
Smartmig 152 - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Smartmig 152 GYS in formato PDF.
| Tipo di prodotto | Macchina per saldatura semiautomatica MIG/MAG |
| Marca | GYS |
| Modello | Smartmig 152 |
| Alimentazione elettrica | Monofase 230 V, 50/60 Hz, presa 16 A tipo CEE7/7 |
| Modalità di saldatura | MIG (gas attivo: argon puro) / MAG (gas: Argon + CO₂) / No Gas (filo animato) |
| Diametri filo compatibili | Acciaio/Inox: 0,6 / 0,8 mm; Alluminio: 0,8 mm; No Gas: 0,9 mm |
| Tipo di bobina | Diametro 100 o 200 mm |
| Potenza | Corrente continua (DC) |
| Peso | Non specificato (stima ~20-30 kg) |
| Dimensioni (L x P x H) | Non specificato |
| Protezione termica | Spia luminosa, raffreddamento automatico (5-10 min) |
| Grado di protezione | IP21 |
| Temperatura di utilizzo | -10°C a +40°C |
| Temperatura di stoccaggio | -20°C a +55°C |
| Umidità relativa | ≤ 50% a 40°C, ≤ 90% a 20°C |
| Altitudine max. | 1000 m |
| Classe EMC | Classe A (uso professionale, non residenziale) |
| Norme | CEI 61000-3-11, non conforme a CEI 61000-3-12 |
| Manutenzione ordinaria | Spolveratura con aria compressa 2-3 volte l'anno; verifica dei collegamenti elettrici |
| Sicurezza | Indossare indumenti ignifughi, guanti isolanti, maschera da saldatura; evitare il contatto con parti sotto tensione |
| Ricambi disponibili | Torcia EURO, rulli motore reversibili, tubi contatto, ugelli, guaina teflon per alluminio, manodetricatore, bobine filo |
| Garanzia | 2 anni (ricambi e manodopera), esclusa usura normale e uso improprio |
Domande frequenti - Smartmig 152 GYS
Domande degli utenti su Smartmig 152 GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Smartmig 152 - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Smartmig 152 del marchio GYS.
MANUALE UTENTE Smartmig 152 GYS
Queste istruzioni devono essere lette e comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in quello manuale non potra essere considerata a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo materiale deve essere usato soltanto per eseguire operazioni di saldatura entro i limiti indicati sulla targhetta indicative e/o sul manuale. Bisogna rispectare le direttive relative alla sicurezza. In caso di uso inadequato o pericoloso, il fabbricante non potra essere ritenuto responsable.
Il dispositivo deve essere usato in un locale senza polvere, né accido, né gas inflammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione dell'aria durante l'utilizzo.
Intervallo di temperatura
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità de l'aria:
Inferiore o uguate a 50% a 40^ (104^)
Inferiore o uguate a 90% a 20^ (68^)
Altitudine :
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI DEGLI ALTRI
La saldatura ad arco cui siere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di caldo, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di elettrucuzione, di rumore e di emanazioni gassose.
Per protteggersi bene e proteggere gli altri, rispettore le istruzioni di sicurezza che seguono:

Per proteggers fine di brucciature per proteggere da ustioni e radiazioni, indossare indumenti alla polsini, isolamento, asciutto, ignifugo e in buone condizioni, che coprono tutto il corpo.

Usare guanti che garantiscono l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco d'per saldatura i livello di protezione sufficente (cariabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti aicontatto sono particolarmente sconsigliate.

Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e delle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco nemmeno i pezzi in fusione e di portare vestiti adeguati per proteggersi.
Utilizzare un casco contro il rumore se le procedure di saldatura arrivani ad un livello sonoro superiore al limite autorizzati (fare lo stesso per tutte le persone presenti sulla zona di saldatura).
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potra essere ritenuto responsable in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare usstioni durante la manipolazione. QUando s'interviene sulla torcia o sul portalelettro, bisogna assicurarsi che quosti siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento.
L'unità di refrigerazione deve essere accessa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi uszioni.
E importate rendere sicura la zona di lavoro prima di uscire per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emesse alla saldatura sono pericolosi per la salute. E necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente. Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza
Attenzione, la saldatura in ambienti di piccola dimensione ha bisogno di una sorvegianza a distance di sicurezza. Inoltre il taglio di certi materiali contenti piombo, cadmio, zinco, mercurio o berillio più essere particolaremente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere in locali aperti ed aerati. Devono essere in posizione verticale e mantenute ad un supporto o carrello.
La saldatura è proibita se in vicinanza a grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONI

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille ancheattraverso le fessure,queste possono essere causa di incendio o di esplosione.
Allontanare le personne, gli oggetti inflammabili e i container在整个过程的整个过程。
La saldatura nei container o tubature chiuse è proibita e se fissi non aperti devono prima assere svuotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo delle bombole potrebbe essere fonte di soffocazione in caso di concentrazioni in spazi di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Devono essere messi verticalmente e mantenuto da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d'uso. Attenzione alle variazioni di temperatura e alle espositionsi al sole.
La bombola non deve essere in contatto con le fiamme, arco elettrico, torque, morsetti di terra o agli altri fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e mai saldare una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato si appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avea una messa a terra. Usare la taglia di fusibile consigliata sulla tabella segnaletica. Una scarica elettrica potrebbe essere fonte di un'incidente grave diretto, indiretto, o anche mortale.
Mai toccare le parti sotto tensione all'interno e all'esterno del dispositivo quando quest'selimo *e collegato alla presa di corrente (torce, morsetti, cavi, elettrodi), poichse sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconneterla alla rete e attendere 2 minuti affinché l'insieme dei condensatori sa scaricato. Non toccare allo stesso momento la torcia e il morsetto di massa.
Cambiare i cavi e le torque se quosti ultimi sono dannegiati. Chiedere ausilio a persone abilitate e qualificare. Dimensionare la sezione dei cavi a seconda dell'applicazione. Sempre usare vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scape isolanti, indifferentamente dell'ambiente di lavoro.
ATTREZZATURE CLASSIFICAZIONE CEM

Questo materiale di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal systema pubblico di alimentazione di basa tensione. Potrebbero esserci difficultà potenziali per assicurare la compatibilità elettromagnetica in quosti siti, a causa delle perturbazioni condotte o irradiate.

SMARTMIG 142-152-162-182:
Questo materiale non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato alle reti private di bassa tensione collegate a loro volta alla rete pubblica di alimentazione soltanto a livello di media e alta tensione. Se è collegato alsystema pubblico di alimentazione di bassa tensione, è di responsabilità dell'installatore o dell'utilizzatore del materiale di assicurarsi, consultando l'operatore della rete pubblica di distribuzione, che il materiale possa essere collegato adesso.
SMARTMIG 183:
Questo materiale e in conformità con la CEI 61000-3-12, a condizione che la potenza di corte-circuito Ssc si superiore o uguale a 1,4 MVA al punto d'interfaccia tra l'alimentazione dell'utente e la rete pubblica di distribuzione. è di responsabilità dell'stattatore o dell'utilizzatore del dispositivo di assicurarsi, se necessario consultando l'operatore della rete di distribuzione, che il materiale sua collegato sostanto ad un'alimentazione avendo una forza di corte-circuito Ssc superiore o uguale a 1,4 MVA.
Questi dispositivi sono conformi alla CEI 61000-3-11.
EMISSIONELETTROMAGNETICHE

La corrente elettrica passandoattraverso a qualunque conduttore prodotto dai campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetic attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elemotrmatici EMF possono disturbare alcini impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Ad esempio, restrizioni d'accesso per i passanti oppure una valutazione di rischio individuale per i saldatori.
Tutti i saldaturi dovrebbero utilizzato le procedure di accesso che seguono per minimizzato l'esposizione ai campi elettromagnetici provenienti dai circuiti di saldatura:
-
posizionare i cavi di saldatura insieme - fissarli con una fascetta, se possibile;
-
posizionarsi (busto e testa) il più lontano possibile dal circuito di saldatura;
non avvolgere mai i cavi di saldatura attorno al vostro corpo
non posizionare il vostro corpo tra i cavi si saldatura Mantenere entrambi i cavi di saldatura sullo stesso lato del corpo; - collegare il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
non lavorare a bianco, ne sedersi sopra, o addossarsi alla fonte di corrente di saldatura; - non saldare durante il trasporto della fonte di corrente di saldatura o trainafilo.

I portatori di pacemaker devono consulare un medico prima di usare quello materiale.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe aveo altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
Lutente e responsabile dell'installazione e dell'uso del materiale di saldatura all'arco secondo le istruzioni del fabbricante. Se delle perturbazioni eletromagnetic sono rivelate, e responsabilita dell'utente del disposito di saldatura all'arco di risolverre la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto simplice come ad esempio la messa a terra di un circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo eletromagnetic intorno alla fonte di corrente di saldatura e del pezzo completo con montaggio di filtri d'entrata. In agli caso, le perturbazioni eletromagnetic devono essere ridotte fino a che esse non siano più fastidioso.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisognata tenere conto di cui che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura all'arco di altri cavi di alimentazione, di commando, di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l'azione di pacemaker o di apparecchi uditi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositivi presenti nell'ambiente.
L'utente deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o delle altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e dalle other attivita svolte sul posto. La zona circostante cui stendersi othere i limiti delle installazioni.
Valutazione della zona di saldatura
Oltre alla valutazione della zona, la valutazione delle installazioni di saldatura all'arco sono servire a determinare e risolvere i casi di interferenze. Conviene che la valutazione delle emissioni comprendera misure in situ come specificato all'articolo 10 della CISPR 11. Le misure in situ sono anche permettere di confirmare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTRAMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura all'arco a una rete pubblica di alimentazione seconde le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di riformamento [elettrico]. Converrebbe prendere in considerazione il rinforzo del cavo della presa elettrica passando in un condotto metallico o equivalente di un materiale di saldatura all'arco fissati stabilmente. Converrebbeanche assicurarsi della continuita elettrica del blindaggio su tutte la lunghezza. Conviene collegare il blindaggio alla fonte di corrente di saldatura per assicurare il buon contatto elettrico fra il condotto e l'involcro della fonte di corrente di saldatura.
b. Manutenzione del materiale di saldatura all'arco: è opportunato che il materiale di saldatura all'arco sia sommesso alla manutenzione seguito le raccomandazioni del fabbricante. è opportunato che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il materiale di saldatura all'arco è in funzione. è opportunato che il materiale di saldatura all'arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati sulle struzioni del fabbricante. è opportunato, in particolar modo, che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e mantenuti secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l'uno dopo l'alto in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente quosti oggetti metallici e l'elettro. è opportuno isolare l'operatorate di tali oggetti metallici.
e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra vuò, in certi casi e non sismaticamente, ridurre le emissioni. É opportuno vegliare alla messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che collegamento fra il pezzo da saldare la terra sa fatto direttamente, ma in certi paesi che non autorizzato quello collegamento diretto, si consiglia che la connessione sia fattà con un condensatore appropriato scelto in funzione delle regole nazionali
f. Protezione e blindaggio: La protezione e il blindaggio selettivi di altri cavi e materiali nella zona circostante sono limitare i problemi di perturbazioni. La protezione di tutte la zona di saldatura può considerata per delle applicazioni speciali.
TRASPORTO E TRANSITO DELLA FONTE DI CORRENTE DI SALDATURA

La fonte di corrente di saldatura è fornita con una (delle) impugnatura(e) superiore(i) permettendo il trasporto manuale. Attenzione a non sottovalutare il peso. La (le) impugnatura(e) non è (sono) considerata(e) come un modo di imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve assere messa in posizione verticale.
Non far passare la fonte di corrente di saldatura sopra a persona o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello stesso momento. Loro norme di trasporto sono distinte. E preferibile togliere la bobina prima di agli sollevamento o trasporto del dispositivo di corrente di saldatura.

Le correnti di saldatura vagabonde sonostruggere i conduttori di terra, danneggiare il materiale e i dispositivi elettrici e causare riscaldamenti dei componenti potendo causare un incendio.
- Tutte le connessioni di saldatura devono essere collegate fermamente, e verificate regolarmente!
- Assicurarsi che la fissazione del pezzo sia solida e sonozza problemi elettrici!
- Attaccare o suspendere tutti gli elementi conduttori d'elettricità della fonte di saldatura come telao, carrello e i sistemi di sollevamento perché siano isolati!
- Non depositare altra attrezzatura come trapani, dispositivi di affilatura, ecc., sulla fonte di saldatura, il carrello, o i sistemi di sollevamentorawnza que essi siano isolati!
- Sempre porre le torque di saldatura o i porta elettro di sua superficie isolata quando non sono in uso!
INSTALLAZIONE DEL MATERIALE
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il dispositivo di corrente di saldatura e accedere ai comandi.
-
Non usare in un ambiente con polveri metalliche conductrici.
La fonte di corrente di saldatura deve essere al riparo della pioggia e non deve essere esposto ai raggi del sole. -
Il materiale è di grado di protezione IP21, che significata:
- aree pericolose protette per impedire l'accesso di materiale solido di diam >12.5 mm e,
- protezione contro le cadute verticali di gocce d'acqua
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabricante non assume nessuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di quello dispositivo..
MANUTENZIONE / CONSIGLI

- La manutenzione deve essere effettuata da una persona qualificata. è consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni
e intensità sono elevate e pericolose. - Regolarmente, togliere il coperchio e spolverare all'auto del soffiatore. Cogliere l'occasione per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
Controllare periodicamente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato,esso delve essere sostituito dal fabbricante, dal suo servizio post-vendita o da persone di qualifiche simil per evitare pericoli. - Lasciare le uscite d'aria della fonte di corrente del dispositivo libero per l'entrata e l'uscita d'aria.
Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori ne per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
DESCRIZIONE
Graie per la Vostra scelta ! Allo scopo di avera la massima soddisfazione alla vostra macchina, vogliate leggere attendamente quando segue:
I prodotti SMARTMIG sono delle macchine di saldatura tradizionali per la saldatura semi-automatica (MIG o MAG) in corrente continua (DC).
Consentono di saldare agli tipo di filo: acier, inox, alu, flux (no gas). La regolazione di但这a macchina è amplificata grazie alla soluzione SMART.
ALIMENTAZIONE ELETTRICA
Smartmig 142/152/162/182 :
Questi dispositivi sono forniti con una presa a 16 A di tipo EN 60309-1 e devono essere collegati ad un impianto elettrico monofase 230V (50-60 Hz) a tre fili con il neutro collegato a terra.
La corrente effettiva assorbita (I1eff) è indicata sul dispositivo, per delle condizioni d'uso ottimali. Verificare che l'alimentazione e le protezioni (fusibili e/o disgiuntore) siano compatibili con la corrente necessaria per l'uso. In certi paesi, potrebbe essere necessario cancellare la presa per permettere l'uso del dispositivo in condizioni ottimali.
Smartmig 183 :
Questo materiale è consegnato con presa XX A di tipo EN 60309-1 e delve essere collegata ad una installazione elettrica trifase 400V (50-60 Hz) a quale fili con neutro collegato a terra.
La corrente effettiva assorbita (I1eff) è indicata sul materiale, per delle condizioni d'uso ottimali. Verificare che l'alimentazione e le protezioni (fusibili e/o disgiuntore) siano compatibili con la corrente necessaria per l'uso. In certi paesi, potrebbe essere necessario cancellare presa per permettere l'uso in condizioni ottimali.
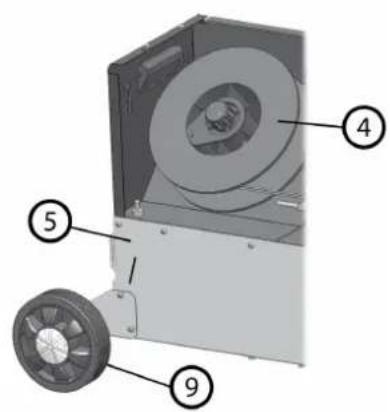
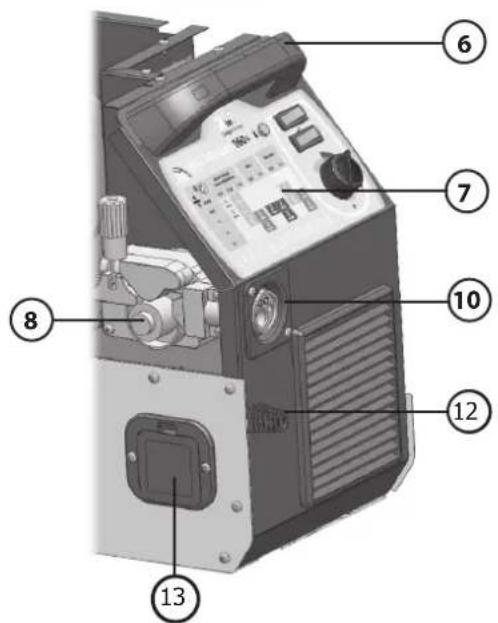
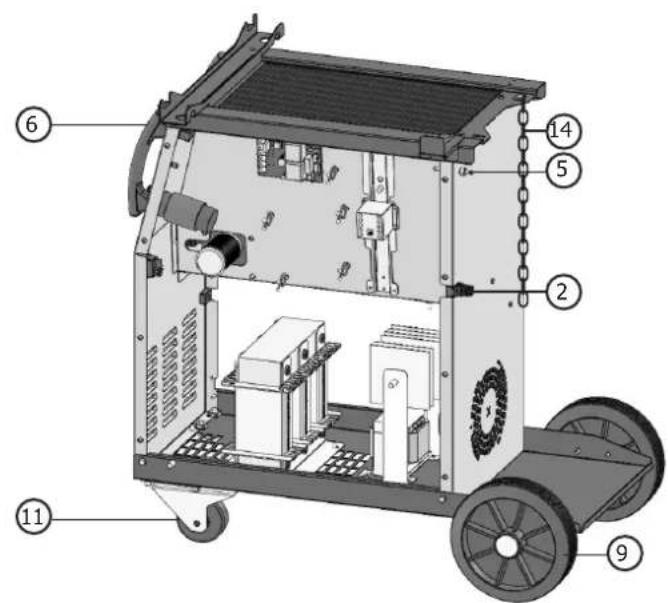
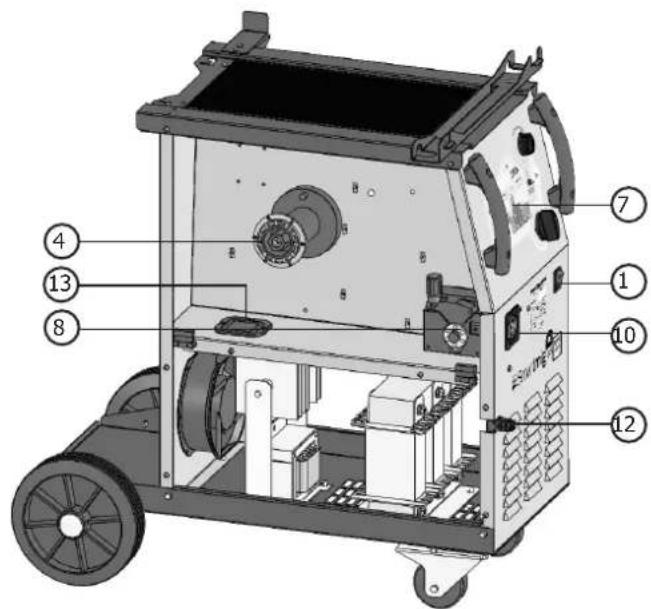
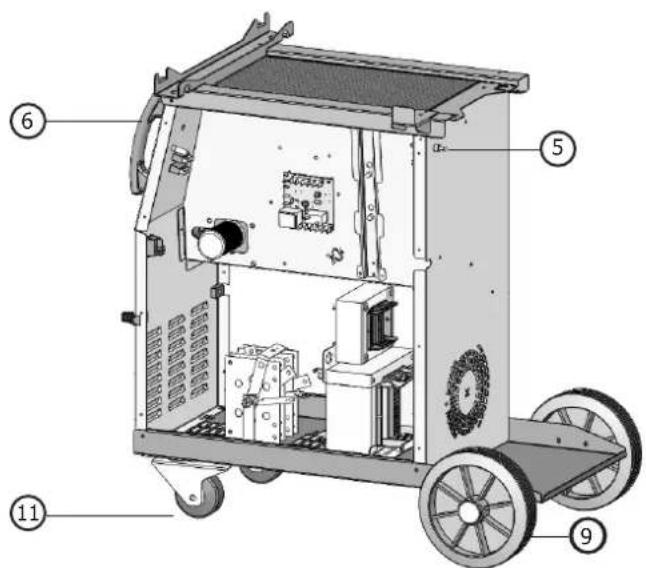
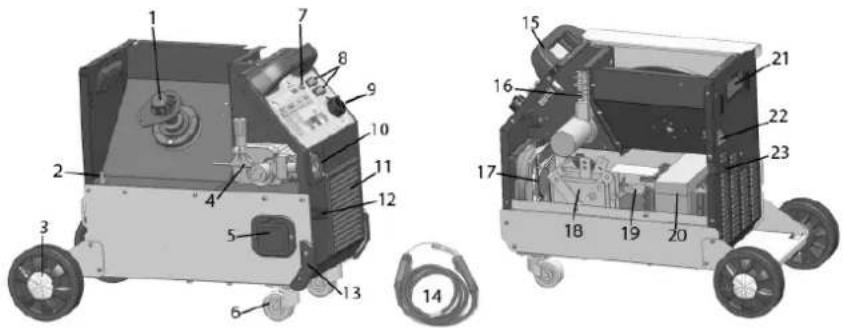
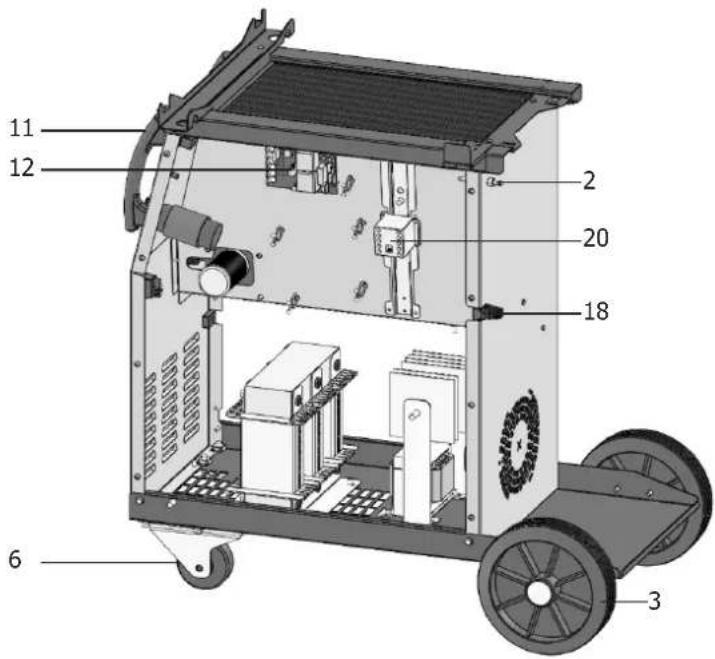
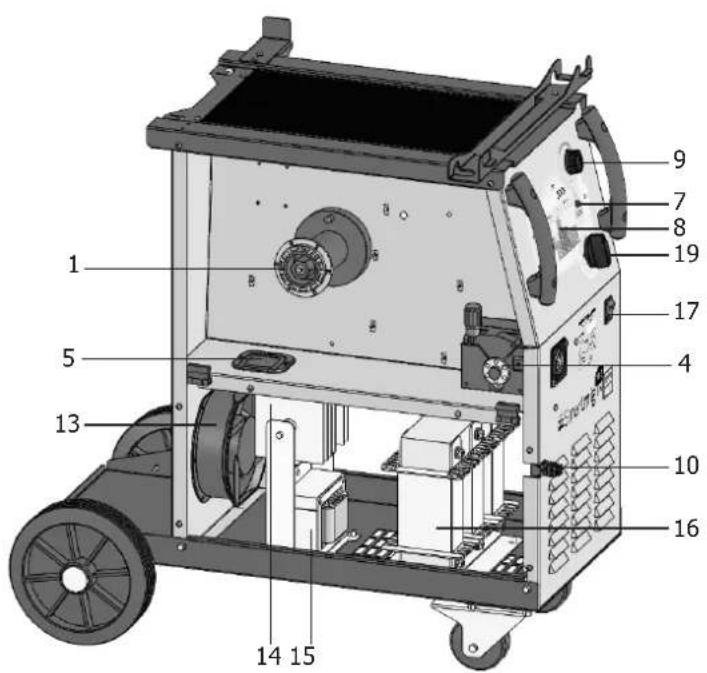
DESCRIZIONE DELLA MACCHINA (FIG-I)
1- Interrupttre arresto/marcia
2-Cavo di alimentazione
3-Maniglia posteriore
4- Supporto bobina
5-Raccordigasrapidi
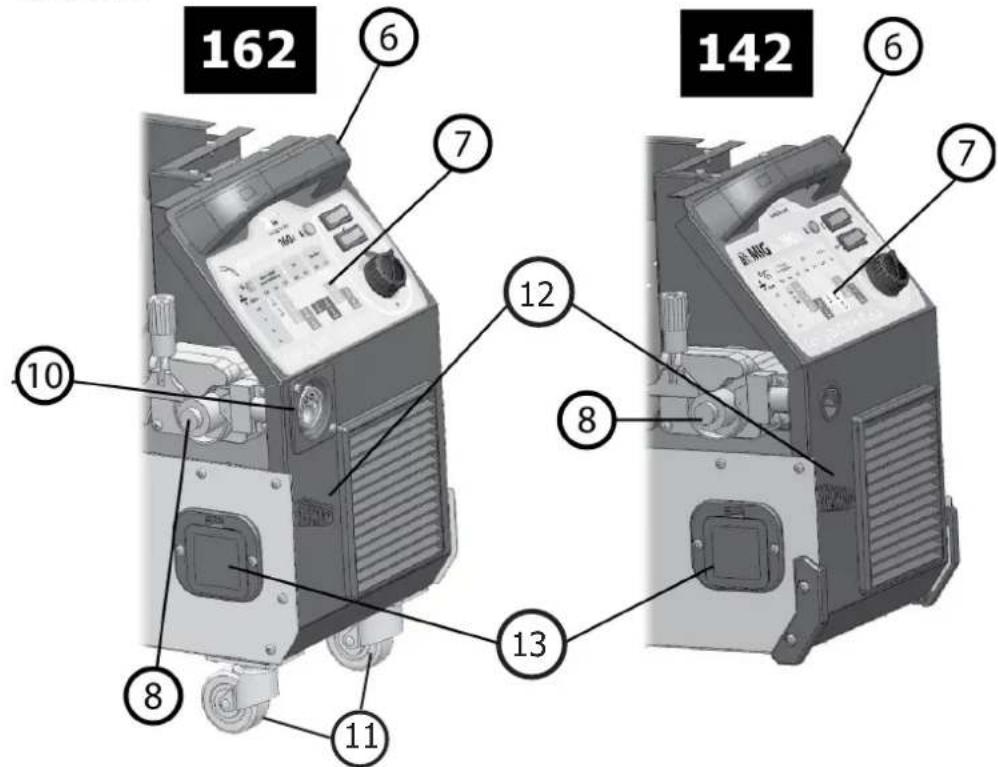
6- Maniglia anteriore da trasporto
7-Pannello di controlo e tabella «Smart»
8- Trainafil
9- Ruote posteriors (ecdetto 142/152)
10- Connectore torcia EURO (eccetto 142)
11- Ruote anteriori (eccetto 142/152)
12-Cavo di massa fisso
13-Scatola di inversionione di polarità
14- Catena di fissaggio per le bombole.
Attenzione: fissare bene le bombole
SALDATURA SEMI AUTOMATICA IN ACCIAO/INOX (MODALITA MAG) (FIG-II)
Questi apparreccgi possono saldare fili d'acciaio e inox da 0,6/0,8 o 1,0 (eccetto per il modello 142 e 152) (fig II - A).
Queste machine sono fornite in origine per funzionare con un filo da 0,8 in acciaio o inox. La punta, la cava del rullino, la guaina della torcia sono previsti per questa applicazione.
Quando utilizzate del filo di diametro 0,6, conviene cancellare la punta della torcia. Il rullino del trainfil è reversible 0,6/0,8. In quello espositano in modo da legegre 0,6. Per saldare un 1,0, munirsi di un rullino e di una punta adatta. L'utilizzo in acciaio o inox necessita un gas specifico Argon + CO ^2 . La proportione di CO ^2 varia secondo l'utilizzo. Per la scelta del gas, richeidere consiglio ad un distributore di gas. La portata del gas per l'acciaio di attesta tra i 12 e 18 L/mn secondo l'ambiente e l'esperienza del saldatore.
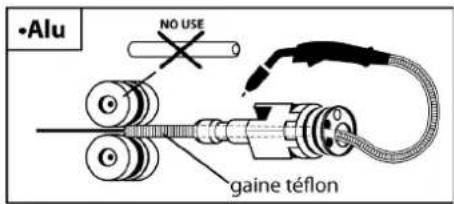
SALDATURA SEMI AUTOMATICA IN ALLUMINIO (FIG-II) (MODALITA MIG)
Gli SMARTMIG 152, 162, 182 e 183 possono essere equipaggiati per saldare con filo Alu da 0,8 o 1,0 (fig II-B).
Lo SMARTMIG 142 puo eessere uolato per saldare lAlu da 0,8 in mode occasionale e non intensivo. In quosto caso, il filo utilizzato deve essere duro per facilitare lo scorrimento (tipAlMg5).
L'utilizzo in alluminio necessita un gas specifico argon puro (Ar). Per la scelta del gas, richeidere consiglio ad un distributore di gas. La portata del gas con l'alluminio si attesta tra 20 e 30 L/min secondo l'ambiente e l'esperienza del saldatore. Ecco le differenze tra l'utilizzo in acciaio e l'alluminio : - Utilisare dei rullini specifici per la saldatura alu.
- Mettere un minimo di pressione sui rullini di pressatori del trainafilo per non schiacci e fili.
- Utilizzato il tube capillare unicamente per la saldatura acciaio/inox.
- La preparazione di una torcia alu richiede un'attenzione particolare. Possie dea guana teflon allo scopo di ridurre gli attriti. Non tagliare la guana sul bordo del raccordo, delve superare la lunghezza del tubetto capillare che sostuisce e serve a guidare il filo a partire dai rullini.
- Punta :utilizzare una punta SPECIALE alluminio 0,8 (ref:041059-non fornita)
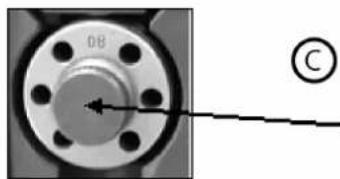
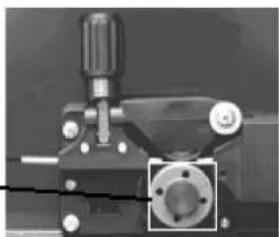
SALDATURA IN MODALITA «NO GAS» (FIG. III)
Questi apparrecchi consentono di saldare del filo animato «No Gas» a condizione di invertire la polarità di saldatura. Per questo, mettete l'apparecchio fuori tensione poi aprite il coperchio (14) e procedete all'allaciamento seguito leindicazioni della figura III-C. La macchina di saldatura è configurata in origine in modalità «Gas».
PROCEDURA DI MONTAGGIO DELLE BOBINE E DELLE TORCE (FIG-V)
- Prindere l'impugnatura della torcia e togliere l'uglio (fig V-E) girando in senso orario, poi svitare la punta (fig V-D) lasciando il supporto punta e la molla sulla torcia.
- Oprire il coperchio della macchina
FIG V-A: Posizione are la bobina sul suo supporto. - In caso d'utilizzo di una bobina da 100mm (142, 152 et 162), non installare l'adattatore (1).
Regare l fre no 2) della bobina per evitare, durante l'interuzione della saldatura, che l'inerzia della bobina non agrovigli il filo. Non stringere
troppo forte! La bobina deve porter girare sanza forzare il motore. - Avvitare il fermo bobina (3).
FIG V-B: Posizionare il rullino motore. - Scegliere il rullinoi ad attato al diametro e al tipo di filo e posizionarlo sul trainafilo in modo da legegre l'indicazione del diametro utilizzato.
FIG V-C: Per regolare la pressione dei rulli, procedere come segue : - Allentare la leva a molla al massimo e abassarla.
- Inserire il filo della bobina e farlo uscire di 2cm ca, poi richiudere il supporto rullino.
- Mettere in moto l'apparechio e azionare il motorino utilizzando la torcia.
- Stringere la leva a molla (fig V-C) rimanendo mantenendo premuto il pulsante fino a quando il filo non vengano trainato. A quel punto smettere di stringere.
NB: Per il filo alluminio, dare il minimo di pressione per non schiacciare il filo. - Fare uscire il filo alla torcia di ca. 5cm, poi mettere mettere all'estremita della torcia la punta (fig V-D), dopo l'ugello (fig V-E) adatti per i fili utilizzati.
Le macchine SMARTMIG 142/152/162 sono ave delle bobine di diametro 100 o 200 mm.
Le macchine SMARTMIG 182 e 183 possono portare bobine di diametro 200 o 300 mm. Per una bobina da 200 mm, dovete installare un adattatore.
Quisottolediversecombinazioni possibili:
Smartmig 142 152 162 182 183 Gaz
| acciaio/inox 0,6/0,8 0,6/0,8/1,0 Argon + CO2 | ||
| Alu* - 0,8/1,0 Argon Pur | ||
| No Gas 0,9 0,9/1,2 - |
- Prevedere guaine teflon (ref. 041578) e punta speciale alluminio (Ø 0,8 ref. 041059 - Ø 1,0 ref. 041066)
Per aiutarvi a selezionare il diametro del filo o dell'elettrodo adatto al lavoro che desiderate fare, fate riferimento alla tabella qui a fianco (fig IV).
COLLEGAMENTO GAS
- Montare un regolatore di pressione adatto alla bombola di gas. Collegatelo alla macchina con il tubo fornito. Mettete le due fascette per stringere evitandoosi delle perdite.
Regolate I'uscita del gas regolando la manopola di regolazione che si trovava sul regolatore di pressione.
NB: per facilitare la regolazione dell'uscita del gas, azionare i rullini motore premendo sul pulsante della torcia (allentate la manopola di regolazione del trainafilo per non trascinarre il filo).
Questa procedura non si applica alla saldatura in modalità « No Gas »
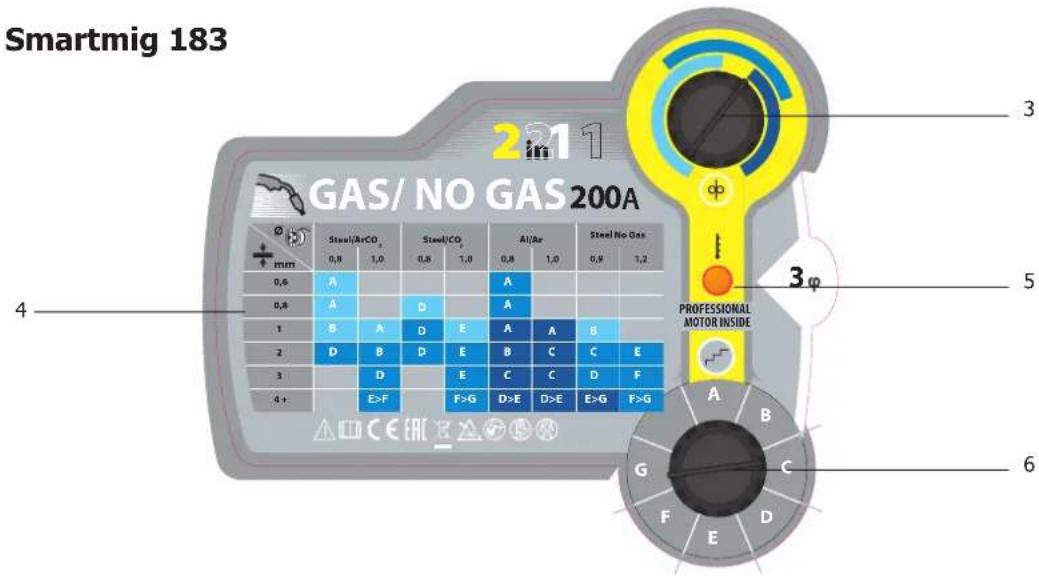
DESCRIZIONE DEL PANNELLO COMMANDI (FIG. VI)
| Smartmig 142/152/162/182/183 |
| 1- Pulsante di selezione tensione A/B |
| 2- Pulsante di selezione di tensione min/max |
| 3- Potenziametro di regolazione di velocità del filo |
| 4- Tabella "SMART" di regolazione MIG/MAG |
| 5- Spia di protezione termica |
| 6- Commutatore 7 posizioni |
UTILIZZO (FIG VI)
MODALITA'MIG/MAG:
SMARTMIG facilità la regolazione della velocità del filo e della tensione.
Graie ad una tabella SMART, trovate lo spessore del materiale da saldare e il tipo di filo utilizzato,
Poi, in funzione delle racomandazioni, selezionare semplicamente:
La vostra tensione (pulsante A/Be min/max per SMARTMIG 142, 152 e 162
- La vosra velocità del filo, regolando il potenziometro (3) sulla zona di colore indicato e correggetela se necessario.
Esembio :
Per saldare una lamiera da 0,8mm di spessore con un filo d'acciaio di diametro 0,6 (SMARTMIG 142, 152 e 162) :
- Mettete il pulsante (1) sulla posizione « A »
- Mettete il pulsante (2) sulla posizione « min »
Regolare l potenziometro (3) sulla zona di colore più biane e correggere « in base al suono » se necessario.
CONSIGLI E PROTEZIONE TERMICA
I trainafili sono provvisti di componenti mobili che possono agganciare mani, capelli, vestiti o utensili e di consegenza causare ferite!
- Non indossare mano per girare o componenti o parti per l'unità in movimento!
Assicurarsi che le copertura delle case o le copertura di protezione rimangono chiusi durante il funzionamento!
MANUTENZIONE
- Le manutenzioni devono essere effettuate solo da personale qualificato.
- Togliere l'alimentazione staccando la spina, e espettare l'arresto del ventilatore prima di lavorare sull'apparecchio. All'interno, le tensioni e le intensità sono elevate e pericolose.
E' consigliato 2 o 3 voltte all'anno di togliere il coperchio e togliere la polvere all'interno della macchina con l'aria. Cogliere I'occasione per far
verificare le connessioni elettriche con un utensile isolato da personale qualificate. - Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è rovinato delve essere sostituito dal fabbricante, dal suo servizio post vendita o da personale qualificato equivalente, allo scopo di evitare pericoli.
ANOMALIE, CAUSE, RIMEDI
| SINTOMI CAUSE POSSIBILI FIMEDI | ||
| Le débit du fil de soudage n'est pas constant. | Delle impurità otturano il foro. | Pulire la punta o cancellara eMETTERe del pro-dotto anti aderente. |
| Il filo scivola sui rullini. | - Controllare la pressione dei rullini o sostituurli.- Diametro del filo non conforme al rullino-Guaina guida filo della torcia non conforme. | |
| Il motorino di traina filo non funziona. | Freno della bobina o rullini troppo stretti. Molare il fremo e i rullini | |
| Problemi di alimentazione | Controllare che il pulsante di messa in funzione sia sulla posizione di marcia. | |
| Cattivo scorrimento del filo. | Guaina guida filo sporca o rovinata. Pulirla o sostituirla. | |
| Freno della bobina troppo stretto. Allentare il freno. | ||
| Nessun corrente di saldatura. | Cattivo collegamento della spina alla rete. | Controllare il collegamento della spoina econtrollare se la presa è ben alimentata con 1fase e un neutro. |
| Cattivo collegamento della massa. | Controllare il cavo di massa (connessione e stato del morsetto). | |
| Contatore di potenza non operativo. Contrallare il pulsante della torcia. | ||
| Il filo si arresta dopo i rullini. | Guaina guida filo schiacciata. Controllare | e la guaina e il corpo torcia. |
| Bloccaggio del filo nella torcia. Rimpiazare | are o sostituire. | |
| Nessuna guaina capillare. Controllare | la presenza della guaina capillare. | |
| Velocità del filo troppo importante. Ridurre | la velocità del filo | |
| Il cavo di saldatura è poroso. | La portata del gas è insufficiente. | Intervallo di regolazione da 15 a 20 L / min.Pulire il metallo di base |
| Bombole del gas vuote. Sostituirle. | ||
| Qualità del gas non soddisfacente. Rimpiazzarlo. | ||
| Currenti d'aria o influenza dei venti. | Evitate le currenti d'aria, proteggete la zona di saldatura. | |
| Ugello gas troppo schiacciato. Pulite l'ugello o sostituitelo. | ||
| Cattiva qualità del filo. Utilizzate un filo adatto alla saldatura MIG-MAG. | ||
| Stato della superficie da saldare di cattiva qua-lità (ruggine, ecc...) | Pulire il pezzo prima di saldare | |
| Particelli scintillantimolto importante. Cattivo morseto | Tensione d'arco troppo Bassa o troppo alta. | Controllare parametri di saldatura. |
| o di massa. | Controllare e posizionare il morsetto di massa più vicino possibile alla zona di saldatura | |
| Gas di protezione insufficiente. regolate | l'uscita del gas. | |
| Nessun gas in uscita dalla torcia Cattivo | collegamento del gas | Controllare se il collegamento del gas vicino al motore è ben collegato. |
| SMARTMIG 142 152 162 182 183 | |||||
| Primaire / Primary / Primär / Primario / Primaire / Primario | |||||
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tensión de red electrónica / Hanpäächenne litvanian / Voedingsspanning / Tensione di alimentazione | 230 V +/- 15% | 230 V +/- 15% | 230 V +/- 15% | 400 V +/- 15% | |
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Chactota cctn / Frequentie sector / Freqenza settore | 50 / 60 Hz | ||||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавский predecessornbien pénébaeira / Zekering hoofdschakelaar / Fusible disgiuntore | 13 A 16 A 10 A | ||||
| Secondaire / Secondary / Sekundär / Secundario / Brotynka / Secondair / Secondario | MIG / MAG MIG / MAG MIG / MAG MIG / MAG MIG / MAG | ||||
| Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacio / Hanpäächenhe xenoctoro xóda / Nullastspanning / Tensione a vuoto | 28 / 39 V 28 / 39 V 25.5 / 40 V 28 / 45 V 16 / 28.5 V | ||||
| Courant de sortie nominal (I2) / Rate current output (I2) / nominaler Arbeitsstroom (I.) / Corrente de salute nominal (I.) / Hominalebnyы Вухедные ток (I2) / Nominale uItgangsstroom (I2) / Corrente di uscita nominale (I2) | 40 + 90 A 40 + 90 A 30 + 115 A 38 + 140 A 15 + 150 A | ||||
| Tension de sortie conventionnelle (U) / Conventional voltage output (U2) / entsprachende Arbeitsstpannung (U2) / Ucnopnoe blyxodnue hanpäächen (U2) / Tension de salute convecnional (U2) / Conventional eultgangsspanning (U2) / Tensione di uscita convenzione (U2) | 16 + 18.5 V 16 + 18.5 V 15.5 + 19.75 V 16 + 21 V 14.75 + 21.5 V | ||||
| Facteur de marche à 40°C (10 min)* ΠB% prn 40°C (10 min)* Imax Norm EN60974-1. Hörma EN60974-1. | 20 % | 20 % | 20 % | 15 % | |
| Duty cycle at 40°C (10 min)* Inschakelduur bij 40°C (10 min)* Norm EN60974-1. | 60 A | 60 A | 70 A | 80 A | |
| Einschaltdauer @ 40°C (10 min) Cico di lavoro a 40°C (10 min)* Norma EN60974-1. | 50 A | 50 A | 60 A | 60 A | |
| EN60974-1-Norm Cico de trabajo a 40°C (10 min)* Norma EN60974-1. | 100% | ||||
| Temperature de fonctionnement / Functionnng temperature / Betriebstemperatur / Tempe-ratura de functiamenti / Paoboua tempepatrya / Gebruikstemperatuur / Temperatura di funizionamento | -10°C ++40°C | ||||
| Temperature de stockage / Storage temperature / Lagertemperatur / Temperatura de alma-cenaje / Tempepatrya xpanenies / Bewaarttemperatuur / Temperatura di stocaggio | -25°C ++55°C | ||||
| Degre de protection / Protection level / Schutzart / Grado de proteccion / Ctenenb zauinbyi / Beschermingsklasse / Grado di protezione | IP21 | ||||
| Dimensions (Lxlhx) / Dimensions (LxWxh) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Paempey (DlxXb) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) | 50 x 44 x 25 cm | 48 x 45 x 25,5 cm | 55,5 x 46 x 25,5 cm | 79 x 77 x 47 cm | |
| Poids / Weight / Gewicht / Bec / Peso / Gewicht / Peso | 22,5 kg | 23 kg | 28 kg | 47 kg | |
Durante l'uso intensivo (> ciclo di lavoro) la protezione termica vuaviarsi ; il quello caso l'arco si spegne e la spia di protezione si accende. La fonte di corrente descive una caratteristica d'uscita di tipo piatta in procedimento MIG/MAG. NB : le prove di riscaldamento sono state fatte a temperatura ambiente e il fattore di marcia a 40^ è stato determinato per simulazione.
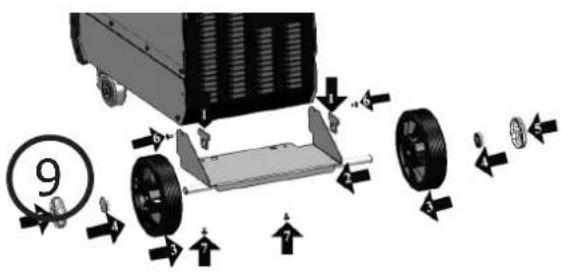
FIG-I
MONTAGE 162
DESCRIPTION

152
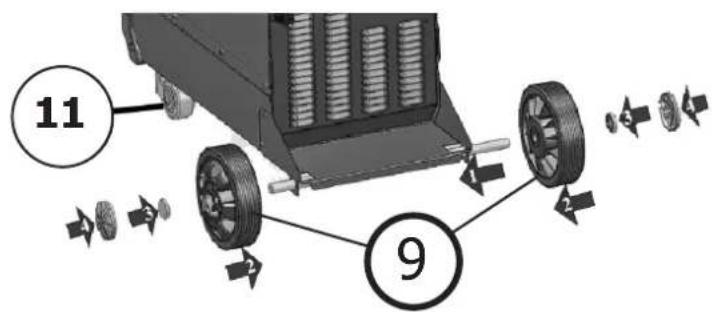
FIG-I
MONTAGE
DESCRIPTION
183
182

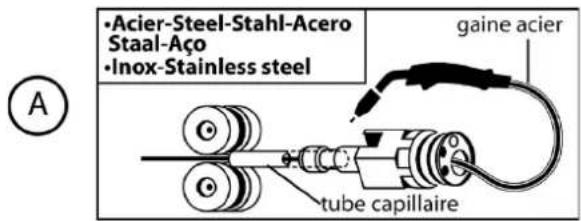
FIG-II
SMARTMIG 152-162-182-183
B
III FIG-III
SMARTMIG 142-152-162-182-183
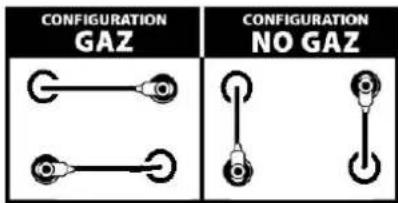
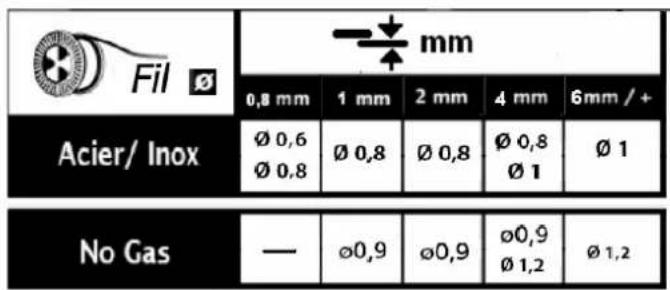
FIG-IV
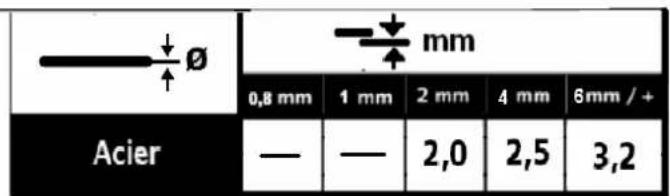
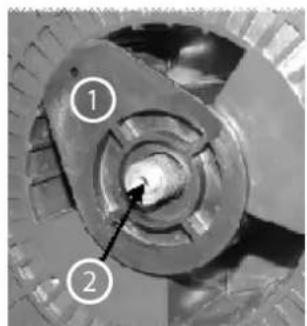
FIG-V
A

B

SMARTMIG 182-183SMARTMIG 142-1

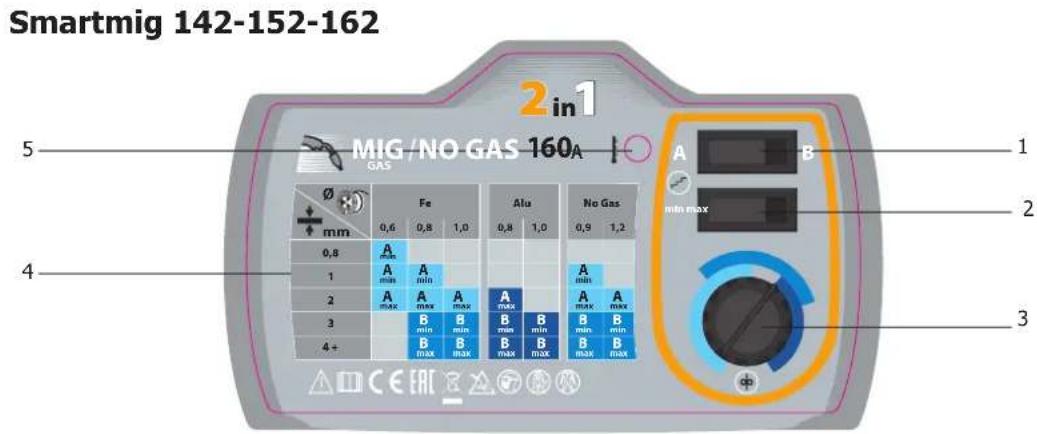
FIG-VI

PIÉCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE
YACTH / RESERVE ONDERDELEN / PEZZI DIRICAMBIO
SMARTMIG 142/152/162
| No | Désignation | 142 152 162 | |
| 1 | Support bobine_Reel stand_Rollenhalter_Soporte de bobina_Повставка для катуши_Spoel houder_Supporto bobine | 71601 | |
| 2 | Electrovanne_Solenoid valve_Elektroventil_Electro-válvula_Зелковларан_Gasventiel_Elettro-magnete | -715 | 2 |
| 3 | Roue arrière_Wheels_Durchmesser Rad_Rueda_ кoleco_Achterwiel_Ruote posteriori | --71 | 870 |
| 4 | Moto-devidoir_Wire feeder_Drahtvorschub_Devanadera_Повадошee усточь_Haspel_Traina filo | 51026 51254 | |
| 5 | Boitier gaz/no gaz_Gas/No gas change box Deckelklappe für Polaritätsumkehrung_Caja de inversionión de polaridad_Kopobka ИнBERCSи пограду_Castje gas/no gas_Alloggiamento gas/no gas | 51384 | |
| 6 | Roue avant_Front wheels_Vorderad_Rueda de atrás_Передиме кoleco_Voorwiel_Ruote anteriori | --71 | 181 |
| 7 | Voyant thermique_Thermal light_Wärmedschütz Kontrollicht_Indicator.Termico_Иndikatotр Tempepatурион_ZAциты_Thermisch lampje_Spia termica | 51019 | |
| 8 | Inverseur (x2)_Switch (x2)_Schalter (x2)_Botón (x2)_Переклочать (x2)_Omschakelaar (2x)_Invertitore (x2) | 52466 | |
| 9 | Bouton potentiomètre_Potentiometer knob_Potentiometer_Potenciòmetro botón_ПOTENZIMetr_Draaiknop_Pulsante potenziometro | 73009 | |
| 10 | Raccord europeen_Euro connector_Conector_Euro_Pazьем对于我们 ropeлки[ebropeйского.stандараза_Europese aansluiting_Raccardo_Europeo | --51 | 025 |
| 11 | Grille de ventilateur_Fan grid_Ventilatorgrill_Rejilla de ventilador_Peшетka вентilatedora_Ventilatierooster_Griglia ventilatore | 51010 | |
| 12 | Pince de masse_Earth clamp_Massekabel_Cable de masa_Кабель_mасla_Massa klem_Mor-setto di massa | 71118 71116 | |
| 13 | Pieds d'angles gauche_Left Angle feet_Winkel-Füsse links_Pie izquierdo_Ножки с让大家_ Voetjes linkerhoeken_Piedino angolo sinistro | 56021x2 | 6021x2 56 |
| 13 | Pieds d'angles droite Right Angle feet_Winkel-Füsse rechts_Pie derecho_Ножки с让大家_ Voetjes rechterhoeken_Piedino angolo destro | 56022x2 | 6022x2 56 |
| 14 | Torche_Torch_Brenner_Antorcha_Föpenka-Toorts_Torcia | 71392 0 | 41424 041 424 |
| 15 | Poinée avant_Front handle_Vorderer Griff_Puño delantero_Чужая_Handvat voor_Impu-gnature anteiore | 56047 | |
| 16 | Circuit_Board_Karte_Carta_Плata_Circuit_Scheda | 53258 | |
| 17 | Ventilateur_Fan_Ventilator_Ventilator_Вentilator_Ventilator | 51023 | |
| 18 | Pont de diodes_Reactifier_Gleichrichter_Puente de LED_Дионь мост_Diode brug_Ponte a diodi | 52180 5 | 2180 52178 |
| 19 | Self de sortie_Choke_Drossel_Self_Дiocseль_Uitgaande smooerklep_Self di uscita | 53179 5 | 8179 53180 |
| 20 | Transformateur_Transformer_Transformador_Transformador_Трахформат_Transformer | 53176 5 | 8176 53177 |
| 21 | Poignée arrière_Rear handle_Hinterer Griff_Puño_Чужая_Handvat aller_Impugnature posteriore | 71515 | |
| 22 | Interrupteur I/O_I/O switch_Ein/Aus Schalter_Commutador I/O_Interrupteur I/O_Bыклоать I/O_Schakelaar I/O_Interruttore I/O | 52460 | |
| 23 | Cordon secteur/Main cable_Netzstromkabel_Cable de alimentación_Питайский кабель_Elektrische snoer_Cavo di rete | C51109 C51109 C51 | 110 |
SMARTMIG 182/183
| N° Désignation 182 183 | |||
| 1 | Support bobine_Reel stand_Rollenhalter_Soporte de bobina_Повставka对于我们 katуши_Spoel houder_Supporto bobine | 71608 | |
| 2 | Electrovanne_Solenoid valve_Electroventil_Electro-válvula_электropolан_Gasven-tiel_Elettromagnete | 71542 + 71702 + 71703 | 71507 |
| 3 Roue arrière_Wheels_Durchmesser Rad_Rueda_колес_Аchterwiel_Ruote posteriori 71370 | |||
| 4 | Moto-devidoir_Wire feeder_Drahtvorschub_Devanadarea_Побадошем устристwo_Haspel_Trainafillo | 53530 | |
| 5 | Boitier gaz/no gaz_Gas/No gas change box Deckelklappe für Polaritätsumkehrung_Caja de inversiondo de polaridad_Kоробка ИнBERCSи польност_Кastje gas/no gas_Alloggamenti gas/no gas | 51384 | |
| 6 | Roue avant_Front wheels_Vorderrad_Rueda de atrás_Передиме колес_ Voorwiel_Ruote anteriori | 71361 | |
| 7 | Voyant thermique_Thermal light_Wärmedeschütz Kontrollicht_Indicator t érmico_Индikатор Tempepattуров Заustы_Thermisch lampe_Spia termitica | 51019 52004 | |
| 8 | Inverseur (x2)_Switch (x2)_Schalter (x2)_Botón (x2)_Переклочать (x2)_Omschakelaar (2x)_Invertitore (x2) | 52466 - | |
| 9 | Bouton potentiomètre_Potentiometer knob_Potentiometer_Potenciámetro botón_ПOTENZIMETr_Draiaiknop_Pulsante potenziometro | 73009 | |
| 10 | Pince de masse_Earth clamp_Massekabel_Cable de mesa_Kабел массы_Massa klem_Morsetto di massa | 71910 | |
| 11 | Poiñée avant_Front handle_Vorderer Griff_Puño delantero_Pуковая_Handvatvoor_Impugnatura anteriore | 56047 | |
| 12 Circuit_Board_Karte_Carta_Плata_Circuit_Scheda | SN ≤ 18.02.XXXXXX = 97186C SN | ≤ 18.09.XXXXXX = 97199C | |
| SN ≥ 18.03.XXXXXX = 53419 SN | ≥ 18.09.XXXXXX = 53513 | ||
| 13 | Ventilateur_Fan_Ventilator_Ventilador_Bentinätor_Ventilator_Ventilatore | 51023 | 51001 |
| 14 | Pont de diodes_Reactifier_Gleichrichter_Puente de LED_Дюdný мост_Diode drug_Ponte a diodi | 52188 52187 | |
| 15 | Self de sortie_Choke_Drossel_Self_Дроссél_Uitgaande smoorklep_Self di uscita | 96055 | 96074 |
| 16 | Transformateur_Transformer_Transformador_Transformador_Tpanфörmatop_Trans-formator_trasformatore | 96054 96073 | |
| 17 Interrupteur I/O_I/O switch_Ein/Aus Schalter_Conmutador I/O_Interrupteur I/O_Bыклочать I/O_Schakelaar I/O_Interrupture I/O | 52460 52461 | ||
| 18 Cordon secteur Main cable_Netzstromkabel_Cable de alimentación_Питалоший кабел_Elektrische snoer_Cavo di rete | 21491 21475 | ||
| 19 Conmutateur 7 positions_7 positions switch / 7 Positionen Betriebsartenschalter_Commutador 7 posizones_7-x nozniцунный певеклочать_Schakelaar 7 posities_Commutatore 7 posizioni | - 51228 | ||
| 20 Contacteur switch_Schalter_Botón_pевеклочать_Relais_Contatore | - | 51112 | |
| Torche_Torch_Brenner_Antorcha_Гореньka_TOorts_Torcia | 041424 | ||
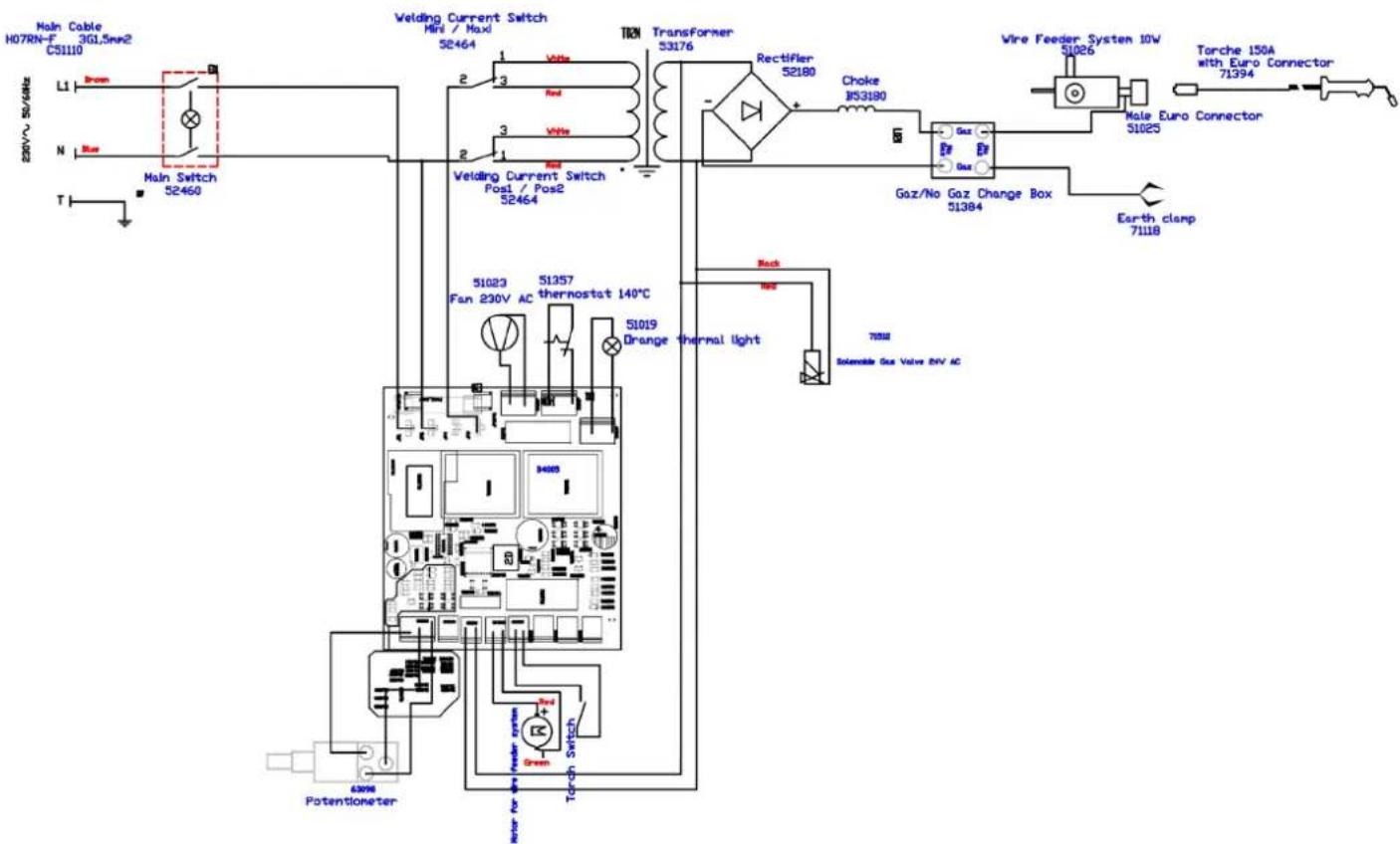
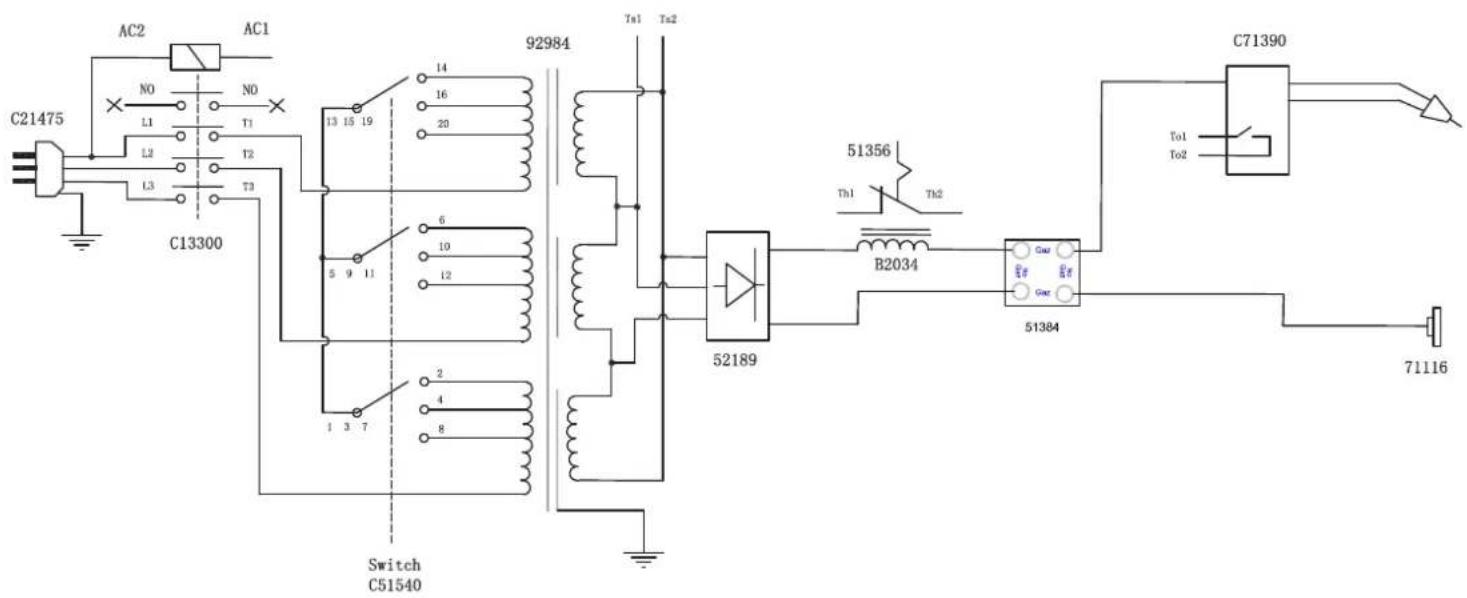
SCHEMA ELECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN/ DIAGRAMA ELECTRICO /3JEKTPNUECKAR CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
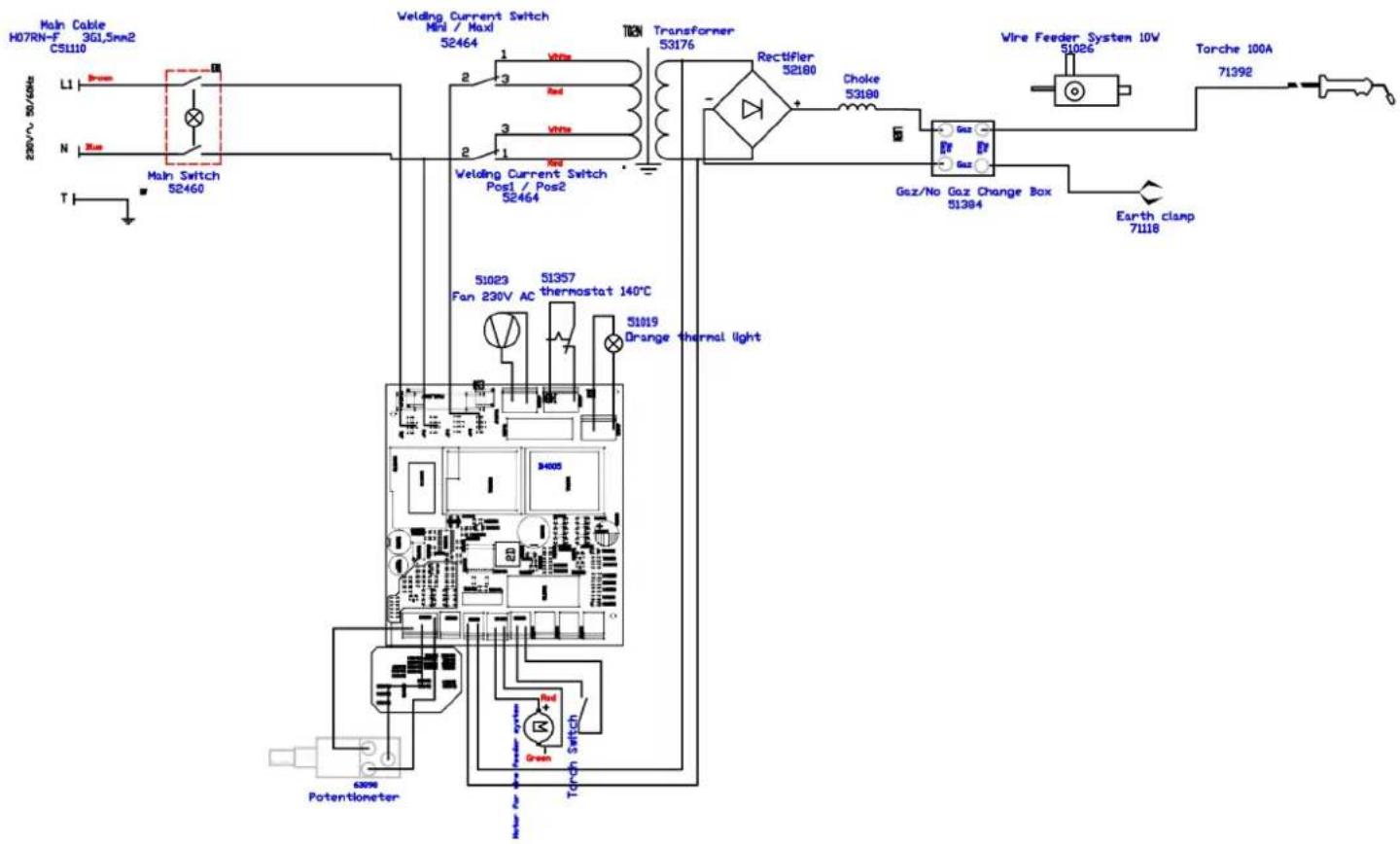
SMARTMIG 142
SMARTMIG 152
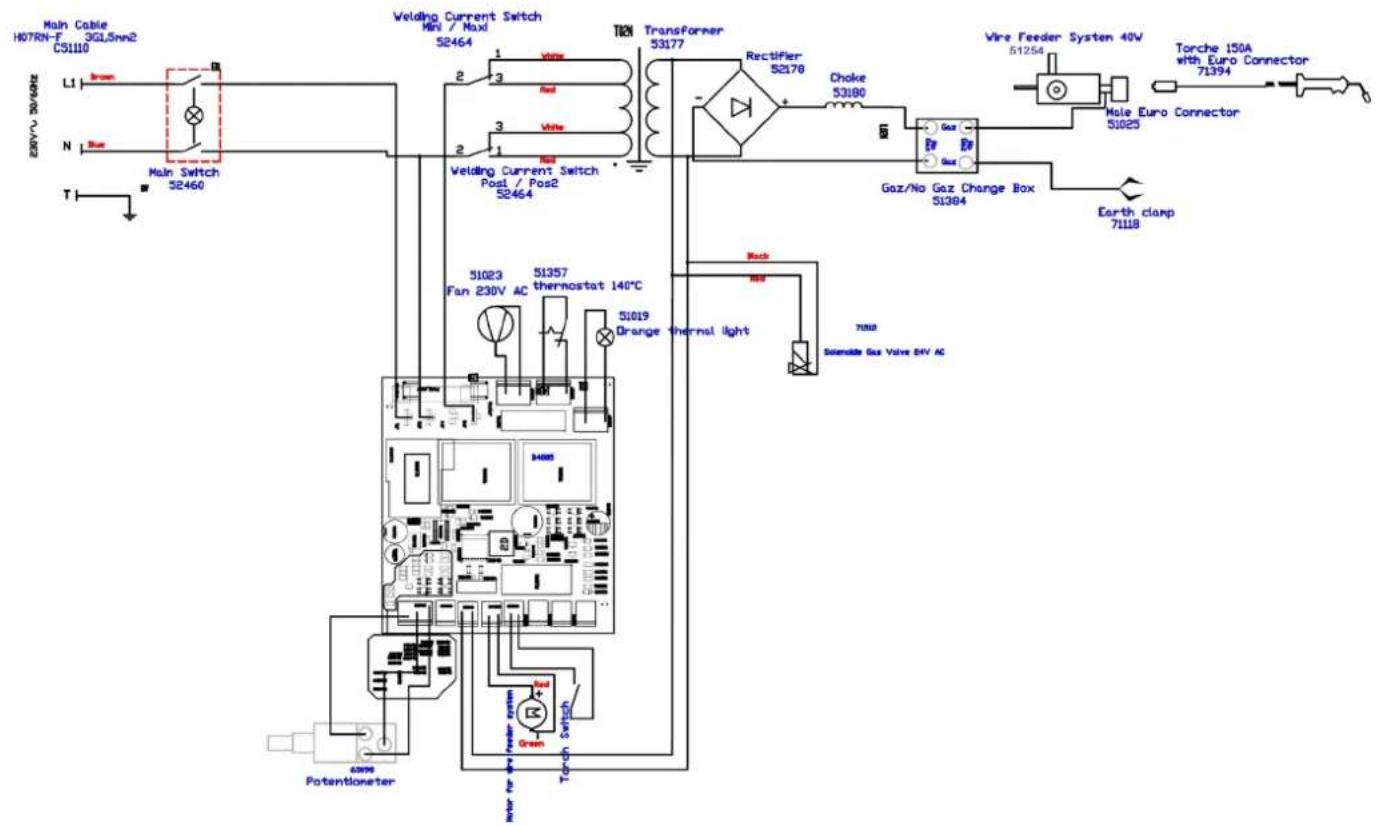
SMARTMIG 162
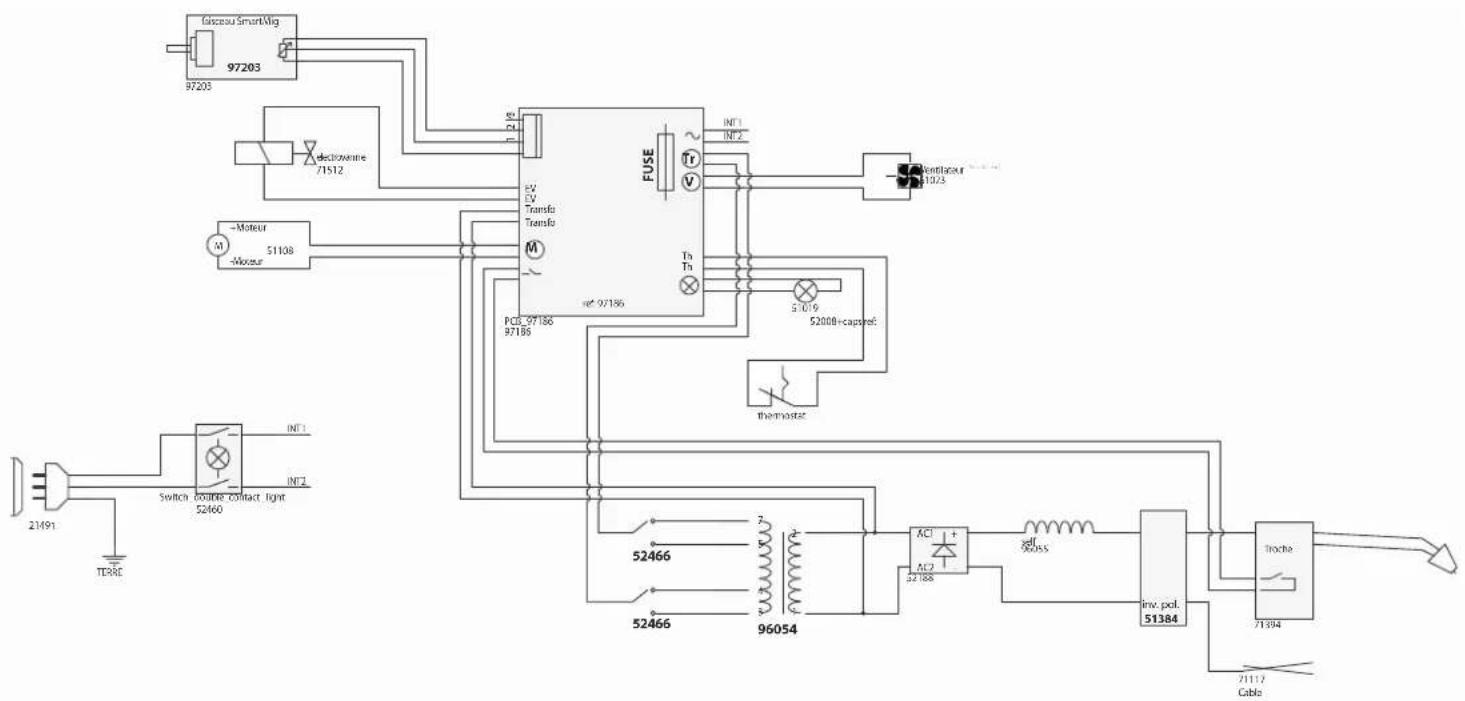
SMARTMIG 182
SMARTMIG 183
CONDITIONS DE GARANTIE FRANCE
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
Danni dovuti al trasporto.
- La normale usura dei pezzi (Es.: cavi, morsetti, ecc.).
Gli incidenti causati da uso impropero (erreore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinniere il dispositorio al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)
- unanotaesplicativa delguasto.
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SIMBOLOS / CMMBOÎbl / PICTOGRAMMEN / ICONA
| A | Ampères - Amps - Ampere - Amperios - Amnep - Ampère - Amper |
| V | Volt - Volt - Volt - Voltios - Bonyt - Volt - Volt |
| Hz | Hertz - Hertz - Hertz - Hertz - Tépu - Hertz - Hertz |
| S | - Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) - MIG/MAG Welding (MIG: Metal Inert Gas / MAG: Metal Active Gas) - MIG/MAG Schwellen (MIG: Metal Inert Gas/ MAG: Metal Active Gas) - Solidadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) - Плобавтоатиеская сбарka MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) - MIG/MAG lassen (MIG: Metal Inert Gas / MAG: Metal Active Gas) - Saldatura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) |
| S | - Convient au soudage dans un environnement avec risque accru de chic électric. La source de courant elle-même ne doit toute fois pas être placée dans de tels locaux. - Adapted for welding in environment with increased risks of electrical shock. However, the welding source must not be placed in such places. - Geelgnet für Schwellarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem solte die Schwelläquille nicht unbedingt in solchen Bereichen betriebenen werden. - Adaptado a la soldadura en un entorno que comprende risgos de该如何 électrico. La fuente de corriente ella mesma no debe estat situada Dentro de tal locales. - Ädantpoebaan Bérapkins en cèpe c nobouuénbym pncKOM àekTPOUoka. Ondako cam hctOchHK nHTANMA He dokJhen bItb paccnojexn B Taikm MeCTax. - Geschekt voor het lasseten in een rulmte met verhoogd risiko op elektrische schok. De voedingsbron self moet echter niet in dereglijkje rulmte worden geplaatst. - Conviene alla saldatura in un ambiente a grande rischio di scosse elettriche. L'origine della corrente non devese localizzata in tale posto. |
| IP21 | - Protection contre l'accès aux parties dangereuses des corps solides de diam >12,5 mm et contre les chutes verticales de gouttes d'eau. - Protection against access to dangerous parts of solid bodies with diam >12,5 mm and against vertical drops of water. - Schutz gegen den Zugang zu gefährlichen Teilen fester Körper mit einem Durchmesser >12,5 mm und gegen senkrechte Wassertropfen. - Protección contra el accesso a las partes peligrosas de los ciarpos solidos con un diametro >12,5 mm y contra las gotas de agua verticas. - Zaquieta OT doctyna K onaehm chaftm Tverdux ten dmametpm>12,5 MM i ot Vertimcakbhyx kapiB bDmy. - Bescherming tegen toegang tot govaarlijke delen van vaste lichamen met een diameter van >12,5 mm en tegen verticale waterdruppels. - Protezione contro l'acceso a parti pericolose di corpi solidi con diametro >12,5 mm e contro le gobce d'accua verticali. |
| - | - Courant de soudage continu. - Welding direct current. - Gleichschweßstrom. - La corriente de soldadura es continua. - Cbapka Na noctoanHom Toke. - DC lasstroom. - Corrente di saldatura continu. |
| 1~ 50-60 Hz | - Alimentation électricne monophasée 50 ou 60Hz. - Single phase power supply 50 or 60Hz. - Einphasige Netzversorgung mit 50 oder 60Hz. - Alimentacion électrica monofasica 50 or 60 Hz. - Ondofazhoe naprjckene 50 niq 60μ. - Enkel fase elektrische voeding 50Hz of 60Hz. - Alimentazione elettrica monofase 50 ou 60Hz. |
| 3~ 50-60 Hz | - Alimentation électriche triphasée 50 ou 60Hz. - Three-phase power supply 50 or 60Hz. - Dreiphasige Netzversorgung mit 50 oder 60 Hz. - Alimentacion électrica trifasica 50 or 60 Hz. - Trexfazaohe anekTponitane 50 niq 60μ. - Driefasen elektrische voeding 50 of 60 Hz. - Alimentazione elettrica trifase 50 or 60Hz. |
| U0 | - Tension assignée à vide. - Rated no-load voltage. - Leerlaufspannung. - Tension asignada de vaclo. - Naprjckene xoloocoro xoida. - Nullastspanning. - Tensione nominale a vuoto. |
| U1 | - Tension assignée d'alimentation. - rated supply voltage. - Netzspannung. - Tension de la red. - Harnpaxenige cetera. - Netspanning. - Tensione nominale di alimentazione. |
| I1max | - Courant d'alimentation assigné maximal (valeur efficace). - Rated maximum supply current (effectivete value). - Maximaler Versorgungstroom (Effektivwert). - Corrente maxima de alimentacion de la red. - Maximaleh ciebetoi tock (Ф�фхьнад мошость). - Aangewende maximale voedingstrom (effectieve waarde). - Corrente di alimentazione nominale massimo (valore efficace). |
| I1eff | - Courant d'alimentation effectif maximal. - Maximum effective supply current. - Maximaler latsächlicher Versorgungstroom. - Corrente de alimentacion efectiva maxima. - Maximaleh xphektmibai ciebetoi tock. - Maximale effective voedingstrom. - Corrente di alimentazione effetto massimo. |
| EN 60974-1 EN 60974-5 EN 60974-10 | - L'appareil respecte la norme EN60974-1, EN60974-5 et EN60974-10. - The device complies with EN60974-1, EN60974-5, EN60974-10 standard relative to welding units. - Das Gerät entspricht der Norm EN60974-1, EN60974-5, EN60974-10 für Schwellgeräte. - El aparato está conforme à la norma EN60974-1, EN60974-5, EN60974-10 referente à los aparatos de soldadura. - Annaparot cootertctbetye eponeikcckn horpne EN60974-1, EN60974-5, EN60974-10. - Dit toestel voldoet aan de EN60974-1, EN60974-5, EN60974-10 norm. - Il disposito rispetta la norma EN60974-1, EN60974-5, EN60974-10. |
| 1--00+--- | - Transformateur-redresseur monophase. - Rectifier-Single-phase converter. - Einhasiger Trafo/Frequenzumwandler. - Transformador-rectificador monofasico. - Ondofazbien inheptor, c tranfocopmauen i bvypramlenienm. - Enkel fase transformator-geljirkrichter. - Trasformatore-raddrizzatore monofase |
| 3--00+--- | - Source de courant à transformateur redresseur délivrant un courant continu. - Transformer rectifier power source delivering direct current. - Trafogleichstromquelle. - Fuente de corrente de technologia rectificator que libera corrente continua. - Ictonukien toka c tranfocopmatotom-bvnprrmttelem bvydakouni noctobnnu tok. - Gelljirkrichter Transformer, levert gelljstroom. - Fonte di corrente a transformatore raddrizzatore rilasciendo una corrente continua. |
| X(40°C) | - Facteur de marche selon la norme EN 60974-1 (10 minutes - 40°C). - Duty cycle according to the standen EN 60974-1 (10 minutes - 40°C). - Einschaltauer gemäß EN 60974-1 (10 Minuten - 40°C). - Facter de marche selon la norma EN 60974-1 (10 minutes - 40°C). - P8% no horpne EN 60974-1 (10 minHT - 40°C). - De vermogensfactor volgens of EN60974-1 norm (10 minutes - 40°C). - Ciclo di lavoro seconda la norma EN 60974-1 (10 minuti - 40°C). |
| I2...% | - I2: courant de soudage conventionnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender Schweisbrom. - I2: Correntes correspondientes. - I2: Toki, cootertctbvyooume X*. - I2: overeenkomstige conventionele lasstroom. - I2: corrente di saldatura conventionale correspondiente |
| U2...% | - U2: Tensions conventionnelles en charges correspondantes. - U2: conventional voltages in corresponding load. - U2: entsprechender Arbeitsspannung. - U2: Tensions conventionales en carga. - U2: cootertctbvyooume cabooyne nahrjekhenia* - U2: conventionelle spanning in correspondende belasting. - U2: Tensioni conventionali in cariche corrispondenti. |
| CE | - Apparile conforme aux directives europeennes. La déclaration de conformité est disponible sur notre site internet. - The device complies with European Directive. The certificate of compliance is available on our website. - Gerät entspricht europäischen Richtlinien. Die Konformitätserkürzung findsie auf unsere Websitele. - El aparato est conforme à la normas europeas. La déclaration de conformità est disponible en notre paga web. - Uystokkortco cootertctbvyooume eponeikcckn horpma. Декarapauia cootertctbvyooume octte na hauem caite. - Het toestel is in overeistemming met de Europee richtljen. De conformiteltverklaring ist te vinden op once internetsite. - Dispositivo in conformità con le norme europee. La dichiarazione di conformità è disponibile sul nostro site internet. |
| EAC | - Marque de conformité EAC (Communauté économique Eurasienne). - Conformity mark EAC (Eurasian Economic Commission). - EAC-Konformitätszeichen (Eurasiische Wirtschaftsgemeinschaft). - Marca de conformidad EAC (Comunidad economica euroasiática). - Mapinkovia cootertctbvyooume EAC (Ebrassien kcxkomenche kcxkomenche kcxkomenche) - EAC (Euraziatische Economische Gemeenschaft) marktken van overeistemming. - Marca di conformità EAC (Comunità Economica Eurasiatica) |
| € | - CMIM: Certification Marocaine - CMIM: Morocco Certification - CMIM: Marokkanische Zertifizierung - CMIM: Certificación Marroqui - CMIM: Marokkanckanca serpiniickauia - CMIM: Marokkanense certificering - CMIM: Certificazione Marocchina |
| UKCA | - Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). - Materiali comples with British requirements. The British Declaration of Conformity is available on our website (see cover page). - Die Auswirzung entspricht denBritschen Anforderungen. DieBritische Konformitätserkürzung ist auf unserer Website verfügbary (siehe Deckblatt). - El equipoble complé with los requisitosBritancos. La Decisión de Conformidad del Reino Unido está disponible en notre paga web (ver pagside de portada). - Mataripan coalotertctbvyet terboaquiem Bénilókbpirtanien, 3aayenei o cootertctbvyooume doctuyno na hauem b6-caitre (CM, flambyto strapaniu) - De apparatur voldoan da Betrie eisen. De UK-verklaring van overeistemming is beschärbbar op once website (zie voortagina). - L'attrezatura soddisifa i requisiti Britannici. La dichiarazione di conformità del Regno Unito è disponibile sul nostro site web (vedi copertina). |
| - Attention, souder peut déclencher un feu ou une explosion. - Caution, welding can produce fire or explosion. - Achting! Schwellen kann Feuer oder Explosion verurschen. - Cuidado, soldar pode iniciar un fuego o una explosión. - Binhmánh! Cérapie monjet bùzába'te pôxpá nínu Bépí. - Let op, het lassen kan brande of explosive veroorzaken. - Attenzione, saldare potrebbe far scatenare un incidio o un'esplosione. - Attenzione! Leggere il manuale d'istruzioni prima dell'uso. | |
| - Entrée de gaz - Gas inlet - Gaseinllass - Entrada de gas - raza na xdoje - Gasinlaat - Ingresso gas | |
| - Attention! Lire le manuel d'instruction avant utilisation. - Caution! Read the user manual. - Achting! Lesen Sie die Betriebsanleitung. - Cuidado, leer las instruetiones de utilização. - Binhmánh! Châtea trèbêt cèmuaúno ythmazau. Es darf nicht mit dem Hausmüll entsorgt werden. - Estão apatrato es工夫 de una recolección selectiva. No de ser tirado en un cubo dométrico. - Pródkyt trèbêt cèmuaúno ythmazau. He blybpaśbát c blytbovmni OTXdAm. - Afzonderlijke inameling vereist. Gooi net in het huishoudelijk afval. - Prodotto soggetto alla raccolta differenziate - Non buttare nel rifiuti domestici. | |
| - Produit faisant l'objet d'une collecte sélective - Ne pas jeter dans une poulbe domestique. - Separate collection required, Do not throw in a domestic dustbin. - Für die Entungsung Ihres Gerätes geltten besonderete Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt werden. - Este apatrato es工夫 de una recolección selectiva. No de ser tirado en un cubo dométrico. - Pródkyt trèbêt cèmuaúno ythmazau. He blybpaśbát c blytbovmni OTXdAm. - Afzonderlijke inameling vereist. Gooi net in het huishoudelijk afval. - Prodotto sog getto alla raccolta differenziate - Non buttare nel rifiuti domestici. | |
| - Information sur la temperature (protection thermique) - Temperature information (thermal protection) - Information zur Temperatur (Thermoschutz) - Information de la temperature (protection térima) - Μηφomauu no temeuratype (Tepmozauita) - Informatie over de temperatur (thermische beveiliging) - Informazione sulla temperature (protection termiche) | |
| - Ne pas utiliser en zones résidentielles (CEM) - Not für use in residential areas (EMC) - Nicht für die Benutzung in Wohnräumen geelgnet. (EMV) - No user en areas residenciales (CEM). - He niopouzzabatt b xinyl palonax (3MC) - Nicht gebruiken in woonggebieden (EMC) - Non utilizing in arees residenciali (EMC) | |
| - Ces arrivés à usage professionnel, classe A, sont destinés à être connectés à des reseaux privés raccordés au réseau public d'alimentation seulement en moyenne et haute tension. Il ne sont pas présus pour être utilisés dans un site résidentiel où le courant électricité est foumi par le système public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnétique des ces sites, à cause de perturbations conduites aussi bien que rayonnées. - Class A equipment for professional use, to be connected onto private low-voltage power supply system. Restriction to connect it to the public low-voltage power supply system: read the paragraph POWER SUPPLY - START UP. - Professionelle Klasse A Goräte: Problemloser Anschluss an ein privats Niederspannungs-Versorgungsnetz. Einschränkungen beim Anschluss an ein öffentliches Niederspannungs-Versorgungsnetz: Für weitere Informaciones s. Abschnitt «Netzanschluss-Inbetriebnahme». - Estos apatratos de uso professionnel, classe A, están designados a connectarse à la red Pública de alimentación solamente en tenación media y alta. No son para utilizesse en zonas residencias cuya corriente electrica está suministraead por el Sistema publico de alimentación de baja tension. Se pode encontrar dificultades potecionales para asegurar la compatibilitad electromagnética de estasZNas, a Cause de perturbaciones conducidas tan bien como radiadas. - Annapar para profeccionc Hórgo hóloboaum, klasca A, Moxet bblbpoikoucen K CTandapartnó (domaúne) cetn, coedinenhcn C roporodckon 3Lektrocetem Tolskko copredho E Bxokoro Haprajekcn. OHe ne prendcymotprén Dnro hóloboaum B xinyl kbraptanac Co CTandapartnó CTBIO ITNTHA HNKTOKO Haprajekcn. B TAKK Paoohn Mory Bovamnkyct, Cbawahnne C 3EklptomargnHTNTH COBMECTMOCTBO I3-3A KOHdKTKMBHx INIyuaeMbx NOMex. - Deze tostellenden vor professionnel gebruink, Klasse A, bestem od te worden aangestelen op private networken verbinden met het openbare systeme alleen in midden-en hoogspanning. Het is nicht bedoeld voor gebruink in een huiseljike plaat'saar waart de elektrische stroom worden geleverd door het publieke lage voedingsspanning. ErKnownen mogelijk problemen bij het waarborgen van de elektronische compatibiliteit van deze sites, vanwege uigevoer interferentie evenals uitygstraald. - Questi apparente per uso professionnel, classe A, sono destinat d'essere collegato a retti private connese alsysteme di distribuzione pubblica solo in tenione media e alta. Non è destinato ad essere utilizzato in un site residenciale dove la corrente eletrica è fornita dai systeme pubblico di alimentazione a bassa tensione. CI possono essere potenziali difficilàntel garantire la compatibilità electromagnética di questi siti, acause di disturbi condotti e irradiati. | |
| - Produt recyclable qui relève d'une consigne de tri selon le décret n°2014-1577. - This product should be recycled appropriately. - Recyclingprodukt, das durch Mültrenung entsorgt werden muss, (Verordnung-Nr. 2014-1577). - Produktrecyclable que require une separación determinada sugün el decreto n°2014-1577. - 3TQT annapat nopalexim Tylmazau cormaço noctaTOMBENNo n°2014-1577 - Productrecyclebar, net bij het huishoudelijk afval gooien. - Prodotto riciclable soggetto a ragconta differenziata secondo il decreto n°2014-1577. |




