
Exafeed 4L - Máquina de soldar GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Exafeed 4L GYS en formato PDF.
| Tipo de producto | Alimentador de alambre para soldadura MIG/MAG |
| Marca | GYS |
| Modelo | Exafeed 4L |
| Generador compatible | EXAGON 400 CC/CV (ref. 010925) |
| Modos de soldadura | MIG/MAG con gas de protección |
| Modos de funcionamiento | 2T, 4T, Spot/Delay |
| Ajustes disponibles | Tensión, velocidad de alambre, inductancia (-9 a +9) |
| Parámetros avanzados | Pre-gas, Post-gas, Hot Start, Crater Filler, Burnback, Creep Speed, etc. |
| Memorias de programas | 50 programas de soldadura |
| Función Quick Load | Sí (llamada secuencial de programas por gatillo) |
| Control remoto | Sí (ref. 047679) – ajuste de tensión y velocidad de alambre |
| Bloqueo de teclado | Sí (protección contra ajustes accidentales) |
| Alimentación | A través del generador EXAGON 400 (mazo dedicado) |
| Grado de protección | IP23 |
| Temperatura de uso | -10°C a +40°C |
| Temperatura de almacenamiento | -20°C a +55°C |
| Humedad máxima | 50% a 40°C / 90% a 20°C |
| Altitud máxima | 1000 m |
| Peso (estimado) | Aproximadamente 15 kg |
| Dimensiones (L × A × H, estimado) | 450 × 250 × 350 mm |
| Capacidad de bobina | Hasta 200 mm (con orejeta de arrastre) |
| Diámetro de alambre soportado | 1,0 y 1,2 mm (rodillos de doble ranura incluidos) |
| Refrigeración | Aire o líquido según mazo |
| Mantenimiento | Desempolvado regular, verificación de conexiones eléctricas |
| Seguridad | Parada de emergencia no especificada, pero protecciones contra sobrecalentamiento, cortocircuito |
| Garantía | 2 años (piezas y mano de obra) |
| Piezas de repuesto disponibles | Rodillos, tubo de contacto, boquilla, funda, etc. |
| Reparabilidad | Solo por personal calificado |
Preguntas frecuentes - Exafeed 4L GYS
Preguntas de los usuarios sobre Exafeed 4L GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones Exafeed 4L - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Exafeed 4L de la marca GYS.
MANUAL DE USUARIO Exafeed 4L GYS
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuirsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualificada para manejar correctamente el aparato.
Lea el manual de usuario del generador de soldadura antes del uso de la devanadera.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inflamable u otras sustancias corrosivas incluso donde se almacene el producto. Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS DEMÁS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas. Protéjase y proteja a los demás. Respete las instrucciones de seguridad siguientes:

Para protegerle de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran todo el cuerpo.

Utilice guantes que aseguren el aislamiento eléctrico y térmico.

Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suficiente (variable según aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adecuadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado. Igualmente para toda persona que esté en la zona de soldadura.
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de la antorcha, se debe asegurar que esta esté lo suficientemente fría y espere al menos 10 minutos antes de toda intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.

HUMOS DE SOLDADURA Y GAS

El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente.
Compruebe que la aspiración es eficaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro. La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGOS DE FUEGO Y DE EXPLOSIÓN

Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inflamables y contenedores a presión a una distancia de seguridad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inflamable o explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura (comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar verticalmente y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso de soldadura.
SEGURIDAD ELÉCTRICA

La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del aparato cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualificada.
Dimensione la sección de los cables (prolongados y cables de soldadura) de forma adecuada a la aplicación.
Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.
EMISIONES ELECTROMAGNÉTICAS

La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del circuito de soldadura:
- Coloque los cables de soldadura juntos - fijelos con una brida si es posible;
- Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
- No enrolle nunca los cables de soldadura alrededor de su cuerpo;
- No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
- conecte el cable a la pieza lo más cerca posible de zona a soldar;
- no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
- no suelde cuando transporte el generador de soldadura o la devanadera.

Las personas con marcapasos deben consultar a un médico antes de utilizar estos equipos.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen hasta ahora.
TRANSPORTE Y TRÁNSITO DE LA DEVANADERA
La devanadera está equipada de mango(s) que permiten transportarla con la mano. No se debe subestimar su peso. El mango no se debe considerar un modo para realizar la suspensión del producto. No eleve una botella de gas y el aparato al mismo tiempo. Sus normas de transporte son distintas. No transporte el material por encima de otras personas u objetos.
Es preferable quitar la bobina antes de elevar o transportar la devanadera.
La máquina dispone de anillas de elevado no aislados, están previstos solo para el mantenimiento de la devanadera y no para la suspensión de está durante la soldadura. Si se utilizan durante la soldadura, estos se deben aislar de la tierra del edificio.

Las corrientes vagabundas de soldadura pueden destruir los conductores de tierra, dañar el equipo y los dispositivos eléctricos y provocar el calentamiento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben conectarse con firmeza, compruebe con regularidad.
- Asegúrese de que la fijación de la pieza es sólida y sin problemas eléctricos.
- Fije o deje en suspensión todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado para que estén aislados.
- No coloque otros equipos como taladros, aparatos de afilado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén aislados.
- Coloque siempre las antorcha de soldadura o los portaelectrodos sobre una superficie aislada cuando no estén siendo utilizados.
INSTALACIÓN DEL MATERIAL
Ajuste a seguir:
- La devanadera se debe utilizar con las tapas cerradas.
- La devanadera se debe colocar sobre una superficie cuya inclinación máxima sea 10°.
- La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
El material tiene un grado de protección IP23, lo cual significa:
- Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm.
- una protección contra la lluvia que cae a 60° respecto a la vertical.
El material se puede utilizar en el exterior según el índice de protección IP23.

El fabricante GYS no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS


- El mantenimiento sólo debe realizarse por personal cualificado. Se aconseja efectuar un mantenimiento anual.
-
Desconecte las conexiones entre la devanadera y la fuente de alimentación de soldadura y espere dos minutos antes de trabajar sobre el material.
-
De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para comprobar que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
- Controle regularmente el estado del cable entre la devanadera y la fuente de corriente de soldadura. Si este último está dañado, se debe reemplazar.
- iCuidado! Si un modo de mantenimiento se utiliza durante la soldadura que sea diferente del recomendado por el fabricante, se debe prever un aislamiento entre la carcasa de la devanadera y el modo de mantenimiento.
- La devanadera se debe utilizar con las tapas cerradas.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está desconectado de la red eléctrica. Se recomienda utilizar los cables de soldadura suministrados con la unidad para obtener los ajustes óptimos del producto.

Riesgo de herida debido a componentes móviles.
Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y
provocar heridas.
- No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre.
- Asegúrese de que la carcasa del aparato o cubiertas de protección estén cerradas durante el funcionamiento.
DESCRIPCIÓN DEL MATERIAL (FIG-1)
1- Anillos de suspensión 9- Conector agua
2- Paso de cable de unión. 10- Conector agua
3- Soporte bobina 11- Conector de control a distancia
4- Motodevanadera 12- Conector de cables de unión
5- Inversor puga gas y avance de hilo 13- Conector de gas
6- Mangos de transporte. 14- Conector de potencia
7- Interfaz hombre / máquina
8- Conector EURO
15- Conector agua
16- Conector agua
INTERFAZ HOMBRE-MÁQUINA (IHM) (FIG-2)
1- Indicador de tensión 11- Indicador de modo inductancia
2- Indicador velocidad hilo / corriente
3- Indicador Amperios 13- Indicador de bloqueo del teclado
4- Indicador m / mm 14- Botón de bloqueo del teclado
5- Indicador de sobrecalentamiento
6- Perturbación del funcionamiento normal 16- Indicador 2T
7- Ruedecilla de ajuste de la tensión 17- Indicador 4T
8- Ruedecilla de ajuste de velocidad de hilo / inductancia
9- Botón de selección de la inductancia 19- Purga de gas.
10- Indicador de modo velocidad de hilo 20- Avance del hilo
12- Indicador de actividad del control a distancia
15- Botón de selección de Modo / activación del control a distancia
18- Indicador Spot/Delay
RED ELÉCTRICA - PUESTA EN MARCHA
La devanadera EXAFEED 4-L ha sido diseñado para su funcionamiento exclusivo con el generador EXAGON 400 CC/CV (ref. 010925). La unión entre estos dos elementos se efectúa mediante un cable de unión específico de la lista siguiente:
| Refrigeración Longitud Sección Referencia | |||
| Aire | 5m | 70mm^2 | 047587 |
| 10m | 70mm^2 | 047594 | |
| 95mm^2 | 047600 | ||
| 15m | 95mm^2 | 038349 | |
| 20m | 038431 | ||
| Líquido | 1.8m | 70mm^2 | 037243 |
| 5m | 70mm^2 | 047617 | |
| 10m | 70mm^2 | 047624 | |
| 95mm^2 | 047631 | ||
| 15m | 95mm^2 | 038448 | |
| 20m | 038455 | ||
CONEXIONES Y CONSEJOS
La conexión o desconexión del cable de unión entre el generador y la devanadera se debe hacer obligatoriamente sin el generador conectado a la red eléctrica.
Conexión del cable de unión en la parte de la devanadera:
- Abra la trampilla de acceso a la conexión del cable de unión (FIG 1 - n°2)
- Pase el cable de unión a través de la apertura circular en la parte trasera de la devanadera.
- Bloquee el cable sobre la carrocería de la devanadera mediante una rotación de 1/4 en el sentido de las agujas del reloj y bloquéelo con el tornillo incluido con el cable.
- Efectúe la conexión.
Conexión del cable de unión en el generador:
- Conecte la pinza de masa sobre el conector positivo (+) o negativo (-) del generador en función del tipo de hilo utilizado.
- Conecte el cable de unión sobre el conector libre que quede para la potencia
- Conecte el conector de control del cable de unión sobre la ficha de 10 puntos situada entre los dos conectores de potencia del generador.
INSTALACIÓN DE LA BOBINA Y CARGA DEL HILO (FIG-4)
- Quite la boquilla de la antorcha (FIG-4, F), así como el tubo de contacto (FIG-4, E). Abra la trampilla del equipo.
FIG-4, A :
• Coloque la bobina sobre su soporte :
- Tenga en cuenta la lengüeta de arrastre del soporte de la bobina. Para instalar una bobina de 200 mm, apriete el soporte de bobina al máximo.
- Ajuste el freno (FIG-4, 2) para evitar que la inercia de la bobina enrede el hilo cuando se pare la soldadura. Evite apretar demasiado, pues podría provocar un sobrecalentamiento del motor.
FIG-4, B :
- Coloque los rodillos adaptados al uso. Los rodillos de origen son rodillos de doble ranura para acero (1 y 1,2). La indicación visible sobre el rodillo debe corresponder al diámetro de hilo utilizado. Para un hilo de ∅ 1,2, utilice la ranura de ∅ 1.2. Para soldar el aluminio, utilice los rodillos apropiados (ranura en U).
FIG-4, C :
Para cambiar el hilo, proceda como sigue:
- Desafloje la ruedecilla (FIG-4, 4) al máximo, bájela, inserte el hilo, cierre la devanadera y apriete los rodillos según las indicaciones.
- Accione el motor apretando el gatillo de la antorcha o el inversor (FIG 1 - n°5) sobre la posición de cambio de hilo.
- Saque el hilo aproximadamente 5 cm de la antorcha, luego coloque en el extremo de la antorcha el tubo de contacto adecuado al hilo utilizado (FIG-4, E), y la boquilla (FIG-4, F).
Atención :

- Una funda demasiado estrecha puede provocar problemas de devanado y un sobrecalentamiento del motor.
- El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento.
- Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
SELECCIÓN DEL MODO SOBRE EL GENERADOR
Sobre el generador, presione varias veces sobre el botón MODE hasta que el LED se encienda bajo el símbolo Las dos pantalla indican --- y las ruedecillas están inactivas, todos los controles pasan a la interfaz de la devanadera (FIG-2).
REGULACIONES DE LOS PARÁMETROS DE SOLDADURA
Ajuste la tensión de soldadura mediante la ruedecilla izquierda
Ajuste la tensión de soldadura mediante la ruedecilla izquierda (○) en función del trabajo a realizar. La consigna de tensión se indica en la pantalla de la izquierda.
2. Regulación de la velocidad del hilo:
Ajuste la velocidad de hilo mediante la ruedecilla derecha en función del trabajo a realizar. La consigna de velocidad se indica en la pantalla de la derecha.
3. Regular la inductancia:
Manteniendo el botón 📂, gire la ruedecilla derecha 🌐, el índice luminoso indica un valor relativo de -9 a +9. Cuanto más débil es el nivel de la inductancia más duro y direccional será el arco. Al contrario, cuanto más alto es el nivel de inductancia, mas suave será el arco y con menos proyecciones.
ACCESO A LOS PARÁMETROS AVANZADOS
Compruebe la sección Acceso a los Menús para más detalles sobre el acceso a los parámetros avanzados.
SP_o (1) « SPot », tiempo de soldadura (en segundos) en modo Spot o Spot Delay.
(1) « DeLaY », tiempo de interrupción (en segundos) en modo Spot / Delay.
« PrEgaz », duración (en segundos) durante la cual el gas pasa entre la presión sobre el gatillo y el arranque del avance del hilo.
1.56. « I Start », corriente de arranque (a escala relativa -5 a +5), el valor por defecto es 0.
« Creep Speed », porcentaje de velocidad de hilo antes del cebado.
HS (2) « Hot Start », Activado / desactivado de los parámetros de hotstart (On/Off).
(3) « Creep Voltage », tensión (en porcentaje) en el cebado.
HSS (3) « HotStart Speed », velocidad (en porcentaje) durante la fase de Hotstart.
HSU (3) « HotStart Voltage », tensión (en porcentaje) durante la fase de Hotstart.
HS. (3) « HotStart time », duración (en segundos) de la fase de Hotstart.
C.F. (4) « Crater Filler », Activado / desactivado de la función de llenado de cráter (On/Off).
C.F.S. (5) « Crater Filler Speed », velocidad (en porcentaje) de la fase de cráter.
(5) « Crater Filler Voltage », tensión (en porcentaje) de la fase de cráter.
d5t. (5) « downSlope time », duración (en segundos) de la rampa para pasar de los parámetros de soldadura a los de la fase de cráter.
(5) « Crater Filler time », duración (en segundos) de la fase de cráter.
« burnback », energía que permite cortar el hilo (a escala relativa -5 a +5), el valor por defecto es 0.
« Post Gaz », duración (en segundos) durante la cual el gas continua a pasar tras la interrupción de la soldadura.
(1): estos parámetros aparecen únicamente cuando el modo Spot / Delay está seleccionado.
(2) : el parámetro Hotstart no está disponible cuando el modo Spot / Delay está seleccionado.
(3) : estos parámetros aparecen únicamente si el parámetro H.S. está posicionado en « On ».
(4): el parámetro CraterFiller no está disponible cuando el modo Spot / Delay está seleccionado.
(5): estos parámetros aparecen únicamente si el parámetro C.F. está posicionado en « On ».
INDICACIONES CORRIENTE/TENSIÓN DURANTE LA SOLDADURA
Durante la soldadura, el generador mide e indica los valores instantáneos de corriente y de tensión de soldadura. Tras la soldadura, los valores medios de corriente y de tensión se indican parpadeando durante 30 segundos. En cuanto se manipule la interfaz (ruedecillas o botones de ajuste), la pantalla indica la consigna de soldadura.
En función del régimen (cortocircuito, globular o arco-spray), la tensión media se puede alejar ligeramente de la tensión de consigna.
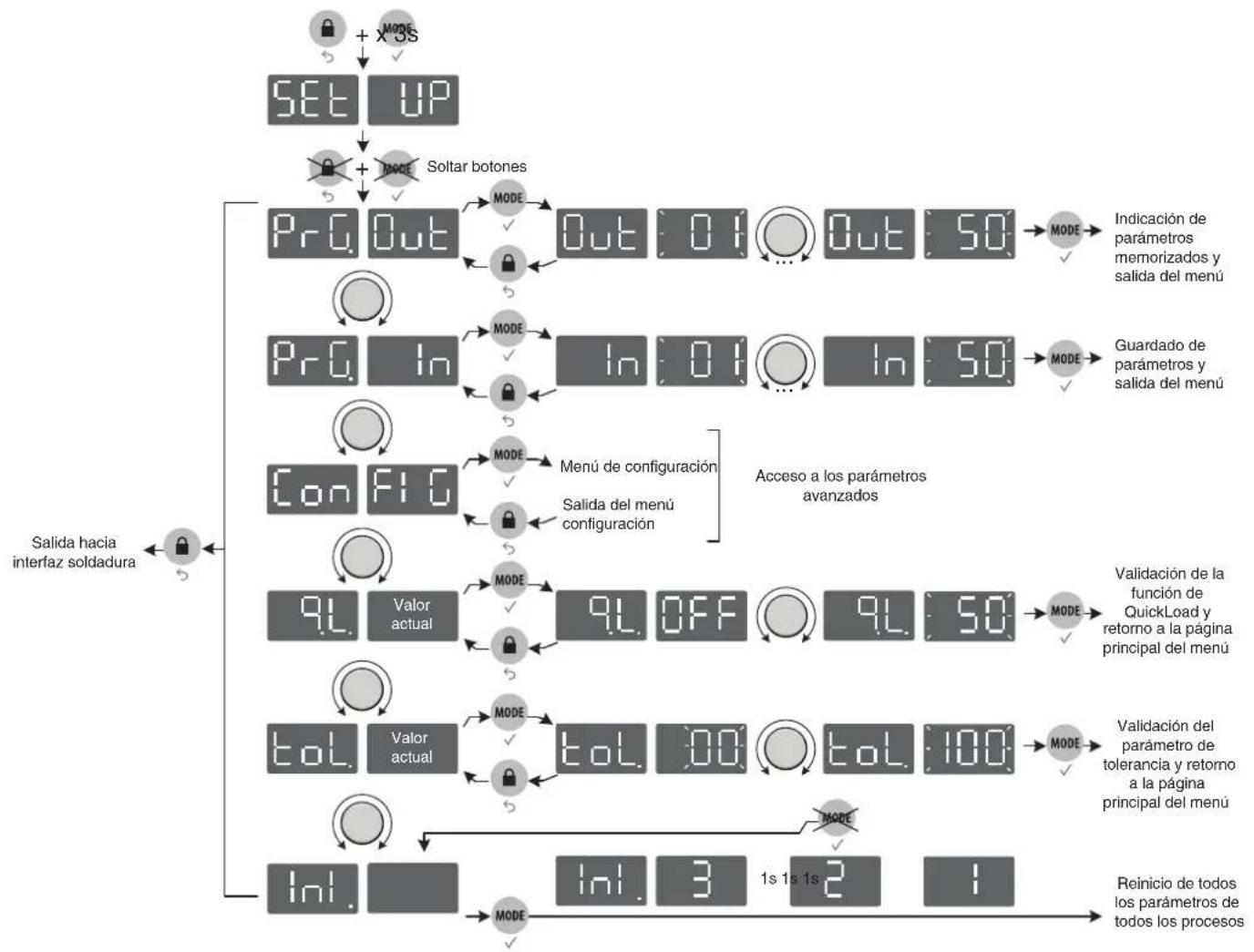
MEMORIZACIÓN Y USO RÁPIDO DE LOS PROGRAMAS DE SOLDADURA
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador. Además de los parámetros en uso, las diferentes configuraciones de soldadura se pueden registrar y usar.
Se dispone de 50 memorias por proceso.
La memorización es respecto a:
- La tensión, la velocidad de hilo y la inductancia,
- los parámetros avanzados.
- El modo 2T / 4T / SPOT DELAY
Registrar un programa:

MODE
- Mantenga los botones y durante 3 segundos. aparece, suelte los botones.
- Gire una de las dos ruedecillas de ajuste para indicar PrG In. Valide presionando sobre el botón MODE.
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire la ruedecilla de ajuste para seleccionar el lugar de memoria de la configuración a registrar. Valide presionando sobre el botón
- Una vez que se memoriza, la salida del menú es directa.

Utilizar un programa de soldadura existente:
- Mantenga los botones y durante 3 segundos. aparece, suite los botones.
- Gire una de las dos ruedecillas de ajuste para indicar PRO OUT. Valide presionando sobre el botón MODE
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire una de las 2 ruedecillas de ajuste para seleccionar el lugar de memoria que contiene la configuración que se desee utilizar. Valide presionando sobre
MODE
el botón
Al efectuar la selección, se sale directamente del menú.
Función de acceso rápido a programas (Quick Load) :
Cuando la función « Quick Load » está activada, el usuario puede utilizar de manera secuencial sus programas presionando/soltando brevemente el gatillo. El número de programas se puede configurar de 2 a 50. (Ejemplo: un ajuste sobre 5 podrá dar permitir acceso mediante el gatillo a los programas de 01 a 05).
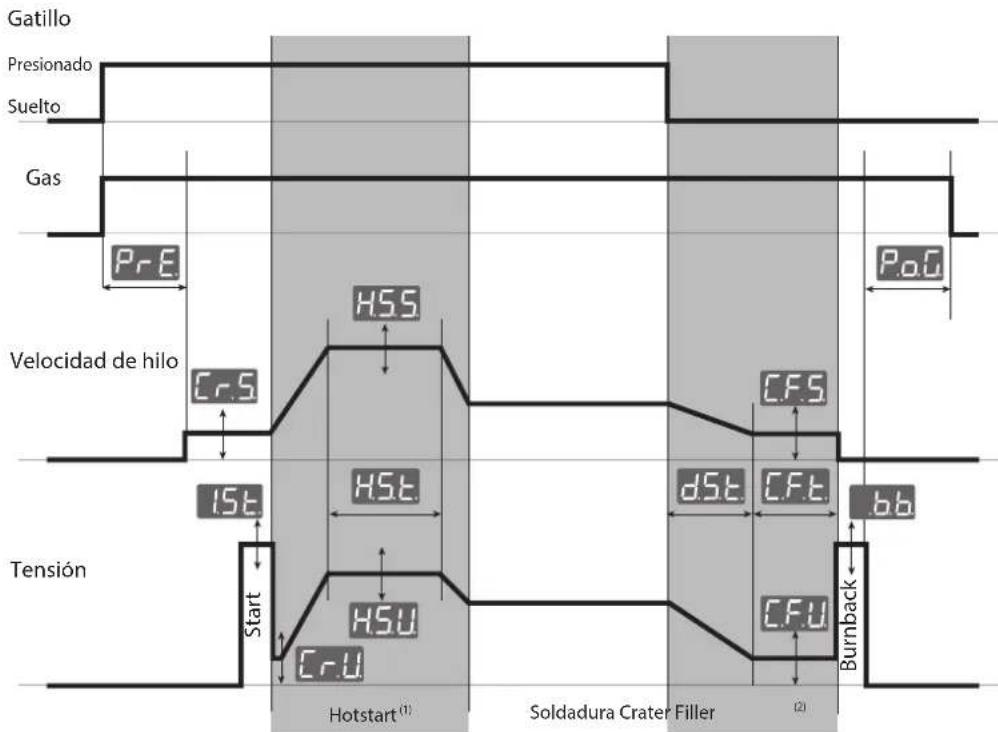
CICLOS DE SOLDADURA
Modo 2T:
other
| Event | Time Segment | |-------|--------------| | Start | 1st | | Hotstart (1) | HSS | | Hotstart (1) | HSt | | Hotstart (1) | HSt | | Hotstart (1) | HSU | | Hotstart (1) | CRU | | Hotstart (2) | cFS | | Hotstart (2) | dSt | | Hotstart (2) | cFt | | Hotstart (2) | CCU | | Soldadura Crater Filler (2) | cFS | | Soldadura Crater Filler (2) | dSt | | Soldadura Crater Filler (2) | cFt | | Soldadura Crater Filler (2) | CCU | | Soldadura Crater Filler (2) | Burnback | | Positual | PreE | | Positual | PoG |(1): si la función Hotstart está desactivada, la soldadura inicia directamente tras la fase de cebado (Start).
(2) : si la función Crater Filler está desactivada, el corte de hilo ocurre directamente al soltar el gatillo.
Modo 4T:
El modo 4T permite gestionar las diferentes etapas temporales mediante el gatillo. El comportamiento varía en función de la activación / desactivación de los parámetros Hotstart y Crater Filler.

other
| Event | Start | Hotstart (1) | Hotstart (2) | Hotstart (3) | |-----------------|-------|--------------|--------------|--------------| | Presionado | | | | | | Suelto | | | | | | Gas | PrE | | | | | Velocidad de hilo | Cr.S | HSS | | | | Tensión | Ist | HSU | | | | | Cr.U | | | | | | HSS | | | | | | Cr.S | | | | | | dSt | | | | | | C.F.S | | | | | | C.F.U | | | | | | BB | | | | | | Burnback | | | |(1) : si la función Hotstart esta activada, la fase de Hotstart dura el tiempo que el gatillo esté presionado. Si la función Hotstart esta activada, la fase de pregas dura el tiempo que el gatillo esté presionado (gráfico no representado).
(2): si la función Crater Filler está activada, la fase de Crater Filler dura el tiempo que el gatillo esté presionado. Si la función Crater Filler esta desactivada, la fase de postgas dura el tiempo que el gatillo esté presionado (gráfico no representado).
Modo Spot / Delay :
El modo Spot / Delay es un modo 2T que permite soldar cordones de una duración definida (parámetro Spot expresado en segundos) espaciados por intervalos definidos (parámetro Delay expresado en segundos). Si el parámetro Delay se ajuste sobre 0.0 segundos solo se realizará un cordón y sera necesario soltar y presionar de nuevo el gatillo para pasar al cordón siguiente.
CONTROL A DISTANCIA
Un control a distancia (ref. 047679) se puede utilizar con la devanadera EXAFEED mediante un conector (FIG-1, 5). El control a distancia reacciona sobre la tensión (1er potenciómetro) y la velocidad de hilo (2º potenciómetro). Estos ajustes quedan inhabilitados sobre la interfaz de la devanadera.
BLOQUEO DE LOS COMANDOS
Una función permite bloquear los botones del teclado y las ruedecillas para evitar así un desajuste accidental.
Operación:
Presione 3 segundos sobre el botón 🔒, la pantalla indica Loc y luego vuelve a la pantalla de corriente. El LED (FIG-2, n°13) se enciende. Ningún botón queda activo, las ruedecillas permite una variación limitada de la tensión y de la velocidad de hilo (valor inicial +/- el porcentaje definido por el parámetro « tol ») (ver-manual del generador).
Para desbloquear los controles, presione 3 segundos sobre el botón , la pantalla indica ACCESOS A LOS MENÚS
ACCESOS A LOS MENÚS
flowchart
graph TD
A["SET UP"] --> B["Soltar botones"]
B --> C["PR Out"]
B --> D["PR In"]
B --> E["Con FIC"]
C --> F["MODE"]
D --> G["MODE"]
E --> H["MODE"]
F --> I["Out 01"]
G --> J["In 01"]
H --> K["In 50"]
I --> L["Menú de configuración"]
J --> M["Salida del menú configuración"]
K --> N["Acceso a los parámetros avanzados"]
L --> O["9L Valor actual"]
M --> P["9L OFF"]
N --> Q["9L 50"]
O --> R["9L Valor actual"]
P --> S["9L 00"]
Q --> T["9L 100"]
R --> U["Reinicio de todos los parámetros de todos los procesos"]
S --> V["Reinicio de todos los parámetros de todos los procesos"]
T --> W["Reinicio de todos los parámetros de todos los procesos"]
U --> X["Reinicio de todos los parámetros de todos los procesos"]
V --> Y["Reinicio de todos los parámetros de todos los procesos"]

bar
| Parameter | Mode | Value | | :--- | :--- | :--- | | Spot time¹ | MODE | SPa: 00: SPa: 25.5 | | Delay time¹ | MODE | dLy: 00: dLy: 5.0 | | Pregaz | MODE | PrE: 00: PrE: 5.0 | | I Start | MODE | 1St: 1St: -5: 1St: 5 | | Creep Speed | MODE | CrS: 25: CrS: 100 | | Hot Start² | MODE | HS: 0n OFF: HS: 0n | | Creep Voltage³ | MODE | CrU: 10: CrU: 100 | | HotStart Speed³ | MODE | HSS: 10: HSS: 250 | | HotStart Voltage² | MODE | HSU: 10: HSU: 250 | | HotStart time³ | MODE | HSt: 00: HSt: 100 | | Crater Filler⁰ | MODE | CF: 0n OFF: CF: 0n | | Crater Filler Speed⁰ | MODE | CF.S: 10: CF.S: 100 | | Crator Filler Voltage⁰ | MODE | CF.U: 10: CF.U: 100 | | downSlope time⁰ | MODE | dSt: 00: dSt: 100 | | Crater Filler time⁰ | MODE | CF.T: 00: CF.T: 100 | | burnback | MODE | bb: -5: bb: 5 | | Post Gaz | MODE | PoG: 00: PoG: 5.0 | Return al menú Setup → Validación del parámetro en procesoLa garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra) La garantía no cubre:
- Todas las otras averías resultando del transporte
- El desgaste normal de las piezas (cables, pinzas...)
- Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
- Los fallos relacionados con el entorno (polución, oxidación, polvo...)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
- Un justificativo de compra con fecha (recibo, factura...)
- Una nota explicativa del fallo
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ

20- Avanzamento del filo
- una nota esplicativa del guasto.




