
Exatig HF - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Exatig HF GYS als PDF.
Benutzerfragen zu Exatig HF GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Exatig HF - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Exatig HF von der Marke GYS.
BEDIENUNGSANLEITUNG Exatig HF GYS
RÉGLAGES DU POST-GAZ ET DU PRÉ-GAZ
DEBIT GAS ADJUSTMENT :
POST GAS AND PREGAS ADJUSTMENT
PREGAS (0 TO 25 SEC.)
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Die Nichteinhaltung dieser Anweisungen und Hinweise kann mitunter zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m über NN (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete, trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie bitte elektrisch- und wärmeisolierende Schutzhandschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz ausgerüstet werden.

Bei Gebrauch des Schweißgerätes ensteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Achten Sie auf einen ausreichenden Abstand mit ungeschützten Hände, Haaren und Kleidungstücken zum Lüfter.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10min weiterlaufen zu lassen, damit die Kühlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweißanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen Sicherheitsstandards entsprechender Absaugung.
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden.
Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaselieferanten.
Schweißarbeiten in unmittelbarer Nähe von Fett und Farben sind grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss am Schweißbplatz vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Behalten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten (auch keine Reste davon) -> Gefahr entflammbarer Gase). Bei geöffneten Behältern müssen vorhandene Reste entflammbarer oder explosiver Stoffe entfernt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Hochspannung und Schweißarbeiten. Das Schweißen einer Druckglasflasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät im Betrieb ist..
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Der Austausch von beschädigten Kabeln oder Brennern darf nur von qualifiziertem und geschultem Fachpersonal vorgenommen werden. Tragen Sie beim Schweißen immer trockene, unbeschädigte Kleidung. Tragen Sie unabhängig von den Umgebungsbedingungen immer isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.
Das Gerät entspricht der Norm IEC 61000-3-12.
Dieses Gerät ist mit der Norm EN 61000-3-11 konform.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Lichtbogenschweißgeräten minimieren:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihren Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt befinden;
- Achten Sie darauf, dass sich die Kabel, der Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
- Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
- Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Gebrauch des Schweißgerätes und des Zubehörs gemäß der Herstellerangaben verantwortlich. Die Beseitigung bzw. Minimierung auftretender elektromagnetischer Störungen liegt in der Verantwortung des Anwenders, ggf. mit Hilfe des Herstellers. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagntische Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Das Umfeld sollte vor der Einrichtung der Lichtbogenschweißeinrichtung auf potenzielle elektromagnetische Probleme geprüfen werden. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung muss folgendes berücksichtigt werden:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, ob andere Werkstoffe in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Alle Zugänge, Betriebstüren und Deckel müssen geschlossen und korrekt verriegelt sein, wenn das Gerät in Betrieb ist. Das Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten Änderungen und Einstellungen. Für die Einstellung und Wartung der Lichtbogenzünd- und stabilisierungseinrichtungen müssen die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden. Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fällen die Störung reduzieren. Die Erdung von Werkstücken, die Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollte vermieden werden. Die Erdung kann direkt oder über einen Kondensator erfolgen. Der Kondensator muss gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen reduzieren. Die Abschirmung der ganen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE

Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.
AUFSTELLUNG
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Untergrund, mit einem Neigungswinkel nicht größer als 10°.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzungsrisiko zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung/Überprüfung ist empfohlen.
-
Ziehen Sie den Netzstecker, bevor Sie Arbeiten an dem Gerät vornehmen. Warten Sie bis der Lüfter nicht mehr läuft. Die Spannungen und Ströme in dem Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Techniker durchführen.
- Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
- Lüftungsschlitze nicht bedecken.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieaufladung und zum Starten von Motoren benutzt werden.
TIG HF

Die Lichtbogenauslöse- und Stabilisierungseinrichtung ist für den manuellen
ACHTUNG!: Eine Erhöhung der Länges des Schweißbrenners oder der Rückführungskabel über die vom Hersteller maximale vorgeschriebene Länge wird das Risiko eines Stromschlags erhöhen.
AUFBAU UND FUNKTION
Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Die Reihen- oder Parallelschaltungen von Generatoren sind verboten.
BESCHREIBUNG (ABB.1)
Dieses Produkt / Zubehör EXATIG wird mit dem Ausgang einer Gleichstromquelle verbunden (z.B. E-Hand-Schweißgerät). Es erzeugt eine Hochfrequenz, die die Zündung zum WIG-Schweißen ermöglicht. Zum WIG-Schweißen ist Schutzgas (Argon) erforderlich. Über eine Verbindung zur Stromquelle EXAGON können alle WIG-Funktionen eingestellt werden.
1 Bedienfeld 6 Schweißkabelbuchse (-)
(Stromquelle)
2 Schweißkabelbuchse (-) (brenner)
7 Anschlussbuchse EXAGON
3 Brenneranschluss 8 Gasanschluss
4 Drehregler für Gasdurchfluss (Argon) 9 Schweißkabelbuchse (+)
(Masseklemme)
5 Gasanschluss für Brenner 10 Schweißkabelbuchse (+)
(Stromquelle)
BEDIENFELD (ABB. 2)
1 Signalleuchte Versorgungsfehler 4 Thermoschutzanzeige
2 Signalleuchte "EIN" 5 Auswahl der Zündart
3 Auswahl des Brenner-Modus 6 Signalleuchte "Verbindung mit EXAGON"
VERSORGUNG - INBETRIEBNAHME
Das EXATIG wird über die angeschlossene Stromquelle mit elektrischer Energie versorgt. Die Versorgungsspannung muss zwischen 10V und 100 V betragen.
Achtung! Das EXATIG generiert eine Spannung mit Hochfrequenzen! Sicherstellen, dass die Stromquelle dagegen gefeit ist.
Überprüfen Sie, ob die Einschaltdauer der Stromquelle der Einschaltdauer des EXATIG entspricht.
Achtung! Es ist nicht möglich Schweißpunkte < 3 Sekunden zu setzen. Eine geringere Verzögerung zwischen zwei Schweißpunkten ist notwendig.
Verbinden Sie die Stromquelle mit dem EXATIG durch einen Kabel (optional). ACHTEN SIE beim Anschluss auf die richtige Polarität.
Schließen Sie die Gasversorgung (Argon) an das Magnetventil des EXATIG an.
Die Schweißhilfen wie Hot Start, Arc Force und Anti-Sticking müssen deaktiviert sein.

Überprüfen Sie ob die Schweißhilfen (z.B. HotStart usw.) an der Stromquelle deaktiviert sind, diese verhindern, dass die Schweißspannung 10V erreicht.
Die Leerlaufspannung der Stromquelle muss mindestens 10V betragen, bei geringerer Spannung schaltet das EXATIG automatisch ab. Anschluss an EXAGON : Zwei Möglichkeiten :
- Art.-Nr. 036925 : komplettes Verbindungskabel 11m
- Art.-Nr. 036918 : Kabelset siehe Verkabelung S. 35 + Steuerkabel (21544) pro Meter.
Der Lüfter läuft ständig. Lüftungsschlitze nicht bedecken.
BESCHREIBUNG DER FUNKTIONEN, DER MENÜS UND DER PIKTOGRAMME
| FUNKTIONEN PICTOGRAMME | WIG DC | Bemerkungen | |
| HF-Zündung X WIG-Verfahren mit ☑kontakteter HF-Zündung | |||
| LIFT-Zündung X WIG-Verfahren mit ☑Kontaktet(LIFT)-Zündung (EXAGON) | |||
| 2T X Brennermodus 2T |  | ||
| 4T X Brennermodus 4T |  | ||
Verbunden X Anschluss an EXAGON  | |||
SCHWEISSEN MIT WOLFRAM-ELEKTRODEN (WIG-MODUS)
ANSCHLUSS UND HINWEISE
Zum WIG-Schweißen wird ein Brenner sowie eine Schutzgasflasche mit Druckminderer benötigt.
Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+) und den Brenner mit der negativen Anschlussbuchse des Gerätes (-). Schließen Sie Brennertasterkabel und Gasschlauch an.
Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
GEEIGNETE BRENNER
2T

text_image
Taste Leistung Gas T1 T2 Gasvorströmzeit Gasnachstromzeit4T

flowchart
graph TD
A["Boute"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E[" "]
E --> F["T4"]
G["Leistung"] --> H[" "]
H --> I[" "]
I --> J[" "]
J --> K[" "]
K --> L[" "]
L --> M[" "]
M --> N[" "]
N --> O[" "]
O --> P[" "]
P --> Q[" "]
Q --> R[" "]
R --> S[" "]
S --> T[" "]
T --> U[" "]
U --> V[" "]
V --> W[" "]
W --> X[" "]
X --> Y[" "]
Y --> Z[" "]
Z --> AA[" "]
AA --> AB[" "]
AB --> AC[" "]
AC --> AD[" "]
AD --> AE[" "]
AE --> AF[" "]
AF --> AG[" "]
AG --> AH[" "]
AH --> AI[" "]
EXAGON (WIG-MODUS)

Der Generator muss ausgeschaltet sein. Die Verbindung funktioniert sonst nicht.

Eine Fernsteuerung (Analog und Fußpedal) ist nicht möglich, wenn das EXATIG am EXAGON angeschlossen ist. Diese Funktionen werden automatisch deaktiviert, auch wenn sie am EXAGON angeschlossen sind.
Der Schweißstrom des EXAGON kann durch den am EXATIG angeschlossenen Potentiometer-Brenner eingestellt werden. (Der Brenner steuert den Strom des EXAGON).
ANWENDUNG MIT EXAGON-GENERATOR
Drücken Sie wiederholt die Taste Drücken Sie wiederholt die Taste bis die LED unter dem Symbol aufleuchtet..
SCHWEISSPARAMETER
1. Einstellung des Schweißstroms:
Stellen Sie den Schweißstrom mit dem Drehregler (ein) Der Stromsol- lwert wird in der rechten Digitalanzeige angezeigt.
2. Einstellung des Stromabfalls (downslope):
Stellen Sie die Zeit mit dem Drehregler für Der LED-Ring zeigt die Einstellposition an. Die rechte Digitalanzeige zeigt die Zeit in Sekunden genau an.

text_image
VRD V 160 A MODE IN FRANCE MMA MIGTIG Goagling MODE +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9 +9Die markierten Bedienelemente sind in diesem Modus deaktiviert.
ZÜNDUNG:
Bei dem EXATIG ist die Zündart HF. Bringen Sie den Brenner zum Zünden nah aber ohne Berührung an das Werkstück.
AUSWAHL DER ZÜNDART
TIG HF: Hochfrequenz-Zündung ohne Kontakt der Wolfram-Elektode mit dem Werkstück. TIG LIFT: Kontaktzündung (in HF-störungsanfälligen Umgebungen), (ausschließlich mit dem EXAGON verfügbar)

text_image
Touch Switchlift Pré Gaz 0.5s <1sBRENNER KOMPATIBEL
 |  |  |
| √ | √ | √ |
Eine fernsteuerung (analog und fußpedal) ist nicht möglich, wenn das exatig am exagon angeschlossen ist. diese funktionen werden automatisch deaktiviert, auch wenn sie am exagon angeschlossen sind.
BETRIEB BRENNERTASTER
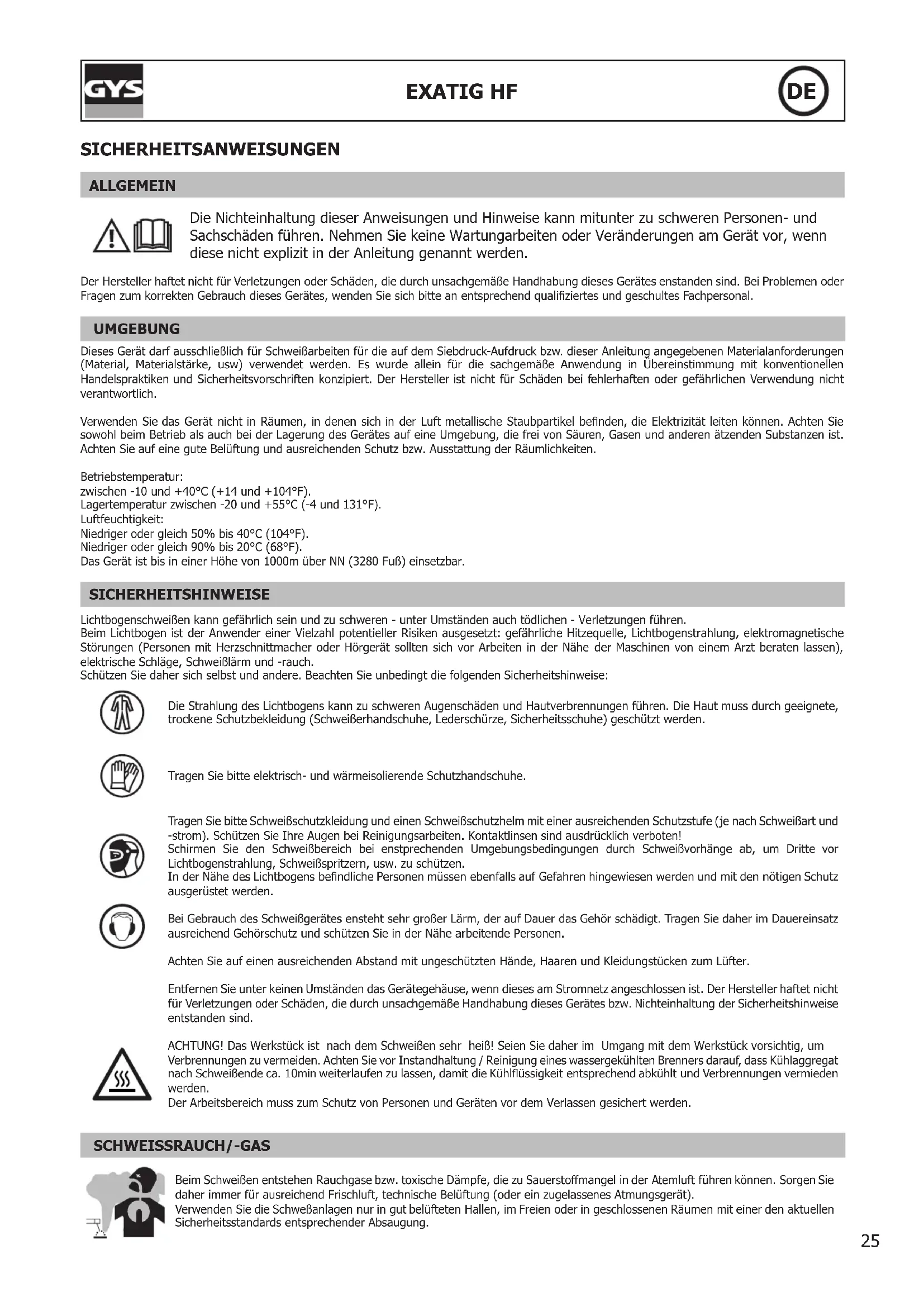
2-T-Modus
text_image
Haupttaste T1 T2»T1 - Haupttaste ist gedrückt, der Schweißzyklus startet (Gasvorströmung und Schweißen). T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.»
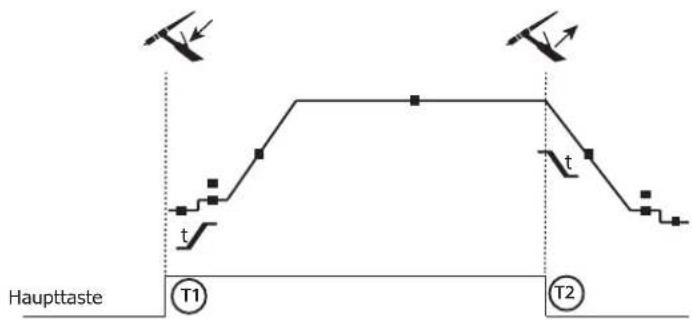
4-T-Modus
text_image
Haupttaste T1 T2 T3 T4»T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei der Phase I_Start. T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope und Schweißen. T3 - Haupttaste ist gedrückt, der Schweißzyklus geht über in DownSlope und stoppt bei Phase I_Stop. T4 - Haupttaste ist gelöst, der Schweißzyklus endet durch die Gasnachströmung.»
WIG-MODUS
Zeitdiagramm der TIG-Schweißkurve :

| Einstellung Bemerkungen | Anzeige Einstellbereich Standardeinstellung | |||
| Gasvorströmzeit | Einstellung des Brennertaster im 4T-Modus oder einstellbar | PrE. 0 bis 25 Sek. 0 Sek. | ||
| ISTART % von | I1 I.St . 10 bis 200 % 50% | |||
| TSTART Zeitpunkt von TSTART t.St. 0 bis 10 Sek. 0 Sek. | ||||
| UpSlope | Stromanstieg in Sek. | UP.S. | 0 bis 25 Sek. | 0 Sek. |
| I1 | Schweißstromeinstellung. Der Schweißstrom kann durch den Coder an der Frontseite des EXAGON oder durch den Drehregler am Brenner eingestellt werden.Ipotar=50% bis 100% der am Bedienfeld eingestellte Leistung(Beispiel : wenn I1=100A => Idrehregler kann 50A bis 100A betragen) Anzeige des Schweißstroms in Ampere. | xxx | 10 bis 400 A | |
| PLS | Pulse-Modus Beim Umschalten von OFF auf ON gibt es 2 weitere Menüs. | "PLS ON PLS OFF" | / | OFF |
| Frq # | Pulsfrequenz zwischen crt I1 und crt i2 (ausschließlich wenn der PLS-Modus aktiviert ist).Zyklisches Verhältnis auf 50% festgelegt | FrE. 0,1 bis 200 Hz | 100 Hz | |
| Cld | Courant froid | Cld | 20 à 80 A | |
| DownSlope | Der DownSlope lässt sich mit dem Drehregler einstellen. | Drehregler | 0 bis 25 Sek. 1 Sek. | |
| ISTOP | % von I1 I.SO. 10 bis 100 % 20% | |||
| TSTOP | Zeitpunkt von TSTOP | t.SO. | 0 bis 10 Sek. | 0 Sek. |
| Gasnachströmzeit | Einstellung des Brennertasters im 4T-Modus oder einstellbar : | Po.G. 0 bis 25 Sek. 8 Sek. | ||
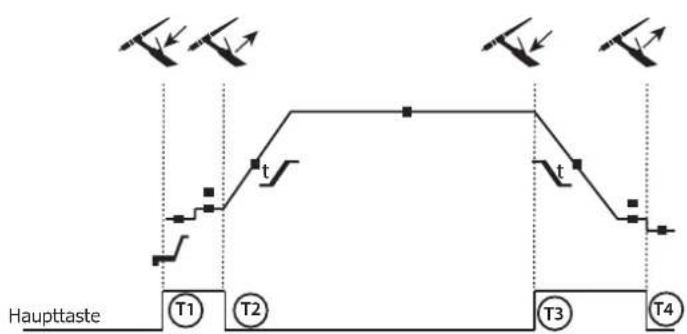
ZUGANG ZU DEN MENÜS
flowchart
graph TD
A["SET UP"] --> B["+ x3s"]
B --> C["Loslassen der Tasten"]
C --> D["PrQ Out"]
D --> E["Out: 01 ... Out: 50"]
E --> F["Einstellungen abrufen und Menü verlassen"]
D --> G["PrQ In"]
G --> H["In: 01 ... In: 50"]
H --> I["Einstellungen speichern und Menü verlassen"]
G --> J["Con FIG"]
J --> K["Einstellungsmenü des aktuellen Verfahrens\nEinstellungsmenü verlassen"]
K --> L["Nur in MMA verfügbar"]
M["Ausgang zum Bedienfeld Schweifen"] --> N["←"]
N --> O["←"]
WIG-MENÜ

other
| Parameter | Value | | :--- | :--- | | Gasvorströmzeit | PrE 000 PrE 250 | | I Start | 15t 10 15t 200 | | T Start | t5t Aktueller Wert | | Up Slope | UPS Aktueller Wert | | Pulse-Modus | PLS Aktueller Wert | | Frequenz | FrE Aktueller Wert | | Downslope | CLd Aktueller Wert | | I STOP | 15a Aktueller Wert | | T STOP | t5a Aktueller Wert | | Gasnachströmzeit | PoG Aktueller Wert | | Last Time | Ini 3 1s 1s 2 | Zurück zum Menü Setup → Bestätigung der aktuellen ParameterHINWEIS & GEBRAUCH
EMPFOHLENE KOMBINATIONEN
| Verfahren Typ HF Lift | |||
| TIG DC | STD | √ | √ |
| PULSE | √ | √ | |
| SPOT - | √ | ||
| DC |  | Strom (A) Elektrode (mm) Düse (mm) | Gasdurchfluss(Argon L/mn) | |
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 1 | 50 1.6 8 6 - 7 | |||
| 4 - 8 mm 100 - 2 | 200 2 9.5 7 - 8 | |||
| 6.8 - 8.8 mm 170 - | 250 2.4 | 11 8 - 9 | ||
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 |
SCHLEIFEN DER WOLFRAM-ELEKTRODE
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:

text_image
d L«L = 3 x d bei niedrigem Schweißstrom.
L = d bei hohem Schweißstrom.»
WARNUNG
Achtung: Das EXATIG ist nicht für Punktschweißungen mit mehr als 200 Ampere geeignet.
Es besteht die Gefahr einer Überlastung des Leistungsschalters. Eine derartige Beschädigung des Schalters ist nicht Bestandteil der Garantie.
Leistungsschalter 250A SU280 12V: Art.-Nr. 51081.
BENUTZUNG DES DURCHFLUSSMESSERS
WIG-Schweißen wird unter dem Schutz von Inertgas (Argon) durchgeführt. Im EXATIG ist ein Durchflussmesser integriert, mit dem der Anwender seinen Gasfluss (Argon) direkt verändern kann.
Möglichkeiten der Durchflusseinstellung : 5-25 LPM (Litrer pro Minute)
Genauigkeit : ± 5%
EINSTELLEN DES GASFLUSSES :
Der Kugeldurchflussmesser muss in einer vertikalen Position platziert werden. Dafür den Drehregler öffnen (ABB-1) und die Position des Kugels entsprechend der gewünschten Strömung anpassen (Anzeige an der Unterseite des Kugels). Die Durchflusseinstellung muss vorgenommen werden, wenn der Auslöser betätigt ist.
VORSICHT, schrauben Sie den Drehregler nicht vollständig ab, wenn das Gas geöffnet ist.
Den Gasdurchfluss steigern.
Den Gasdurchfluss steigern.

Den Gasdurchfluss reduzieren.
Im Uhrzeigersinn drehen.

ABLESEN DES GASFLUSSES :
Jede Graduierung entspricht einem Durchfluss, die Oberseite des Schwimmers (Kugel) muss vor der Skalenmarkierung liegen, um die angezeigte Durchflussrate zu erhalten.
Der Leseplan ist:

Lesekante
WARTUNG:
Reinigen Sie die Außenseite des Geräts mit Seifenwasser. Spülen und trocknen. Überprüfen Sie bei Verwendung von Reinigungsmitteln deren Verträglichkeit mit dem Kunststoff. Nicht eintauchen.
Regelmäßigkeit der Kontrollen von 1 bis 3 Jahren, abhängig von der Verwendung.
EINSTELLUNG DER GASVORSTRÖMZEIT UND DER NACHGASSTRÖMUNG
GASVORSTRÖMZEIT (0 BIS 25 SEK.)
Die Gasvorströmung durchspült den Brenner und den Zündbereich vor der Zündung. und verbessert das Zündverhalten.
Tipp: Je länger der Brenner ist, desto länger muss die Vorströmzeit eingestellt werden. (0,15 Sek. pro Meter der Brennerlänge)
EINSTELLUNG DER GASNACHSTRÖMUNG (3 BIS 20 SEK.)
Diese Einstellung definiert die Zeit, während der das Gas nach dem Erlöschen des Lichtbogens weiterfließt. Es schützt das Werkstück und die Elektrode vor Oxidation.
Tipp: Erhöhen Sie die Dauer, wenn die Schweißnaht dunkel aussieht. (Basis: 25A=4s - 50A=8s - 75A=9s - 100A=10s - 125A=11s - 150A=13s)
GASVORSTRÖMZEIT UND GASNACHSTRÖMZEIT EINSTELLEN
Die Schalter, die die Vor- und Nachströmzeit, befinden sich auf der Hauptplatine im Inneren des EXATIG. Das Gehäuse muss geöffnet werden, um darauf zugreifen zu können. Suchen Sie dann einfach die Vor- und Nachström, um die Einstellungen nach Bedarf zu ändern.
Tipp: Siehe nebenstehende Tabelle für Einstellungen (ms)

text_image
Gasnachströmzeit (ms) Gasvorströmzeit (ms)| 1 2 3 4 | Gasvors-trömzeit (ms) | Gasnachs-trömzeit (ms) | |||
| 0 0 | 0 0 | Standar-deinstel-lung | Standar-deinstellung | ||
| 1 0 | 0 0 | 0 0 | |||
| 0 1 | 0 0 | 500 | 2000 | ||
| 1 1 | 0 0 | 1000 | 3000 | ||
| 0 0 | 1 0 | 2000 | 4000 | ||
| 1 0 | 1 0 | 3000 | 5000 | ||
| 0 1 | 1 0 | 4000 | 6000 | ||
| 1 1 | 1 0 | 5000 | 7000 | ||
| 0 0 | 0 1 | 6000 | 8000 | ||
| 1 0 | 0 1 | 7000 | 9000 | ||
| 0 1 | 0 1 | 8000 | 10000 | ||
| 1 1 | 0 1 | 9000 | 12500 | ||
| 0 0 | 1 1 | 1000 | 0 15000 | ||
| 1 0 | 1 1 | 1500 | 0 17500 | ||
| 0 1 | 1 1 | 2000 | 0 20000 | ||
| 1 1 | 1 1 | 2500 | 0 25000 | ||
STEUERLEITUNGS-STECKER BRENNER

Belegungsschema des Brenners SRL 18. Schaltbild je nach Brennertyp.
| Brennertyp | Drahtbezeichnung Steckerbelegung | ||
| Doppeltasterbrenner + Potentiometer | Doppeltasterbrenner | Tasterbrenner | PN/Masse 2 (grün) |
| Tasterschaltung 1 4 (weiß) | |||
| Tasterschaltung 1 3 (braun) | |||
| PN/Masse Potentiometer 2 (grau) | |||
| 10 V 1 (gelb) | |||
| Cursor 5 (rosa) | |||
VORSICHT, wenn das EXATIG nicht mit dem EXAGON verbunden ist, ist das Tasterpotentiometer nicht funktionsfähig.
FEHLER, URSACHEN, LÖSUNGEN
| FEHLER URSACHEN LÖSUNGEN | ||
| Kein Gasausgang | Geschlossene Flasche | Flasche öffnen |
| Geschlossener Druckluftregler | Drehregler lösen | |
| Fehlerhafte Brennertaste | Brenner wechseln | |
| Das Produkt lässt sich nicht einschalten | Abgeschalteter Generator | Generator einschalten, um den EXATIG zu versorgen. |
| Polaritätsfehler | Anschluss überprüfen (Seite 2) | |
| Der Generatorspannungspegel ist zu niedrig <10V | Trennen Sie einen der Stromanschlüsse und verbinden Sie ihn wieder mit dem EXATIG. | |
| Thermische LED an Verwendung des Gerätes außerhalb der Produktspezifikationen Das Gerät abkühlen lassen | ||
| LED-Fehler bei eingeschalteter Stromversorgung | Das Gerät ist mit zu hohen Spannung versorgt worden | Generator mit Ausgangsspannung zwischen 10V - 114V benutzen |
| HF funktioniert nicht | Lift-Modus ist ausgewählt | Reinigen Sie das Werkstück |
| Nicht leitendes Werkstück | Stellen Sie sicher, dass die Masse einen guten elektrischen Kontakt mit dem Werkstück hat | |
| Massefehler | ||
| Fehlerhafte Brennertaste | Brenner wechseln | |
| LED-Kommunikation EXAGON ausgschaltet | EXAGON ist aus | EXAGON einschalten |
| Verbindungskabel zwischen den beiden Produkten ist nicht angeschlossen | Schließen Sie das Verbindungskabel an | |
| Ersetzen Sie das Verbindungskabel | ||
| Die Fernregelung funktioniert nicht. | Der Anschluss des EXATIG am EXAGON verhindert die Anwendung einer Fernregelung. | Das EXATIG vom EXAGON trennen. |
MONTAGE DES STEUERUNGSKABELSATZES EXATIG (REF. 036918)
Das Montagekit wird mit einem Steuerkabel und zwei zu montierenden Anschlüsse geliefert (Stecker und Buchse).
Um den Leitungssatz zusammenzustellen, bitte wie folgend verfahren:
1- An jeder Seite des Kabels den Kabelschirm entfernen.
2- Die Isolierungsringe auf dem Anschluss aufziehen.
3- Das Endstück der 10 Drähte auf 5 mm abisolieren.
4- Am anderen Endstück mit dem zweiten Anschluss wiederholen.
5- Die Drähte gemäß folgender Tabelle stecken:

| Drahtdurchmesser Drahtfarbe Anschlussstecker | ||
| Draht 0.75 | Gelb K | |
| Grün J | ||
| Braun H | ||
| Weiß G | ||
| Draht 0.50 (mit transparentem Kunststoff umgegeben) | Rosa F | |
| Grau E | ||
| Gelb D | ||
| Braun C | ||
| Grün B | ||
| Weiß A | ||
6 - Die zwei Ringe am Anschluss anschrauben und festziehen.
7 - Das Kabel um 90° drehen und so anschließen, dass die Flanschplatte im folgendem Schritt nicht gegen die Drähte stösst.
8 - Die zwei Flanschschrauben auf die Isolierungsringe festziehen (ohne blockieren).
AJUSTE DEL CAUDAL DE GAS:
PRE GAS (0 A 25 SEG.)
ELEKTRISCHE VEILIGHEID

INSTELLEN VAN DE GASTOEVOER :
AFLEZEN GASTOEVOER :
INSTELLINGEN POST-GAS EN PRÉ-GAS
PRE GAS (0 TOT 25 SEC.)
INSTELLEN POST GAS (3 TOT 20 SEC.)
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (MODO TIG)
COLLEGAMENTO E CONSIGLI
REGOLAZIONE DEL FLUSSO DEL GAS :
LETTURA DEL FLUSSO DI GAS :
REGOLAZIONE DEL POST-GAS E DEL PRE-GAS
PRE GAS (0 A 25 SEC.)
REGOLAZIONE DEL POST GAS (3 A 20 SEC.)
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint
auf der Anzeige ↓. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie.
**abhängig vom Einbau des Stromerzeugers.
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / ZEICHEN / СИМВОЛЫ / PICTOGRAMMEN
 | - Attention ! Lire le manuel d'instruction avant utilisation.- Warning ! Read the user manual before use.- ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor Inbetriebnahme des Geräts.- iAtención! Lea el manual de Instrucciones antes de su uso.- Внимание! Пронтите инструкцию перед использованием.- Let op! Lees aandachtig de handleiding.- iAtención! Lea el manual de Instrucciones antes de su uso. |
 | - Soudage TIG (Tungsten Inert Gaz)- TIG welding (Tungsten Inert Gaz)- Soldadura TIG (Tungsten Inert Gaz)- TIG-(WIG-)Schweißen (Tungsten Wolfram) Inert Gas)- Сварка TIG (Tungsten Inert Gaz)- TIG lassen (Tungsten Inert Gaz)- Saldatura TIG (Tungsten Inert Gaz) |
 | Courant continu / Direct current / Gleichstrom / Corriente continua / постоянный ток / gelijkstroom / corrente continua |
| Up | - Tension de crête assignée - Rated peak voltage- Leerlaufspannung - Tensión asignada - Номинальное напряжение холостого хода - Nullastspanning - Tensione nominale |
 | - Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).- Einschaltdauer: 10 min - 40°C, richlinienkonform EN60974-1.- Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C).- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C). |
| I2 | I2: courant de soudage conventionnel correspondant / I2: corresponding conventional welding current / I2: entsprechender Schweißstrom / Corriente de soldadura convencional correspondiente. /I2: соответствующий номинальный сварочный ток. / I2 : overeenkomstige conventionele lasstroom / I2: corrente di saldatura convenzionale corrispondente. |
| A | Ampères - Amperes - Ampere - Амперы - Ampère - Amper |
| V | Volt - Volt - Volt - Вольт - Volt |
| U1 | Tension d'entrée assignée / Rated input voltage / Nenneingangsspannung / Tensión de entrada nominal / номинальное входное напряжение / nominale ingangsspanning / tensione di ingresso nominale |
| I1 | Courant d'entrée assigné à charge maximale / Rated input current at maximum load / Nenneingangsstrom bei maximaler Last / Corriente nominal de entrada a carga máxima / Номинальный входной ток при максимальной нагрузке / Nomine angangsstroom bij maximale belasting / Corrente nominale di ingresso al massimo carico |
 | - Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).- Device(s) compliant with European directives. The certificate of compliance is available on our website.- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite.- Aparato (s) conforme (s) a las directivas europeas. La declaración de conformidad está disponible en nuestra página Web.- Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).- Het apparaat is in overeenstemming met met de Europese richtlijnen. De conformiteltverklaring is te vinden op onze internetsite.- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet. |
| IEC 60974-3 | - L'appareil respecte la norme IEC 60974-3- This product is compliant with standard IEC 60974-3.- Das Gerät entspricht den Normen der IEC 60974-3- El aparato respeta las normas IEC 60974-3.- Аппарат соблюдает нормы IEC 60974-3.- Het apparaat voldoet aan de norm IEC 60974-3.- Il dispositivo rispetta la norma IEC 60974-3. |
 | - Ce matériel fait l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin !- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei rifiuti domestici ! |
| [TYSA] | - Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу).- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertura). |
| [4A47] | Matériel conforme aux normes Marocaines. La déclaration C_p (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). - Equipment in conformity with Moroccan standards. The declaration C_p (CMIM) of conformity is available on our website (see cover page). - Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_p (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). - Equipamiento conforme a las normas marroques. La declaración de conformidad C_p (CMIM) está disponible en nuestra página web (ver página de portada). - Товар соответствует нормам Марокко. Декларация C_p (CMIM) доступна для скачивания на нашем сайте (см на титульной странице). - Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_p (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag). - Materiale conforme alle normative marocchine. La dichiarazione C_p (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto) |
| [7442] | - Produit recyclable qui relève d'une consigne de tri.- This product should be recycled appropriately.- Recyclingprodukt, das gesondert entsorgt werden muss.- Этот annapat подлежит утилизации.- Prodotto riciclabile che assume un ordine di smistamento.- Product recyclebaar, niet bij het huishoudelijk afval gooien.- Producto reciclable que requiere una separación determinada. |
| [7454] | - Marque de conformité EAC (Communauté économique Eurasienne).- EAC Conformity marking (Eurasian Economic Community).- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)- Marca de conformidad EAC (Comunidad económica euroasiática).- Знак соответствия EAC (Евразийское экономическое сообщество).- EAC (Euraziatische Economische Gemeenschap) merktaken van overeenstemming- Marchio di conformità EAC (Comunità economica Eurasiatica). |



Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
• Das 250A SU280 12V Schütz - Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.




