
Exatig HF - Machine de soudure GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Exatig HF GYS au format PDF.
| Caractéristiques techniques | Machine de soudure à l'arc haute fréquence, adaptée pour le soudage de métaux ferreux et non ferreux. |
|---|---|
| Puissance de soudage | Réglable selon les besoins, permettant une flexibilité d'utilisation. |
| Type d'électrode | Compatible avec divers types d'électrodes pour différents matériaux. |
| Utilisation | Idéale pour les professionnels de la soudure, en atelier ou sur site. |
| Maintenance | Vérification régulière des connexions et nettoyage des composants recommandés. |
| Sécurité | Équipée de dispositifs de protection contre les surcharges et les courts-circuits. |
| Poids | Conception compacte pour faciliter le transport. |
| Accessoires inclus | Livrée avec câbles de soudage et accessoires de protection. |
| Garantie | Garantie constructeur pour assurer la fiabilité du produit. |
FOIRE AUX QUESTIONS - Exatig HF GYS
Questions des utilisateurs sur Exatig HF GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice Exatig HF - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Exatig HF de la marque GYS.
MODE D'EMPLOI Exatig HF GYS
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. En cas de problème ou d'incertitude, consulter une personne qualifiée pour manier correctement l'installation.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l'air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage à l'arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champs électromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :

Afin de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolation électrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pièces en fusion et de porter les vêtements adéquats pour se protéger.

Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pièces qui viennent d'être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la torche ou le porte-électrode, il faut s'assurer que celui-ci soit suffisamment froid en attendant au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l'utilisation d'une torche refroidie eau afin d'être sûr que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres. Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d'étincelles et même à travers des fissures, elles peuvent être source d'incendie ou d'explosion. Éloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante. Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz ...). Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inflammables.
BOUTEILLES DE GAZ

Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler). Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une flamme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
SÉCURITÉ ÉLECTRIQUE

Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau signalétique. Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (Torches, pinces, câbles, électrodes) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualifiées et habilitées. Dimensionner la section des câbles en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATERIEL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité électromagnétique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel est conforme à la CEI 61000-3-12.
Ce matériel est conforme à la CEI 61000-3-11.
EMISSIONS ELECTRO-MAGNETIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champs électromagnétiques provenant du circuit de soudage:
- positionner les câbles de soudage ensemble – les fixer avec une attache, si possible;
- se positionner (torse et tête) aussi loin que possible du circuit de soudage;
- ne jamais enrouler les câbles de soudage autour du corps;
- ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
-
raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
-
ne pas travailler à côté de la source de courant de soudage, ne pas s'assoir dessus ou ne pas s'y adosser ;
- ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ce matériel.
L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres e ets sur la santé que l'on ne connaît pas encore
RECOMMANDATIONS POUR EVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage à l'arc suivant les instructions du fabricant. Si des perturbations électromagnétiques sont détectées, il doit être de la responsabilité de l'utilisateur du matériel de soudage à l'arc de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec montage de 1tres d'entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu'à ce qu'elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d'installer un matériel de soudage à l'arc, l'utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage à l'arc d'autres câbles d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d'appareils contre la surdité;
f) du matériel utilisé pour l'étalonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour où le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s'y déroulent. La zone environnante peut s'étendre au-delà des limites des installations.
Évaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprenne des mesures in situ comme cela est spéci é à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de con rmer l'e cacité des mesures d'atténuation.
RECOMMANDATIONS SUR LES METHODES DE REDUCTION DES EMISSIONS ELECTROMAGNETIQUES
a. Réseau public d'alimentation: Il convient de raccorder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommandations du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le ltrage du réseau public d'alimentation. Il convient d'envisager de blinder le câble d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l'arc : Il convient que le matériel de soudage à l'arc soit soumis à l'entretien de routine suivant les recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modi é en aucune façon, hormis les modi cations et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amorçage et de stabilisation d'arc soit réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l'un près de l'autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pièce à souder accroissent le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d'autres câbles et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d'objets.
INSTALLATION DU MATÉRIEL
- Mettre la source de courant de soudage sur un sol dont l'inclinaison maximum est de 10^ .
- La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés a n d'éviter toute surchau e.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


- L'entretien ne doit être effectué que par une personne qualifiée. Un entretien annuel est conseillé.
-
Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
-
Régulièrement, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par un personnel qualifié.
- Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il doit être remplacé par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'éviter tout danger.
- Laisser les ouïes de la source de courant de soudage libres pour l'entrée et la sortie d'air.
- Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
TIG HF

Le dispositif d'amorçage et de stabilisation de l'arc est conçu pour un fonctionnement manuel.
Avertissement: Une augmentation de la longueur de la torche ou des câbles de retour au-delà de la longueur maximale prescrite par le fabricant augmentera le risque de choc électrique.
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Les connexions en série ou en parallèle de générateur sont interdites.
DESCRIPTION DU MATÉRIEL (FIG-1)
Cet accessoire, appelé EXATIG, se branche en sortie d'une source de courant DC (poste MMA par exemple) et génère de la Haute Fréquence (HF) pour obtenir un système d'amorçage TIG. Le procédé TIG requiert une protection gazeuse (Argon). Une connexion vers le générateur EXAGON permet de gérer toutes les fonctionnalités du TIG.
1 Clavier 6 Douille de Polarité Négative
2 Douille de Polarité Négative (raccord torche)
3 Connecteur gâchette 8 Raccord GAZ
4 Molette de réglage du débit (argon) 9 Douille de Polarité Positive
5 Connectique gaz torche 10 Douille de Polarité Positive
(raccord générateur de courant)
7 Entrée connexion EXAGON
(raccord pince de masse)
(raccord générateur de courant)
1 Témoin défaut alimentation 4 Témoin de protection thermique
2 Témoin ON produit 5 Sélection du mode d'amorçage
3 Sélection du mode gâchette 6 Témoin communication EXAGON
ALIMENTATION-MISE EN MARCHE
L'EXATIG est un accessoire autoalimenté par un générateur de courant. Ce matériel ne doit être utilisé qu'avec un générateur proposant une alimentation de courant avec une tension comprise entre 10V à 100 V.
Attention, l'EXATIG génère une haute tension à haute fréquence ! S'assurer que le générateur est bien immunisé.
Vérifier que l'alimentation est compatible avec le facteur de marche de l'EXATIG.
Attention, il n'est pas possible de faire des points de soudure < 3 secondes. Une temporisation entre 2 appuis gâchette est nécessaire. Raccorder le générateur de courant à l'EXATIG, avec un faisceau (option). ATTENTION à bien respecter la polarité et la compatibilité entre les raccords quarts de tour et les bornes du générateur de l'EXATIG.
Raccorder l'arrivée de gaz (argon) à l'électrovanne de l'EXATIG.
Les générateurs doivent avoir les aides aux soudage (Hot Start, Arc force et Anti-sticking) hors service.

Si ces aides aux soudages ne sont pas déconnectés et mis hors service, les générateurs de soudage ne permettrons pas de descendre à des tensions suffisantes et ainsi atteindre les 10V.
Les générateurs doivent avoir une tension à vide supérieure à 10 V pour souder, le cas échéant l'EXATIG se coupe.
Cas avec l'EXAGON : Brancher le faisceau de commande entre l'EXAGON et l'EXATIG (appareils hors tension).
Deux possibilités pour le faisceau de commande :
- réf. 036925 : faisceau complet de 11 m
- réf. 036918 : kit pour faisceau voir câblage p.13 + câble de commande (21544) au mètre.
Le ventilateur fonctionne en permanence. Ne pas obstruer les ouies de ventilation.
DESCRIPTION DES FONCTIONS, DES MENUS ET DES PICTOGRAMMES
| FONCTION PICTOGRAMME | TIG DC | Commentaires | |
| Amorçage HF X Procédé TIG avec amorçage HF | |||
| Amorçage LIFT X Procédé TIG avec amorçage LIFT | (EXAGON) | ||
| 2T X Mode torche 2T |  | ||
| 4T X Mode torche 4T |  | ||
PLUGED X Connexion avec l'EXAGC  | |||
SOUDAGE A L'ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
Le soudage TIG nécessite une torche ainsi qu'une bouteille de gaz de protection équipée d'un détendeur.
Brancher la pince de masse dans le connecteur de raccordement positif (+) à l'arrière du produit. Brancher le câble de puissance de la torche dans le connecteur de raccordement négatif (-) ainsi que les connectiques de gâchette(s) de la torche et de gaz.
S'assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
COMPORTEMENT GÂCHETTE
2T

flowchart
graph TD
A["Bouton principal"] --> B["T1"]
C["Contacteur"] --> D["Prégaz"]
E["EV"] --> F["Postgaz"]
G["T2"] --> H["Top"]
style A fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style G fill:#ccf,stroke:#333
style H fill:#ccf,stroke:#333
4T
flowchart
graph TD
A["Bouton principal"] --> B["T1"]
B --> C["T2 T3"]
C --> D["○"]
D --> E["T4"]
F["Contacteur"] --> G["Ev"]
G --> H["Prégaz"]
H --> I["Postgaz"]
EXAGON (MODE TIG)

Le branchement des câbles entre l'EXAGON et L'EXATIG doit être réalisé hors tension. Dans le cas contraire la connexion ne fonctionnera pas.

L'option télécommande à distance ou l'option pédale n'ont pas été prévues pour fonctionner sur l'EXAGON quand l'EXATIG est branché. Le réglage du courant peut se faire à l'aide de la torche à potentiomètre branché sur l'EXATIG qui commande le niveau de courant de l'EXAGON.
UTILISATION AVEC LE GÉNÉRATEUR EXAGON
Appuyer plusieurs fois sur le bouton 🐎 de suqu'à ce que la LED s'allume sous
le symbole
PARAMÈTRES DE SOUDAGE
1. Réglage de l'intensité de soudage :
Ajuster le courant de soudage à l'aide de la molette principale (en) fonction de l'épaisseur et du type d'assemblage à réaliser. La consigne de courant est indiquée sur l'afficheur de droite.
2. Réglage de l'évanouissement (downslope) :
Ajuster le temps d'évanouissement à l'aide de la molette secondaire L'index lumineux inique la position de réglage, l'afficheur de droite indique précisement la durée de l'évanouissement exprimée en secondes.
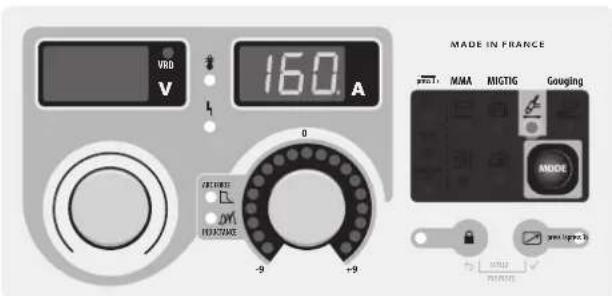
Les zones grisées ne sont pas utiles dans ce mode.
AMORÇAGE :
Avec l'EXATIG, l'amorçage est de type HF. À l'aide de la torche, approché l'électrode de la pièce à souder sans créer un contact pour que l'arc se forme.
CHOIX DU TYPE D'AMORCAGE
TIG HF : amorçage haute fréquence sans contact.
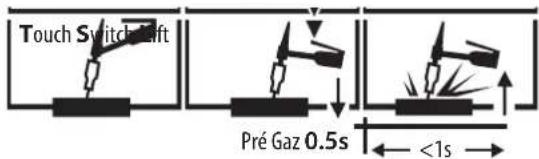
TIG LIFT : amorçage par contact (pour les milieux sensibles aux perturbations HF). (opérationnel exclusivement avec l'EXAGON)
text_image
Touch Switchlift Pré Gaz 0.5s <1s1- Toucher l'électrode sur la pièce à souder
2- Appuyer sur la gâchette
3- Relever l'électrode.
TORCHES COMPATIBLES
| √ | √ | √ |
La fonction commande à distance et pédale ne sont pas disponible quand l'EXATIG est branché sur l'EXAGON. Ces fonctions se désactivent automatiquement même si elles sont branchées sur l'EXAGON.
COMPORTEMENT GÂCHETTE
Mode 2T
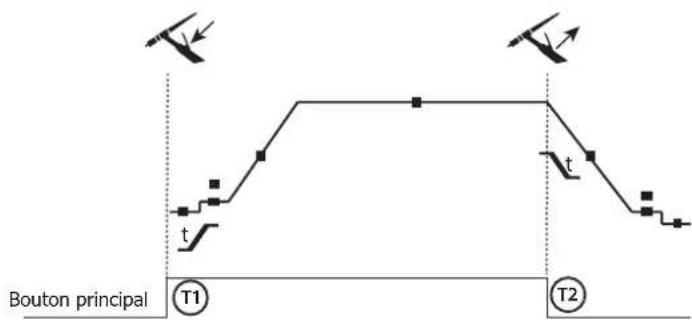
T1 - Le bouton principal est appuyé, le cycle de soudage démarre (PréGaz et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté (PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le second bouton est gérer comme le bouton principal.
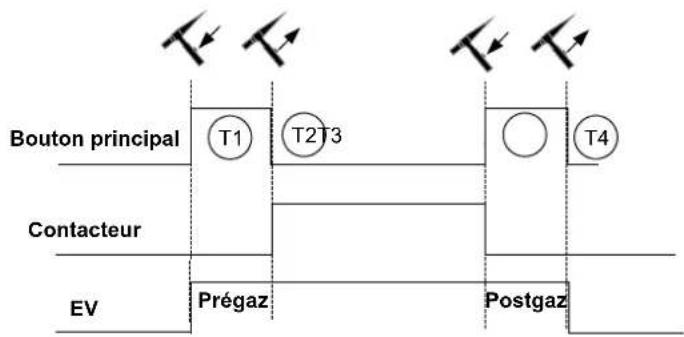
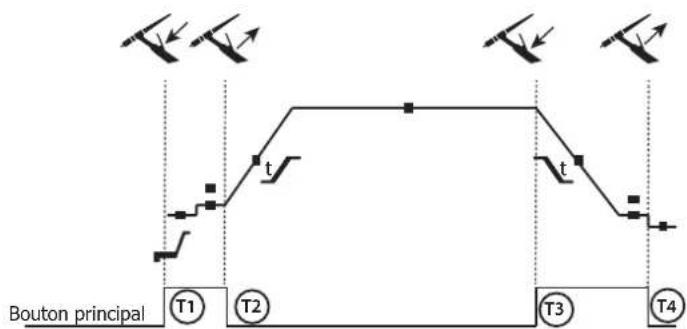
Mode 4T
flowchart
graph TD
A["Bouton principal T1"] --> B["Step 1"]
B --> C["t"]
C --> D["T2"]
D --> E["Step 2"]
E --> F["t"]
F --> G["T3"]
G --> H["t"]
H --> I["T4"]
style A fill:#f9f,stroke:#333
style I fill:#f9f,stroke:#333
T1 - Le bouton principal est appuyé, le cycle de soudage démarre du PréGaz et s'arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope et s'arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le PostGaz.
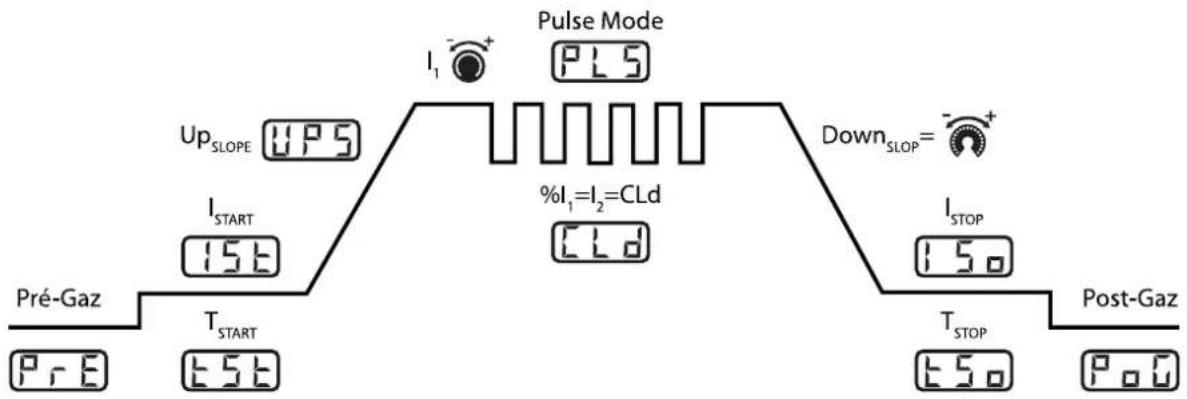
MODE TIG
Le chronogramme de la partie TIG est la suivante avec les valeurs dans le tableau :
| Réglage Commentaires Affichage Plage de réglage Valeur par défaut | ||||
| Pré gaz | Réglage à la gâchette en mode 4T ou paramétrable | PrE. | 0 à 25 sec. | 0 sec. |
| ISTART % | de I1 I.St. 10 à 200 % 50% | |||
| TSTART | Temps de ISTART | t.St. | 0 à 10 sec. | 0 sec. |
| UpSlope | Monté du courant en seconde | UP.S. | 0 à 25 sec. | 0 sec. |
| I1 | Réglage du courant de soudage. Le réglage peut s'effectuer par codeur en face avant de l'EXAGON ou avec la molette de la torcheIpotar=50%IIHM à 100%IIHM(ex : si I1=100A => Imolette peut aller de 50A à 100A.)Affichage du courant de soudage en A. | xxx | 10 à 400 A | |
| PLS | Mode Pulse. En passant de OFF à ON, il y a les 2 menus en plus. | PLS ONPLS OFF | / | OFF |
| Frq | Fréquence du pulse pour passer du crt I1 au crt I2 uniquement si le mode PLS est ON.Rapport cyclique fixe à 50% | FrE. | 0.1 à 200 Hz | 100 Hz |
| Cld | Courant froid | Cld | 20 à 80 % | |
| DownSlope | Le DownSlope se règle à la molette. | molette | 0 à 25 sec. | 1 sec. |
| ISTOP | % de I1 | I.So. 10 à 100 % 20% | ||
| TSTOP | Temps de ISTOP | t.So. | 0 à 10 sec. | 0 sec. |
| Post Gaz | Réglage à la gâchette en mode 4T ou paramétrable : | Po.G. | 0 à 25 sec. | 8 sec. |
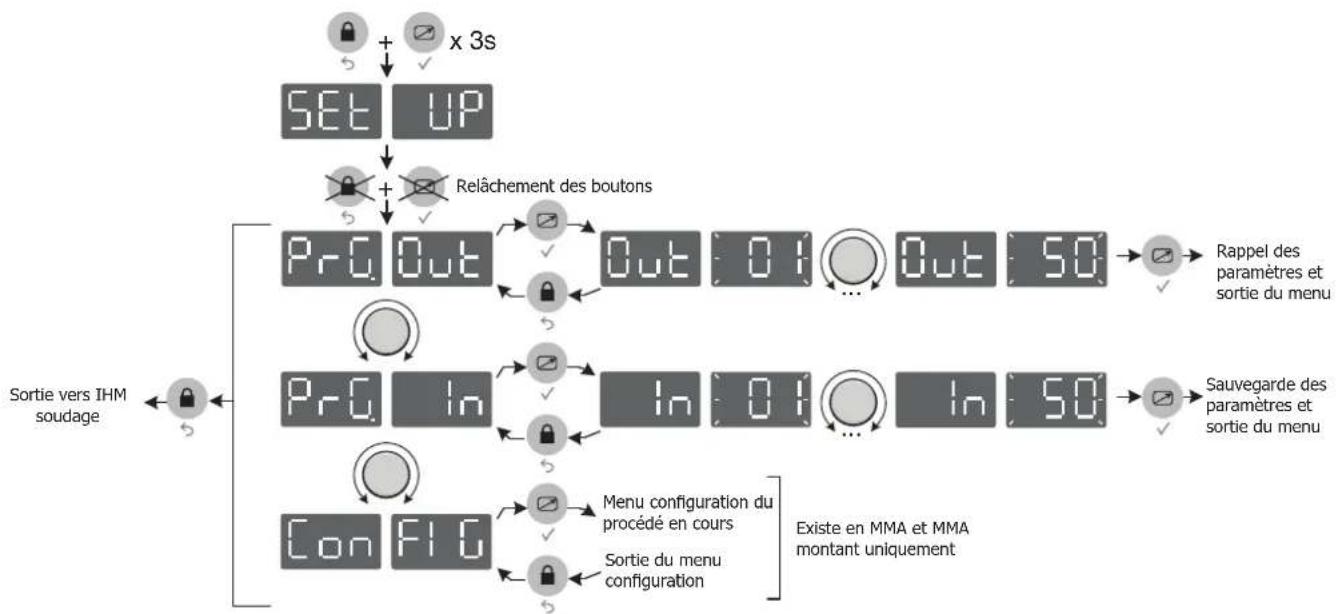
ACCÈS AUX MENUS
flowchart
graph TD
A["SET UP"] --> B["Set UP + x 3s"]
B --> C["Relâchement des boutons"]
C --> D["PrQ Out"]
D --> E["Out"]
E --> F["0!"]
F --> G["Out"]
G --> H["50"]
H --> I["Rappel des paramètres et sortie du menu"]
D --> J["PrQ In"]
J --> K["In"]
K --> L["0!"]
L --> M["..."]
M --> N["In"]
N --> O["50"]
O --> P["Sauvegarde des paramètres et sortie du menu"]
D --> Q["Con FIG"]
Q --> R["Menu configuration du procédé en cours"]
R --> S["Sortie du menu configuration"]
S --> T["Existe en MMA et MMA montant uniquement"]
style A fill:#f9f,stroke:#333
style B fill:#f9f,stroke:#333
style C fill:#ccf,stroke:#333
style D fill:#cfc,stroke:#333
style E fill:#fcc,stroke:#333
style F fill:#cff,stroke:#333
style G fill:#ffc,stroke:#333
style H fill:#fcf,stroke:#333
style I fill:#cff,stroke:#333
style J fill:#ffc,stroke:#333
style K fill:#cfc,stroke:#333
style L fill:#fcc,stroke:#333
style M fill:#ffc,stroke:#333
style N fill:#fcc,stroke:#333
style O fill:#ffc,stroke:#333
style P fill:#fcc,stroke:#333
MENU TIG

flowchart
graph TD
A["Pré gaz"] --> B["Pre. Valeur actuelle"]
B --> C["PrE. 000"]
C --> D["PrE. 250"]
E["I Start"] --> F["1st. Valeur actuelle"]
F --> G["1st. 10"]
G --> H["1st. 200"]
I["T Start"] --> J["1st. Valeur actuelle"]
J --> K["1st. 0.0"]
K --> L["1st. 10.0"]
M["Up Slope"] --> N["UPS Valeur actuelle"]
N --> O["UPS 0.0"]
O --> P["UPS 250"]
Q["Mode Pulse"] --> R["PLS Valeur actuelle"]
R --> S["PLS OFF"]
S --> T["PLS On"]
U["Fréquence"] --> V["FrE Valeur actuelle"]
V --> W["FrE 0.1"]
W --> X["FrE 200"]
Y["Downslope"] --> Z["CLd Valeur actuelle"]
Z --> AA["CLd 20"]
AA --> AB["CLd 80"]
AC["I STOP"] --> AD["15o Valeur actuelle"]
AD --> AE["15o 10"]
AE --> AF["15o 100"]
AG["T STOP"] --> AH["15o Valeur actuelle"]
AH --> AI["15o 0.0"]
AI --> AJ["15o 100"]
AK["Post Gaz"] --> AL["PoG Valeur actuelle"]
AL --> AM["PoG 0.0"]
AM --> AN["PoG 25"]
AO["Init."] --> AP["Init. 3"]
AP --> AQ["Reinitialisation du paramètre en cours"]
AQ --> AR["Reinitialisation du paramètre en cours"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
style G fill:#cfc,stroke:#333
style H fill:#fcc,stroke:#333
style I fill:#ffc,stroke:#333
style J fill:#cfc,stroke:#333
style K fill:#fcc,stroke:#333
style L fill:#ffc,stroke:#333
style M fill:#fcc,stroke:#333
style N fill:#ffc,stroke:#333
style O fill:#cfc,stroke:#333
style P fill:#fcc,stroke:#333
style Q fill:#ffc,stroke:#333
style R fill:#cfc,stroke:#333
style S fill:#fcc,stroke:#333
style T fill:#ffc,stroke:#333
style U fill:#cfc,stroke:#333
style V fill:#fcc,stroke:#333
style W fill:#cfc,stroke:#333
style X fill:#fcc,stroke:#333
style Y fill:#cfc,stroke:#333
style Z fill:#fcc,stroke:#333
style AA fill:#cfc,stroke:#333
CONSEIL & UTILISATION
COMBINAISONS CONSEILLÉES
| Process Type HF Lift | |||
| TIG DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ | ||
| DC |  | Courant (A) Électrode (mm) Buse (mm) Débit Argon (L/min) | |||
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | ||||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | ||||
| 4 - 8 mm 100 - 200 | 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 | ||
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 | 9 - 10 | |
AFFUTAGE DE L'ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d'utiliser une électrode affûtée de la manière suivante :
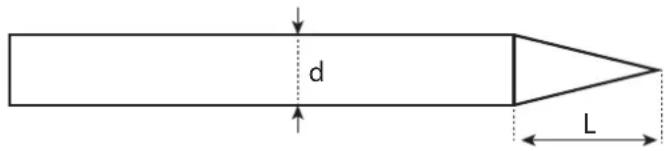
text_image
d LL = 3 x d pour un courant faible.
L = d pour un courant fort.
USAGE DÉCONSEILLÉ
Attention : L'EXATIG n'est pas adapté pour faire du pointage pour des courants supérieurs à 200 A au risque d'usure prématuré de l'appareil. Sans respect de cet avertissement le contacteur peut-être endommagé et ne sera pas garantie.
Contacteur 250A SU280 12V : Réf. 51081.
UTILISATION DU DÉBITMÈTRE
La soudure TIG à la particularité d'être exécutée sous protection de gaz inerte (Argon). Un débitmètre est intégré à l'EXATIG pour permettre à l'utilisateur de modifier son débit de gaz (argon) directement.
Possibilité de réglage du débit : 5-25 LPM (litre par minute)
Précision : ± 5%
RÉGLAGE DU DÉBIT DE GAZ :
Le débitmètre à bille doit être placé en position verticale. Pour l'utiliser, il suffit d'ouvrir la molette de réglage (④ FIG-1) et de régler la position de la bille en fonction du débit souhaité (lecture en bas de bille). Le réglage du débit doit se faire lorsque la gâchette est actionnée.
ATTENTION, ne pas dévisser entièrement la molette lorsque le gaz est ouvert.
Augmenter le débit :
Tourner dans le sens antihoraire.

Diminuer le débit :
Tourner dans le sens horaire.

LECTURE DU DÉBIT DE GAZ :
Chaque graduation correspond à un débit, le bas du flotteur (bille) doit se trouver en face du trait de graduation pour obtenir le débit indiqué. Voici le plan de lecture :

Arrête de lecture
ENTRETIEN :
Nettoyer l'extérieur de l'appareil avec de l'eau savonneuse. Rincer et sécher. En cas d'utilisation de produits détergents, vérifier leur compatibilité avec le plastique. Ne pas immerger.
Périodicité des contrôles de 1 à 3 ans selon l'utilisation.
PRÉ GAZ (0 À 25 sec.)
Le prégaz permet, avant amorçage, de purger la torche et la zone proche du début de cordon de soudage. Il améliore aussi la régularité de l'amorçage.
Conseil : Plus la torche est longue et plus il faudra augmenter cette durée. (0,15 s/m de torche)
RÉGLAGE DU POST GAZ (3 À 20 sec.)
Ce paramètre définit le temps durant lequel le gaz continue à s'écouler après extinction de l'arc. Il permet de protéger la pièce ainsi que l'électrode contre les oxydations.
Conseil : Augmenter la durée si la soudure à l'air sombre. (Pour base : 25A=4sec - 50A=8sec - 75A=9sec - 100A=10sec - 125A=11sec - 150A=13sec)
PROCÉDER AUX RÉGLAGES
Les switches qui paramètrent le post-gaz et le pré-gaz sont situés sur la carte principale à l'intérieur de l'EXATIG. Il est nécessaire de démonter le carter pour y accéder. Il suffit ensuite de repérer le switch pré-gaz et le switch post-gaz pour modifier les réglages selon les besoins.
Conseil : Voir tableau ci-contre pour les réglages (ms)

Les switches dans la position 0000 sont les paramètres par défaut : 0 sec. pour le pré gaz 8 sec. pour la post gaz
| 1 2 | 3 4 | Pré Gaz (ms) Post Gaz (ms) | ||
| 0 0 | 0 0 | Défaut Défaut | ||
| 1 0 | 0 0 | 0 0 | ||
| 0 1 | 0 0 | 500 | 2000 | |
| 1 1 | 0 0 | 1000 | 3000 | |
| 0 0 | 1 0 | 2000 | 4000 | |
| 1 0 | 1 0 | 3000 | 5000 | |
| 0 1 | 1 0 | 4000 | 6000 | |
| 1 1 | 1 0 | 5000 | 7000 | |
| 0 0 | 0 1 | 6000 | 8000 | |
| 1 0 | 0 1 | 7000 | 9000 | |
| 0 1 | 0 1 | 8000 | 10000 | |
| 1 1 | 0 1 | 9000 | 12500 | |
| 0 0 | 1 1 | 10000 | 15000 | |
| 1 0 | 1 1 | 15000 | 17500 | |
| 0 1 | 1 1 | 20000 | 20000 | |
| 1 1 | 1 1 | 25000 | 25000 | |
CONNECTEUR DE COMMANDE GÂCHETTE

Schéma de câblage de la torche SRL18.
Schéma électrique en fonction du type de torche.
| Types de torche | Désignation du fil | Pin du connec- teur associée | ||
| Torche 2 gâchettes + potentiomètre | Torche 2 gâchettes | Torche 1 gâchette | Commun/Masse | 2 (vert) |
| Switch gâchette 1 | 4 (blanc) | |||
| Switch gâchette 2 3 | (marron) | |||
| Commun/Masse du potentiomètre | 2 (gris) | |||
| 10V 1 (jaune) | ||||
| Curseur | 5 (rose) | |||
ATTENTION, quand l'EXATIG n'est pas relié avec l'EXAGON, le potentiomètre des gâchettes n'est pas fonctionnel.
| ANOMALIES CAUSES REMÈDES | ||
| Pas de sortie de GAZ | Bouteille fermée | Ouvrir la bouteille |
| Débitmètre fermé | Dévisser la molette | |
| Commande gâchette défectueuse | Remplacer la torche | |
| Le produit ne s'allume pas | Générateur éteint | Allumer le générateur pour alimenter l'EXATIG. |
| Défaut de polarité | Revoir le branchement (page 2) | |
| Le niveau de tension du générateur est trop faible <10V | Débrancher une des connexions de puissance et rebrancher à l'EXATIG | |
| LED thermique allumée Utilisation hors spécifications du produit Laisser refroidir le produit | ||
| LED défaut alimentation allumée | Le produit a été suralimenté | Utiliser un générateur avec une tension de sortie comprise entre 10 V - 114 V |
| La HF ne fonctionne pas | Mode lift sélectionné | Nettoyer la pièce à souder |
| Pièce à souder non conductrice | S'assurer que la masse établie un bon contact électrique avec la pièce à souder | |
| Défaut de masse | ||
| Commande gâchette défectueuse | Remplacer la torche | |
| LED communication EXAGON éteinte | EXAGON n'est pas allumé | Allumé l'EXAGON |
| Cordon de liaison entre les deux produits n'est pas branché | Brancher le cordon de liaison | |
| Défaut du cordon de liaison | Remplacer le cordon de liaison | |
| Commande à distance ne fonctionne pas | Le connexion de l'EXATIG sur l'EXAGON empêche le fonctionnement d'une commande à distance. | Débrancher l'EXATIG de l'EXAGON. |
MONTAGE DU KIT CABLE DE COMMANDE EXATIG (réf. 036918)
Le kit de montage est livré avec deux connecteurs à monter (un connecteur mâle et un connecteur femelle).
Afin d'effectuer l'assemblage de votre faisceau de commande, respecter ce qui suit :
1- Couper le blindage à chaque extrémité du câble.
2- Enfiler la jupe d'isolation du connecteur.
3- Dénuder l'extrémité des 10 fils sur 5 mm.
4- Répéter l'opération avec le second connecteur sur l'autre extrémité du câble.
5- Brancher les fils selon le schéma et le tableau ci-dessous :

Câble de commande (21544)
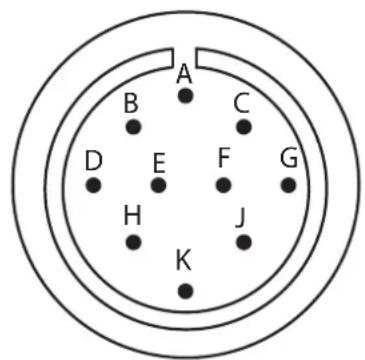
| Diamètre du fil Couleur du fil Borne de connection | ||
| Fil 0.75 | Jaune K | |
| Vert J | ||
| Marron H | ||
| Blanc G | ||
| Fil 0.50 (fils entourés d'un plastique transparent) | Rose F | |
| Gris | E | |
| Jaune | D | |
| Marron | C | |
| Vert | B | |
| Blanc | A | |
6 - Visser et serrer les 2 bagues sur le connecteur.
7 - Tourner le câble d'1/4 de tour et le rentrer de façon à ce que la plaque de bridage ne soit pas serrée sur les fils à l'étape suivante.
8 - Visser et serrer les 2 vis de bridage du câble sur chaque jupe d'isolation (plaquer sans bloquer).
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS

* Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d'utilisation intensive (> au facteur de marche) la protection thermique peut s'enclenchée, dans ce cas, l'arc s'éteint et le témoin s'allume.
Laissez le matériel alimenté pour permettre son refroidissement jusqu'à annulation de la protection.
La source de courant de soudage décrit une caractéristique de sortie tombante.
** Dépendant de l'intégration de la source.
- Information sur la température (protection thermique).
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита)
- Informatie over de temperatuur (thermische beveiliging).
-
Informazioni sulla temperatura (protezione termica).
-
Entrée de gaz
- Gas input
- Gaseingang
- Подача газа
- Entrada de gas
- Ingang gas
-
Entrata di gas
-
Sortie de gaz
- Gas output
- Gasausgang
- Выход газа
- Uscita di gas
- Uitvoer gas
- Salida de gas
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
• Le contacteur 250A SU280 12V
• L'usure normale des pièces (Ex. : câbles, pinces, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, démontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, retourner le matériel à votre distributeur, en y joignant :
- un justificatif d'achat daté (ticket de sortie de caisse, facture....)
- une note explicative de la panne.
WARRANTY
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN
Cedex France




