
Exatig HF - Máquina de soldar GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Exatig HF GYS en formato PDF.
Preguntas de los usuarios sobre Exatig HF GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones Exatig HF - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Exatig HF de la marca GYS.
MANUAL DE USUARIO Exatig HF GYS
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuirsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualificada para manejar correctamente el aparato.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inflamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que
lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran todo el cuerpo.

Utilice guantes que aseguren el aislamiento eléctrico y térmico.

Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suficiente (variable según aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adecuadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado responsable en caso de accidente.

Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de la antorcha o portaelectrodos, se debe asegurar que esta esté lo suficientemente fría y espere al menos 10 minutos antes de toda intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente.
Compruebe que la aspiración es eficaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSIÓN

Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión. Aleje las personas, objetos inflamables y contenedores a presión a una distancia de seguridad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inflamable o explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura (comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar verticalmente y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso de soldadura.
SEGURIDAD ELÉCTRICA

La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualificada. Dimensione la sección de los cables de forma adecuada a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.
CLASIFICACIÓN CEM DEL MATERIAL

Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dificultades a nivel de potencia para asegurar una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia radioeléctrica.
Este material es conforme a la norma CEI 61000-3-12. Este material es conforme a la norma CEI 61000-3-11.
EMISIONES ELECTROMAGNÉTICAS

La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del circuito de soldadura:
- Coloque los cables de soldadura juntos - fijelos con una brida si es posible;
- Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
- No enrolle nunca los cables de soldadura alrededor de su cuerpo;
- No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
- conecte el cable a la pieza lo más cerca posible de zona a soldar;
- no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
- no suelde cuando transporte el generador de soldadura o la devanadera.

Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen hasta ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con filtros de entrada. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona donde se va a instalar. Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de soldadura al arco de otros cables de red eléctrica, control, de señalización y de teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edificio y de las otras actividades que se lleven a cabo en el lugar. La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especificado en el Artículo 10 de la CISPR 11. Las medidas hechas en el lugar pueden permitir al mismo tiempo confirmar la eficacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Red eléctrica pública: conviene conectar el equipo de soldadura a la red eléctrica pública según las recomendaciones del fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el filtrado de la red pública de alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura instalado de forma fija. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura al arco: conviene que el material de soldadura al arco esté sometido a un mantenimiento regular según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de soldadura al arco. El material de soldadura al arco no se debe modificar de ningún modo, salvo modificaciones y ajustes mencionados en el manual de instrucciones del fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un mantenimiento siguiendo las recomendaciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edificios, una conexión a tierra de la pieza puede reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión a tierra de la pieza a soldar se haga directamente, pero en algunos países no se autoriza este conexión directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en función de la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones. La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

No utilice los cables o la antorcha para desplazar el aparato. Se debe desplazar en posición vertical.
No transporte el generador de corriente por encima de otras personas u objetos.
INSTALACIÓN DEL MATERIAL
- La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinación máxima sea 10°.
- La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.

El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS


- El mantenimiento sólo debe realizarlo un personal cualificado. Se aconseja efectuar un mantenimiento anual.
- Corte el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior, la tensión y la intensidad son elevadas y peligrosas.
- De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualificado que compruebe que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
- Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su servicio post-venta o una persona con cualificación similar, para evitar cualquier peligro.
- Deje los orificios del equipo libres para la entrada y la salida de aire.
- No utilice este generador de corriente para deshelar cañerías, recargar baterías/acumuladores o arrancar motores.
TIG HF

El dispositivo de iniciación y estabilización de arco está diseñado para la operación manual.
Atención: un aumento de la longitud de la antorcha o de los cables superior a la longitud máxima recomendada por el fábricante aumentará el riesgo de descarga eléctrica.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está desconectado de la red eléctrica. Las conexiones en serie o en paralelo del generador están prohibidas.
DESCRIPCIÓN DEL MATERIAL (FIG-1)
Este accesorio, llamado EXATIG, se conecta a la salida de una fuente de corriente DC (equipo MMA por ejemplo) y genera Alta Frecuencia par obtener un sistema de cebado TIG. El proceso TIG requiere una protección gaseosa (Argón). Una conexión hacia el generador EXAGON permite gestionar todas las funcionalidades del TIG.
1 Teclado 6 Conector de polaridad (-)
(generador)
2 Conector de polaridad (-) (conexión de la antorcha)
7 Entrada de conexión del EXAGON
3 Conector gatillo 8 Conector GAS
4 Ruedecilla de ajuste del caudal (Argón) 9 Conector de polaridad (+)
(pinza de masa)
5 Conexión de gas de la antorcha 10 Conector de polaridad (+)
(generador)
INTERFAZ HOMBRE-MÁQUINA (IHM) (FIG-2)
1 Testigo de fallo de alimentación eléctrico 4 Indicador de protección térmica
2 Testigo ON del producto 5 Selección del modo de cebado
3 Selección del modo gatillo 6 Testigo de comunicación del EXAGON
RED ELÉCTRICA - PUESTA EN MARCHA
El EXATIG es un accesorio autoalimentado por un generador de corriente. Este material solo se debe utilizar con un generador que proponga una alimentación de corriente con una tensión situada entre 10V y 100 V.
Atención, el EXATIG produce alta tensión eléctrica a alta frecuencia! Asegúrese que el generador se encuentre bien inmunizado.
Compruebe que la alimentación es compatible con el ciclo de trabajo del EXATIG.
Atención, no es posible hacer puntos de soldadura de < 3 segundos. Es necesario temporalizar entre dos presiones de gatillo.
Conecte el generador de corriente al EXATIG, con un cable de unión (opcional). Tenga CUIDADO de respetar la polaridad y la compatibilidad entre los conectores de cuarto de vuelta y los bornes del generador del EXATIG.
Conecte la llegada de gas (Argón) a la electroválvula del EXATIG.
Los generadores deben tener la asistencia de soldadura (Hot start, Arc force y Anti-sticking) fuera de servicio.

Si estos dispositivos de ayuda para soldar no se desconectan y se ponen fuera de servicio, los generadores de soldadura no permitirán reducir las tensiones suficientes a 10V.
Los generadores deben de tener una tensión en vacío superior a 10V para soldar, en caso de falla, el EXATIG se suspende.
Caso con el EXAGON: Conecte el cable de control entre en EXAGON y el EXATIG, dos posibilidades:
• ref. 036925 : cable completo de 11 m
- ref. 036918 : kit para cableado ver pág. 46 + cable de control (21544) al metro.
El ventilador funciona de forma permanente. No obstruya las aperturas de ventilación.
DESCRIPCIÓN DE FUNCIONES, DE MENÚS Y DE PICTOGRAMAS
| FUNCIÓN PICTROGRAMA | TIG DC | COMENTARIOS | |
| Cebado HF X Proceso TIG con cebadob THF-HF | |||
| Cebado LIFT X Proceso TIG con cebadob LIFT | (EXAGON) | ||
| 2T X Modo antorcha 2T |  | ||
| 4T X Modo antorcha 4T |  | ||
PLUGED X Conexión con el EXAGON  | |||
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (MODO TIG)
CONEXIONES Y CONSEJOS
La soldadura TIG requiere una antorcha y una botella de gas de protección equipada con un manómetro.
Conecte la pinza de masa en el conector positivo (+) en la parte trasera del producto. Conecte el cable de potencia de la antorcha en el conector negativo (-) y las conexiones del gatillo de la antorcha y el gas.
Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
COMPORTAMIENTO GATILLO
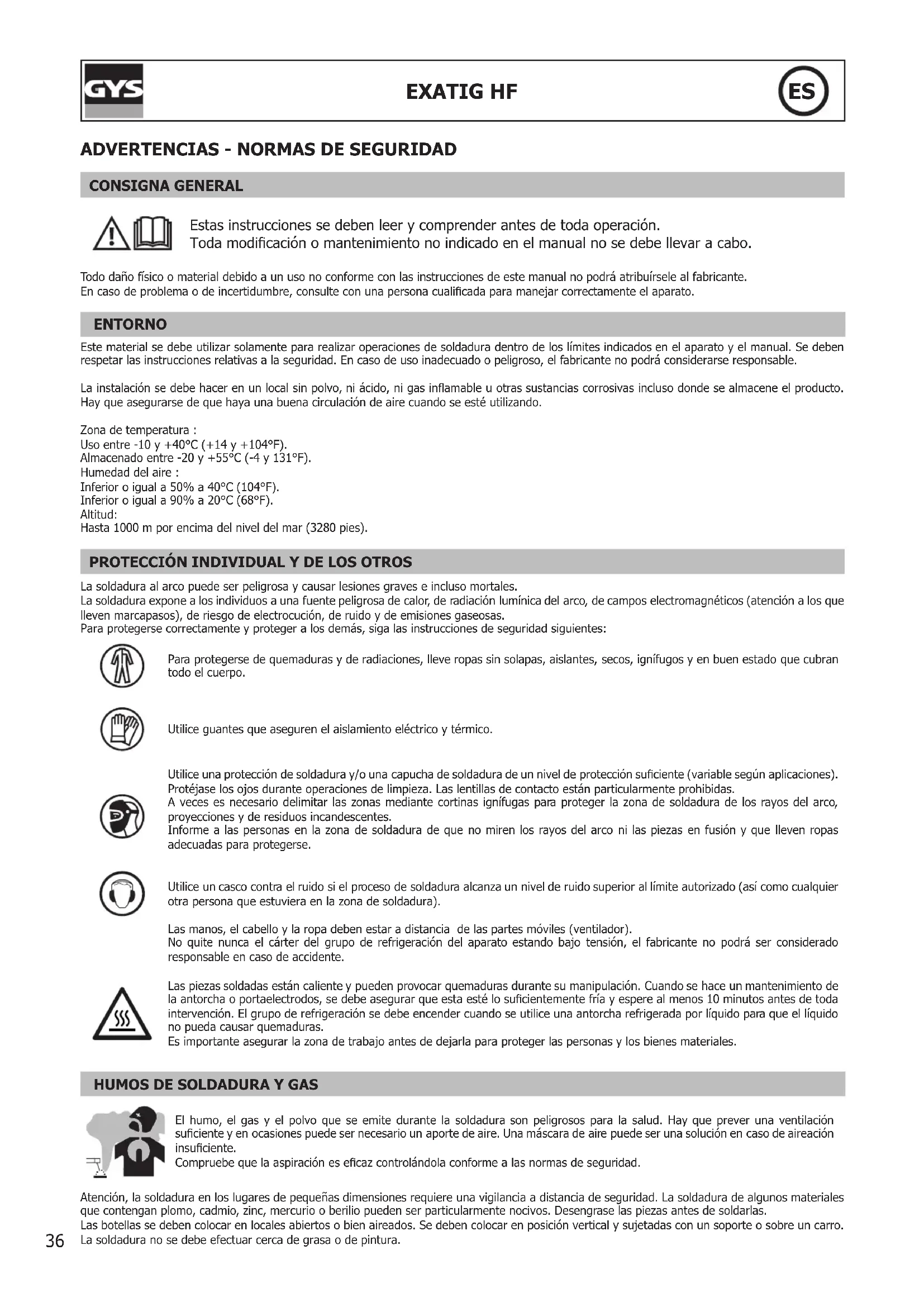
2T
flowchart
graph TD
A["Botón principal"] --> B["T1"]
C["Contactor"] --> D["Pregas"]
E["EV"] --> F["Pregas"]
G["Postgass"] --> H["Pregas"]
style A fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style D fill:#ccf,stroke:#333
style F fill:#ccf,stroke:#333
style H fill:#ccf,stroke:#333
4T

flowchart
graph TD
A["Beater Principal"] --> B["T1"]
B --> C["T2 T3"]
C --> D["○"]
D --> E["T4"]
F["Contactor"] --> G["Ev"]
G --> H["Prégaz Pregas"]
H --> I["Postgas"]
EXAGON (MODO TIG)

La conexión de los cables entre el EXAGON y el EXATIG se debe realizar sin que los productos estén conectados a la tensión eléctrica. En el caso contrario la conexión no funcionará.

La opción de mando a distancia o de pedal no está diseñada para funcionar en el EXAGON cuando la EXATIG está conectada. La corriente se puede ajustar con la antorcha potenciométrica conectada a la EXATIG, que controla el nivel de corriente del EXAGON.
USO CON EL GENERADOR EXAGON.
Presione varias veces sobre el botón MIRI,sta que el LED se encienda bajo
el símbolo
PARÁMETROS DE SOLDADURA
1. Ajuste de intensidad de soldadura:
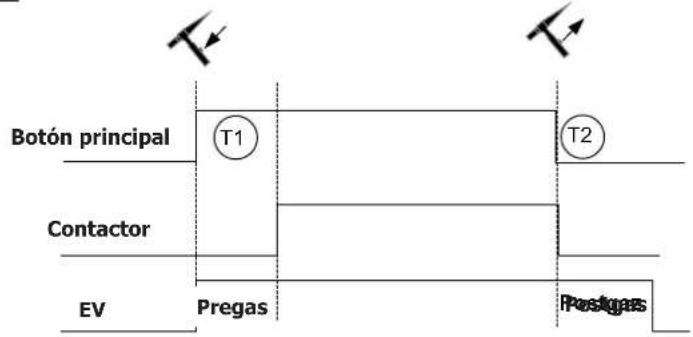
Ajuste la corriente de soldadura con la ayuda de la ruedecilla principal (○) en función del grosor y del tipo de ensamble a realizar. La consigna de corriente se indica en la pantalla de la derecha.
2. Ajuste del desvanecimiento (downslope):
Ajuste el tiempo de desvanecimiento mediante la ruedecilla secundaria

El índice luminoso indica la posición de ajuste, la pantalla de derecha la duración del desvanecimiento en segundos.
text_image
VDD V 160 A MODE IN FRANCE MMA MIGTIG Gouging INCREASE -9 +9 FLOATS MODELas zonas en gris no son útiles en este modo.
CEBADO:
Con el EXATIG, el cebado es de tipo HF. Mediante la antorcha, se forma el arco al acercar el electrodo a la pieza sin crear contacto.
SELECCIÓN DEL TIPO DE CEBADO
TIG HF : Cebado de alta frecuencia sin contacto.
TIG LIFT :cebado por contacto (para los lugares sensibles a las perturbaciones de alta frecuencia). (operacional exclusivamente con el EXAGON)

text_image
Touch Switch Pré Gaz 0.5s <1s1- Tocar con el electrodo la pieza a soldar
2- Presionar sobre el gatillo
3- Elevar el electrodo.
ANTORCHAS COMPATIBLES
 |  |  |
| √ | √ | √ |
Las funciones de control remoto y pedal no están disponibles cuando EXATIG está conectado a EXAGON y se desactivan automáticamente.
COMPORTAMIENTO GATILLO
Modo 2T

text_image
Botón principal T1 T2T1 - El botón principal está presionado, el ciclo de soldadura inicia (Pregas y soldadura).
T2 - El botón principal está suelto, el ciclo de soldadura se detiene (Postgas).
Para la antorcha con 2 botones y solamente en 2T, el segundo botón se gestiona como el botón principal.
Modo 4T

flowchart
graph TD
A["Start"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
»T1 - Al presionar el botón principal, el ciclo de soldadura inicia el pregas y se detiene en fase I_Start.
T2 - Al soltar el botón principal, el ciclo continua en UpSlope y en soldadura.
T3 - Al presionar el botón principal, el ciclo pasa a DownSlope y se detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Postgas.»
MODO TIG
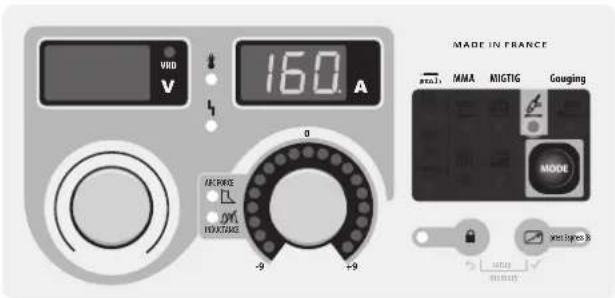
El cronograma de la parte TIG es la siguiente con los valores en la tabla:
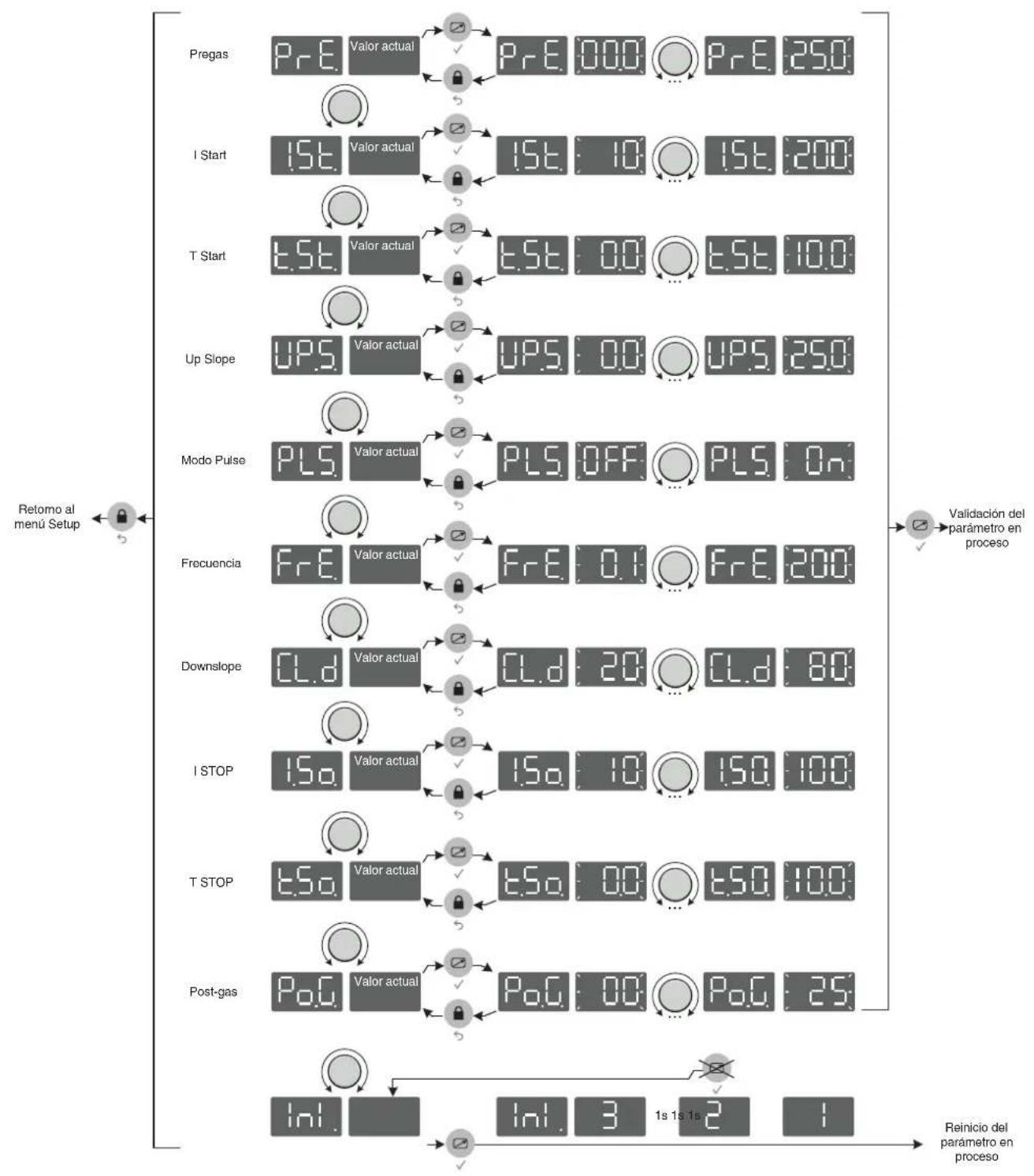
| Ajuste Comentarios Visuali- | zado | Rango de ajuste Valor por defecto | ||
| Pregas Ajuste con el gatillo en modo 4T o parametrable. PrE. 0 a 25 sec. 0 seg. | ||||
| ISTART % de I1 I.St. 10 a 200 % 50% | ||||
| TSTART Tiempo de TSTART t.St. 0 a 10 sec. 0 seg. | ||||
| UpSlope | Subida de corriente en segundos | UP.S. | 0 a 25 sec. | 0 seg. |
| I1 | Ajuste de corriente de soldadura. El ajuste se puede efectuar mediante el incrementador en la parte frontal del EXAGON o con la ruedecilla de la antorcha Ipotar=50%IIHM a 100%IIHM(ej.: si I1=100A => Imolette puede ir de 50A a 100A.) Indicación de corriente de soldadura en A. | xxx | 10 a 400 A | |
| PLS | Modo Pulse Pasando de OFF a ON, hay 2 menús adicionales. | "PLS ON PLS OFF" | / | OFF |
| Frq | Frecuencia de impulso para pasar del crt I1 al crt I2 solo si el modo PLS está ON.Ciclo de servicio fijo a 50%. | FrE. | 0.1 a 200 Hz | 100 Hz |
| Cld | Courant froid | Cld | 20 à 80 A | |
| DownSlope | El DownSlope se ajusta con la ruedecilla. | ruede-cilla | 0 a 25 sec. 1 seg. | |
| ISTOP | % de I1 | I.SO. | 10 a 100 % | 20% |
| TSTOP | Tiempo de TSTOP | t.SO. | 0 a 10 sec. | 0 seg. |
| Post-gas | Ajuste con el gatillo en modo 4T o parametrable: | Po.G. | 0 a 25 sec. | 8 seg. |
ACCESOS A LOS MENÚS

flowchart
graph TD
A["SET UP"] --> B["Soltar botones"]
B --> C["PrQ Out"]
C --> D["Out: 01"]
D --> E["Out: 50"]
E --> F["Indicación de parámetros memorizados y salida del menú"]
G["PrQ In"] --> H["In: 01"]
H --> I["In: 50"]
I --> J["Guardado de parámetros y salida del menú"]
K["Con FIG"] --> L["Menú configuración del proceso actual"]
L --> M["Salida del menú configuración"]
M --> N["Disponible en MMA y en MMA ascendente solamente"]
O["Salida hacia interfaz soldadura"] --> P["+ x 3s"]
MENU TIG
flowchart
graph TD
A["Reyno al menú Setup"] --> B["Pregas"]
B --> C["I Start"]
C --> D["T Start"]
D --> E["Up Slope"]
E --> F["Modo Pulse"]
F --> G["Frecuencia"]
G --> H["Downslope"]
H --> I["I STOP"]
I --> J["T STOP"]
J --> K["Post-gas"]
subgraph Signal State
L["Pregas: PrE.000; PrE.250; I Start: 15t.10; 15t.200; T Start: t5t.00; t5t.100; Up Slope: UPS.00; UPS.250; Modo Pulse: PLS.00; PLS.0n; Freqencia: FrE.01; FrE.200; Downslope: CLd.20; CLd.80; I STOP: 15a.10; 15a.100; T STOP: t5a.00; t5a.100; Post-gas: PoG.00; PoG.25; InI.3s 1s 1s 2; Reinicio del parámetro en proceso<br> end<br> <br> L --> M[Valor actual"]
M --> N["Valor actual"]
N --> O["Valor actual"]
O --> P["Valor actual"]
P --> Q["Valor actual"]
Q --> R["Valor actual"]
R --> S["Valor actual"]
S --> T["Valor actual"]
T --> U["Valor actual"]
U --> V["Valor actual"]
V --> W["Valor actual"]
W --> X["Valor actual"]
X --> Y["Valor actual"]
Y --> Z["Valor actual"]
Z --> AA["Valor actual"]
AA --> AB["Valor actual"]
AB --> AC["Valor actual"]
AC --> AD["Valor actual"]
AD --> AE["Valor actual"]
AE --> AF["Valor actual"]
AF --> AG["Valor actual"]
AG --> AH["Valor actual"]
AH --> AI["Valor actual"]
AI --> AJ["Valor actual"]
AJ --> AK["Valor actual"]
AK --> AL["Valor actual"]
AL --> AM["Valor actual"]
AM --> AN["Valor actual"]
AN --> AO["Valor actual"]
AO --> AP["Valor actual"]
AP --> AQ["Valor actual"]
AQ --> AR["Valor actual"]
AR --> AS["Valor actual"]
AS --> AT["Valor actual"]
AT --> AU["Valor actual"]
AU --> AV["Valor actual"]
AV --> AW["Valor actual"]
AW --> AX["Valor actual"]
AX --> AY["Valor actual"]
AY --> AZ["Valor actual"]
AZ --> BA["Valor actual"]
BA --> BB["Valor actual"]
BB --> BC["Valor actual"]
BC --> BD["Valor actual"]
BD --> BE["Valor actual"]
BE --> BF["Valor actual"]
BF --> BG["Valor actual"]
BG --> BH["Valor actual"]
BH --> BI["Valor actual"]
BI --> BJ["Valor actual"]
BJ --> BK["Valor actual"]
BK --> BL["Valor actual"]
BL --> BM["Valor actual"]
BM --> BN["Valor actual"]
BN --> BO["Valor actual"]
BO --> BP["Valor actual"]
BP --> BQ["Valor actual"]
BQ --> BR["Valor actual"]
BR --> BS["Valor actual"]
BS --> BT["Valor actual"]
BT --> BU["Valor actual"]
BU --> BV["Valor actual"]
BV --> BW["Valor actual"]
CONSEJO Y USO
COMBINACIONES ACONSEJADAS
| Proceso Tipo HF Lift | |||
| TIG DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ | ||
| DC |  | Corriente (A) Electrodo (mm) Boquilla (mm) | Caudal Argón (L/min) | |
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 mm 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 | |
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 |
AFILADO DEL ELECTRODO
Para un funcionamiento óptimo, debe utilizar un electrodo afilado de la siguiente manera:

text_image
d LL = 3 x d para una corriente débil.
L = d para una corriente fuerte.
USAGE DÉCONSEILLÉ
Atención: el EXATIG no está adaptado para realizar soldadura por puntos, con una corriente eléctrica superior a 200 A, esto puede causar un desgaste prematuro de la máquina.
El incumplimiento de esta advertencia puede ocasionar daños en el interruptor y no estará cubierto por la garantía.
Interruptor 250A SU280 12V : ref.51081
USO DEL CAUDALÍMETRO
La soldadura TIG tiene la particularidad de ser ejecutada bajo protección de gas inerte (Argón). El Exatig posee un caudalímetro para permitir al usuario modificar su caudal de gas (argón) directamente.
Posibilidad de ajuste de caudal: 5-25 LPM (litro por minuto)
«El caudalímetro con bola debe estar colocado en posición vertical. Para utilizarlo, basta con abrir la ruedecilla de ajuste (IMAGEN-1) y ajustar la posición de la bola en función del caudal deseado (lectura bajo la bola). El ajuste del caudal se realiza cuando el gatillo está activado.
Tenga CUIDADO de no desatornillar completamente la ruedecilla cuando el gas esté abierto.»
Aumentar el caudal:
Girar en sentido antihorario.

Disminuir el caudal:
Girar en sentido horario.

LECTURA DEL CAUDAL DE GAS:
Cada graduación corresponde a un caudal, la parte alta del flotador (bola) se debe encontrar frente a la raya de graduación para obtener el caudal indicado.
Plano de lectura:

Fin de lectura
MANTENIMIENTO:
«Limpie el exterior del aparato con agua enjabonada. Limpie y seque. En caso de uso de productos detergentes, compruebe su compatibilidad con el plástico. No lo sumerja.
Periodicidad de controles de 1 a 3 años según el uso.»
AJUSTES DEL POST-GAS Y DEL PRE-GAS
El pregas permite, antes del cebado, limpiar la antorcha y la zona cerca del inicio del cordón de soldadura. Mejora también la regularidad del cebado.
Consejo: Cuanto más larga es la antorcha, más se tendrá que aumentar esta duración. (0,15 s/m de antorcha)
AJUSTE DEL POSTGAS (3 A 20 SEG.)
Este parámetro define cuanto tiempo sigue escapándose el gas al extinguir el arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Consejo: Aumentar la duración si la soldadura es muy oscura.
(Como base: 25A=4seg - 50A=8seg - 75A=9seg - 100A=10seg - 125A=11seg - 150A=13seg)
PROCEDA A LOS AJUSTES
Los interruptores que parametran el postgas y el pregas están situados sobre la tarjeta principal en el interior del EXATIG. Es necesario desmontar la carcasa para acceder. Luego basta con localizar el interruptor de pregas y el interruptor de postgas para modificar los ajustes según las necesidades.
Consejo: Ver tabla de abajo para los ajustes (ms)

Los interruptores en posición 0000 están parametrados por defecto:
0 seg. para el pregas 8 seg. para el postgas
| 1 2 | 3 4 | Pre Gas (ms) Post Gas (ms) | |||
| 0 0 | 0 0 | Fallo | Fallo | ||
| 1 0 | 0 0 | 0 0 | |||
| 0 1 | 0 0 | 500 | 2000 | ||
| 1 1 | 0 0 | 1000 | 3000 | ||
| 0 0 | 1 0 | 2000 | 4000 | ||
| 1 0 | 1 0 | 3000 | 5000 | ||
| 0 1 | 1 0 | 4000 | 6000 | ||
| 1 1 | 1 0 | 5000 | 7000 | ||
| 0 0 | 0 1 | 6000 | 8000 | ||
| 1 0 | 0 1 | 7000 | 9000 | ||
| 0 1 | 0 1 | 8000 | 10000 | ||
| 1 1 | 0 1 | 9000 | 12500 | ||
| 0 0 | 1 1 | 10000 | 15000 | ||
| 1 0 | 1 1 | 15000 | 17500 | ||
| 0 1 | 1 1 | 20000 | 20000 | ||
| 1 1 | 1 1 | 25000 | 25000 | ||
CONECTOR DE CONTROL POR GATILLO
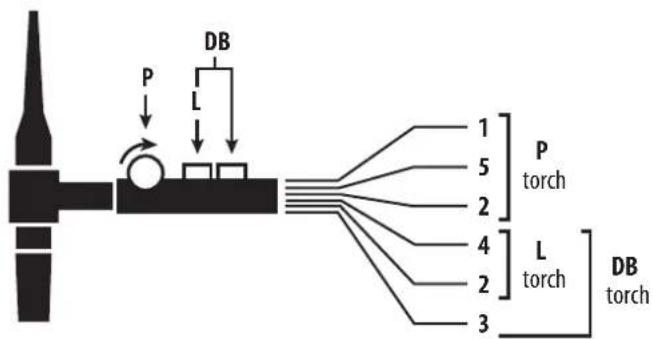
Esquema eléctrico en función de los tipos de antorcha.
Esquema de cableado de la antorcha SRL 18
| Tipos de antorcha | Designación del cable | Pin del conector asociado | ||
| Antorcha 2 gatillos + potenciómetro | Antorcha 2 gatillos | Antorcha 1 gatillo | Común/Masa | 2 (verde) |
| Interruptor gatillo 1 | 4 (blanco) | |||
| Interruptor gatillo 2 | 3 (marrón) | |||
| Común/ Masa de potenciómetro 2 | (gris) | |||
| 10V | 1 (amarillo) | |||
| Cursor | 5 (rosa) | |||
Atención, cuando el EXATIG no está conectado al EXAGON, el potenciómetro de los gatillos no funciona.
ANOMALÍAS, CAUSAS Y SOLUCIONES
| Anomalías Causas Soluciones | ||
| No hay salida de GAS | Botella cerrada | Abra la botella |
| Caudalímetro cerrado | Desatornille la ruedecilla | |
| Control de gatillo defectuoso | Reemplace la antorcha | |
| El producto no se enciende | Generador apagado | Encienda el generador para alimentar el EXATIG. |
| Fallo de polaridad | Compruebe las conexiones (página 2) | |
| El nivel de tensión del generador es demasiado bajo <10V | Desconecte una de las conexiones de alimentación y vuelva a conectarse a EXATIG | |
| LED térmico encendido Uso fuera de las especificaciones del producto Deje que el producto se enfríe | ||
| LED fallo de alimentación encendido | El producto ha recibido demasiada tensión | Utilice un generador con una tensión de salida situada entre 10V - 114V |
| La HF no funciona. | Modo lift seleccionado | Limpie la pieza a soldar |
| Pieza a soldar no conductora | Asegúrese de que la masa establece un buen contacto eléctrico con la pieza a soldar | |
| Fallo de masa | ||
| Control de gatillo defectuoso | Reemplace la antorcha | |
| LED de comunicación con EXAGON apagado | EXAGON no está encendido | Encienda el EXAGON |
| El cable de unión entre los dos productos no está conectado | Conecte el cable de unión | |
| Fallo del cable de unión | Reemplace el cable de unión | |
| El control remoto no funciona | La conexión de EXATIG impide el funcionamiento de un mando a distancia. | Sucursal del EXATIG |
MONTAJE DEL KIT DE CABLE DE CONTROL EXATIG (REF 036918)
El kit de montaje incluye un cable de control y dos conectores que se deben instalar (un conector macho y un conector hembra).
Para efectuar el ensamble de su cable de control, siga las instrucciones siguientes:
1- Acople el apantallado a cada extremidad del cable.
2- Coloque la funda de aislamiento del conector.
3- Pele el extremo de los 10 cables sobre 5 mm.
4- Repita la operación con el segundo conector sobre el otro extremo del cable..
5 - Conecte los cables según el esquema y la tabla inferior:

| Diametro del cable Color del cable Borne de conexión | ||
| Cable 0.75 | Amarillo K | |
| Verde J | ||
| Marrón H | ||
| Blanco G | ||
| Cable 0.50(Cables recubiertos de un plástico transparente) | Rosa F | |
| Gris E | ||
| Amarillo D | ||
| Marrón | C | |
| Verde | B | |
| Blanco | A | |
6 - Atornille y apriete las 2 anillas sobre el conector.
7 - Gire el cable de 1/4 de vuelta y colóquelo de forma que la placa de sujeción no esté apretada sobre los cables en la etapa siguiente.
8 - Atornille y apriete los 2 tornillos de sujeción del cable sobre cada
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ

* Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40°C y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
La fuente de corriente de soldadura posee una salida de tipo corriente constante.
**Depende del tipo de integración de la fuente.
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra) La garantía no cubre:
- Todas las otras averías resultando del transporte.
- Contactor 250A SU280 12V.
- El desgaste normal de las piezas (cables, pinzas...).
- Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje).
- Los fallos relacionados con el entorno (polución, oxidación, polvo...).
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
- Un justificativo de compra con fecha (recibo, factura...).
- Una nota explicativa del fallo.
ГАРАНТИЯ
- una nota esplicativa del guasto.





