
PS700 - ミシン JUKI - 無料のユーザーマニュアル
デバイスのマニュアルを無料で見つける PS700 JUKI PDF形式.
ユーザーの質問 PS700 JUKI
0 質問 この機器について。知っているものに答えるか、ご自身の質問をしてください。
この機器について新しい質問をする
デバイスの取扱説明書をダウンロード ミシン 無料でPDF形式で!マニュアルを見つける PS700 - JUKI 電子デバイスをもとに戻しましょう。このページにはデバイスの使用に必要なすべての書類が掲載されています。 PS700 ブランド JUKI.
使用説明書 PS700 JUKI
本取扱説明書は LB-6 についての説明書です。
本製品を使用される際は、事前にMO-600シリーズの取扱説明書の「安全についての注意事項」を読み十分に理解の上ご使用ください。
また、装置の組付け、セットアップの際は、本取扱説明書だけでなく、パーツシート、SC-921(またはSC-510)取扱説明書も参考にして行なってください。
目次
I.はじめに……1
Ⅱ.コントローラー(SC-921)の設定…… 1
- ミシン機種の設定 .... 1
- 空環巻込み機能の設定 4
- 自動押え上げ機能の設定 ....7
- 空環巻込み縫いの各種設定....8
- 各種設定の変更方法 ..... 10
Ⅲ. コントローラー(SC-510)の設定.... 13
- ミシン機種の設定 …… 13
- 空環巻込み機能の設定 16
- 自動押え上げ機能の設定 18
- 空環巻込み縫いの各種設定....19
- 各種設定の変更方法 ..... 21
Ⅳ. エアー機器の取り付け …… 24
- エアレギュレータの取り付け ......24
- 電磁弁の取り付け ...... 25
V. ミシンの組み付け 26
- 糸調子板総組(糸ゆるめユニット)の組み付け ......26
- 押え上げユニットの組み付け ...... 27
Ⅶ. セットアップ 29
- ミシン頭部の設置....29
- シンクロナイザーの調整 .... 30
- 工アー配管.....31
- SC-921へのコネクタ接続....33
- SC-510へのコネクタ接続....34
- 布端センサーの取り付け .... 35
Ⅶ. 使用方法.... 38
- 糸の通し方....38
- ペダル操作....39
- 空環巻込み縫い....39
- 縫いの調整....41
- 空環巻込み装置の調整 ..... 42
- 空環巻込みと地縫いの切替え(センサーブラインド) 43
Ⅷ. 保守 …… 44
- 布端センサー反射シールの交換 44
- 固定メスの交換....44
- 中爪の調整....45
Ⅸ.空環巻込み縫いのトラブル対応……46
- SC-921をご使用の場合 46
- SC-510をご使用の場合....47
I. はじめに
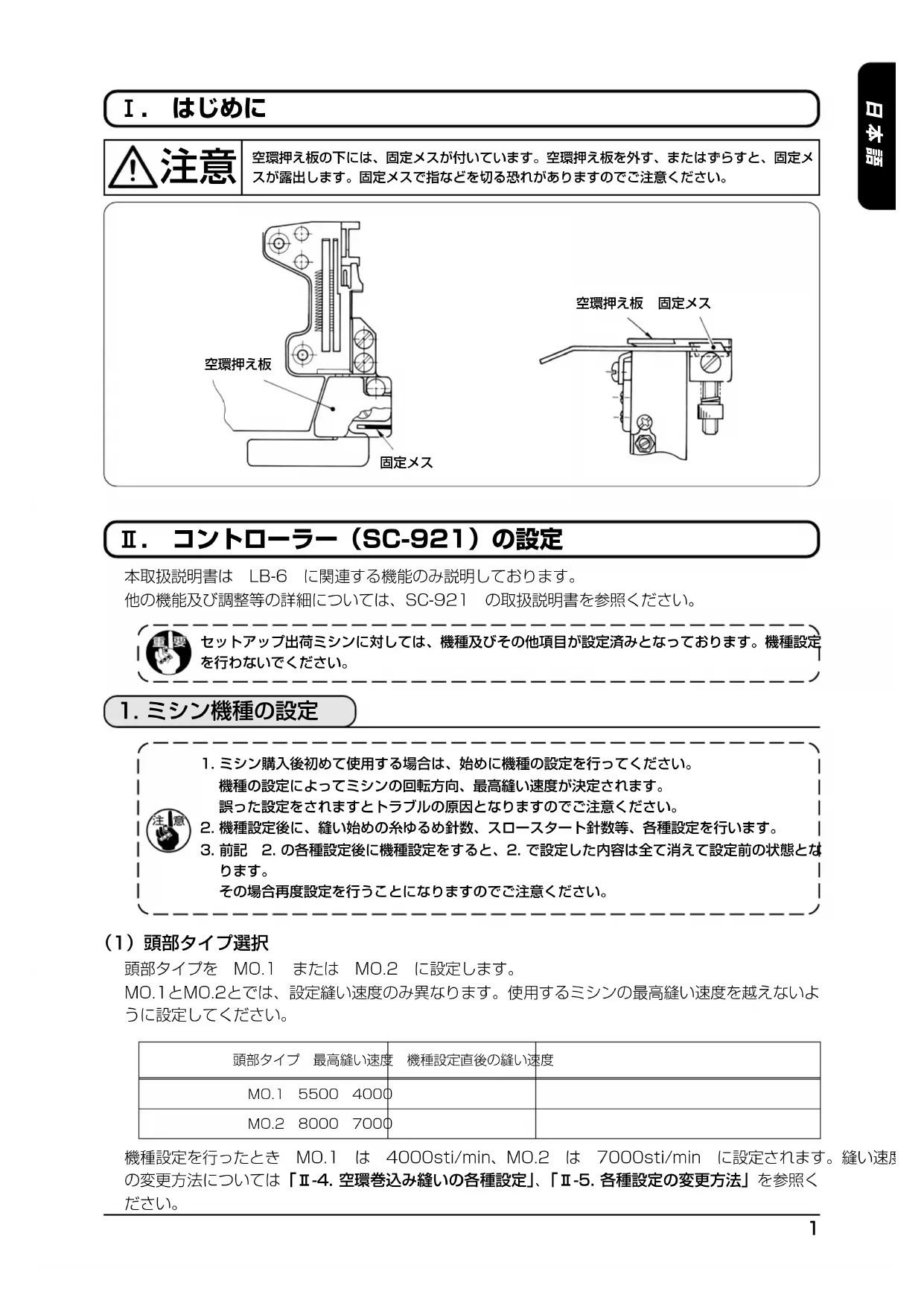
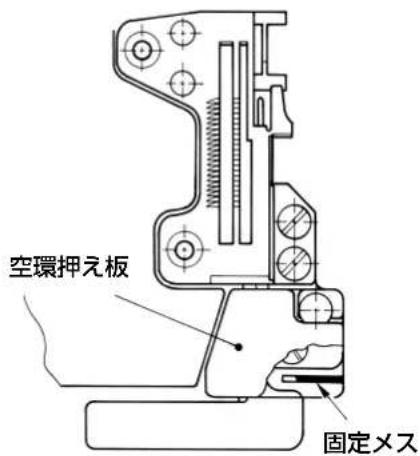
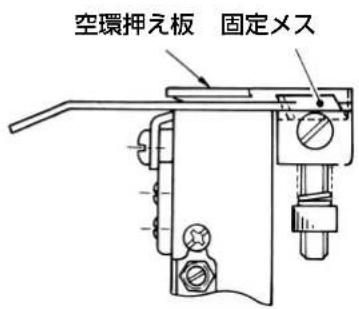
注意
空環押え板の下には、固定メスが付いています。空環押え板を外す、またはずらすと、固定メスが露出します。固定メスで指などを切る恐れがありますのでご注意ください。
Ⅱ. コントローラー(SC-921)の設定
本取扱説明書は LB-6 に関連する機能のみ説明しております。
他の機能及び調整等の詳細については、SC-921 の取扱説明書を参照ください。

セットアップ出荷ミシンに対しては、機種及びその他項目が設定済みとなっております。機種設定を行わないでください。
1. ミシン機種の設定

- ミシン購入後初めて使用する場合は、始めに機種の設定を行ってください。
機種の設定によってミシンの回転方向、最高縫い速度が決定されます。
誤った設定をされますとトラブルの原因となりますのでご注意ください。
-
機種設定後に、縫い始めの糸ゆるめ針数、スロースタート針数等、各種設定を行います。
-
前記 2. の各種設定後に機種設定をすると、2. で設定した内容は全て消えて設定前の状態となります。
その場合再度設定を行うことになりますのでご注意ください。
(1) 頭部タイプ選択
頭部タイプを MO.1 または MO.2 に設定します。
MO.1とMO.2とでは、設定縫い速度のみ異なります。使用するミシンの最高縫い速度を越えないように設定してください。
| 頭部タイプ 最高縫い速度 機種設定直後の縫い速度 | ||
| M0.1 5500 4000 | ||
| M0.2 8000 7000 | ||
機種設定を行ったとき M0.1 は 4000sti/min、M0.2 は 7000sti/min に設定されます。縫い速度の変更方法については「Ⅱ-4. 空環巻込み縫いの各種設定」、「Ⅱ-5. 各種設定の変更方法」を参照ください。
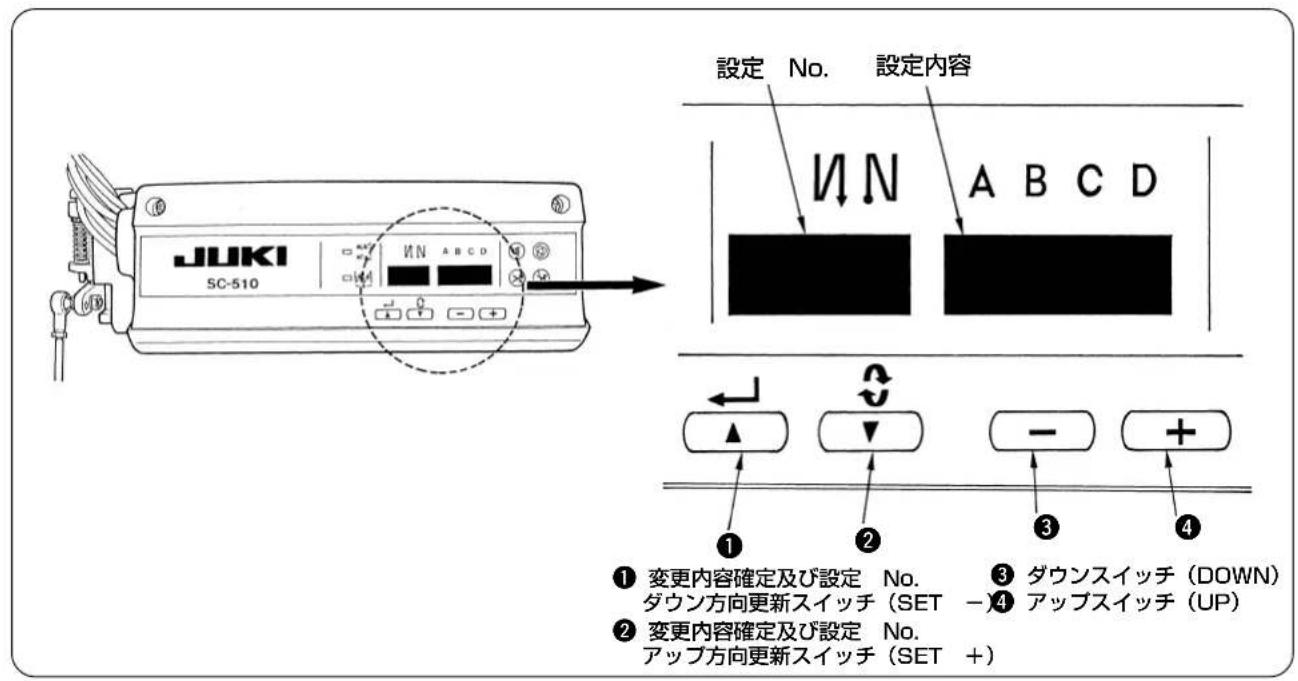
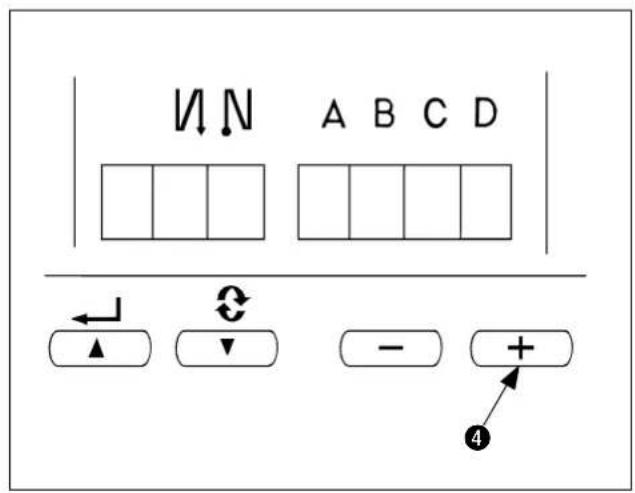
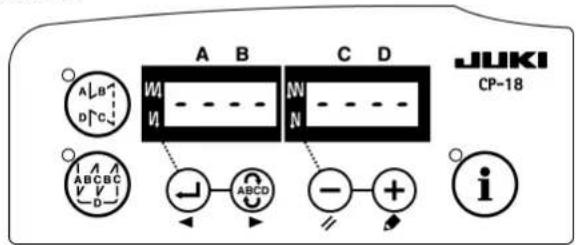
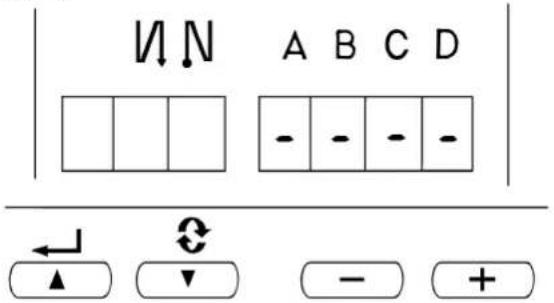
(2) 頭部タイプ選択方法
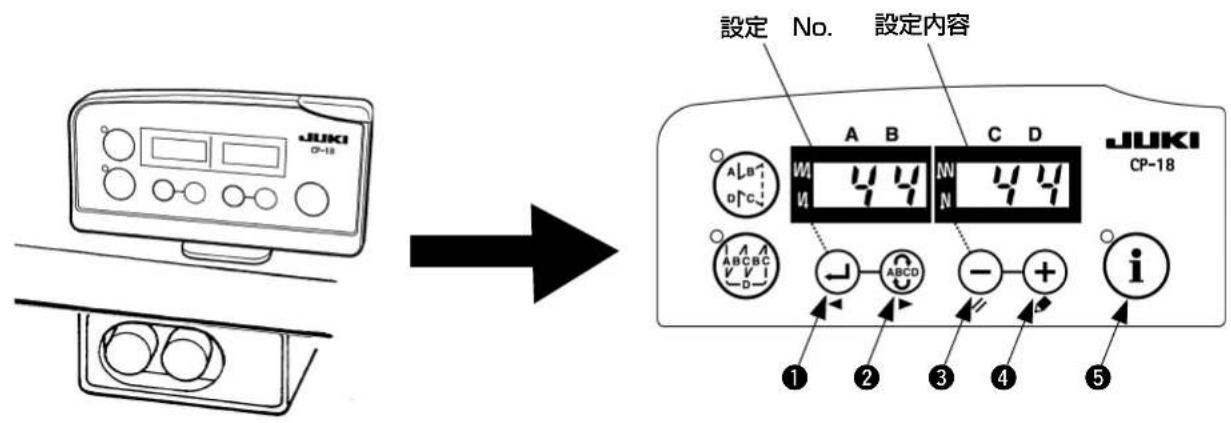
① 変更内容確定及び設定 No. ③ ダウンスイッチ (DOWN)
ダウン方向更新スイッチ (SET -)④ アップスイッチ (UP)
② 変更内容確定及び設定 No. ⑤ モード切替えスイッチ
アップ方向更新スイッチ(SET +)

以降の説明の中に記載の操作以外のスイッチ操作は行わないでください。
電源スイッチの再投入は必ず、1秒以上経過した後行ってください。切断後すぐに電源を投入するとミシンが正常に動作しない場合があります。その場合は再度電源を入れ直してください。
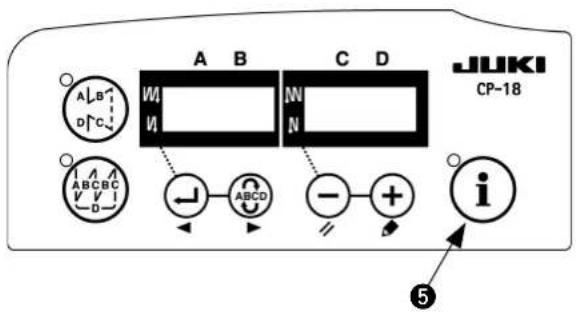
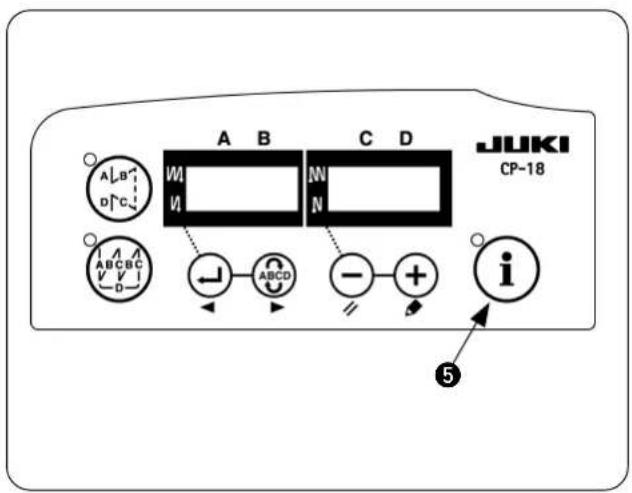
機能設定モードへの切換え
1) 電源を OFF します。
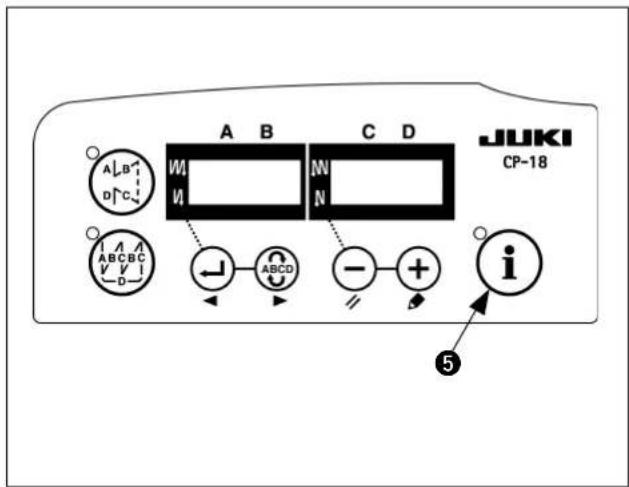
2) ⓘスイッチ ⑤ を押しながら電源を ON します。
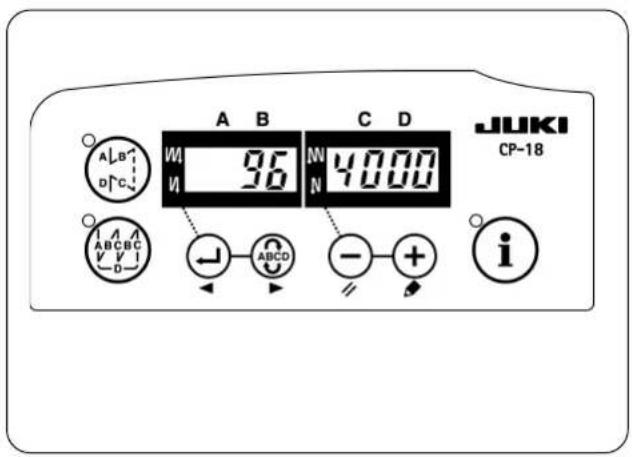
3) 画面表示は図のようになります。(画面表示が変わらない場合は、再度1)、2)の操作をやり直してください。)

既に別の設定を行っている場合は最後に設定された番号及び内容が表示されます。
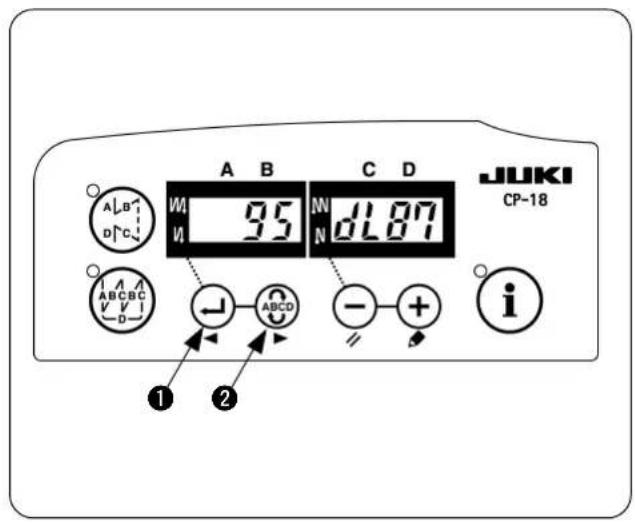
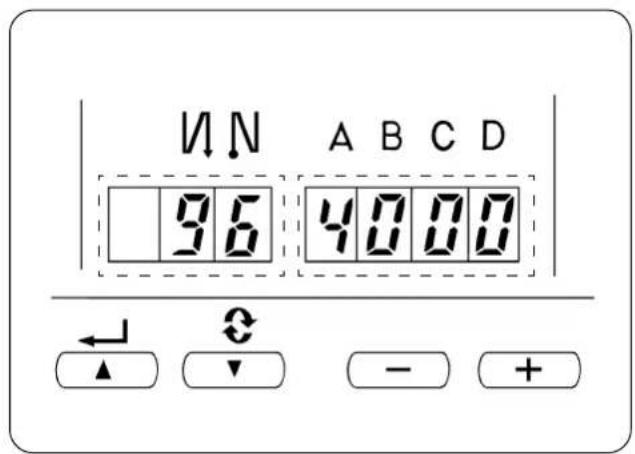
4) オッチ①または、AIッチ②を押して 図(No.95)の表示にします。
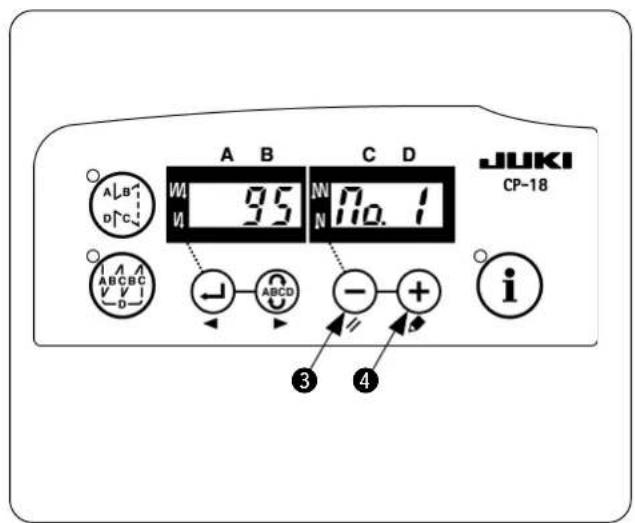
5) ①スイッチ ③④スイッチ ④)を押すことにより、頭部のタイプを選択することができます。 M0.1 と M0.2 とでは最高縫い速度の設定範囲のみ異なります。
・M01:5,500sti/min まで
・M02:8,000sti/min まで
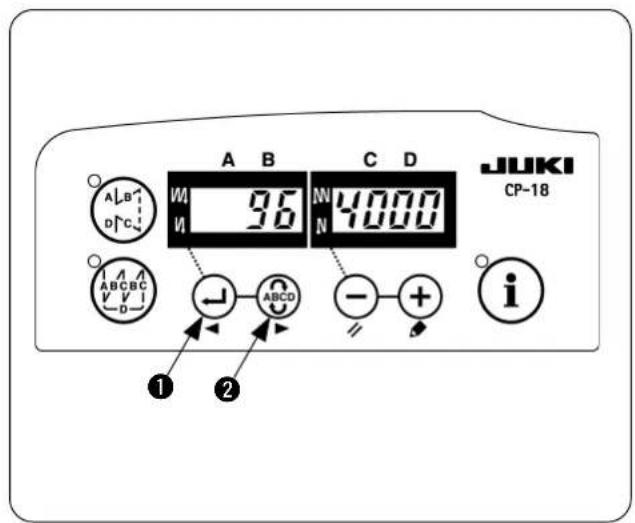
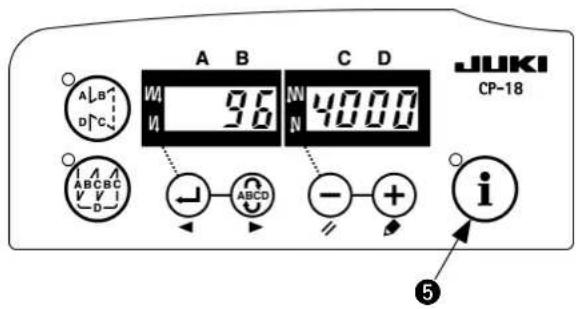
6) 頭部タイプを選択後、スイッチ①(ABCDスイッチ②)を押すことにより、ステップが 96、または94に進み、頭部タイプに合わせて設定内容が自動的に初期化されます。

頭部タイプを変更すると、それ以前に変更した内容は標準設定値へと戻ります。
電源を OFF します。

確定操作を行わずに電源を OFF してしまうと、設定が変更されませんのでご注意ください。
2. 空環巻込み機能の設定
機能設定モードへの切換え
[サービスモードへの切換え]
1) 電源を OFF します。
2) ⓘスイッチ ⑤ を押しながら電源を ON します。
3) 画面表示がされます。そのまま3秒間ほど
スイッチ ⑤ を押し続けてください。
4) 2回目のブザー音が鳴ったところで、サービスモードへの切り換えが完了します。
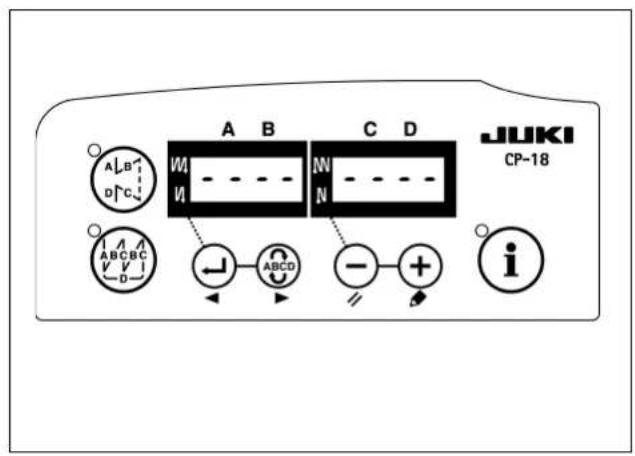
画面表示は図のようになります。
(ユーザーモードと同じです。)
![JUKI PS700 - [サービスモードへの切換え] - 2](/content/2026/04/592321/images/cb8049e4f85b2c92acb5fafc3ebd577d30f9065a1b785e7fc542dbc59e6e7063.jpg)
既に別の設定を行っている場合は最後に設定された番号及び内容が表示されます。
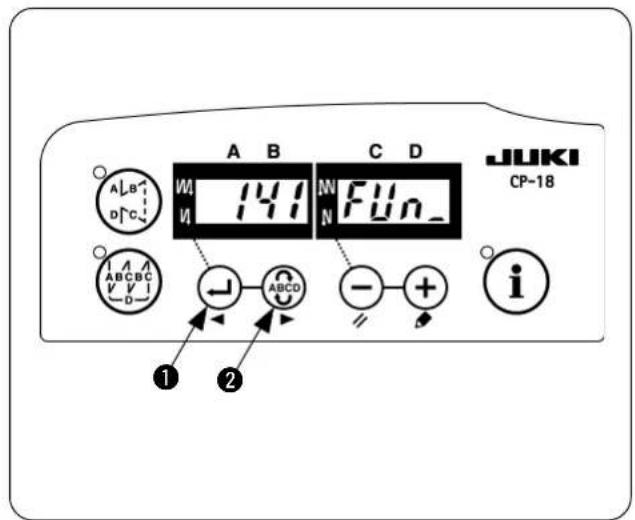
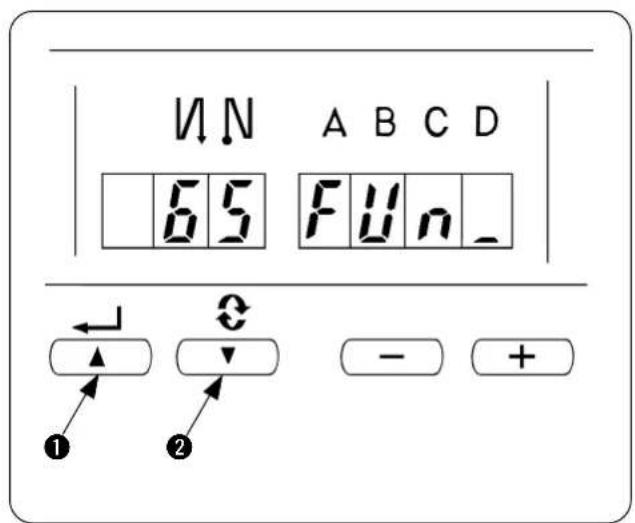
5) 空環巻込み機能を呼び出します。
①スイッチ①または②スイッチ②を押し、図 (No.141)の表示にします。
![JUKI PS700 - [サービスモードへの切換え] - 4](/content/2026/04/592321/images/012d7d89cbcf672c97d5b7a87ac328cf26a3edd128350a6cf65dbb198b641d42.jpg)
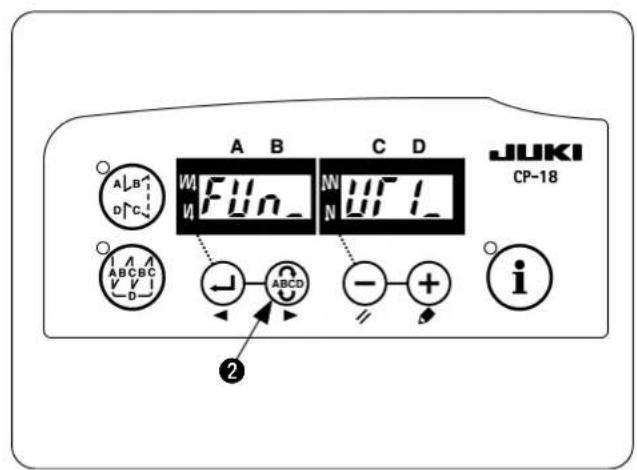
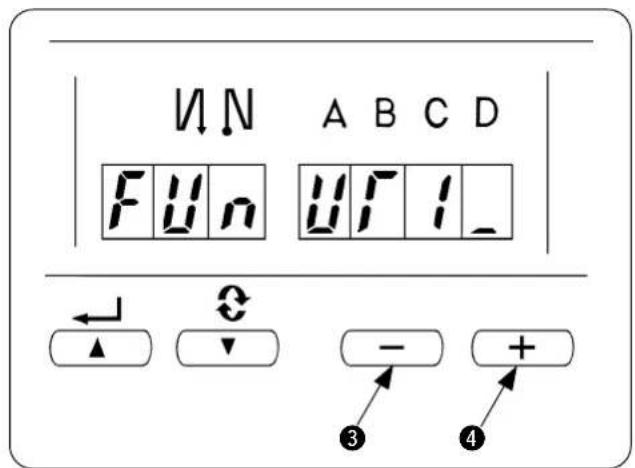
6) エイッチ③または スイッチ④を押し、付帯装置 1 を呼び出します。 (FUn_UT1_ の表示)
![JUKI PS700 - [サービスモードへの切換え] - 5](/content/2026/04/592321/images/e2e46c0496589b8365e50d8c6c5c53f35cb7c68d08b2a366e02173a5bc820249.jpg)
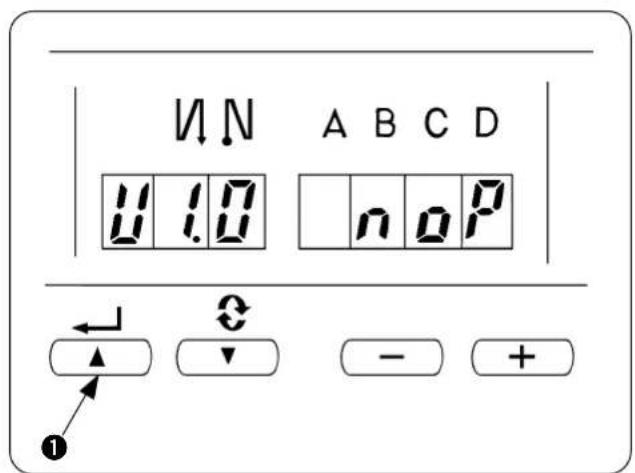
7) オッチ ① を押します。 (図はスイッチ ① を押した後の表示です。)
![JUKI PS700 - [サービスモードへの切換え] - 6](/content/2026/04/592321/images/e602f82d00035e8c234a36aa2eb6500f16d3147053912ab32ef799a342d7b77b.jpg)
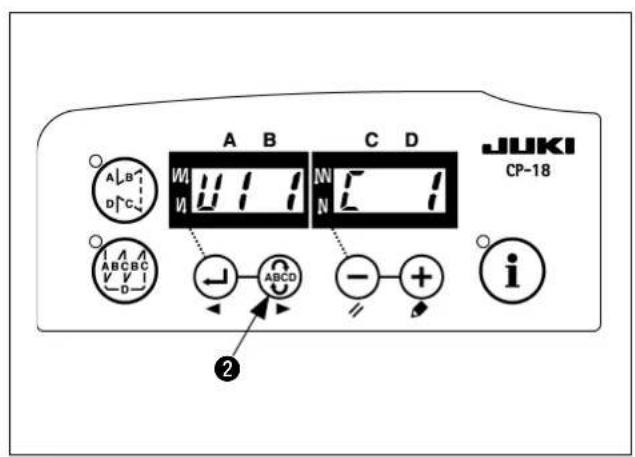
8) 「U1 0」表示のまま、スイッチ③また④スイッチ④を押してLB機能を呼び出します。(U1 0 Lb01 の表示)
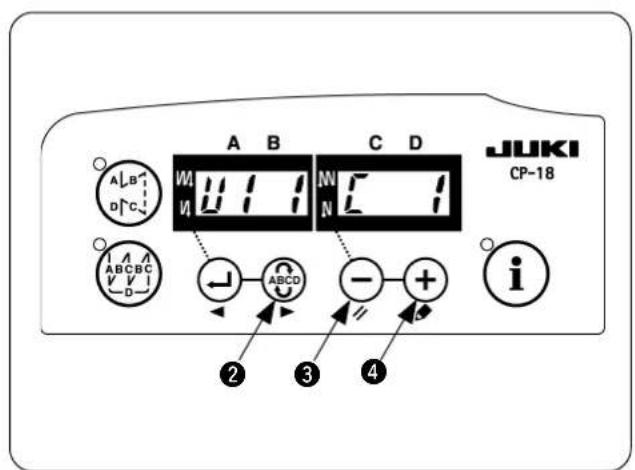
9) スイッチ ② を押し「U1 1」を呼び出します。縫い始めの糸緩め動作針数の設定が可能です。③ スイッチまたは④ スイッチを押して設定を変更します。変更する必要がない場合はそのまま手順 10)へ。
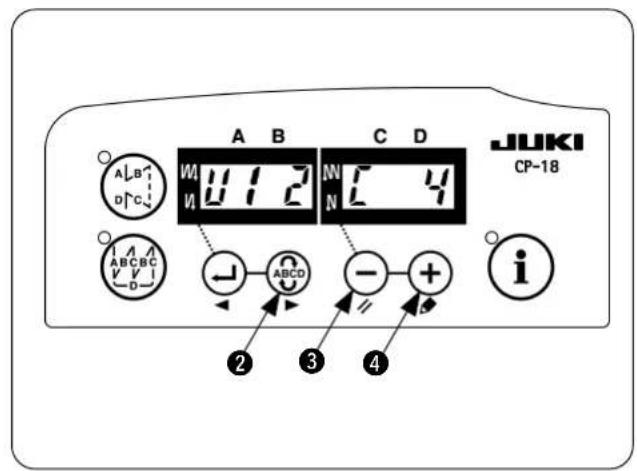
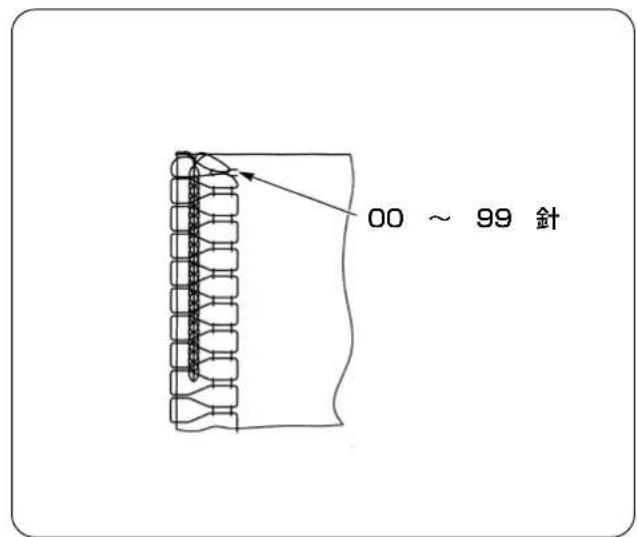
10)②スイッチ ②を押し「U12」を呼び出します。縫い終り布端センサ検知から糸緩めまでの針数設定が可能です。③スイッチまたは④スイッチ ④を押して設定を変更します。変更する必要がない場合はそのまま手順11)へ。
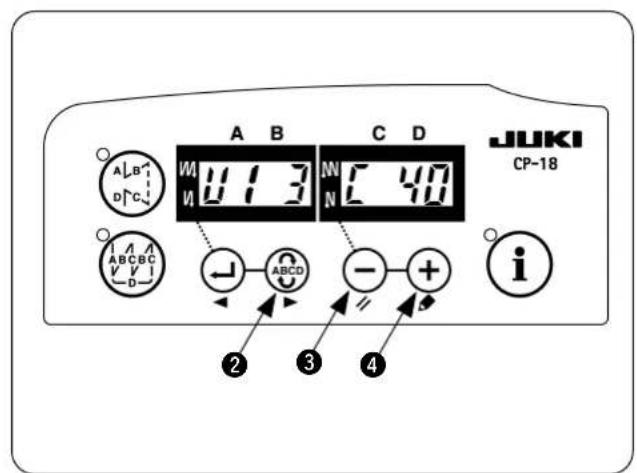
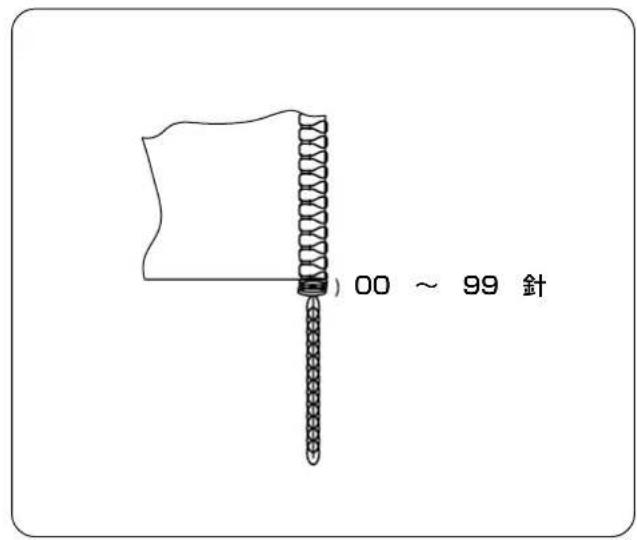
11) スイッチ ② を押し「U13」を呼び出します。空環縫いの針数設定が可能です。スイッチ ③ またはスイッチ ④ を押して設定を変更します。変更する必要がない場合はそのまま手順 12)へ。
12) スイッチ ② を押して再び「FUn_UT1」の表示を呼び出してから、電源を OFF します。LB 機能設定が確定されます。
注意 「U1 1」~「U1 3」で設定の変更がなくても手順 9)~12)の操作は省略しないでください。L B機能設定が確定されません。
3. 自動押え上げ機能の設定
1) 電源を OFF します。
2) ①スイッチ ③を押しながら電源を ON します。
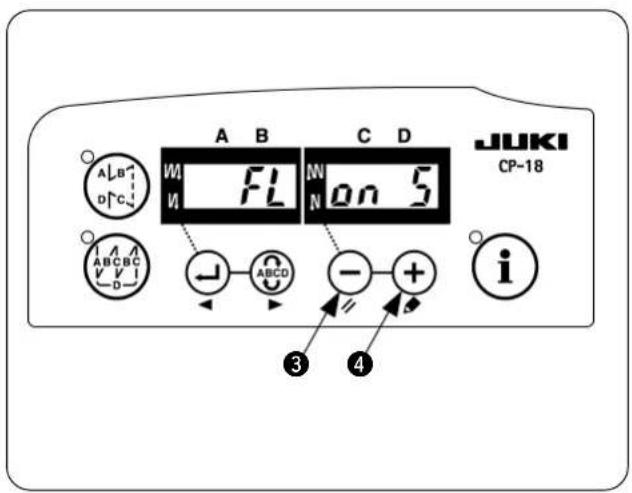
3) 「FL on 」が表示されます。「FL oFF」が表示された場合は再度1)、2)の操作をおこなってください。
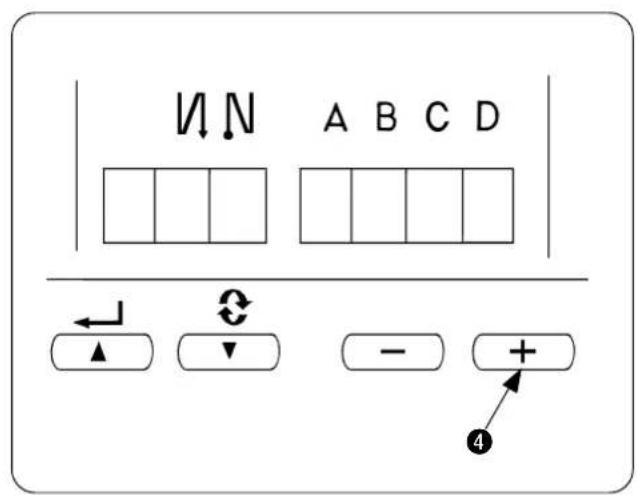
4) +スイッチ④で「FL on S」「FL on A」の切替えができます。「FL on A」の設定にしてください。
5) 画面表示が「FL on A」になれば自動押え上げ機能が有効となります。 そのまま電源を OFF してください。
4. 空環巻込み縫いの各種設定
1~3 の設定により、各機能は標準的な推奨値に設定されていますが、縫製条件に合わせて変更する事もできます。変更は「ユーザーモード」または「通常モード」にて行います。以下の表に空環巻込み縫い機能として代表的な設定項目、設定値を示します。
| 設定項目 標準値 | 設定範囲 変更モード | プログラム No | 備考 | ||
| 最高縫い速度[sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | ユーザーモード | 96 | |
| ソフトスタートの針数[針] | 4 | 0~19 | 1 | ||
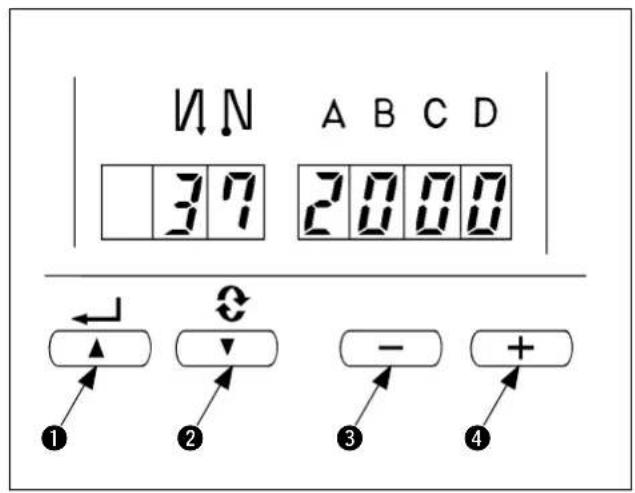
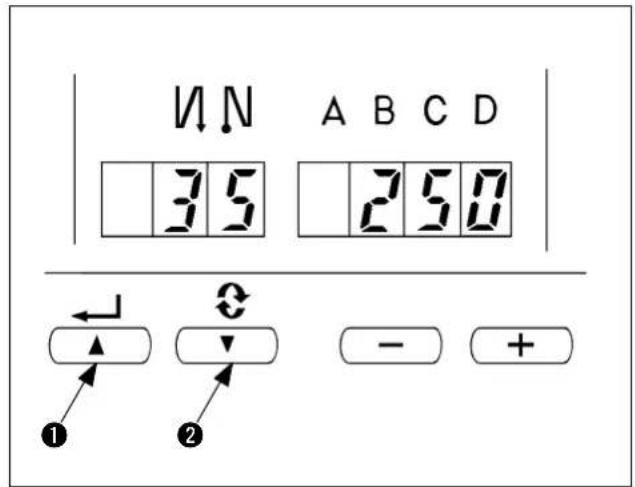
| ソフトスタートの縫い速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 値はNo.96 の値 | |
| 縫終りの空環縫い速度[sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 値はNo.96 の | |
| 縫始めの糸ゆるめ針数[針] | 1 | 0 ~ 100 | 通常モード | U1 1 | P8 参照 |
| 縫終り布端センサー検知から糸ゆるめまでの針数 [針] | 4 | 0 ~ 100 | U1 2 | P8 参照 | |
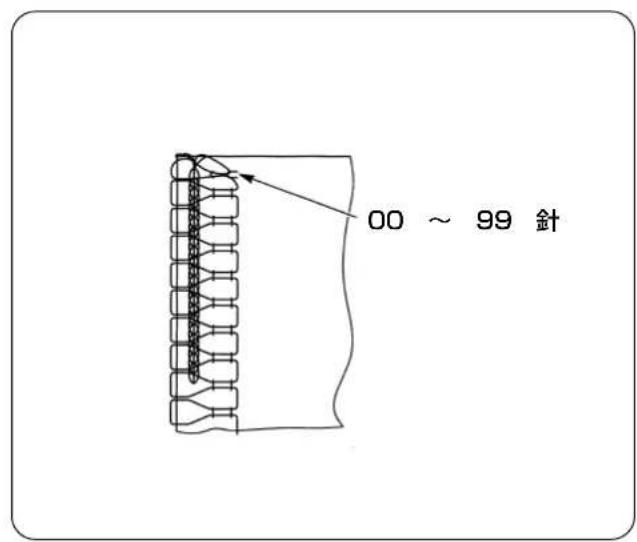
| 空環縫いの針数[針] | 40 | 0 ~ 100 | U1 3 | 空環の長さを調節します。 | |
* その他の設定については、SC-921取扱説明書、SC-921サービスマニュアルを参照してください。
縫始めは 1~2針糸ゆるめした方が空環の込みがきれいにできます。

糸ゆるめ針数はミシンが起動してからの針数です。実際の縫製物での糸ゆるみ針数ではありません。
また、スロースタートの縫い速度及び針数によっては、糸ゆるめの起動が追従できず、設定針数より多めに糸ゆるめが入ってしまうことがあります。
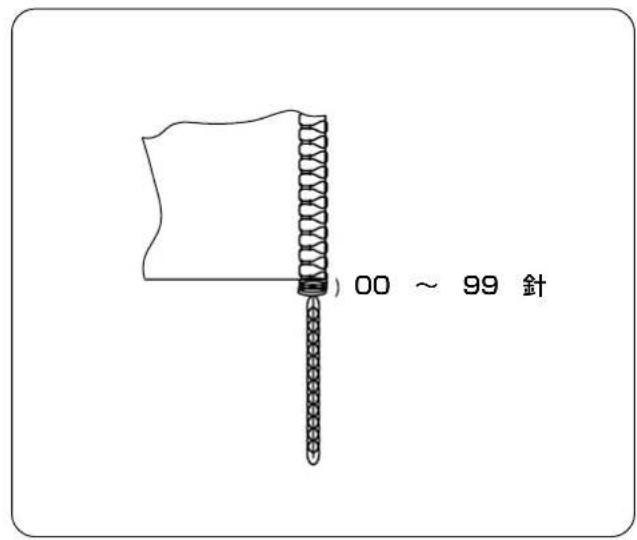
布端が、布端センサーから抜けてから、糸ゆるめを開始するまでの針数です。

実際の縫製物の布端面からの針数とは異なります。
5. 各種設定の変更方法
「Ⅱ-4. 空環巻込み縫いの各種設定」を参照し、変更する項目の変更モードを調べます。各モードの変更方法は以下の通りです。
(1) ユーザーモードでの変更方法
1) 電源を OFF します。
2) ⓘスイッチ ⑤ を押しながら電源を ON します。
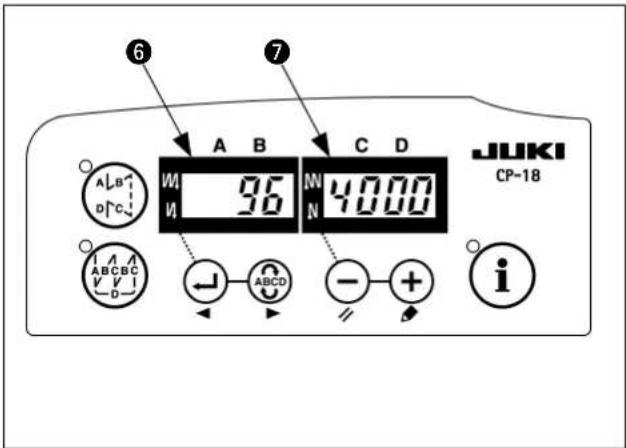
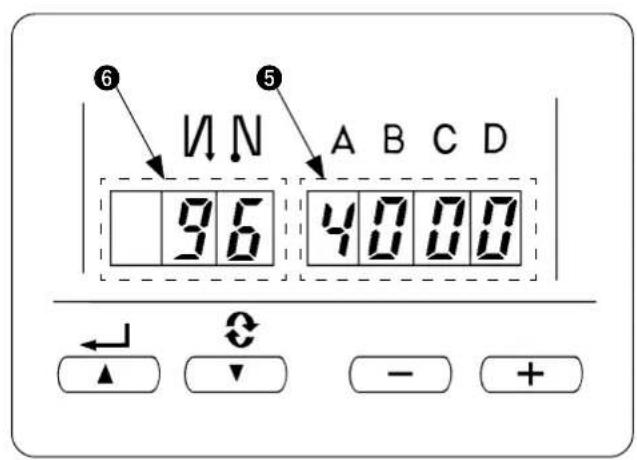
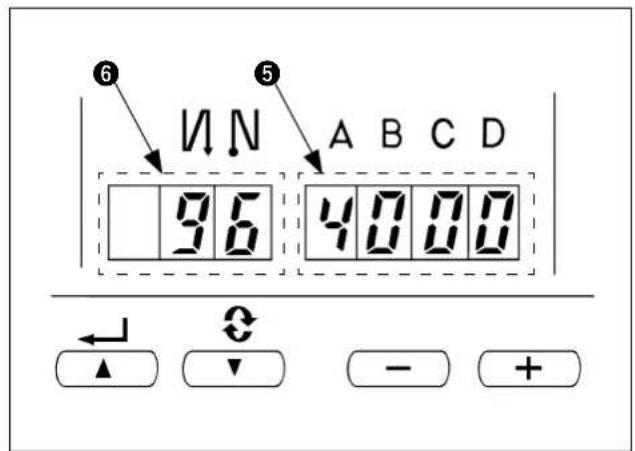
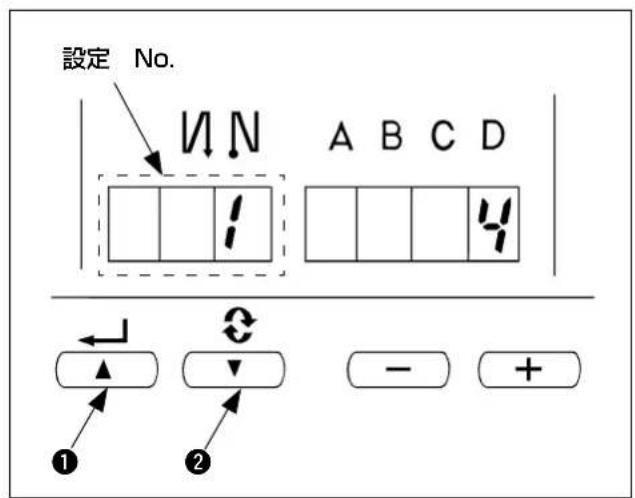
3)画面表示は⑥、⑦の表示になります。(画面表示が変わらない場合は、再度1)、2)の操作をやり直してください。) 表示は最後に設定された番号及び内容が表示されます。
4) 設定 No. を進めたいときはスイッチ ②を押して設定 No. を進めてください。 設定 No. を戻したいときはスイッチ ①を押して設定 No. を戻してください。

スイッチ ① ABCD スイッチ ②)を押し続
けると設定No. は連続的に戻ります(進みます)。
設定 No. を進ませる(戻す)と1つ前(1つ後)の内容が確定されますので、内容を変更した(アップ、ダウンSW に触れた)ときは十分注意してください。
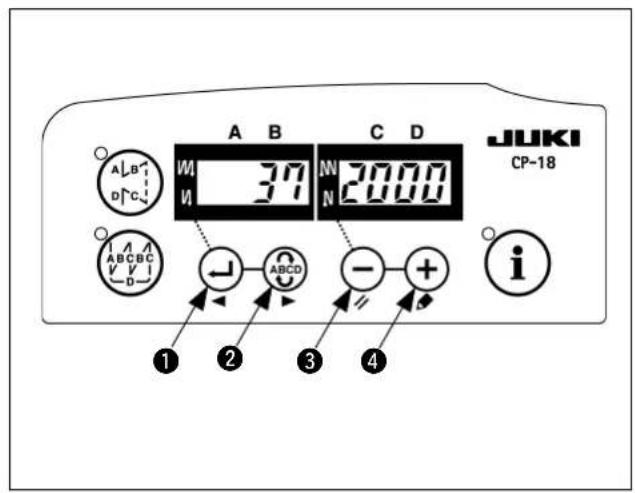
例)ソフトスタート縫い速度(No.37)の変更
スイッチ ① また スイッチ ② を押して No.37 を呼び出します。
①スイッチ③ または+スイッチ④を押して縫い速度を変更します。
5)変更が完了したらスイッチ ① また スイッチ ② を押し更新した値を確定させます。

-
この作業を行う前に電源をOFFにすると変更した内容は更新されません。
-
スイッチ①を押すと、画面表示は1つ前の設定 No. 内容にかわります。
-
スイッチ②を押すと、画面表示は次の設定 No. 内容に変わります。
操作終了後は、電源を OFF し、再度電源を ON することにより通常運転に戻ります。
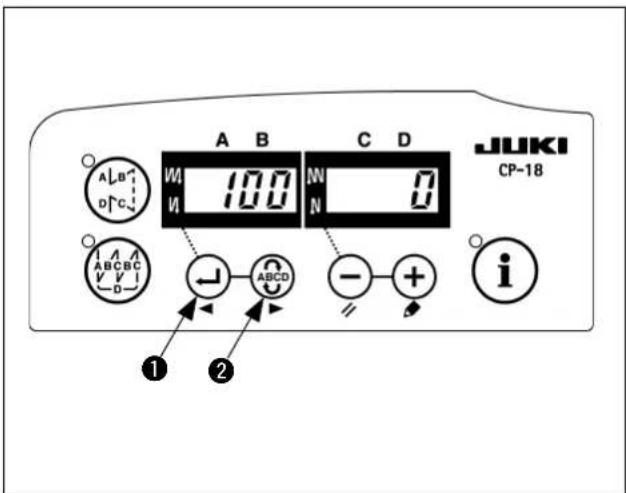
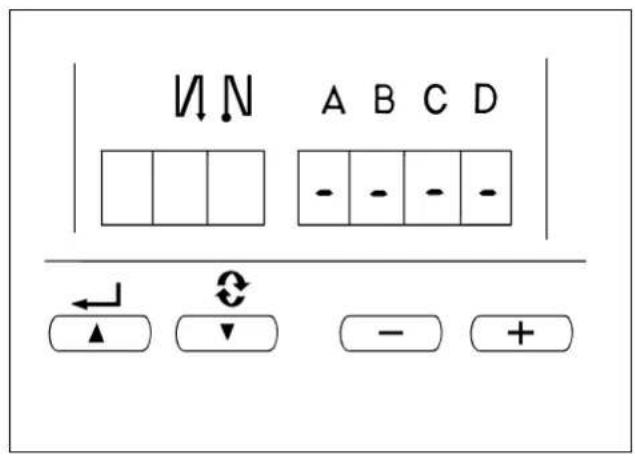
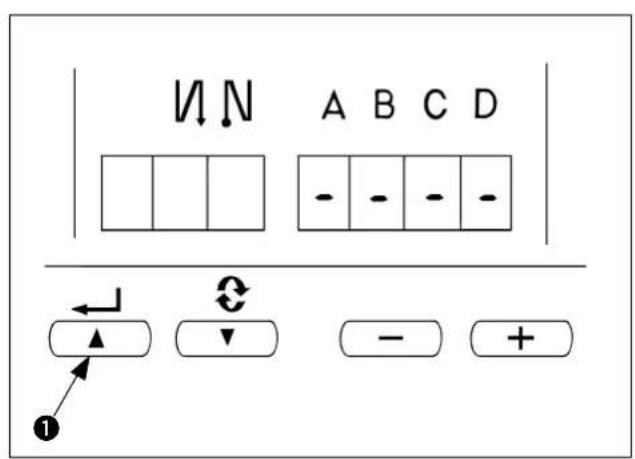
(2)通常モードでの変更方法
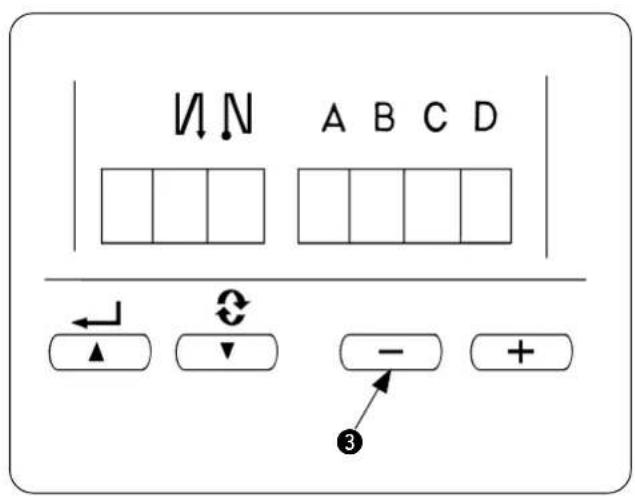
A/B/C/D の表示下に「-」が表示されます。
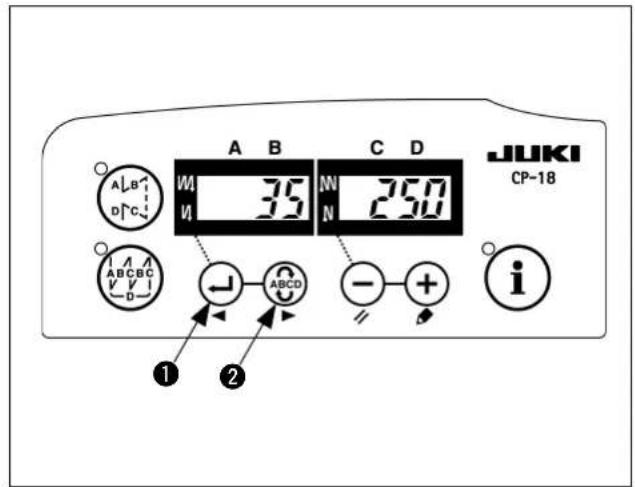
2) 設定モードの呼び出し
ABCD スイッチ ② を押します。
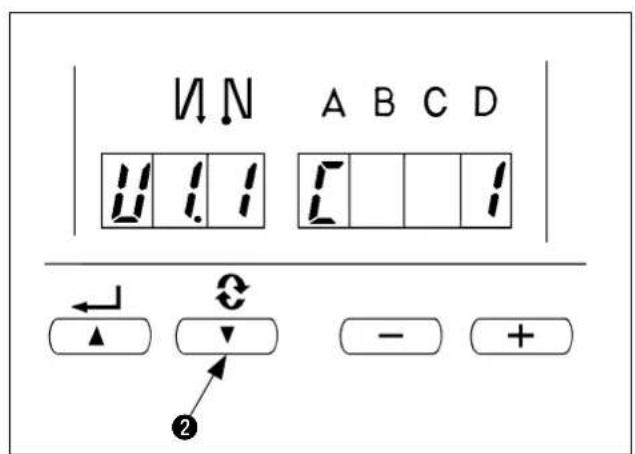
表示が図のように切り替わり、各工程の針数(C 表示)の表示に切り替わります。
さらに⑨スイッチ ②を押すことで、U11 → U12 → U13 と切り替わります。
この表示の時にミシンは動作しません。
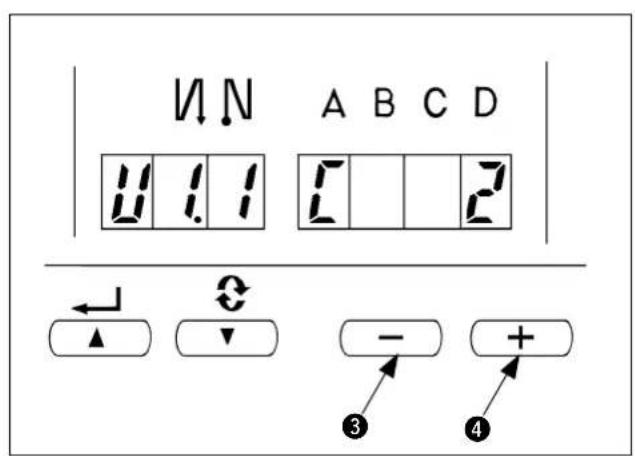
3) 設定値変更
②スイッチ③または④スイッチ④を押して、0~100の間で設定値を変更します。
4) 内容の確定
スイッチ ① を押します。SW 操作により変更内容が確定し、通常の表示に戻ります。 途中で電源を切断した場合、内容は更新されません。通常表示に戻った時点でペダル操作等が有効になります。
Ⅲ. コントローラー(SC-510)の設定
本取扱説明書は LB-6 に関連する機能のみ説明しております。
他の機能及び調整等の詳細については、SC-510 の取扱説明書を参照ください。

セットアップ出荷ミシンに対しては、機種及びその他項目が設定済みとなっております。機種設定を行わないでください。
1. ミシン機種の設定

-
ミシン購入後初めて使用する場合は、始めに機種の設定を行ってください。機種の設定によってミシンの回転方向、最高縫い速度が決定されます。誤った設定をされますとトラブルの原因となりますのでご注意ください。
-
機種設定後に、縫い始めの糸ゆるめ針数、スロースタート針数等、各種設定を行います。
-
前記 2. の各種設定後に機種設定をすると、2. で設定した内容は全て消えて設定前の状態となります。 その場合再度設定を行うことになりますのでご注意ください。
(1) 頭部タイプ選択
頭部タイプを MO.1 または MO.2 に設定します。
MO.1とMO.2とでは、設定縫い速度のみ異なります。使用するミシンの最高縫い速度を越えないように設定してください。
| 頭部タイプ 最高縫い速度 機種設定直後の縫い速度 | ||
| M0.1 5500 4000 | ||
| M0.2 8000 7000 | ||
機種設定を行ったとき MO.1 は 4000sti/min、MO.2 は 7000sti/min に設定されます。縫い速度の変更方法については「Ⅲ-4. 空環巻込み縫いの各種設定」、「Ⅲ-5. 各種設定の変更方法」を参照ください。
(2) 頭部タイプ選択方法

以降の説明の中に記載の操作以外のスイッチ操作は行わないでください。
電源スイッチの再投入は必ず、1秒以上経過した後行ってください。切断後すぐに電源を投入するとミシンが正常に動作しない場合があります。その場合は再度電源を入れ直してください。
機能設定モードへの切換え
[ユーザーモードへの切換え]
1) 電源を OFF します。
2) スイッチ ④ を押しながら電源を ON します。
3) 画面表示は⑤、⑥の表示になります。(画面表示が変わらない場合は、再度1)、2)の操作をやり直してください。)
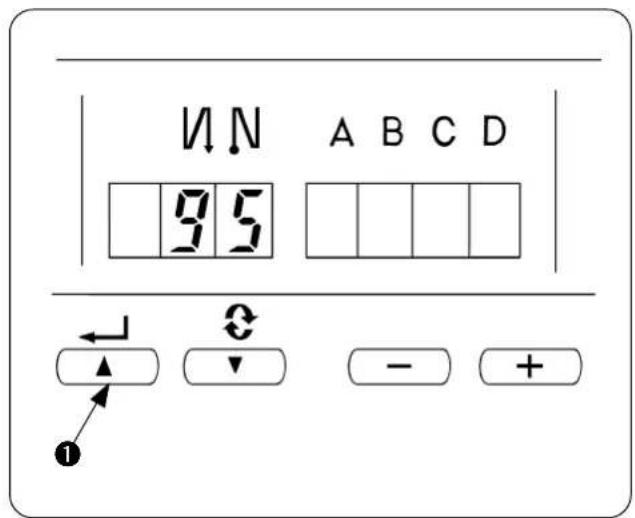
4) スイッチ ① を押して図(No.95)の表示にします。
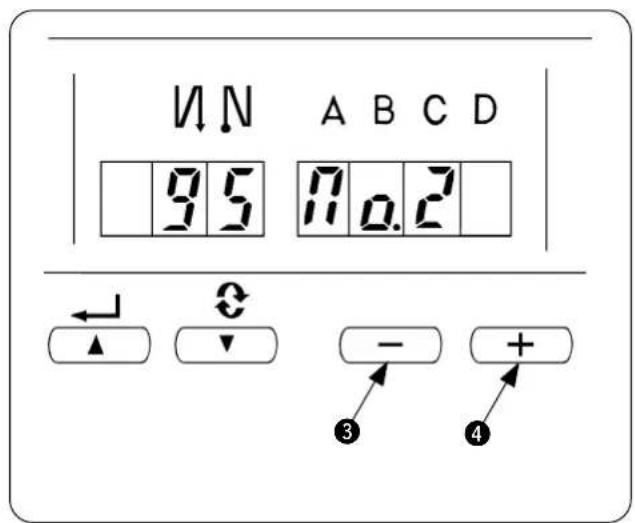
5) スイッチ ③ または ④ を押して、頭部タイプ (MO.1 または MO.2)を選択します。
MO.1 と MO.2 とでは最高縫い速度の設定範囲のみ異なります。
・M01:5,500sti/min まで
・M02:8,000sti/min まで
![JUKI PS700 - [ユーザーモードへの切換え] - 4](/content/2026/04/592321/images/072c544d0895a5f1e50ed8e8a085b4241a45f340c7ee0c3e45f0219216b42c5e.jpg)
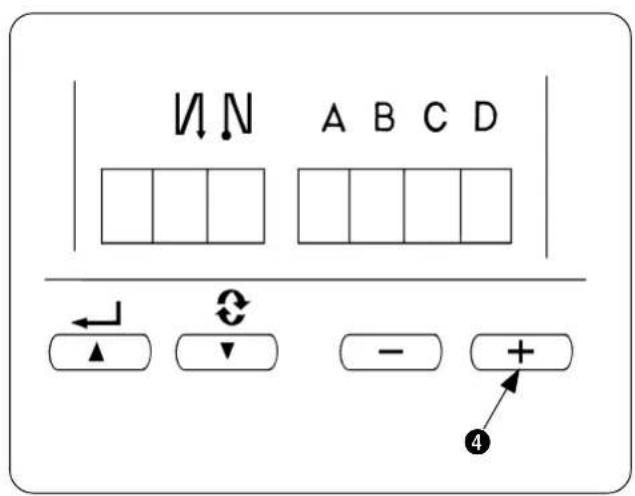
6) 確定スイッチ ① またはスイッチ ② を押すことで No.94または No.96 の表示となり、頭部タイプの設定が確定されます。
![JUKI PS700 - [ユーザーモードへの切換え] - 5](/content/2026/04/592321/images/8e95d7ef0124185803b310a90ca7bf1a69f78b94e925052be56857c11edda203.jpg)
頭部タイプを変更すると、それ以前に変更した内容は標準設定値へと戻ります。
電源を OFF します。
![JUKI PS700 - [ユーザーモードへの切換え] - 6](/content/2026/04/592321/images/b00c1625ce493a4adbd5e5d47e3d4feb801c42e24ecd2689147a623f1746e913.jpg)
確定操作を行わずに電源を OFF してしまうと、設定が変更されませんのでご注意ください。
2. 空環巻込み機能の設定
機能設定モードへの切換え
[サービスモードへの切換え]
1) 電源を OFF します。
2) スイッチ ④ を押しながら電源を ON します。
3)画面表示がされます。そのまま 3 秒間ほどスイッチ ④ を押し続けてください。
4) 2回目のブザー音が鳴ったところで、サービスモードへの切り換えが完了します。
画面表示は図のようになります。 (ユーザーモードと同じです。)
5) 空環巻込み機能を呼び出します。 スイッチ ① または ② を押し、図(No.65)の表示にします。
6) スイッチ ③ または ④ を押し、付帯装置 1 び出します。
(FUn UT1_ の表示)
7) スイッチ ① を押すことで設定が確定となります。
(図はスイッチ ① を押した後の表示です。)
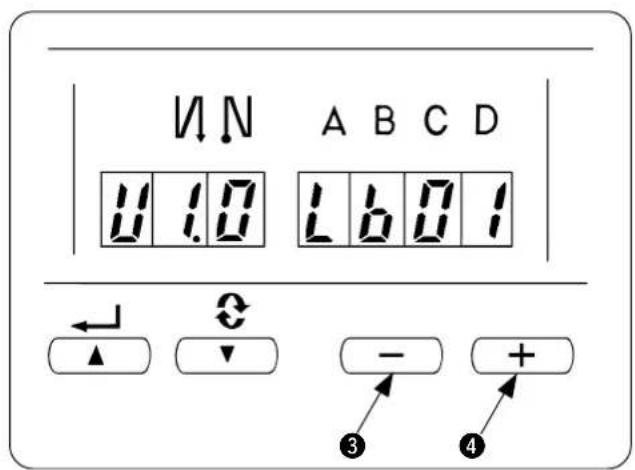
8) スイッチ ③ または ④ を押して LB 機能を呼び出します。
(U1.0 Lb01 の表示)
![JUKI PS700 - [サービスモードへの切換え] - 6](/content/2026/04/592321/images/350df002a93c9ae5d9bf625999801cc551515c564d5f358dd477895af023f657.jpg)
9) スイッチ ① を押すことで設定が確定となります。
電源を OFF します。
3. 自動押え上げ機能の設定
1) 電源を OFF します。
2) スイッチ ③ を押しながら電源を ON します。
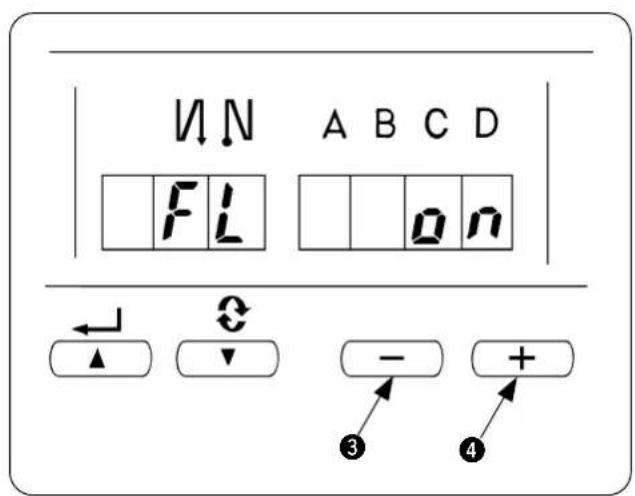
3) 画面表示が「FL on」になれば自動押え上げ機能が有効となります。
そのまま電源を OFF してください。
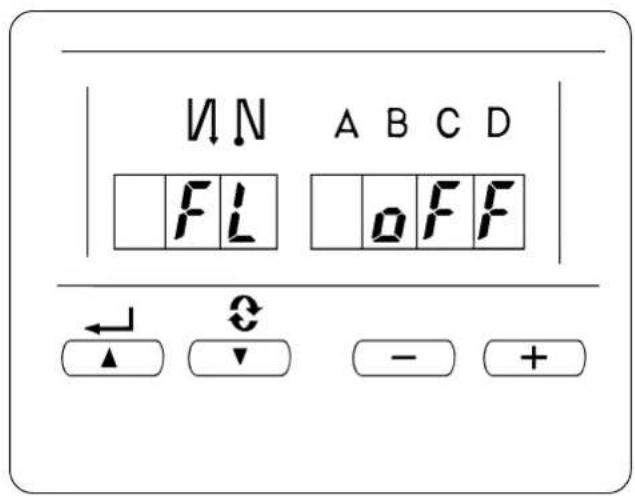
* 画面表示が「FL oFF」と出た場合は、1)
~ 3)の操作をもう一度行ってください。
「FL on」の表示に変わります。
4. 空環巻込み縫いの各種設定
1~3の設定により、各機能は標準的な推奨値に設定されていますが、縫製条件に合わせて変更する事もできます。変更は「ユーザーモード」または「通常モード」にて行います。以下の表に空環巻込み縫い機能として代表的な設定項目、設定値を示します。
| 設定項目 標準値 | 設定範囲 変更モード | プログラム No | 備考 | ||
| 最高縫い速度[sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | ユーザーモード | 96 | |
| ソフトスタートの針数[針] | 4 | 0~9 | 1 | ||
| ソフトスタートの縫い速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 値はNo.96 の値 | |
| 縫終りの空環縫い速度[sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 値はNo.96 の | |
| 縫始めの糸ゆるめ針数[針] | 1 | 0 ~ 999 | 通常モード | U1.1 | P8 参照 |
| 縫終り布端センサー検知から糸ゆるめまでの針数 [針] | 4 | 0 ~ 999 | U1.2 | P8 参照 | |
| 空環縫いの針数[針] | 40 | 0 ~ 999 | U1.3 | 空環の長さを調節します。 | |
* その他の設定については、SC-510取扱説明書、SC-510サービスマニュアルを参照してください。
縫始めは 1~2 針糸ゆるめした方が空環の巻込みがきれいにできます。

糸ゆるめ針数はミシンが起動してからの針数です。実際の縫製物での糸ゆるみ針数ではありません。
また、スロースタートの縫い速度及び針数によっては、糸ゆるめの起動が追従できず、設定針数より多めに糸ゆるめが入ってしまうことがあります。
布端が、布端センサーから抜けてから、糸ゆるめを開始するまでの針数です。

実際の縫製物の布端面からの針数とは異なります。
5. 各種設定の変更方法
「Ⅲ-4. 空環巻込み縫いの各種設定」を参照し、変更する項目の変更モードを調べます。各モードの変更方法は以下の通りです。
(1) ユーザーモードでの変更方法
1) 電源を OFF します。
2) スイッチ ④ を押しながら電源を ON します。
3)画面表示は⑤、⑥の表示になります。(画面表示が変わらない場合は、再度1)、2)の操作をやり直してください。)
4) 設定 No. を進めたいときは、スイッチ ② を押して設定 No. を進めてください。 設定 No. を戻したいときは、スイッチ ① を押して設定 No. を戻してください。

スイッチ①(スイッチ②)を押し続けると 設定 No. は連続的に戻ります(進みます)。 設定 No. を進ませる(戻す)と1つ前(1つ後)の内容が確定されますので、内容を変更した(アップ、ダウンSW に触れた)ときは十分注意してください。
例)ソフトスタート縫い速度(No.37)の変更
スイッチ ① または ② を押して No.37 を呼び出します。
スイッチ③または④を押して縫い速度を変更します。
5) 変更が完了したらスイッチ①または②を押し更新した値を確定させます。

-
この作業を行う前に電源をOFFにすると変更した内容は更新されません。
-
スイッチ ① を押すと、画面表示は前の設定 No. 内容にかわります。
-
スイッチ ② を押すと、画面表示は次の設定 No. 内容に変わります。
操作終了後は、電源を OFF し、再度電源を ON することにより通常運転に戻ります。
(2)通常モードでの変更方法
1) 電源を ON します。
A/B/C/D の表示下に「-」が表示されます。
2) 設定モードの呼び出し
スイッチ ② を押します。
表示が図のように切り替わり、各工程の針数(C 表示)の表示に切り替わります。
さらにスイッチ ② を押すことで、U1.1 → U1.2 → U1.3 と切り替わります。

3) 設定値変更
スイッチ ③ または ④ を押して、0~999 の間で設定値を変更します。
4) 内容の確定
スイッチ ① を押します。SW 操作により変更内容が確定し、通常の表示に戻ります。
途中で電源を切断した場合、内容は更新されません。通常表示に戻った時点でペダル操作等が有効になります。
Ⅳ. エアー機器の取り付け
エアー機器を組付ける際、継手等のねじ部にシールテープを巻くとエアーもれを効果的に防ぐことができます。
1. エアレギュレータの取り付け
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
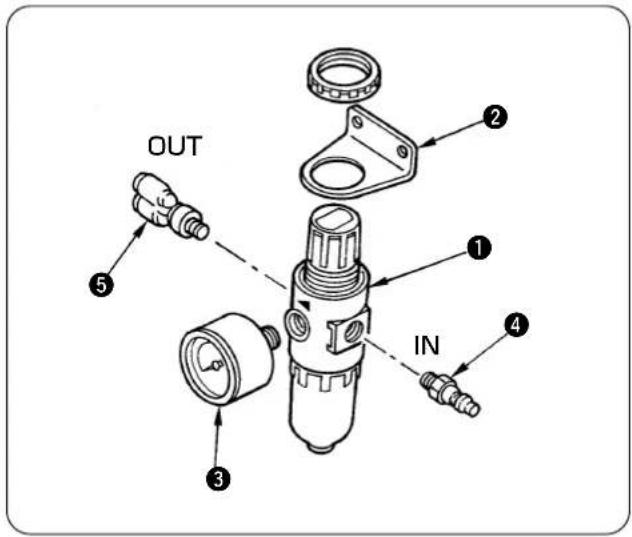
1)エアーレギュレータ ① に取付ベース ②、ゲージ ③、継手 ④5 を取り付けます。
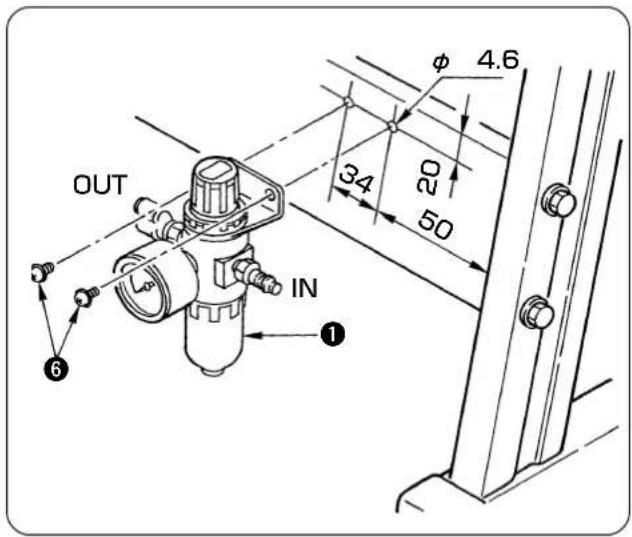
2) 脚の横支柱にあけます。 φ 4.6 の穴を 2 箇所あけ、タッピングねじ ⑥ でエアーレギュレータ ① を取り付けます。
2. 電磁弁の取り付け
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
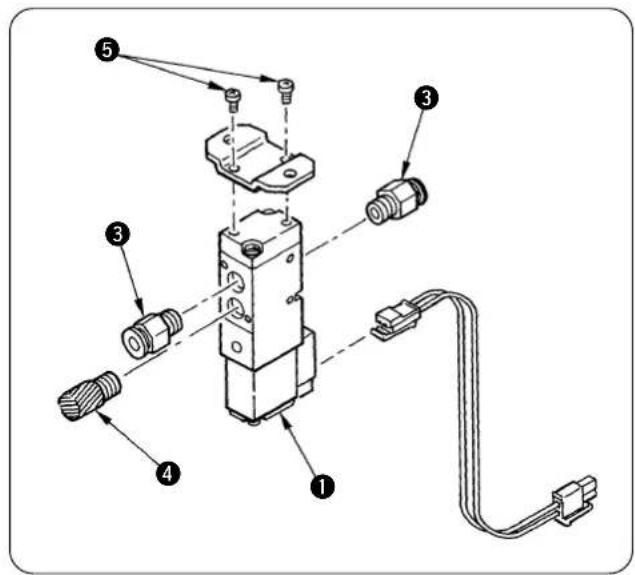
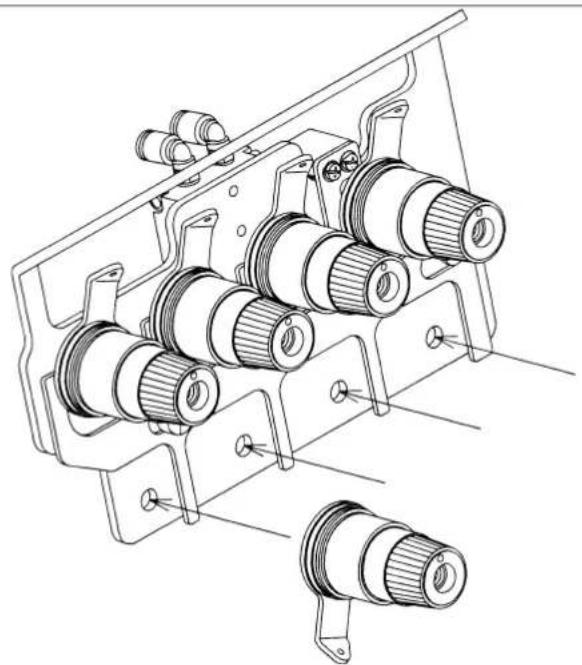
1)電磁弁①に取り付けベース②をねじ⑤で取り付けます。
2) φ 6継手③、サイレンサー④を取り付けます。
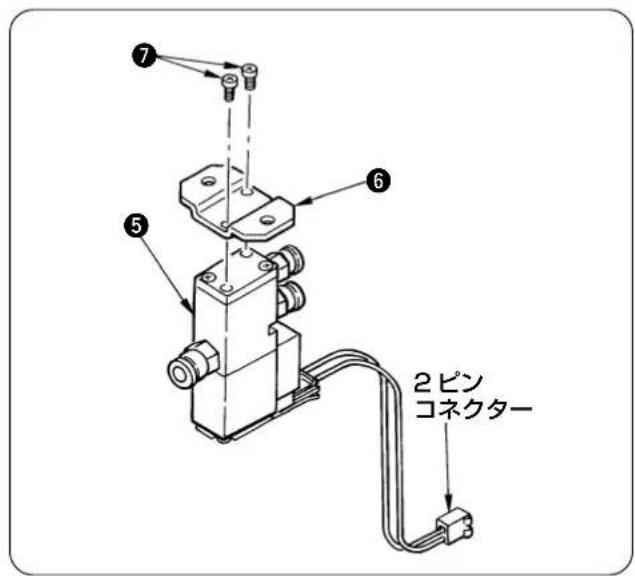
(2) 糸ゆるめ電磁弁
電磁弁 ⑤ に取り付けベース ⑥ をねじ ⑦ にて取り付けます。
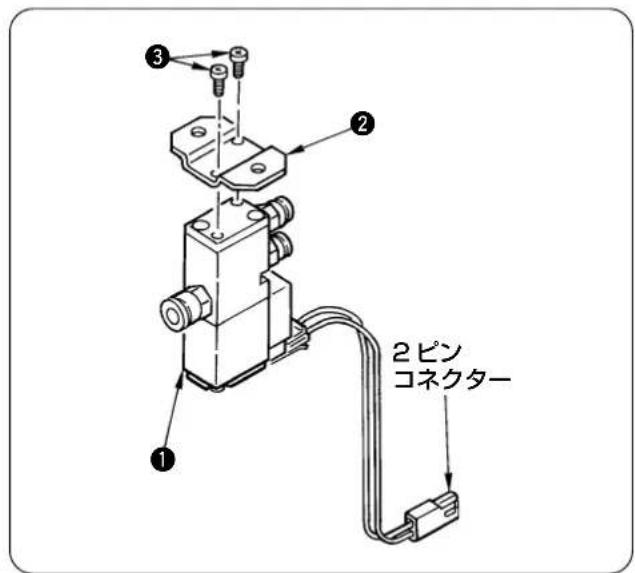
(3) 中爪駆動電磁弁
電磁弁 ① に取り付けベース ② をねじ ③ にて取り付けます。
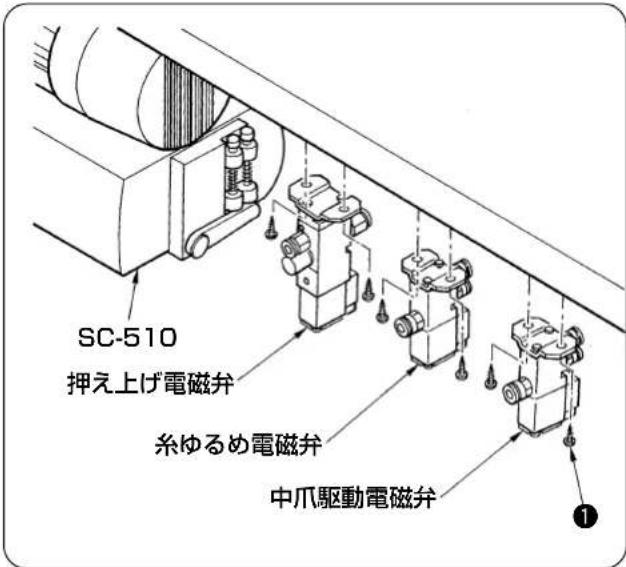
(4) 各種電磁弁のテーブルへの取り付け
電磁弁をテーブル裏面のモーターわき付近に木ねじ ① で固定します。
V. ミシンの組み付け
1. 糸調子板総組(糸ゆるめユニット)の組み付け
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
ミシンに装着の糸調子を一度取り外し、糸調子総組を上カバーに取り付けます。
2. 押え上げユニットの組み付け
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
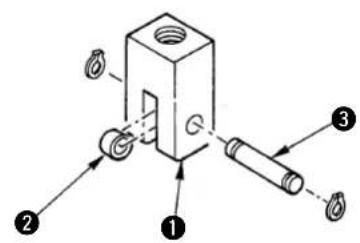
1)シリンダーナックル①にころ②、ピン③を取り付け、ピン③をCリング2個で固定します。
2) シリンダーナックル ① をシリンダーロッド先端にねじ込みます。
3) シリンダーナックル ① の位置は、シリンダーをミシン頭部に取り付けてから調節しますので、適当な位置とします。
ロックナット ④ もここでは固定しません。
4) 押え上げシリンダー継手 ⑤ を組み付けます。
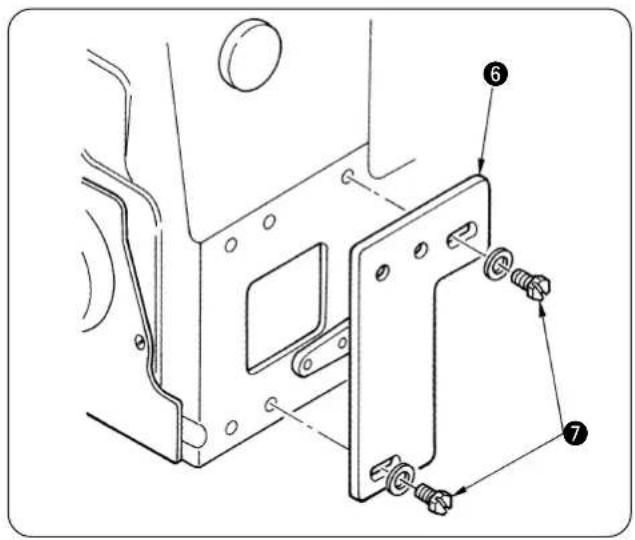
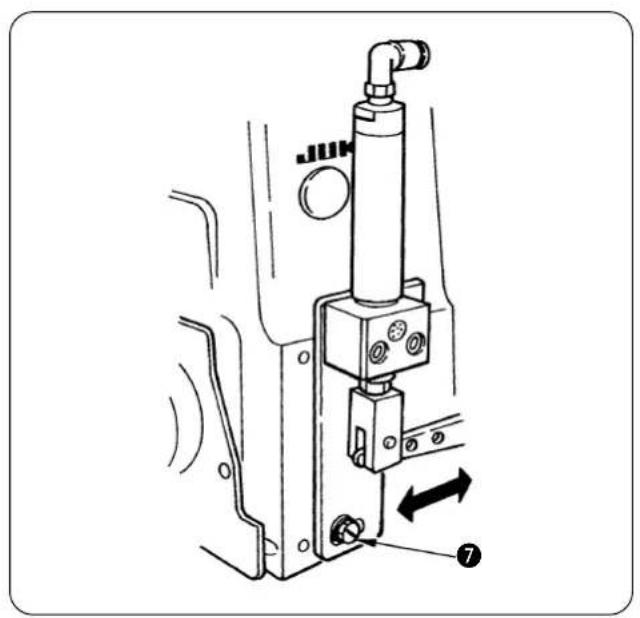
1)押え上げシリンダー組み付けベース ⑥ を長穴の中心でねじ ⑦ を固定します。
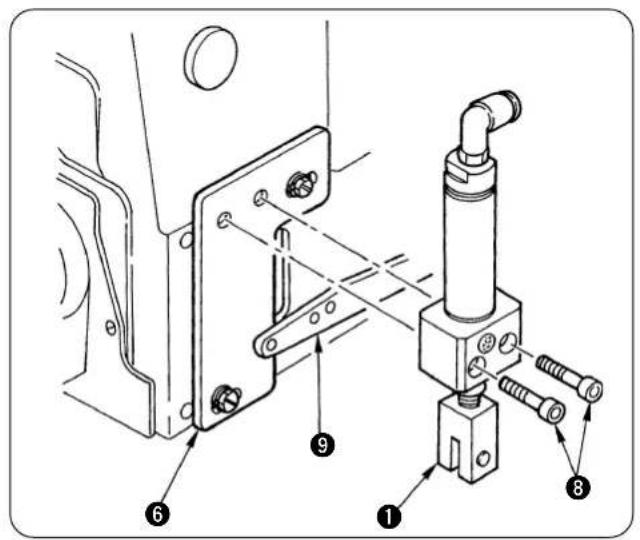
2) シリンダーをシリンダー取り付けベース ⑥ にねじ ⑧ で組み付けます。
このとき押え上げレバー ⑨ がシリンダーナックル ① の二叉部に入るように組み付けます。
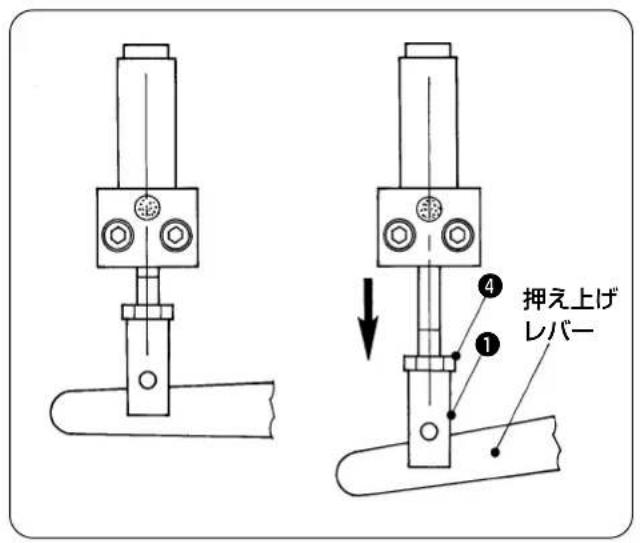
(3) 押え上げユニットの調節
1) シリンダーナックル ① の位置を調節します。エアシリンダーが縮んでいるとき押え上げレバーが下方向にあそびがあり、エアシリンダーが伸びたとき押え上昇量が確保されるようにします。
2)位置が決まったらロックナット ④ でシリンダーナックル ① を固定してください。
不意の起動による事故を防ぐため、電源を切ってから行ってください。
フレーム受板用穴
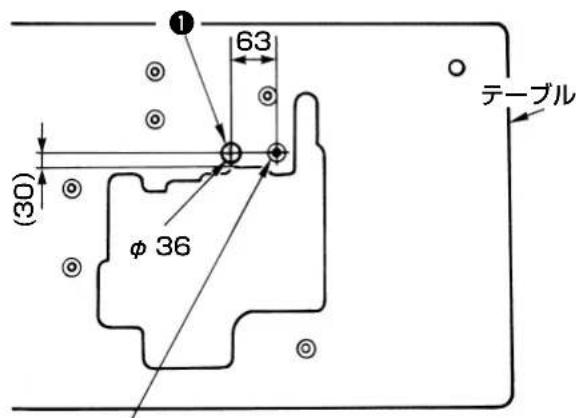
(1) テーブルの追加工
JUKI 品番 11959707 以外のテーブルを使用される場合は、コード類の取りまわし用穴 ① をあけてください。
(2) ミシン頭部をフレーム受板上に設置し、ベルトを掛けます。
SC-921(または SC-510)取扱説明書を参照してベルトの張りを調整してください。
(ミシンを運転してベルトの振れが大きい場合は、ベルトの張りを再度見直してください。)
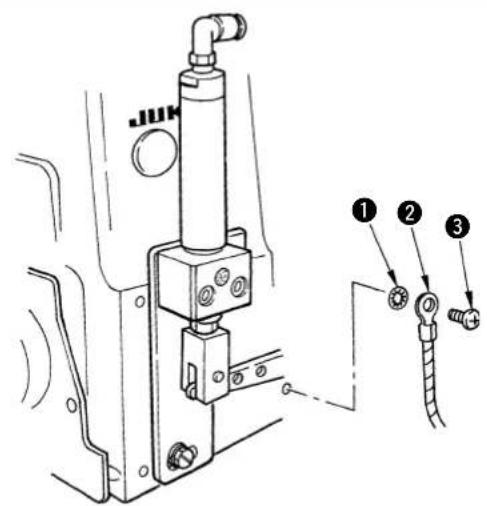
(3) アースコード②を取り付けてください。
1) ミシン側
ミシン裏側にアースマーク①がついてます。そのねじ穴に歯付き座金①、アースコード②、止めねじ③の順で取り付けます。
2) 電源スイッチボックス側
ミシンに取り付けたアースコードの反対側端子を電源スイッチボックスのアースに接続します。
アースコードは、ミシンのベルトと接触しない場合を通してください。

電源コンセントは、抜いた状態で作業してください。
電源スイッチの蓋をあけ、二次側のアースにアースコードを接続します。
2. シンクロナイザーの調整
(1) 内蔵式シンクロナイザーの調整

停止位置の確認以外は、電源を切った状態で作業を行なってください。
[上停止位置]
1) ハンドプーリーを手で回して、針棒下死点の状態にします。
2) ミシンから手を離し、ミシンが起動しても安全な状態で電源を ON にします。
ミシンが約半回転して停止します。この位置がミシンの上停止位置です。
3) 上停止位置が上ルーパーの最左点となるよう調整してください。
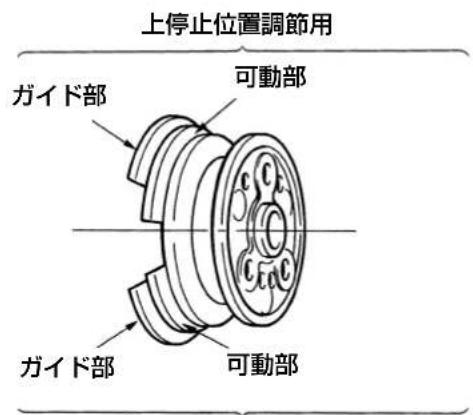
[下停止位置]
下停止位置はガイド部と可動部を合わせた状態が標準位置となります。
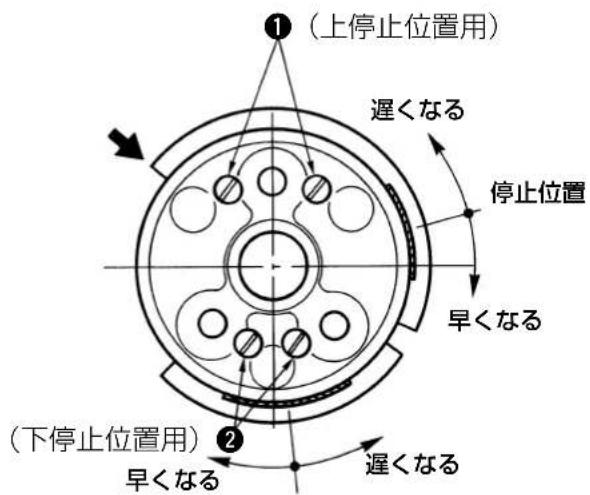
[調整方法]
1) ハンドプーリーを取り外します。
2)止めねじ①または②をゆるめ、可動部を右方向へ回すと停止位置は早くなります。
調整後は確実にねじを締めてください。(止めねじ①:上停止位置用、止めねじ②:下停止位置用)
3) 調整が終了したら、ハンドプーリーとベルトカバーを取り付けます。
下停止位置調節用
(2) ベルトカバーの取り付け
ベルトカバーのコード穴を開けます。
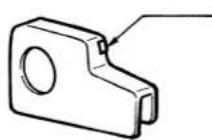
この部分をラジオペンチなどで割ってください。
(バリがある場合は切り取ってください。)
ここからセンサーのコードを出します。
- ベルトカバーの組み付けは、テーブルにセットした状態でベルトを掛けてから行います。
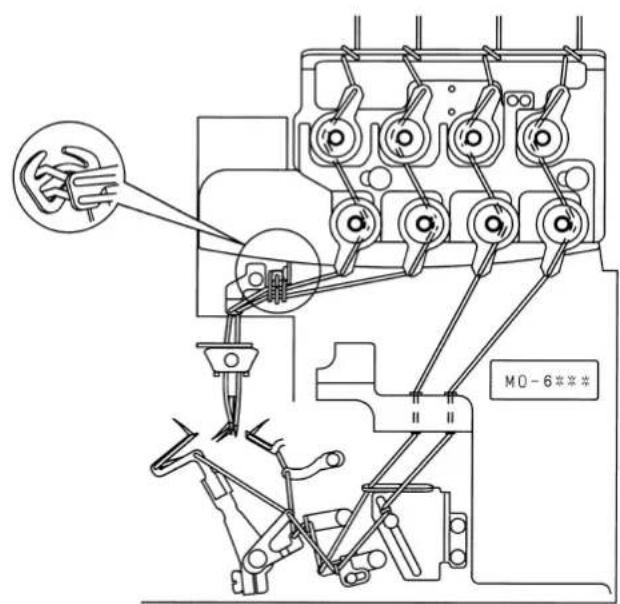
3. 工アー配管
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) エアー配管図
下の配管図を元に配管してさい。
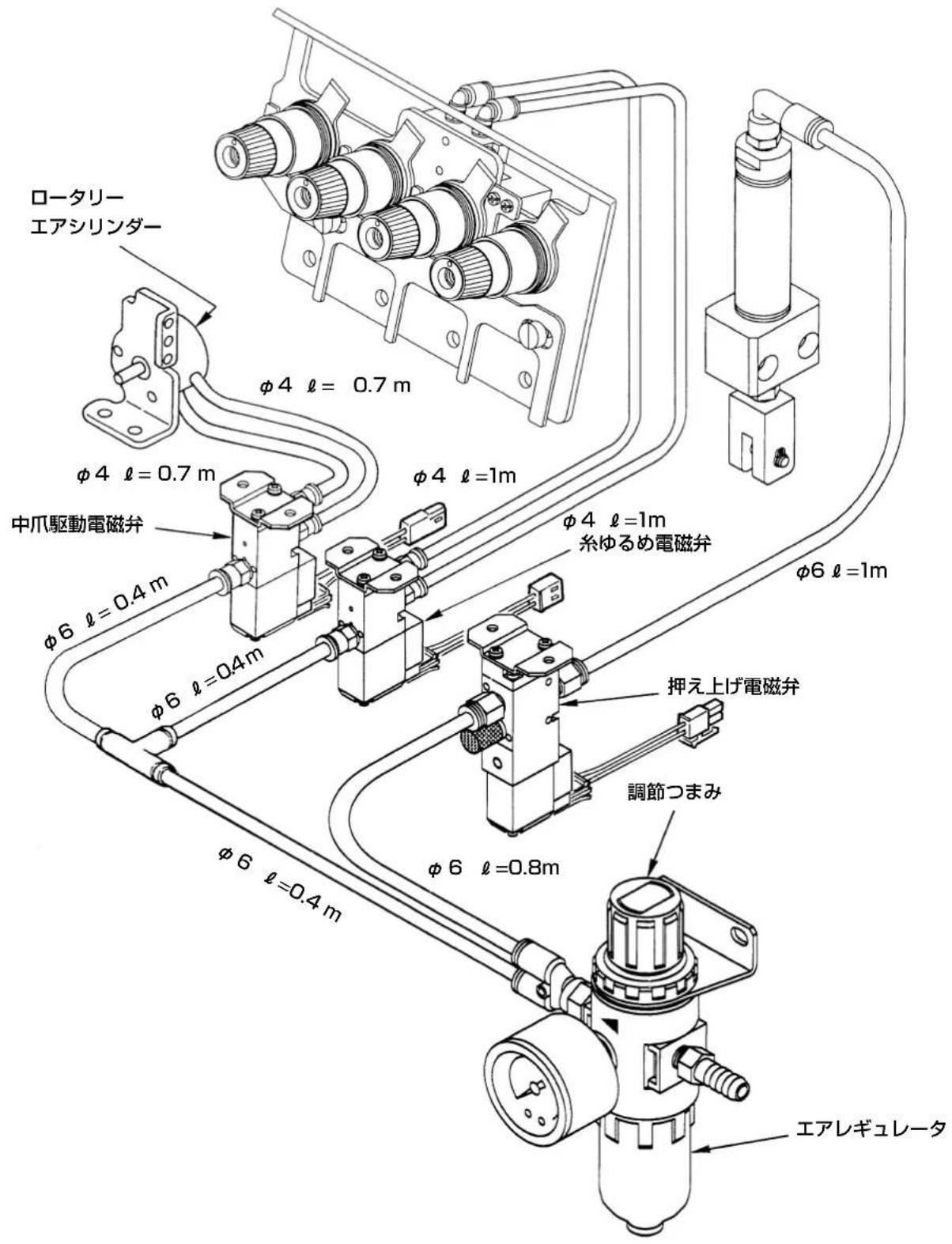
(2) エアー管・コードの束線
エアー管・コード類は、V ベルト、モーター、押え上げレバー等、運動部品と干渉しないよう、束線バンド、スパイラルチューブにて束ねてください。
(3) エアー源の接続
1) エアーレギュレータの調節つまみは、ゆるめた状態にしてエアー源を接続してください。

エアー圧が過剰な設定になっていると、エアーシリンダー等にダメージを与えてしまいます。
2) エアーレギュレータ調整
0.5 MPa に設定してください。
エアレギュレータの調節つまみを締め込んで調整します。
②糸ゆるめ板 ① が上段の糸調子に入っていることを確認してください。
③中爪は針板内に引っ込んでいることを確認してください。

もし説明と逆の状態となっていた場合は、一度エアー源を抜いてから、エアー管のつなぎかえを行なってください。
4. SC-921 へのコネクタ接続
注意
- 不意の起動による人身の損傷を防ぐために電源を切り、5分以上経過してから行ってください。
- 誤動作や仕様違いにより装置を破損する恐れがありますので、必ず指定の位置に対応する全てのコネクタを挿入してください。
- 誤動作による人身の損傷を防ぐため、必ずロック付きコネクタはロックを行ってください。
3 種類の中継コード(コネクタ変換コード)を使います。
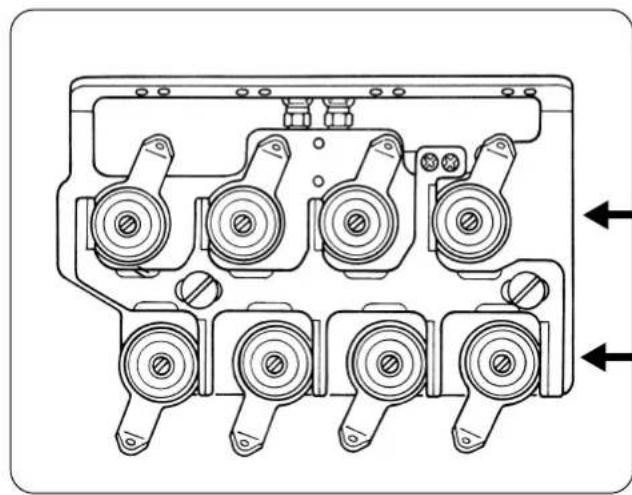
SC-921 のアンダーカバー固定ねじ A をゆるめてカ
バーを開くと、下記のコネクタが準備されています。該当位置に頭部コネクタを接続してください。
① CN30 モータ信号コネクタを接続
② CN33 シンクロナイザーを接続
③ CN36 中爪及び糸ゆるめ電磁弁を接続
④ CN37 押え上げ電磁弁を接続
⑥ CN54 布端センサーを接続
⑦ CN39 立ちミシンペダル(PK-70 等)を使用の場合接続
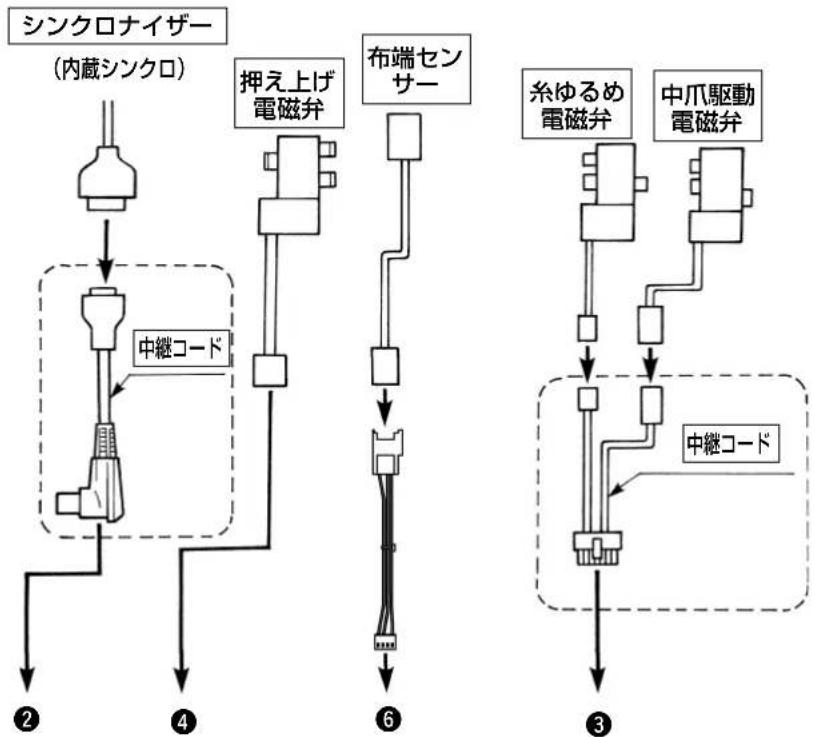
5. SC-510 へのコネクタ接続
注意
- 不意の起動による人身の損傷を防ぐために電源を切り、5分以上経過してから行ってください。
- 誤動作や仕様違いにより装置を破損する恐れがありますので、必ず指定の位置に対応する全てのコネクタを挿入してください。
- 誤動作による人身の損傷を防ぐため、必ずロック付きコネクタはロックを行ってください。
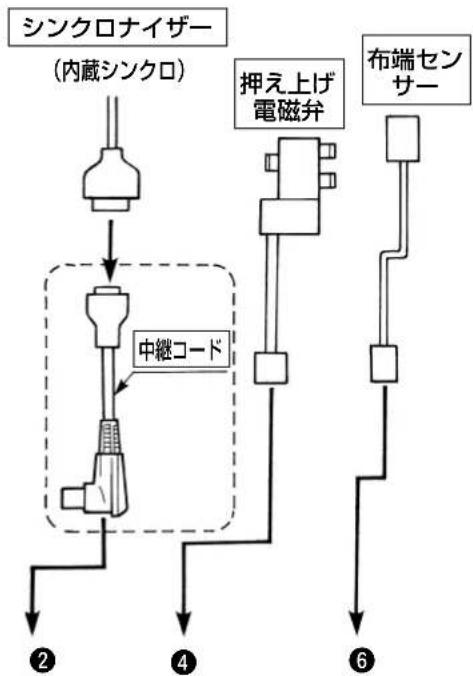
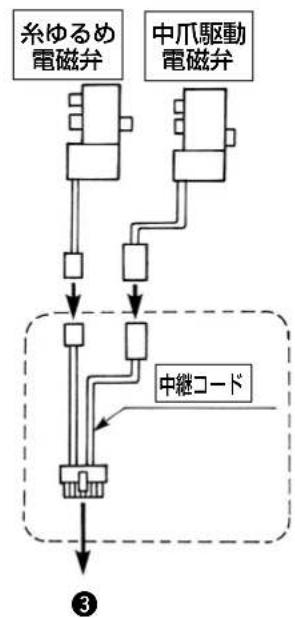
2 種類の中継コード(コネクタ変換コード)を使います。
flowchart
graph TD
A["シンクロナイザー (内蔵シンクロ)"] --> B["中継コード"]
B --> C["中継コード"]
C --> D["中継コード"]
D --> E["中継コード"]
E --> F["中継コード"]
F --> G["中継コード"]
G --> H["中継コード"]
H --> I["中継コード"]
I --> J["中継コード"]
J --> K["中継コード"]
K --> L["中継コード"]
L --> M["中継コード"]
M --> N["中継コード"]
N --> O["中継コード"]
O --> P["中継コード"]
P --> Q["中継コード"]
Q --> R["中継コード"]
R --> S["中継コード"]
S --> T["中継コード"]
T --> U["中継コード"]
U --> V["中継コード"]
V --> W["中継コード"]
W --> X["中継コード"]
X --> Y["中継コード"]
Y --> Z["中継コード"]
Z --> AA["中継コード"]
AA --> AB["中継コード"]
AB --> AC["中継コード"]
AC --> AD["中継コード"]
AD --> AE["中継コード"]
AE --> AF["中継コード"]
AF --> AG["中継コード"]
AG --> AH["中継コード"]
AH --> AI["中継コード"]
AI --> AJ["中継コード"]
AJ --> AK["中継コード"]
AK --> AL["中継コード"]
AL --> AM["中継コード"]
AM --> AN["中継コード"]
AN --> AO["中継コード"]
AO --> AP["中継コード"]
AP --> AQ["中継コード"]
AQ --> AR["中継コード"]
AR --> AS["中継コード"]
AS --> AT["中継コード"]
AT --> AU["中継コード"]
AU --> AV["中継コード"]
AV --> AW["中継コード"]
AW --> AX["中継コード"]
AX --> AY["中継コード"]
AY --> AZ["中継コード"]
AZ --> BA["中継コード"]
BA --> BB["中継コード"]
BB --> BC["中継コード"]
BC --> BD["中継コード"]
BD --> BE["中継コード"]
BE --> BF["中継コード"]
BF --> BG["中継コード"]
BG --> BH["中継コード"]
BH --> BI["中継コード"]
BI --> BJ["中継コード"]
BJ --> BK["中継コード"]
BK --> BL["中継コード"]
BL --> BM["中継コード"]
BM --> BN["中継コード"]
BN --> BO["中継コード"]
BO --> BP["中継コード"]
BP --> BQ["中継コード"]
BQ --> BR["中継コード"]
BR --> BS["中継コード"]
BS --> BT["中継コード"]
BT --> BU["中継コード"]
BU --> BV["中継コード"]
BV --> BW["中継コード"]
BW --> BX["中継コード"]
BX --> BY["中継コード"]
BY --> BZ["中継コード"]
BZ --> CA["中継コード"]
CA --> CB["中継コード"]
CB --> CC["中継コード"]
CC --> CD["中継コード"]
CD --> CE["中継コード"]
CE --> CF["中継コード"]
CF --> CG["中継コード"]
CG --> CH["中継コード"]
CH --> CI["中継コード"]
CI --> CJ["中継コード"]
CJ --> CK["中継コード"]
CK --> CR["中継コード"]
CR --> CS["中継コード"]
CS --> CT["中継コード"]
CT --> CU["中継コード"]
CU --> CV["中継コード"]
CV --> CW["中継コード"]
CW --> CX["中継コード"]
CX --> CY["中継コード"]
CY --> CZ["中継コード"]
CZ --> DA["中継コード"]
DA --> DB["中継コード"]
DB --> DC["中継コード"]
DC --> DD["中継コード"]
DD --> DE["中継コード"]
DE --> DF["中継コード"]
DF --> DG["中継コード"]
DG --> DH["中継コード"]
DH --> DI["中継コード"]
DI --> DJ["中継コード"]
DJ --> DK["中継コード"]
flowchart
graph TD
A["糸ゆるめ電磁弁"] --> B["中爪駆動電磁弁"]
B --> C["中継コード"]
C --> D["接地符号"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
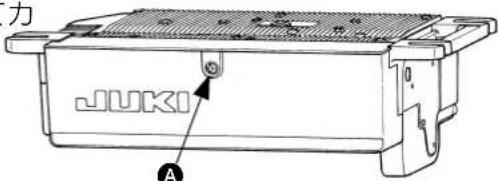
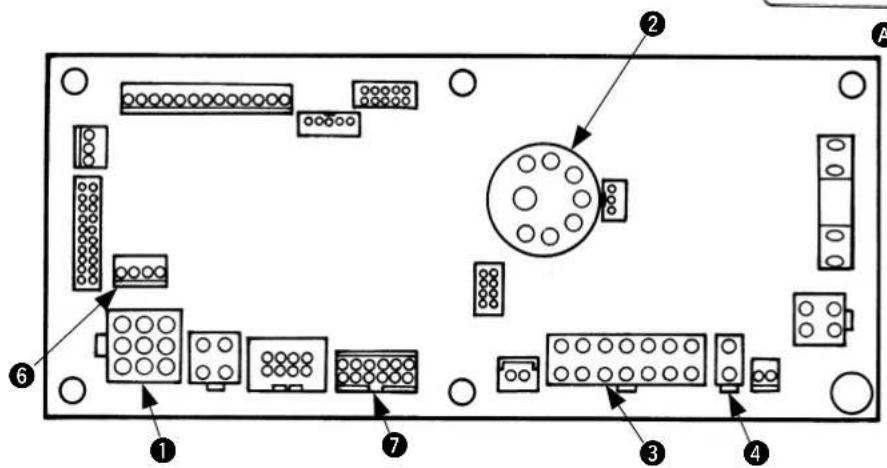
SC-510 のフロントカバー固定ねじ A をゆるめてカバーを開くと、下記のコネクタが準備されています。該当位置に頭部コネクタを接続してください。
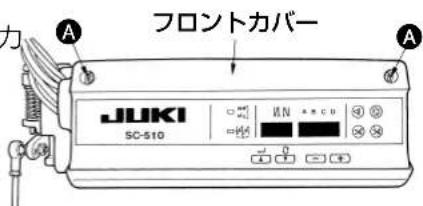
① CN30 モータ信号コネクタを接続
② CN33 シンクロナイザーを接続
③ CN36 中爪及び糸ゆるめ電磁弁を接続
④ CN37 押え上げ電磁弁を接続
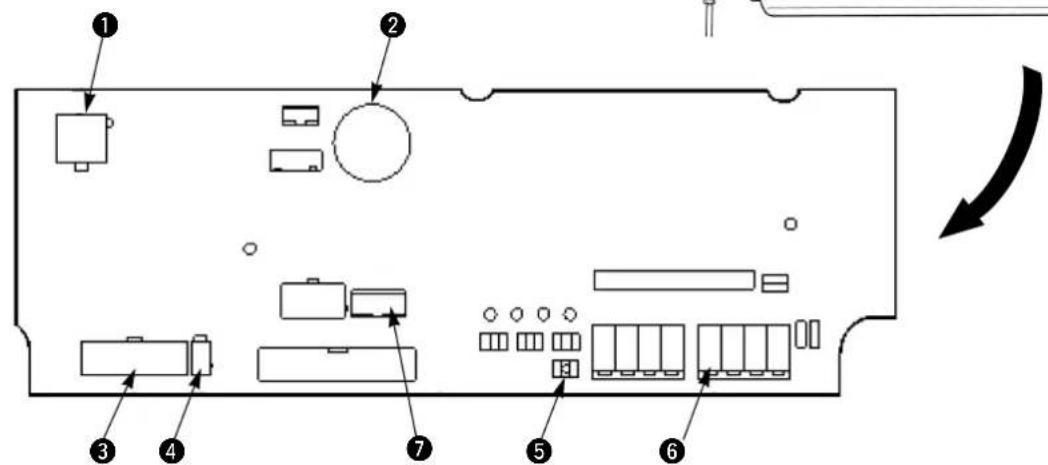
⑤ W4 布端センサー入出力電源切換え用ジャンパーピン
(+12V へ差し替えます。次頁を参照してください。)
⑥ CN51 布端センサーを接続
⑦ CN39 立ちミシンペダル(PK-70 等)を使用の場合接続
布端センサー用ジャンパーピンを+5Vから+12Vへ差し替えます。
(工場出荷時は +5V で設定してあります。)

本設定を行わないと布端センサーが正常に作動しません。必ず行ってください。
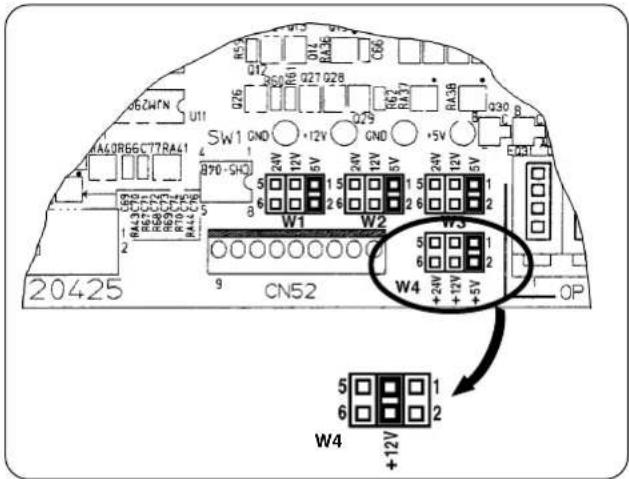
6. 布端センサーの取り付け
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) 部品の取り付け
1)発光センサー ① が布台に対して平行な位置となるよう、ねじ ② で取り付けます。
2) センサーのコード ③ は押え引き上げレバー ④ に引っ掛からないようにコードクランプ ⑤ にて固定してください。
(2) 電装への接続
1) 発光センサーのコードは、ミシン裏側のテーブル丸穴に通します。
SC-921 への接続は、「Ⅵ-4. SC-921 へのコネクタ接続」を参照してください。
SC-510 への接続は、「Ⅵ-5. SC-510 へのコネクタ接続」を参照してください。
(3) 反射シールの貼り付け
注意
ミシンが急に回り出す危険がありますので、起動ペダルは踏まないでください。
誤動作を避けるために V ベルトを掛けない状態で作業することをおすすめします。
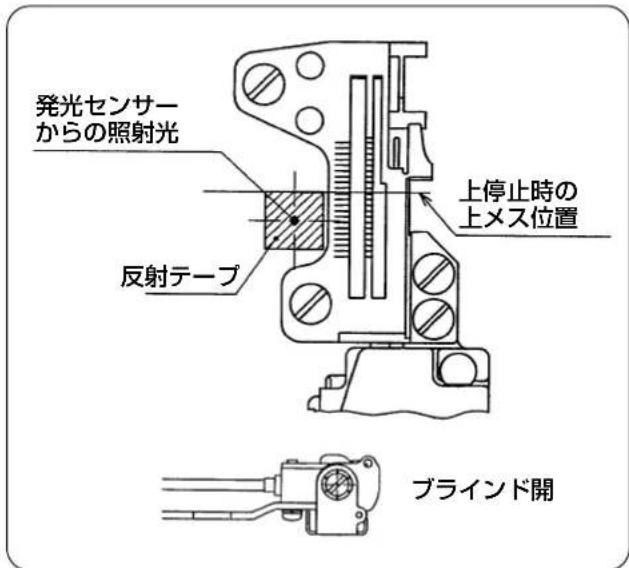
1) 反射シールの貼り付け
貼付け部表面はあらかじめホコリや油分を拭き取っておいてください。
2) 反射シールの貼り付け位置:
(前後方向) 上メスを基準に貼り付けてください。
(左右方向) ミシン電源を投入して、発光センサの赤色光が照射される位置とします。
3) 前後方向で、発光センサの赤色光照射位置が貼り付けた反射シール位置と合ってない場合は、布端センサー組の取付位置を調整してください。

センサーブラインドは "開" の状態で作業を行ってください。
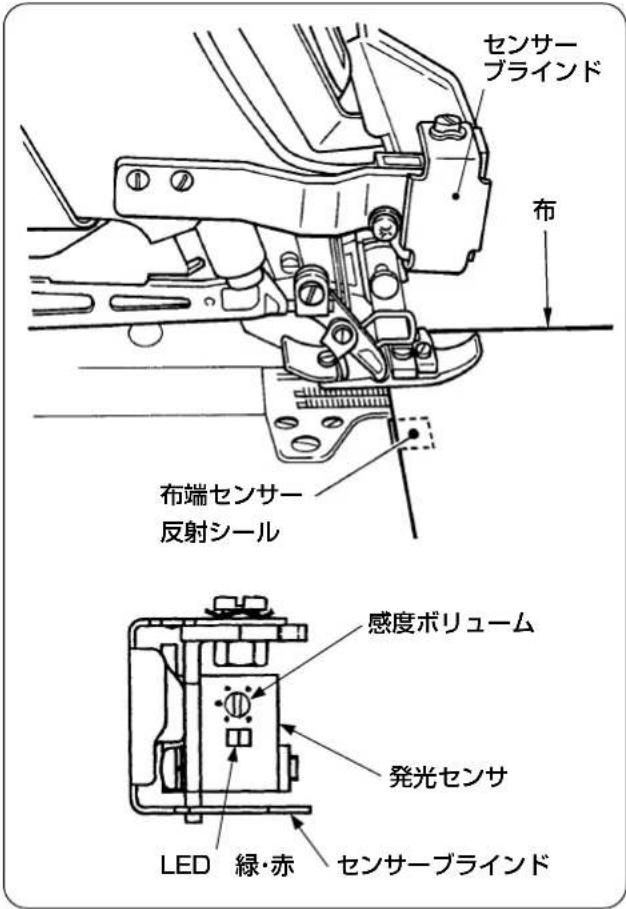
(4) 発光センサーの感度調整
注意
ミシンが急に回り出す危険がありますので、起動ペダルは踏まないでください。 誤作動を避けるために、V ベルトを掛けない状態で作業をすることをおすすめします。
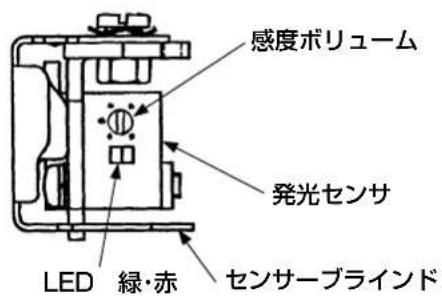
1)発光センサの感度ボリュームにて以下のように調整してください。
布無し:緑と赤が点灯
布有り:緑が点灯・赤が消灯
※ センサーブラインドは左図のように開いた状態。
2)縫製する生地に合わせて、発光センサの感度を調節してください。
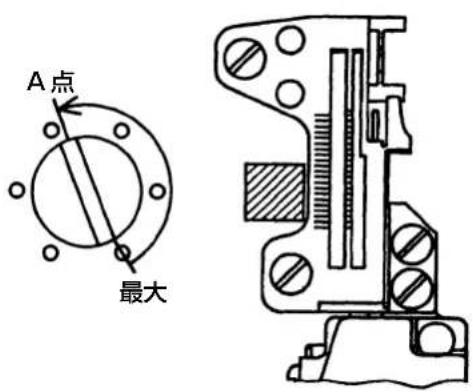
[調整方法]
1) 布が無い状態
感度ボリュームを最大から徐々に下げていきたい、 安定表示灯(LED 緑)が消灯する位置を A 点とします。
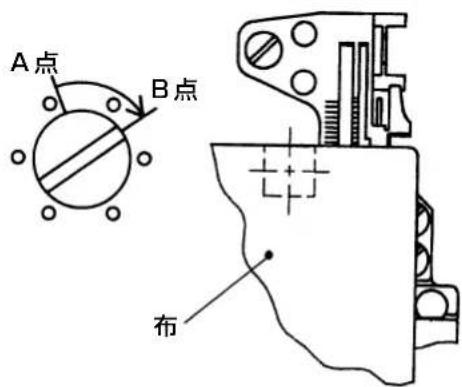
2) 布をのせた状態
使用布を布台のセンサー位置にのせ、感度ボリュームをA点から徐々に上げていきたいき、安定表示灯(LED 緑)が消灯する位置を B 点とします。
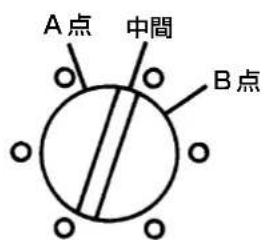
3) 感度ボリュームを A 点と B 点の中間に設定します。
4) 確認
布が無いとき:緑と赤が点灯 布があるとき:緑が点灯・赤が消灯することを確認すれば布端センサーの感度調整は終了です。
Ⅶ. 使用方法
機械の誤動作や損傷をさけるために、次の項目を確認してください。
- 最初に機械を使用する前にはきれいに清掃してください。
- 運送中にたまったほこりを全て取り除き給油を行ってください。
- 正しい電圧設定になっているか確認してください。
- 電源プラグが正しくつながれているか確認してください。
- 絶対に電圧仕様の異なった状態で使用しないでください。
- 給油・針の取り付け方・押え圧の調節と外し方・縫い目長さの調節・差動送りの調節、またメスとかがり幅の調節・ミシン頭部の清掃・フィルターおよびポンプ網の清掃、交換については、各標準の取扱説明書を参照ください。
1. 糸の通し方
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
糸は図のように通してください。
(ルーパーカバー裏側にも糸通し図が貼ってあります。)
2. ペダル操作
注意
不意の起動による人身の損傷を防ぐために回転部や、針落ち部付近に手・頭髪・衣類を近づけないでください。

電源スイッチを入れると、ミシンが上死点検知のため半回転から1回転起動します。回転部や、針落ち部付近に手・頭髪・衣類を近づけていると刺傷や、巻き込まれてけがをします。
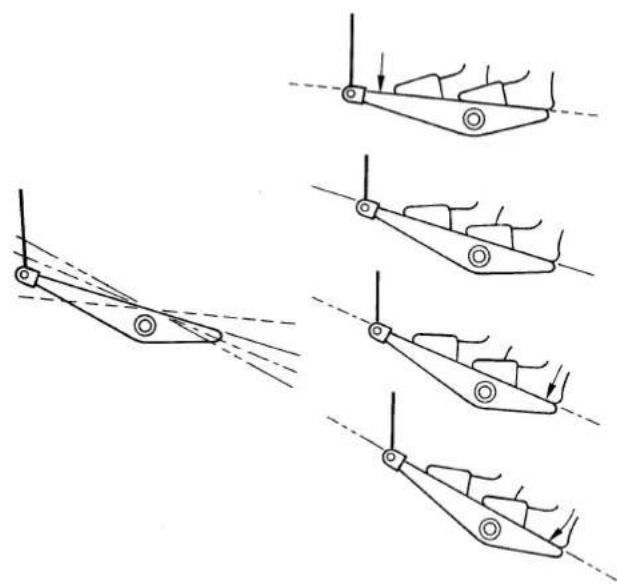
① 前踏み…… ミシン運転
② 中立 …… 停止
③ 後ろ踏み ...... 押え上げ(押え下げ)
④ 後ろ深踏み ..押え上げ及び空環巻込み動作の初期化(注意)縫い始めにのみ使用。
縫製の途中では行なわないでください。

④ の後ろ深踏みは、空環巻込み動作を初期化します。
したがって、縫製途中での ④ の動作を行なってしまうと、再度、縫い始めたときに、「縫い始めの糸ゆるめ」が入ってしまいます。
縫製中の ④ 動作は行なわないでください。
3. 空環巻込み縫い
SC-921
SC-510
(1) SC-921(またはSC-510)表示の確認
電源を投入したとき、表示が「----」になっていることを確認してください。
異なる場合は、SC-921(または SC-510)の設定について再度確認してください。
(2) 布のセット及び布端センサー確認
1)起動ペダルを後ろに踏み、針・押えを上昇させます。
2) 布を上メス奥まで押し込んでセットします。 このとき発光センサーの表示が
布有り:緑と赤が点灯
布無し:緑が点灯・赤が消灯
することを確認してください。
*センサーブラインドは図のように開いた状態。 起動ペダルを離すと押えが下がります。
3)発光センサの表示が正常でない場合は、反射シールの交換(「Ⅷ-1. 布端センサー反射シールの交換」参照)または、発光センサーの感度調整(「Ⅵ-6-(4). 発光センサーの感度調整」参照)を行なってください。
(3) 起動
起動ペダルを前踏みするとミシンが起動します。

-
センサーに布が掛かっていないと起動ペダルを踏んでもミシンは、起動しませんので布を確実に入れてください。
-
縫製途中で押えを上げたい場合は、起動ペダルを後踏みしてください。(後ろへの深踏みは行なわないでください。)
(4) 縫い終わり
1)布端がセンサーから外れると、自動的に空環縫いが始まります。
設定針数分の空環縫いが終わるとミシンが停止し、押えが上昇します。

自動空環縫い中は、起動ペダルを放してもミシンはストップしません。
緊急時は電源を OFF にしてください。
2)縫い終わり(自動)空環縫い速度、針数の設定は、SC-921の場合、「Ⅱ-4. 空環巻込み縫いの各種設定」、「Ⅱ-5. 各種設定の変更方法」を、SC-510の場合、「Ⅲ-4. 空環巻込み縫いの各種設定」、「Ⅲ-5. 各種設定の変更方法」を参照ください。
(5) 空環と布の切り離し
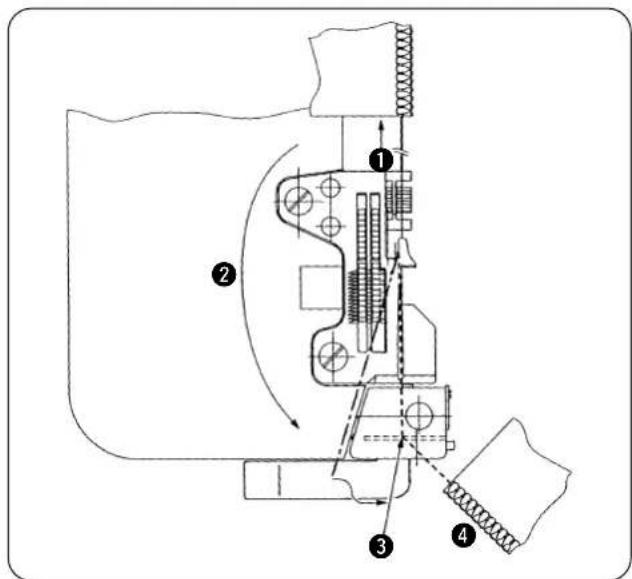
① 縫い終わりにできた空環を後側に軽く引きます。
(針板爪より空環が抜ける程度)
② 送り歯に引っかからないように空環を振り回します。
③ 空環を空環押え板の下へ取り回します。
※ 空環を手前に引き、空環をつっぱった状態で取り回してください。
④ 空環が針板の溝に入ったあと、さらに右方向へ取り回すと、固定メスによって空環と布が切り離されます。
4. 縫いの調整
縫い目を調整する糸調子は 2 段の糸調子のうち下段側です。上段の糸調子は、空環縫い用の糸調子です。
- 上段:空環縫い用
- 下段:縫い目用
好みの縫い目となるよう調整してください。
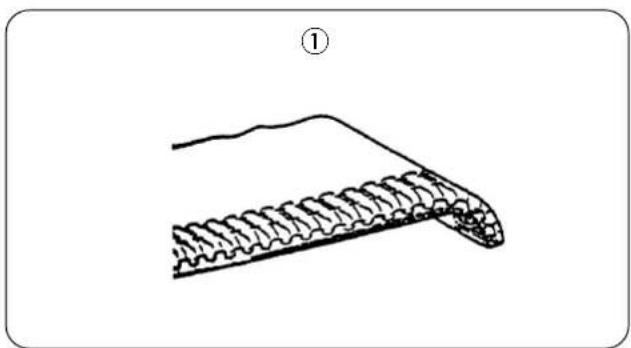
(2) 空環
空環の状態はソフトチェーン状態が理想です。
上段の糸調子で調整してください。

○(良い例)
ルーパー糸、針糸の長さが同じ長さに絡むように合わせます。①
(引っ張って放すと多少戻りがある空環)

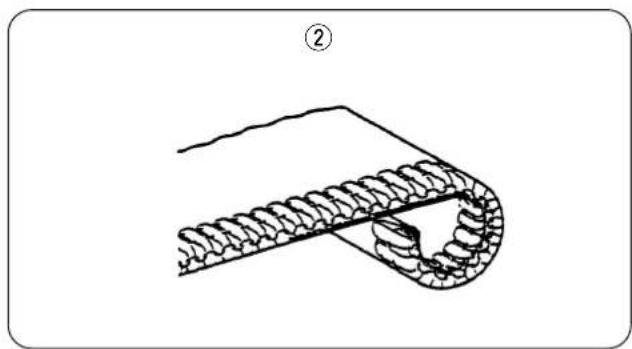
× (悪い例)
飛び出している糸を締めてください。
針糸で空環を縫い付けてしまう可能性があり、巻き込み不良となります。②
5. 空環巻込み装置の調整
(1) 空環押えばね圧の調整
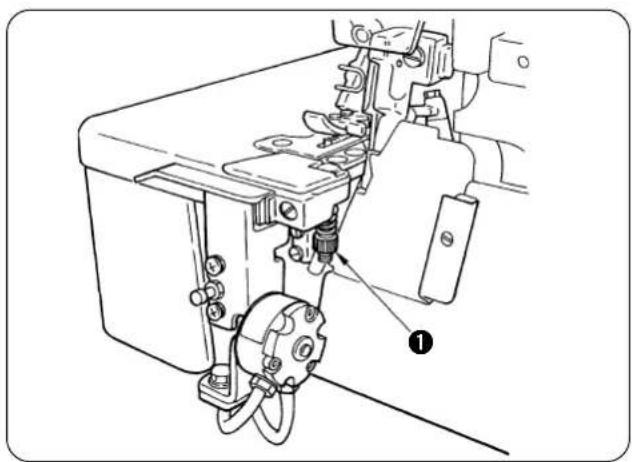
調整は、空環圧調節ねじ ① にて行ないます。
①のように縫い始めの布端が少し下に巻く程度のばね圧に調整します。
②縫い始めの生地端が極端に下に巻きつく場合は、ばね圧を弱くします。
③縫い始めの空環が縫い目の中に入らず外に出っ張る場合は、ばね圧を強くします。
6. 空環巻込みと地縫いの切替え(センサーブラインド)
布端センサーのブラインドを開閉することによって、空環巻込み用ミシンと地縫い用ミシンとの使い分けをすることができます。ブラインドの開閉は回転式になっています。
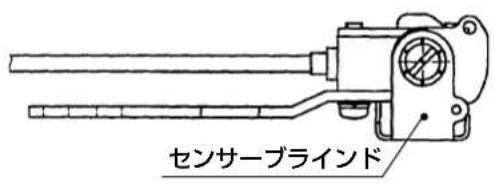
1) ブラインド開
空環巻込み用ミシンとして使用できます。
(布が無いとき、起動ペダルを前踏みしても起動しません。)
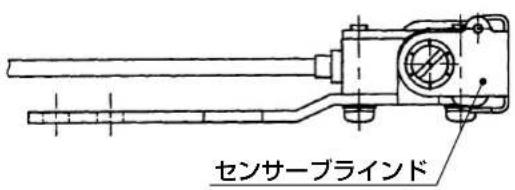
2) ブラインド閉
地縫い用ミシンとして使用できます。
(布の有無に関わらずミシンは起動します。)

ブラインド閉(地縫い)の場合、電源投入後の 1 回目の縫製と、起動ペダルを後ろに深踏みした後の縫製にて、縫い始めの糸ゆるめやソフトスタートが作動します。
縫い始めの糸ゆるめ針数、ソフトスタート針数を 0 にすることで、回避も可能です。
Ⅷ. 保守
1. 布端センサー反射シールの交換
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
反射シールは、常に縫製物との摩擦により表面が磨耗して反射性能が落ちてきますので交換が必要です。反射性能が落ちると、縫い始めに布無しでもミシンが稼動したり、空環がソフトチェーンにならなくなり、巻き込みができなくなります。センサーの調整でも直らないときは、貼りかえてください。
1) 布台に貼ってある反射シールをはがします。
2) 布台のセンサー貼り付け面を脱脂し貼り付けます。

反射シール交換後は、センサーの感度調整を行ってください。 センサーの感度調整方法は「Ⅵ-6-(4). 発光センサーの感度調整」を参照してください。
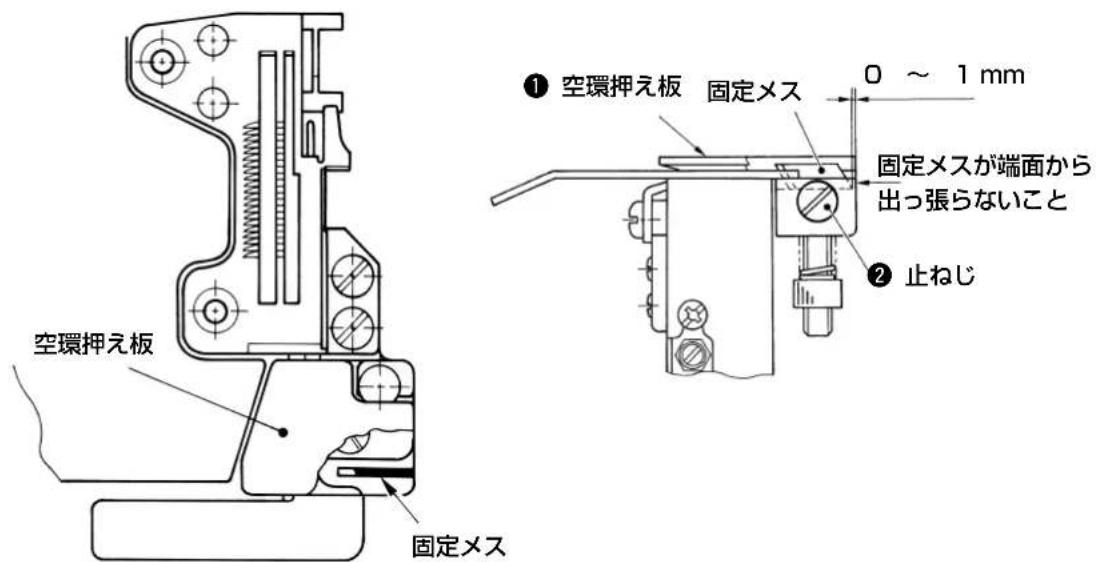
2. 固定メスの交換
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
空環の切れ味が悪くなってきたら固定メスを交換してください。
交換に際しては固定メスで指などを切らないよう注意して作業してください。
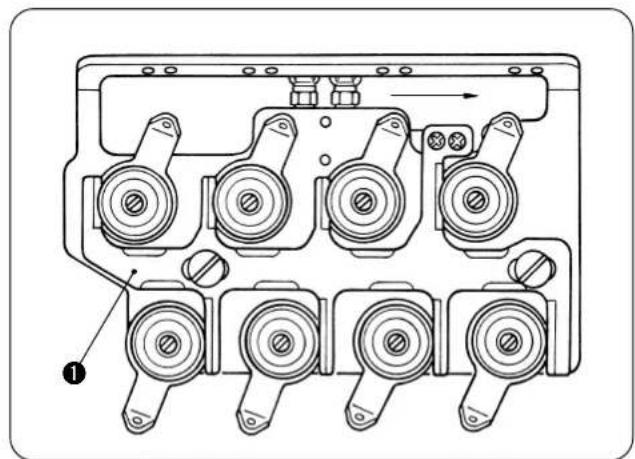
1)空環押え板 ① を上に持ち上げて回すと、固定メスが見えます。
2) 止ねじ ② をゆるめて固定メスを交換します。

固定メスを取り付ける時は、固定メスが底面に当たるよう取り付けてください。空環押えが浮き」がってしまうと空環の保持がうまくできなくなってしまいます。
3. 中爪の調整
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
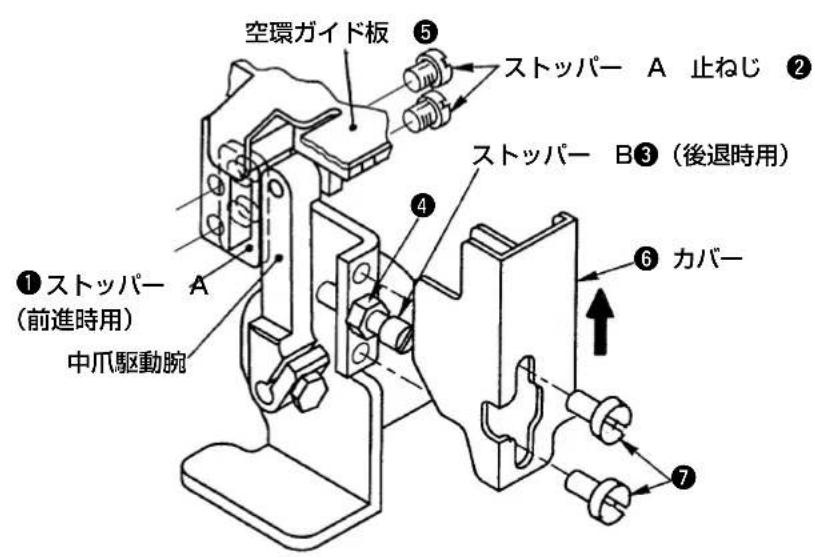
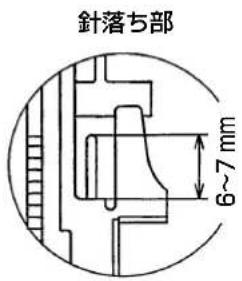
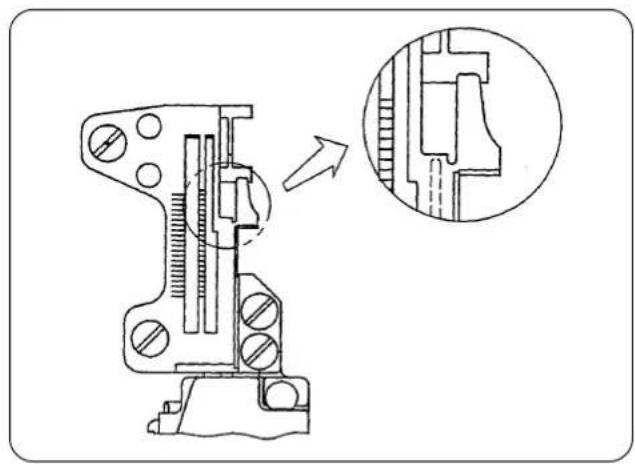
(1) 中爪の突き出し量の調整
中爪が針板より 6 \~ 7 mm 突き出した位置でストッパー A① を効かせます。
その時、ストッパー A は面で接触するように止ねじ ② で組み付けます。
(ストッパー B③ で突き出し量 6 \~ 7 mm に調整し、その後ストッパー A① を突き当てると作業が楽行えます。

中爪の出過ぎは針折れの原因となりますのでご注意ください。
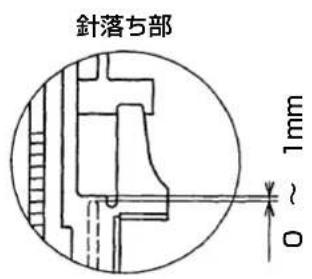
(2) 中爪の後退位置の調整
中爪の先端が針板より0~1 mm引っ込んだ位置でストッパー B③ を効かせます。
調整後はストッパーB③をナット④で固定します。(ストッパーB③で針板と同面に調整し、その後ストッパーBを1/2~3/4回転ゆるめると作業が楽に行えます。)

中爪を引っ込め過ぎると、動きが悪くなりますのでご注意ください。
(3) カバーの取り付け
カバー ⑥ は矢印方向に軽く押し、空環ガイド板 ⑤ に当てて止ねじ ⑦ で固定します。
Ⅸ.空環巻込み縫いのトラブル対応
1. SC-921 をご使用の場合)
| トラブル対応項目 参照頁 | |
| 1. 空環がうまく巻き込めない場合 | |
| 1空環をソフトチェーン状態にする。 P41 | |
| 2空環の押え圧を強くする。 P42 | |
| 3縫い始めの糸ゆるめ針数を増やす。 P8、12 | |
| 4スロースタートの縫い速度を下げる。 P8、10 | |
| 5スロースタートの針数を増やす。 P8、10 | |
| 2. 縫い始めに針糸がゆるんでしまう場合 | |
| 1縫い始めの糸ゆるめ針数を減らす。 P8、12 | |
| 2スロースタートの縫い速度を下げる。 P8、10 | |
| 3スロースタートの針数を増やす。 P8、10 | |
 1 ~ 2 針はゆるんでいる方が空環の巻き込みはきれいにできます。 1 ~ 2 針はゆるんでいる方が空環の巻き込みはきれいにできます。 | |
| その他 チェック項目 | |
| 1空環巻き込みモードの設定になっていますか? P8 ~ 12 | |
| 2スロースタートになっていますか? P8 ~ 12 | |
| 3空環押え板は浮き上がっていませんか? P44 | |
| 4糸ゆるめ板は、ひっかかりなく正常に動作していますか? P26、32 | |
| 5生地は上メス奥まで押し込んでいますか? P35 | |
2. SC-510 をご使用の場合
| トラブル対応項目 参照頁 | |
| 1. 空環がうまく巻き込めない場合 | |
| 1空環をソフトチェーン状態にする。 P41 | |
| 2空環の押え圧を強くする。 P42 | |
| 3縫い始めの糸ゆるめ針数を増やす。 P19、23 | |
| 4スロースタートの縫い速度を下げる。 P19、21 | |
| 5スロースタートの針数を増やす。 P19、21 | |
| 2. 縫い始めに針糸がゆるんでしまう場合 | |
| 1縫い始めの糸ゆるめ針数を減らす。 P19、23 | |
| 2スロースタートの縫い速度を下げる。 P19、21 | |
| 3スロースタートの針数を増やす。 P19、21 | |
| [IMAGE]1 ~ 2 針はゆるんでいる方が空環の巻き込みはきれいにできます。 | |
| その他 チェック項目 | |
| 1空環巻き込みモードの設定になっていますか? P19 ~ 23 | |
| 2スロースタートになっていますか? P19 ~ 23 | |
| 3空環押え板は浮き上がっていませんか? P44 | |
| 4糸ゆるめ板は、ひっかかりなく正常に動作していますか? P26、32 | |
| 5生地は上メス奥まで押し込んでいますか? P35 | |
ENGLISH
〒 206-8551 東京都多摩市鶴牧 2-11-1
TEL. 042-357-2371 (ダイヤルイン)
FAX. 042-357-2380
http://www.juki.co.jp
JUKI CORPORATION
TOKYO, 206-8551, JAPAN
PHONE : (81)42-357-2371
FAX : (81)42-357-2380
http://www.juki.com
・本書の内容を無断で転載、複写することを禁止します。
この製品の使い方について不明な点がありましたらお求めの販売店又は当社営業所にお問い合わせください。 ※この取扱説明書は仕様改良のため予告なく変更する事があります。
