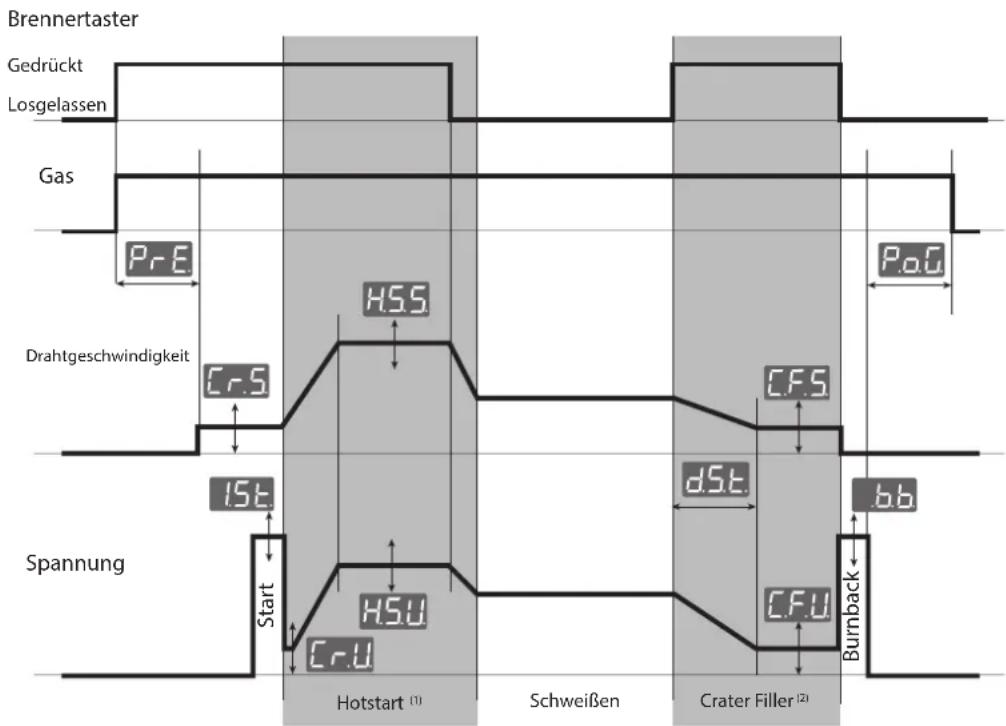
MENÜZUGANG
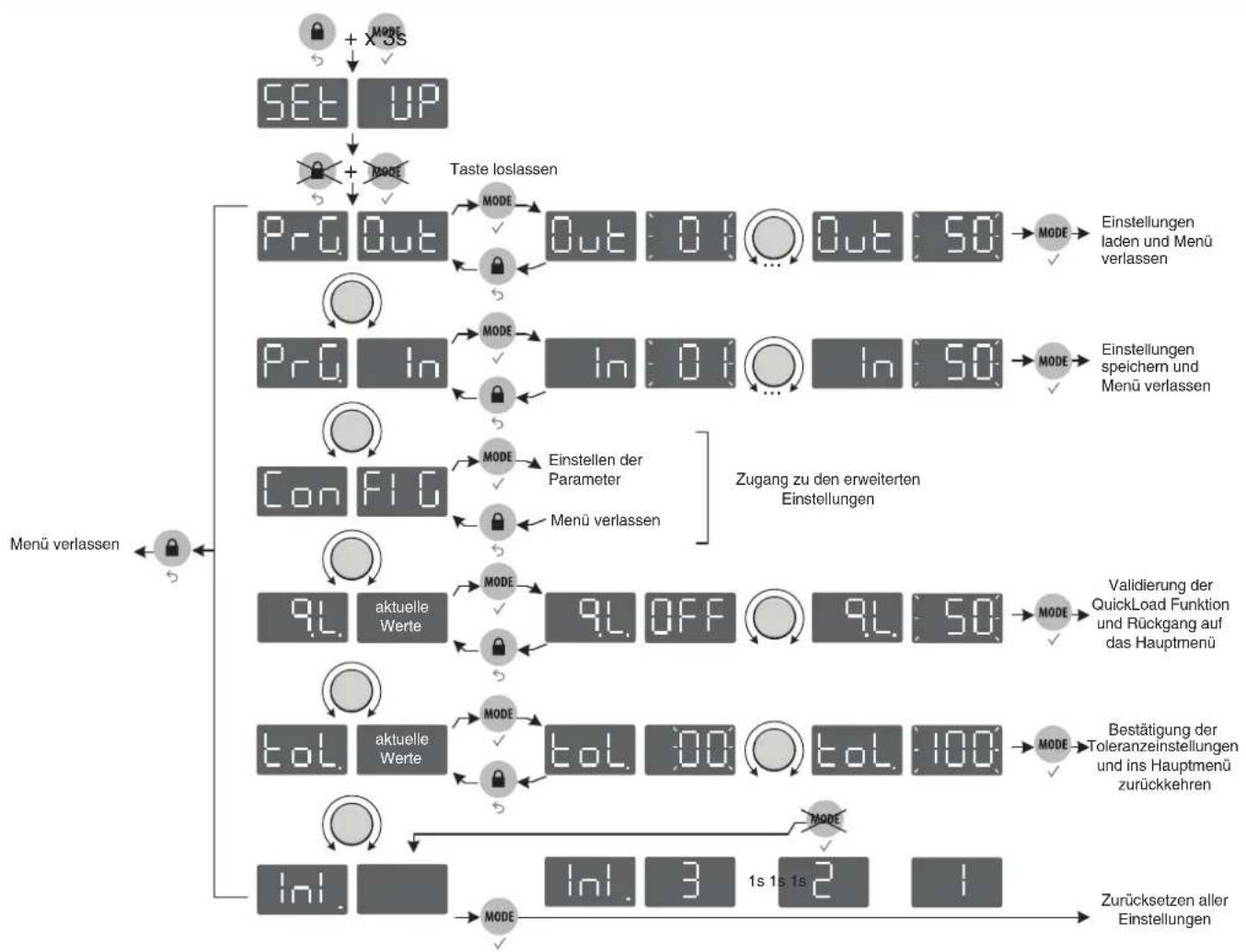
flowchart
graph TD
A["SET UP"] --> B["+ MODE + MODE"]
B --> C["Taste loslassen"]
C --> D["PRO OUT"]
D --> E["MODE"]
E --> F["Out 01"]
E --> G["Out 50"]
F --> H["MODE"]
H --> I["In 01"]
H --> J["In 50"]
I --> K["MODE"]
K --> L["Einstellungen laden und Menü verlassen"]
L --> M["End"]
D --> N["PRO In"]
N --> O["MODE"]
O --> P["In 01"]
O --> Q["In 50"]
P --> R["MODE"]
R --> S["Einstellungen speichern und Menü verlassen"]
S --> T["End"]
D --> U["Con FIG"]
U --> V["MODE"]
V --> W["Einstellen der Parameter"]
V --> X["Menü verlassen"]
W --> Y["Mode"]
Y --> Z["9L aktuelle Werte"]
Z --> AA["MODE"]
AA --> AB["9L OFF"]
AA --> AC["9L 50"]
AB --> AD["9L 50"]
AD --> AE["Valdierung der QuickLoad Funktion und Rückgang auf das Hauptmenü"]
AE --> AF["MODE"]
AF --> AG["Bestätigung der Toleranzeinstellungen und ins Hauptmenü zurückkehren"]
AG --> AH["End"]
U --> AI["tol. aktuelle Werte"]
AI --> AJ["MODE"]
AJ --> AK["tol. 100"]
AJ --> AL["tol. 100"]
AK --> AM["MODE"]
AM --> AN["3s 1s 2"]
AM --> AO["Zurücksetzen aller Einstellungen"]
AN --> AP["Inl."]
AP --> AQ["MODE"]
AQ --> AR["Inl. 3"]
AQ --> AS["1s 1s 2"]
AQ --> AT["Zurücksetzen aller Einstellungen"]
bar
Erweiterten Einstellungen | Category | State | Mode | Value | | :--- | :--- | :--- | :--- | | Spot time¹ | SpO | aktueller Wert | 5Po: 0.0 5Po: 25S | | Delay time² | dLY | aktueller Wert | dLY: 0.0 dLY: 5.0 | | Pregaz | Pre | aktueller Wert | Pre: 0.0 Pre: 5.0 | | I Start | 1St | aktueller Wert | 1St: -5 1St: 5 | | Creep Speed | CrS | aktueller Wert | CrS: 25 CrS: 100 | | Hot Start² | HS | aktueller Wert | HS: OFF HS: On | | Creep Voltage³ | CrU | aktueller Wert | CrU: 10 CrU: 100 | | HotStart Speed⁴ | HSS | aktueller Wert | HSS: 10 HSS: 250 | | HotStart Voltage⁵ | HSU | aktueller Wert | HSU: 10 HSU: 250 | | HotStart time⁶ | HSL | aktueller Wert | HSL: 0.0 HSL: 100 | | Crater Filler⁷ | CF | aktueller Wert | CF: OFF CF: On | | Crater Filler Speed⁸ | CF.S | aktueller Wert | CF.S: 10 CF.S: 100 | | Crater Filler Voltage⁹ | CF.U | aktueller Wert | CF.U: 10 CF.U: 100 | | downsLotope time⁰ | dST | aktueller Wert | dST: 0.0 dST: 100 | | Crater Filler time⁰⁹ | C.F.T.(1): Parameter nur im Spot/Delay-Modus zugänglich
(2) : Parameter im Spot / Delay Modus nicht verfügbar
(3) : Parameter nur bei aktiviertem Hotstart wählbar (H.S. auf On)
(4) : Parameter im Spot / Delay Modus nicht verfügbar
(5) : Parameter nur bei aktivierter Crater Filler-Funktionwählbar (C.F. auf On) zugänglich
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID





