
Autopulse 320T1 - Máquina de soldar GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Autopulse 320T1 GYS en formato PDF.
| Tipo de producto | Máquina de soldadura semiautomática sinérgica MIG/MAG |
| Marca | GYS |
| Modelo | Autopulse 320T1 |
| Alimentación eléctrica | 400 V trifásico (50-60 Hz) o 208-240 V trifásico según versión |
| Corriente de soldadura máxima | 320 A (estimado según la referencia) |
| Factor de marcha | Variable según corriente, hasta 60% a 320 A (ciclo 10 min, 40°C) |
| Diámetros de hilo soportados | Acero: 0.6 a 1.2 mm; Inox: 0.8 a 1.2 mm; Aluminio: 0.8 a 1.2 mm; CuSi/CuAl: 0.8 a 1.2 mm |
| Tipos de soldadura | MIG/MAG síncrono (sinérgico), modos: Estándar, Pulsado, Cold Pulse, Manual, Punteado (Spot/Delay) |
| Gas de protección | Ar+CO2 (acero/inox), Ar puro (aluminio, soldadura fuerte) |
| Caudal de gas | 8-15 L/min (acero), 15-20 L/min (alu), 12-15 L/min (pulsado) |
| Refrigeración | Ventilado (aire) |
| Índice de protección | IP23 |
| Temperatura de uso | -10°C a +40°C |
| Temperatura de almacenamiento | -20°C a +55°C |
| Conectividad | Puerto USB para actualizaciones y transferencia de datos |
| Interfaz de usuario | Pantalla HMI con perillas y botones pulsadores |
| Funciones de seguridad | Protección térmica, sobretensión/subtensión, detección de corriente de tierra, bloqueo de interfaz |
| Mantenimiento | Desempolvado regular, verificación de conexiones, calibración del motorreductor |
| Piezas de repuesto comunes | Antorchas Push-Pull, Spool Gun, rodillos, guías, tubos de contacto, boquillas |
| Garantía | 2 años piezas y mano de obra (excepto desgaste y mal uso) |
| Peso aproximado | ~35 kg (estimación) |
Preguntas frecuentes - Autopulse 320T1 GYS
Preguntas de los usuarios sobre Autopulse 320T1 GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones Autopulse 320T1 - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Autopulse 320T1 de la marca GYS.
MANUAL DE USUARIO Autopulse 320T1 GYS
Equipo de soldadura MIG/MAG Cbapouhny annapaT MΓ/MΓ
MIG/MAG lasapparaat Dispositivo saldatura MIG/MAG
1
2
3

4
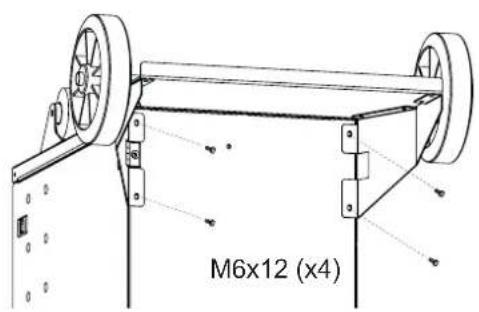
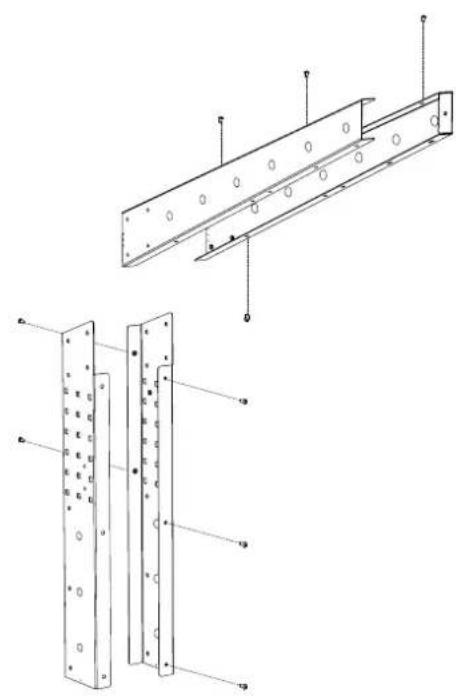
POTENCE SEULE / BALANCING ARM ONLY / AUSLEGER / SOPORTE SOLO / KPOHHTEN / STEUN ALLEEN / BRACCIO DI SOSTEGNO SINGOLO | 059276
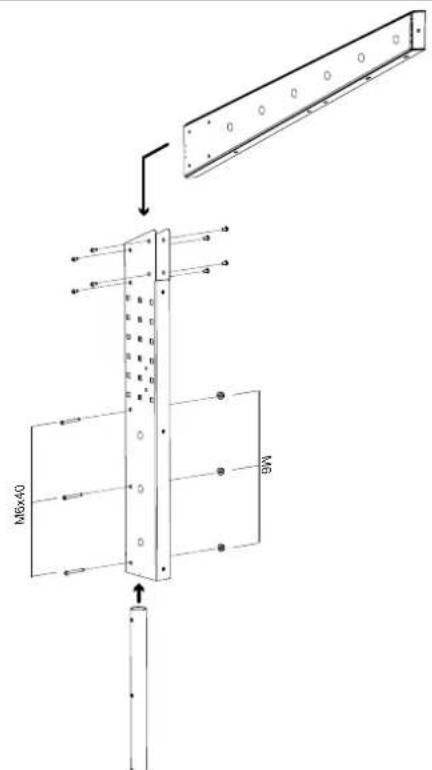
M6X12 M6X40 M6


X26X3X3
T3
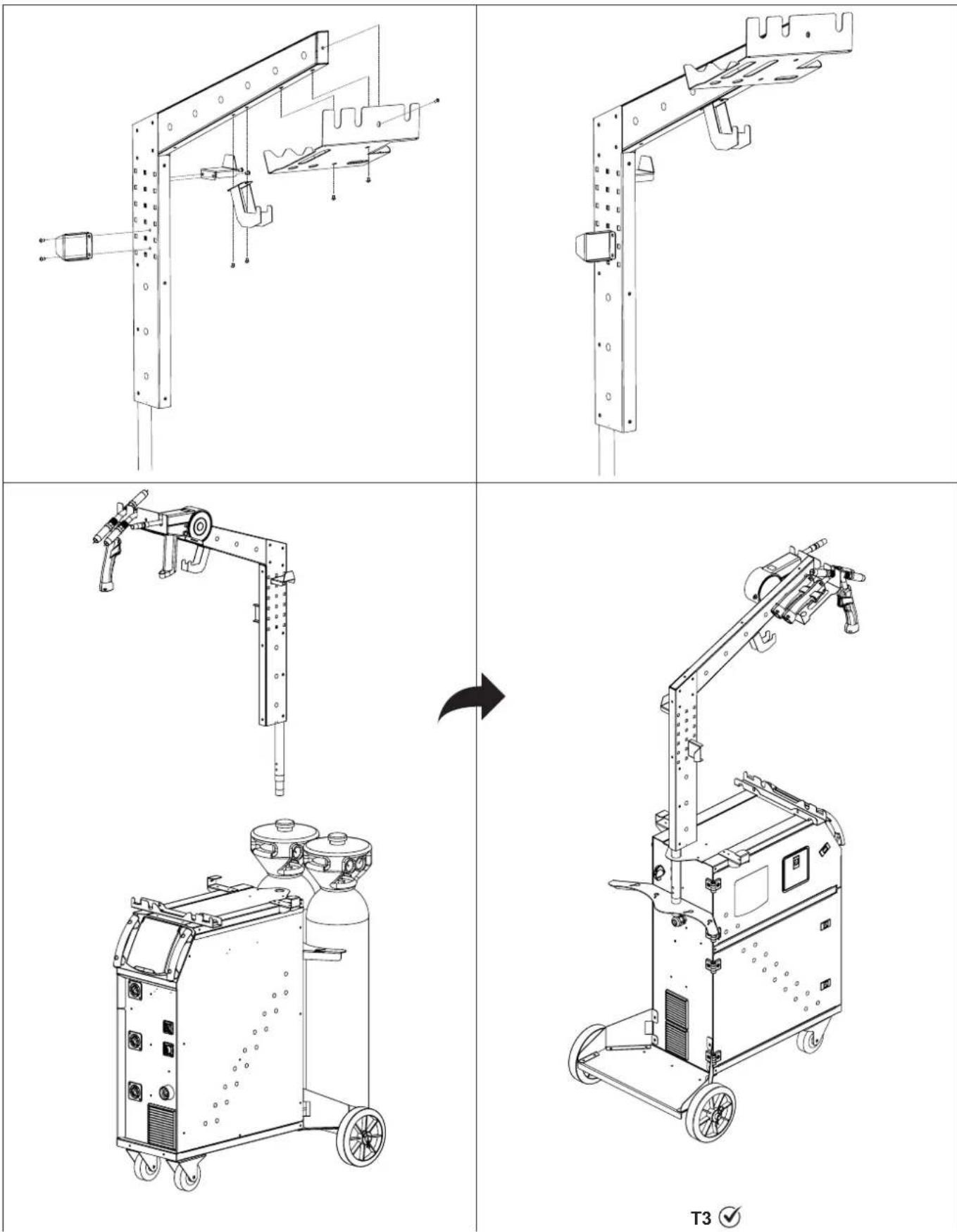
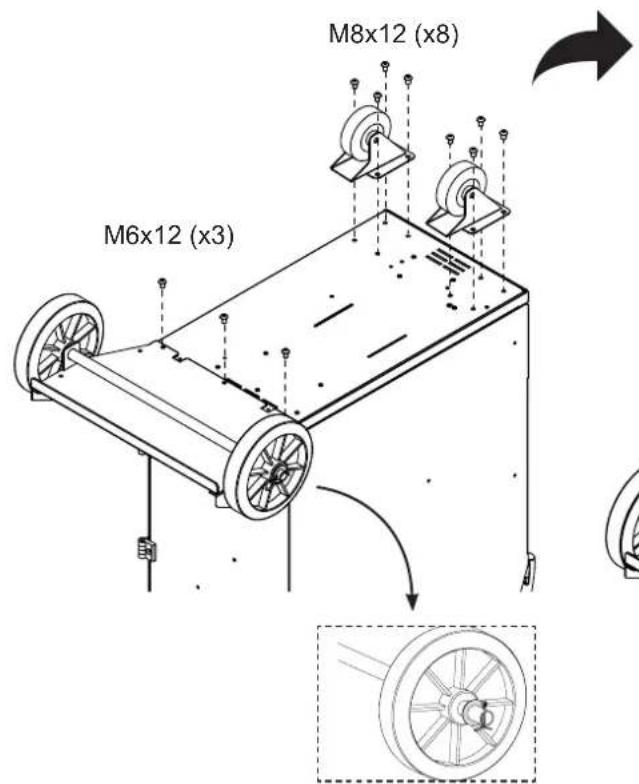
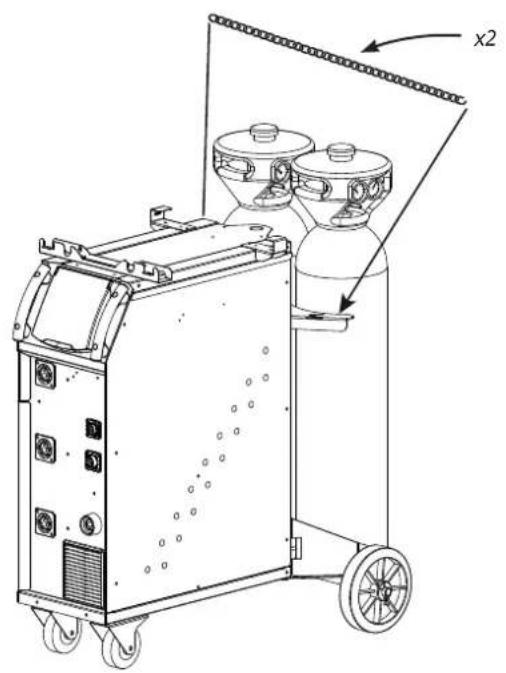
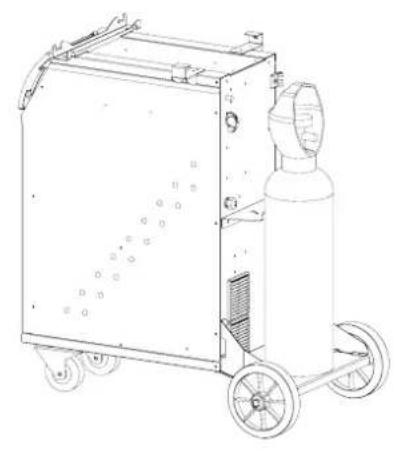
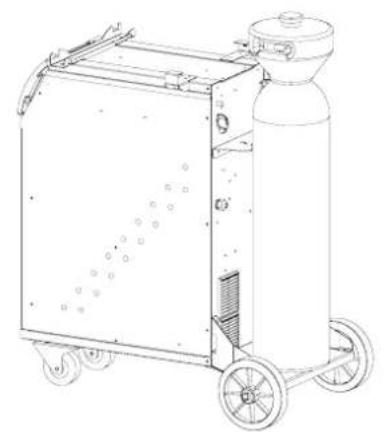
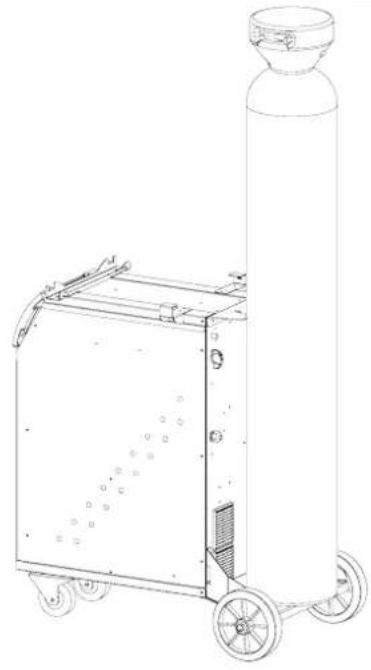
SUPPORT BOUTEILLE / BOTTLE SUPPORT / FLASCHENHALTER / PORTABOTELLAS / FLESSENHOUDER / PORTABOTTIGLIE
T1
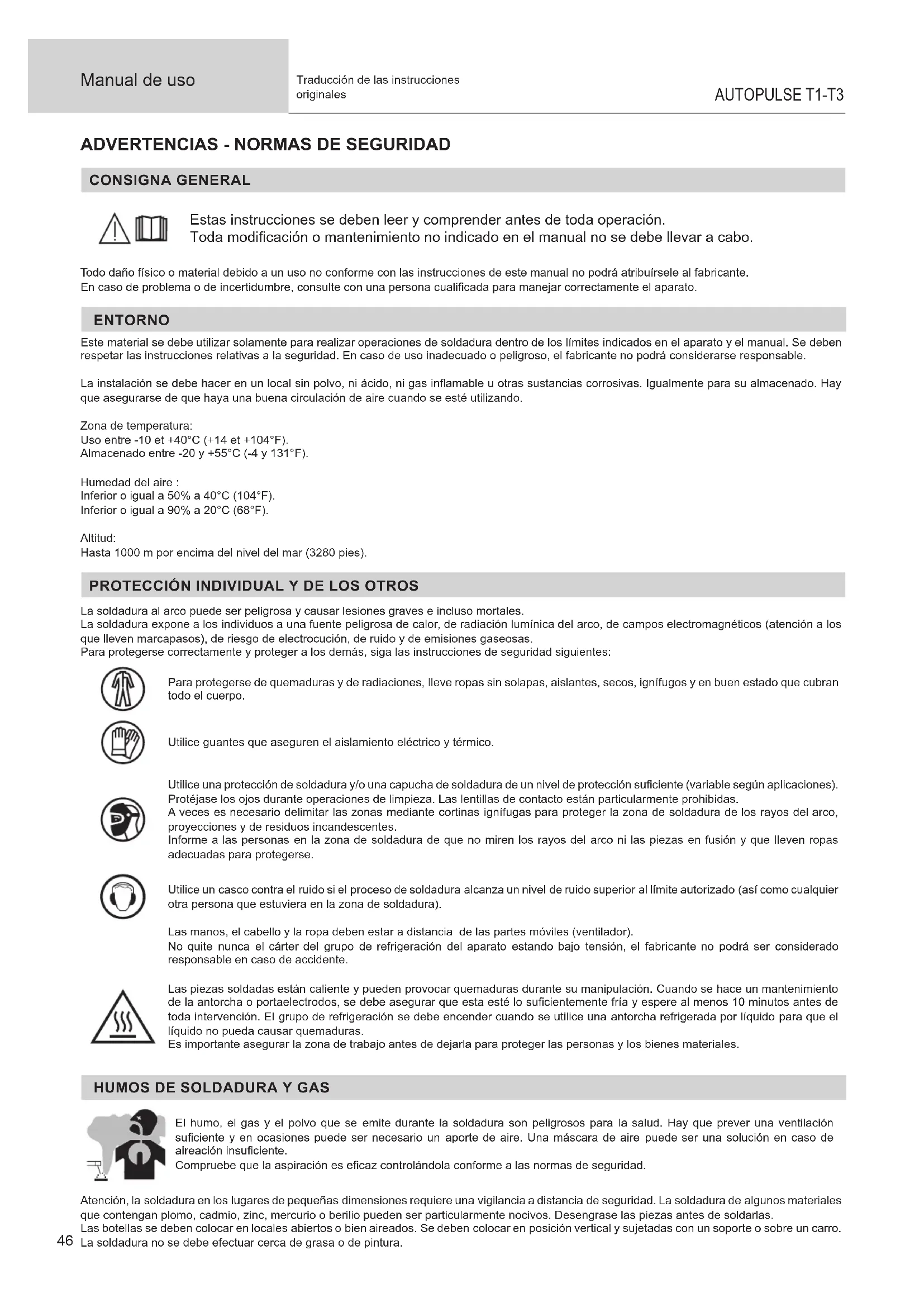
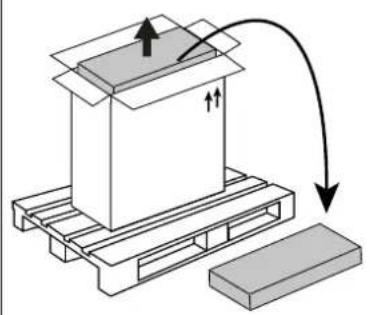
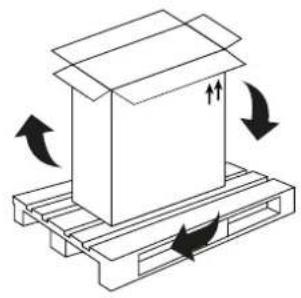
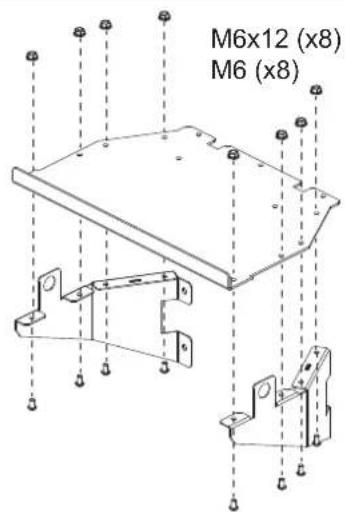
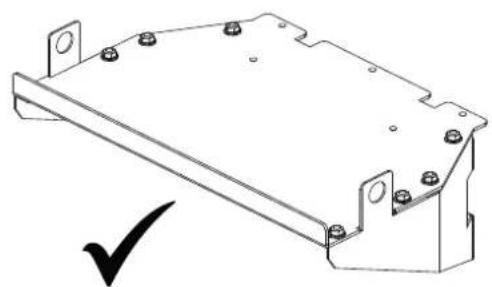
Utiliser les vis presentses sur la face arriere afin de fixer le support bouteille adapté.
EN Use the screws on the rear panel to fix the appropriate bottle holder.
De Verwenden Sie die Schrauben an der Rückwand, um den entsprechenden Flaschenhalter zu befestigen.
63 Utilitylos tornillos del panel trasero para fjjar el portobotellas apropiado.
UcnoJb3yIe BnHTbI Ha 3aHHe nHaHennn DnKpennncooTBeTCTByIOeO depKaTeN6 byTbIOK.
Gebruik de schroeven op het achterpaneel om de juiste flessenhouder te bevestigen.
Utilizzare le viti sul pannello posteriore per fissare il portabottiglie appropriato.
2,5 m³
4m310m3
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operacion.
Toda modificacion o mantenimiento no indicae en el manual no se debelearvaracabo.
Todo daño fisico o material bajo a un uso no conforme con las instrucciones de este manual no podra atribuirse al fabricante. En caso de problema o de incertidembre, consulte con una persona qualificada para manejar correctamente el aparato.
ENTORNO
Este material se deo uolamento para realize operaciones de soldadura dentro de los limites indicados en el aparato y el manual. Se deten respetar las instrucciones relativas a la segudad. En caso de uso inadeado o peligioso, el fabricante no podra considerarse responsable.
La instalacion se debe hacer en un local sin polvo, ni acido, ni gas inflamable u otheras sustancias corrosivas. Igualmente para su almacenado. Hay que asegurardequehayuna buena circulaciondeairecuando se estedutilizando.
Zona de temperatura:
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedaydelaire:
Inferior o igual a 50% a 40^ (104^)
Inferior o igual a 90% a 20^ (68^)
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCION INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y Causear lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiacion lumina del arco, de Campos electromagnéticos (atencion a los que lleven marcapasos), de riesgo de electrocuncion, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demas, siga las instrucciones de seguidad individues:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secs, ignifugos y en buen estado que cubran todo el cuero.

Utilice guantes que aseguren el aislamento electrico yTERMico.

Utiice a proteccion de soldadura y/o una capucha de soldadura de un nivel de proteccion suficiente (variable segun aplicaciones) Protejase los ojos durante operaciones de limpieza. Las lentillas de contacto estan particularmente prohibidas.
A vces es necessario delimitar las zonas medante cortinas ignifugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adequadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al limite autorizzato (asi como cualquier othera persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes moviles (ventilador).
No quite nunca el carter del grupo de refrigeracion del aparato estando bajo tension, el fabricante no podra ser considerado responsable en caso de accidente.

Las piezas soldadas estan caliente y pueen provocar quemaduras durante su manipulacion. Cuando se hace un mantenimiento de la antorch a portaelectrodos, se debe asegurar que esta este lo suficientamente friy espe al menos 10 minutes antes de toda intervencion. El groupe de refrigeracion se debe encender cuando se utilise una antorcha refrigerada por liquido para que el liquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de partirla para proteger las personnes y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humano, el gas y el polvo que se emite durante la soldadura son peligosos para la salute. Hay que prever una ventilación sufiente y en occasions pueda sernecessary un aporte de aire. Una mascara de aire peut ser una solución en caso de aireación insufiente.
Compruebe que la aspiracion es eficaz controandola conforme a las normas de seguridad.
Atencion, la soldadura en los lugares de微量元素 dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contenga plomo, cadmio, zinc, mercurio o berilio peuvent ser particulamente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posicion vertical y susjetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSION

Proteja Completely la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldaduraDebe haber un anti-incendios.
Atencion a las proyeconiones de materiales calientes o chispas incluo a trovés de las fisuras. Puede tener un incendio o una explosiOn.
Aleje las personas, objetos inflamables y contentedes a presion a una distancia de seguidad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de该如何ir material inflamable or explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energia de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de la botella pueda ser una fuente de sofocimiento en caso de concentracion en el espacio de soldadura (comprobar bien).
El transporte debe realizarse de forma segura: cilindros cerrados y la fuente de energia de soldadura apagada. Se deben colocar verticalmente y susjetadas con un soporte para limitar el riesgo de caida.
Cierre la botella entre dos usos. Atencion a las varianiones de temperatura y a las exposiones al sol.
La botella no debe entar en contacto conuna llama, un arco elctrico, una antorcha, una pinza de maso o qualquier oalcfo de calor o de incandescencia.
Mantengalas alejadas de los circuitos electricos y del circuito de soldadura y no efectue nunca una soldadura sobre una botella a presion.
Cuidado al abrir la valvula de una botella, hay que alejar la cabeza de la valvula y asegurar de que el gas正常使用 es el apropiado para el proceso de soldadura.
SEGURIDAD ELECTRICA

La red electrica realizada de tener imperativamente una connexion a tierra. Utilice el時間 de fusible recomendado sobre la tablet deindicaciones.
Una descarga electrica peut ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque never las partes bajo tension tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que estan connectadas al circuito de soldadura.
Antes de abir la fuente de corriente de soldadura, desconctela de la red y espere 2 Minutes para que todos los condensadores se descarguen.
No toque alismo tiempoo la antorcha o el portaelectrados y la pinza de casa.
Cambi es cables y antorch si estos estan daados, acudiendo a una persona cualificada. Dimensione la seccion de los cables de forma adecadua a la aplicacion. Utilizar sempre ropas secas y en Buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugaronde trabajo.
CLASIFICACION CEM DEL MATERIAL (VERSION DE 230 V)

Este aparato de Clase Ano está previstos para ser utilisé en un lugar residencialonde la corriente electrica está suministrada por la red electrica Pública de baja tensión. En these lugares peutearner dificultades a nivel de potencia para asegurar una compatibilidad electromagnética,debido a las interferencias propagadas por conducccion y por radiacion con Frequencia radioelctrica.
Este material es conforme a la norma CEI 61000-3-12.

Bajo condidion que la impedancia de la red publica de alimentacion bajo tension al punto de acoplamento sea inferior a Zmax = 0.349 Ohms, este material esta conforme a la CEI 61000-3-11 y peut ser connectado a las redes publicas de alimentacion bajo tension. Es de la responsabilidad del instalador o del usuario del material de asegurar, consultando el operador de la red de distribuccion si fuese necessario, que la impedancia de la red está conforme con las restriciones de impedancia.
EMISIONES ELECTROMAGNETICAS

La corrente eletrica que pasa a trovés de qualquier conductor produce Campos electricos y magnéticos localizados (EMF). La corrente de soldadura produce un camino electromagnétique alrededor del circuito de soldadura y del material de soldadura.
Los Campos electromagnéticos EMF peuvent alterar algunos implants Médicos, como los estimuladores cardíacos. Se deben tener medías de protección para personas con implantes Médicos. Por exemple, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Tos los soldadores deben utilize los siguientes procedimientos para minimar la exposacion a los Campos electromagnéticos del circuito de soldadura:
- colocar los cables de soldadura jintos - asegurarlos con un grapo, si es possible;
- Coloque su cabeza y torso lo más lejos posible del circuito de soldadura.
No enrolle cables de soldadura alrededor de su cuerpo.
no coloque su cuerpo entre los cables de soldadura. Sujete los dos cables de soldadura en el mismo lado del cuerpo;
- Conecte el cable de returno a la pieza lo más cerca possible de la zona a soldar;
- no trabalho muito a la fuente, no se siente o se apoye en la fuente de corriente de soldadura.
- No suele de quando transporte la fuente de energia de soldadura o el cable de soldadura.

Las personas con marcapasos deben consultar un medico antes de utiliser este aparato.
La exposión a los Campos electromagnéticos durante la soldadura pueda tener otros efectos sobre la salute que se desconcenha ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALLACION DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario deble resolver la situacion siguiendo las recomendaciones del manual de usuario o consultando el serviceo teneo del fabricante. En algunos cases, esta accion correstiva possible ser tan simple como una conexion a tierra del circuito de soldadura. En otheros cases, puede ser necessario construiruna pantalla electromagnetica alrededor de la fuente de corriente de soldadura y de la pieza entera con filros de entrada. En qualier caso, las perturbaciones electromagnéticas deben reduirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evalar los problemas electromagnéticos potencias que podra haber en la zona donde se va a instalar. Se debe considerar lo siguientes:
a) la presencia por encima, por Debate y jusqu al equipo de soldadura por arco de otherc cables de alimentacion, control, senal y Telefono;
b) receptores y transmisores de radio y television;
c)ordenadores yotirosequipos de control;
d) equiposcriticos para la seguidad, por exemple, la proteccion de equipos industriales;
e) la salute de los vecinos, por exemple, el uso de marcapasos o audifonos;
f) el equipo正常使用 para la calibracion o la medicacion;
g) la inmunidad deOthers equipos en el entorno.
El usuario deben asegurar de que los aparatos del local Sean compatibles entre los. Esto peutre require medidas de proteccion adiconiales;
h) la hora del día en que se van a realizar las soldaduras u除外as activités.
La dimen de la zona conjunta a torn en cun ta depne de la estructura del edicio y de las other activities que se lven a cab en el lugar. La zona se puee extender mas alla de los limites de las instalaciones.
Evaluación de las instalaciones de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco pueda servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medias hechas en el lugar como especified en el Articulo 10 de la CISPR 11. Las medias hechas en el lugar peuvent permitir al mesmo tiempo confirmar la eficacidia de las medias de mitigacion.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCTION DE EMISIONES ELECTROMAGNETICAS
a. Alimentacion publica: El equipo de soldadura por arco debe connectarse a la red eletrica publica de acuerdo con las recomendaciones del fabricante. Si se produjeran interferencias, podria ser necessario tomar medidas de prevencion suplementarias como el filtrado de la red publica de alimentacion elctrica. Se recomienda apantallar el cable de red eletrica en un conductor metalico o equivalente para material de soldadura instalado de forma fija. Conviene asegurar la continuidad elcrtica del apantallado sobre toda la longuid. Se recomienda conectar el cable apantallado al generador de soldadura para asegurar un Buen contacto eltro entre el conducto y la fuente de soldadura.
b. Mertenimio de equos de soldadura por arco: El equipo de soldadura por arco debe someterse a un mantenimiento rutinario segun las recomendaciones del fabricante. Los acces, aperturas y carcasas metalicas esten correctamente cerradas cuando se utilise el material de soldadura al arco. El material de soldadura al arco no se debe modifier de ningun modo, salvo modificaciones y ajustes mentionados en el manual de instruccion del fabricante. Se recomienda, en particular, que los dispositivos decebado y de estabilacion de arco se ajusten y se les haga un mantenimiento siguiendo las recomendaciones del fabricante.
c. Cables de soldadura: Conviene que los cables Sean lo mas cortos possible, colocados circa y a proximidad del sueño sobre este.
d. Conexión equipotencial: Hay que tener en cuenta la unión de todos los objetivos metálicos de los alrededores. En cualquier caso, los objetivos metálicosRUN a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eletricas si toca these elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Puesta a tierra de la pieza: Cuando la pieza no está conectada a tierra por seguidad elctrica o por su tamen y ubicacion, como en el casco de un barco o el acero estructural de un edificio, una conexion que conecte a tierra la pieza peut, en algunos cases y noiami, reducir las emisiones. Conviene evaporar la connexion a tierra de piezas que podrian incrementar el riesgo de heridas para los yyuanos o dañar othermateriales elctricos. Si necessitiesario, conviene que la connexion a tierra de la pieza a soldar se haga directamente, pero en algunos paises no se autoriza este connexion directa, por lo que conviene que la connexion se haga con un condensador apropiado selecionado en funcie de la normativa nacional.
f. Proteccion y blindaje: La proteccion selectiva y el apantallamento deculos cables y equipments en el areca circundante可以更好 limitar los problemas de interferencia. La proteccion de toda la zona de soldadura pueda ser necessities para aplicaciones especialas.
TRANSPORTE Y TRANSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

No utilise los cables o la antorcha para desplazar el aparato. Se deben desplazar en posicion vertical.
No transporte el generador de corriente por encima de除外 personas u objetos.
No eleve una botella de gas y el generator al mesmo tiempo. Sus normas de transporte son-distintas.
Es preferible qutar la bobina antes de elevar o transporte el generator.
INSTALACION DEL MATERIAL
La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinacion maxima sea 10^
- Colque laquina en una zona lo suficientmente amplia para airearla y acceder a los comandos.
- No utilise en un entorno con polvos metálicos conductores.
- Laquina de ser protegida de la lluvia y no se debe exponer a los rayos del sol.
- El material tiene un grado de proteccion IP21, locular significa:
- una proteccion contra el acceso a las partes peligrosas con objelos solidos con un diametro superior a 12.5mm
- una proteccion contra gotas de agua verticals.
Las corrientes vagabundas de soldadura peuvent destruir los conductores de tierra, darar el equipo y los dispositivos electricos y provocar el calentamento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben conectarse con firmeza, compruebe con regularidad.
- Asegúrese de que la fijación de la pieza es solida y sin problemas electricos.
- Fije o deje en suspENSION todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado para que estén aislados.
- No colocque ○ros equipos como taladros, aparatos de aflado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que esten aislados.
- Coloque sempre las antorchas de soldadura o los portaelectrados sobre una superficie aislada cuando no esten siendo realizados.
Los cables de alimentacion, de prolongacion y de soldadura deben estar Completely desenrollados para evaporarrialquier sobrecalentamento.
El fabricante no asume贯穿a responsabilitad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
-
El mantenimientosoledeberelizarse por personalculificado.Se aconseja efectuar unostenimientoanual.
Corte el suministro eletrico, bajo desconecte el enchufe y espere 2 instantos antes de trabajo sobre el aparato. En su interior, la tension y la intensidad son elevadas y peligrosas. -
De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la occasion para pedir a un personalriallicado que compruebe que las conexiones electricas esten bien en situ con una herrimientaaislada.
- Compruebe regulamente el estado del cable de alimentacion. Si el cable de alimentacion está daado, debe ser sustituido por el fabricante, su serviceo post-venta o una persona con qualificacion similar, para evitarequalquier peligro.
- Deje los orificios del equipo libres para la entrada y la calidad de aire.
- No utilise este generador de corriente para deshilar cañerías, recargar baterías/acumuladores o arrancar motores.
INSTALLACION - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilido por el fabricante pueda efectuar la instalacion. Durante la instalacion, asegurese que el generador está desconnectado de la red eletrica. Las conexiones en series o en paralelo del generador estan prohibidas. Se recomienda utilizear los cables de soldadura suministrados con la maquina para Obtener los ajustes adaptados y optimos para el producto.
DESCRIPCION
El AUTOPULSE es un punto de soldadura semiautomático «sinergico» ventilado «sinergico» para soldadura (MIG o MAG). Se recomienda para la soldadura de aceros, aceros inoxidables, aluminio y soldadura fuerte. Su ajuste es sencillo y rápido gratías a su modo «sinergico» integrado.
DESCRIPCION DEL MATERIAL (I)
1-Cable de alimentacion electrica 10-Conector USB
2- Conmutador ON/OFF
3-Conector de gas T1 12-Conector Push Pull (PP)
4-Conector de gas T2 13-Conector Spool Gun (SP)
5- Conector de gas T3 14- Conector de polaridad negativa
6- Portobotellas 15-Conector Euro T1
7-Soporte bobina 1,2 et 3 16-Conector Euro T2
8-Motodevanada 17-Conector Euro T3
9-Inversor puga gas y avance de hilo
11- IHM (Interfaz Hombre-Maquina)
INTERFAZ HOMBRE-MAQUINA (IHM)

Lea las instruetiones de uso de la interfaz (IHM) que forman parte de la documentoacion completa del equipo.
RED ELECTRICA - PUESTA EN MARCHA
- El modelo de 400 V se suministra con un enchufe de 16 A, tipo EN 60309-1, y solo debe utilizes en una instalacion elctrica trifasica de 400 V (50-60 Hz) de quatre hilos con un conductor neutro connectado a tierra.
- El Modelo de 208/240 V se suministra sin enchufe y solo debe utilizes en una instalacion elctrica trifasica de 200-240 V (50-60 Hz) de quatre hilos con un neutro connectado a tierra.
La corrente absorbida efectiva (11eff) está indicada en el equipo, para conditiones maximas de functiOnamento. Compruebe que la fuente de alimentacion y su proteccion (fuse ble y/o disyuntor) son compatibles con la corrente requerida en el uso. En algunos paises,可以更好 ser necessario cabiar el enchufe para poder utiliser en condidiones maximas.
- El Modelo de 400V está Diseñado para configurar con una tensión electrica de 400V +/- 15%. Entrará en protección si la tensión de alimentación es inferior a 330Vrms o superior a 490Vrms. (aparecerá un número de fallo en la pantalla del teclado).
- El modelo 208/240V está Diseño paraFuncar a 220V-15%+20%.Entrara en protección si la tensión de alimentación es inferior a 185Vrms o superior a 270Vrms.(aparecerá un)cógo de fallo en la pantalla del teclado).
- Se enciende girando el interruptor de encendido/apagado (2 - FIG 1) a la posicón I, y se apaga girandolo a la posicón O. [Atencion! No desconecte nunca la alimentacion eletrica cuando laquina este bajo carga.
CONEXION SOBRE GRUPO ELECTROGENO
EI AUTOPULSE pueda funcional con generadores siempre que la energia auxiliar cumpla los siguientes requisitos:
- Para el Modelo de 400 V: La tensión debe ser alterna, su valor RMS debe ser de 400V + / - 15% y su tensión de pico debe ser inferior a 700V,
- Para el Modelo de 208/240 V: La tensión debe ser alterna, su valor RMS debe ser de 220V - 15% +20% y su tensión de pico debe ser inferior a 375V.
- La Frequencia debe estar entre 50 y 60 Hz.
Es imprescindble comprobar estas condidones, ya que muchos generadores producen picos de alla tension que pueda darar las subestaciones.
USO DE PROLONGADOR ELECTRICO
Tos prolongados deten tener un tamen de secon a la tension del aparo. Ullice un prolongador que se ajuste a las normatas naciones.
| Tensión de entrada | Sección de la prolongación (Longitud <45m) |
| 400 V | 2.5 mm² |
INSTALACION DE LA BOBINA
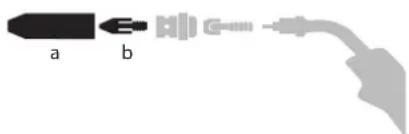
- Retire la boquilla (a) y el tubo de contacto (b) de su antorcha MIG/MAG.
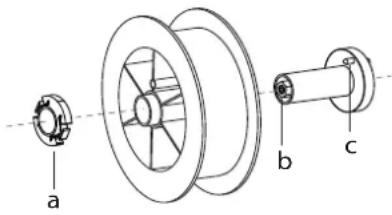
- Abra la escotilla del generator.
- Coloque la bobina en su soporte.
- Observe la clavija de actionamento (c) en el soporte de la bobina. Para montar una bobina de 200mm , apriete al máximo el soporte de plástico de la bobina (a).
- Ajuste la ruea de freno (b) para evitar que la inercia de la bobina enrede el hilo cuando la soldadura se detenga. Evite aplrear demasiado, puis podria provocar un sobrecalmente del motor.
CARGAR EL HILO DE RELLENO
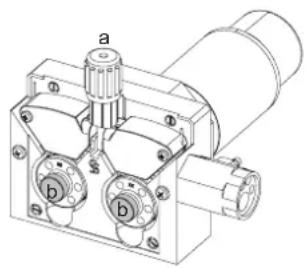
Para embariar los rodillos, proceda como sigue:
- Afloje los pomos (a) al máximo y bajelos.
- Desbloquee los rodillos aflojando los tornillos de sujeccion (b).
- Introduzca los rodillos del motor adecuados para su aplicacion y apriete los tornillos de sujeccion.
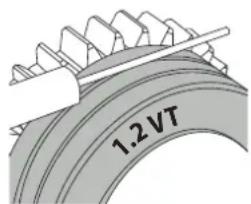
Los rodillos suministrados son de doble ranura :
- alu 0.1/0.2 (T1 + T3)
- acero 0.8/1.0 (T3)
- Compruebe lamarca en el rodillo para asegurarde que los rodillos son adecuados para el diametro del hilo y el material del hilo (para un hilo de 1,2,utilice la ranura de 1,2).
- Utilice rodillos con ranura en V para hilos de acero y otros hilosuros.
- Use rodillos con ranura en U para hilos de aluminio y除外 aleaciones blandas.

: inscripción visible en el rodillo (ejemplo:) 1.2 VT)
ranura a utilizes
Para instalar el cable de relleno, proceda como sigue:
- Afloje los pomos (a) al máximo y bajelos.
- Inserte el hilo, bajo cierre la motodevanadora y apriete las ruedecillas según las indicaciones.
- Accione el motor en el gatillo de la antorcha o en el boton de alimentacion manual del alambre (I-6).

Notas:
- Unafundademasiadestrecha puee provocar problemas de devanado y un sobrecalentamento del motor.
- El conector de la antorchaDebe estar igualmente bien apretado para evitar su calentamento.
- Compruebe que ni el hilo ni la bobina toquen la mecnica del aparato, de lo contrario habria peligro de cortocircuito.
RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MOVILES

Las devanaderas contienen componentes moviles que peuvent atrapar las manos, el cabello, la ropa o las herramentas y provocar heridas.
- No coloque su mano sobre componentes giratorios o móvil, o piezas de arrastre.
- Asegürese de que la carcaça del aparato o cubiertas de protección estén cerradas durante el funcionaimiento.
- No lleve guantes cuando coloque el hilo de soldadura y cuando cambie la bobina de hilo.
SOLDADURA SEMI-AUTOMATICA CON ACERO / ACERO INOXIDABLE (MODO MAG)
Lautilacion en mode acero requiere un gas especifico para la soldadura (Ar+CO2). La proportiOn de CO2 puee variar segun el tipo de gas utilized. Para el acero inoxidable, utilise una mezcla de 2 % de CO^2 . Al soldar con CO2 puro, es necessario conectar un dispositivo de precalmentamento de gas a la botella de gas. Para requerimientos especificos de gas, por favor contacte a su distribuidor de gas. El caudal de gas de acero se situa entre 8 y 15 litres / minuto segun el ambiente. Las sinergias en el mode de pulso estan optimizadas para un flujo de gas de entre 12 y 15 litres / minuto. Para medir el flujo de gas en la calidad de la antorcha,可以使izar el caudalmetro optional (ref. 053939).
SOLDADURA SEMI-AUTOMATICA CON ALUMINIO (MODO MIG)
El uso en aluminio requires a gas especifico de argon puro (Ar). Para la elección del gas, pidaSEOa un distribuidor. El caudal de gas para el acero está entre 15 y 20 L/min segun el entorno y la experiencia del soldador. Las sinergias en el mode de pulso estan optimizadas para un flujo de gas de entre 12 y 15 litres / minuto.
Estas son las diferencias entre la Utilizacion en acero y en aluminio:
- Rodillos: utilise rodillos espécíficos para la soldadura de aluminio.
- Colque una presión minima en los rodlillos de la motodevanadora para no aplastar el hilo.
- Utilice el tubo capilar (destinado al guiado de hilo entre los rodillos de la motodevanadora y el conector EURO)sole para la soldadura de acero y acero inoxidable.
- Utilice una antorcha especial aluminio. La antorcha de aluminio posee una funda de teflon que reduce las fricaciones. iNUNCA corte la funda a ras del empalme!Esta funda sirve para guiar el hilo desde los rodillos.
- Tubo contacto: utilise un tubo de contacto ESPECIAL aluminio adaptado al diametro de hilo.

Cuando se utilizes la cubierta roja o azul (soldadura de aluminio), se recomienda usar el accesorio 90950.(II-C).
Esta guía de funda de acero inoxidable mejor el centrode la funda y fácila el caudal de hilo.

Video
SOLDADURA SEMIAUTOMÁTICA CON CUSI Y CUAL (MODO BRASEADO)
Del mismo mode que en acero, el tubo capilar se debe colocar y se debe aplicar una antorcha con funda acero. En el caso del braseado, hay que aplicar argon puro (Ar). Taman se puele aplicar una vaina de carbono sin tubo capilar como en el caso del aluminio.
CONEXION GAS
- Monte un manorreductor adaptado sobre la botella de gas. Conctelo al equipo con el conductor incluedo. Ponga las 2 abrazaderas de fijacion para evaporar fugas.
- Asegürese de que la botella de gas esté bien mantenida, Respectando la fijación de la性强a al generador.
- Ajuste el caudal de gas ajustando la ruedecilla de ajuste situada en el manorreductor.
NB: para facilitar el ajuste del caudal de gas, acontece los rodllos apoyando sobre el gatillo de la antorcha (afloje la ruedecilla de la motodevanadera para que no arrestre hilo). Presión maxima de gas. 0.5 Mpa (5 bars).
Este procedimiento no se aplica a la soldadura en modo «No Gas».
COMBINACIONES ACONSEJADAS
| (mm) | Corriente (A) Ø Alamre (mm) Boquilla (mm) Caudal (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 | 300-500 1.2/1.6 | 16 18-25 | ||
| MAG | 0.6-1.5 | 15-80 | 0.6 | 12 |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 | 300-500 1.2/1.6 | 16 15-18 | ||
MODO DE SOLDADURA MIG / MAG (GMAW/FCAW)
| Procesos de soldadura | ||||||
| Parámetros | Ajustes | MANUAL | STD DYNAMIC | PULSADO | COLD PLUSE | |
| Par material/gas | - Fe Ar 25% CO2- ... | - | ✓ | ✓ | ✓ | Selección del material a soldar Parámetros de soldadura sinérgicos |
| Diámetro de hilol | Ø 0.6 > Ø 1.2 mm | - | ✓ | ✓ | ✓ | Selección del diámetro del hilo |
| ModulArc | OFF - ON | - | - | ✓ | ✓ | Activa o desactiva la modulación de la corriente de soldadura (Doble Pulsado) |
| Comportamento gatillo | 2T, 4T | ✓ | ✓ | ✓ | ✓ | Elección del modo de gestion de la soldadura por gatillo. |
| Modo Punteado | SPOT TIEMPO DE REACCION | ✓ | ✓ | -- Elección | del modo de punteado |
| 1er Ajuste | Grosor Corriente Velocidad | - | ✓ | ✓ | ✓ |
| Energía | Hold Coef. Térmico | ✓ | ✓ | ✓ | ✓ |
El acces a some parametros de soldadura depende del mode de visualizacion selec tion: Parimetros/Mo de visualizacion: Easy / Experto / Avanzado Consulte el manual de la IHM
PROCESOS DE SOLDADURA
Para Obtener más información sobre las sinergias y los procesos de soldadura de GYS, escanee el número QR:

MODO PUNTEADO
- SPOT
El modo de soldadura permite el pre-ensamblado de piezas antes de la soldadura. El punteado peut ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El tiempo de punteado permite una mejor reproducibiliidad y la realizacion de punto no oxidados (aceble en el menu Avanzado).
TIEMPO DE REACCION
Est es un mode de punteado similar al SPOT, pero con una combinacion de timep de punteado y parada definida minteras el gillo est apretado.
DEFINICION DE LOS AJUSTES
| Unidad | ||
| Velocidad de hilo | m / min | Cantidad de metal de aportacion depositado e indirectamente la intensidad de soldadura y la penetracion. |
| Tensión V Influencia en el ancho | el cordón. | |
| Self - Alisa más o menos | la corriente de soldadura. AJKLM segun la posicón de soldadura. | |
| Pre-gas | s | Tiempo de purga de la antorchay y de creación de la protección gaseosa antes del cebado. |
| Post-gas s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. | |
| Grosor mm | La sinergia permita una configuración totalmente automatica. Laacular sobre el espesorajusta automatically de la tensión del hilo y la velocidad adecuadas. | |
| Corriente A | La corriente de soldadura se ajusta en función del tipo de hilo utilisé y del material a soldar. para soldar... | |
| Longitud de arco | - | Permitte ajustar la distancia entre el extremo del hilo y el baño de fusión (ajuste de tensión). |
| Velocidad de acerca- miento | % | Velocidad progresiva del hilo. Antes del cebado, el hilo llega suavamente para create el primer contacto sin causar una SACUDIDA. |
| Hot Start % & s | El Hot Start es una sobrecorriente durante el cebado que impide que el hilo se pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Crater filler % | Esta secuencia de corriente es una fase tras la rampa de descenso de corriente. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Soft Start s | Aumento progresivo de la corriente Para evitar cebados violentos o SACUDidas, la corriente se controla entre el primer contacto y la soldadura. | |
| Uplsole s Rampa de subida de corriente gradual. | ||
| Corriente fria % Segunda corriente de soldadura «fría» | ||
| Frecuencia de Pulsado Hz Frecuencia de pulsación | ||
| Ciclo de servicios | % | En modo pulsado, ajusta el tiempo de corriente caliente en relacion con el tiempo de corriente fria. |
| Desvanecimiento s Rampa de descenso de corriente. | ||
| Punto s Duración definida. | ||
| Duración entre 2+puntos | s | Tiempo entre el final de un punto (excluso el Post-gas) y la recuperación de un nuevo punto (incluido el pregas). |
| Burnback s | Función para prevenir el riesgo de que el hilo se ataque al final del cordón. Este tiempo corresponde a una subida del hilo fuera del baño de fusión. | |
El acces o some parametros de soldadura depende del proceso de soldadura (Manual, Estandar, etc.) y del mode de visualizacion seleccionado (Facil, Experto or Avanzado). Consulte el manual de la IHM
CICLOS DE SOLDADURA MIG/MAG
Proceso 2T estandar:
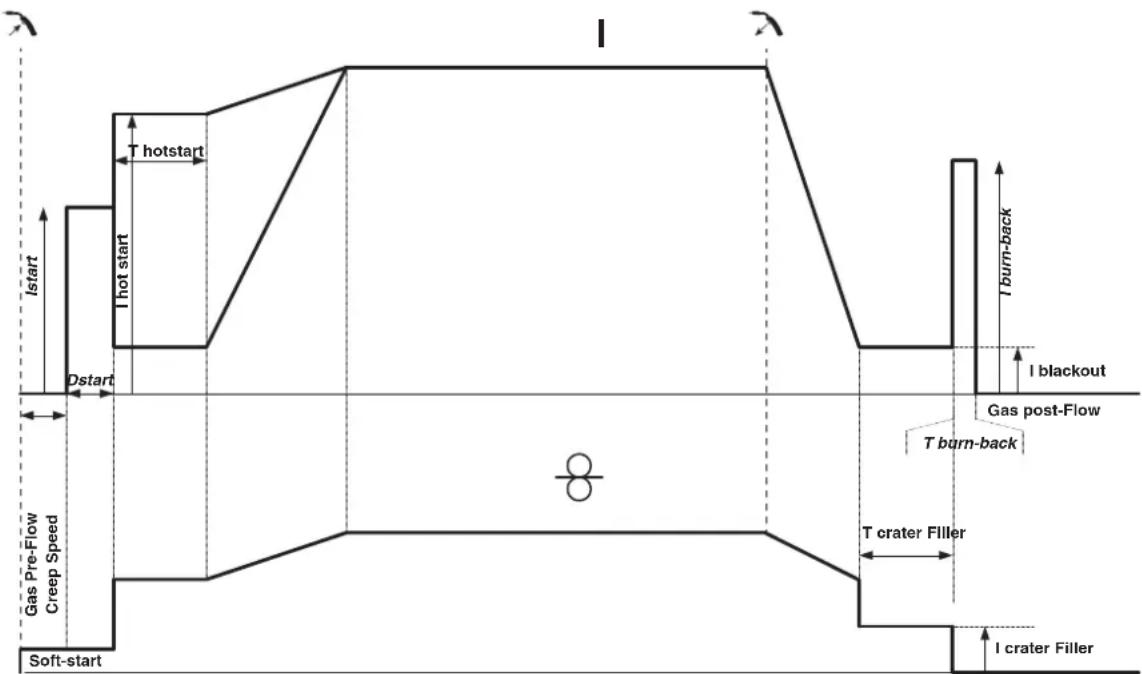
Al presionar el gatillo el pregas inicia. Cuando el hilo toca la pieza un pulso inicia el arco y el ciclo de soldadura arranca. Al soltar el gatillo el devanado se detiene y un pulso de corrente permite cortar el hilo de forma limpia, el postgas sigue. Minteras no se termine el postgas, pulsar el gatillo permite reinicir rapidamente el proceso de soldadura. Se peut añadir al ciclo un relleno HotStart y/o Crater.
Proceso 4T Estandar:
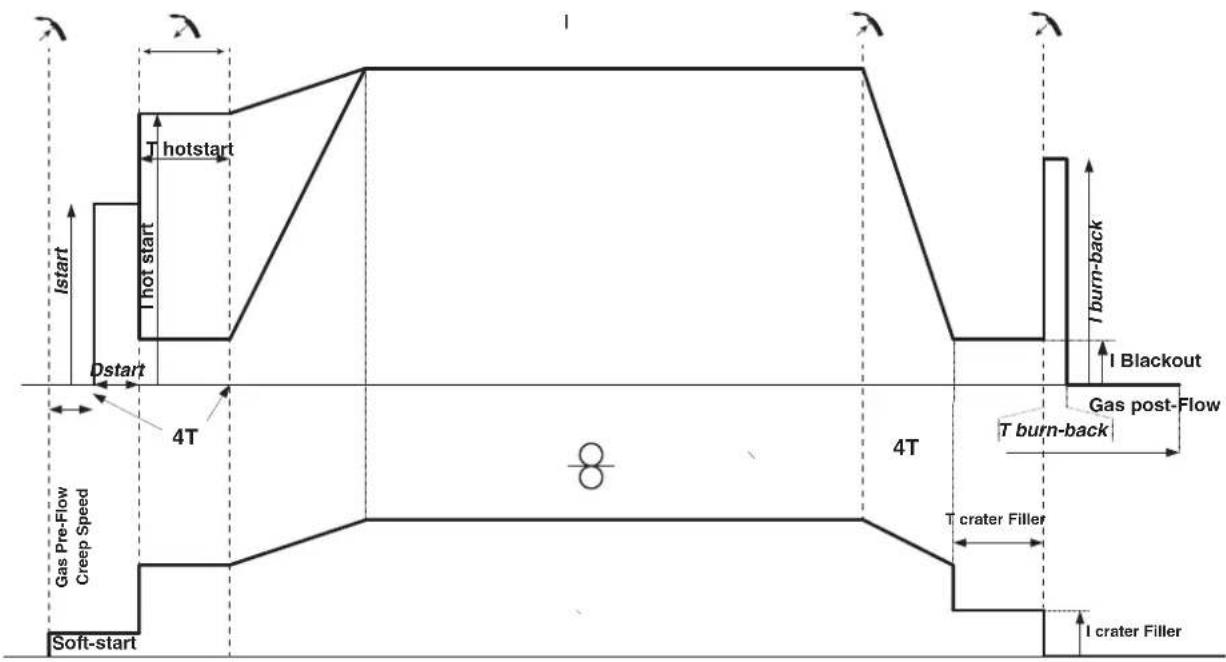
En la norma 4T, la duracion del Pre-gas y del Post-gas se gestiona por tiempos. El relleno de HotStart y Crater por el gatillo.
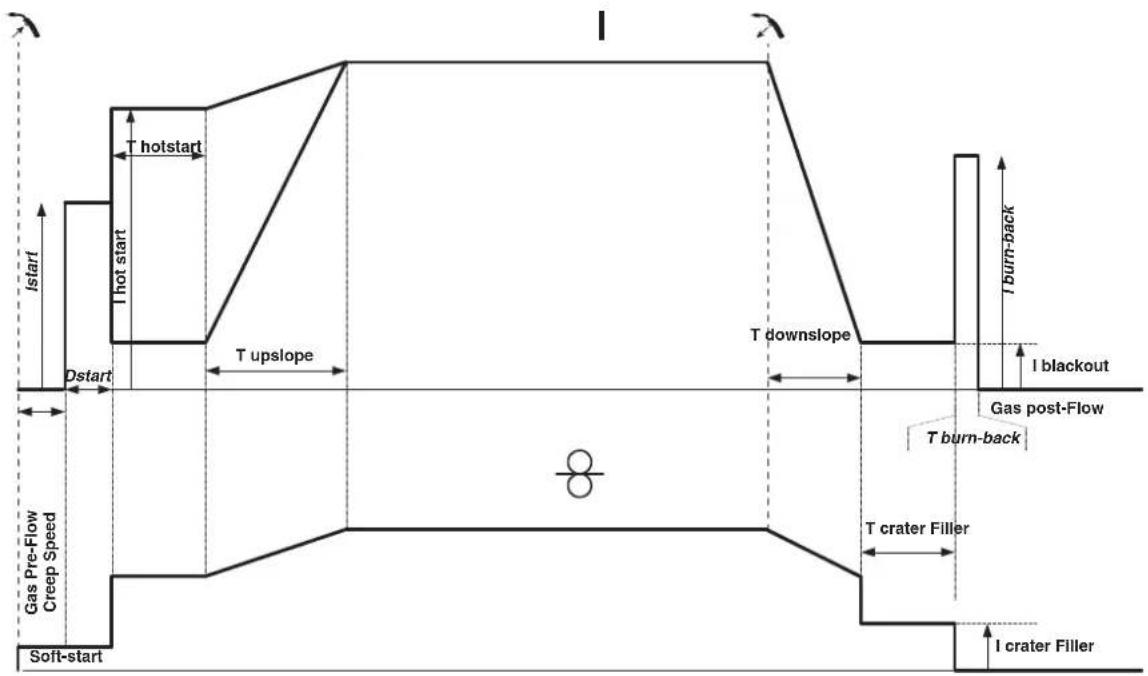
Proceso 2T Pulsado:
Proceso 4T Pulsado:
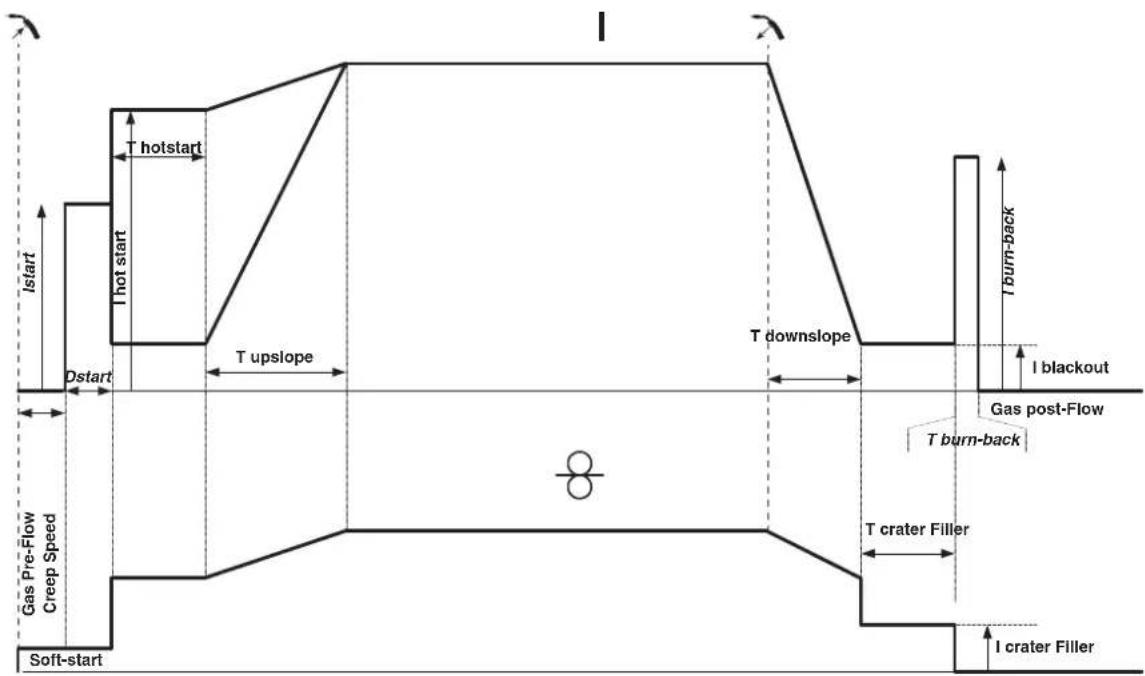
Al presionar el gatillo el pregas inicia. Cuando el cable toca la pieza, un pulso inicia el arco. Luego, laquina comienza por el Hot-start, el Upslope, y fuego el ciclo de soldadura inicia. Al soltar el gatillo, el Downslope comienza hasta临港er filler. Despues el pico de parada corta el hilo seguido por el Post-gas. Como en «Estandar», es possible reinciar rapidamente la soldadura durante el Post-gas sin pagar por la fase de Hotstart.
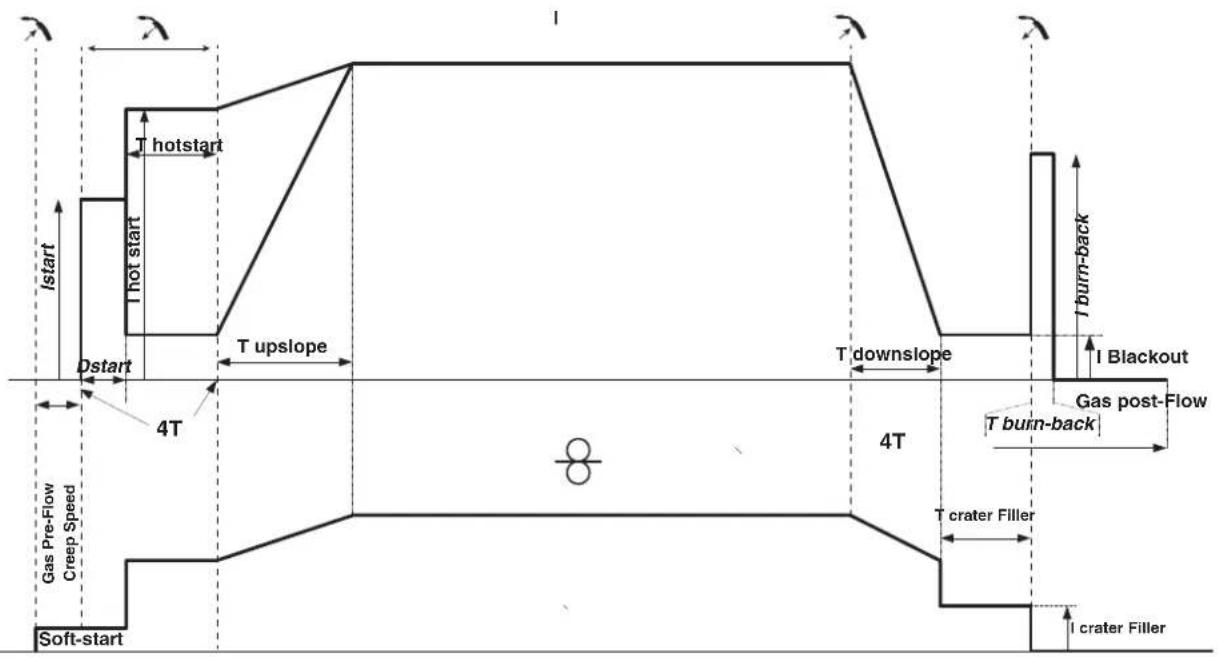
En la forma 4T, la duracion del Pre-gas y del Post-gas se gestiona por tiempos. El relleno de HotStart y Crater por el gatillo.
ENERGIA
Mode desrrolado para la soldadura con control de energia enmarcado por un DMOS. Este mode permite, ademas de la visualizacion de la energia del cordon de soldadura despues de la soldadura, ajustar el coeficiente temico segun la norma aplicada: 1 para las normas ASME y 0,6 (TIG) o 0,8 (MMA/MIG-MAG) para las normas europeas. La energia indica se calcula teniendo en cuestion this coefficiente.
ANTORCHA PUSH PULL (OPCIONAL)
| Referencia Diámetro de hilol Longitudo Tío de refrigeración | |||
| 044111 0.6 > | 1.0 mm 4 m aire | ||
| 046283 0.6 > | 1.2 mm 4 m aire | ||
Se pue conectar un antorcha Push-Pull al bloque de alimentacion a trav es del conector (I-12). Este tipo de antorcha permite el uso de hilo de AISi incluo en 0,8 mm con una longitud de antorcha de 8 m. esta antorcha peut utilizese en todas las modalidades de soldadura MIG-MAG. Le detecion de la antorcha Push-Pull se hace mediateuna simple presion del gatillo. En caso de uso de una antorcha Push-Pull con potenciometro, el ajuste de la interfaz permite fjir el valor maximo de la zona de ajuste. El potenciometro permite variar entre 50% y 100% de este valor.
ANTORCHA SPOOL GUN (OPCIONAL)
| Referencia Diámetro de hilol Longitudo Tio de refrigeración | |||
| 041486 0.6 > | 1.0 mm 4 m aire | ||
Se peut conectar una antorcha Spool Gun al bloque de alimentacion a trovés del conector (I-13). Sólo puisse'utilizarse en modo sinergico, estandar y manual.
- En el modo manual, solo el botón de ajuste de la velocidad del hilo es remoto en la antorcha (no es posible el ajuste en la interfaz de laquina).
- En modo sinergico, el mando de ajuste permite actuar entre el 50% y el 100% del valor fjado en la HMI.
La antorchas Push-Pull se detecta simplement presionando el gatillo.
Para mas detalles, lea las instrucciones suministradas con la interna.
ANOMALIAS, CAUSAS Y SOLUCIONES
| Anomalías Causas posibles Solutaciones | ||
| La velocidad del hilo de soldadura no es constante. | El orificio está obstruido por salpicaduras. | Limpie el tubo de contacto o c的身体 y vuelva a poner producto anti-adherente. |
| El hilo patina en los rodillos. Vuelva a poner producto anti-adherente. | ||
| Uno de los rodillos patina. Compruebe el ajuste del tornillo del rodillo. | ||
| El cable de la antorcha está retorcido. | El cable de la antorcha debe estar lo más recto possible. | |
| Le motor de devanado no funciona. | El freno de la bobina o el rodillo está demasiado apretados. | Afloje el freno y los rodillos |
| Mal devanado del hilo. | Fundapara-hilos mucia o dañada. Límpiela orreemplácela. | |
| La cúa del eje de los rodillos no está presente | Coloque la cúa en su lugar. | |
| Freno de la bobina demasiado apretado. Afloje el freno. | ||
| No hay corriente de soldadura o la corriente es incorrecta. | Mala conexión de la toma de corriente. | Compruebe la conexión de la toma y verifique que esta es trifásica. |
| Mala conexión de masa. | Compruebe el cable de masa (conexión y estado de la pinza). | |
| No hay potencia. Compruebe el gatillo de la antorcha. | ||
| El hilo se tapona tras los rodillos. | La funda眼看 está aplastada. | Compruebe la funda y el cuerpo de la antorcha. |
| Bloqueo del hilo en la antorcha. Límpiela orreplácela. | ||
| No hay tubo capilar. Compruebe el tubo capilar. | ||
| Velocidad demasiado alta. Reduzca la velocidad del hilo. | ||
| El cordón de soldadura es poroso. | El caudal de gas es insufiente. | Zona de ajuste de 15 a 20 L / min. Limpie el metal de base. |
| Botella de gas vacía. Reemplácela. | ||
| Calidad del gas insufiente. Reemplácelo. | ||
| Corrente de aire o influencia del viento. | Evite corrientes de aire, proteja la zona de soldadura. | |
| Boquilla de gas demasiado ensuciada. Limpie la boquilla de gas o reemplácela. | ||
| Mala calidad de hilo. | Utilice un hilo adaptado a la soldadura MIG-MAG. | |
| Mal estado de la superficie que se va a soldar (óxido, etc...) | Limpie la pieza antes de soldar. | |
| El gas no está conectado | Compruebe que el gas está conectado a la entrada del generator. | |
| Partículas de chisporroteo importantes | Tensión del arco demasiado bajo o demasiado alta. | Ver parámetros de soldadura. |
| La masa no está bien colocada. | Compruebe y posición la pinza de masa lo más cerca possible de la zona donde se va a soldar. | |
| Gas de protección insufiente. Ajuste el caudal de gas | ||
| No sale gas de la antorcha. Mala conexión del gas. | Compruebe la conexión de las entradas de gas. | |
| Compruebe que la electróválvula funciona. | ||
| Error en la descarga. | Los datos del lápiz de memoria USB son incorrectos o están dañados. | Compruebe sus datos. |
| Problema de guardado | Ha superado el número máximo de guar-dados. | Debe suprimir algunos programas de solda-dura. El numero de configuraciones guardadas está limitado a 500. |
| Supresión automatística de los JOBS. | Algunos de sus JOBS se han suprimido, ya que no eran正当os con las新品as sinergías. | - |
| Error de detectación de la antorcha Push Pull - | Compruebe la conexión de la antorcha Push Pull | |
| Problema de tarjeta USB | No se ha detectado ningún JOB en la llave USB | - |
| No queda espacio en la memoria del producto Libere espacio en la tarjeta USB. | ||
| Problema de archivo | El archivo «...» no corresponde a sinergías descargadas en el producto | El fichero se ha催生 con sinergías que no está presentes en laquina. |
CONDICIONES DE GARANTIA
La garantia cubre todo fallo o vicio de fabricacion durante dos años, a partir a partir de la fecha de compra (piezas y mano de obr).
La garantía no cubre :
- Cualquier除外do debido al transporte.
- El desgaste normal de las piezas (Ej.: cables, pinzas, etc.).
- Los incidentes debidos a un mal uso (error de red electrica, caía, desmontaje).
ПЕДОCTEPEЖЕня - ПРавILA Б3ОПACHOCTN
OBUHEYKA3AHN

3TN yka3aHnI dONKHbI 6bITb npOHTeHbI n NOHrTb I O HauJa IIO6bIX pa6oT.
N3MeHeHHn I pemOH, He yka3aHHbIe B 3ToI INCTpykLnn, He dONKHbI 6bITb OCyUeCTBneHbl.
POnH3BODHTeH He Hecet OTBeTCTBeHHocTH 3a TpaBMbl MaTePnAhbIe NOBpeXdEHHc CBraHHbIe C HeCOOTBeTCTByIOUIM DaHHoIN HCtpyKcIM nCNoJIb3OBAHNem annapata.
B cnyuae npo6JIembl nnn comHeHn, o6paTntecb K BaanfncipOBaHHOMy npocecnoHaany nI pyabunbHorO noKnIOeHn.
OKPYKAIOUAR CPEDA
3To 6OpdyOBaHHe DoJnxHO 6bIb NcOnb3OBAHO NCKIOUHTeNBHO IIN CBAPoHbIX pa6OT, OpraHUYBaBc bYka3AHmN 3aBOckO TaBnKn IINCTpykUn. Heo6XoIMo Co6IbTa Yka3AHn no MePam 6e3oNaChocTn. B cIyae HeHaJNeJaero nI IN OnaCHO rCNoB3OBAHn npOn3BOInTeB He HecET OTBeTCTBeHHOCtN.
Annapat donjkehen 6b1b yctahOBHeB nOmeueHn 6e3 nbIi, KNCIObl, B03ropaEmbx rA3OB, ININ dpynx Koppo3nHbX BeuecTB. TaKe Jxycobn daonkhl 6b1b co6nOedHb DnEero xpaHnH. Y6eDntecb B npncyTCTBNB EHTINrnn Pnp nCNOlb3OBAHn annapata.
TempepatHybI dnaana3OH
IcnoB3OBAHne meKdy-10n+40°U(+14n+104°Φ).
XpaHeHHe: oT-20 do +55°L (oT-4 do 131°Φ).
BnaJxHocTb B03dyxa:
Mehbne nnn paBHO 50% npn 40^ (104^)
90% nnnnHnke npn 20^ (68^)
BbICotaHaI yPOBHeM MOpA
1000M BbocTb Hd npOBHem Mopr (3280 yTOB).
HINBIVDyAJIbHA3AUHTA N 3AUHTA OKPYXAIOUX
DyroBa CbapKa MoKet 6bIb OnaCHO N Bb3BaTb TReXeBle I DaJce CMePTeNbHbe paHeHn.
CbapOHyIe paobTbIOBepraOT NOB3OBATEJIa BO3DcNCTBnIO ONaCHOrO NcTOHnKa TnIIa, CBeTOBOrO N3JyEHnRA yHn, 3NEKTPOMarHTbIX NOJIe (oc6oe BHNMaHHe JInzam, IMeIOUIm 3NEKTPOkAPDIOCTMMyIaTOp), CNbHOMy UMy, BbJeHnMa r3a, a TAKKe MOrY T cTaTb PnHOn IopaxHeHH 3JIeKTPuYeCKIM TOKOM.
YTo 6bl npabInbNo 3aunTntb ce6n 3aunTntb okpykaiox, co6nlaTe cneDyoune npabIna 6e30naCHOCTn:

YTo6bl 3aunntb ce68 ot oxorOB n obnyehn np pa6ote c annapatom, HadeBaTe cyxyo pa6oyu 3aunthyO odexky (B XopoWEM COCTOHN) n3 orHeynopHou TKAHN, 6e3 OTBOPOTOB, KOtpornokpbBaet NIOHOCTbIO BCE TEIO.

Pa6oTaIe B 3aunTHbIX pykabnax, o6ceueHbaOuJe 3JekTpo- n TepMOUN3OJIauIO.

NcnoB3yTe cpeCTBa 3aunTb I nra CBAPK u/nnn UJem I nra CBAPK COOTBeTcByUoero ypoBn 3aunTbI (B 3aBNCMOCTn O T nCnoB3OBAHn). 3aunuAte rna3 npn onepauqnx ouctkn. HoJeHne KOHTaKTHbIX NmH3 BOCnPeeTaETcR.
B HeKOTOpbIX cIyuaX Heo6xOIMMO Okpykntb 3OH yOrHeynOpHbIMN WToPAMN, YTO6bl 3aunITb 3OHy CBAPKN OT Lyuei, 6pb13n HakaJIeHHoro 7Inaka.
Proceso 2 Tempi pulsato :




