Autopulse 320T1 - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Autopulse 320T1 GYS als PDF.
| Produkttyp | Synergische MIG/MAG-Halbschweißmaschine |
| Marke | GYS |
| Modell | Autopulse 320T1 |
| Stromversorgung | 400 V Drehstrom (50-60 Hz) oder 208-240 V Drehstrom je nach Version |
| Max. Schweißstrom | 320 A (geschätzt basierend auf der Referenz) |
| Einschaltdauer | Variabel je nach Strom, bis zu 60% bei 320 A (Zyklus 10 min, 40°C) |
| Unterstützte Drahtdurchmesser | Stahl: 0,6 bis 1,2 mm; Edelstahl: 0,8 bis 1,2 mm; Aluminium: 0,8 bis 1,2 mm; CuSi/CuAl: 0,8 bis 1,2 mm |
| Schweißarten | Synergisches MIG/MAG, Modi: Standard, Gepulst, Cold Pulse, Manuell, Punkten (Spot/Delay) |
| Schutzgas | Ar+CO2 (Stahl/Edelstahl), Reines Argon (Aluminium, Löten) |
| Gasdurchfluss | 8-15 L/min (Stahl), 15-20 L/min (Alu), 12-15 L/min (gepulst) |
| Kühlung | Lüftergekühlt (Luft) |
| Schutzart | IP23 |
| Betriebstemperatur | -10°C bis +40°C |
| Lagertemperatur | -20°C bis +55°C |
| Konnektivität | USB-Anschluss für Updates und Datentransfer |
| Benutzeroberfläche | IHM-Bildschirm mit Drehreglern und Drucktasten |
| Sicherheitsfunktionen | Thermoschutz, Überspannung/Unterspannung, Erdschlusserkennung, Interfaceverriegelung |
| Wartung | Regelmäßige Entstaubung, Überprüfung der Anschlüsse, Kalibrierung des Drahtvorschubs |
| Übliche Ersatzteile | Push-Pull-Brenner, Spool-Gun, Rollen, Führungen, Kontaktrohre, Düsen |
| Garantie | 2 Jahre Teile und Arbeit (ausgenommen Verschleiß und Fehlgebrauch) |
| Ungefähres Gewicht | ~35 kg (Schätzung) |
Häufig gestellte Fragen - Autopulse 320T1 GYS
Benutzerfragen zu Autopulse 320T1 GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Autopulse 320T1 - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Autopulse 320T1 von der Marke GYS.
BEDIENUNGSANLEITUNG Autopulse 320T1 GYS
RACCORD GAZ / GAS FITTINGS / GASANSCHLUSS / CONEXION DE GAS / ΓΑ3OBOE COΕΝΗΝΗ / GAS AANSLUITING / COLLEGAMENTO GAS
T1T3
WARNINGEN - SICHERHEITSREGELN
ALLGEMEIN

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannot werden.
Der Hersteller haftet nicht fur Verletzungen oder Schaden, die durch unsachgemäß Handhabung these Gerätes entstanden sind.
Bei Problamen oder Fragen zum korrekten Gebrauch these Gerates, wenden Sie sichitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerat dar auschließlich fur Schweibardeen fur die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw.) verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei falscher oder gefährlicher Verwendung verantwortlich.
L'installation doit etre utilisée dans un local sans poussiere, ni acide, ni gaz inflammable ou autres substances corrosives. Il en est de meme pour son stockage. Achten Sie auf eine gute Beluftung und ausreichenden Schutz bzw. Ausstattung der Raimlichkeiten.
Betriebstemperatur:
Verwendung zwischen -10 und +40^ (+14 und +104^)
Lagertemperatur zwischen -20 und +55^ (-4 und 131^ ).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40^ (104^)
Niedriger oder gleich 90% bis 20^ (68^)
Höhe:
Das Gerat ist bis in einer Höhe von 1000 m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweifen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogenschweifen ist der Anwender einer Vielzahl potenzieller Risiken ausgesetzt: gefährlicher Hitze, Lichtbogenstrahlung, elektronische Störungen (Personen mit Herzschrittmacher oder Hörgerät sollenn sich vor Arbeiten in der Nähre der Maschinen von einem Arzt beraten halten), elektrische Schläge, Schweizlarm und -rauch.
Schützen Sie dazu sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweishandschuhe, Lederschürze, Sicherheitssschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sieitte Schweischutzkleidung und einen Schweischutzhelm mit einer ausreichenden Schutzstufe (je nach Schweiart und -strom). Schutzen Sie ihre Augen bei Reinigungsrarbeit. Kontaktlinsen sind ausdrucklich verboten!
Schirmen Sie den Schweibereich bei entsprechenden Umgebungsbedingungen durch SchweiBvorhange ab, um Dritte vor Lichtbogenstrahlung, Schweispritzen, usw. zu schützen.
In der Nane des Lichtbogens befindliche Personen mnen ebenfa auf Gefahren hingewiesen werden und mit der noligen Schutzausrustung ausgerustet werden.

Bei Gebrauch des Schweiggerates entstehen sehr großer Larm, der auf Dauer das Gehor schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehorschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie mit den ungeschützten Händen, Haaren und losen Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter, Elektroden).
Entferen Sie unter keinen Umständen das Gerätegehäuse, wenn diese am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes bzw. Nichteinhaltung der Sicherheitschinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweifen sehr frei! Seien Sie daher im Umgang mit dem Werkstuck vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühten Brenners daraufuf, dass Kuhlaggregat nach Schweifende ca. 10min weiterlaufen zu halten, damit die Kuhlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweiten entstehen Rauchgase bzw. toxische Dampfe, die zu Sauerstoffmangel in der Ateluft führen konnen. Sorgen Sie daher immer für ausreichend Frischluft, technische Beluftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweibanlagen nur in gut belufteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen Sicherheitsstandards entsprechender Absaugung.
Achtung: Das Schweifen in klinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Beim Schweifen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giffige Dampfe. Entfetten Sie die Werkstücke vor dem Schweifen.
Die zum Schweiten benotigten Gasfaschen müssen in gut belufteter, gesicherter Umgebung aufbewahr werden. Lager Sie sie ausschließlich stehend und sichern Sie sie z. B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasfaschen erhalten Sie von ihrer Gaslieferanten.
SchweiBardeen in unmittelbarer Nae von Feten und Farben sind grundsatzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweizbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweizbereich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende bereits Schlacke, Spritzer und Funken eine potentielle Quelle fur Feuer oder Explosionen darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältem ein.
Schweiten Sie keine Behalter mit brennbare Materialien (auch keine Reste davon) -> Gefahr entflammbarer Gase. Falls sie geöffnet sind, müssen entflammbares oder explosive Material entfern werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzter Richtung zu thisem Gerat und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Koncentration zum Erstickungstod führen. Sorgen Sie dazu immer für eine gut beluftete Arbeits- und Lagerungsbung.
Achten Sie darauf, dass die Gasflaschen beim Transport verschlossen sind und das SchweiBgerat ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entspruchenden Gasflaschenfahrwagens gegen Umkippen.
Verschlieben Sie die Flaschen nach jedem SchweiBvorgang. Schutzen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperatures).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schwei- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Hochspannung und SchweiBarheiten. Das Schweien einer Druckglasflasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfert werden. Verwenden Sie ausschließlich Gas, das für die Schweirarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweigerat darf nur an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromfuhrrender Teile kann tõdliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNDER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Sorgen Sie damit, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetaucht werden. Achten Sie beim Austausch stets darauf, das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweiben immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES (AUSFUHRUNG 400 V)

Der Norm IEC 60974-10 entspruchend, wird ces Geser als Klasse A Gerat eingestuft und ist somit fur den industriellen und/oder professionellen Gebrauch geeignet. Es ist nicht fur den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung uber das öffentliche Niederspannungsnetz erfolgt. In this umfeld ist es aufgrund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Vertragslichkeit zu gewährleisten.
Dieses Gerät ist mit der Norm IEC 61000-3-12 konform.

Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsversorgungsnetzes an der Übergabestelle unter Zmax = 0.349 Ohm liegt, ist diese Gerät konform der Norm CEI 61000-3-11 und kann an einem öffentlichen Niederspannungsversorgungsnetz angeschlossen werden. Es in der Verantwortung des Betreibers oder des Anwenders des Gerätes, gegebenenfalls nach Konsultation mit dem Betreiber des Versorgungsnetzes sicherzustellen, dass das Gerät angeschlossen werden kann.
ELEKTRAMagnetische FELDER UND STÖRUNGEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweibanlagen kann es zu elektromagnetischen Störungen kommt.
Durch den Betrieb deses Gerates konnen medizinische, informationstechnische und andere Gerate in Ihr Funktionswise beeintrachtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollen sich vor Arbeiten in der Naze der Maschine, von einem Arzt beraten halten. Zum Beispiel Zugangseinschrankungen für Passanten oder individuelle Risikobewertung für Schweizer.
Alle Schweizer soll den folgenden Verfahren befolgen, um die Exposition zu elektromagnetischen Feldern aus der Schaltung zum Lichtbogenschweien zu minimieren;
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihren Oberkörper und Kopf sich so welt wie möglich von der SchweiBarbeit befinden;
- Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um ihren Körper wickeln;
Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollen stets auf einer Seite liegen; - Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweizzone;
- Arbeitsen Sie nicht unmittelbar geben der Schweißstromquelle;
- Wahrend des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweiten.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollen den vor Arbeiten in der Nähre der Maschine, von einem Arzt beraten halten.
Durch den Betrieb these Gerätes konnen medizinische, informationstechnische und andere Geräte in ihrer Funktionseweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANlage
Allgemein
Der Anwender ist fur den korrekten Einsatz des Schweigerates und des Materials gemäß den Herstellerangaben verantwortlich. Treten elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweisplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweistroms erforderlich sein. Eine Reduzierung der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeder Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweigerates auf mögliche elektramagnetische Probleme der Umgebung prufen. Zur Bewertung potenzieller elektronativer Probleme in der Umgebung sollte der Anwender folgenden berücksichtigten:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitskritische Einrichtungen wie Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte/TRagen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfugbarkeit anderer Alternativen prufen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweirarbeiten ausgeführrt werden müssen.
Die Gröbe der zu beachtenden Umgebung ist von den örtlichen Strukturern und anderen Dort statffindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweizplatzes hinaus erstrecken.
Prüfung des Schwellberger
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lose. Die Prüfung soll gemäß Art. 10 der IEC/CISPR 11 durchgefuhrt werden. In-situ Messungen konnen auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEISÜBER DIE METHODOEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Lichtbogenschweig gerätsole gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Falls Interferenzen auftreten, konnen weitere Maßnahmen erforderlich sein (z. B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metalrohr kann erforderlich sein. Kabeltrommeln sollenn vollständig abgerollt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung konnen erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Das Lichtbogenschweigerat muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweigerat und das Zubehor durren nur den Anweisungen des Gerätherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen sind die Anweisungen des Gerätherstellers entsprechenden zu beachten.
c. Schweickabel: Schweickabel sollten so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweißen keine nicht geerdeten Metallteile.
e. Erdung des Werkstucks: Die Erdung des Werkstucks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder über einen Kondensator erfolgen. Wahlen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung andere Leitungen und Geräte in der Umgebung konnen Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE

Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerätarf ausschließlich in vertikaler Position transportiert werden.
Führer Sie die Stromquelle nicht über Personen oder Gegenstände.
Halten Sie sich unbedingt an die entsprechenden Transportrichtlinien für Schweigerate und Gasflaschen. Für beiden gibt es entsprechliche Beforderungsvorschriften.
Vorzugsweise ist die Drahtspule zu entfernen, bevor die Schweisstromquelle angehoben oder transportiert wird.
AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht länger als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
Das Gerat ist IP21 konform, d. h: - das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpm mit einem Durchmesser >12,5 mm.
- Schutzgitter gegen senkrecht fallendes Tropfwasser.

Schweizkriegströme konnen Erdungsleiter zerstoren, die Schweizanlage und elektrische Geräte beschädigen und die Erwärung der Bauteile verursachen, die zum Brand führen konnen.
- Alle Schweizkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
- Überprüfen Sie die Befestigung des Werkstücks! Diese muss fest und gut elektrisch leitend sein.
- Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweizquelle, sodass sie isoliert sind!
- Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweizquelle, den Wagena oder die Hebesysteme!
- Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberfläche, wenn sie nicht benutzt werden!
Die Versorgungs-, Verlangerungs- und Schweizkabel müssen komplett abgeroll werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes entstanden sind.
WARTUNG/HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
-
Trennen Sie das Gerät von der Stromversorgung und warten Sie bis der Lüfter nicht mehr lauft. Erst dann darüber Sie das Gerät warten. Die Spannungen und Strome im Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie das Gerät regelmäßig von einem qualifizierten Techniker auf die elektrische Betriebssicherheit prüfen.
Prufen Sie regelmäßigen den Zustand der Netzleitung. Bei Beschadigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetaucht werden. -
Lüftungsschlitze nicht bedecken.
- These Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerädarf nur von qualifizierten und beugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Für optimale Schweigergebnisse sollen den das dem Gerä beiliegende Zubehör benutzen.
BESCHREIBUNG
Die AUTOPULSE ist ein halbautomatisches, synergisch geregeltes Schweiggerat zum MIG-/MAG Schweifen. Dieses Gerät ist zum Schweifen vom Stahl, Edelstahl, Aluminium und zum «MIG-Loten» geeignet. Einfach und schelle Einstellung im «synergetischen» Modus.
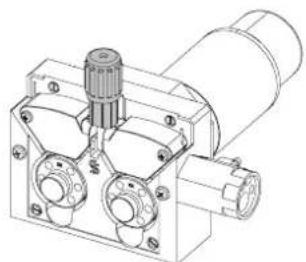
BESCHREIBUNG (I)
1-Kabelverschraubung (Netzleitung) 10-USB-Buchse
2-Umschalter Start/Stop 11-Bedienfeld
3-Gasanschluss T1 12-PP) Push Pull-Anschluss
4-Gasanschluss T2 13-(SP) Spool gun-Anschluss
5-Gasanschluss T3 14-Texas-Buchse (-)
6- Flaschenhalterung 15-Euroszentralanschluss T1
7-Drahtforderrollen 1,2 und 3 16-Eurozentralanschluss T2
8-Drahtvorschubmotor 17-Eurozentralanschluss T3
9-Umschalter Gas und Drahtvorschub
BEDIENFELD

HMI
Bite lesen Sie die Betriebsanleitung fur die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
VERSORGUNG - INBETRIEBNAHME
- Das 400-V-Modell wird mit einer 16-A-Steckdose des Typs EN 60309-1 gefeliefert und damit nur in einer dreiphasigen 400-V-(50-60 Hz)-Installation mit vier Leitern und geerdetem Neutraleiter verwendet werden.
- Das 208/240-V-Modell wird ohne Stecker gefelert und damit nur in einer dreiphasigen 200-240-V-(50-60 Hz)-Vierleiter-Elektroinstallation mit geerdetem Neutraleiter verwendet werden.
Die effektive Stromaufnahme (11eff) ist auf dem Gerät für die maximalen Betriebsbedingungen angegeben. Stellen Sie sichere, dass die Stromversorgung und ihre Schutzvorrichtungen (Sicherung und/oder Leistungsschalter) mit dem im Betrieb bereits genütten Strom kompatibel sind. In einigen Ländern kann es notwendig sein, die Steckdose zu wechseln, um den Betrieb unter den maximalen Bedingungen zu erhögbaren.
- Das 400-V-Modell ist für den Betrieb an einer elektrischen Spannung von 400V + / - 15% vorgesehen. Es schaltet sich in den Schutzmodus, wenn die Netzspannung weniger als 330 Veff oder mehr als 490 Veff beträgt. (ein Fehlercode wird auf dem Display der Tastatur angezeigt).
Das Modell 208/240 V ist fur den Betrieb an einer Netzspannung von 220 V - 15% +20% ausgelegt. Es schaltet sich in den Schutzmodus, wenn die Netzspannung unter 185 Veff oder über 270Veff liegt. (Auf dem Display der Tastatur erscheidt ein Fehlercode). - Das Einschalten erfolgt durch Drehen des Ein-/Ausschalters (2 - ABB. 1) auf Position I, umgekehrt erfolgt das Ausschalten durch Drehen auf Position 0. Achting! Schalten Si niemals die Stromversorgung aus, wenn die Station geladen ist.
GENERATORBETRIEB
Der AUTOPULSE kan m stromaggregaten betrieben werden, vorausgesetzt, die Hilfsleistung erfuftt die folgenden Anforderungen:
- Für das 400-V-Modell: Die Spannung muss Wechselstrom sein, der Effektivwert muss 400V + / - 15% betragen und die Spitzenspannung muss unter 700V liegen,
- Für das Modell 208/240 V: Die Spannung muss Wechselstrom sein, ihr Effektivwert muss 220V - 15% +20% betragen und die Spitzenspannung muss unter 375 V liegen,
Die Frequenz muss zwischen 50 und 60Hz liegen.
These Bedingungen mssen unbedingt uberpruft werden, da viele Generatoren Hochspannungsspitzen erzeugen, die die Posten beschadigen konnen.
EINSATZ VON VERLÄNGERUNGSLEITUGEN
Eingesetzte Veränderungsleitungen müssen für die auftretenden Spannungen und Strome geeignet sein. Veränderungsleitungen müssen den nationalen Regel entsprechen.
| Versorgungsspannung Leitungsquerschnitt (<45m) | |
| 400 V 2.5 mm² | |
EINBAU DER SPULE
-
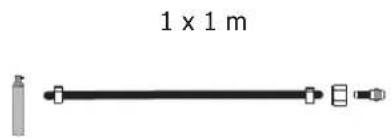
Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihr dem MIG/MAG-Brenner.
-
Öffnen Sie die Generatorklappe.
- Positionieren Sie die Spule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zu montieren,ziehen Sie den Kunststoff-Spulenhalter (a) bis zum Maximum an.
- Stellen Sie das Bremsrad (b) so ein, dass sich der Draht beim Stoppen des Schweizvorgangs nicht durch die Trägheit der Spule verheddert. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
EINSETZEN DES SCHWEISSDRAHTES
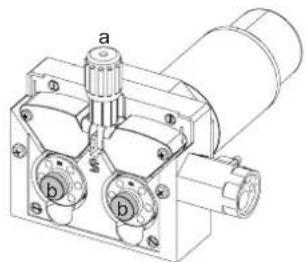
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Losen Sie die Drehknöpfte (a) komplett und drücken Sie sie ein.
- Entriebeln Sie die Rollen durch Lösen der Befestigungsschrauben (b).
- Setzen Sie die richtigen Motorrollen für ihre Anwendung ein undziehen Sie die Befestigungsschrauben fest.
Bei den mitgelieferten Rollen handelt es sich um Doppelnut-Stahlrolten:
-Alu 1.0/1.2 (T1 + T3) - Stahl 0.8/1.0 (T3)
-
Die sightbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. (für einen 1,2 mm Draht benutzen Sie die 01,2 mm Rille).
-
Zum Schweiben von Stahl und anderer Drahte benötigen Sie Drahtführungsrolten mit V-Form Nut.
Zum Aluminiumschweiten benötigen Sie Drahtführungsrollen mit U-Form Nut.
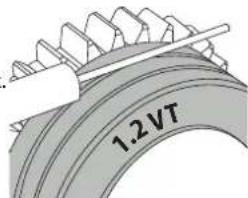

sichtbare Beschrifung auf der Drahtfuhrungsrolle (z. B.: 1.2 VT)

: Rille zur Verwendung
Gehen Sie wie folgt vor, um den Zusammendraht zu installieren:
- Losen Sie die Drehknöpfte (a) komplett und drücken Sie sie ein.
- Legen Sie den Draht ein, schließen Sie dann die Drahtvorschubeinheit undziehen Sie die Drehknöffe wie angegeben fest.
- Betätigen Sie den Motor am Brennertaster oder an der manuellen Drahtvorschubtaste (I-6).
Hinweis:

- Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
- Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommt, da sonst die Gefahr eines Kurzschluss besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR

Drahtvorschubkoffer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassten und von daher Verletzungen verursachen können!
- Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
- Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
- Tragen Sie weder beim Einlagen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das AUTOPULSE kann Stahldraht von 0,6 bis 1,2 mm und Edelstahl von 0,8 bis 1,2 mm schweisen (II-A).
Das Schweifen vom Stahl erfordert die Verwendung eines bestimmten Gas, d.h. Argon+CO2. Der Anteil von CO2 kann je nach der benutzten Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweifen mit reinem CO2 sollen Sie eine Gasvorwärmeinrichtung an die Gasflasche anschließen. Für spezielle Gasanforderungen Fragen Sie ihren Schweifachhändler oder Schweigasehandler. Der Gasdurchfluss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung.
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das AUTOPULSE ist zum Schweiben von 0,8/1,2 mm Aluminiumdraht geeignet (II-B).
Das Schweifen vom Aluminium erfordert die Verwendung eines bestimmten Gas, d.h. reines Argon (Ar). Für die Auswahl des Gases, wenden Sie sich an einen Handler. Der Gasdurchfluss für Aluminium liegt zwischen 15 und 25 l/Min je nach Umgebung und Schweizererfahrung.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrolten beim Alu-Schweiben (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck gering sein, da der Draht sonst zerdrück wird.
- Das Kapillarrohr zwischen dem Drahtvorschubmotor und dem Euroanschlussarf nur beim SchweiBen von Stahl und Edelstahl montiert sein (II-B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Diese Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie die Drahtseele am Anschluss nicht ab! Diese Drahtseele führt den Draht bis zu den Drahtführungssrollen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignete Kontaktrohr, das an den Drahtdurchmesser angepasst ist.

Bei Verwendung von roter oder blauer Drahtseele (Alu-Schweifen) wird empfohlen, das Zubehor 90950 zu verwenden (II-C). These Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das Ablaufen des Drahtes.

Video
HALBAUTOMATISCHES SCHWEISSEN BEICUSI UNDCUAL (LOTEN)
Das Gerät ist zum Schweißen von 0,8/1.2 mm CuSi und CuAl-Draht geeignet.
Wie beim Schweißen vo Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Stahldrahtseele ausgerustet werden. Beim Loten muss reines Argon (Ar) als Schutzgas eingesetzt werden.
achten Sie in jedem Fall die Empfehlungen des Fuhldrahtherstellers zur Wahl der Polarität.
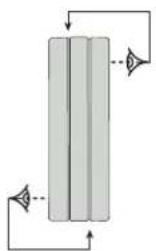
GAS-ANSCHLUSS
-
Installieren Sie einen geeigneten Druckminderer an der Gasflasche. Schlieben Sie ihn mit dem mitgelieferten Schlauch an das Schweigger at an. Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden.
-
Stellen Sie sicher, dass die Gasflasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.
-
Stellen Sie die Gasdurchflussmerge am Druckminderer ein.
Anmerkung: Um die Einstellung des Gasdurchfluss zu erleichtern, betatigen Sie die motorisierten Drahtfuhrungsrolten durch Drucken des Brennertasters (losen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck: 0.5 MPa (5 bar).
These Verfahren ist beim «No Gas» (Fülldraht) Schweiben unnötg.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) Ø Draht (mm) Ø Düse (mm) Durchflussmenge (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | .2/1.6 16 18-25 | |||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | .2/1.6 16 15-18 | |||
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
| Parameter Einstellungen | Schweissverfahren | |||||
| MANUELL | STD DYNAMIC | PULSE | COLD PULSE | |||
| Material-GasKopplung | - Fe Ar 25% CO2- ... | - | ✓ | ✓ | ✓ | Auswahl des zu verschreibenbenden Materials.Synergische Schweiβparameter |
| Drahdurchmesser Ø | 0,6 > Ø 1,2 mm - Auswahl des Drahtdurchmessers | |||||
| ModulArc(Lichtbogen-Modul) | OFF - ON - - | ✓ | ✓ | Aktiviert oder deaktiviert die Modulation des Schweiβstroms (Doppelim-puls) | ||
| Betrieb Brenner-taster | 2T, 4T Auswahl der Zündart | ✓ | ✓ | ✓ | ✓ | |
| Heftschweißen-Modus | SPOT, DELAY - - Auswahl | des Heftschweißen | Modus | |||
| 1·Einstellung | Materialstärke StromGeschwindigkeit | - | ✓ | ✓ | ✓ | Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu verschreibenbenden Werkstücks, durchschnittlicher Schweiβstrom oder Drahtgeschwin-digkeit). |
| Energie | HoldWärmeikoeffizient | ✓ | ✓ | ✓ | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugriff auf eine Schweißparameter hangt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Fürweitere Informationen zu GYS-Synergien und SchweiBverfahren,scannen Sie den QR-Code :

HEFTSCHWEISSEN-MODUS
HEFTEN-SPOT
Dierer Schweismodus ermoiglich das Heften der Werkstücks vor dem eigentlichen Schweisprozess. Das Heften kann manuell mit der Brenner
taste erfolgen oder mit einer eingestellen Heftzeit automatisiert werden. Die einstellbare Schweizdauer ermoiglich die kontrlierte Reduzierung der Schweizzeit fur bessere, nicht oxidierte Ergebnisse beim Heftschweiten (über das erweiterte Menu zuganglich).
SPOT DELAY
Dier Heft-Modus ist dem SPOTähnlich, aber Heftpunkte und Stillstandzeiten folgen aufeinander, solange die Brennertaste gedrück gehalten wird.
FESTLEGUNG DER EINSTELLUNGEN
| Maßein-heit | ||
| Drahtgeschwindigkeit | m/min | Menge des aufgetragen Schweizzusatzwerkstoffs und indirect Schweizintensität und Eindringtiefe |
| Spannung | V | Einfluss auf die Breite der Schweißenaht. |
| Drossel | - | Dämpft den Schweizstrom mehr oder weniger. Wird entsprechend der Schweizposition eingestellt. |
| Gasvorströmung | s | Dauer der Gasvorströmung vor der Zündung. |
| Gasnachströmung | s | Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation. |
| Materialstärke | mm | Die Synergie ermitteligt eine vollautomatische Einstellung. Das Einwirken auf die Schichtdicke parametriert automatisch die passende Drahtspannung und Geschwindigkeit. |
| Strom | A | Der Schweizstrom wird in Abhängigkeit vom verwendenten Drahttyp und dem zu schweibenenden Material ein-gestellt geschweit werden. |
| Lichtbogenlänge | - | Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstellung). |
| Anschleichgeschwin-digkeit | % | Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der ersten Kontakt her-zustellen ohne Ruck. |
| Hot Start | % & s | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt. Die Parame-ter sind Strom (% des Schweizstroms) und Zeit (Sekunden). |
| Crater Filler | % | Der Endstrom beschriebt die Phase nach der Stromabsenkung.Die Parameter sind Strom (% des Schweizstroms) und Zeit (Sekunden). |
| Soft Start s | Vor der Zündung kommt der Draht langsam an, um den ersten Kontakt mit dem Werkstück herzustellen. Zur Vermeidung starker Anhaltungen oder ruckartiger Aktionen wird der Strom zwischen ersten Kontakt und Schweßvorgang in Grenzen gehalten. | |
| Stromanstieg s Stromanstieg. | ||
| Zweitstrom % Zweitstrom (Kaltstrom) | ||
| Puls-Frequency Hz Puls-Frequency | ||
| Zyklisches Verhältnis % Beim Puls-Modus steht die Heilstromzeit in Bezug zur Kaltstromzeit. | ||
| Stromabsenkung s Absenkzeit des Schweßstroms (Endkraterfüllstrom) | ||
| Punkt s Definierte Dauer. | ||
| Dauer zwischen 2 Heftpunkten | s | Dauer zwischen Punktschweißende (außer Nachgasströmung) und{nachstem Punktschweßvorgang (inkl. Vorgasströmung). |
| Burnback s | Funktion, um das Risiko des Anhaftens des Drahtes am Ende der Naht zu verhindern. Diese Zeit entspricht der Zeit, in der der Draht wieder aus dem Schmelzbad auftaucht. | |
Der Zugang zu bestimmten Schweißparametern ist abhängig vom Schweißverfahren (Manuell, Standard, usw.) und dem gewählten Anzeigemodus (Easy, Experte oder Fortgeschritten). Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
MIG/MAG-SCHWEISSZYKLEN
2T Standard:
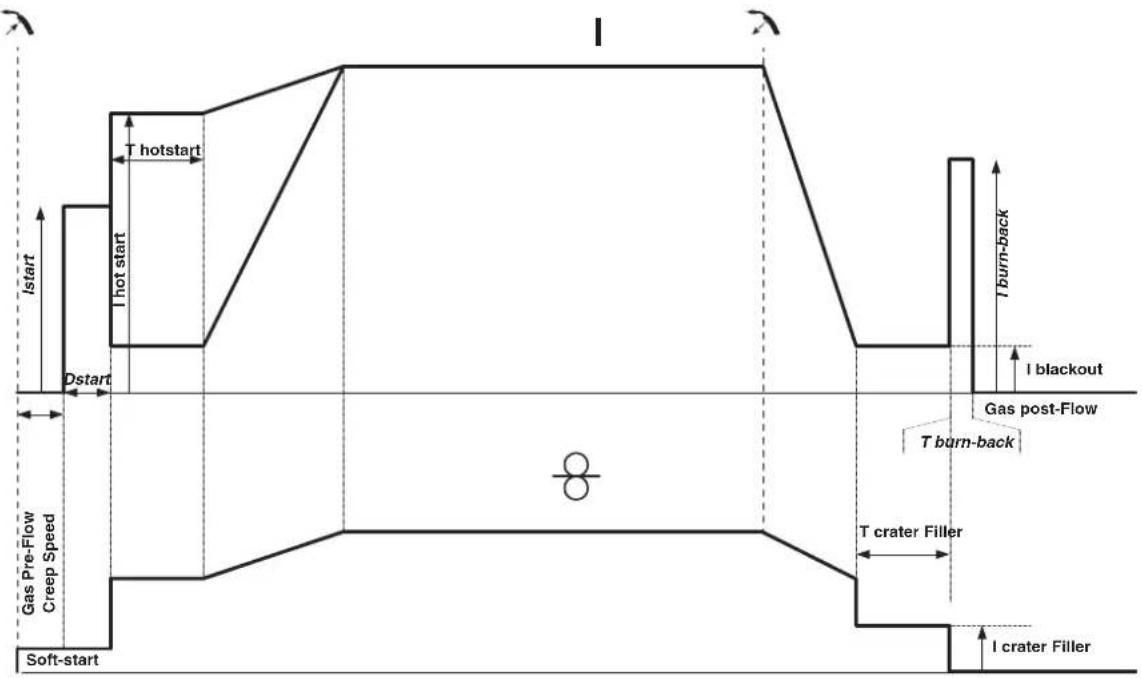
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweizzyklus startet. Beim Loslassen des Brennertaster stoppt der Drahtvorschub und ein Puls ermöglich den sauberen Schnitt des Drahtes, danach startet die Gasnachströmung. Ist die Gasnachströmung noch nicht beendet, ermöglich ein Druck auf den Brennertaster den schellen Neustart des Schweizvorgangs (manueller «Kettenpunkt», ohne die Hotstartphase. Eine Hostart- und/oder eine Crater-Filler-Phase kann dem Schweizzyklus hinzugefügt werden.
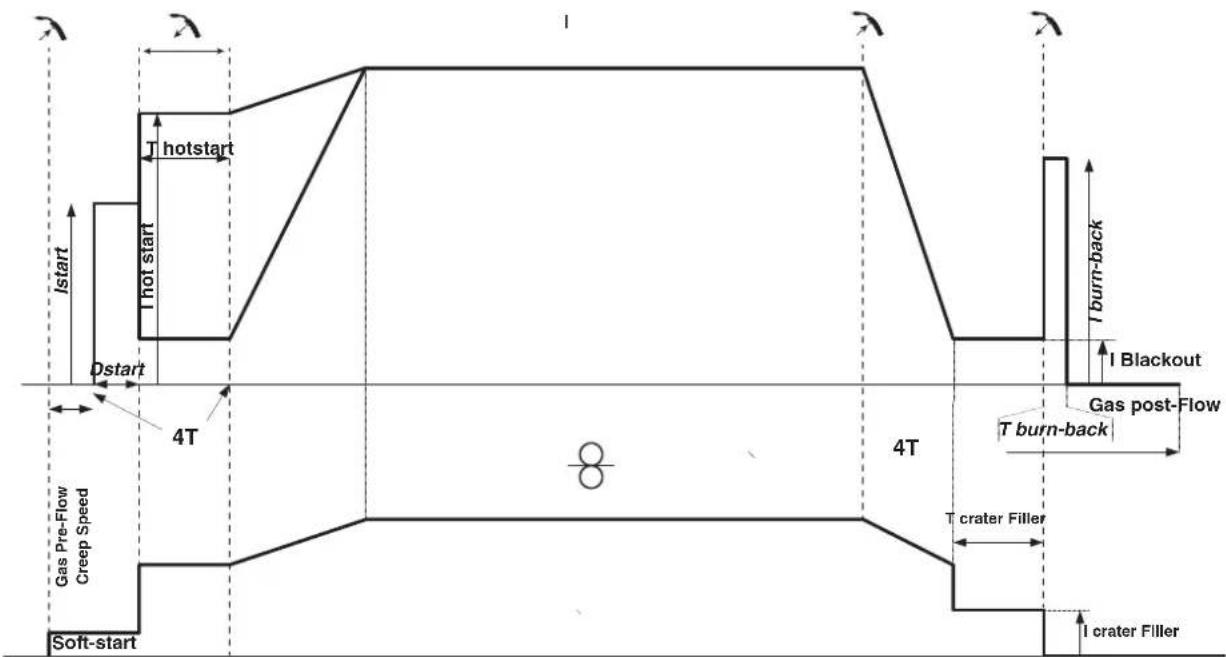
4T Standard:
Beim 4T Standardverfahren wird die Dauer von Gasvorströmung und Gasnachströmung über Zeiten gesteuert. Der Hot Start und Kraterflüller mittels Brennertaster.
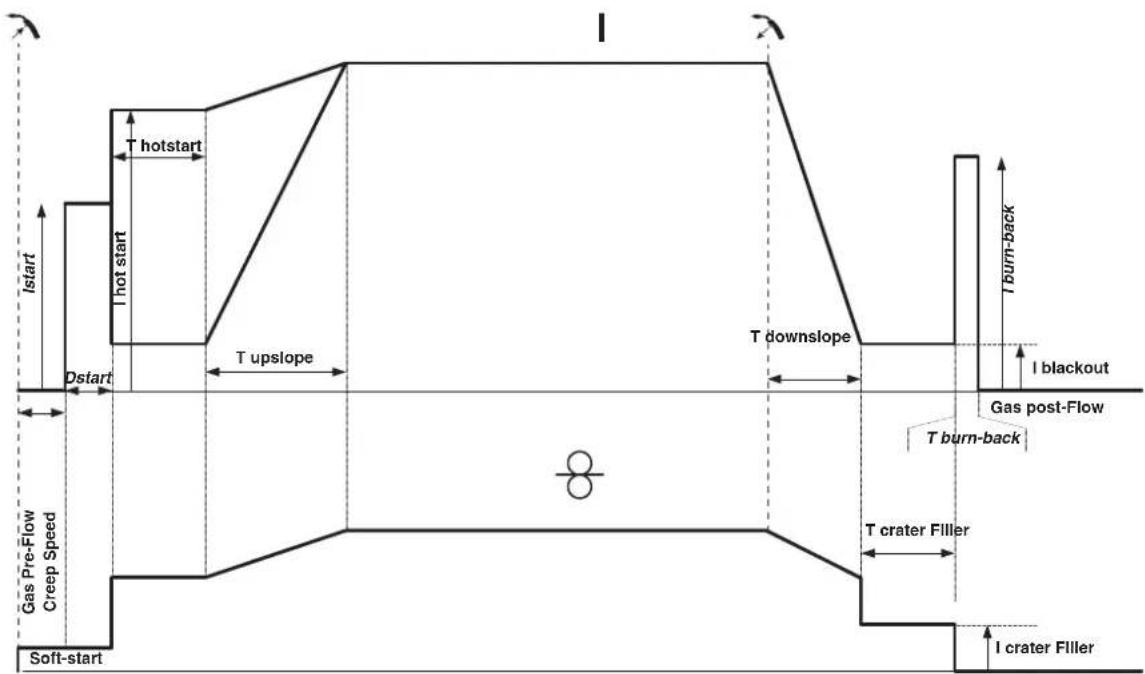
2T Puls:
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen Hot
Start und Stromanstieg, der Schweizzyklus beginnnt. Beim Losklassen des Brennertasters beginnt der Stromabsenkung bis der Crater Filer-Strom erreicht wird. Danach schneidet die Stopp-Phase den Draht ab und es folgt die Gasnachströmung. Wie im Standardmodus kann der Schweizvorgang während der Gasnachströmung ohne Hotstartphase neugestartet werden.
4T Puls:
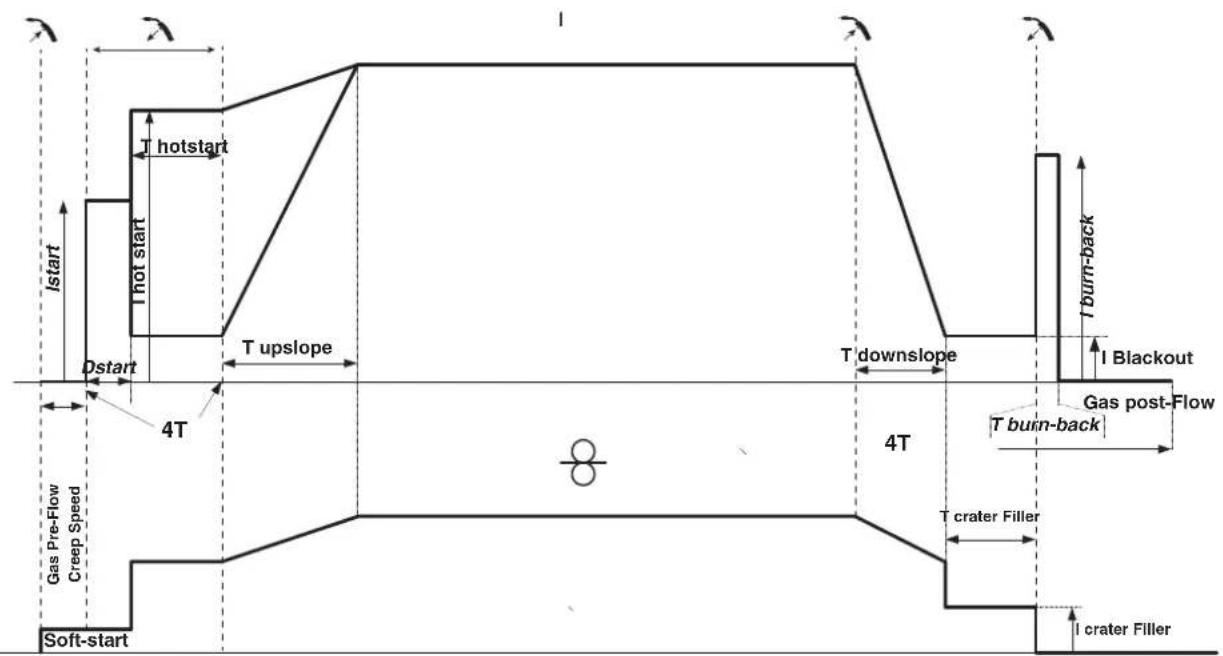
Beim 4T Pulsverfahren wird die Dauer der Gasvorströmung und Gasnachströmung zeitgesteuert. Hot Start und Kraterflüller mittels Brennertaster
ENERGIE
Modus, der zum Schweiten mit Energieregelung entwickelt wurde, und für den eine Schweißbeschreibung (WPS) beiliegt. Dieser Modus er-. mächtigt, zusätzlich zur Energieanzeige der Naht nach dem Schweiten die Einstellung des Wärmekoeffizienten entsprechend der verwendenten Norm: 1 fur ASME-Normen und 0,6 (WIG) oder 0,8 (MMA/MIG-MAG) fur europäische Normen. Die angezeigte Energie wird berechnet unter Berücksichtigung these Koeffizienten.
PUSH-PULL-BRENNER (OPTIONAL)
| Referenz Druhl | durchmesser Mindest Art der Kühlung | |
| 044111 0.6 > | 1.0 mm 4 m Luft | |
| 046283 0.6 > | 1.2 mm 4 m Luft |
Ein Push-Pull-Brenner kann über den Anschluss (I-12) an den Generator angeschlossen werden. Thiser Brennertype ermoiglich die Verwendung von AlSi-Draht auch in 0,8 mm mit einem 8 m langen Brenner. Der Brenner kann in allen MIG-MAG-Schweismodi verwendet werden. Die Erkennung des Push-Pull-Brenners erfolgt durch einfaches Drucken der Brennertaste.
Bei Verwendung eines Potentiometer-Push-Pull-Brenner wird über die Einstellung an der Schnittstelle der Maximalwert des Einstellbereichs eingestellt.
Das Potenziometer ermöglich es dann, zwischen 50% und 100% desses Wertes zu variieren.
SPOOL GUN-BRENNER (OPTIONAL)
| Referenz Drahtdurchmesser Mindest Art der Kühlung | |
| 041486 0.6 > 1.0 mm 4 m Luft |
Ein Spool Gun-Brenner kann über den Anschluss (I-13) an den Generator angeschlossen werden. Sie kann nur im Synergie-, Standard- und manuellen Modus verwendet werden.
-
Im manuellen Modus ist nur der Einstellknopf für die Drahtgeschwindigkeit an den Brenner verlagert (keine Einstellung über die Maschinenschmittstelle möglich).
-
Im synergischen Modus kann der Einstellknopf zwischen 50% und 100% des am HMI eingestillten Wertes wirken.
Die Erkennung des Push-Pull-Brenners erfolgt durch einfaches Drucken des Auslosers.
Für weitere Einzelheiten lessen Sieitte die mit dem Brenner gelieferte Anleitung.
FUNKTIONSERWEITERUNG
Der Hersteller GYS bietet eine breite Palette von Funktionen, die mit ihrem Produkt kompatibel sind. Entdecken Sie diese, indem Sie den QR-Code scannen.

FEHLER, URSACHEN, Lösungen
| SYMPTOME MÖGLICHE URSACKEN ABHILFEN | ||
| Der Schweißdrahtvorschub ist nicht konstant. | Partikel verstopfen die Gasdüse | Reinigen Sie das Kontaktrohr oder ersetzen Sie es. |
| Der Draht rutsch in den Drahtführungssrollen. Fügen Sie Antihaftmittel hinzu. | ||
| Eine Drahtführungssolle rutsch. | Prüfen Sie den Sitz der Drahtführungss-rollenschraube. | |
| Das Brennerkabel ist verdreht. | Das Brennerkabel muss möglichst gerade sein. | |
| Der Drahtvorschubmotor funktioniert nicht. | Spulenbremse oder Drahtführungssollen zu fest. | LösEN Sie die Bremse und die Drahtführungss- rollen. |
| Falscher Drahtvorschub. | Schmutzige oder beschädigtes Drahtfuh-rungsseele. | Reinigen oder ersetzen Sie es. |
| Fehlende Passfeder bei den Drahtführungss- rollen | Ergänzen Sie die fehlende Passfeder im Gehäuse. | |
| Spulenbremse zu fest angezogen. LösEN Sie die Bremse. | ||
| Kein Strom oder falscher Schweißstrom. | Falscher Netzanschluss. | Kontrollieren Sie den Anschluss der Steckdose und überprüften Sie, ob die Steckdose richtig versorgt ist. |
| Falscher Masseanschluss. | Prüfen Sie das Massekabel (Anschluss und Zustand der Masseklemme). | |
| Keine Leistung. Prüfen Sie den Brennertaster. | ||
| Der Draht reibt sich auf den Drahtführungss- rollen ab. | Zerrückter Drahtführungsmantel. | Prüfen Sie die Drahtseele und den Bren- nerkörper. |
| Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner. | ||
| Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr | vorhanden ist. | |
| Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren | ||
| Poröse Schweißnaht. | Gasdurchfluss zu niedrig. | Einstellbereich von 15 bis 20 l/min. Reinigen Sie das Basismetall. |
| Gasflasche leer. Das Gas ersetzen. | ||
| Schlechte Gasqualität. Das Gas ersetzen. | ||
| Bélführung oder Einfluss des Windes. | Vermeiden Sie Luftzug und schützen Sie den Schweißbereich. | |
| Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse. | ||
| Schlechte Drahtqualität. | Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten Draht. | |
| Werkstück nicht ausreichend vorbereitet (Rost usw.) | Reinigen Sie das Werkstück vor dem Schweißen. | |
| Das Gas ist nicht angeschlossen | Prüfen Sie, ob das Gas an das Gerät angeschlossen ist. | |
| Starke Funkenbildung. | Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. | |
| Falscher Masseanschluss. Die Masseklemme am Werkstück anschlieben. | ||
| Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchfluss ein. | ||
| Kein Gas am Ausgang des Brenners Falscher Gas | Gasanschluss | Prüfen Sie die Gasanschlussse |
| Prüfen Sie, ob das Gasventil richtig fungtio-niert. | ||
| Fehler beim Download | Die Daten auf die SD-Karte sind falsch oder beschädigt. | Prüfen Sie ihre Daten. |
| Backup-Problem Alle Speicherpläte sind belegt. | Sie müssen Programme Löschen. Die Anzahl an Speicherpläten ist auf 500 beschränkt. | |
| Automatische Lösung der JOBs. | Manche JOBs wurden gelöscht, weil sie mit den neuen Synergien nicht mehr kompatibel waren. | - |
| Fehler bei der Erkennung des Push Pull Brenner. | - | Prüfen Sie den Anschluss Ihres Push Pull Brenners. |
| Fehler beim USB-Stick | Kein JOB auf dem USB-Stick entdeckt - | |
| Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei. | ||
| Datei-Problem | Die Datei «...» entspricht nicht den heruntergadenen Synergien des Produktes. | Die Datei wurde mit Synergien erstellt, die nicht in der Maschine sind. |
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käfer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die durch:
- Transportschaden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
- unsachgemäßigen Gebrauch, Sturz oder harte Stöge sowie durch nicht autorisierte Reparaturen hervorgerufen worden sind.
- umweltbedingte Einwirkungen (Schmutz, Staub, Rost) entstanden sind.
Das betreffende Geratitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschlieblich uber den Fachhandel einschicken.
- Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor Kostenvoranschlags durch den Besteller.
- Im Fall einer Garantieleistung tragt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
De garantie dekt nicht :
- Einschaltzgar morgen EN60947-1 (10 Minutes - 42°C). Bei sehr intensivem Gebrauch (Einschaltzbauer) kain der Thernoschutz ausolgest werden. In this Fall wird der Lichtbogen abgeschaat und die entsprechende Warrung! ersecht auf der Anzeige. Das Gerat zum Abkühn noch aushallen und laufen als das Gerat weiter bereit ist: Je nach ausgewähltem Modus arbeitet das Gerat mit einer Konstantstrom- oder Konstanspannungs-Kennline. In Each Linder wird UD als TCO bezeichnet.
1Los cieos de工作的estamelados en acordo connna EN60974-1 a 42C y sobe un cido ce diez minutes.Durante unuso intensivo (superior al cido de travafo),se pae activar la protecnion terma. Eneste el,aro sa apaga y e indicato, se encende.Dejeet asparto corredado para permitir que se enforre haste que se anlte theprotection.El equi, en fundo del mode elego, posea uncaracteristica de salta de tpo cortone constante o tensioneconstante.En aguantes palas, UU se lama TCO.
SYMBOLS/ZEICHENERKLÄRUNG/ICONOS/CUMBOJBI/PICTOGRAMMEN/ICONE
Attention! Lire le manuel d'instruction avant utilise. Warning! Read the user manual before u.c. ACHTUNG! Lesen Sie diese Anleitung sorgfaltig durch vor Inbetriebnahme des Gerats. Atencion! Lea el manuel de instruetiones antes de su uocBHMMAHNE! PpOHTTE MHTpyKIOpepeNtobBAHMM. Let op! Lees aandachtig de handleiding. Attenzione! Leggere il manuale d'istruzioni prima dell'uso.
Symbole de la notice User manual symbol Symbole in der Bedienungsanleitung Symbolo del manua Cnmbolbl, nnoB3yoouec B Hnctpykui Symbool handleiding Simbolo del manuale
Source de courant de technologie onduleur delivrant un courant co. intidulating current technology based source delivering direct c. invertergleichstrom-quelle.Fuente de corrente de technologia ondulador que libera corrente con. nucctnck TOKA c texhnoenne npoeobaoBtien, Bdaoum noctorHHb ToKStroombron met UPS technologie, levert geilkstroom. Fonte di corrente con technologia inverter che rilascia una corrente continua.
Soudage a MIG/MAG MIG/MAG welding MIG/MAG-SchweBaa Soldadura MIG/MAC Capka MIG/MAG MTG/MAG
Convient au soudage dans un environnement avec risque accru de choc electrique. La source de courant elle-meme ne doit toutefois pas etree place dans de tels locaux. Suivable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. Geignet fir Schweiarbeiten im Bereich mit erhohen elektrischen Risiken. Adaptado para soldadura en lugar con riesgo de choque elecrico. Sin embargo, la fuente electrica no debe estar presente en dichos lugares. IopxodintIra CbapnB Cpee c NobblHbIM PckOM yapa ToKOM. B TOM cnyae nToCHNk TOKa He DpOHN HAXODITBCB TOM Jc Samom NomeuHm. Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niert in dergelijke ruimte worden geplaatst. Conviene alla saldatura in un ambiente a grande rischio di scosse elettriche. L'origine della corrente non deve essere localizzata in tale postio.
Courant de soudage contina Direct welding curre: Gleichschweifstron; Corriente de soldadura continua. NocToHHn CBAPOHn ToK Gelijkstroom Corrente di salatura continuo
U0
Tension assignee a vide: Open circuit voltage: Leerlaufspannung Tension asignada en vacio: HOMMHNbHoe HANPRJKeHne XOIOCTORO XODa Nullastspanning Tensione nominale a vuoto
Facteur de marche selon la norme EN60974-1 (10 minutes - 40°C) Duty cycle according to standard EN 60974-1 (10 minutes - 45°C) Inschaltdauer: 10 min - 40°C, richtlinienkonform EN60974-1. Ciclo de trabajo segun la norma EN60974-1 (10 minutes - 45°C) cromaco Hopme EN 60974-1 (10 MHz - 40°C). Inschakeidur volgens de norm EN60974-1 (10 minutes - 40°C). Ciclo di lavoro conforme alla norma EN60974-1 (10 minut - 40°C).
Courant de soudage conventionnel correspondant. Corresponding conventional welding currentEntspruchender Schweibstron Corriente de soldadura conven cional correspondiente. CoTBeCTBkyHOMMNAHbHcBaOpHbTOK Correspondendere conventionele lasstroom Corrente di saldatura convenzionale.
A
Ampères Amperes Ampere Amperios Amepei Ampere Amper
Tensions conventionnelles en charges correspondantes Conventional voltage in corresponding loac. Entspruchende Arbeitsspannung; Tensiones convic tionales en cargas correspondientes. HOMHnBHe HaprrnHnPn COoTBcTbYouixn Harpy3kax. Conventionele spanning in corresspondente belastingfensioni convenzionali in cariche correspondenti
V
Volt Volt Volt Volto Bont Volt Volt
Hz
Hertz Hertz Hertz Hecios Eepu Hertz Hertz
Vitesse du fil Wire speed Drahtgeschwindigkeit Velocidad de hilo Kcopoctb npobonok Draadsnelheid Velocita di filo
m/min
Metre par minute Meter per minute Meter pro Minute Metro por minu Metp B MmHpy Meter per minutu. Metro per minuto
Alimentation electrique triphasée 50 ou 60HzThree-phase power supply 50 or 60Hz Dreiphasige Netzversorgung mit 50 oder 60Hz Alimentacion eletrica trifasica 50 o 60Hz. Tepxphane 3eKpnntanme 50 mnn 60Drifasen elektrische voeding 50Hz of 60Hz. Alimentazione eletrica trifase 50 o 60Hz
U1
Tension assignée d'alimentation Assigné voltage Netzspannung Tensión assignada de alimentación electrica. HommaHbHoe HapPrKeHne NItaHn Nominate voedingspanning Tensione nominale d'alimentazione
Courant d'alimentation assigne maximal (valeur efficace) Maximum rated power supply current (effectve valueMaximaler Versorgungsstoc. Corriente de I1max alimentacion elctrica asignada maxima (valor eficaz). Maximale nominale voedingsstroom (effective waarde)
These Anleitung zur Bedienung des Bedienfelds (HMI) ist Teil der kompletten Dokumentation. Eine allgemeine Anleitung liegt dem Gerät bei. Lesen und beachten Sie die allgemeine Anleitung, vor allem die Sicherheitshinweise!
Nutzung und Betrieb ausschließlich mit den folgenden Produkten
AUTOPULSE

Software-Version
In dieser Anleitung werden die folgenden Software-Versionen beschrieben: 1.86
Die Software-Version des Bedienfelds wird im Menu „Allgemein" angezeigt: Informationen / MMI (Mensch-Maschine-Schnittstelle)
Steuerung der Stromquelle
Der Hauptbildschirm enthalt alle notwendigen Informationen fur das SchweiBverfahren vor, während und nach dem Schweiben (das Bedienfeld kann sich je nach gewähltem Prozess leicht ändern).
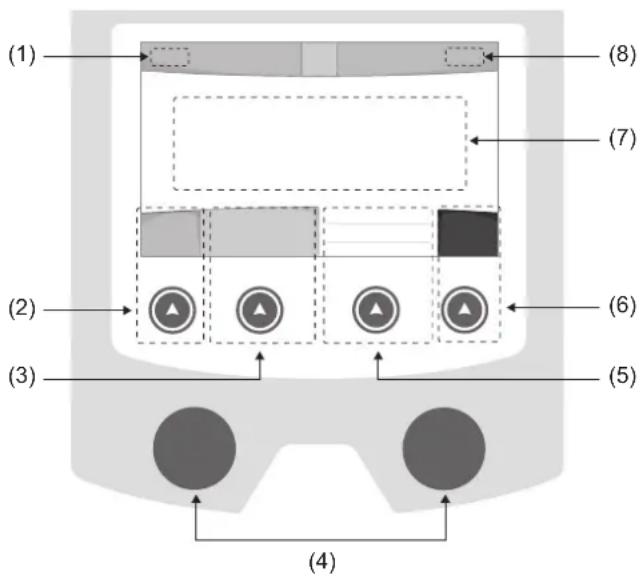
(1) Name des Bedieners / Rückverfolgbarkeit
(2) Drucktaste Nr. 1: Menu „Allgemein“ oder Rückkehr zumvorgen den Mienu
(3) Drucktaste Nr. 2: Parameter des aktuellen Verfahrens
(4) Navigationsrändchen
(5) Drucktaste Nr. 3: Einstellungen
(6) Drucktaste Nr. 4: Job oder Validierung
(7) Aktuelle Einstellungen
(8) Messung von Spannung, Stromstärke undEnergie
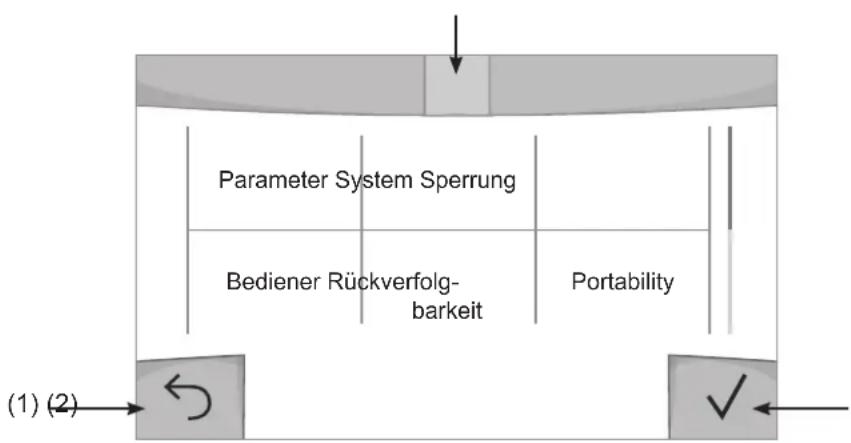
Menu „Allgemein“
Der Bildschirm Menu „Allgemein" wird angezeigt, wenn das Gerät zum ersten Mal gestartet wird.
Die Navigation zwischen den verschiedenen Blöcken erfolgt mit den Drehimpulsgeber und den Drucktasten

(3)
(1) Zurück
(2) Validierung
(3) Symbol des aktuellen Menus
Parameter (Bediener)
Anzeigemodus
- Einfach: Einfache Anzeige mit eingeschränkten Funktionen (kein Zugang zum Schweizyklus).
- Expert: Vollständige Anzeige, erhöht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweizzyklus.
- Erweiter: Vollständige Anzeige, erlaubt die Einstellung aller Parameter des Schweißzyklus.
Sprache
Wahl der Sprache des Bedienfeldes (Französisch, Englisch, Deutsch, usw.).
Messeinheiten
Auswahl der Anzeige des Einheitsystems: International (SI) oder Imperial (USA).
Benennung von Materialien
Europäische Norm (EN) oder amerikanische Norm (AWS).
Helligkeit
Anpassung der Helligkeit des Bildschirms des Bedienfeldes (Einstellung von 1 (sehr dunkel) bis 10 (sehr hell)).
Bedienercode
Persönlicher Zugangscode des Bedieners, um seine Sitzung zu sperren (Voreinstellung: 0000).
Toleranz I (Stromstärke)
Toleranz in der Einstellung der Stromstärke:
OFF (AUS): Freie Einstellung, die Einstellung der Stromstände ist nicht begrenzt.
± 0 A: Keine Toleranz, die Stromstärke ist fest definiert.
± 1 ~A > ± 50 ~A : Einstellungsbereich, in dem der Bediener die Stromstände varieren kann.
Toleranz U (Spannung)
Toleranz in der Einstellung der Spannung:
OFF (AUS): Freie Einstellung, die Spannungseinstellung ist nicht begrenzt.
± 0,0 V: Keine Toleranz, die Schwellspannung ist fest definiert.
± 0,1V > ± 5,0V : Einstellungsbereich, in dem der Bediener die Spannung variieren kann.
Toleranz 8(Drahtgeschwindigkeit)
Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung, die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 ~m / min : Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert.
± 0,1m / min > ± 5,0m / min : Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit varieren kann.
System
Name des Geräts
Information zum Name des Gerats, und zur Mochigkeit der Personalisierung durch Drucken auf auf dem Bedienfeld.
Uhrzeit
Einstellung der Uhrzeit und des Datum's im Format (AM / PM).
Reset (Rücksetzung)
Neue Initialisierung der Parameter des Geräts:
- Partiell: Standardwert des aktuellen Schweißverfahrens.
- Gesamt: Die gesamte Konfiguration des Geräts wird auf die Werkseinstellungen zurückgesetzt.
Sperrung
Möglichkeit zur Sperrung des Bedienfeldes des Schweiggerats, um den aktuellen Arbeitsvorgang zu sichern undversehentliches Verstellen der Parameter zu vermeiden. Das aktuelle Einstellungsfenster bleibt mit den im Menu „Parameter" gewählten Toleranzen veränderbar (siehe vorherige Seite). Alle anderen Funktionen sind nicht zugänglich.
Um das Bedienfeld zu entsperren, drucken Sie auf die Drucktaste Nr. 1 und geben Sie ihren vierstelligen Bedienercode ein (Voreinstellung 0000).
Bediener
Über den Bediener-Modus kann das Gerät mit anderen Bediernn geteilt werden. Beim ersten Start befindet sich das Gerät im Admin-Modus. Der Administrator Kann Bediener anlagen. Jeder Bediener hat seine personliche Konfiguration (Modus, Einstellung, Schweizverfahren, JOBs ...). Sie kann von anderen Bediernn nicht geändert werden. Jeder Bediener bestehtigt theirsen vierstelligen Bediener-Code, um sich an der Stromquelle anmelden zu konnen.
- Der Administrator hat Zugang zum Menu „Allgemein".
- Der Bediener hat Zugang zu einem vereinfachten Bedienfeld. Er hat keine Rechte zum Löschen (Rückverfolgbarkeit, Jobs, Profil des Bedieners, usw.)
Bedienfeld zur Konfiguration der Bediener (Zugriff nur durch Administrator).
Auf der linken Seite des Bildschirms befinden sich die Bediener. Der Administrator kann diese Bediener nach Namen oder nach Datum sortieren, indem er kurz die Drucktaste Nr. 2 drückt. Ein langer Druck auf diese Taste löscht den/die aktiven Bediener (das Admin-Konto kann nicht gelöscht werden).
Auf der rechten Seite des Bildschirms werden alle zuvor erstalten Bediener mit den folgenden Informationen aufgelistet: Avatar, Name, Nummer des Teams, Toleranz (%) .
Erstellung eines Bediener-Profils
Drucken Sie auf die Drucktaste Nr. 3, um einen Bediener anzulegen.
- User (Bediener): Personalisieren Sie den Bediener-Namen, indem Sie auf die Drucktaste Nr. 3 drucken:
-Avatar: Wahl der Farbe des Avatars des Bedieners - Team: Zuordnung der Nummer des Teams (maximal 10)
-Bedienercode: personlicher Zugangscode (Voreinstellung: 0000) - Toleranz in der Einstellung der Stromstände I:
OFF (AUS): Freie Einstellung. Die Einstellung der Stromstände ist nicht begrenzt.
± 0,0 A: Keine Toleranz. Die Stromstarke ist fest definiert. (nicht empfohlen).
± 0,0A>± 50A : Einstellungsbereich, in dem der Bediener die Stromstärke variieren kann.
- Toleranz in der Einstellung der Spannung U:
OFF (AUS): Freie Einstellung. Die Spannungseinstellung ist nicht begrenzt.
± 0,0 V: Keine Toleranz. Die SchweiBspannung ist fest definiert. (nicht empfohlen).
± 0,1V > ± 5,0V : Einstellungsbereich, in dem der Bediener die Spannung variieren kann.
- Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung. Die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 ~m / min : Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert. (nicht empfohlen).
± 0,1m / min > ± 5,0m / min : Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit variieren kann.
Der Bediener „Admin“ kann den Name und den Avatar des Administrators nicht ändem.
Modifizierung eines Bediener-Profils
Wahlen Sie den Bediener links auf dem Bildschirm aus und drucken Sie auf die Drucktaste Nr. 4.
Auswahlder Bediener
Wenn ein (oder mehrere) Bediener angelegt wird, zeit der Bediener-Block alle Bediener des Gerats an.
Wahlen Sie einen Bediener aus und drucken Sie zur Bestätigung auf Ein Entspperncode wird verlangt.
Die Funktion "Schlieben" sperrt das Gerät nach Wahl des Bedieners. Kein anderer Parameter ist zugänglich. Diese
Anzeige ist identisch, wenn die Maschine eingeschaltet ist (Schalter OFF -> ON).
Anzeige des Bedieners
Oben links auf dem Bildschirm werden der Avatar und der Name des aktiven Bedieners angezeigt.
Entsperrcode
Jedes Bediener-Profil ist durch einen persönlichen vierstelligen Code geschützt. Fehlt die Personalisierung, ist die Voreinstellung 0000. Nach 3 falschen Eingaben Ihres persönlichen Codes wird die Schnittstelle gespert und fordert einen Entsperrrcode an. Diese sechsstelle und nicht modifizierbare Code lautet: 314159.
Rückverfolgbarkeit
These Schweinmanagement-Funktion ermoiglich es, alle Phasen des Schweisvorgangs wahrend der industriellen Fertigung Naht fur Naht aufzuzeichnen. Dieder qualitativ orientierte Ansatz gewährleistet die Schweisqualitat der Produktion und ermoqlicht die Analyse, Bewertung, Protokollierung und Dokumentation der aufgezeichneten Schweisparameter. Mit dieser Funktion konnen die von der Norm EN ISO 3834 geforderten Daten genau und schneil erfasst und gespeichert werden. Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
1- Start - Erstellen der Rückverfolgbarkeit
- Personalisieren Sie den Name des Projekts, indem Sie auf die Drucktaste Nr. 3 drucken.
- Abtastinterval:
-
Hold (Halt): Keine Speicherung der Werte Stromstarke/Spannung (Mittelwert auf der Naht) beim Schweieren.
-
250 ms, 500 ms, usw.: Speicherung der Werte Stromstarke/Spannung (Mittelwert auf der Naht) alle „X" Millisekunden oder Sekunden beim Schweifen.
-
Options (Optionen) - OFF (AUS): einfache Rückverfolgbarkeit
- Options (Optionen) - ON (EIN): vollständige Rückverfolgbarkeit Schweisaht-Zahler (ON/OFF)
Zähler der Schweisvorgänge (ON/OFF)
Temperatur (ON/OFF): Temperatur des Werkstücks bei Beginn der Schweizung.
Lange (ON/OFF): Länge der Schweiznaht (die Messeinheiten werden angezeigt und richten sich nach der Wahl in Parameter/Messeinheiten).
Variable(n): Darüber konnen zusätzliche personalisierte Informationen (Gewicht, Kommentare, Drahtgeschwindigkeit, usw.) hinzugefügt werden.
Drucken Sie um die Rückverfolgbarkeit auszulösen.
Anzeige der Rückverfolgbarkeit
Oben links auf dem Bildschirm werden der Name des Projekts und die Nummer der Schweinnaht angezeigt. (Die-Nummer der Schweinnaht erhöht sich automatisch und kann nicht abgeändert werden).
Identifizierung - Optionen ON
Am Ende jeder Schweißenheit öffnet sich ein Fenster zur Identifizierung: Nummer der Schweißenheit, Nummer der Schweißenung, Temperatur des Werkstücks und/oder die Länge der Schweißenheit.
Validierung
Die Validierung kann auf der MMI erfolgen oder durch Drucken auf den Brennertaster des Brenners.
Stop - Rückverfolgbarkeit beenden
Um die Rückverfolgbarkeit bei einem Schweiesschnitt zu beenden, muss der Bediener in das Menu „Rückverfolgbarkeit"zurückkehren und „Stop"auswahlen.
Export
Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
Die Daten im Format .CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOffice®, usw.) ausgewertet werden.
Im Dateinamen finden sich der Name des Gerats und die Seriennummer.
2- Start - Verwaltung der Rückverfolgbarkeit
Links auf dem Bildschirm werden alle zuvor angelegten Projekte aufgelistet.
Der Bediener kann diese Projekte nach Name oder Datum durch ein kurzes Drucken auf die Drucktaste Nr. 2 ordnen.
Durch langes Drücken dieser Taste konnen das aktive Projekt oder alle Projekte gelöscht werden.
Auf der rechten Seite des Bildschirms werden alle Einzelheiten jeder zuvor erstalten Projekts mit den folgenden Informationen aufgelistet: Abtastfrequenz, Anzahl der gespeicherten SchweiBraupen, gesamte SchweiBzeit, gelieferte SchweiBenergie, Konfiguration jeder SchweiBraupe (Verfahren, Uhrzeit, SchweiBzeit, SchweiBspannung und SchweiBstrom).

Rec
Erstellen einer Rückverfolgbarkeit (Siehe vorhergehenden Abschnitt)
Beginn der Rückverfolgbarkeit desaktiven Projekts
Portability (Portabilität)
Import Config. (Import von Konfigurationen)
Laden der Konfiguration des Schweiβgerats von einem USB-Stick (Verzeichnis: WechseldatenträgerPORTABILITY) CONFIG) in das Schweiβgerät. Ein langes Drucken auf erlaubt, alle Konfigurationen von dem USB-Stick zu Löschen.
Export Config. (Export von Konfigurationen)
Export der Konfiguration des SchweiBgerats auf einen USB-Stick (Verzeichnis: Wechseldatentrager\PORTABILITY\CONFIG).
Import Job (Import von Jobs)
Import von Jobs je nach Schweißverfahren aus dem Verzeichnis Wechseldatenträger\PORTABILITY des USB-Sticks in das Schweißgerät.
Export von Jobs des SchweiBgerats auf einen USB-Stick je nach SchweiBverfahren (Verzeichnis: WechseldatentragerPORTABILITYJOB)
Bitte beachten Sie, die alten Jobs auf dem USB-Stick konnten gelöscht werden.
Um Datenverlust bei Import oder Export von Daten zu vermeiden, ziehen Sie den USB-Stick nicht ab und schalten Sie dasSchweiggerät nicht aus. Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
Kalibrierung
Kalib. Geschwindigkeit (Kalibrierung der Drahtgeschwindigkeit)
Funktion zur Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers. Das Ziel der Kalibrierung ist eine Kompensation der Geschwindigkeitsschwankungen des Drahtvorschubgerats, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklart.
Die Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers muss regelmäßig durchgeführt werden, um ein optimales Schweiben zu gewähren.
Daten
Konfigurationsdaten der Systemkomponenten des Geräts:
- Modell
- Seriennummer
- Name des Geräts
- Software-Version
- Verwendeter Job und verwendete Synergie
Durch Drücken auf eine beliebige Drucktaste wird das Menu „ Daten“ verlassen.
Speicherung und Aufrufe von Jobs
Zugriff über das Symbol „JOB" auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nachsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Für das MIG/MAG- und WIG-Verfahrenssten 500 Speicherpläte zur Verfügung, für das MMA-Verfahren 200. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter, der aktuellen Einstellungen und des Bediener-Profils.
Job
Der Job-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von „JOBs".
Quick-Load - Aufruf von JOBs am Brennertaster während der Schweizpause.</217>
Quick Load ist ein Modus zum Aufrufen von JOBs (maximal 20) während der Schweißpause und ist nur für MIG-MAG und WIG-Verfahrens verfügbar.
Aus einer List zuvor erstelter JOBs konnen JOBs durch kurzes Drucken des Brennertasters abgerufen werden. Es werden alle Brennertaster-Modi und alle Schweißmodi unterstützt.
Fehlercodes
Die folgende Tabelle enthalt eine nicht vollständige List von Meldungen und Fehlercodes, die möglicherweise erschreiben.
Führer Sie diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten Servicetechniker von GYS heranziehen.

Wenn der Bediener sein Gerät öffnen muss, ist es zwingend vorgeschrieben, die Stromzufuhr durch Ziehen des Netzsteckers zu unterbrenen und zur Sicherheit 2 Minuten zu warten.
| Fehler codes | Mitteilungen Lösungen | |
| 001 | FEHLER ÜBERSPANNUNG Elektroinstallation überprüfen | Lassen Sie ihre Elektroinstallation von einer autorisierten Person überprüfen. |
| 002 | FEHLER UNTERSPANNUNG Elektroinstallation überprüfen | |
| 005 Schutzleiter-Stromfehler | Streustrom vorhanden. Prüfen Sie die Verkabelung des Schweizbehörteils (Brenner, Masseklemme, Elektrodenhalter, usw.) | |
| 010 | STROMQUELLE Überhitzungsschutz | Warten Sie ein paar Minuten, bis die Stromquelle abgekühlt ist. Achten Sie daraufuf, den empfohlenen Arbeitszyklus für den verwende- ten Schweißstrom nicht zu überschnittenen. Sorgen Sie darüber, dass die Luftin- und -ausfälle nicht verstopft sind. Den Staubschutzfilter installieren (Art.-Nr. 063143). Achting, der Staubschutzfilter reduziert die Einschaltdauer. |
| 011 | Lüfter Fehler Lüfter | Unterbrechen Sie die Stromzufahr durch Ziehen des Netzsteckers und prüfen Sie, ob der Lüfter nicht blockiert ist. |
| 012 | BRENNERTASTER Ein Brennertaster wird gestrückt. | Entfernen Sie den Brenner und prüfen Sie, ob die Meldung noch aktuell ist. Prüfen Sie, ob der Schalter „Gasspülung / Drahtvorschub“ nicht blockiert ist. Prüfen Sie, ob der Brennertaster des MIG/MAG-Brenners nicht blockiert ist. |
| 015 | MOTOR Geforderte Draughtgeschwindigkeit kann nicht erreicht werden. | Prüfen Sie die Druckestellungen der Rollen des Drahtvorschubkof- fers. Stellen Sie safer, dass der Vorschubdraht nicht im Brennermantel blockiert ist. Führten Sie eine Kalibrierung der Geschwindigkeit des Drahtvorschub- koffers durch (Menü „Kalibrierung“) |
| 019 | Überspannung, überprüften Sie ihre Einstellungen Drucken Sie auf den Brennertaster und halten Sieihn los, um zu löschen | Überprüften Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.) Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS). |
| 020 | Probleme beim Starten des Schweißvorgangs Überprüften Sie ihre Schweißparameter Drucken Sie auf den Brennertaster und halten Sieihn los, um zu löschen | Überprüften Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.) Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS). |
| 024 | Überbelastung USB Ziehen Sie den USB-Stick ab | Wechseln Sie den USB-Stick. |
| - | Es ist ein interner Systemfehler aufgetreten. Starten Sie das Gerät neu | Schalten Sie das Gerät aus und wieder ein. Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS) |
| - Fehler | bei der Kalibrierung des Motors | Führen Sie erneut eine Kalibrierung der Geschwindigkeit des Draht- vorschubkoffers durch (Menü „Kalibrierung“) |
| - Fehler | bei der Kalibrierung | Führen Sie erneut eine Kalibrierung der Schweißkabel durch (Menü „Kalibrierung“) |
| - Kein Speicherplatz mehr auf dem Gerät Löschen Sie Jobs, um internen Speicherplatz freiugegeben. | ||
| - | Datei %s nicht entwickelt Err %d Trotzdem fortfahren? | Die Daten von dem USB-Stick sind beschädigt. Prüfen Sie ihre Daten. |
| - | Nicht möglich, auf den USB-Stick zu schreiben | Geben Sie Speicherplatz auf dem USB-Stick frei. Bleibt das Problem bestehen, wechseln Sie den USB-Stick. |
| - | Anzahl der Startversuche übersritten. Entsperrcode erforderlich | Den Entsperrcode: 314159 eingeben |
| - Falscher Bedienercode | Der persönliche Code ist falsch, geben Sie den richtigen ein. Die Voreinstellung dieser Codes ist 0000. | |
Wenn ein nicht aufgelisteter Fehlercode erscheidt oder ihre Probleme weiterhin bestehen, wenden Sie sich an den GYS-KUNDENDIENST.
Warnsymbole (Warnung)
Die Warnsymbole oben rechts auf dem Bildschirm geben Ihnen Auskunft über Ihr Gerät.
| Alarmsymbol Bedeutung | |
| DEMO | Demo-Modus Schweiben ist inaktiv. Überprüfen Sie ihre Elektroinstallation (Abschnitt Spannung) |
| Batterie des Bedienfelds leer. Wechseln Sie die Batterie (CR2032) undactualisieren Sie das Datum und die Uhrzeit des Geräts (System / Uhrzeit). | |
| Der Lüfter dreht sich nicht mit der richtigen Geschwindigkeit. Überprüfen Sie den Zustand des Lüfters. | |