
Autopulse 320T1 - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Autopulse 320T1 GYS in formato PDF.
| Tipo di prodotto | Macchina per saldatura semiautomatica sinergica MIG/MAG |
| Marca | GYS |
| Modello | Autopulse 320T1 |
| Alimentazione elettrica | 400 V trifase (50-60 Hz) o 208-240 V trifase secondo versione |
| Corrente di saldatura max | 320 A (stimato dal riferimento) |
| Fattore di marcia | Variabile secondo corrente, fino al 60% a 320 A (ciclo 10 min, 40°C) |
| Diametri filo supportati | Acciaio: 0.6 a 1.2 mm; Inox: 0.8 a 1.2 mm; Alluminio: 0.8 a 1.2 mm; CuSi/CuAl: 0.8 a 1.2 mm |
| Tipi di saldatura | MIG/MAG sincrono (sinergico), modalità: Standard, Pulsato, Cold Pulse, Manuale, Puntatura (Spot/Delay) |
| Gas di protezione | Ar+CO2 (acciaio/inox), Ar puro (alluminio, brasatura) |
| Portata gas | 8-15 L/min (acciaio), 15-20 L/min (alluminio), 12-15 L/min (pulsato) |
| Raffreddamento | Ventilato (aria) |
| Grado di protezione | IP23 |
| Temperatura di utilizzo | -10°C a +40°C |
| Temperatura di stoccaggio | -20°C a +55°C |
| Connettività | Porta USB per aggiornamenti e trasferimento dati |
| Interfaccia utente | Schermo IHM con manopole e pulsanti |
| Funzioni di sicurezza | Protezione termica, sovratensione/sottotensione, rilevamento corrente di terra, blocco interfaccia |
| Manutenzione | Spolveratura regolare, verifica connessioni, calibrazione mototamburo |
| Pezzi di ricambio comuni | Torce Push-Pull, Spool Gun, rulli, guaine, tubi contatto, ugelli |
| Garanzia | 2 anni pezzi e manodopera (esclusi usura e uso improprio) |
| Peso approssimativo | ~35 kg (stima) |
Domande frequenti - Autopulse 320T1 GYS
Domande degli utenti su Autopulse 320T1 GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Autopulse 320T1 - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Autopulse 320T1 del marchio GYS.
MANUALE UTENTE Autopulse 320T1 GYS
Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non delve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potr è essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta significativa e/o sul manuale. Bisogna rispetto le direttive relative alla sicurezza. In caso di uso inadguato o pericoloso, il fabbricante non potra essere ritenuto responsable.
Il dispositivo dev'essere utilizzato in un locale senza polvere, acido, gas infiammabile o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione d'aria durante l'uso.
Intervallo di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguala a 50% a 40^ (104^)
Inferiore o uguala a 90% a 20^ (68^)
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco puo essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calorie, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti nella risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tout il corpo.

Usare quanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non toglire mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potra essere ritenuto responsable in caso d'accidente.

I pezzi appena saldati sono caldi e possono causare uszioni durante la manipolazione. Quando s'interviene sulla torcia o sul portalelettro, bisogna assicurarsi che quosti siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento.
L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi uszioni.
E importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DISALDATURA E GAS

Fumi, gas e polveri emessi alla saldatura sono pericolosi per la salute. E necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sa efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorvegianza a distance di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio più essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrelo.
La saldatura è proibita se effetuata in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completeness la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezatura anticendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le personne, gli oggetti inflammabili e i contentitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se fissi sono aperti devono prima assere svuotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo delle bombole potrebbe essere fonte di asfissia in caso di concentrazione nell'ospazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un'alto. Attenzione alle variazioni di temperatura e alle espositionsi al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torque, morsetti di terra o agli altra fonte di calore o d'incandescenza.
Tenerla Iontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'aperatura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprir la fonte di corrente di saldatura, bisogna disconnetterla alla rete e attendere 2 min. affinche l'insieme dei condensatori sua scarico.
Non toccare dello stesso momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torce danneggiati solo da persone abilitate e qualificare. Dimensionare la sezione dei cavi in funzione dell'applicazione.
Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentamente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL DISPOSITIVO (VERSION 230 V)

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a basa tensione. Potrebbero esseri difficoltà potenziali per assicurare la compatibilità elettromagnetica in queste siti, a causa delle perturbazioni condotte o irradiate.
Questi dispositivi sono conformi alla CEI 61000-3-12.

A condizione che l'impedenza della rete pubblica di alimentazione Bassa tensione nel punto di aggancio comune sua inferiore a Zmax = 0.349 Ohms, quello dispositivo è conforme alla CEI 61000-3-11 e più essere collegato alla rete pubblica di alimentazione Bassa tensione. E' quindi responsabilità dell'infallatore o dell'utilizzatore del dispositivo assicurarsi, consultando l'operaore della rete di distribuzione, se necessario, perché l'impedenza di rete sia conforme alle restrizioni d'impenenza.
EMISSIONELETTRO-MAGNETICHE

La corrente elettrica che atraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi eletromagnetici EMF possono disturbare alcini impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagnetic del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con una fascetta, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
non arrotolare mai cavi di saldatura attorno al corpo
non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo: - collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
- non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su diesso;
- non saldare durante il trasporto della fonte di corrente di saldatura o del trainafillo.

I portatori di pacemaker devono consultare un medico prima di usare quello dispositivo di saldatura.
L'esposizione ai campi elettromagnetic durante la saldatura potrebbe aveo altri effetti sulla salute che non sono ancora conosciuti.
RACCOMMANDAZIONI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetic sono rilevate, è responsabilità dell'utente del dispositivo di saldatura ad arco risolverve la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto simplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetic intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d'entrata. In agli caso, le perturbazioni elettromagnetic devono essere ridotte fino a non essere più fastidioso.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Occorre tenere in considerazione quanto segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura ad arco di altri cavi di alimentazione, di commando, di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di personne vicine, ad esempio, l'uso di pacemaker o appearecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l'immunità degli altri materiali presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere seeguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e dalle及其他 attività svolte sul posto. La zona circostante cui estendersi othere ai limiti delle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco puo servire a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includhe delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto possonoanche permiettere di confirmare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONE ELETTRAMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collagenare il materiale di saldatura ad arco a una rete pubblica di alimentazione seconde le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di riformamento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuita della schermatura elettrica su tutte la sua lunghezza. E' conveniente collagenare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del genereatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E' opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguito le raccomandazioni del fabbricante. E opportuno che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. E opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menznatii nelle istruzioni del fabbricante. E opportuno in particolar modo che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati seconde le raccomandazioni del fabbricante.
c. Cavi di saldatura: E' opportuno che i cavi siano i più corti possibili, piazzati l'uno vicino all'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente quosti oggetti metallici e l'elettro. Converrebbe isolare l'utente di quosti oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra vuò, in certi casi e non sistematicamente, ridurre le emissioni. É opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sa fattà direttemente, ma in certi paesi che non autorizzato但这a connessione diretta, è opportuno che la connessione avenga tramite un condensatore appropriato scelto in funzione delle regolamenti nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il problema è di perturbazioni. La protezione di tutte la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale. Non far passare la fonte di corrente al di sopra di persona o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello stesso momento. Le loro norme di trasporto sono distinte. E preferibile togliere la bobina prima di agli sollevamento o trasporto del disposito di corrente di saldatura.
INSTALLAZIONDEL DISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il disposativo di corrente di saldatura e accedere ai comandi.
- Non utilizzato in un ambiente con polveri metalliche conductrici.
La fonte di corrente di saldatura deve essere al riparo alla pioggia e non deve essere esposta ai raggi del sole.
Il materiale è di grado di protezione IP21, che significata: - aree pericolose protette per impedire l'accesso di materiale solido di diam >12.5 mm e,
- protezione contro le cadute verticali di gobce d'acqua.

Le correnti di saldatura vaganti possono distrugere i conduttori di terra, danneggiare le apparecchiature e i dispositivi elettrici e causare il surriscaldamento dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere collegate fermamente, verificarlo regolarmente!
- Assicurarsi che il fissaggio del pezzo sia solido e alla problemi elettrici!
- Attaccare o suspendere tutti gli elementi conduttori di elettricità della fonte di saldatura, come il telaio, il carrello e i sistemi di sollevamento in modo tale cheassi siano isolati!
- Non depositare altra attrezzatura come trapani, dispositivi di affilatura, ecc., sulla fonte di saldatura, il carrello, o i sistemi di sollevamento alla che essi siano stati previamente isolati!
- Collocare sempre le torque di saldatura o porta elettrodi su superficie isolata quando non sono in uso!
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo disposivo.
MANUTENZIONE / CONSIGLI


Le manutenzioni devono essere effettuate solo da personale qualificato. è consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni
e l'intensità sono elevate e pericolose.
- Regolarmente, logliere il coperchio e spolverare con l'aiuto di una pistola ad aria. Cogliere l'occasion per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libero per l'entrata e l'uscita d'aria.
Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori ne per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il genatore sia scollegato alla rete. Le connessioni in series o parallele di generatori sono vietate. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
DESCRIZIONE
L'AUTOPULSE è una saldatrice semi-automatica «sinergica», ventilata per saldatura (MIG o MAG). É raccomandato per la saldatura degli acciai, degli inox e degli allumini e l'ottone. La sua regolazione è semplice e rapida grazie alla sua modalità «sinergica» integrale.
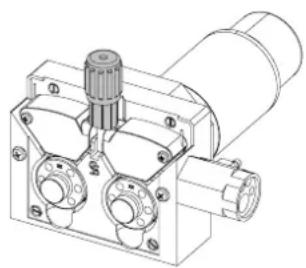
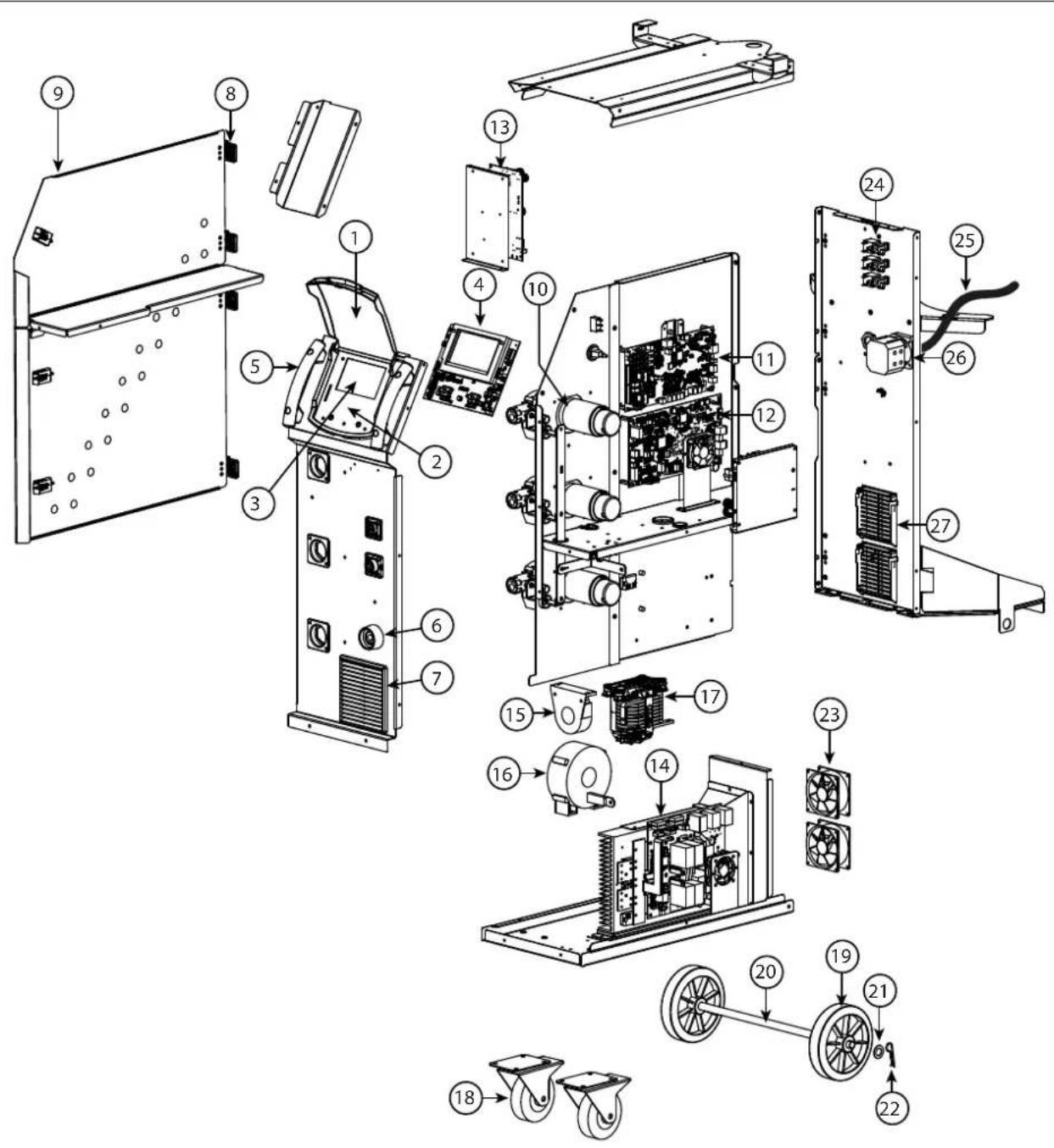
DESCIZIONE DELL'APPARECCHIO
1- Pressa cavo (cavo di rete) 10- Connettore USB
2- Interruttore avvio/arresto 11-IHM
3- Connettore gas T1 12- Connettore Push-Pull (PP)
4- Connettore gas T2 13- Connettore Spool Gun (SP)
5- Connettore gas T3 14- Connettore Texas
6- Supporto bombole 15- Connettore Euro T1
7- Supporto bobine 1, 2 e 3 16- Connettore Euro T2
8- Trainafil 17- Connettore euro T3
9-Inverter depuratore di gas durante I'avanzata del filo
INTERFACCIA UOMO-MACCHINA (IHM)

IH
Leggere il manuale dell'interfaccia (IHM) che fa parte della documentazione completa del dispositivo.
ALIMENTAZIONE-ACCENSIONE
- Il modello 400 V è fornito con una spina da 16 A, tipo EN 60309-1, e delve essere usato solo in un'installazione elettrica trifase 400 V (50-60 Hz) a quattro fili con un conduttore neutro a terra.
- Il modello 208/240 V è fornito senza spina e devè essere usato solo in un'installazione elettrica trifase 200-240 V (50-60 Hz) a quattro fili con neutro a terra.
La corrente effettiva assorbita (I1eff) è indicata sull'apparecchiatura, per le condizioni massime di funzionamento. Verificare che l'alimentazione e la sua protezione (fusabile e/o interrupturo) siano compatibili con la corrente richiesta in uso. In alcuni paesi, potrebbe essere necessario cancellare la spina per permettere l'uso alle massime condizioni.
- Il modello 400V è progettato per funzionare su una tensione elettrica di 400V +/- 15%. Andr in protezione se la tensione di alimentazione è inferiore a 330Vrms o superiore a 490Vrms. (un codice di erre apparirà sul display della tastiera).
- Il modello 208/240V è progettato per funzionare a 220V - 15% +20%. Andra in protezione se la tensione di alimentazione è inferiore a 185Vrms o superiore a 270Vrms. (un codice di erre apparirà sul display della tastiera).
- Si accende portando l'interruttore on/off (2 - FIG 1) in posizione I, e si spegne portandolo in posizione O. Attenzione! Non spegnere mai l'alimentazione quando la macchina è sotto carico.
COLLEGAMENTO AD UN GRUPPO ELETTRGOENO
L'AUTOPULSE più funzionare con generatori a condizione che la potenza ausiliaria soddisfi i seguente requisiti:
- Per il modello 400 V: La tensione deve essere alternata, il suo value RMS deve essere 400V + / - 15% , e la sua tensione di picco deve essere infeiore a 700V,
- Per il modello 208/240 V: La tensione deve essere alternata, il suo value RMS deve essere 220V - 15% +20% , e la sua tensione di picco deve.
esere inferiore a 375V,
- La frequenza deve essere compresa tra 50 e 60 Hz.
E imperativo controllare queste condizioni, poiché molti generatori producono picchi di alta tensione che possono danneggiare le sottostazioni.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolonghe devono avere lunghezza e sezione appropriate alla tensione del dispositivo. Usare una prolonga in conformità con le regolamenti nazionali.
| Tensione d'entrata Se | zezione della prolunga (<45m) |
| 400 V 2.5 mm2 |
INSTALLAZIONDELLA BOBINA


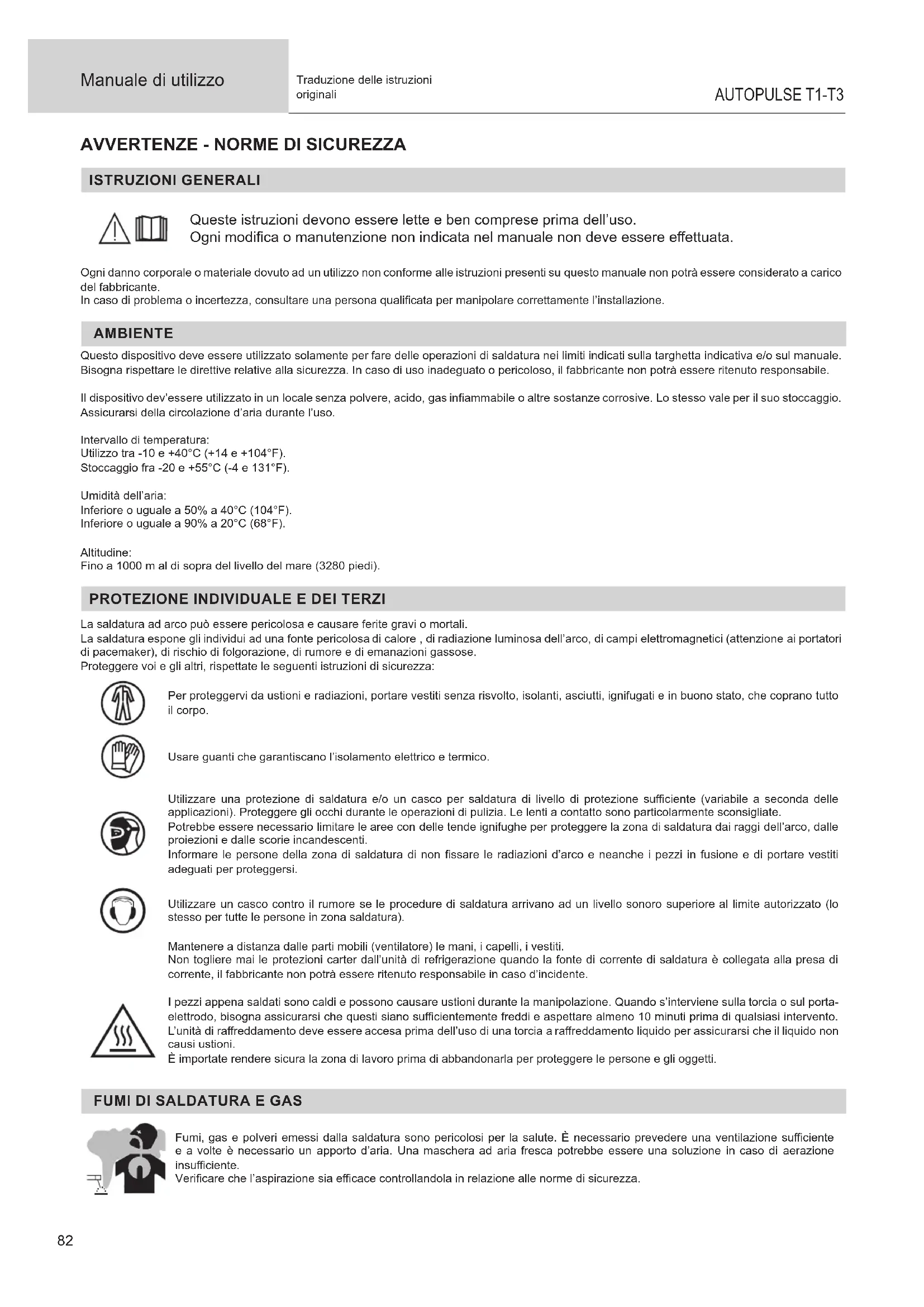
- Rimuovere il porta ugello (a) e l'ugello porta corrente (b) alla vostra torcia MIG/MAG.
- Aprire il coperchio del dispositorio.
- Posizione are la bobina sul suo supporto.
-
Tenere in considerazione l'alletta di azionamento (c) del supporto della bobina. Per montare una bobina da 200mm, stringere il porta-bobina in plastica (a) al massimo.
-
Regolare la manopola del freno (b) per evitare durante l'arresto della saldatura che l'inerzia della bobina aggrovigi il filo. Generalmente, non stringere troppo, ciò provocherebbe un surriscaldamento del motore.
Per cambiare i rulli, procedere come segue:
- Allentare le manopole (a) al massimo e abassarle.
Sbloccare i rulli allentando le viti di fissaggio (b). - Inserire i rulli del motore corretti per la vostra applicazione e stringere le viti di fissaggio.
I rulli forniti sono dei rulli a doppiia scanalatura : - alu 0.1/0.2 (T1 + T3)
-acciaio 0.8/1.0 (T3)
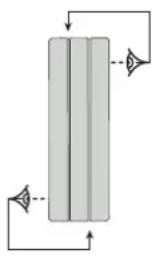
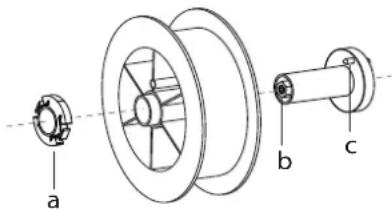
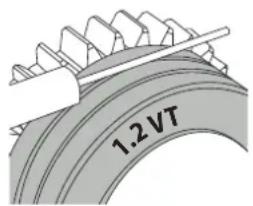
- Controllare l'annotation sul rullo per verificare che i rulli siano adatti al diamentrodel filo e al materiale del filo (per un filo di 0.1.2, utilizzato la scanalatura di 0.1.2).
- Utilizzare i rulli con scanalatura a V per i fili d'acciaio e per gli altri fili duri.
- Utilizzare i rulli con scanalatura a U per i fili di alluminio e gli altri fili in lega, morbidi.

: : annotazione visible sul rullo (esempio: 1.2 VT)
: scanalatura dautilizzare
Per installare il filo del metallo d'apporto, procedere come segue:
- Allentare le manopole al massimo e abassarle.
- Inserire il filo, poi richiudere il trainafilo e stringere le manopole secondo le indicazioni.
- Azionare il trainafilo premendo il pulsante della torcia o sul pulsante manuale di avanzamento del filo (1-6).

Osservazioni:
- Una guaina troppo stretta può comportare dei problemi di scorrimento e+dunque un surriscaldamento del motore.
Il connettore della torcia deve essere anch'esso stretto con attenzione al fine di evitare il suo riscaldamento. - Verificare che ne il filo, ne la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericol di corto circuito.
RISCHIO DI LESIONI LEGATO AI COMPONENTI MOBILI

I trainafilo sono provvisti di componenti mobili che sono agganciare mani, capelli, vestiti o utensili e di consegenza causare ferite!
Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento!
Assicurarsi che i coperchi carter o i coperchi di protezione restino ben chiusi durante il funzionamento!
Non indossare quanti durante l'avolgimento del filo e per ilchio della bobine del filo di apporto.
SALDATURA SEMI-AUTOMATICA IN ACCIAIO / INOX (MODO MAG)
La AUTOPULSE puo saldare fili di acciaio da 0,6 a 1,2 mm e acciaio inox da 0,8 a 1,2 mm (II-A).
L'uso in acciaio necessita un gas specifico alla saldatura (Ar+CO2). La proportione di CO2 puo variare a seconda del tipo di gas usato. Per l'inox, utilise una miscela al 2% di CO2. In caso di saldatura con CO2 pura, è necessario connettere un dispositivo di preriscaldamento del gas nella ombola di gas. Per le bobine specifiche per il gas, contatare il vostro distributore di gas. Il flusso del gas per l'acciaio è compreso tra 8 e 15 litri / minuto a seconda dell'ambiente. Le sinergie nella modalità Pulsata sono ottimizzate per un flusso di gas compreso tra 12 e 15 litri / minuto.
Per misurare il flusso di gas in uscita alla torcia, è raccomandato utilizzare un flussometro in opzione ( rif. 053939).
SALDATURA SEMI-AUTOMATICA ALLUMINIO (MODO MIG)
La AUTOPULSE puo saldare filo alluminio da 0.8 a 1.2 mm (II-B).
L'uso su alluminio necessita di un gas specifico Argo puro (Ar). Per la scelta del gas, farsi consigliare da un distributore di gas. Il flusso del gas per alluminio si pone tra 15 e 20 l/min a seconda dell'ambiente e dell'esperienza del saldatore. Le sinergie nella modalità Pulsata sono ottimizzate per un flusso di gas compreso tra 12 e 15 litri / minuto.
Ecco le differenze fra gli usi specifici acciaio e alluminio:
- Usare i rulli specifici per la saldatura alluminio.
- Mettere al minimo la pressione dei rulli pressori del trainafilo per non schiacciare il filo.
- Utilizzare la canetta (guidafilo tra i rulli del trainafilo e il connettore EURO) unicamente per la saldatura acciaio/inox (II-B).
- Utilizzare una torcia speciale in alluminio. Questa torcia in alluminio possiede una guaina in teflon al fine di ridurre gli attriti. NON tagliere la guaina dal bordo del collegamento !! Questa guaina serve a guidare il filo a partire dai rulli.
- Punta di contatto : utilizzare una punta di contatto SPECIALE in alluminio adatta al diametro del filo.

Quando si utilizes la guaina rossa o blu (saldatura alluminio), si raccomanda diutilizzare I'accessorio 90950 (II-C). Questa guida per guaina inox migliorara il centraggio della guaina e facilita il flusso del filo.

Video
SALDATURA SEMI-AUTOMATICA IN CUSIE CUAL (MODALITA BRASATURA)
Il materiale puo saldare il filo CuSi e CuAl di da 0.8 a 1.2mm
Allo stesso mode dell'acciaio, il tubo capillare delve essere messo in posizione e bisogna utilizzare una torcia con una guaina in acciaio. Nel caso della brasatura, bisogna utilizzare dell'argon puro (Ar).
CONNECTION GAS
- Montare un regolatore di pressione adatto alla bombola di gas. Collegarlo al dispositivo di saldatura con il tubo fornito. Mettere le 2 fascette di serraggio per evitare perdite.
- Assicurare la Buona conservazione della bombola di gas fissandola con la catena sul generatore.
- Regolare il flusso del gas con la manopola di regolazione situata sul riduttore di pressione.
NB: per facilitare la egolazione del flusso d'aria, azionare i rulli motori premendo sul pulsante della torcia (allentare le manopole del trainafilo per non trascinare il filo). Pressione massima del gas: 0.5 MPa (5 bars).
Questo procedimento non si applica alla saldatura in modo «No Gas».
COMBINAZIONI CONSIGLiate
| (mm) | Corrente (A) Ø Filo (mm) Ugello (mm) Flusso (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | .2/1.6 16 18-25 | |||
| MAG | 0.6-1.5 15-80 0 | 6 12 8-10 | ||
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | .2/1.6 16 15-18 | |||
MODALITA'DI SALDATURA MIG/MAG(GMAW/FCAW)
| Processi di saldatura | ||||||
| Parametri | Regolazioni | MANUALE | STD DYNAMIC | PULSATO | COLD PULSE | |
| Coppiamaterialie/gas | - Fe Ar 25% CO2- ... | - | ✓ | ✓ | ✓ | Scelta del materiale da saldare.Parametri di saldatura sinergica |
| Diametro del fino | Ø 0.6 > Ø 1.2 mm | - | ✓ | ✓ | ✓ | Scelta del diametro del filo |
| ModulArc | OFF-ON | - | - | ✓ | ✓ | Attivare o no la modulazione di corrente di saldatura (Doppio Pulsato) |
| Comportamento pulsante | 2T, 4T | ✓ | ✓ | ✓ | ✓ | Scelta della modalità di gestione della saldatura a pulsante. |
| Modalità di Pun-tatura | SPOT, DELAI | ✓ | ✓ | - | - | Scelta della modalità di puntatura |
| 1° Regolazione | Spessore Corrente Velocità | - | ✓ | ✓ | ✓ | Scelta di regolazione principale da visualizzare (Spessore del pezzo da saldare, corrente media di saldatura o velocità del filo). |
| Energia | Hold Coef. termico | ✓ | ✓ | ✓ | ✓ | Vedere capitolo «Energia» alle pagine seguenti. |
L'accesso a certi parametri di saldatura dipende alla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy, Expert, Avanzato. Fare riferimento al manuale dell'IHM.
PROCESSI DI SALDATURA
Per averere maggiori informazioni sulle sinergie GYS e i processi di saldatura, scannerizzare il QR code:

MODALITA DI PUNTATURA
- SPOT
Questa modalità di saldatura permette di pre-assemblare i pezzaprima della saldatura. La puntatura può essere manuale atraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una miglior riproducibilità e la realizzazione del punto non ossidato (accessible dal menu avanzato).
DELAI
E' una modalità di puntatura simile al SPOT, ma incatena puntature e tempi di arresto definiti quando il pulsante è premuto.
DEFINIZIONDELLEREGOLAZIONI
| Unità | ||
| Velocità del filo | m/min | Quantità del metallo d'apporto presentato e indirettamente intensità di saldatura e la penetrazione. |
| Tensione V Influenza sulla larghezza del cordone. | ||
| Induttanza | - | Ammortizza più o meno la corrente di saldatura. Da regolare in funzione della posizione di saldatura. |
| Pre-gas s Tempi di pulizia della tordia e di creatazione della protezione gas prima dell'innesco. | ||
| Post gas s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di protegge il pezzo eanche l'elettro contro le ossidazioni. | |
| Spessore mm | La sinergia permette un parametraggio competamente automatico. L'azione sullo spessorefissato automaticamente adatta la tensione e la velocità del filo. | |
| Corrente A | La corrente di saldatura è regolata in funzione del tipo di filo utilizzato e del materiale da saldare. | |
| Lunghezza arco | - | Consente di regolare la distance tra l'estremità del filo e il bagno di fusione (regolazione della tensione). |
| Velocità d'avicina-mentation | % | Velocità del filo progressiva Prima dell'innesco, il filo arrivava lentamente per crare il primo dato alla generare sbalzi. |
| Hot Start | % & s | L'Hot Start è una sovracorrente di innesco che impedisce al filo di incollarsi al pezzo. è impostato in intensità(% della corrente di saldatura) e tempo (secondi). |
| Crater Filler | % | Questa corrente portante all'arresto è una fase dello rampa di discesa in correnteÈ impostato in intensità (% della corrente di saldatura) e tempo (secondi). |
| Soft Start | s | Aumento della corrente progressivo. Al fine di evitare inneschi violenti o sbalzi, la corrente è controllata tra il primo dato e la saldatura. |
| Uplsole | s Rampa di aumento progressivo della corrente. | |
| Corrente fredda | % | Seconda corrente di saldatura detta «fredda» |
| Frequenza della Pul-sazione | Hz | Frequenza della pulsazione |
| Rapporto ciclico | % | Nel pulsato, regola i tempi di corrente calda in rapporto ai tempi di corrente fredda |
| Evanescenza | s Rampa di discesa in corrente. | |
| Punto | s Durata definitita. | |
| Durata tra due punti | s | Durata tra la fine di un punto (in PostGas) e la ripresa di un nuovo punto (PreGas compreso). |
| Burnback | s | Funzione che previene il rischio di incollaggio del filo alla fine del cordone. Questi tempi corrispondono alla risalita del filo durante il bagno di fusione. |
L'accesso a certi parametri di saldatura dipende dal procedimento di saldatura (Manuale, Standars, ecc...) e alla modalità di visualizzazione selezionata (Easy, Expert, Avanzato). Fare riferimento al manuale dell'IHM.
CICLI DI SALDATURA MIG/MAG
Processo standard 2T
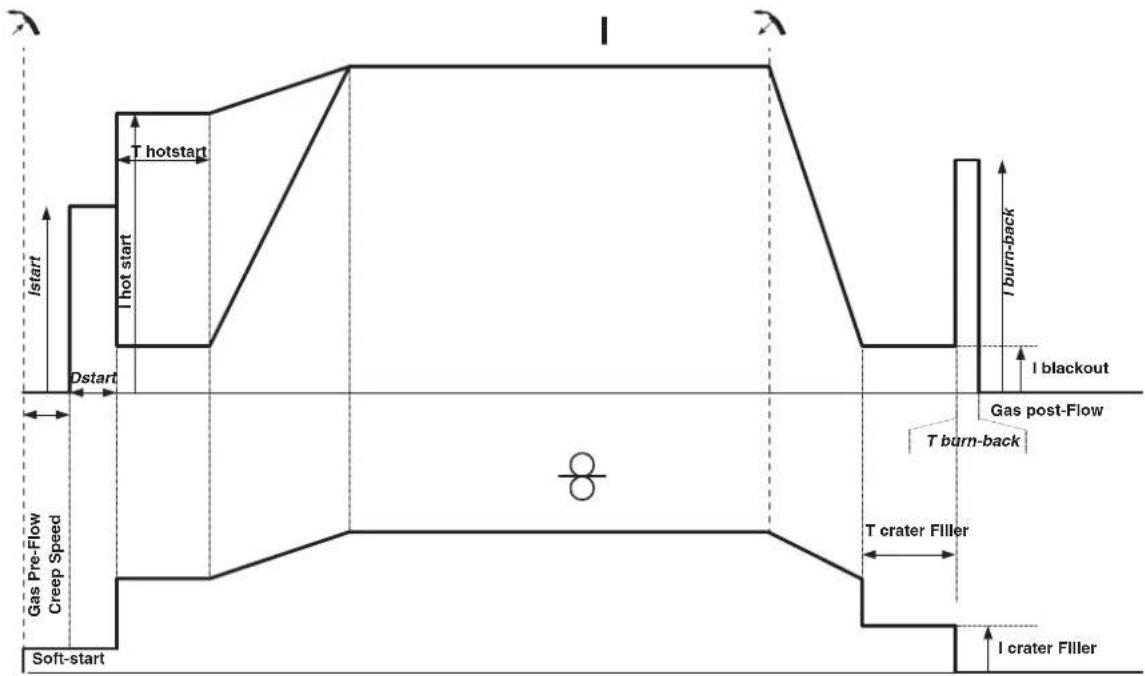
Premendo il pulsante il pre-gas comincia. Quando il filo tocca il pezzo una pulsazione fa avviare l'arco, poi il ciclo di saldatura comincia. Al rilascio del pulsante il dipanamento si ferma e una pulsazione di corrente permette di tagliare il filo in modo appropriato seguito dal post gas. Finché il post gas non è terminato, la pressione del pulsante permette un riavvio rapido della saldatura (punto a catenella manuale) sono passare per la fase HotStart. Un HotStart e (o) un Crater filler possono essere aggiunti nel ciclo.
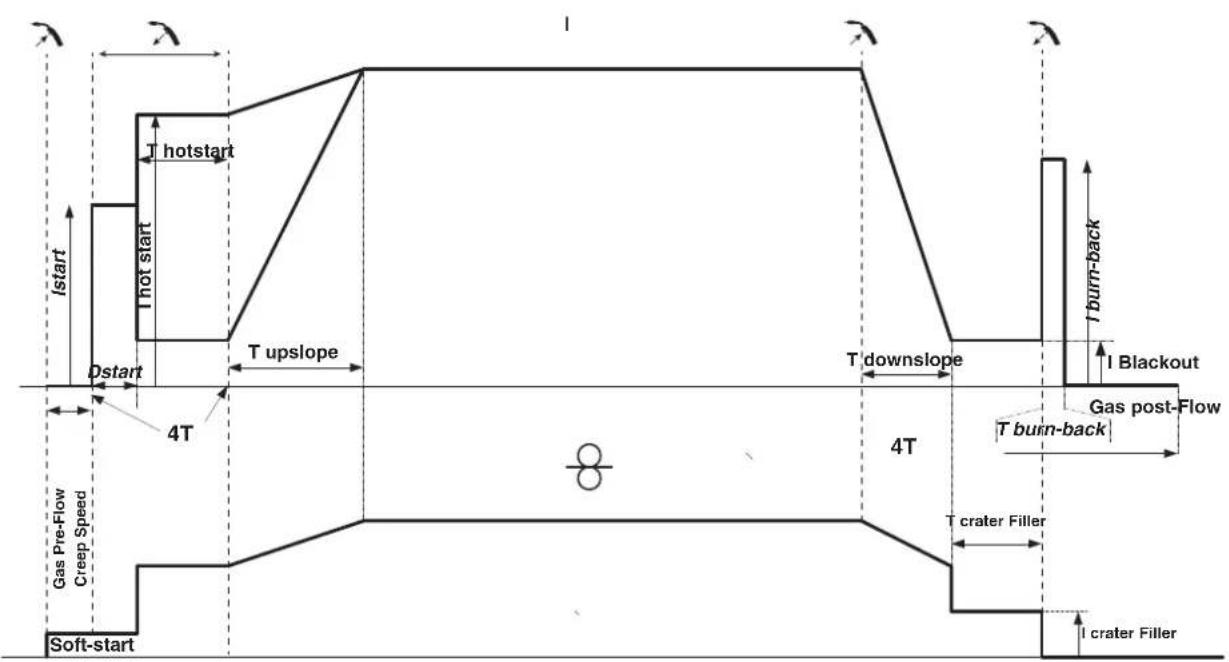
Procedimento 4T:
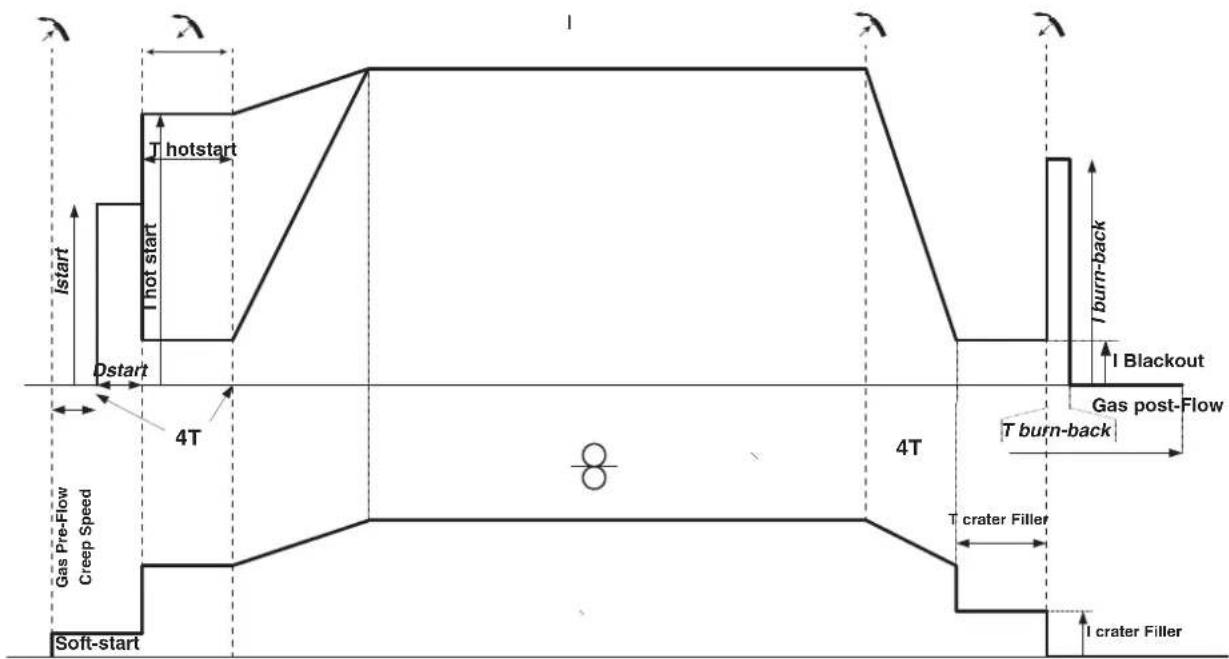
In 4T standard, la durata del pre-gas e del post-gas è gestita dal pulsante. L'HotStart e il Crater filler per il pulsante torcia.
Premendo il pulsante il pre-gas comincia. Quando il filo tocca il pezzo una pulsazione fa avviare l'arco, poi il ciclo di saldatura comincia. Poi, il dispositivo comincia con lHot-start, l'Upslope e infine inizia il ciclo di saldatura. Al rilascio del pulsante, il Downslope comincia sono a raggiungere Crater filler. Quindi il picco d'arresto taglia il filo seguito dal post-gas.. Come in modalità « Standard», c'e la possibilità di riavviare rapidamente la saldatura durante il Post-gas.enza passare per la fase HotStart
Processo 4 Tempi pulsato:
In 4T pulsato, la durata del pre-gas e del post-gas è gestita dal pulsante. L'HotStart e il Crater filler per il pulsante torcia
ENERGIA
Modo sviluppato per la saldatura con controllo energetico inquadrato per un DMOS. Questo modo permette, inoltre la visualizzazione energetica del cordone dopo la saldatura, di regolare il coefficiente termine a seconda della norma utilizzata: 1 per gli standard ASME e 0,6 (TIG) o 0,8 (MMA) per gli standard europei. L'energia visualizzata è calculata tenendoconto di quello coefficente.
TORCIA PUSH-PULL IN OPZIONE
| Riferimento Diametro del fino Lunghezza | Tipodi raffreddamento | ||
| 044111 0.6 > | 1.0 mm 4 m aria | ||
| 046283 0.6 > | 1.2 mm 8 m aria | ||
Unor 10.8 m conuna torcia di lunghezza 8 m.Qesta torcia pue essere utilizzata in tutte le modalita di saldatura MIG-MAG.
L'individuzione della torcia Push-Pull si effettua con una simplice pressione sul pulsante.
In caso di utilizzo di una torcia Push-Pull con potenziometro, la regolazione sull'interfaccia permette di fissare il valore massimo dell'intervallo di regolazione.
Il potenziometro permette quindi di variate tra il 50% e il 100% di quello valore.
TORCIA SPOOL GUN IN OPZIONE
| Riferimento Diametro del fino Lunghezza | Tipodi raffreddamento |
| 041486 0.6 > | 1.0 mm 4 m aria |
Un torc Spool Gun pue essere raccordata al generatore per mezzo del connettore (I-13). Puo essere usato solo in modalita sinergica, standard e manuale.
-
In modalità manuale, solo la manopola di regolazione della velocità del filo è remota sulla torcia (nessuna regolazione possibile sull'interfaccia della macchina).
-
In modalità sinergica, la manopola di regolazione permette di agire tra il 50% e il 100% del valore impostato sull'HMI.
La torcia Push-Pulliene rilevata semplicamente premendo il grilletto.
Per maggiori dettagli, si prega di leggere le istruzioni fornite con la torcia.
ANOMALIE, CAUSE, RIMEDI
| SINTOMI POSSIBILI CAUSE | RIMEDI | |
| Il flusso del filo di saldatura non è costante. | Dei residui ostruiscono il foro. | Pulire il tubo contatto oppure cancellato e rimettere del prodotto anti-adenzione. |
| Il filo scivola nei rulli. Rimettere del prodotto anti-adenzione. | ||
| Uno dei rulli scivola Controllare il serraggio della vite del rullo. | ||
| Il cavo della torcia è attorcigliato. | Il cavo della torcia dev'essere il più dritto possibile. | |
| Il motore di traino non funziona. | Freno della bobina o rullo troppo stretto. | Allentare il freno e i rulli |
| Traino del filo scadente. | Guaina guida filo sporca o danneggiata. Pulire o sostituire. | |
| Chiavetta del perno dei rulli mancante Rimettere | la chiavetta nella sua posizione | |
| Freno della bobina troppo stretto. | Allentare il freno. | |
| Nessuna corrente o errata corrente di salda-tura. | Collegamento presa elettrica sbagliato. | Vedere il collegamento della spina e videere se la spina è correttamente alimentata. |
| Collegamento messa a terra sbagliato. | Controllare il morsetto di terra (collegamento e condizioni del morsetto). | |
| Nessuna potenza. | Controllare il pulsante della torcia. | |
| Il filo si arrotola dopo i rulli. | Guaina filo schiacciata. | Verificare la guaina e il corso della torcia. |
| Bloccaggio del filo nella torcia. | Sostituire o pulire. | |
| Nessun tubo capillare. | Verificare la presenza del tubo capillare. | |
| Velocità del filo troppo elevata. | Ridurre la velocità di filo. | |
| Il cordone di saldatura è poroso. | Il flusso di gas è insufficiente. | Intervallo di regolazione da 15 a 20 L / min. Pulire il metallo di base. |
| Bombola gas vuota. | Sostituirla. | |
| Qualità gas non sufficiente. | Sostituirlo. | |
| Circolazione d'aria o influenza del vento. | Evitare correnti d'aria, protegere la zona di saldatura. | |
| Condotto gas schiacciato. | Pulire il condotto gas oppure sostituirlo. | |
| Qualità filo scadente. | Usare un filo adattato alla saldatura MIG-MAG. | |
| Stato della superficie da saldare di qualità scadente (ruggine, ecc.) | Pulire il pezzo prima di saldare. | |
| Il gas non è connesso | Verificare che il gas sia connesso all'entrata del generatore. | |
| Particelle di scintille importanti | Tensione d'arco troppo Bassa o troppo alta. Vede | ere i parametri di saldatura. |
| Presa di terra sbagliata. | Controllare e posizionare il morsetto di terra il più vicino possibile alla zona da saldare | |
| Gas di protezione insufficiente. Regolare il flusso gas. | ||
| Nessun gas all'uscita della torcia Collegamento | gas sbagliato | Verificare il collegamento delle entrate del gas |
| Verificare che l'elettrovalva funzioni | ||
| Errore durante il download | I dati sulla chiavetta USB sono sbagliate o danneggiate. | Verificare i vostri dati |
| Problemi di salvataggio | Avete superato il numero massimo di salvatag- gi. | Dovete cancellare dei programmi. Il numero dei salvataggi è limitato a 500. |
| Soppressione automatica dei JOB. | Alcuni vostri Jobs sono stati eliminati perché non più validi con le nuove sinergie. | - |
| Errore di individuationa della torcia Push Pull - Verificare la connessione torcia Push Pull | ||
| Problema chiavetta USB | Nessun JOB rilevato nella chiavetta USB - | |
| Memoria del prodotto piena Liberare spazio nella chiavetta USB | ||
| Problema di file | Il file «...» non corrisponde alle sinergia scari- cate nel prodotto | Il file è stato createo con sinergie che non sono presenti sulla macchina. |
CONDITIONI DI GARANZIA
La garanzia copre agli difetto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
- Ogni danno dovuto al trasporto.
La normale usura dei pezzi (Es.: cavi, morsetti, ecc.).
Gli incidenti causati da uso impropero (erreore di alimentazione, cadute, smontaggio).
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rispedire il dispositorio al vostro distributore, alleging:
- una prova d'acquisto con data (scontrino, fattura...)
- unanota spiegando il guasto.
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TECNICAS / TEXHNUCKNE CNEUΦIKEAUUN / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| T1400 V | T3208-240 V | T3400 V | ||
| Primairie / Primary / Primar / Primario / Republika / Primaire / Primario | ||||
| Tension d'allimentation / Power supply voltage / Versorgungsspannung / Tension de rad électrica / Hanpaximna nutranna / Voadingsspanning / Tensione di alimentazione U1 | 400 V - 3+/- 15% | 220 V - 3+20% - 15% | 400 V - 3+/- 15% | |
| Froquence societ / Mains frequency / Netzfrequenz / Frecuencia / Hacora certa / Frecuencia sector / Frecuencia sottore | 50 / 60 Hz | |||
| Nombre de phases / Number of phases / Anzahl der Phasen /Numero de fases / Konvextego phaz / Aantal fases /Numero di fase | 3 | |||
| Fusible disjunktur / Fuse / Sicherung / Fusible disyntur / Плесушиpeхахугелунрсьетату / Zekaring hoofdschakeaar / Fusibili disglutnere | 16 A 25 A 16A | |||
| Courant d'alimentation effektif maximal / Maximum effective supply current / Corriente de alimentacion efectiva maxima / Maximale effective voedingsroom / Correnta di alimentazione effettiva massima / Maksymalny efektwyk przy zaslania | 16 A - 16A | |||
| Courant d'alimentation maximal / Maximum supply current / Corriente de alimentacion maxima / Maximale voedingsroom / Corrente di alimentazione massima / Maksymalny prajzaslania | 11max 22 A - 22A | |||
| Section du cordon secteur / Mainc cable section / Sectie nettoer / Sezione del cable de alimentacion / Sezione del cavo di alimentazione / Odcinek prerzwodu zaslajaegno | 4 x 2.5mm2 | |||
| Pulsance activale commsomme / Maximum active power consumed / Consumo maximume de energia activa / Maximalo actve vobrukite vermogon / Potenza attiva massima consummate / Maksymalny pobor mocy czynne | 11 200 W | |||
| Consummation au ralenil / Idle consumption / Consumo en ralenlizado / Stationair verbruk / Consumo al minimo / Zuycle na blegu jalowym | 31.7 W | - | 31.7 W | |
| Rendimento à l2max / Efficiência at 12max / Eficiência a 12max / RendimentoBJ 12max / Efficiência a 12max / Sprawnošć przy 12max | 88 % | - | 88 % | |
| Facteur de pulsance à 12max / Power factor at 12max / Factor de potenza à 12max / Inschakeldurbuj 12max / Cido di potenza à 12max / Wspólczynnik mocy przy 12max | 0.68 - 0.68 | |||
| Classe CEM / EMC class / Classe CEM / Klass CEM / Klass EMC | A | |||
| Secondaire / Secondary / Sekundär / Securidär / Brönpäma / Secondaire / Secondario | MIG-MAG(GMAW-FCAW) | |||
| Tension à vide / No load voltage / Leierlaufspannung / Tension à vaclo / Hanpaxemne xenoctoro xója / Nullastanning / Tensione a vuoto (TCO) | 82.4 V | |||
| Nature du courant de soudage / Type of welding current / Tipo de corriente de solidadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj praud spawania | DC | |||
| Modes de soudage / Welding modes / Modos de solidadura / Læ modules / Modalità di saldatura / Tryby spawania | MIG-MAG | |||
| Courant de soudage minimal / Minimum welding current / Corrienta minima de solidadura / Minimale lasstroom / Corrente minima di saldatura / Minimality pradj spawania | 15 A | |||
| Courant de sortie nominal / Rale current output / nominale Arbeitsstrom / Corriente de salida nominal / Hominienbenthe baxtodon tox / Nominaile ultgangsroom / Corrento di uscita nominale | 15 → 320 A | |||
| Tension de sortie conventionnelle / Conventional voltage output / entsprche de Arbeitsspannung / Ycnoanoe baxtodbe hancpaxemna / Tension de salda conventionnal / Conventional/ Conventionalie ultgangsspanning / Tensione di uscita conventionale | 14.75 → 30 V | |||
| Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1, Einschaltdauer @ 40°C (10 min), EN60974-1/Norm / Ciclo de travajo a 40°C (10 min), Norma EN60974-1/ PIB% prux 40°C (10 min), Hopma EN60974-1, Inschakeldurbuj bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1, CuSi / CuAl | 35 % | |||
| 60 % | 260 A | |||
| 100 % | 240 A | |||
| Diamètre minimal at maximal du fil d'apport / Minimum and maximum diameter of filler wire / Minimaler und maximaler Durchmesser des Schwellflüsselrutes / Diametro minimum y maximum del filde de solidadura / Minimantenbenthe n immacianbenthe plagemert priscadpony noipozonou / Minimale en maximaile diameter van het lasdraad / Diametro minimo e massimo del filo d'apporto | 0.6 → 1.0 mm | |||
| Inox / Stainless | 0.8 → 1.0 mm | |||
| Aluminium | 0.8 → 1.2 mm | |||
| CuSi / CuAl | 0.8 → 1.0 mm | |||
| Connectique de torch / Torch connector / Brenneranschuss / Conectiones de antorcha / Coérmene roperino / Aansluiting toots / Conmettori della torcia | Euro | |||
| Type de galet / Drive roller type / Drahfhnungsrolle-Typ / Tipo rotondo / Tip tonopixa / Tipo draadaanvoerol / Tipo cilruo | Acier / Steel | 0.5 → 20 m/min | ||
| Inox / Stainless | 0.8 → 1.0 mm | |||
| Pulsance du moteur / Motor power / Leistung des Motors / Potenza del motor / Vermogen van de motor / Potenza del motore | 50 W | |||
| Diametre maximal de la bobine d'apport / Maximum diameter of the supply reel / Maximaler Durchmesser der Schwellflüsselrutes / Diametro maximume de la bobina de alambre / Maximamalny plagemert priscadpony noipozonocohb.60mbtu / Maximale diameter van de spool / Diametro massimo della bobina d'apporto | 300 mm | 200 mm | ||
| Poids maximal de la bobine de fil d'apport / Maximum weight of the filler wire reel / Maximales Gewicht der Schwellflüsselrutes / Peso maximume de la bobina de alambre / Maximamalny boc nopozonocohb.60mbtu / Maximale gewicht van de spool / Peso massimo della bobina del filo d'apporto | 15 kg | 5 kg | ||
| Pression maximaide gas / Maximum gas pressure / Maximeral Gasdruck / Presión maxima del gas / Maximamalhoe pasienenra rasa / Maximale gasdruk / Pressione maxima del gas | 0.5 MPa (5 bar) | |||
| Temperaturé de fonctionnement / Functioning temperature / Betriebstemperatureur / Temperatura de functiomenamento / Paòvoan tempemparya / Gebruiktemperaturur / Temperatura di funzioniamento | -10°C → +40°C | |||
| Temperaturé de stockage / Storage temperature / Lagerthermaturé / Temperatura de almacenaoj / Tempemparya xpanovia / Böwaartemperaturur / Temperatura di stocaggio | -20°C → +55°C | |||
| Dégre de protection / Protection level / Schutzart / Grado de protezione / Crenche saucyts / Beschemingsklasse / Grado di protezione | IP 23 | |||
| Classe d'isolatianime des enroulements / Minimum coil insulation class / Clase minima de aslamento del bobinado / Minimale isolatéklasse omwikelingen / Classe minima di isolamento degli avolgimenti / Minimala klas izolaci) okablowania | B | |||
| Dimensions (Lxth) / Dimensions (Lxwh) / Abmessungen (Lxbx) / Dimensiones (Lxbh) / Pasempe (JdxLxB) / Almelingen (Lxbh) / Dimensioni (Lxbh) | 88 x 93 x 63 cm | |||
| Poids / Weight / Gewicht / Boc / Pesso / Gewicht / Pesso | 56 kg | 74 kg | 64 kg | |
1 cidi di lavoro sono realizzati nella norma EN6974-1 a 40° C su un cido di 10 min. Duranto [uolo intensivo (> a cido di lavoro) la protezione termica spauttare, in nesso cui, l'oro si piaghe a s'a spia ai illumin. Lasciate di dispositivo collegato per permebmire i raffreddamento franc allannulmente della proteazione. A secore delle modalita selezione, il dispositivo descere una criteristica a corremente costante o a tensione costante. In alcuni Pasi, UO viene chiamata TCO.
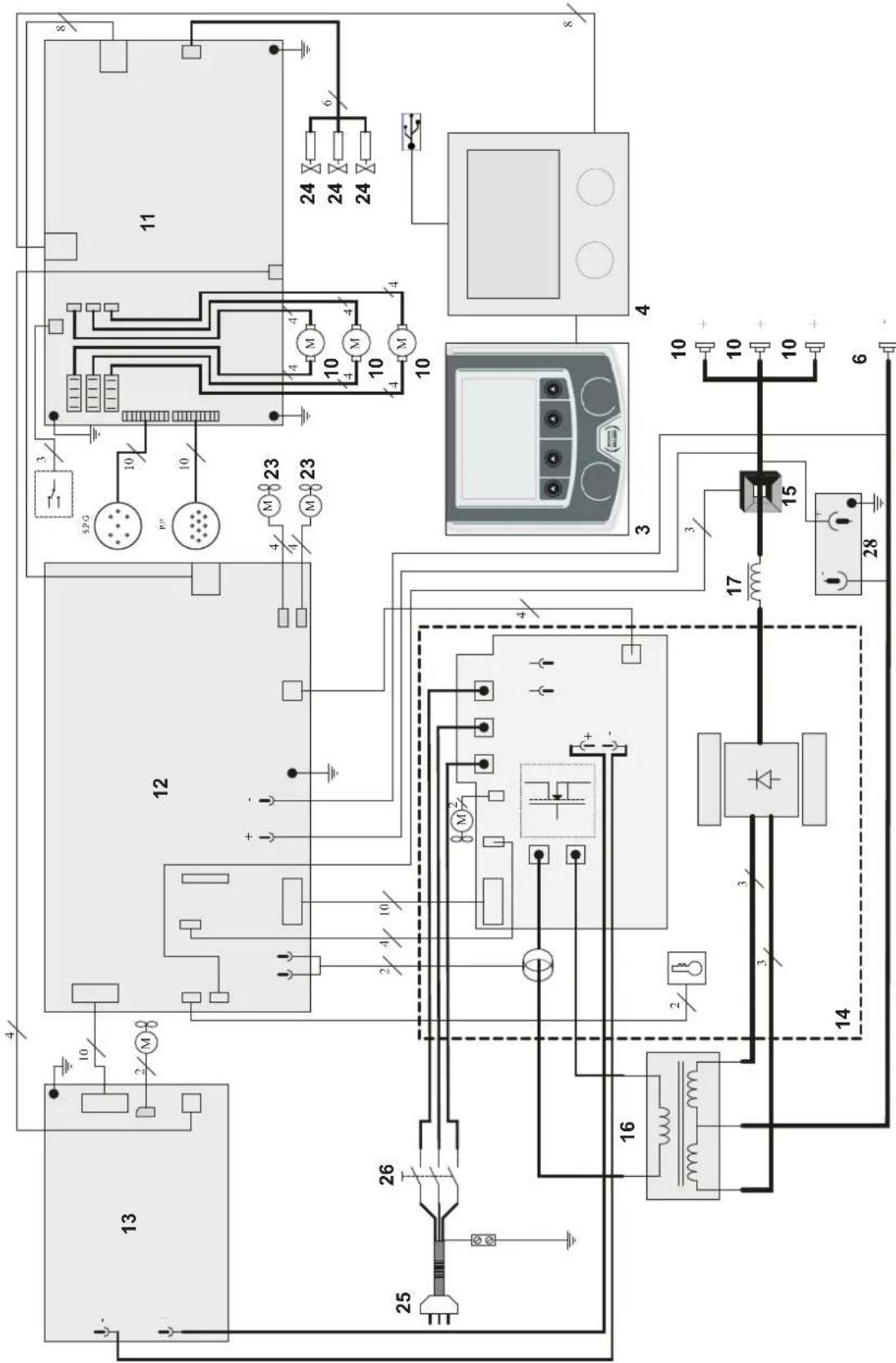
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / 3JIEKTPUHECKAR CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
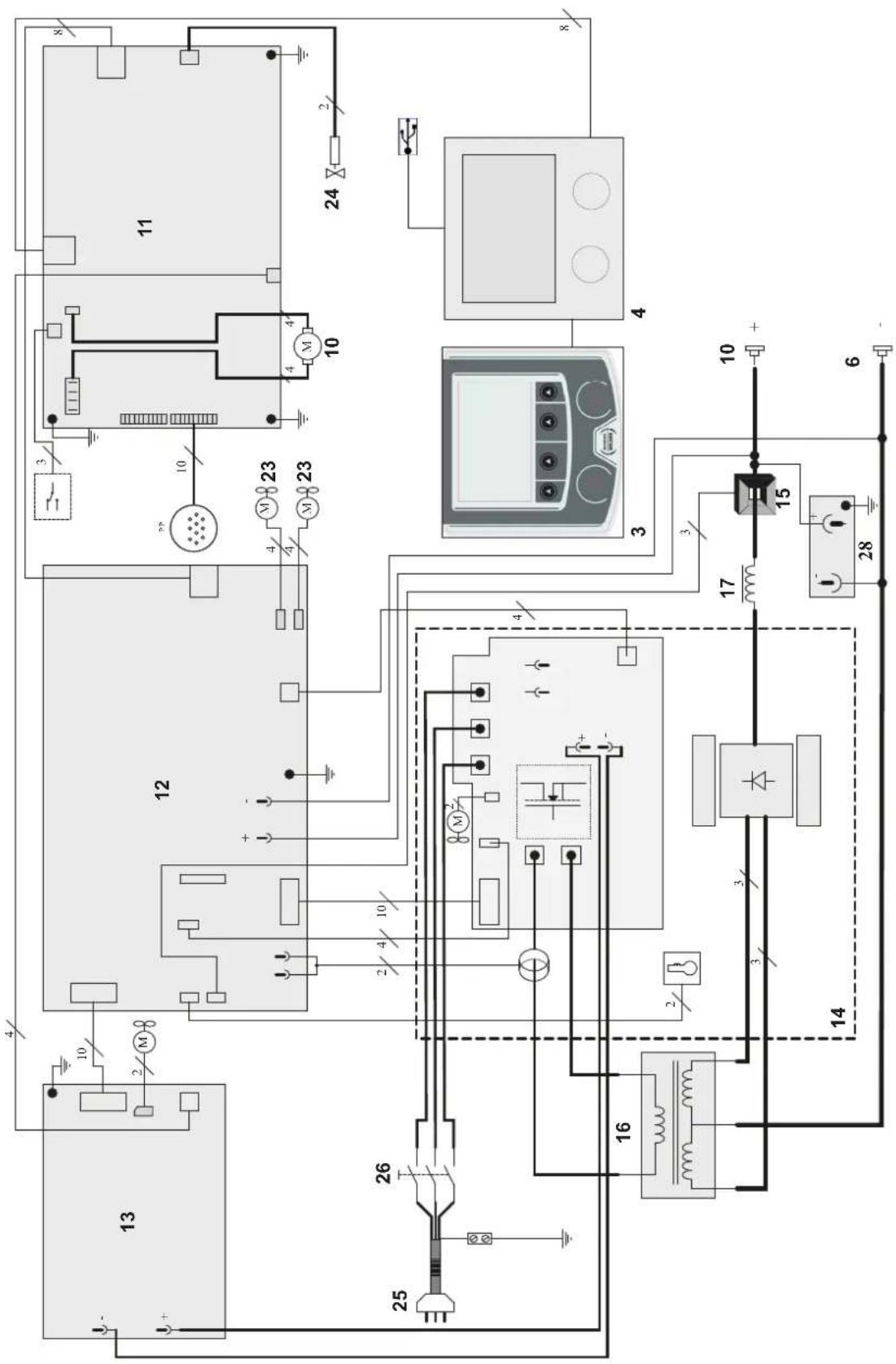
AUTOPULSE T1
AUTOPULSE T3 - 208/240 V
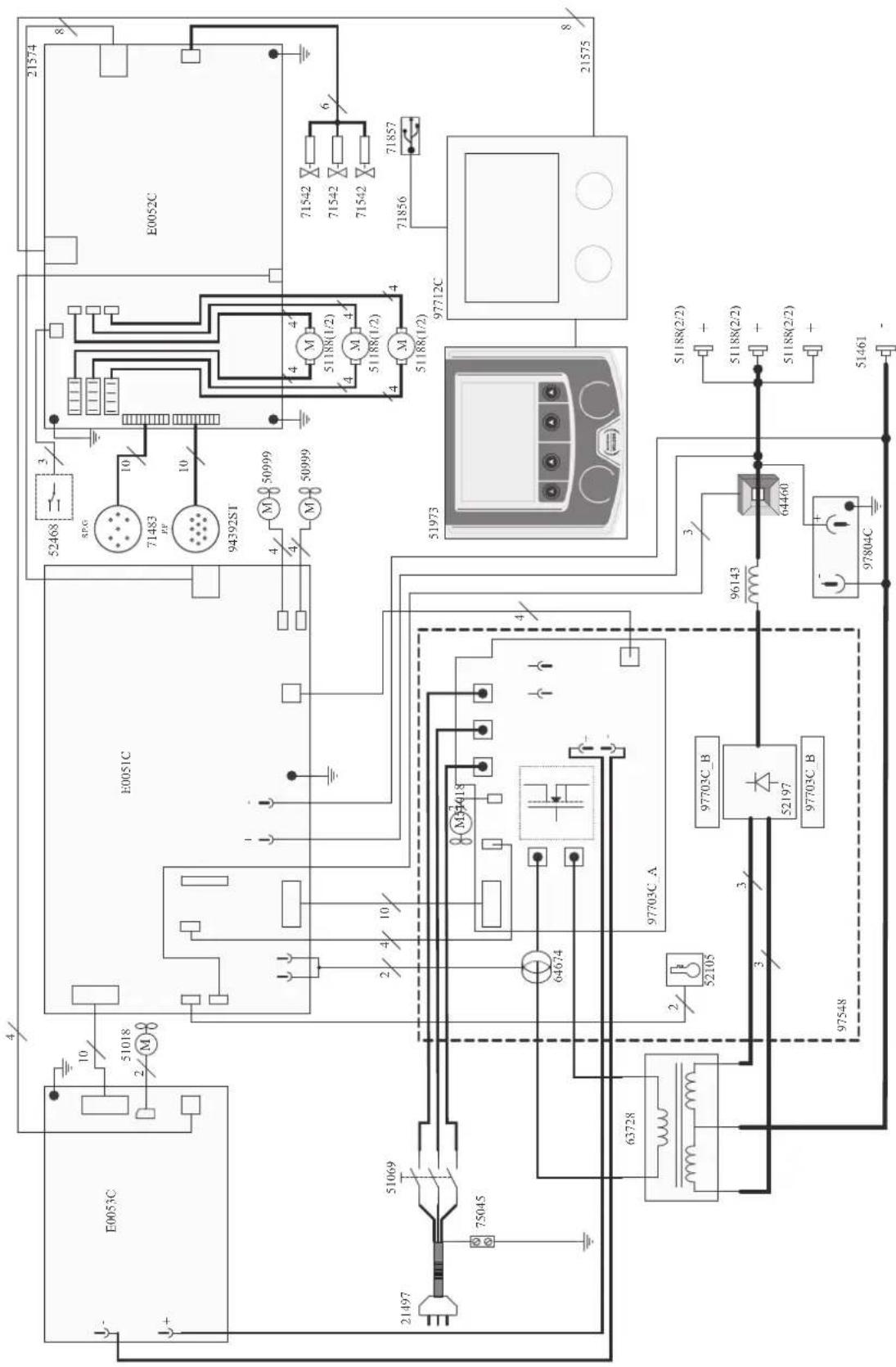
AUTOPULSE T3 - 400 V
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DIRICAMBIO
AUTOPULSE T1
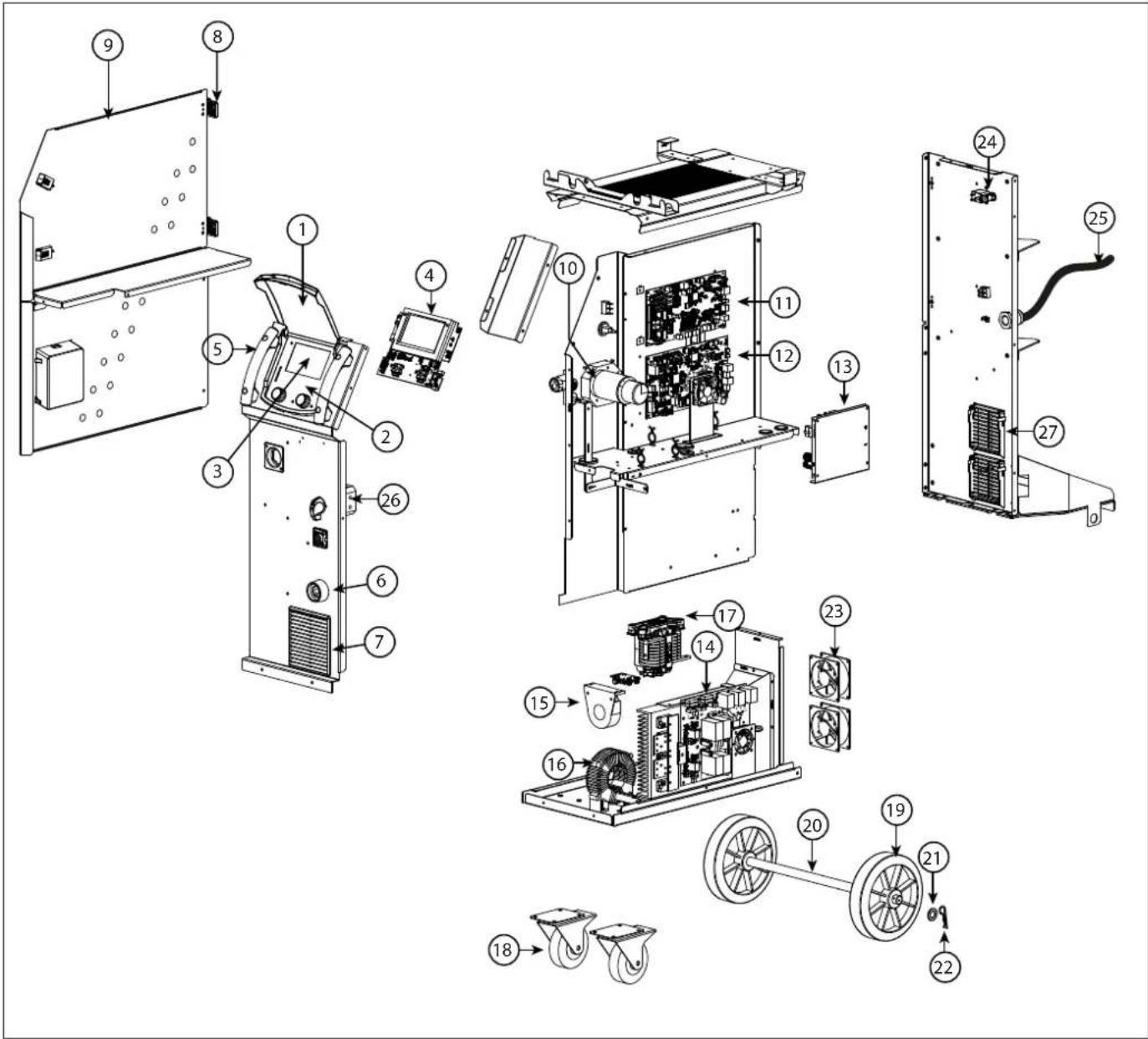
| AUTOPULSE T1 400 V | ||
| 1 | Carter plastique / Plastic housing / Kunststoffgehäuse / Contenitore plastico | 56199 |
| 2 | Bouton noir 28mm / Button black 28mm / Knopf schwarz 28mm / Tasto nero 28mm | 73016 |
| 3 | Clavier / Teclado / Палень уравлия / Bedieningspaneel / Tastiera | 51973 |
| 4 | Circuit IHM / Tarjeta IHM / Плata IHM / IHM circuit / Circuito IHM | 97712C |
| 5 | Poiignée plastique / Mango de plastico / Пл act尼克овая ручka / Kunststoffen handvat / Impugnatura plastica | 56047 |
| 6 | Embase texas / Conector texas / Разем Texas / Texas aansluiting / Colletto Texas | 51461 |
| 7 | Grille de protection extérieure / External protection grill / ÄuBeres Schutzgitter / Rejilla de proteccion exterior / Внeshnia зашиtnа решетka / Extern beschem-rooster / Griglia di protezione esterna | 51010 |
| 8 | Charnière / Bisagra / Шарнираяпесь / Scharnier / Cerniera | 56239 |
| 9 | Verrou / Cerrojo / 3атвор / Vergrendeling / Bloccare | 71003 |
| 10 | Moto-devidoir / Moto-devanadera / Моторизираванный поадоцим менизм / Gemotoriseerde rollen / Trainafilo | 51141 |
| 11 | Circuit dévidoir / Circuito devanada / Πlata nojaozeo mexanhizma / Circuit draadaanvoersystem / Circuito trainafilo | 97777C |
| 12 | Circuit de contrôle / Circuito de control / Kontrpoßnaj plata / Controle circuit / Circuito di controllo | E0051C |
| 13 | Circuit d'alimentation / Circuito de Alimentación / Plata pitaña / Voedingscircuit / Circuito di alimentazione | E0053C |
| 14 | Module puissance complet / Complete power module / Komplettes Leistungsmodul / Modulo di piena potenza | 97548 |
| 15 | Capteur de courant 500A / Current sensor 500A / Stromsensor 500A / Sensore di corrente 500A | 64460 |
| 16 | Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Tpansφopmatop moañoctn / Vermogenstransformator / Trasformatore di potenza | 63728 |
| 17 | Self de sortie / Output Self / Self di uscita | 96143 |
| 18 | Roue pivotante / Rueda giratoria / Поворотное кoleco / Zwenkwieltje / Ruota girevole | 71360 |
| 19 | Roue arrière / Rueda trasera / Задпee кoleco / Achterwiel / Ruote posteriori | 71375 |
| 20 | Axe de roue / Wheel axle / Radachse / Rondella piatta | 91059ST |
| 21 | Rondelle plate / Flat washer / Unterlegscheibe / Ventilatore | 41214 |
| 22 | Goupille / Pin / Stift / Perno | 42032 |
| 23 | Ventilateur 24V / 24V fan / Ventilador 24V / Lüfter 24V / Benthiónatop 24B / Ventilator 24V / Ventilatore 24V | 50999 |
| 24 | Electrovanne / Solenoid valve / Magnetventil / Elettrovalvola | 71542 |
| 25 | Cordon secteur 3P+Terre 2.5mm² / Power supply cable 3P + Earth 2.5 mm² / Netzkabel 3 ph. + Schutzleiter 2.5mm² / Cable de red écricca 3P + Tierra 2.5mm² / Ceteboi shnp 3 φa3b + 3emra 2.5mm² / Netsnoer 3P+Aarde 2.5mm² / Cavo alimentazione 3P+Terra 2.5mm² | 21497 |
| 26 | Commutateur triphasé / Three phase switch / Comutador trifásico / Dreiphasiger Schalter / Tpexφa3nbik kommymatop / Driefasige schakelaar / Commutatore trifase | 51069 |
| 27 | Grille de protection interieure / Internal protection grill / Inneres Schutzgitter / Rejilla de protección interior / BnHTpehnhra 3auntnahra peeshetka / Binnenste beschemingsrooster / Griglia di protezione interna | 51011 |
AUTOPULSE T3
| AUTOPULSE T3208/240 V | AUTOPULSE T3400 V (V2) | ||
| 1 | Carter plastique / Plastic housing / Kunststoffgehäuse / Contenitore plastico | 56199 | |
| 2 | Bouton noir 28mm / Button black 28mm / Knopf schwarz 28mm / Tasto nero 28mm | 73016 | |
| 3 | Clavier / Teclado / Палень уравлия / Bedieningspaneel / Tastiera | 51973 | |
| 4 | Circuit IHM / Tarjeta IHM / Плata IHM / IHM circuit / Circuito IHM | 97466C 97712C | |
| 5 | Poignée plastique / Mango de plastico / Пл actikovа рука / Kunststoffen handvat / Impugnata plastica | 56047 | |
| 6 | Embase texas / Conector texas / Pa3bem Texas / Texas aansluiting / Colletto Texas | 51461 | |
| 7 | Grille de protection extérieure / External protection grill / Äuβeres Schutzgitter / Rejilla de protección exterior / Весния зашипая решетka / Extern beschem-rooster / Griglia di protezione esterna | 51010 | |
| 8 | Charnière / Bisagra / Шарнира петг / Scharnier / Cerniera | 56239 | |
| 9 | Verrou / Cerrojo / Затвор / Vergrendeling / Bloccare | 71003 | |
| 10 | Moto-devidoir / Moto-devanadera / Моториз四项 менизma / Circuit draadaanvoer-systeme / Circuito trainafil | 51188 | |
| 11 | Circuit devidoir / Circuito devanadera / Плata поадошero менизma / Circuit draadaanvoer-systeme / Circuito trainafil | 97806C E005 | 2C |
| 12 | Circuit de contrôle / Circuito de control / Контrolьая плata / Controle circuit / Circuito di controllo | 97759C E005 | 1C |
| 13 | Circuit d'alimentation / Circuito de Alimentación / Плata питаня / Voedingscircuit / Circuito di alimentazione | 97761C E005 | 3C |
| 14 | Module puissance complet / Complete power module / Komplettes Leistungsmodul / Modulo di piena potenza | 97572 | |
| 15 | Capteur de courant 500A / Current sensor 500A / Stromsensor 500A / Sensore di corrente 500A | 64460 | |
| 16 | Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Тразсформатор мочисту / Vermogenstransformer / Trasformatore di potenza | 63735 63728 | |
| 17 | Self de sortie / Output Self / Self di uscita | 96143 | |
| 18 | Roue pivotante / Rueda giratoria / Поворotное кoleco / Zwenkwieltje / Ruota girevole | 71360 | |
| 19 | Roue arrière / Rueda trasera / Задnéкoleco / Achterwiel / Ruote posteriori | 71375 | |
| 20 | Axe de roue / Wheel axle / Radachse / Rondella piatta | 91059ST | |
| 21 | Rondelle plate / Flat washer / Unterlegscheibe / Ventilatore | 41214 | |
| 22 | Goupille / Pin / Stift / Perno | 42032 | |
| 23 | Ventilateur 24V / 24V fan / Ventilador 24V / Lüfter 24V / ВentilЯлтор 24B / Ventilator 24V / Ventilatore 24V | 50999 | |
| 24 | Electrovanne / Solenoid valve / Magnetventil / Elettrovalvola | 71542 | |
| 25 | Cordon secteur 3P+Terre 2.5mm2 / Power supply cable 3P + Earth 2.5 mm2 / Netzkabel 3 ph. + Schutzleiter 2.5mm2 / Cable de red elektrica 3P + Tierra 2.5mm2 / Cetébow shynr 3 pha3y + 3emra 2.5mm2 / Netsnoer 3P+Aarde 2.5mm2 / Cavo alimentazione 3P+Terra 2.5mm2 | 95040 21497 | |
| 26 | Commutateur triphasé / Three phase switch / Comutador trifásico / Dreiphasiger Schalter / Tpexфальский kommytapor / Driefasige schakelaar / Comutatore trifase | 51061 | |
| 27 | Grille de protection interieure / Internal protection grill / Inneres Schutzgitter / Rejilla de protección interior / Вунтpenья зашипая рушетka / Binnenste beschemingsrooster / Griglia di protezione interna | 51011 | |
Corrente d'alimentazione nominale massima (valore effettivo)
11eff
Courant d'alimentation effectif maximaMaximoue effective power supply currentMaximaler effektiver Versorgungssstrom Corriente de alimentacion elctrica maxima. MaximamnbHb 30000000000000000000000000000000000000000000000000000000000000000000000000
Matierl conforme aux Directives europennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de contrieutomplies with europes directives, The EU declaration of conformity is available on our website (see cover: paget entspricht europäischen Richtlinien. Die Konformitsserkarung find Sie auf unsere Website. Aparato conforme a las direcitasas europeas. La déclaration de conformadion UE esta disponible en suastra pagine web (direction en la portada).
YcpoctbcooBtctayetdpckhtbAm Ebpoc03a. Deinapaio o coobTCTBn DcTyHna I npocmota ha hawem caite (ccblka Ha 6noXke). Apparat in overeenstemming met de Europee richtijnen.De verklaring van overeenstemming is te downloaden op once website (adres vermed op de omslag). Materiale in conformita alle Directive europce. La dichiarazione di conformità e disponibile sul loro sito (vedere sulla copertina).
Matierl conforme aux exigences britanniques. La déclaration de conformite britannique est disponible sur notre site (voir a la page de cofquim) in compliance with British requirements. The British Declaration of Conformity is available on our website (see http://enpagcet) entspricht den brutschen Richtlinien und Normen. Die Konformitserklung fur Grossbritannien ist auf unserer Internetseite verflugbar (siehe Tittelseite). Equipo conforme a los requisitosBritancios. La Declaracion de Conformidad Britanca esta disponible en vuestra pagina web (vease la pota, Materiaincootbetctbyet TpebOAMnBem BEmKobpTaHm. 3aBnne o cootBETCBM nra BEmKOBpTAHNIO DCTYNO HA Hauem Be6-cate (cm. rnaHyo cTpanu) Materialial conform an de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op once website (zie omslagpagina). Materiale conforme alla esigenze britanniche. La dichiarazione di conformita britannica e disponibhe sul nost (vedere pagina di copertina).
Matierl conforme aux normes Marocaines. La declaration Cp (CMIM) de conformite est disponible sur notre site (voir a la page de ciuipn in conformity with Moroccan standards. The declaration Cp (CMIM) of conformity is available on our website (see cvopagent entspricht die marokkanischen Standards. Die Konformitlatserklarung Cp (CMIM) ist auf unserer Weisheite verflugbar (siehe Titelseigupamiamo conforma a las normas maroquies. La declaracion de conformidad C Cp (CMIM) esta disponible en mystra pagina web (ver pagina de poatadapbap cootbetctyet Hopmam Mapkno. Dknapaunca Cp (CMIM) doctynna da ckaHbnaHa ha hauem caTte (cm Ha TtynbHc stpahnue). Dit materialia voldoet aan de Marokkaanse nomen. De verklaring Cp (CMIM) van overeenstemming is beschibbaar op once internet site (vermeld op de omslag). Materiale conforme alle normative marocchine. La dichiarazione Cp (CMIM) di conformita e disponibile sul nostro sito (vedi scheda de prodotto).
Questo manuale dell'interfaccia (IHM) fa parte della documentazione completa. Un manuale generale è fornito con il prodotto. Leggere e rispetto le istruzioni del manuale generale, in particolare le istruzioni di sicurezza!
Utilizzo e sfruttamente solamente con i seguenti prodotti
AUTOPULSE

Versione del software
Questo manuale descrive le versioni dei seguenti software: 1.86
La versione software dell'interfaccia viene visualizzata nel menu generale: Informazione / MMI
Comando del generatore
Il display principale contiene tutte le informazioni necessarie per il procedimento di saldatura prima, durante e dopo la saldatura (l'interfaccia può leggermente evolverre in funzione del procedimento selezionato).
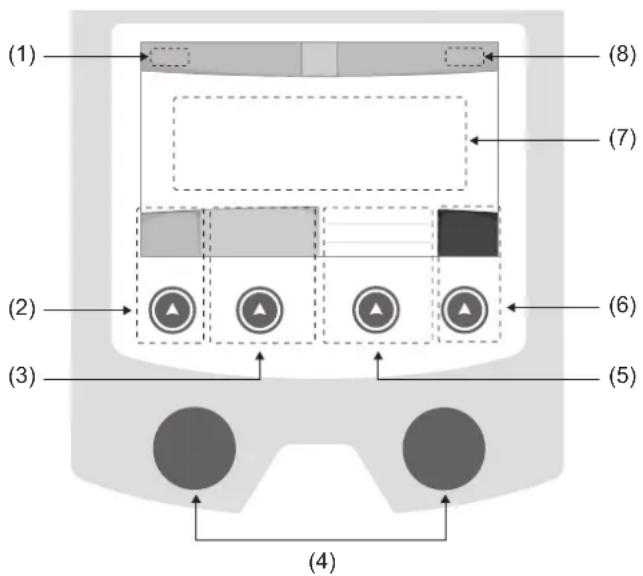
(1) Nome utilizzatore / tracciabilità
(2) Pulsante n°1: Menu generale o Ritorna al menu precedente
(3) Pulsante n^2 : Parametri del processo in corso
(4) Manopole di navigazione
(5) Pulsante n°3 : Regolazioni
(6) Pulsante n^4 : Jobo Validazione
(7) Regolazioni in corso
(8) Misura di Tensione, Corrente e Energia
Menu generale
Lo schermo del Menu generaleiene visualizzato al primo avviamo del prodotto.
La navigazione tra i diversi blocchi viene effettuata grazie alle manopole e ai pulsanti
Parametri (utilizzatore)
Modalità di visualizzazione
- Easy: display e funzionalità ridotte (non c'é l'acceso al ciclo di saldatura).
- Expert : display completo, consente di regolare la durata e i tempi delle diverse fasi del ciclo di saldatura.
- Avanzato: display integrale, permette di regolare la totalità dei parametri del ciclo di saldatura.
Lingua
Scelta della lingua dell'interfaccia (Francese, Ingelse, Tedesco, ecc...)
Unità di misura
Scelta della visualizzazione delsysteme delle unità: Internazionale (SI) o Imperiale (USA).
Denominazione materiali
Norma Europea (EN) o norma Americana(AWS).
Luminosità
Regola la luminosità dello schermo dell'interfaccia (regolazione da 1 (aspetto scuro) a 10 (luminosità molto forte)).
Codice utilizzatore
Personalizzazione del codice di accesso dell'utilizzatore per bloccare la sessione (Predefinito 0000).
Tolleranza I (corrente)
Tolleranza della regolazione della corrente:
OFF: regolazione libera, la regolazione della corrente non viene limitata.
± 0A : nessuna tolleranza, bloccaggio della corrente.
± 1A > ± 50A : intervallo di regolazione nel quale l'utilizzatore puo far variare la corrente.
Tolleranza U (tensione)
Tolleranza di regolazione della tension:
OFF: regolazione libera, la regolazione della tension non viene limitata.
± 0.0V : nessuna tolleranza, bloccaggio della tensione.
± 0.1V > ± 5.0V : intervallo di regolazione nel quale l'utilizzatore puo far variare la tensione.
Tolleranza 8(velocity filo)
Tolleranza della regolazione della velocità del filo (m/min):
OFF: regolazione libera, la regolazione della velocità non viene limitata.
± 0.0m / min : nessuna tolleranza, bloccaggio della velocità del filo.
± 0.1m/min> ± 5.0m/min : intervallo di regolazione nel quale l'utilizzatore può far variar la sua velocità del filo.
Sistema
Nome dell'apparecchio
Informazione relativa al nome dell'apparecchio e possibilità di personalizzarlo premendo, nell'interfaccia.
Orologic
Regolazione dell'ora, data e fornato (AM / PM).
Reset
Reinizializzare i parametri del prodotto :
- Parziale: valore predefinito del processo di saldatura in corso.
- Totale : tutti i dati di configurazione dell'apparecchio saranno ripristinati sulle rgolazioni della fabbrica.
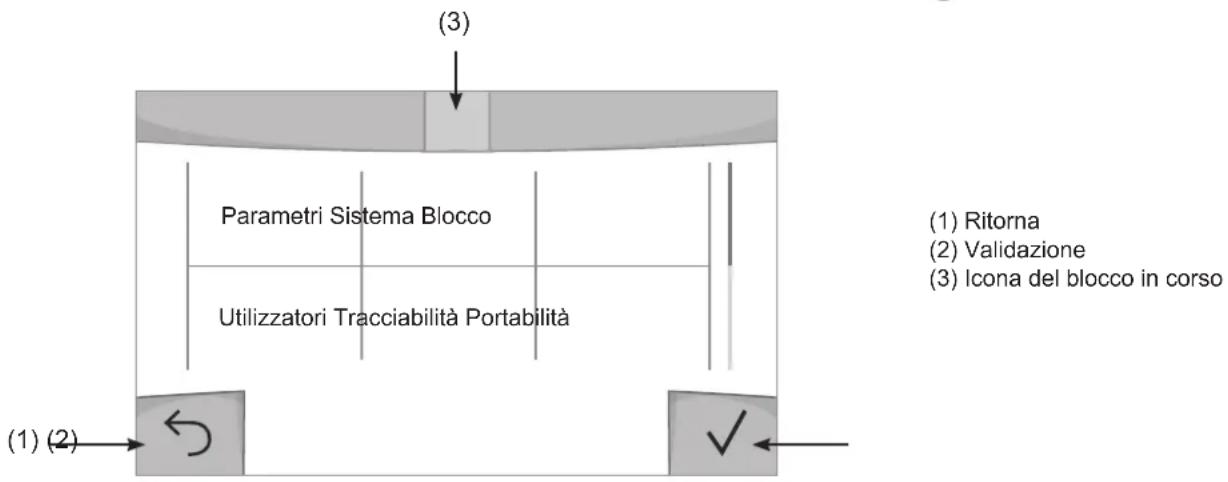
Blocco
Possibilità di bloccare l'interfaccia del prodotto al fine di renderere sicuro il lavoro in corso e di evitare delle modifiche involontarié o accidentali. La finestra delle regolazioni in corso resta modificabile con le tolleranzi selezionate nel menu Parametri (vedere pagina precedente). Tutte le autres funzioni sono inaccessibili.
Per sbloccare l'interfaccia, premere sul pulsante n°1 e insere il vostro codice utilizzatore a 4 cife (Predefinito 0000).
Utilizzatori
La modalità uszzatore permette di condidere il prodotto con più utilizzatori. Al primo avvio, la macchina è in modalità Admin. L'amministratore può creare degli utilizzatori. Ogni uszzatore ha la sua propria configurazione (modalità, regolazione, procedimento, JOB...) equesta non è modificabile da nessun altro uszzatore. Ogni uszzatore ha bisogno di un codice personale a 4 cîre al fine di potersi connettere sul genereatore.
- L'amministratore ha accesso a tutto il menu generale.
L'utilizzatore ha accesso a un interfaccia amplificato. Non ha diritto di sopressione (Tracciabilità, Jobs, Profili utilizzatore, ecc...)
Interfaccia di configurazione degli utilizzatori (riservato all'amministratore).
La parte sinistra del display elenca gli utilizzatori. L'amministratore ha la possibilità di ordinare gli utilizzatori per nome o per data premendo brevamente sul secondo pulsante n°2. Premendo a lungo su quello pulsante si vuo eliminare gli utilizzatori attivi (l'account Admin non può essere eliminato).
La parte destra dello schermo permette di Vedere il dettaglio di tutti gli utilizzatori precedenetamente creati con le seguenti informazioni: Avatar, Nome, N^ di squadra e Tolleranza (%) .
Creazione di un profilo utilizzato
Premere a lungo sul piulsante n°3 per creare un utilizzatore.
- User : Personalizzato il nome dell'utilizzatore premendo il pulsante n°3.
- Avatar : Scelta del colore dell'avatar utilizzatore
- Squadra: Attribuzione del numero di squadra (10 max)
Codice utilizzatore codice di accesso personale (Codice predefinito : 0000) - Tolleranza della regolazione della corrente I:
OFF: regolazione libera, la regolazione della corrente non viene limitata.
± 0.0A : nessuna tolleranza, bloccaggio della corrente (non raccomandato).
± 0.A>± 50A : intervallo di regolazione nel quale l'utilizzatore cui far variare la corrente.
- Tolleranza di regolazione della tensione U:
OFF: regolazione libera, la regolazione della tension non viene limitata.
± 0.0V : nessuna tolleranza, bloccaggio della corrente (non raccommando).
± 0.1V > ± 5.0V : intervallo di regolazione nel quale l'utilizzatore puo far variare la tensione.
- Tolleranza della regolazione della velocità del filo (m/min):
OFF: regolazione libera, la regolazione della velocità non viene limitata.
± 0.0m / min : nessuna tolleranza, bloccaggio della velocità del filo (non raccomandata).
± 0.1m / min > ± 5.0m / min : intervallo di regolazione nel quale l'utilizzatore puo far variare la sua velocità del filo.
Per l'utilizzatore «Admin», la modifica del nome e dell'avatar admin non è possibile.
Modifica di un profilo utilizzatore
Selezionare nella parte sinistra dello schermo e premere sul pulsnate n^4
Scelta degli utilizzatori
Se un utilizzatore (o più) viene创建工作, la finestra utilizzatore在哪些 gli utilizzatori della macchina.
Selezionare l'utilizzatore da voi scelto e premere su per validare. Un codice di blocco viene domandato.
La funzione «Spagnere» permette di bloccare la macchina sulla scelta degli utilizzatori, nessun altro parametro è accessibile. Questo display è identico quando la macchina è accesa (commutatore OFF -> ON).
Visualizzazione dell'utilizzatore
In alto a sinistra dello schermo, l'avatar e il nome dell'utilizzare attivi vengono nostrati.
Codice di sblocco
Ogni profilo utilizzatore è protteto da un codice personale a 4 cifre. Nell'assenza di una personalizzazione, il codice predefinito è 0000. Dopo 3 inserimenti errati del myistro codice personale, l'interfacciaiene bloccato e domanda un codice di sblocco. Questo codice, composto da 6 cifre e non modificabile è: 314159.
Tracciabilità
Qusto interfaccia di gestione della saldatura permette di tracciere/Registrarare tutte le tappe dell'operazione di saldatura, cordolo per cordolo, durante una fabbricazione industriale. Quito approccio qualitativo garantisce la qualità della saldatura post-production consentendo l'analisi, la valutazione, la reportistica e la documentazione dei parametri di saldatura registrati. Qsta funzionalita permette I'acquisitione precise a rapida ma anche la salvaguardia dei dati domandati secondo la norma EN ISO 3834. Il recupero di quosti dati è possibile esportandoli su una chiavetta USB.
1- Start - Sviluppo della tracciabilità
- Personalizzare il nome del cantiere premendo il pulsante n°3.
- Intervallo di campionamento:
-
Hold: No salvataggio dei valori della Corrente/Tensione (media sul cordone) durante la saldatura.
-
250 ms, 500 ms, ecc....: Salvataggio dei valori Corrente/Tensione (media sul cordone) con tutti gli «X» milliseconds o secondi durante la saldatura.
-
Opzioni - OFF : tracciabilità semplice
- Opzioni - ON: tracciabilità completa
Sensore del passaggio (ON/OFF)
Sensore di saldatura (ON/OFF)
Temperatura (ON/OFF): Temperatura del pezzo da saldare all'inizio del cordone.
Lunghezza (ON/OFF): Lunghezza del cordone (le unità di misura vengono sostrate in funzione della scelta definita dai Parametri/ Unità di misura).
Variabile/i: permette di regolare le informazioni complementari personalizzate (peso, annotazioni, velocità del filo, ecc...)
Premere per lanciare la tracciabilita.
Visualizzazione della tracciabilità
In alto a sinistra del display, il nome el cantiere e il n° del cordone vengono visualizzati (il n° del cordone viene incrementato in maniera automatica e non è modificabile)
Identificazione - Opzioni ON
Alla fine di agli cordone, una finestra d'identificazione viene migliorata: N^ di Passaggio, N^ di Saldatura, Temperatura del pezzo e/o la Lunghezza del cordone.
Validazione
La validazione si può effettuire sull'IHM o premendo sul pulsante torcia.
Stop - Arrestare la tracciabilità
Per arrestare la tracciabilita durante una tappa di saldatura, l'utilizzatore deve ritornare nel menu Tracciabilità e selezionare «Stop».
Esportare
Il recupero di queste informazioni si per l'esportazione dei dati sulla chiavetta USB.
I dati .CSV sono esportabili grazie a un software con foglio di calcolo (Microsoft Excel®, Calc OpenOffice®, ecc.).
Il nome della cartella è associato al nome della macchina e al suo numero di seri.
2- Start - Gestione della tracciabilità
La parte sinistra del display elenca i cantieri precedentemente creati.
L'utilizzatore ha la possibilità di ordinare quosti cantieri per nome o per data premendo brevamente il pulsanten°2. Premere a lungo su quello pulsante consente di eliminare il cantiere attivo o tutti i cantieri.
La parte destra dello schermo permette di vedere il dettaglio di tutti i cantieri precedenamente creati con le seguenti informazioni: frequenza di campionamento, numero di cavi registrati, tempo di saldatura totale, energia di saldatura fornita, configurazione di ciascun cordone (processo, timestamp, tempo di saldatura e U-I di saldatura).

Rec
Creazione di una tracciabilità (vedere paragrafo precedente)
Lanciare la tracciabilità del cantiere attivo
Trasportabilità
Import Config
Caricamento della configurazione macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Config) alla macchina. Premere a lungo permette di eleminare le configurazioni alla chiavetta USB.
Export Config.
Esportazione della configurazione macchina alla chiavetta USB (repertorio : disco mobile\Portability\Config).
Import Job
Importazione dei Job a seconda dei procedimenti fatto il repertorio Disco mobile\Portability nella chiavetta USB alla macchina.
Export Job
Esportazione dei Job macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Job)
Attenzione, i Job vecchi della chiavetta USB rischiano di essere eliminati.
Per evitare la perdita di dati durante l'importazione o l'esportazione di dati, non rimuoverve la chiavetta USB e non spegnere la macchina. Il nome della cartella è associato al nome della macchina e al suo numero di seriie.
Calibratura
Calib. Velocità
Funzione dedicata alla cabratura della velocità del trainafilo. Lo scopo della calibratura è compensare le variazioni di velocità dei trainafili per regolare la misurazione della tensione visualizzata e per perfezionare il calcolo dell'energia. Una volta avviata la procedura, viene spiegata con un'animazione sullo schermo. La calibrazione della velocità del trainafilo deve essere fattà periodicamente per assicurare una saldatura ottimale.
Informazione
Dati della configurazione dei componentiistema del prodotto:
- Modello
-Numero di série - Nome dell'apparecchio
- Versione del software
- Job e sinergie utilizzate
Premendo qualsiasi pulsante fa in modo che si possa uscire dal blocco Informazione
Memorizzazione e richiamo dei job
Accessibilità grazie all'icona «JOB» dello schermo principale.
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in corso, è possibile salvare e richiamare le configurazioni chiamate «JOB»
I JOBS sono 500 per il procedimento MIG/MAG e TIG, 200 per il procedimento MMA. La memorizzazione è basata sui parametri del procedimento in corso, le regolazioni in corso e il profilo dell'utilizzatore.
Job
Questa modalità JOB permette la creatione, il salvataggio, il richiamo e la cancellazione dei JOB.
Quick Load - Richiamo dei JOB al pulsante al momento della saldatura.
Il Quick Load è una modalità di richiamo di JOB (20 max) al momento della saldatura e possibile nel processo MIG-MAG e TIG.
A partire da una lista costituita da JOB precedentamente creati, i richiami di JOB si fannoattraverso brevi pressioni sul pulsante. Tutte le modalità del pulsante e le modalità di saldatura sono supportati.
Codici erre
La segunte tabella presenta una lista non esaustiva dei messaggi e codici di erre che possono apparire. Effettuare queste verifiche e controli prima di ricorrere all'auto di un technician specializzato GYS autorizzato.

Se l'utilizzatore deve apree il suo prodotto, è obblatorio staccare l'alimentazione scollegando la presa di corrente elettrica e aspettare 2 minuti per sicurezza.
| Codici erre | Messaggi Soluzioni | |
| 001 | DIFETTO SOVRATENSIONE Verificare l'installazione elettrica | Fai controllare il suo impianto elettrico da una persona autorizzata. |
| 002 | DIFETTO SOTTO-TENSIONE Verificare l'installazione elettrica | |
| 005 Difetto corrente di terra | Presenza di una corrente vagabonda. Verificare il cablaggio della parte accessoria di saldatura (torcia, pinza di massa, porta-elettrodo, ecc) | |
| 010 | GENERATORE Protezione termica | Aspettare alcuni minuto per il raffreddamento del genereatore.Fare attenzione a non superare il ciclo di lavoro raccomandato per la corrente di saldatura utilizzata.Assicurarsi che le entrate e le uscite d'aria non siano ostruite.Installare il filtrlo antipolvere (rif. 063143). Attenzione, il filtrlo antipolverereduce il ciclo di lavoro. |
| 011 | Ventilatore Difetto ventilatore | Togliere l'alimentazione staccando la presa elettrica e verificare che la ventola non sia bloccata. |
| 012 | PULSANTE DI AVANZAMENTO Un pulsante torcia è premuto | Rimuovere la torcia e verificare se il messaggio compare ancora. Verificare che l'interrutture «Scarico gas / Avanzamento filo» non sia bloccato. Verificare che il pulsante della torcia MIG/MAG non sia bloccato. |
| 015 | MOTOR Impossibile raggiungere la velocità richiesta | Verificare la regolazione delle pressioni dei rulli del trainafilo. Verificare che il filo d'apporto non sia bloccato nella guaina della torcia. fare una calibratura della velocità del trainafilo (Menu «Calibratura») |
| 019 | Sovraccarica, Verificare le vostre regolazioni Premere e rilasciare il pulsante torcia per can-cellare | Verificare le regolazioni del generatore e l'installazione (filo d'apporto, rulli, gas, torcia, ecc) Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS). |
| 020 | Problema di avviamento saldatura Verificare i vostri parametri di saldatura Premere e rilasciare il pulsante torcia per can-cellare | Verificare le regolazioni del generatore e l'installazione (filo d'apporto, rulli, gas, torcia, ecc) Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS). |
| 024 | Sovraccarica USB Scollegare la vostra USB | Cambiare la chiavetta USB. |
| - | Un'erreore di sistema interno è stato prodotto. Riavviare il prodotto | Attenderere e poi riaccendere il prodotto. Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS) |
| - | Errore al momento della calibratura motore | Rifare una calibratura della velocità del trainafilo (Menu «Calibratura») |
| - Errore al momento della calibratura Rifare una calibratura | dei cavi di saldatura (Menu «Calibratura») | |
| - Memoria della macchina piena Eliminare dei Job per liberare | lo spazio di stoccaggio interno. | |
| - | Scheda %s non supportata Err %d Continuare lo stesso? | I dati della chiavetta USB sono danneggiati. Verificare i vostri dati |
| - Impossibile scrivere sulla chiavetta USB | Liberare spazio nella chiavetta USB Se il problema persiste, cancellare chiavetta USB. | |
| - | Numero di tentativi superati. Codice di sblocco richiesto | Scegliere il codice di sblocco: 314159 |
| - Codice utilizzatore sbagliato | Il codice personale è sbagliato, insereire il codice corretto. In automatico, il codee è 0000. | |
Se un codice erre non epertoriato appare o nnel caso in cui il problema persista, contattare il SPV GYS.
lcone di alerta (Warning)
Le icone di allerta in alto a destra dello schermo vi danno delle indicazioni sul vosto prodotto.
| Icona di allerta | Significato |
| DEMO | Modalità Dimostrazione. La saldatura è inattiva. Verificare la vostra installmentazione elettrica (tensione di rete). |
| Pila di interfaccia a fine vita. Cambiare la pila (CR2032) e aggiornare la data e l'ora nel prodotto (Sistema/Orologio). | |
| Il ventilatore non gira a velocità adeguata. Verificare lo stato della ventola. |




