
TIG 220 DC HF FV - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts TIG 220 DC HF FV GYS als PDF.
| Produkttyp | WIG DC HF Schweißgerät mit MMA-Verfahren |
| Marke | GYS |
| Modell | TIG 220 DC HF FV |
| Versorgungsspannung | 110-240 V einphasig (Flexible Voltage) |
| Frequenz | 50/60 Hz |
| Nennausgangsstrom (WIG) | 5 bis 220 A |
| Nennausgangsstrom (MMA) | 10 bis 200 A |
| Leerlaufspannung | 76 V |
| Zündspitzenspannung | 9 kV |
| Einschaltdauer bei 40°C (WIG bei 220 A) | 30% |
| Einschaltdauer bei 40°C (MMA bei 200 A) | 25% |
| Abmessungen (L x B x H) | 42 x 23 x 35 cm |
| Gewicht | 12 kg |
| Schutzart | IP21 |
| Schweißverfahren | WIG DC, WIG DC gepulst, WIG Punkt, MMA |
| Zündarten | HF (Hochfrequenz) kontaktlos, Lift (Kontakt) |
| Brennermodi | 2T, 4T, 4T LOG |
| Schweißfunktionen | Vor- und Nachgas, Anstiegs-/Abfallrampe, Hot Start, Arc Force, Pulsmodus |
| Programmspeicher | 10 für WIG, 10 für MMA |
| Fernsteuerung | Manuell (Ref. 045675) oder Fußpedal (Ref. 045682) |
| Kompatible Kühlgeräte | WCU0.5kW_A oder WCU1kW_A (optional) |
| Brenneranschluss | SRL18-Anschluss für Brenner mit 1 oder 2 Abzügen + Potentiometer |
| Empfohlene Wartung | Regelmäßige Entstaubung, Überprüfung der Anschlüsse, Kontrolle des Netzkabels |
| Sicherheit | Thermischer Schutz, Über-/Unterspannungsschutz, Not-Aus-Schalter |
| Garantie | 2 Jahre Teile und Arbeit |
| Mitgeliefertes Zubehör | CEE17 3-polig 16A Stecker, Netzkabel |
Häufig gestellte Fragen - TIG 220 DC HF FV GYS
Benutzerfragen zu TIG 220 DC HF FV GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch TIG 220 DC HF FV - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. TIG 220 DC HF FV von der Marke GYS.
BEDIENUNGSANLEITUNG TIG 220 DC HF FV GYS
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Die Nichteinhaltung dieser Anweisungen und Hinweise kann mitunter zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1.000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete, trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie bitte elektrisch- und wärmeisolierende Schutzhandschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzern, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz ausgerüstet werden.

Bei Gebrauch des Schweißgerätes ensteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Achten Sie auf einen ausreichenden Abstand mit ungeschützten Hände, Haaren und Kleidungstücken zum Lüfter.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10min weiterlaufen zu lassen, damit die Kühlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweißanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen Sicherheitsstandards entsprechender Absaugung.
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden.
Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaselieferanten.
Schweißarbeiten in unmittelbarer Nähe von Fett und Farben sind grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss am Schweißbplatz vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Behalten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten (auch keine Reste davon) -> Gefahr entflammbarer Gase). Bei geöffneten Behältern müssen vorhandene Reste entflammbarer oder explosiver Stoffe entfernt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Hochspannung und Schweißarbeiten. Das Schweißen einer Druckglasflasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät im Betrieb ist..
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Der Austausch von beschädigten Kabeln oder Brennern darf nur von qualifiziertem und geschultem Fachpersonal vorgenommen werden. Tragen Sie beim Schweißen immer trockene, unbeschädigte Kleidung. Tragen Sie unabhängig von den Umgebungsbedingungen immer isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.


- ACHTUNG! TIG 300 DC ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze angeschloßen zu werden, die an öffentliche Stromnetze mit mittlerer und hoher Spannung angeschlossen. Bei Betrieb am öffentlichen Niederspannungsnetz, muss der Betreiber des Geräts sich beim Versorgungsnetzbetreiber informieren, ob das Gerät für den Betrieb geeignet ist.
• Das Gerät TIG 220 DC entspricht der Norm IEC 61000-3-12.
Dieses Gerät TIG 220 DC ist dann mit der Norm EN 61000-3-11 konform, wenn die Netzimpedanz an der Übergabestelle zum Versorgungsnetz niedriger als die maximale zulässige Netzimpedanz Zmax = 0.29 Ohm ist.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Lichtbogenschweißgeräten minimieren :
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihren Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt befinden;
- Achten Sie darauf, dass sich die Kabel, der Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
- Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
- Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Gebrauch des Schweißgerätes und des Zubehörs gemäß der Herstellerangaben verantwortlich. Die Beseitigung bzw. Minimierung auftretender elektromagnetischer Störungen liegt in der Verantwortung des Anwenders, ggf. mit Hilfe des Herstellers. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagntische Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Das Umfeld sollte vor der Einrichtung der Lichtbogenschweißeinrichtung auf potenzielle elektromagnetische Probleme geprüfen werden. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung muss folgendes berücksichtigt werden:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, ob andere Werkstoffe in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Alle Zugänge, Betriebstüren und Deckel müssen geschlossen und korrekt verriegelt sein, wenn das Gerät in Betrieb ist. Das Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten Änderungen und Einstellungen. Für die Einstellung und Wartung der Lichtbogenzünd- und stabilisierungseinrichtungen müssen die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden. Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fällen die Störung reduzieren. Die Erdung von Werkstücken, die Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollte vermieden werden. Die Erdung kann direkt oder über einen Kondensator erfolgen. Der Kondensator muss gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen reduzieren. Die Abschirmung der ganen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE

Unterschätzen Sie nicht das Eigengewicht des Gerätes! Da das Gerät über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen Verantwortung dafür Sorge zu tragen, dass Transport und Bewegung des Gerätes sicher verlaufen (Achten Sie darauf das Gerät nicht zu kippen).
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden. Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.
Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasflaschen. Diese haben verschiedene Beförderungsnormen.
AUFSTELLUNG
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Untergrund, mit einem Neigungswinkel nicht größer als 10^ .
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist IP21-Schutzart konform, d. h.: - das Gerät ist vor dem Eindringen von Fremdkörpern mit einem Durchmesser ≥ 12,5 mm geschützt.
- das Gerät ist vor Sprühwasser geschützt.
• Das Gerät ist IP23-Schutzart konform, d. h.: - das Gerät ist vor dem Eindringen von Fremdkörpern mit einem Durchmesser ≥ 12,5 mm geschützt.
- das Gerät ist vor Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten) geschützt.
Dieses Gerät ist für Außenanwendung gemäß der Schutzart IP23 geeignet.
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzungsrisiko zu verhindern.

Der Hersteller JBDC haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung/Überprüfung ist empfohlen.
-
Ziehen Sie den Netzstecker, bevor Sie Arbeiten an dem Gerät vornehmen. Warten Sie bis der Lüfter nicht mehr läuft. Die Spannungen und Ströme in dem Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des JBDC Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Techniker durchführen.
- Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
- Lüftungsschlitze nicht bedecken.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieaufladung und zum Starten von Motoren benutzt werden.
MONTAGE
Ausschließlich qualifiziertem, durch den Hersteller autorisiertem Fachpersonal ist es vorbehalten die Montage dieses Gerätes durchzuführen. Achten Sie darauf, dass das Gerät während der Montage nicht am Stromnetz angeschlossen ist. Die Reihen- oder Parallelschaltung des Generators ist generell verboten.
BESCHREIBUNG (ABB-1)
Diese WIG-Geräte sind dreiphasige Schweißinverter zum WIG-Schweißen (WIG), Gleichstromschweißen (DC) und E-Hand-Schweißen (MMA). Beim WIG-Schweißen wird Argon als Schutzgas verwendet.
Beim E-Hand-Schweißen (MMA) können Rutil-, Edelstahl-, Stahl-, und basische Elektroden verwendet werden.
Diese WIG-Geräte können mit einem Hand- (Art.-Nr. 045675) oder Fussfernregler (Art.-Nr. 045682) ausgestattet werden.
Der TIG 300 DC kann mit einem automatischen Fernregler (CONNECT-5) ausgestattet werden.
1- Bedienfeld 5- Steuerleitungsanschlussbuchse
2- Anschlussbuchse-Schweißstrom „+“ 6- Anschlussbuchse für Fernregler (remote control)
3- Anschlussbuchse-Schweißstrom „-“ 7- Ein/Aus-Schalter
4- Schutzgasanschluss für Brenner 8- Netzanschlusskabel
9- Schutzgasanschluss vom Druckminderer
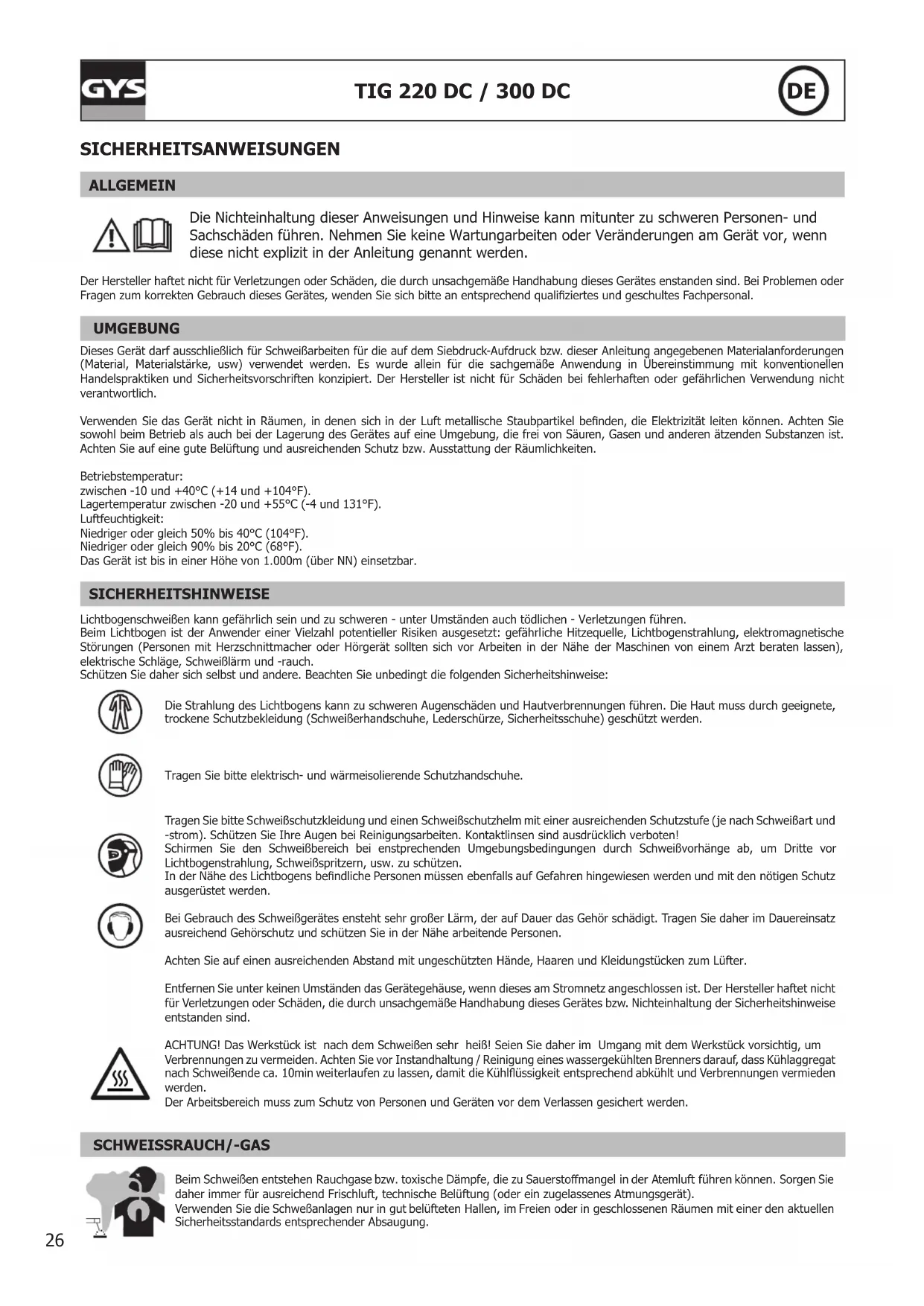
MENSCH-/MASCHINENSCHNITTSTELLE (IHM) (ABB-2)
1- Vorgangauswahl 5- Thermoschutz-Anzeige
2- Drucktastermodus-Auswahl 6- Anzeige und Option
3- Vorgangsoptionen-Auswahl 7- Standby-Taste
4- Schweißeinstellungen-Regelung
VERSORGUNG - EIN/AUSSCHALTEN
- Das TIG 300 DC wird mit einem 5-poligen (3P+N+PE) 400V 16A Drehstromstecker des Typs EN 60309-1 geliefert und wird an einer 400V (50 - 60 Hz) Drehstrominstallation MIT Erde betrieben. Dieses Gerät darf nur an einem dreiphasigen Vierleiternetz mit geerdetem Neutralleiter betrieben werden. Der TIG 220 DC wird mit einem einphasigen 3-poligen (P+N+PE) 230V 16A CEE17-Typ-Stecker geliefert, ist mit einem «Flexible Voltage»-System ausgestattet und wird an einer Elektroinstallation mit Erde zwischen 110V und 240V (50 - 60 Hz) betrieben.
Der effektive absorbierte Strom (I1eff) ist auf der Schweißstromquelle und für die maximalen Betriebsbedingungen angegeben. Prüfen Sie, ob die Stromversorgung und ihre Absicherung (Sicherung und/oder Schutzschalter) mit dem im Betrieb benötigten Strom kompatibel sind. In einigen Ländern kann es notwendig sein, den Stecker zu ändern, um den Betrieb unter maximalen Bedingungen zu ermöglichen. Der Anwender muss sicherstellen, dass der Stecker zugänglich ist.
- Die Schweißstromquelle geht in den Schutzzustand über, wenn die Versorgungsspannung kleiner oder größer als 15 % der spezifizierten Spannung(en) ist (ein Fehlercode erscheint auf dem Display des Tastenfelds).
- Das WIG 300 DC wird durch Drehen des Ein-/Ausschalters (7) in Stellung I eingeschaltet, umgekehrt wird es durch Drehen in Stellung O ausgeschaltet. Das WIG 220 DC wird durch Drücken der Standby-Taste eingeschaltet. Achtung! Schalten Sie niemals die Spannungsversorgung aus, wenn die Schweißstromquelle unter Last steht.
- Lüfterverhalten: Im MMA-Modus läuft der Lüfter kontinuierlich. Im WIG-Modus läuft der Lüfter nur während der Schweißphase und stoppt nach dem Abkühlen.
- Warnung: Wenn Sie die Länge des Brenners oder der Rückführkabel über die vom Hersteller angegebene Maximallänge hinaus verlängern, erhöht sich das Risiko eines Stromschlags.
GENERATORBETRIEB
Diese Maschine kann an Generatoren mit geregelter Ausgangsspannung betrieben werden, solange der Generator bei 400V die erforderliche Leistung abgibt. Der Generators muss folgende Bedingungen einhalten:
- Die Spitzenspannung ist auf maximal 700V für das TIG 300 DC und 400V für das TIG 220 DC begrenzt.
- Die Frequenz liegt zwischen 50 und 60 Hz.
Generatoren die diesen Bedingungen nicht erfüllen, können die Maschine beschädigen und sind nicht erlaubt.
EINSATZ VON VERLÄNGERUNGSKABEL
Bei Einsatz von Verlängerungskabeln müssen der Querschnitt entsprechend der Spannung und unter Berücksichtigung des Spannungsfall gewählt werden. Verlängerungkabel müssen Normenkonform sein.
| Eingangsspannung | Mindestquerschnitt des Verlängerungskabels | ||
| < 45m < 100m | |||
| TIG 300 DC 400V 2.5 mm ^2 | |||
| TIG 220 DC | 230V 2.5 mm ^2 | ||
| 110V 2.5 mm ^2 | 4 mm ^2 | ||
FUNKTION-, MENÜ- UND SYMBOLBESCHREIBUNG
| FUNKTION SYMBOLE | WIG DC | E-Hand | Bemerkungen | |
| Start HF X WIG-Schweißen mit HF-Zürdung | ||||
| Start LIFT X WIG-Schweißen mit LIFT-Zürdung | ||||
| Gasvorströmzeit X Brennerentlüftungszeit und Gasvorströmzeit vor dem Zünden | ||||
| Upslope X stufenförmiger Stromanstieg bis zum Hauptschweißstrom | ||||
| Schweißstrom | I | X Hauptschweißstrom | ||
| Zweitschweißstrom | % I | X | Zweitschweißstrom im Standard-,TLOG- und PULSE-Modus | |
| PULS-Frequenz | F(Hz) | X | X | PULS-Frequenz im PULS-Modus (Hz) |
| Downslope |  | X stufenförmiger Stromabstieg, vermeidet Schlitz- und Kratereffekte | ||
| Gasnachströmen |  | X | maximale Dauer der Gasnachströmung nach Erlöschen des Lichtbogens, schützt den Werkstück und die Elektrode vor Oxydation (S) | |
| HotStart |  | X | einstellbare Stromerhöhung beim Zünden (%) | |
| ArcForce |  | X | Stromerhöhung beim Schweißen, vermeidet das Festkleben der Elektrode im Schweißbad | |
| TIG PULS |  | X PULS-Modus | ||
| TIG SPOT |  | X Punktschweißen-Modus | ||
| MMA PULS |  | X | MMA PULS-Modus | |
| 2T |  | X Zweitakt-Modus | ||
| 4T |  | X Viertakt-Modus | ||
| 4T LOG |  | X Viertaktmodus mit einstellbarem Zweitstrom | ||
| Ampere (Einheit) |  | X | X | Einheit des Stroms |
| Volt (Einheit) |  | X | X | Einheit der Spannung |
| Sekunde oder Hertz (Einheit) | X X Zeit- oder Frequenzeinheit | |||
| Prozent X X Wertangabe in Abhängigkeit von einem Hauptwert | ||||
| Klappankeranzeige A oder V |  | X | X | Klappankeranzeige im Strom oder in Spannung während und nach dem Schweißen |
| Zugang X X Zugang zu dem Programmierungsmenü (SAVE, JOB...) | ||||
| thermischer Schutz X X genormte Symbole, die den Zustand des thermischen Schutz anzeigen | ||||
| Sicherheitsfahrschaltung X X Sicherheitsfahrschaltung | ||||
ELEKTRODEN-SCHWEISSEN (MMA)
ANSCHLUSS UND HINWEISE
- Schließen Sie die Kabel für Elektrodenhalter und Masseklemme an die entsprechenden Anschlussbuchsen an.
- Beachten Sie die Schweißpolaritäten und angegebenen Stärken auf den Elektrodenpackungen
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Schweißgerät nicht benutzt wird.

Die graue Zonen sind in diesem Modus nicht nötig.
| ^A | ||
| einstellbare Werte 0 - 100% 0 - | 100% |
WIG-SCHWEISSEN (WIG MODUS)
ANSCHLUSS UND HINWEISE
Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+) und den Brenner mit der negativen Anschlussbuchse des Gerätes (-). Schließen Sie Brennertasterkabel und Gasschlauch an.
Überprüfen Sie, ob der Brenner vollständig ausgestattet und schweißbereit ist und die Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode) sich in einwandfreiem Zustand befinden.
SCHWEISSOPTIONEN

WIG
Die markierten Bedienelemente sind in diesem Modus deaktiviert.

WIG PULSE
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
• WIG DC
Der Gleichstrommodus (DC) eignet sich für nahezu alle Eisen- u. Nichteisenmaterialien wie Stahl, Edelstahl, Kupfer und deren Legierungen.
• WIG DC-Puls (Pulse)
Beim Pulsen wird zwischen Grund- und Pulsstrom umgeschaltet, dadurch wird die Energie z.B. beim Dünnblechschweißen besser dosiert, d.h. das Blech unterliegt u.a. weniger Verzug.
Beispiel:
Der Schweißstrom « I » ist auf 100A voreingestellt.
I_Sekundär = 50%, entspricht 50% von 100A = 50A.
Hz_Puls ist auf 10Hz und %T_PULSE auf 30% voreingestellt. Der Zeitraum des Signals beträgt 1/10Hz = 100ms. Der zeitliche Abschnitt von « I_Sekundär » beträgt 30% dieses Zeitraumes -> 30ms.
Frequenzauswahl
- Beim Schweißen mit einem Zusatzwerkstoff (Schweißstab) passen SIe die Frequenz F (Hz) Ihrer Arbeitsgeschwindigkeit an
- Beim Schweißen dünner Bleche ohne Zusatzwerkstoff (< 8/10 mm), F(Hz) >> 10Hz
- Soll das Schweißbad beim Schweißen zur besseren Entgasung vibrieren: F(Hz) >> 100Hz
• WIG-SPOT
WIG SPOT
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
• WIG DC -Menü Erweiterte Einstellungen
Im manuellen Modus können die Stufen Start und Stop des Schweißzyklus verändert werden.

flowchart
graph TD
A["Start"] --> B["Step 1"]
B --> C["Step 2"]
C --> D["Stop"]
D --> E["Step 3"]
E --> F["Stop"]
Der Zugang zu diesen erweiterten Parametern erfolgt über einen längeren Druck auf die Taste «JOB» bis dauerhaft «SET» und «UP» angezeigt werden. Nach Loslassen der Taste, «SET» mit dem Drehregler auswählen undmit der Taste «JOB» bestätigen.
Mit dem Drehregler sind die folgenden, erweiterten Parameter wählbar:
| Parameter Beschreibung Einstellung | |
| I_Start Stromstärke in der Schweißstartstufe 10% - 200% | |
| T_Start Dauer der Schweißstartstufe 0s - 10s | |
| I_Stop Stromstärke in derSchweißstoppstufe 10% - 100% | |
| T_Stop Dauer der Schweißstoppstufe 0s - 10s |
Durch Druck auf die Taste «JOB» wird der Parameter aktiviert. Nach Einstellen der jeweiligen Werte mit dem Drehregler (I), erfolgt die Bestätigung mit der Taste «JOB». Verlassen des Menüs erfolgt nach Betätigung der Taste «ESC».
AUSWAHL FÜR DEN START
HF WIG: Die Hochfrequenz wir mit Drücken des Brennertaster aktiv. Berühren des Werkstücks mit der Elektrode ist nicht nötig. WIG Lift: Kontakt Start (wenn man mögliche HF-Störungen vermutet).

text_image
Touch Sylchelt Pré Gaz 0.5s <1s1- das Werkstück mit der Elektrode berühren
2- Taster drücken
3- Brenner hochheben
KOMPATIBLE BRENNER
 |  |  |
| √ | √ | √ |
BRENNER UND BRENNERTASTER
Für Brenner mit einem Drucktaster ist der Drucktaster der «Haupttaster».
Für Brenner mit einem Doppeldrucktaster ist der obere Drucktaster der «Haupttaster» und der untere der sekundäre Taster.
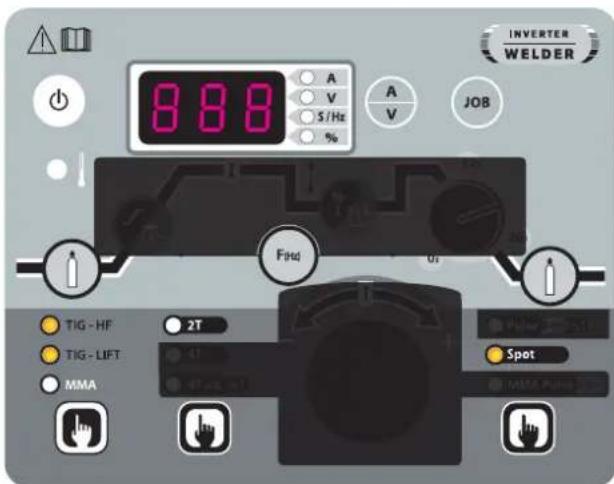
2 TAKT MODUS
text_image
Haupttaster T1 T2T1 - Brennertaster drücken und gedrückt halten (Gasvorströmung, I_Start, UpSlope und Schweißen).
T2 - Brennertaster loslassen (DownSlope, I_Stop, Gasnachströmung).
Im 2T-Modus funktioniert der untere Drucktaster des Doppeldrucktasterbrenner wie der Haupttaster.
4 TAKT MODUS

flowchart
graph TD
A["Start"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
T1 - Hauptbrennertaster drücken: Gasvorströmung bis I-Start.
T2 - Brennertaster loslassen: UpSlope und Schweißen
T3 -Brennertaster drücken: DownSlope und bei I_Stop aufhören.
T4 -Brennertaster loslassen: Gasnachströmung.
Hinweis: Für Brenner mit Doppeldrucktaster mit Potentiometer
=> Stromregelung über Brennerpoti aktiv. Zweitstrom
(%-Schweißstrom)-Taster inaktiv.
4 TAKT LOG MODUS

text_image
Haupttaster ou Sekundäre Taster T1 T2 T3 T4 t ≥0.5s<0.5s<0.5sT1 - Hauptbrennertaster drücken: Gasvorströmung beim Starten bis I Start.
T2 – Hauptbrennertaster loslassen: Upslope und Schweißen
LOG:
- kurzes Antippen des Haupttaster s (<0,5s), der Schweißstrom wechselt von I-Primär I-Sekundär und umgekehrt
- den Taster 2 gedrückt halten, der Schweißstrom wechselt von I-Primär zu I-Sekundär
- den Taster 2 loslassen, der Schweißstrom wechselt von I-Sekundär zu I-Primär.
T3 -Haupttaster lange drücken (>0,5s), DownSlope bis I_Stop.
T4 - Brennertaster loslassen: Gasnachströmung am Ende
Brenner mit Doppeldrucktaster mit Potentiometer:
Stromreglung über Brennerpoti aktiv. Zweitstrom(%-Schweißstrom)-Taster aktiv. In diesem Modus kann ein Brenner mit Doppeltaster und zweifacher Stromreglung eingesetzt werden. Der Haupttaster behält dieselbe Funktion wie bei 2 Takt-Brennertaster. Drücken des Zweitstromtasters wechselt zum Absenkstrom (%I). Mit dem Strompoti ändert man den Absenkstrom zwischen 50% und 100% des eingestellten Schweißstroms.
EMPFOHLENE SCHWEISSARTEN
| Verfahren Typ HF Lift | |||
| TIG DC | STD | √ | √ |
| PULS | √ | √ | |
| SPOT - | √ | ||
| E-Hand | STD | ||
| PULSE | |||
| DC | Strom (A) Elektrode (mm) Düsenhalter (mm) | Argon-Durchfluss (L/min) | |||
| 0.3 - 3 mm 5 - 75 | 1 | 6.5 | 6 - 7 | ||
| 2.4 - 6 mm | 60 - 150 | 1.6 | 8 | 6 - 7 | |
| 4 - 8 mm | 100 - 200 | 2 | 9.5 | 7 - 8 | |
| 6.8 - 8.8 mm 170 - | 250 | 2.4 | 11 8 - 9 | ||
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 | 9 - 10 | |
ELEKTRODE SCHLEIFEN
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektrodenm welche nach folgendem Vorbild geschliffen werden.

text_image
d LL = 3 x d für niedrigen Schweißstrom.
L = d für hohen Schweißstrom.
AUFRUFEN UND SPEICHERN SCHWEISSPROGRAMME
Es gibt 10 Speicherplätze in E-Hand-Modus und 10 in WIG DC-Modus. Der Zugang zu dem Menu erfolgt nach einem Druck auf die «JOB» Taste. Speichern einer Schweißeinstellung
Im Speichermenü wählen Sie mit dem großen Drehregler IN aus und drücken Sie auf die «MEM/PROG»-Taste.
Wählen Sie mit dem Drehregler einen Speicherplatz von P1 bis P10 aus. Drücken Sie auf die «MEM/PROG»-Taste und die Einstellungen sind jetzt gespeichert.
Aufrufen einer bestehenden Einstellung
Im Speichermenü wählen Sie OUT aus und drücken Sie die «MEM/PROG»-Taste.
Wählen Sie einen Programmnummer von P1 bis P10 an. Drücken Sie die «MEM/PROG»-Taste und die Einstellungen sind geladen.
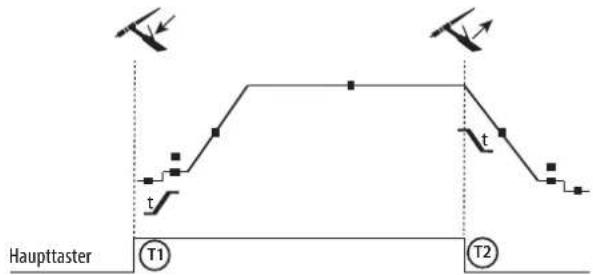
BRENNERTASTERANSCHLUSS
Schaltplan Brenner SRL18 Elektrischer Schaltplan für entsprechende Brennertypen
| Brennertypen Drahtbezeichnung | Elektrischer Schaltplan für entsprechende Brennertypen | |||
| Brenner mit Doppeldruck-taster und Potentiometer | Brenner mit Doppeldrucktaster | Brenner mit Ein/Ausschalter | Haupt/Masse 2 (grün) | |
| Brennertaster 1 4 (weiss) | ||||
| Brennertaster 2 3 (braun) | ||||
| Haupt / Masse Potentiometer | 2 (grau) | |||
| 5 V 1 (gelb) | ||||
| Cursor 5 (pink) | ||||
FERNREGLUNG
Die Fernreglung funktioniert im WIG- und im E-Hand-Modus.


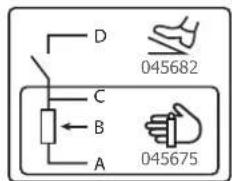
text_image
D 045682 C B A 045675Art.-Nr. 045699 Außenansicht Elektrischer Schaltplan für entsprechende Fernreglungen
Anschluss
1- Schließen Sie die Fernregler an der Rückseite des Gerätes an.
2- Das Gerät erkennt den Fernregler automatisch und auf dem Display öffnet sich folgendes Menü:

Fussfernreglerauswahl
Auswahl des Handfernreglers Typ Poti.
Auswahl des CONNECT-5 Modus (Automatikmodus).
Ein Fernregler ist verwendbar aber inaktiv.
Anschluss
Das Gerät verfügt über einen Anschluss für einen Fernreglung.
Der passende 7-poliger Stecker (Option Art.-Nr. 045699) ermöglicht Ihnen den Anschluss eines Handfernreglers oder Fußfernreglers. Für Verkabelung siehe Zeichnung:
| Fernreglertyp Drahtbezeichnung | Elektrischer Schaltplan für entsprechende Brennertypen | |||
| CONNECT-5 | Fußfernregler Handfernregler | 10V A | ||
| Cursor B | ||||
| Masse C | ||||
| Switch D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G | ||||
Fernsteuerungsbetrieb :
- Handfernregler (Zubehör Art.-Nr. 045675).
Der Fernregler ermöglicht die Regelung des Schweißstroms von 50% bis 100% der maximalen Stromstärke. In dieser Einstellung sind alle Modi und Funktionen des Gerätes verfügbar und können reguliert werden.
- Fußfernregler (Zubehör Art.-Nr. 045682) :
Der Fernregler ermöglicht die Regelung des Schweißstroms von I Start (minimale Einstellung) bis 100% der maximalen Stromstärke. Im WIG-Modus arbeitet das Gerät nur im 2 Takt-Modus. Der Stromanstieg und die Stromabsenkung werden nicht mehr durch das Gerät gesteuert, sondern durch den Anwender mithilfe des Fußfernreglers.
Der Automatikmodus ermöglicht die automatisierte Steuerung des TIG 300 DC. Es können 5 vorher abgespeicherter Schweißprogramme ausgeführt werden.
Die Steuerung erfolgt über den Fußpedalanschluss, dabei dient der «Switch (D)» zum Starten und Beenden des jeweiligen Programms. Über den «Curseur (B)» wird das Programm ausgewählt.
Die Auswahl erfolgt durch das Anlegen einer Spannung im Bereich von 0 bis 10V und in Schritten von 1,6V:
- Abfrage der momentanen Einstellungen: 0 – 1.6 V
- Programm 1:1.7 - 3.3 V
- Programm 2 : 3.4 - 5.0 V
- Programm 3 : 5.1 - 6.6 V
- Programm 4 : 6.7 - 8.3 V
- Programm 5 : 8.4 - 10.0 V
Ein zusätzlicher Potentiometer ermöglicht eine Variation des Stroms von +/-15% während und außer den Schweißvorgangs. Die ARC ON Meldung (Lichtbogen an) ermöglicht die Synchronisierung des Automaten (Eingang Pull Up 100kΩ). Schließen Sie den AUTO_DETECT mit der Leitung ein und das Gerät startet, ohne durch den Auswahlmenü den Fernregler auszuwählen.
Die 5 programme sind die 5 schon abgespeicherte Programme (P1 bis P5).
Weitere Informationen sind von unserer Webseite hochladbar (https://goo.gl/i146Ma).
KÜHLAGGREGAT (OPTIONAL)
| TIG 220 DC | ||
| WCU0.5kW_A | P 1L/min = 500WKapazität = 1,5LU1 = 185V - 265V | Bei dem Versorgungsbereich 185V-265V ist der Kühlaggregat aktiviert,Bei dem Versorgungsbereich 85V-185V ist der Kühlaggregat immer deaktiviert. |
| WCU1kW_A | P 1L/min = 1000WKapazität = 3 LU1 = 85V - 265V | Bei dem gemeinsamen Versorgungsbereich 85V-265V wir der Kühlaggregat gesteuert. |
| TIG 300 DC | ||
| WCU1kW_B | P 1L/min = 1000WKapazität = 3 LU1 = 400V +/- 15% | Bei dem gemeinsamen Versorgungsbereich wir der Kühlaggregat gesteuert. |
An das Gerät kann das Kühlaggregat für wassergekühlte Brenner angeschlossen werden. Im OPTION-Menü kann das Kühlaggregat deaktiviert werden.
Drücken Sie länger als 3 Sekunden auf die «JOB» -Taste und können Sie den Kühlaggregat-Menü erreichen.

Schalten Sie das Kühlaggregat ab, bevor Sie die Kühlwasserschläuche des Brenners mit dem Kühlgerät verbinden.
Kühlmittel ist schädlich und kann die Augen, die Schleimhäute und die Haut angreifen. Erhitztes Kühlmittel kann Verbrühungen verursachen.
FEHLER, URSACHE, LÖSUNG
Das Gerät besitzt einen Fehlermeldesystem.
Verschiedene Fehlermeldungen werden auf dem Display angezeigt. Eine Fehlerdiagnose ist damit möglich.
| FEHLER UND ANZEIGE AN BEDIENFELD | URSACHE LÖSUNG | |
| SCHWEISSSTROMQUELLE | ||
| « dEF » « 1 » Verbindungsfehler | Die Verbindung zwischen Bedienfeld und Platine ist unterbrochen | |
| « dEF » « 2 » Bedienfeld beschädigt Bedienfeld austauchen | ||
| « dEF » « 3 » Brennertaster defekt. Brenner austauschen | ||
| « dEF » « 4 » Der Fernregler ist defekt oder aktiviert. | Fernregler austauschen oder überprüfen, ob der Taster verklemmt ist | |
| « E r r » « Co.5 » | Im Automatikmodus ist ein Fehler aufgetreten. | Den Anschluss der Steuereinheit überprüfen |
| « --- » Netzüberspannung Überspannung in der Versorgung | ||
| « P h » | In der Versorgungsspannung fehlt eine Phase. | Versorgung und Netzstecker überprüfen |
| « d E » Die Versorgungsspannung ist instabil. Motorbelastung, Blitz ... | ||
| SCHWEISSSTROMQUELLE + KÜHLAGGREGAT | ||
| « Pb.1 » Defekt: Das Kühlaggregat wird nicht erkannt. | die Verbindung zwischen der Schweißstromquelle und dem Kühlaggregat überprüfen | |
| « Pb.2 » Defekt: Kühlmittelniveau den Kühlmittelbehälter auffüllen | ||
| « Pb.3 » Defekt: Kühlmitteldurchfluss den Kühlkreislauf überprüfen. | ||
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOER
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / ZEICHEN / СИМВОЛЫ / PICTOGRAMMEN
 | - Attention! Lire le manuel d'instruction avant utilisation. - Caution! Read the user manual. - Achtung! Lesen Sie die Betriebsanleitung. - Cuidado, leer las instrucciones de utilización. - Внимание ! Читайте инструкцию по использованию. - Let op! Lees voorzichtig de gebruiksaanwijzing. - Attenzione! Leggere il manuale d'istruzioni prima dell'uso. |
| 1~240000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | - Source de courant de technologie onduleur délivrant un courant continu.- Undulating current technology based source delivering direct curent.- Invertergleichstromquelle.- Fuente de corriente de tecnología ondulador que libera corriente continua.- Источник тока с технологией преобразователя, выдающий постоянный ток.- Stroombron met UPS technologie, levert gelijkstroom.- Fonte di corrente con tecnologia inverter che rilascia una corrente continua. |
| 3~24000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | - Source der courant de technologie onduleur délivrant un courant continu.- Undulating current source delivering direct curent.- Invertergleichstromquelle (DC)- Fuente de energia con tecnologia de inversor que suministra corriente continua.- Источник тока с технологией преобразователя, выдающий постоянный ток.- Stroomvoorziening met inverter technologie, continue stroom.- Fonte di corrente con tecnologia inverter che rilascia una corrente continua. |
 | - Soudage à l'électrode enrobée (MMA - Manual Metal Arc) - Electrode welding (MMA - Manual Metal Arc) - Schweißen mit umhülter Elektrode (E-Handschweißen) - Soldadura con electrodos refractarios (TIG - Tungsten Inert Gas) - Ручная дуговая сварка (MMA - Manual Metal Arc) - Booglassen met beklede elektrode (MMA - Manual Metal Arc) - Saldatura ad eletrodo rivestito (MMA - Manual Metal Arc) |
 | Soudage TIG (Tungsten Inert Gaz)TIG - welding (Tungsten Inert Gas) - Schweißen mit Wolfram Elektrode (Wolfram Edelgas) - Soldadura TIG (Tungsten Inert Gaz) - Сварка TIG (Tungsten Inert Gaz) - Saldatura TIG (Tungsten Inert Gaz) - TIG lassen (Tungsten Inert Gaz) |
 | - Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. - Adapted for welding in environments with increased risk of electrical shock. However, the welding machine should not be placed in such places. - Geeignet für Schweißarbeiten Im Bereich mit erhöhten elektrischen Risiken. Trotzdem solite die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden. - Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no debe estar situada dentro de tal locales. - Подходит для сварки в среде с повышенной опасностью удара электрическим током. Тем не менее не следует ставить источник тока в такие помещения. - Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. - É consigliato per la saldatura in un ambiente con grandi rischi di scosse elettriche. La fonte di corrente non deve essere localizzata in tale posto. |
 | Courant de soudage continu - Welding direct current - Gleichschweissstrom - La corriente de soldadura es continua - Сварка на постоянном токе - Continue lasstroom -Corrente di saldatura continua |
| Uo | Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío - Напряжение холостого хода - Nullastspanning - Tensione nominale a vuoto. |
 | Facteur de marche selon la norme IEC 60974-1 (10 minutes - 40°C). - Duty cycle according to standard EN 60974-1 (10 minutes - 40°C). - Einschaltdauer: 10 min - 40°C, richtlinienkonform IEC 60974-1. - Ciclo de trabajo según la norma IEC 60974-1 (10 minutos - 40°C). - ПВ% согласно норме EN 60974-1 (10 минут - 40°C). - Inschakelduur volgens de norm IEC 60974-1 (10 minuten - 40°C). - Ciclo di lavoro conforme alla norma IEC 60974-1 (10 minuti - 40°C). |
 | I2 : courant de soudage conventionnel correspondant - I2 : corresponding conventional welding current - I2 : entsprechender Schweißstrom - I2 : Corrientes correspondientes - I2 : Соответствующий условный сварочный ток - I2 : overeenkomstige conventionele lasstroom - I2 : corrente di saldatura convenzionale corrispondente |
 | Ampères - Amps - Ampere - Amperio - Amper - Ampère - Amper |
 | U2 : Tensions conventionnelles en charges correspondientes - U2 : conventional voltages in corresponding load - U2 : entsprechende Arbeitsspannung - U2 : Tensiones convencionales en carga - U2 : Соответствующие условные напряжения под нагрузкой - U2 : conventionele spanning in corresponderende belasting - U2 : Tensioni convenzionali in cariche corrispondenti |
 | Volt - Volt - Volt - Voltios - Вольт - Volt - Volt |
| Hz | Hertz - Hertz - Hertz - Герц - Hertz - Hertz |
150-6  | - Alimentation électrique monophasée 50 ou 60Hz - Single phase power supply 50 or 60Hz - Elnphasige Netzversorgung mit 50 oder 60Hz - Alimentación eléctrica mono-fásica 50 o 60 Hz - Однофазное напряжение 50 или 60Гц - Enkel fase elektrische voeding 50Hz of 60Hz - Alimentazione eletrica monofase 50 o 60Hz |
3.50-6  | - Alimentation électrique triphasée 50 ou 60Hz.- Three-phase power supply 50 or 60Hz.- Dreiphasige Netzversorgung mit 50 oder 60 Hz- Alimentación trifásica de 50 o 60 Hz.- Трехфазное электропитание 50 или 60Гц- Driefasen elektrische voeding 50Hz of 60Hz.- Alimentazione elettrica trifase 50 o 60Hz |
| U1 | Tension assignée d'alimentation - rated supply voltage - Netzspannung - Tensión de la red - Напряжение сети - Nominale voedingsspanning - Tensione nominale d'alimentazione |
| Iimax | - Courant d'alimentation assigné maximal (valeur efficace) - Rated maximum supply current (effective value) - Maximaler Versorgungsstrom (Effektivwert) - Corriente maxima de alimentacion de la red - Максимальный сетевой ток (эффективная мощность) - Maximale nominale voedingsstroom (effectieve waarde) - Corrente d'alimentazione nominale massima (valore effettivo) |
| Iieff | - Courant d'alimentation effectif maximal - Maximum effective supply current - Maximaler tatsächlicher Versorgungsstrom- Corriente de alimentacion efectiva maxima - Максимальный эффективный сетевой ток - Maximale effectieve voedingsstroom - Corrente di alimentazione massima effettiva |
| CE | - Appareil conforme aux directives européennes. La déclaration de conformité est disponible sur notre site internet. - The device complies with European Directive. The certificate of compliance is available on our website. - Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite. - El aparato está conforme a las normas europeas. La declaración de conformidad está disponible en nuestra página Web. - Устройство соответствует европейским нормам. Декларация соответствия есть на нашем сайте. - Het toestel is in overeenstemming met de Europese richtijnen. De conformiteitsverklaring is te vinden op onze internetsite. - Dispositivo in conformità con le norme europee. La dichiarazione di conformità è disponibile sul nostro sito internet. |
| [XY22] | - Matériel conforme aux normes Marocaines. La déclaration C_p (CMIM) de conformité est disponible sur notre site (voir à la page de couverture).- Equipment in conformity with Moroccan standards. The declaration C_p (CMIM) of conformity is available on our website (see cover page).- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_p (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).- Equipamiento conforme a las normas maroquies. La declaración de conformidad C_p (CMIM) está disponible en nuestra página web (ver página de portada).- Товар соответствует нормам Марокко. Декларация C_p (CMIM) доступна для скачивания на нашем сайте (см на титульной страница).- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_p (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).- Materiale conforme alle normative marocchine. La dichiarazione C_p (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto) |
| IEC 60974-1IEC 60974 - 10Class A | - La source de courant de soudage est conforme aux normes IEC60974-1/-10 et de classe A.- This welding machine is compliant with standard IEC60974-1/-10 of class A.- Die Schweißstromquelle entspricht der Norm IEC60974-1/-10, Klasse A-Gerät.- El aparato es conforme a las normas IEC60974-1/-10 y de clase A.- Источник сварочного тока отвечает нормам IEC60974-1/-10 и относится к классу A.- De lasstroomvoorziening is conform aan de IEC60974-1/-10 en klasse A norm.- La fonte di corrente di saldatura è conforme alle norme IEC60974-1/-10 e di classe A. |
| IEC 60974-3 | - La source de courant de soudage est conforme aux normes IEC60974-3.- Die Schweißstromquelle entspricht der Norm IEC60974-3.- Источник сварочного тока отвечает нормам IEC60974-3.- La fonte di corrente di saldatura è conforme alle norme IEC60974-3.- El aparato está equipado es conforme a las normas IEC60974-3. |
 | - Ce matériel fait l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bln !- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei rifiuti domestici ! |
 | - Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб- сайте (см. главную страницу).- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). |
 | - Produit recyclable qui relève d'une consigne de tri - This product should be recycled appropriately - Produkt muss getrennt ensorgt werden. Werfen Sie das Gerät nicht in den Hausmüll. - Producto reciclable que requiere una separación determinada. - Этот аппарат подлежит утилизации - Product recyclebaar, niet bij het huishoudelijk afval gooien - Prodotto riciclabile che assume un ordine di smistamento |
 | - Marque de conformité EAC (Communauté économique Eurasienne) - Conformity mark EAC (Eurasian Economic Commission)- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) - Marca de conformidad EAC (Comunidad económica euroasiática) - Маркировка соответствия EAC (Евразийское экономическое сообщество) - EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming. - Marca di conformità EAC (Comunità Economica Eurasiatica) |
| ### | - Information sur la température (protection thermique) - Thermal protection information - Information zur Temperatur (Thermoschutz) - Información de la temperatura (protección térmica) - Информация по температуре (термозащита) - Informatie over de temperatuur (thermische beveiliging) - Informazione sulla temperatura (protezione termiche) |
 | - Entrée de gaz / Gas inlet / Gaseingang / Entrada de gas / Подача газа / Gasinlaat / Entrata di gas |
 | - Sortle de gaz / Gas outlet / Gasausgang / Salida de gas / Выход газа / Gasuitlaat / Uscita del gas |
 | - Commande à distance / Remote control / Fernbedienung / Control a distancia / Дистанционное управление / Afstandsbediening / Comando a distanza |
| ### | - Compatible groupe électrogène. - Compatible with generators. - kompatibel mit Stromaggregat - Compatible con el grupo electrogeno. - Совместимость с генераторной установкой. - Compatibel met generatorset. - Compatibile con il gruppo elettrogeno. |




