
Exafeed 4L - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Exafeed 4L GYS in formato PDF.
| Tipo di prodotto | Bobina filo per saldatura MIG/MAG |
| Marca | GYS |
| Modello | Exafeed 4L |
| Generatore compatibile | EXAGON 400 CC/CV (rif. 010925) |
| Modalità di saldatura | MIG/MAG con gas di protezione |
| Modalità di funzionamento | 2T, 4T, Spot/Delay |
| Regolazioni disponibili | Tensione, velocità filo, induttanza (-9 a +9) |
| Parametri avanzati | Pre-gas, Post-gas, Hot Start, Crater Filler, Burnback, Creep Speed, ecc. |
| Memorie dei programmi | 50 programmi di saldatura |
| Funzione Quick Load | Sì (richiamo sequenziale dei programmi tramite grilletto) |
| Comando a distanza | Sì (rif. 047679) - regolazione tensione e velocità filo |
| Blocco tastiera | Sì (protezione contro regolazioni accidentali) |
| Alimentazione | Tramite il generatore EXAGON 400 (fascio dedicato) |
| Grado di protezione | IP23 |
| Temperatura di utilizzo | -10°C a +40°C |
| Temperatura di stoccaggio | -20°C a +55°C |
| Umidità massima | 50% a 40°C / 90% a 20°C |
| Altitudine massima | 1000 m |
| Peso (stimato) | Circa 15 kg |
| Dimensioni (L × l × h, stimate) | 450 × 250 × 350 mm |
| Capacità bobina | Fino a 200 mm (con perno di trascinamento) |
| Diametro filo supportato | 1,0 e 1,2 mm (rulli a doppia gola forniti) |
| Raffreddamento | Aria o liquido secondo fascio |
| Manutenzione | Spolveratura regolare, verifica delle connessioni elettriche |
| Sicurezza | Arresto di emergenza non specificato, ma protezioni contro surriscaldamento, cortocircuito |
| Garanzia | 2 anni (parti e manodopera) |
| Parti di ricambio disponibili | Rulli, tubo contatto, ugello, guaina, ecc. |
| Riparabilità | Da personale qualificato solo |
Domande frequenti - Exafeed 4L GYS
Domande degli utenti su Exafeed 4L GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Exafeed 4L - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Exafeed 4L del marchio GYS.
MANUALE UTENTE Exafeed 4L GYS
Queste istruzioni devono essere lette e comprese bene prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Qualsiasi danno fisico o materiale dovuto ad un uso non conforme alle istruzioni di questo manuale non potrà essere ritenuto a carico del fabbricante. In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
Leggere il manuale d'istruzioni della fonte di saldatua prima di qualsiasi utilizzo del trainafilo.
AMBIENTE
Questo materiale deve essere usato soltanto per eseguire operazioni di saldatura entro i limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere usato in un locale senza polvere, né accido, né gas infiammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione dell'aria durante l'utilizzo.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità de l'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose. Proteggersi e proteggere gli altri. Rispettare le istruzioni di sicurezza seguenti :

Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolti, isolati, secchi, ignifugati e in buono stato, che coprono l'insieme del corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggete i vostri occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informate le persone nella zona di saldatura di non fissare i raggi dell'arco né i pezzi in fusione e di indossare vestiti adeguati per proteggersi.

Mettere delle cuffie/casco contro il rumore se la procedura di saldatura arriva ad un livello sonoro superiore al limite autorizzato. Lo stesso vale per tutti coloro che sono presenti nella zona di saldatura.
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vesititi.
Mai sollevare le protezioni carter dall'unità di raffreddamento mentre la fonte di corrente di saldatura è sotto tensione, il fabbricante non potrà essere ritenuto responsabile in caso di incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Durante l'intervento di manutenzione sulla torcia, bisogna assicurarsi che quest'ultima sia sufficientemente fredda e aspettare almeno 10 minuti prima di qualunque intervento.
L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importante rendere sicura la zona di lavoro prima di lasciarla per proteggere persone e oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ventilata ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura negli ambienti di piccole dimensioni ha bisogno di una sorveglianza a distanza di sicurezza. Dal momento che la saldatura di determinati materiali che contengono piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nociva, sgrassare anche i pezzi prima di saldarli.
Le bombole devono essere messe in locali aperti e ben aerati. Devono essere in posizione verticale e tenute da un supporto o da un carrello.
La saldatura è proibita in prossimità di grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONI

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri.
Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti infiammabili e i container sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura in container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas che esce dalle bombole potrebbe essere fonte di soffocamento in caso di concentrazione nello spazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza : bombole chiuse e la fonte di corrente di saldatura spenta. Devono essere messe verticalmente e tenute da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d'uso. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torce, morsetti di massa o ogni altra fonte di calore o d'incandescenza.
Fate in modo di tenerla lontana dai circuiti elettrici e di saldatura e dunque mai saldare una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un incidente grave diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno così come all'esterno della fonte di corrente di saldatura quando questa è alimentata (Torce, morsetti, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. affinché l'insieme dei condensatori sia scaricato. Non toccare nello stesso momento la torcia o il portaelettrodo e il morsetto di massa.
Assicuratevi di far cambiare da persone qualificate e abilitate i cavi e le torce se questi ultimi sono danneggiati.
Dimensionare la sezione dei cavi (prolunga e cavi di saldatura) in base all'applicazione.
Usare sempre vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, qualsiasi sia l'ambiente di lavoro.
EMISSIONI ELETTROMAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovranno utilizzare le procedure seguenti al fine di minimizzare l'esposizione ai campi elettromagnetici provenienti dal circuito di saldatura:
- posizionate i cavi di saldatura insieme - fissateli con una fascetta, se possibile;
- posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura;
• non avvolgete mai i cavi di saldatura attorno al vostro corpo;
• non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo; - collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorate a fianco, né sedetevi, o addossatevi alla fonte di corrente della saldatura;
• non saldate quando portate la fonte di corrente di saldatura o il trainafilo.

I portatori di pacemaker devono consultare un medico prima di utilizzare la fonte di corrente di saldatura.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
TRASPORTO E TRANSITO DEL TRAINAFILO
Il trainafolo è dotato di manico(i) che ne permette il trasporto a mano. Attenzione a non sottovalutare il peso. Il manico non è considerato come un mezzo di imbracatura. Mai sollevare una bombola di gas e il materiale allo stesso tempo. Le loro norme di trasporto sono distinte.
Non far passare il dispositivo sopra a persone o oggetti.
È preferibile togliere la bobina prima di ogni sollevamento o trasporto del trainafilo.
Il dispositivo dispone di golfari di sollevamento non isolati, sono progettati unicamente per manutenzione del trainafilo e non come mezzo di imbracatura durante la saldatura. Se sono utilizzati mentre si salda, questi ultimi devono essere isolati dal pavimento dell'edificio.

Le correnti di saldatura vaganti possono possono distruggere i conduttori di terra, danneggiare le apparecchiature e i dispositivi elettrici e provocare dei surriscaldamenti dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere connesse diligentemente, controllatele periodicamente!
- Assicurarsi che il fissaggio del pezzo sia solido e senza problemi elettrici!
- Attaccare o sospendere tutti gli elementi conduttori di elettricità dalla fonte di alimentazione, come il telaio, il carrello e sistemi di sollevamento perché siano isolati!
- Non collocare altri apparecchi, come trapani, dispositivi di affilatura, ecc sulla fonte di alimentazione della saldatura, il carrello o sistemi di sollevamento, senza che siano isolati!
- Collocare sempre le torce di saldatura o i portaelettrodi su una superficie isolata quando non vengono utilizzati!
INSTALLAZIONE DEL DISPOSITIVO
Regole da rispettare :
- Il trainafilo deve essere messo in servizio solamente con tutti gli sportelli chiusi.
- Mettere il dispositivo su un suolo in cui l'inclinazione massima è di 10°.
- La fonte di corrente di saldatura deve essere protetta dalla pioggia battente e non deve essere esposta ai raggi del sole.
Il dispositivo è di grado di protezione IP23, il che comporta : - una protezione contro l'accesso alle aree pericolose di corpi solidi di diam >12.5mm e,
- una protezione contro la pioggia inclinata del 60° rispetto alla verticale..
Questo dispositivo può quindi essere utilizzato secondo l'indice di protezione IP23.

Il fabbricante GYS non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti a un uso non corretto e pericoloso di questo materiale.
MANUTENZIONE / CONSIGLI


- La manutenzione deve essere fatta solo ed esclusivamente da una persona qualificata. È consigliata una manutenzione annuale.
-
Scollegare le connessioni tra il trainafilo e la fonte di corrente di saldatura e attendere due minuti prima di lavorare sul dispositivo.
-
Sollevare il coperchio e spolverare con una pistola ad aria, periodicamente. Cogliere l'occasione per far verificare lo stato delle connessioni elettriche con un utensile isolato.
- Controllare periodicamente lo stato dei fasci cavi tra il trainafilo e la fonte di corrente di saldatura. Se quest'ultimo è danneggiato, deve essere sostituito.
- Attenzione! Se un mezzo di manutenzione diverso da quello consigliato dal fabbricante viene utilizzato durante la saldatura, prevedere un'isolazione tra il rivestimento del trainafilo e il mezzo di manutenzione.
- Il trainafilo deve essere messo in servizio solamente con tutte i boccaporti chiusi.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo il personale esperto e abilitato dal fabbricante può effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato dalla rete. Het wordt aanbevolen om de bij het apparaat geleverde laskabels te gebruiken om de optimale productinstellingen te verkrijgen.

Rischio di lesioni dovute alle parti mobili!
I trainafili sono composti da parti mobili che possono raggiungere le mani, i capelli, i vestiti o gli attrezzi e quindi comportare delle lesioni!
- Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento!
- Assicurarsi che i coperchi carter o i coperchi di protezione restino ben chiusi durante il funzionamento!
DESCRIZIONE DEL DISPOSITIVO (FIG-1)
1- Golfari di sollevamento 9- Connettore acqua
2- Passaggio dei fasci cavi 10- Connettore acqua
3- Supporto bobine 11- Connettore di comando a distanza
4- Trainafilo 12- Connettore di comando dei fasci cavi
5- Inverter depuratore di gas durante l'avanzata del filo
6- Manici per il trasporto. 14- Connettore di potenza
7- Interfaccia uomo / macchina 15- Connettore acqua
8- Connettore Euro
13- Connettore gas
16- Connettore acqua
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1- Visualizzazione della tensione
2- Visualizzazione della velocità del filo / corrente
3- Indicatore Amper
4- Indicatore m /mn
5- Indicatore di surriscaldamento
11- Indicatore della modalità di induttanza
12- Indicatore dell'attività del comando a distanza
13- Indicatore di sblocco della tastiera
14- Tasto di blocco della tastiera
15- Tasto di selezione della modalità / attivazione del comando a distanza
6- Disturbo del funzionamento normale 16- Indicatore 2T
7- Rotella di regolazione della tensione 17- Indicatore 4T
8- Rotella di regolazione della velocità del filo / induttanza
9- Tasto di selezione dell'induttanza 19- Epurazione del gas
10- Indicatore della modalità della velocità del filo
18- Indicatore Spot/Delay
ALIMENTAZIONE - ACCENSIONE
Il trainafilo EXAFEED 4-L è stato progettato per funzionare esclusivamente con il generatore EXAGON 400 CC/CV (ref. 010925).
Il collegamento tra questi due elementi si effettua mediante un fascio cavo apposito nella lista seguente :
| Raffreddamento | Lunghezza Sezione Referenza | ||
| Aria | 5m 70mm2 047587 | ||
| 10m | 70mm2 047594 | ||
| 95mm2 047600 | |||
| 15m | 95mm2 | 038349 | |
| 20m 038 | 431 | ||
| Liquido | 1.8m | 70mm2 037243 | |
| 5m 70mm2 047617 | |||
| 10m | 70mm2 047624 | ||
| 95mm2 047631 | |||
| 15m | 95mm2 | 038448 | |
| 20m 038 | 455 | ||
COLLEGAMENTO E CONSIGLI
Il collegamento o lo scollegamento del fascio cavo tra il generatore e il trainafilo deve effettuarsi obbligatoriamente con il generatore fuori tensione.
Collegamento del fascio cavi al trainafilo:
- Aprire lo sportello di accesso al collegamento del fascio cavo (figura 1 - 2)
- Far passare il fascio cavo attraverso l'apertura circolare sul retro del trainafilo
- Bloccare il fascio cavo sul rivestimento del trainafilo con una rotazione di 1/4 di giro in senso orario e quindi bloccare il sostegno usando la vite fornita con il fascio cavo.
- Effettuare la connessione.
Collegamento del fascio cavo al generatore :
- Collegiate il morsetto di massa al connettore di raccordo positivo (+) o negativo (-) del generatore in base al tipo di filo utilizzato.
- Collegiate il fascio cavi di collegamento al connettore di raccordo restante in termini di potenza
- Collegiate il connettore di comando del fascio cavi sul contatto da 10 punti situato tra i due connettori di potenza del generatore.
INSTALLAZIONE DELLA BOBINA E CAMBIO DEL FILO (FIG-4)
- Rimuovere l'ugello dalla torcia (FIG-4, F), così come la punta di contatto (FIG-4, E). Aprire il coperchio del dispositivo.
FIG-4, A :
- Posizionare la bobina sul suo supporto :
- Tenere conto del piolo di azionamento del supporto della bobina. Per montare una bobina da 200mm, stringere il porta-bobina al massimo.
- Regolare il freno (FIG-4, 2) per evitare che l'inerzia della bobina non aggrovigli il filo durante l'interruzione della saldatura. Generalmente, non stringere troppo, ciò provocherebbe un surriscaldamento del motore.
FIG-4, B :
- Mettere in posizione i rulli trainafilo adeguati al vostro utilizzo. I rulli forniti sono dei rulli a doppia scanalatura in acciaio (1 e 1,2). L'indicazione visibile sul rullo deve corrispondere al diametro del filo da utilizzare. Per un filo di ∅ 1,2, utilizzare la scanalatura di ∅ 1,2. Per saldare l'alluminio utilizzare i rulli appropriati (scanalatura ad U).
FIG-4, C :
Per cambiare il filo, procedere come segue :
- Allentare le rotelle (FIG-4, 4) al massimo e abbassarle, inserire il filo, poi richiudere il trainafilo e stringere le rotelle secondo le indicazioni.
- Azionare il trainafilo premendo il pulsante della torcia o l'inverter (FIG 1 - n°5) sulla posizione cambio del filo.
- Far uscire il filo dalla torcia di circa 5 cm, poi mettere all'estremità della torcia la punta di contatto adatta al filo utilizzato (FIG-4, E), così come l'ugello (FIG-4, F).

Osservazioni :
- Una guaina troppo stretta può comportare dei problemi di scorrimento e dunque un surriscaldamento del motore.
- Il connettore della torcia deve essere anch'esso stretto con attenzione al fine di evitare il suo riscaldamento.
- Verificare che né il filo, né la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito.
SELEZIONE DELLA MODALITÀ SUL GENERATORE
Sul generatore, premere più volte il pulsante MODE fino a che il LED non si accende sul simbolo I due display del generatore indicano e le rotelle sono inattive, tutti i comandi sono riportati sull'interfaccia del trainafilo (FIG-2).
REGOLAZIONE DEI PARAMETRI DI SALDATURA
1. Regolare la tensione di saldatura :
Regolare la tensione di saldatura usando la rotella di sinistra (○) in funzione del lavoro da effettuare. Il valore di tensione impostato è indicato sullo schermo di destra.
Regolare la velocità del filo :
Regolare la velocità del filo usando la rotella di destra in funzione del lavoro da effettuare. Il valore della velocità è indicato sullo schermo di destra.
3. Regolare l'induttanza :
Sempre tenendo premuto il tasto 📂, girate la rotella di destra 📋, l'indice luminoso segnala un valore relativo che va da -9 a +9. Più il livello di induttanza è basso e più l'arco sarà duro e direzionale, più il livello di induttanza è elevato e più l'arco sarà dolce con poche proiezioni.
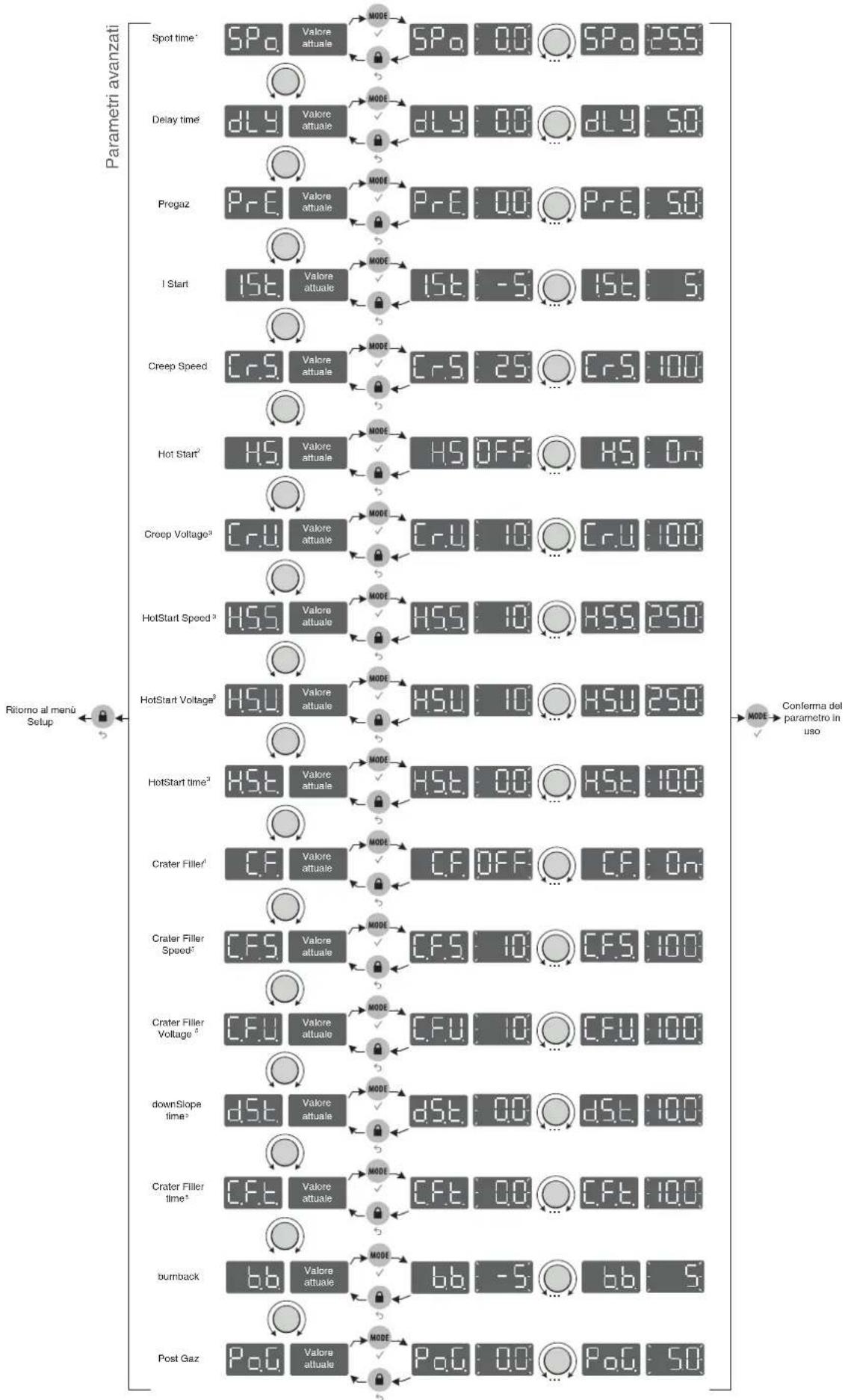
ACCESSO AI PARAMETRI AVANZATI
Riguardate il capitolo «accesso ai menù» per maggiori informazioni riguardanti l'accesso ai parametri.
SPo. (1) « SPot », tempo del cordone di saldatura (in secondi) in modo Spot / Delay.
(1) « DeLaY », tempo di arresto (in secondi) in modo Spot / Delay.
PrE « PrEgaz », durata (in secondi) durante la quale il gas scorre tra la pressione sul pulsante e l'inizio dell'avanzamento del filo.
« I Start », corrente di avviamento (scala relativa da -5 a +5), il valore impostato per default è 0.
« Creep Speed », velocità (in percentuale) di avanzamento del filo prima dell'innesco.
HS (2) « Hot Start », Attivazione/isattivazione dei parametri di hotstart (On/Off).
(3) « Creep Voltage », tensione (in perecentuale) all'innesco.
HSS (3) « HotStart Speed », velocità (in percentuale) durante la fase di Hotstart.
HSII (3) « HotStart Voltage », tensione (in percentuale) durante la fase di Hotstart.
HSF (3) « HotStart time », durata (in secondi) della fase di Hotstart.
(4) « Crater Filler », attivazione / disattivazione della funzione di riempimento dei crateri (On/off).
(5) « Crater Filler Speed », velocità (in percentuale) della fase di cratere.
(5) « Crater Filler Voltage », tensione (in percentuale) della fase di cratere.
dSt (5) « downSlope time », durata (in secondi) della rampa per passare dai parametri di saldatura a quelli della fase di cratere.
(5) « Crater Filler time », durata (in secondi) della fase di cratere.
« burnback », energia che permette di tagliare il filo (scala relativa da -5 a +5), il valore impostato per default è 0.
P.O.C. « Post Gaz », durata(in secondi) durante la quale il gas scorre dopo l'arresto della saldatura.
(1) : questi parametri compaiono solo quando il modo Spot / Delay viene selezionato.
(2) : il parametro Hotstart non è disponibile quando il modo Spot / Delay è selezionato.
(3) : questi parametri compaiono solo se il parametro H.S. è posizionato su « On »
(4) : il parametro CraterFiller non è disponibile quando il modo Spot / Delay è selezionato.
(5) : questi parametri compaiono solo se il parametro C.F. è posizionato su « On ».
VISUALIZZAZIONE CORRENTE/TENSIONE DURANTE LA SALDATURA
Durante la saldatura, il generatore misura e mostra i valori istantanei di corrente e di tensione di saldatura. Dopo la saldatura i valori medi di corrente e tensione sono mostrati lampeggiando per 30 secondi, dopo che l'interfaccia (rotella o tasti) è modificata lo schermo indica il valore di saldatura impostato.
In funzione del regime (corto-circuito, globulare o spray-arc), la tensione media può allontanarsi leggermente dalla tensione impostata.
MEMORIZZAZIONE E RICHIAMO DEI PROGRAMMI DI SALDATURA
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in uso è possibile memorizzare e richiamare dei programmi di saldatura.
Le memorie sono 50.
La memorizzazione riguarda :
- la tensione, la velocità del filo e l'induttanza,
- i parametri avanzati.
- il modo 2T / 4T / SPOT DELAY
Registrare un programma :
- Mantenere premuti i tasti e per 3 secondi. appare filasciare il tasto.
- Girare una delle due rotelle per visualizzare Confermare premendo il tasto.
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare la rotella per selezionare la posizione della memoria per la configurazione da memorizzare. Confermare premendo il tasto - La memorizzazione è effettuata / l'uscita dal menù è automatica.
Richiamare un programma esistente :
- Mantenere premuti i tasti e per 3 secondi. appare, rilasciare il testo. - Girare una delle due rotelle per visualizzare Confermare premendo il tasto.
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare una delle 2 rotelle per selezionare la posizione della memoria che contiene la configurazione da richiamare. Confermare premendo il tasto Il richiamo è effettuato / l'uscita dal menù è automatica.
Funzione di richiamo rapido dei programmi (Quick Load) :
Quando la funzione « Quick Load » è attivata, l'utilizzatore può richiamare in modo sequenziale i suoi programmi con una pressione/rilascio breve del pulsante. Il numero dei programmi è parametrabile da 2 a 50. (Esempio : una regolazione sul 5 permetterà di richiamare, al pulsante, i programmi dallo 01 allo 05).
CICLI DI SALDATURA
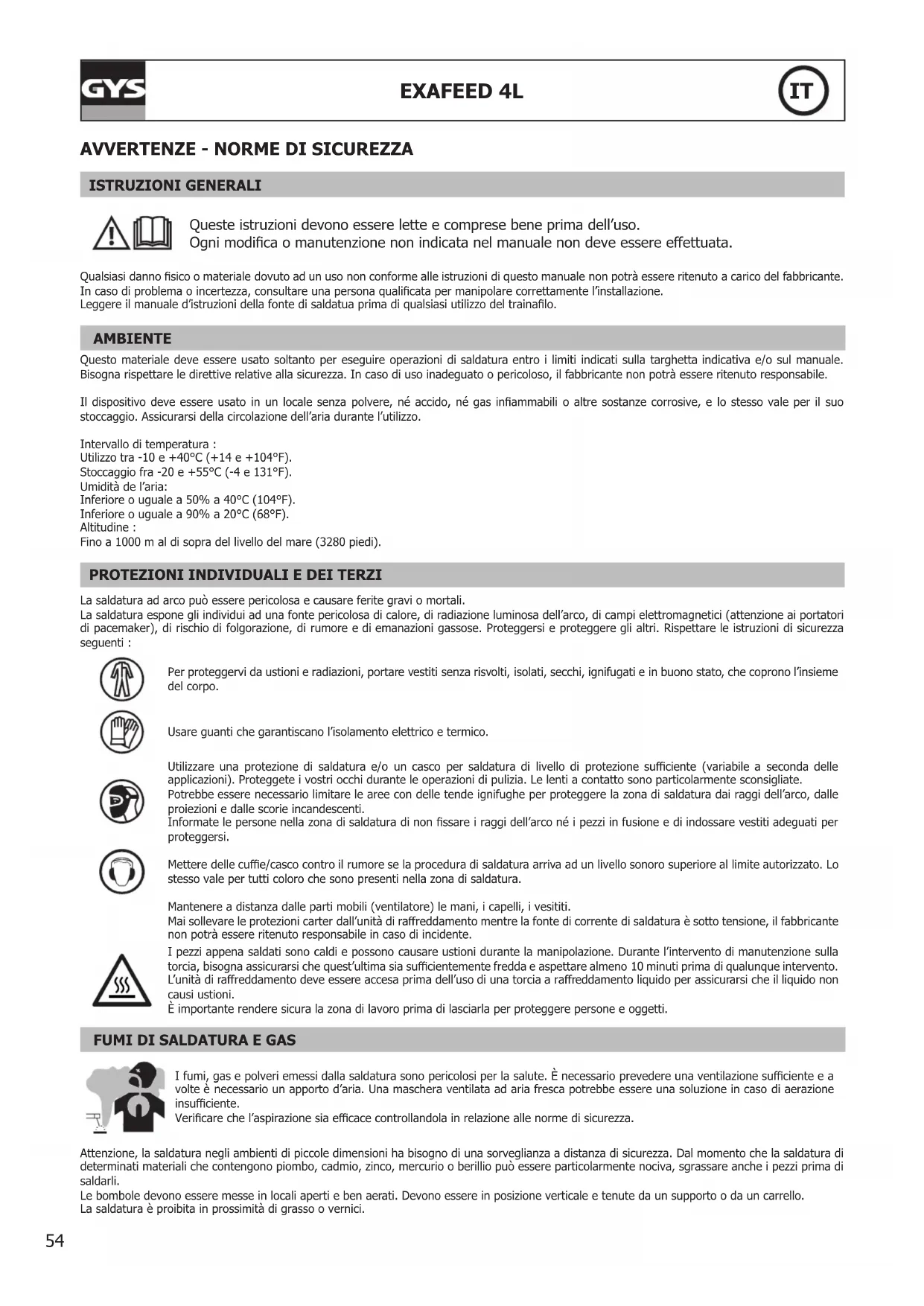
Modo 2T :
other
| Event | Start | Hotstart (1) | Saldatura Crater Filler | Burnback | |-----------------|-------|--------------|--------------------------|----------| | Premuto | | | | | | Rilasciato | | | | | | Gas | | | | | | P=E | | | | | | HSS | | | | | | CFS | | | | | | dST | | | | | | CFT | | | | | | bb | | | | | | CFU | | | | | | HSL | | | | | | CRU | | | | | | Tensione | Start | | | |(1): se la funzione Hotstart è disattivata, la saldatura ha luogo direttamente dopo la fase di innesco (Start).
(2) : se la funzione Crater Filler è disattivata, l'interruzione del filo ha luogo direttamente al rilascio del pulsante.
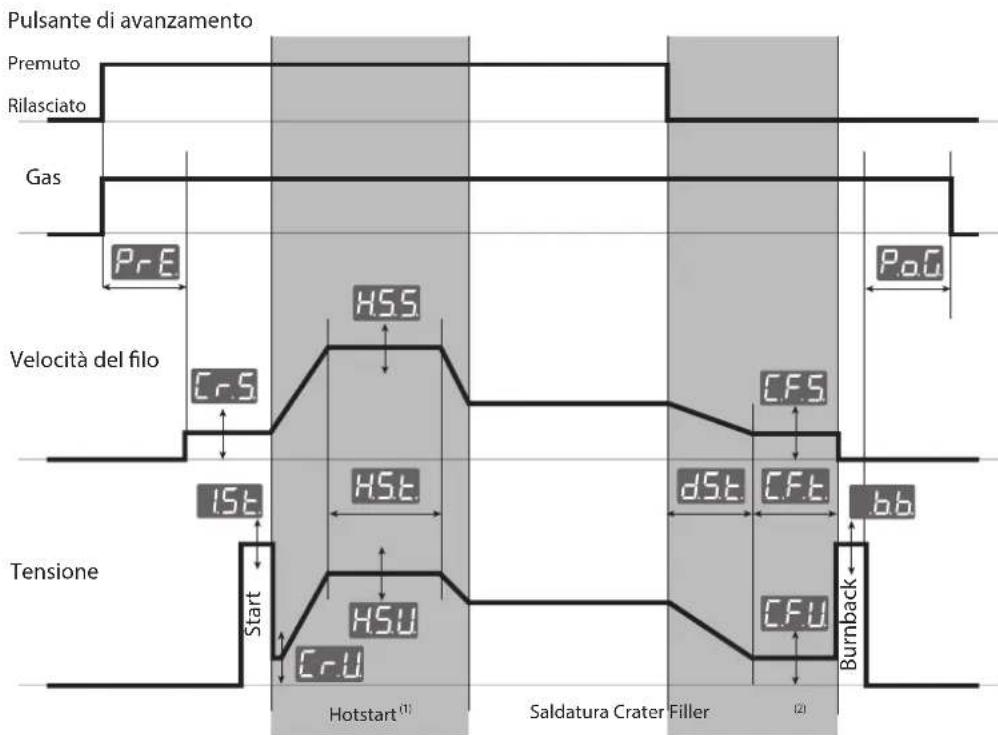
Modo 4T :
Il modo 4T permette di gestire differenti tappe temporali con l'aiuto del pulsante. Il comportamento varia in funzione dell'attivazione / disattivazione dei parametri Hotstart e Crater Filler.
other
| Event | Start | Hotstart (1) | Saldatura Crater Filler | Burnback | |-------|-------|--------------|--------------------------|----------| | Premuto | - | - | - | - | | Rilasciato | - | - | - | - | | Gas | - | - | - | - | | Pre | - | - | - | - | | HSS | - | - | - | - | | c.F.S | - | - | - | - | | c.F.S | - | - | - | - | | dSt | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - | | c.F.U | - | - | - | - |(1) : se la funzione Hotstart è attivata, la fase di Hotstart dura finchè il pulsante è premuto. Se la funzione Hotstart è disattivata, la fase di pregas dura finchè il pulsante è premuto (grafico non rappresentato).
(2) : se la funzione Crater Filler è attivata, la fase di Crater Filler dura finchè il pulsante è premuto. Se la funzione Crater Filler è disattivata, la fase di postgas dura finchè il pulsante è premuto (grafico non rappresentato).
Modo Spot / Delay :
Il modo Spot / Delay è una modalità 2T che permette di saldare dei cordoni di durata definita (parametro Spot espresso in secondi) con intervalli definiti (parametro Delay espresso in secondi). Se il parametro Delay è regolato su 0.0 secondi verrà realizzato un solo cordone, bisognerà rilasciare e premeredi nuovo il pulsante per passare al cordone seguente.
COMANDO A DISTANZA
Un comando a distanza (ref. 047679) può essere collegato al trainafilo EXAFEED tramite il connettore (FIG-1, 5). Il comando a distanza agisce sulla tensione (1o potenziometro) e sulla velocità del filo (2o potenziometro). Queste regolazioni sono inaccessibili sull'interfaccia del trainafilo.
BLOCCO DEI COMANDI
Una funzione permette di bloccare i pulsanti della tastiera e le rotelle per evitare un cambio di regolazione accidentale.
Operazione :
Premere per 3 secondi il tasto 📄, lo schermo indica Loc e poi ritorma alla visualizzazione della corrente. Il LED (FIG-2, n°13) si accende. Nessun tasto è attivo, i regolatori permettono una variazione limitata della tensione e della velocità di filo (valore iniziale +/- la percentuale definita dal parametro "tol") (vedere il manuale del generatore).
Per sbloccare i comandi, premere d nuovo per 3 secondi il tasto 📄, lo schermo indica Un Loc e poi ritorna alla visualizzazione della corrente. Il LED (FIG-2, n°13) si spegne.
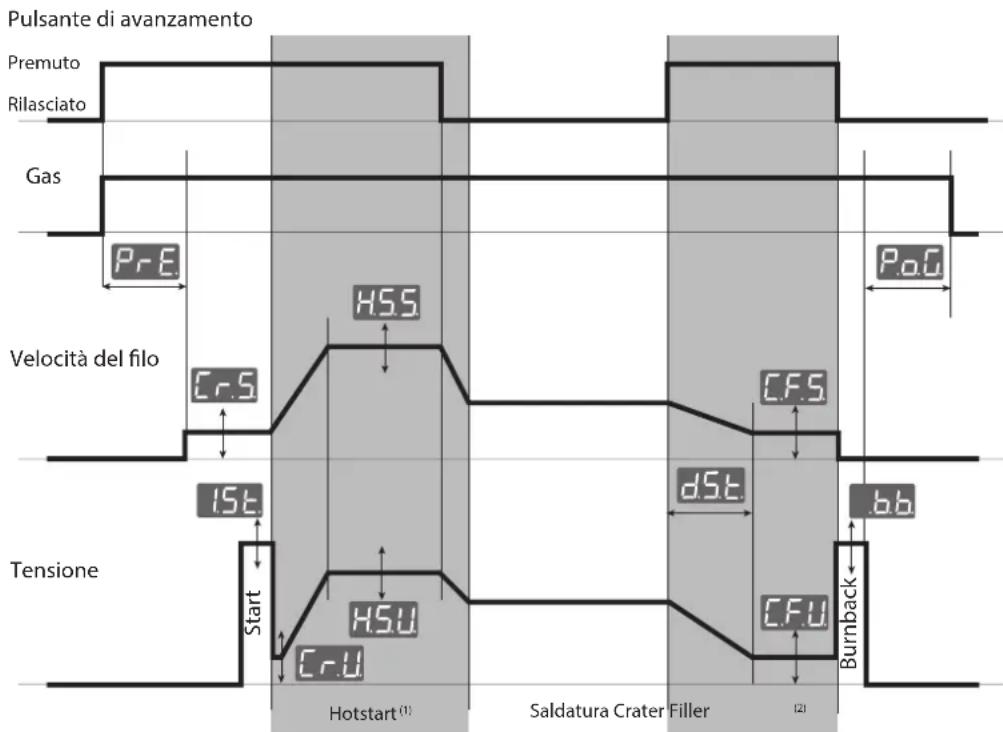
ACCESSO AI MENÙ
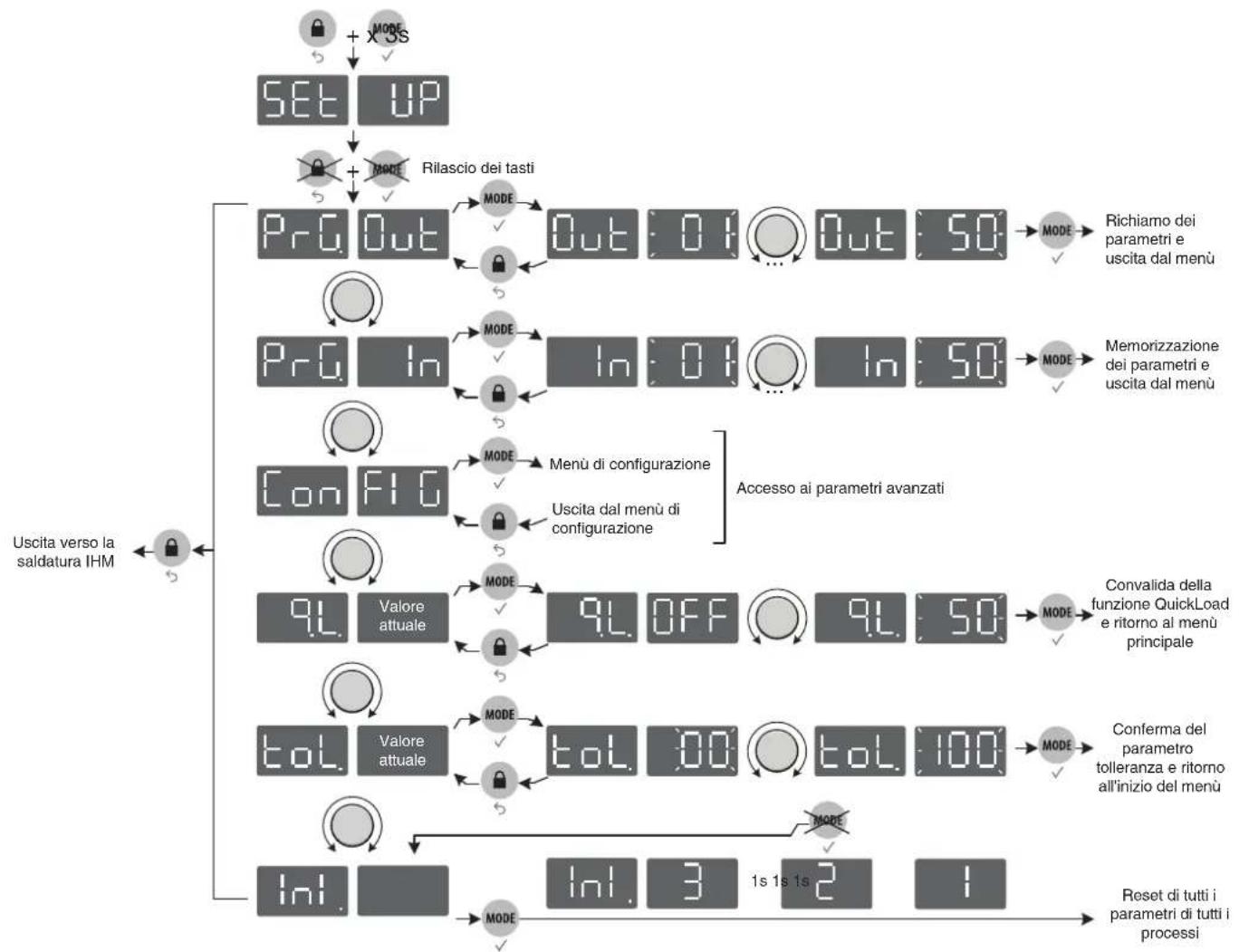
flowchart
graph TD
A["SET UP"] --> B["+ MODE"]
B --> C["Rilascio dei tasti"]
C --> D["PrG Out"]
D --> E["MODE"]
E --> F["Out: 01 ... Out: 50"]
F --> G["MODE"]
G --> H["Richiamo dei parametri e uscita dal menù"]
D --> I["In: 01 ... In: 50"]
I --> J["MODE"]
J --> K["Memorizzazione dei parametri e uscita dal menù"]
D --> L["Con FIG"]
L --> M["MODE"]
M --> N["Menù di configurazione"]
M --> O["Uscita dal menù di configurazione"]
O --> P["Accesso ai parametri avanzati"]
Q["9L Valore attuale"] --> R["MODE"]
R --> S["9L OFF ... 9L: 50"]
S --> T["MODE"]
T --> U["Convalida della funzione QuickLoad e ritorno al menù principale"]
V["tol Valore attuale"] --> W["MODE"]
W --> X["tol: 00 ... tol: 100"]
X --> Y["MODE"]
Y --> Z["Conferma del parametro tolleranza e ritorno all'inizio del menù"]
V --> AA["Inl."]
AA --> AB["MODE"]
AB --> AC["Inl: 3 ... 1s 1s 2 ... 1"]
AC --> AD["Reset di tutti i parametri di tutti i processi"]
bar
| Parameter | Row 1 | Row 2 | Row 3 | | :--- | :--- | :--- | :--- | | Spot time* | SPo | Valore attuale | MODE | | Delay time | dLy | Valore attuale | MODE | | Pregaz | PrE | Valore attuale | MODE | | I Start | 1St | Valore attuale | MODE | | Creep Speed | CrS | Valore attuale | MODE | | Hot Start² | HS | Valore attuale | MODE | | Creep Voltage³ | CrU | Valore attuale | MODE | | HotStart Speed³ | HSS | Valore attuale | MODE | | HotStart Voltage³ | HSU | Valore attuale | MODE | | HotStart time³ | HSt | Valore attuale | MODE | | Crater Filler¹ | Cf. | Valore attuale | MODE | | Crater Filler Speed² | Cf.S | Valore attuale | MODE | | Crater Filler Voltage⁴ | Cf.U | Valore attuale | MODE | | downSlope time² | dSt. | Valore attuale | MODE | | Crater Filler time² | Cf.T. | Valore attuale | MODE | | burnback | bb. | Valore attuale | MODE | | Post Gaz | PoG. | Valore attuale | MODE | | Conferma del parametro in uso: Mode → Conferma del parametro in uso(1): parametri accessibili solo in modo Sot / Delay
(2) : parametro non disponibile in modo Spot / Delay
(3) : parametri disponibili solo se Hotstart è attivato (H.S. su On).
(4):parametro non disponibile in modo Spot / Delay
(5) : parametri disponibili solo se Crater Filler è attivato (C.F. su On)
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
• Danni dovuti al trasporto.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)




