
Exatig HF - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Exatig HF GYS in formato PDF.
Domande degli utenti su Exatig HF GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Exatig HF - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Exatig HF del marchio GYS.
MANUALE UTENTE Exatig HF GYS
Queste istruzioni devono essere lette e comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerata a carico del fabbricante. In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo materiale deve essere usato soltanto per eseguire operazioni di saldatura entro i limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere usato in un locale senza polvere, né accido, né gas infiammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione dell'aria durante l'utilizzo.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità de l'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di caldo, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di elettrocuzione, di rumore e di emanazioni gassose.
Per protteggersi bene e proteggere gli altri, rispettare le istruzioni di sicurezza che seguono:

Per proteggersi fine di brucciature per proteggere da ustioni e radiazioni, indossare indumenti senza polsini, isolamento, asciutto, ignifugo e in buone condizioni, che coprono tutto il corpo.

Usare guanti che garantiscono l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco d'per saldatura i livello di protezione sufficiente (cariabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco nemmeno i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivani ad un livello sonoro superiore al limite autorizzati (fare lo stesso per tutte le persone presenti sulla zona di saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potrà essere ritenuto responsabile in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. QUando s'interviene sulla torcia o sul porta-elettrodo, bisogna assicurarsi che questi siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento. L'unità di refrigerazione deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di uscire per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emesse dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente. Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione ha bisogno di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere messe in locali aperti ed aerati. Devono essere in posizione verticale e mantenute ad un supporto o carrello.
La saldatura è proibita se in vicinanza a grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti infiammabili e i container sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se essi non aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo dalle bombole potrebbe essere fonte di soffocazione in caso di concentrazioni in spazi di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Devono essere messi verticalmente e mantenuto da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d'uso. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con le fiamme, arco elettrico, torce, morsetti di terra o ogni altre fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e mai saldare una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la taglia di fusibile consigliata sulla tabella segnaletica. Una scarica elettrica potrebbe essere fonte di un'incidente grave diretto, indiretto, o anche mortale.
Mai toccare le parti sotto tensione all'interno e all'esterno del dispositivo quando quest'ultimo *e collegato alla presa di corrente (torce, morsetti, cavi, elettrodi), poiché esse sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconneterla dalla rete e attendere 2 minuti affinché l'insieme dei condensatori sia scaricato. Non toccare allo stesso momento la torcia e il morsetto di massa.
Cambiare i cavi e le torce se questi ultimi sono dannegiati. Chiedere ausilio a persone abilitate e qualificate. Dimensionare la sezione dei cavi a seconda dell'applicazione. Sempre usare vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scape isolanti, indifferentemente dell'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE

Questo materiale di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal sistema pubblico di alimentazione di basa tensione. Potrebbero esserci difficoltà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
Questo dispositivo è conforme alla CEI 61000-3-12.
Questi dispositivi sono conformi alla CEI 61000-3-11.
EMISSIONI ELETTROMAGNETICHE

La corrente elettrica passando attraverso a qualunque conduttore prodotto dai campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Ad esempio, restrizioni d'accesso per i passanti oppure una valutazione di rischio individuale per i saldatori.
Tutti i saldaturi dovrebbero utilizzare le procedure di accesso che seguono per minimizzare l'esposizione ai campi elettromagnetici provenienti dai circuiti di saldatura:
- posizionare i cavi di saldatura insieme – fissarli con una fascetta, se possibile;
- posizionarsi (busto e testa) il più lontano possibile dal circuito di saldatura;
• non avvolgere mai i cavi di saldatura attorno al vostro corpo;
• non posizionare il vostro corpo tra i cavi si saldatura Mantenere entrambi i cavi di saldatura sullo stesso lato del corpo; - collegare il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorare a fianco, né sedersi sopra, o addossarsi alla fonte di corrente di saldatura; - non saldare durante il trasporto della fonte di corrente di saldatura o trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare questo materiale.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del materiale di saldatura all'arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetiche sono rivelate, è responsabilità dell'utente del dispositivo di saldatura all'arco di risolvere la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra di un circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e del pezzo completo con montaggio di filtri d'entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte fino a che esse non siano più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna tenere conto di ciò che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura all'arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l'azione di pacemaker o di apparecchi uditivi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositivi presenti nell'ambiente.
L'utente deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o delle altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edifici e dalle altre attività svolte sul posto. La zona circostante può stendersi oltre i limiti delle installazioni.
Valutazione della zona di saldatura
Oltre alla valutazione della zona, la valutazione delle installazioni di saldatura all'arco possono servire a determinare e risolvere i casi di interferenze. Conviene che la valutazione delle emissioni comprenda misure in situ come specificato all'articolo 10 della CISPR 11. Le misure in situ possono anche permettere di confermare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura all'arco a una rete pubblica di alimentazione secondo le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione il rinforzo del cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura all'arco fissati stabilmente. Converrebbe anche assicurarsi della continuità elettrica del blindaggio su tutta la lunghezza. Conviene collegare il blindaggio alla fonte di corrente di saldatura per assicurare il buon contatto elettrico fra il condotto e l'involucro della fonte di corrente di saldatura.
b. Manutenzione del materiale di saldatura all'arco: è opportuno che il materiale di saldatura all'arco sia sommesso alla manutenzione seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il materiale di saldatura all'arco è in funzione. È opportuno che il materiale di saldatura all'arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati sulle istruzioni del fabbricante. È opportuno, in particolar modo, che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e mantenuti secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l'uno dopo l'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operatore di scosse elettriche se costui tocca contemporaneamente questi oggetti metallici e l'elettrodo. È opportuno isolare l'operatore di tali oggetti metallici.
e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra può, in certi casi e non sistematicamente, ridurre le emissioni. È opportuno vegliare alla messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che collegamento fra il pezzo da saldare la terra sia fatto direttamente, ma in certi paesi che non autorizzano questo collegamento diretto, si consiglia che la connessione sia fatta con un condensatore appropriato scelto in funzione delle regole nazionali
f. Protezione e blindaggio: La protezione e il blindaggio selettivi di altri cavi e materiali nella zona circostante possono limitare i problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per delle applicazioni speciali.
TRASPORTO E TRANSITO DELLA FONTE DI CORRENTE DI SALDATURA

Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere messa in posizione verticale.
Non far passare la fonte di corrente di saldatura sopra a persone o oggetti.
INSTALLAZIONE DEL MATERIALE
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- La fonte di corrente di saldatura deve essere al riparo della pioggia e non deve essere esposto ai raggi del sole.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabbricante non assume nessuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI


- La manutenzione deve essere effettuata da una persona qualificata. È consigliata una manutenzione annuale.
-
Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni e intensità sono elevate e pericolose.
-
Regolarmente, togliere il coperchio e spolverare all'aiuto del soffiatore. Cogliere l'occasione per far verificare le connessioni elettriche con un utensile isolato da persone qualificate.
- Controllare periodicamente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, esso deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da persone di qualifiche simili per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libere per l'entrata e l'uscita d'aria.
- Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori.
TIG HF

Il dispositivo di apertura e stabilizzazione ad arco è progettato per il funzionamento manuale.
Avvertimento: un aumento della lunghezza della torcia o dei cavi di ritorno oltre la lunghezza massima prescritta dal fabbricante aumenterà il rischio di scosse elettriche.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal fabbricante possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato dalla rete. Le connessioni in serie o parallele di generatori sono vietate.
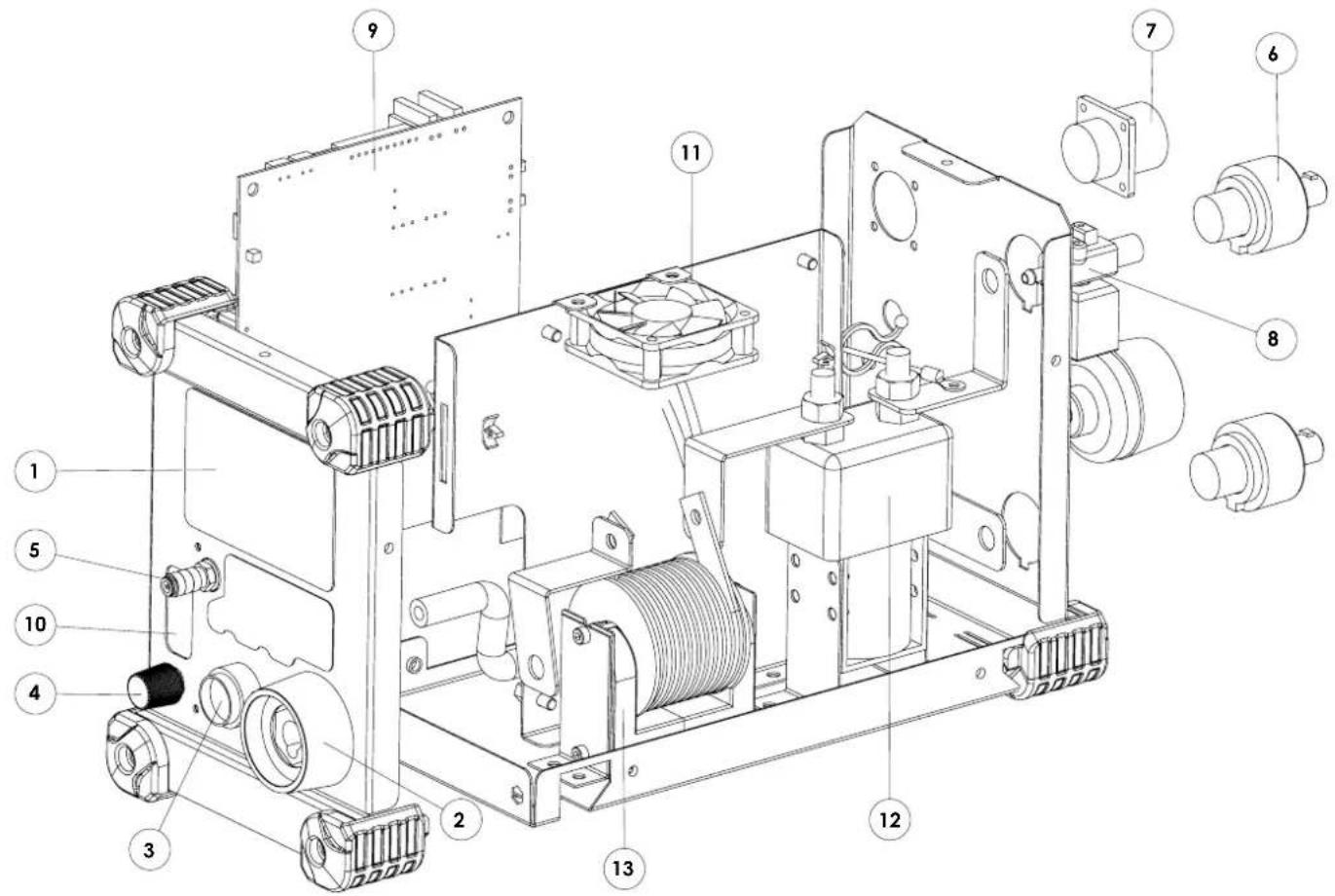
DESCRIZIONE DEL MATERIALE (FIG-1)
Questo accessorio, chiamato EXATIG, si collega in uscita ad una sorgente di corrente DC (dispositivo MMA per esempio) e genera dell'Alta Frequenza per ottenere un sistema d'innesco TIG. Il procedimento TIG richiede una protezione gassosa (Argo). Una connessione verso il generatore EXAGON permette di gestire tutte le funzionalità del TIG.
1 Tastiera 6 Presa di Polarità Negativa
(generatore)
2 Presa di Polarità Negativa (torcia)
7 Entrata connessione EXAGON
3 Connettore pulsante 8 Raccordo GAS
4 Manopola di regolazione del flusso (argon) 9 Presa di Polarità Positiva
(morsetto di massa)
5 Connettore gas torcia 10 Presa di Polarità Positiva
(generatore)
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1 Spia di difetto alimentazione 4 Spia di protezione termica
2 Spia ON prodotto 5 Selezione della modalità d'innesco
3 Selezione della modalità pulsante 6 Spia comunicazione EXAGON
ALIMENTAZIONE - ACCENSIONE
L'EXATIG è un accessorio autoalimentato da un generatore di corrente. Questo apparecchio può essere utilizzato solo con un generatore che fornisce un'alimentazione con una tensione compresa tra 10V e 100V.
Attenzione, l'EXATIG genera un'alta tensione ad alta frequenza! Assicurarsi che il generatore sia ben immunizzato.
Verificare che l'alimentatore sia compatibile con il ciclo di lavoro dell'EXATIG.
Attenzione, non è possibile effettuare punti di saldatura < 3 secondi. È necessario un ritardo tra 2 pressioni del grilletto.
Collegare il generatore di corrente all'EXATIG, con un cablaggio (opzionale). ATTENZIONE: Assicurarsi di rispettare la polarità e la compatibilità tra i collegamenti a un quarto di giro e i terminali del generatore dell'EXATIG.
Collegare l'alimentazione del gas (argon) all'elettrovalvola EXATIG.
I generatori devono avere dispositivi ausiliari di saldatura (avviamento a caldo, forza dell'arco e antiaderenza) fuori servizio.

Se queste modalità di supporto alla saldatura non vengono scollegate e messe fuori uso, i generatori di saldatura non permetteranno di diminuire la tensione per raggiungere i 10V.
I generatori devono avere una tensione a vuoto superiore a 10 V per la saldatura, se necessario l'EXATIG si spegne.
Custodie con EXAGON: Collegare il cablaggio di controllo tra EXAGON ed EXATIG (dispositivi spenti).
Esempio con l'EXAGON : Collegare il fasciocavi di comando tra l'EXAGON e l'EXATIG, due possibilità :
- réf. 036925 : fasciocavi completo da 11 m
- réf. 036918 : kit per fasciocavivedi cablaggio p. 79 + cavo di comando (21544) al metro.
Il ventilatore funziona permanentemente Le ventilateur fonctionne en permanence. Non ostruire le vie di ventilazione.
DESCRIZIONE DI FUNZIONI, MENÙ E PITTOGRAMMI
| FUNZIONE PITTOGRAMMA | TIG DC | OSSERVAZIONI | ||
Innesco HF X Processo TIG con in  | ||||
| Innesco LIFT X | Processo TIG con innesco LIFT | |||
| 2T X Modalità torcia 2T |  | |||
| 4T X Modalità torcia 4T |  | |||
PLUGED X Connessione con "EXAG( ) ) | ||||
La saldatura TIG necessita di una torcia così come di una bombola di gas di protezione dotata di un regolatore.
Collegare il morsetto di massa al connettore di raccordo positivo (-) nel retro del prodotto. Collegare il cavo di potenza della torcia nel connettore di collegamento negativo (+) così come le connessioni del grilletto della torcia e del gas.
Assicurarsi che la torcia sia ben attrezzata e che i ricambi (pinze, supporto collare, diffusore e porta ugello) non siano usurati.
Il collegamento dei cavi tra l'EXAGON e L'EXATIG deve essere realizzato fuori tensione. In caso contrario la connessione non funzionerà.

L'opzione telecomando a distanza o l'opzione a pedale non sono previste per funzionare sull'EXAGON quand l'EXATIG è collegato. La regolazione della corrente può essere eseguita dalla torcia con potenziometro collegata sull'EXATIG che comanda il livello di corrente dell'EXAGON.
UTILIZZO CON GENERATORE EXAGON
Premere più volte sul pulsante MKNI chè il Led si accende
sotto il simbolo
PARAMETRI DI SALDATURA
1. Regolazione dell'intensità di saldatura :
Regolare la corrente di saldatura usando la rotella principale in funzione dello spessore e del tipo di assemblaggio da realizzare. Il valore della corrente è indicato sullo schermo di destra.
2. Regolazione dell'evanescenza (downslope):
Regolare il tempo di evanescenza con la manopola secondaria. L'indicatore luminoso indica la posizione della regolazione, lo schermo di destra indica con precisione la durata dell'evanescenza espressa in secondi.

text_image
VRD V 160 A MODE IN FRANCE MMA MIGTIG Gouging INCREASE -9 +9 MODE Xuei Splice BLe zone in grigio scuro non sono utili in questa modalità.
INNESCO:
Con l'EXATIG, l'innesco è di tipo HF. Con l'aiuto della torcia, avvicinare l'elettrodo al pezzo da salodare senza creare un contatto affinché si formi l'arco.
SCELTA DEL TIPO DI INNESCO
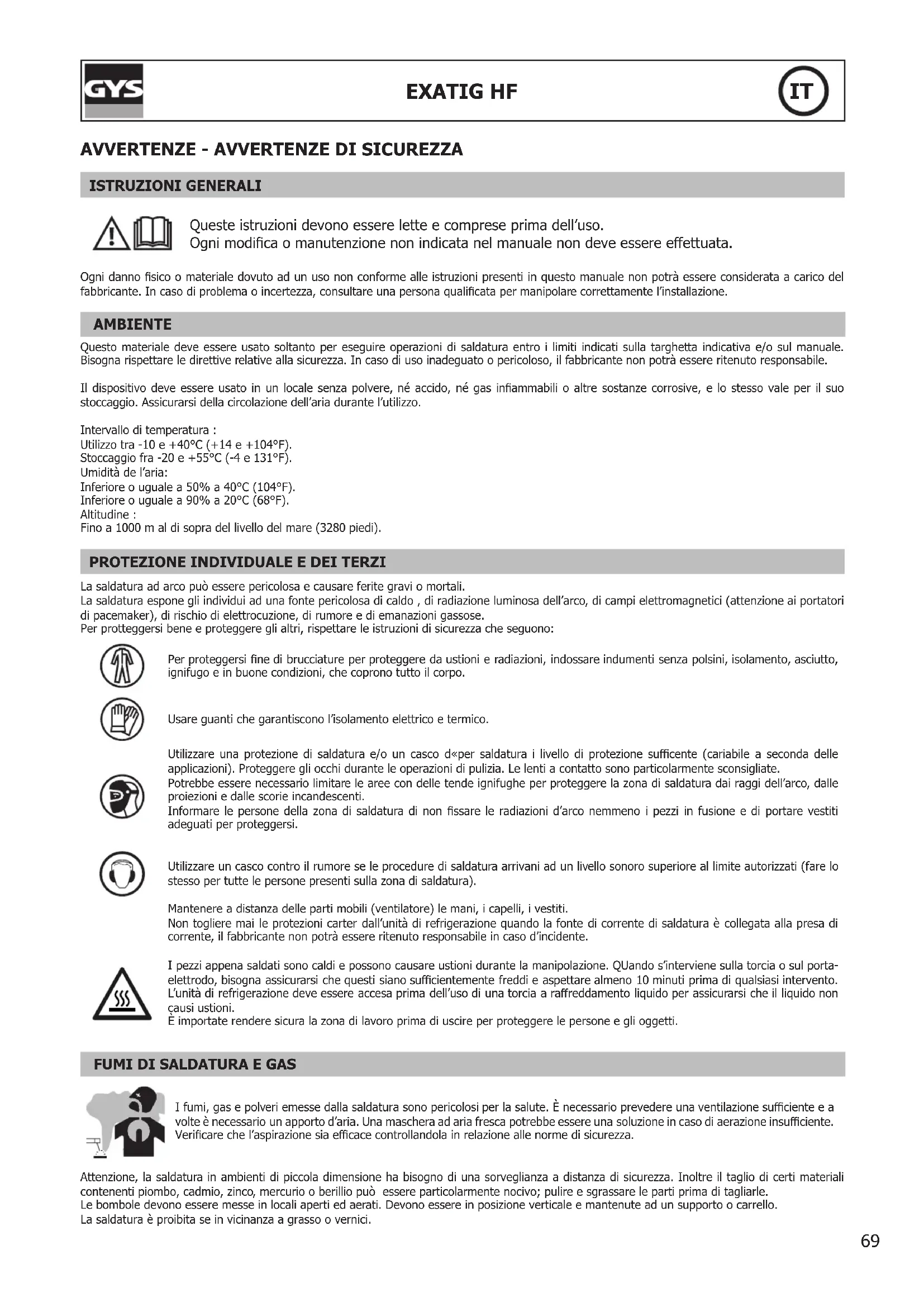
TIG HF: innesco alta frequenza senza contatto.
TIG LIFT: Avvio per contatto (per i luoghi sensibili alle perturbazioni HF). (operativo esclusivamente con l'EXAGON)
text_image
Touch Switch Lift Pré Gaz 0.5s <1s1- Toccare l'elettrodo sul pezzo da saldare
2- Premere sul grilletto
3- Sollevare l'elettrodo.
La funzione comando a distanza e pedale non sono disponibili quando l'EXATIG è collegato sull'EXAGON Queste funzioni si disattivano automaticamente anche se sono collegate sull'EXAGON.
TORCE COMPATIBILI
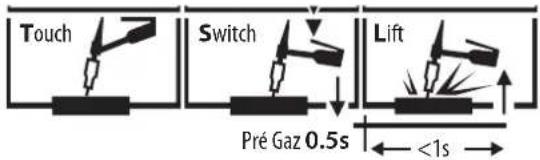
Modalità 2T
text_image
Pulsante principale T1 T2T1 - Il pulsante principale è premuto, il ciclo di saldatura comincia (Prgas e saldatura).
T2 - Il pulsante principale è rilasciato, il ciclo di saldatura viene interrotto (PostGas).
Per la torcia a 2 pulsanti e solo in 2T, il secondo pulsante viene gestito come il pulsante principale.
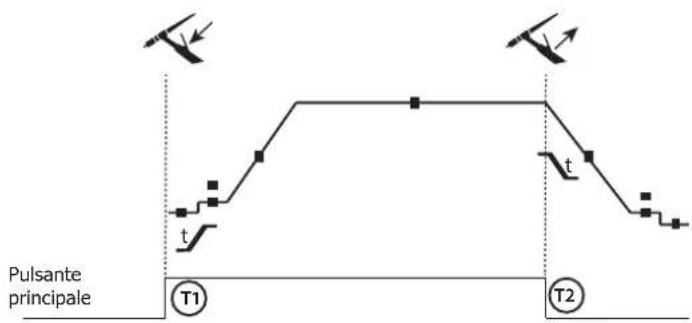
Modalità 4T
flowchart
graph TD
A["Pulsante principale"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
T1 - Il tasto principale è premuto, il ciclo di saldatura si avvia dal PreGas e si ferma in fase di I_Start.
T2 - Il tasto principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
T3 - Il tasto principale è premuto, il ciclo passa in DownSlope e si ferma in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
MODALITA' TIG
Il cronogramma della parte TIG è I seguente con i valori nella tabella:
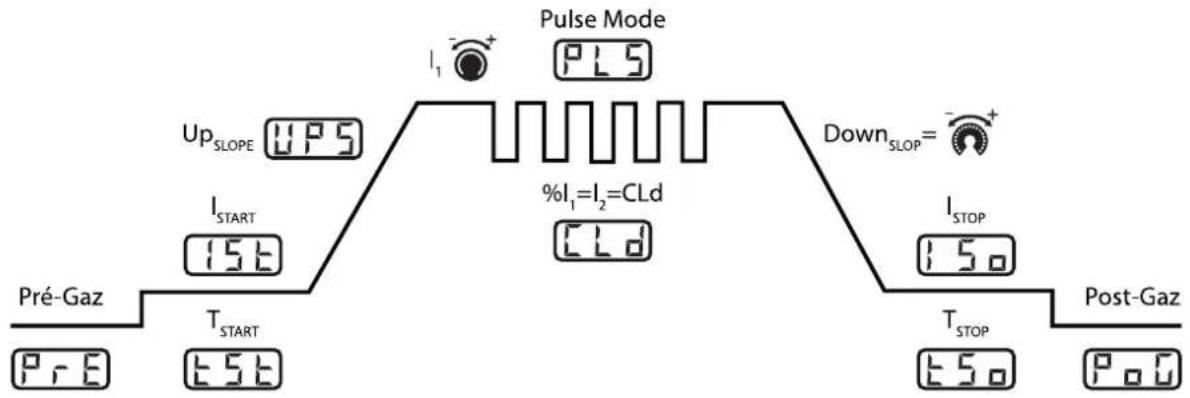
| Regolazione Osservazioni Schermo Intervallo di | regolazione | Valore preimpostato | ||
| Pre gas | Regolazione a pulsante in modalità 4T o parametrabile | PrE. | 0 à 25 sec. | 0 sec. |
| ISTART % | di I1 I.St. 10 à 200 % 50% | |||
| TSTART Tempo di ISTART t.St. 0 à 10 sec. 0 sec. | ||||
| UpSlope | Aumento di corrente in secondi | UP.S. | 0 à 25 sec. | 0 sec. |
| I1 | Regolazione della corrente di saldatura La regolazione può essere effettuata dal codificatore sul frontale dell'EXAGON o tramite la manopola della torciaIpotar=50%IIHM a 100%IIHM(ex: si I1=100A => Imanopola può andare da 50A a 100A.Visualizzazione della corrente di saldatura in A. | xxx | 10 à 400 A | |
| PLS | Modalità Pulsato. Passando da OFF a ON, ci sono 2 menu in più. | PLS ONPLS OFF | / | OFF |
| Frq | Frequenza del pulsato per passare da crt I1 al crt I2 solo se la modalità PLS è ON.Rapporto ciclico fissato a 50% | FrE. | 0.1 à 200 Hz | 100 Hz |
| Cld Corrente fredda Cld 20 à 80 A | ||||
| DownSlope | Il DownSlope si regola con la manopola. | molette | 0 à 25 sec. 1 sec. | |
| ISTOP | % di I1 | I.So. | 10 à 100 % | 20% |
| TSTOP | Tempo di ISTOP | t.So. | 0 à 10 sec. | 0 sec. |
| Post Gaz | Regolazione a pulsante in modalità 4T o parametrabile | Po.G. | 0 à 25 sec. | 8 sec. |
ACCESSO AI MENÙ
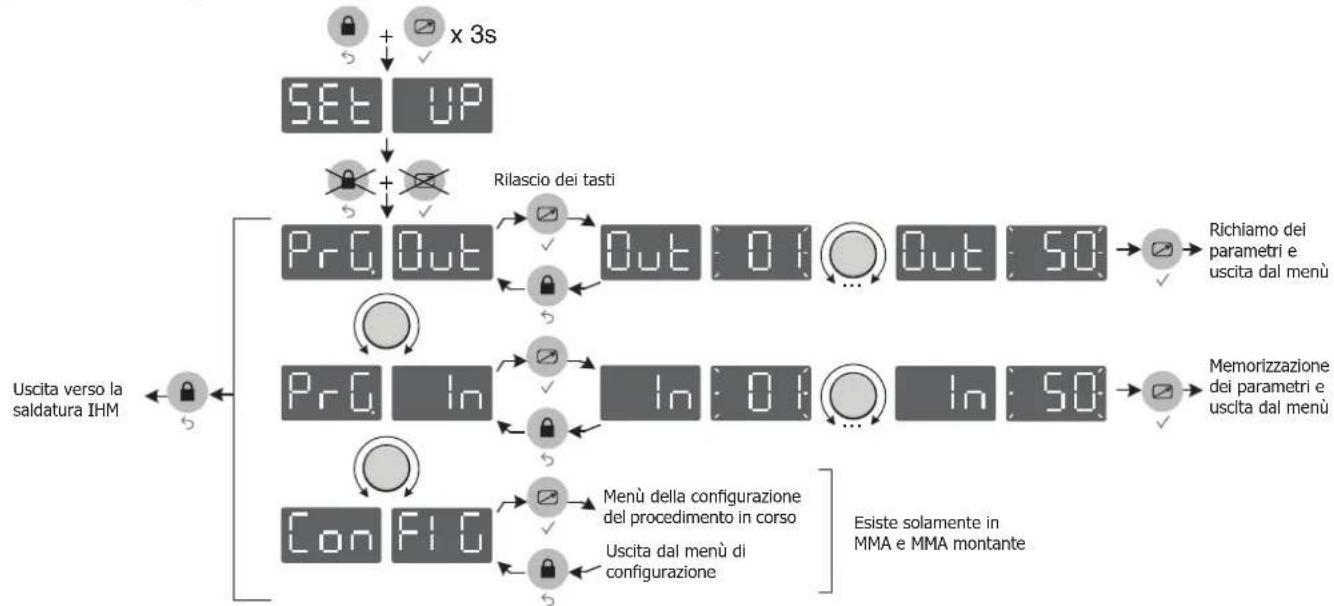
flowchart
graph TD
A["SET UP"] --> B["+ x 3s"]
B --> C["Set UP"]
C --> D["+ x 3s"]
D --> E["Rilascio dei tasti"]
E --> F["PrG Out"]
E --> G["Out: 01"]
E --> H["Out: 50"]
F --> I["PrG In"]
F --> J["In: 01"]
F --> K["In: 50"]
G --> L["PrG In"]
G --> M["In: 01"]
G --> N["In: 50"]
H --> O["Memorizzazione dei parametri e uscita dal menù"]
I --> P["Con FiG"]
J --> Q["Menù della configurazione del procedimento in corso"]
K --> R["Uscita dal menù di configurazione"]
L --> S["Esiste solamente in MMA e MMA montante"]
M --> S
N --> S
O --> S
P --> S
Q --> S
R --> S
MENU TIG
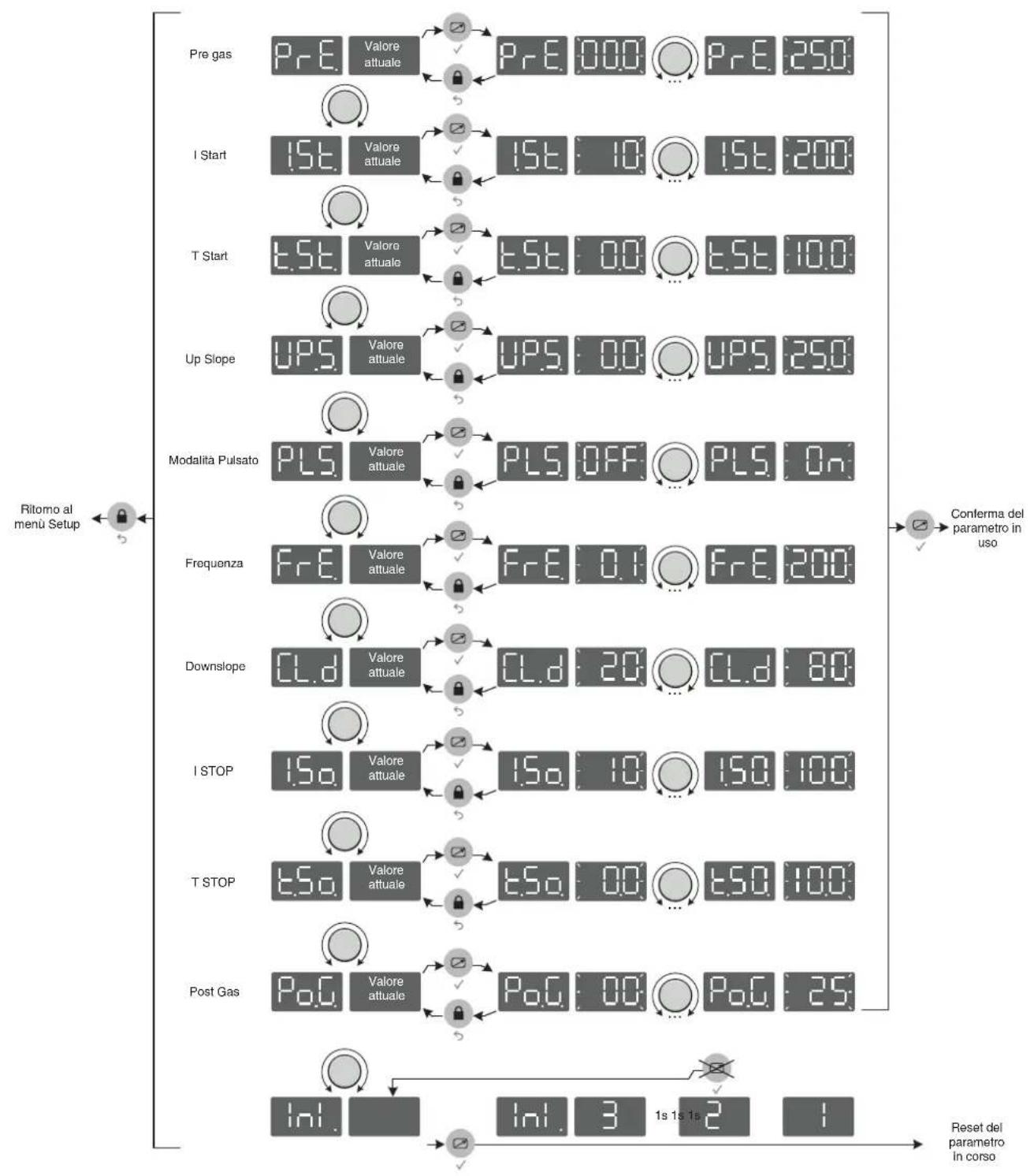
flowchart
graph TD
A["Pre gas"] --> B["Valore attuale"]
B --> C["1st: 15t. 10"]
C --> D["Valore attuale"]
D --> E["T Start: t5t. 00"]
E --> F["Up Slope: UPS 00"]
F --> G["Modalità Pulsato: PLS 00"]
G --> H["Frequenza: FrE 0.1"]
H --> I["Downslope: CLd 20"]
I --> J["I STOP: 15o 10"]
J --> K["T STOP: t5o 00"]
K --> L["Post Gas: PoG 00"]
L --> M["Reset del parametro in corso"]
style A fill:#f9f,stroke:#333
style M fill:#f9f,stroke:#333
CONSIGLI & UTILIZZO
COMBINAZIONI CONSIGLIATE
| Procedimento Tipo | HF Lift | ||
| TIG DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ |
| DC |  | Corrente (A) Elettrodo (mm) Ugello (mm) Flusso Argon (L/min) | |||
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | ||||
| 2.4 - 6 mm 60 - 1 | 50 1.6 8 6 - 7 | ||||
| 4 - 8 mm 100 - 2 | 200 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 mm 170 - | 250 | 2.4 | 11 8 - 9 | ||
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 | 9 - 10 | |
AFFILAMENTO DELL'ELETTRODO
Per un funzionamento ottimale, è consigliato utilizzare un elettrodo affilato nella maniera seguente :
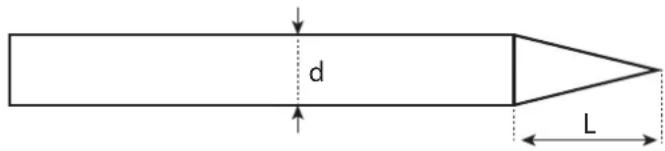
text_image
d LL = 3 x d per una corrente debole.
L = d per una corrente forte.
UTILIZZO SCONSIGLIATO
Attenzione : L'EXATIG non è adatto per fare puntatura, con correnti superiori a 200 A, ciò rischia di usurare prematuramente l'apparecchio.
Il non rispetto di questa avvertenza può danneggiare il contattore che non sarà più in garanzia.
Contattore 250A SU280 12V: Codice 51081
UTILIZZO DEL FLUSSOMETRO
La saldatura TIG ha la particolarità di essere eseguita sotto protezione di gas inerte (Argon). Un flussometro è integrato all'EXATIG per permettere all'utilizzatore di modificare il flusso el gas (argon) direttamente.
Possibilità di regolazione del flusso : 5-25 LPM (litri al minuto)
Precisione : ± 5%
Il flussometro a sfera deve essere posizionato in posizione verticale. Per utilizzarlo è sufficiente aprire la manopola di regolazione (FIG-1) e regolare la posizione della sfera in funzione del flusso desiderato (lettura in basso della sfera). La regolazione del flusso si deve fare quando il pulsante della torcia è azionato.
ATTENZIONE, non svitare interamente la manopola quando il gas è aperto.
Aumentare il flusso :
Girare in senso antiorario.

Diminuire il flusso :
Girare in senso orario.

Ogni graduazione corrisponde a un flusso, la parte superiore del galleggiante (sfera) deve trovarsi sul segno di graduazione per ottenere il flusso indicato.
Ecco il piano di lettura :

Fine lettura
MANUTENZIONE:
Pulire l'esterno dell'apparecchio con acqua saponta. Risciacquare e asciugare. In caso di utilizzo di detergenti, verificare la loro compatibilità con la plastica. Non immergere.
Periodicità dei controlli da 1 a 3 anni a seconda dell'utilizzo.
Il pre-gas permette, prima dell'innesco, di pulire la torcia la zina vicina al cordone di saldatura. Migliora anche la regolarità dell'innesco.
Suggerimento: più la torcia è lunga e più si dovrà aumentare questa durata. (0,15 s/m di torcia)
Questo parametro definisce il tempo durante il quale il gas continua a essere rilasciato dopo l'estinzione dell'arco. Permette di proteggere il pezzo e anche l'elettrodo contro le ossidazioni. Suggerimento: aumentare la durata se la saldatura a l'aspetto scuro.
Suggerimento: aumentare la durata se la saldatura a l'aspetto scuro.
(Per base : 25A=4sec - 50A=8sec - 75A=9sec - 100A=10sec - 125A=11sec - 150A=13sec)
PROCEDERE ALLE REGOLAZIONI
I micro interruttori che parametrizzano il post-gas e il pre-gas sono situati sulla scheda principale all'interno dell'EXATIG. E' necessario smontare l'involucro per accedervi. E' sufficiente quindi trovare l'interruttore pre-gas e l'interruttore post-gas per modificare le regolazioni a seconda delle necessità.
Suggerimento : Vedere per le regolazioni (ms) la seguente tabella
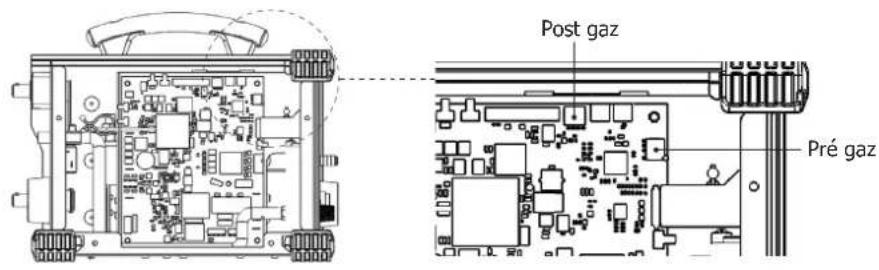
Gli interruttori in posizione 0000 rappresentano le impostazioni predefinite:
0 secondi per il pre-gas 8 secondi per il post-gas
| 1 2 | 3 4 | Pre Gas Post Gas | |||
| 0 0 | 0 0 | Predefinito Predefinito | |||
| 1 0 | 0 0 | 0 0 | |||
| 0 1 | 0 0 | 500 | 2000 | ||
| 1 1 | 0 0 | 1000 | 3000 | ||
| 0 0 | 1 0 | 2000 | 4000 | ||
| 1 0 | 1 0 | 3000 | 5000 | ||
| 0 1 | 1 0 | 4000 | 6000 | ||
| 1 1 | 1 0 | 5000 | 7000 | ||
| 0 0 | 0 1 | 6000 | 8000 | ||
| 1 0 | 0 1 | 7000 | 9000 | ||
| 0 1 | 0 1 | 8000 | 10000 | ||
| 1 1 | 0 1 | 9000 | 12500 | ||
| 0 0 | 1 1 | 1000 | 0 15000 | ||
| 1 0 | 1 1 | 1500 | 0 17500 | ||
| 0 1 | 1 1 | 2000 | 0 20000 | ||
| 1 1 | 1 1 | 2500 | 0 25000 | ||
CONNETTORE DI CONTROLLO DEL PULSANTE
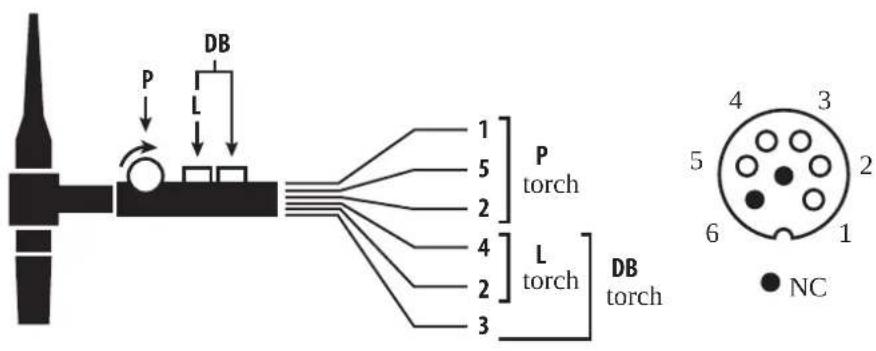
Schema elettrico in funzione del tipo di torcia.
Schema di cablaggio della torcia SRL18.
| Tipi di torcia | Scelta del filo | Perno del connettore associato | ||
| Torcia 2 pulsanti + potenziometro | Torcia 2 pulsanti | Torcia 1 pulsante | Comune/Massa | 2 (verde) |
| Interruttore pulsante 1 | 4 (bianco) | |||
| Interruttore pulsante 2 | 3 (marrone) | |||
| Comune/Massa del potenziometro | 2 (grigio) | |||
| 10V | 1 (giallo) | |||
| Cursore | 5 (rosa) | |||
Attenzione, quando l'EXATIG non è collegato con l'EXAGON, il potenziometro dei pulsanti non funziona.
ANOMALIE, CAUSE, RIMEDI
| ANOMALIE CAUSE RIMEDI | ||
| Mancata uscita di GAS | Bombola chiusa | Aprire la bombola |
| Debitometro spento | Svitare la rotella | |
| Comando pulsante difettoso | Sostituire la torcia | |
| Il prodotto non si accende | Generatore spento | Accendere il generatore per alimentare l'EXATIG |
| Difetto di polarità | Rivedere il collegamento (pag. 2) | |
| Il livello di tensione del generatore è troppo basso <10V | Scollegare uno dei collegamenti di alimentazione e ricollegarsi all'EXATIG. | |
| LED termico acceso Utilizzare se secondo le specifiche del prodotto. Lasciar raffreddare il prodotto | ||
| LED difetto alimentazione acceso | Il prodotto è stato sovralimentato | Utilizzare un generatore con una tensione d'uscita compresa tra 10V - 114 V |
| l'HF non funziona | Modalità sollevamento selezionata | Pulire il pezzo da saldare |
| Pezzo da saldare non conducente | Assicurarsi che la massa stabilisca un buon contatto elettrico con il pezzo da saldare | |
| Difetto di massa | ||
| Comando pulsante difettoso | Sostituire la torcia | |
| LED comunicazione spento | EXAGON non è acceso | EXAGON acceso |
| Il cavo di collegamento tra i due prodotti non è collegato | Collegare il cavo di collegamento | |
| Difetto del cavo di collegamento | Sostituire il cavo di collegamento | |
| Il comando a distanza non funziona. | La connessione dell'EXATIG sull'EXAGON impedisce il funzionamento di un comando a distanza. | Scollegare l'EXATIG dall'EXAGON. |
MONTAGGIO KIT CAVO DI COMANDO EXATIG (réf. 036918)
Il kit di montaggio è comprensivo di un cavo di comando e due connettori da montare (un connettore maschio e uno femmina).
Alla fine di effettuare l'assemblaggio del vostro fascio di comando, rispettare quanto segue:
1-Taglia la protezione a ciascuna estremità del cavo.
2- Infilare il pannello d'isolazione del connettore.
3- Spellare l'estremità dei 10 fili oltre i 5 mm.
4- Ripetere l'operazione con il secondo connettore sull'altra estremità del cavo.
5- Collegare i fili secondo lo schema e la tabella qui sotto:

| Diametro del filo Colore del filo Terminale di connessione | ||
| Fil 0.75 | Giallo K | |
| Verde J | ||
| Marrone H | ||
| Bianco G | ||
| Fil 0.50 (filo circondato da una plastica trasparente) | Rosa F | |
| Grigio | E | |
| Giallo | D | |
| Marrone | C | |
| Verde | B | |
| Bianco | A | |
6- Avvitare e serrare i due anelli sul connettore.
7- Girare il cavo di 1/4 di giro e ritrarlo in modo che la piastra di bloccaggio non sia bloccata sui fili nella fase successiva.
8- Avvitare e serrare le due viti di fissaggio del cavo su ciascun pannello isolante (non bloccare).
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| EXATIG HF | |
| Tension d'entrée assignée / Rated input voltage / Nenneingangsspannung / Tensión de entrada nominal / номинальное входное напряжение / nominale ingangsspanning / tensione di ingresso nominale | 20 - 100V / 48V |
| Tension crête du dispositif d'amorçage manuel (IEC 60974-3)Manual striking system's maximum voltage (IEC 60974-3)Spitzenspannung der manuellen Zündvorrichtung (IEC 60974-3)Tensión pico del dispositivo de cebado manual (IEC 60974-3)Пиковое напряжение механизма ручного поджига (IEC 60974-3)Piekspanning van het handmatige ontstekingssysteem (IEC 60974-3)Tensione di picco del dispositivo di innesco manuale (IEC 60974-3) | 9 kV |
| Courant d'entrée assigné à charge maximale / Rated input current at maximum load / Nenneingangsstrom bei maximaler Last / Corriente nominal de entrada a cargamáxima / Номинальный входной ток при максимальной нагрузке / Nominale ingangsstroom bij maximale belasting / Corrente nominale di ingresso al massimo carico | 400 A / 2 A |
| Facteur de marche à 40°C (10 min) selon l'EN 60974-1*/**Duty cycle 40°C (10 min) according to standard EN 60974-1*/**Einschaltdauer @ 40°C (10 Min.) nach der Norm EN 60974-1*/**Ciclo de trabajo a 40°C (10 min) conforme a la EN60974-1****ПВ% при 40°C (10 min) согласно норме EN 60974-1*/**Inschakelduur bij 40°C (10 min) volgens de norm EN 60974-1*/**Ciclo di lavoro a 40°C (10 min) secondo l'EN 60974-1*/** | I2max400 A @ 25%60% 270 A100% 220 A |
| T° de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / T° хранения / Opslagtemperatuur / T° di stoccaggio | -20°C > 55°C |
| Dimensions (L x l x h) / Dimensions (L x l x h) / Abmessungen (L x B x H) / Dimensiones (L x A x A) / Размеры (Д x Ш x В) / Afmetingen (L x b x h) / Dimensioni (L x l x h) | 34 x 26 x 16 mm |
| Poids / Weight / Gewicht / Peso / Bec / Gewicht / Peso 6,5 kg |
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l'uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l'arco si spegne e la spia ↓ si illumina.
Lasciate il dispositivo collegato per permettere il suo raffreddamento fino all'annullamento della protezione.
La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.
** Dipendente dall'integrazione della sorgente.
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
• Danni dovuti al trasporto.
- Contattore 250 A SU280 12V.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)




