
MF3580 - ミシン JUKI - 無料のユーザーマニュアル
デバイスのマニュアルを無料で見つける MF3580 JUKI PDF形式.
| 製品タイプ | 工業用二重チェーンステッチミシン (401 LSc-3) |
| 針数 | 3 |
| 糸数 | 6 |
| 用途 | デニム、作業服、フェルト |
| 最大縫製速度 | 4 500 針/分 |
| 推奨縫製速度 | 3 500 針/分 |
| 針間隔 | 8 mm (針間3.2 mm、全幅6.4 mm) |
| 針目長さ | 2.1~3.6 mm (標準3.2 mm) |
| 針種 | UY130GS (標準), 番号140 (#22) |
| 針棒ストローク | 33 mm |
| ヘッド寸法 | 420 × 285 × 345 mm |
| ヘッド重量 | 23.5 kg |
| 押え上げ高さ | 最大9 mm (標準6.5 mm) |
| 潤滑 | ロータリーポンプによる自動潤滑、JUKI MACHINE OIL No.18 |
| 油タンク容量 | 140 ml |
| 動作温度 | 5~35 °C |
| 動作湿度 | 35~85 % (結露なきこと) |
| 電源 | 単相、50/60 Hz、定格電圧±10% |
| 作業位置での騒音レベル | 80 dB(A) (ISO 10821、3,500 針/分) |
| メンテナンスと清掃 | オイルフィルターの定期的な清掃、オイルの交換と補充、3ヶ月ごとの関節部の手動給油 |
| 安全 | ベルトカバー、針カバー、緊急停止、アース接地必須 |
| 部品と修理可能性 | JUKI純正部品、資格のある技術者によるメンテナンス |
よくある質問 - MF3580 JUKI
ユーザーの質問 MF3580 JUKI
0 質問 この機器について。知っているものに答えるか、ご自身の質問をしてください。
この機器について新しい質問をする
デバイスの取扱説明書をダウンロード ミシン 無料でPDF形式で!マニュアルを見つける MF3580 - JUKI 電子デバイスをもとに戻しましょう。このページにはデバイスの使用に必要なすべての書類が掲載されています。 MF3580 ブランド JUKI.
使用説明書 MF3580 JUKI
ミシン、自動機、付帯装置(以下機械と言う)は、縫製作業上やむをえず機械の可動部品の近くで作業するため、可動部品に接触してしまう可能性が常に存在していますので、実際にご使用されるオペレータの方、および保守、修理などをされる保全の方は、事前に以下の安全についての注意事項を熟読されて、十分理解された上でご使用ください。この安全についての注意事項に書かれている内容は、お客様が購入された商品の仕様には含まれない項目も記載されています。
なお、取扱説明書および製品の警告ラベルを十分理解していただくために、警告表示を以下のように使い分けております。これらの内容を十分に理解し、指示を守ってください。
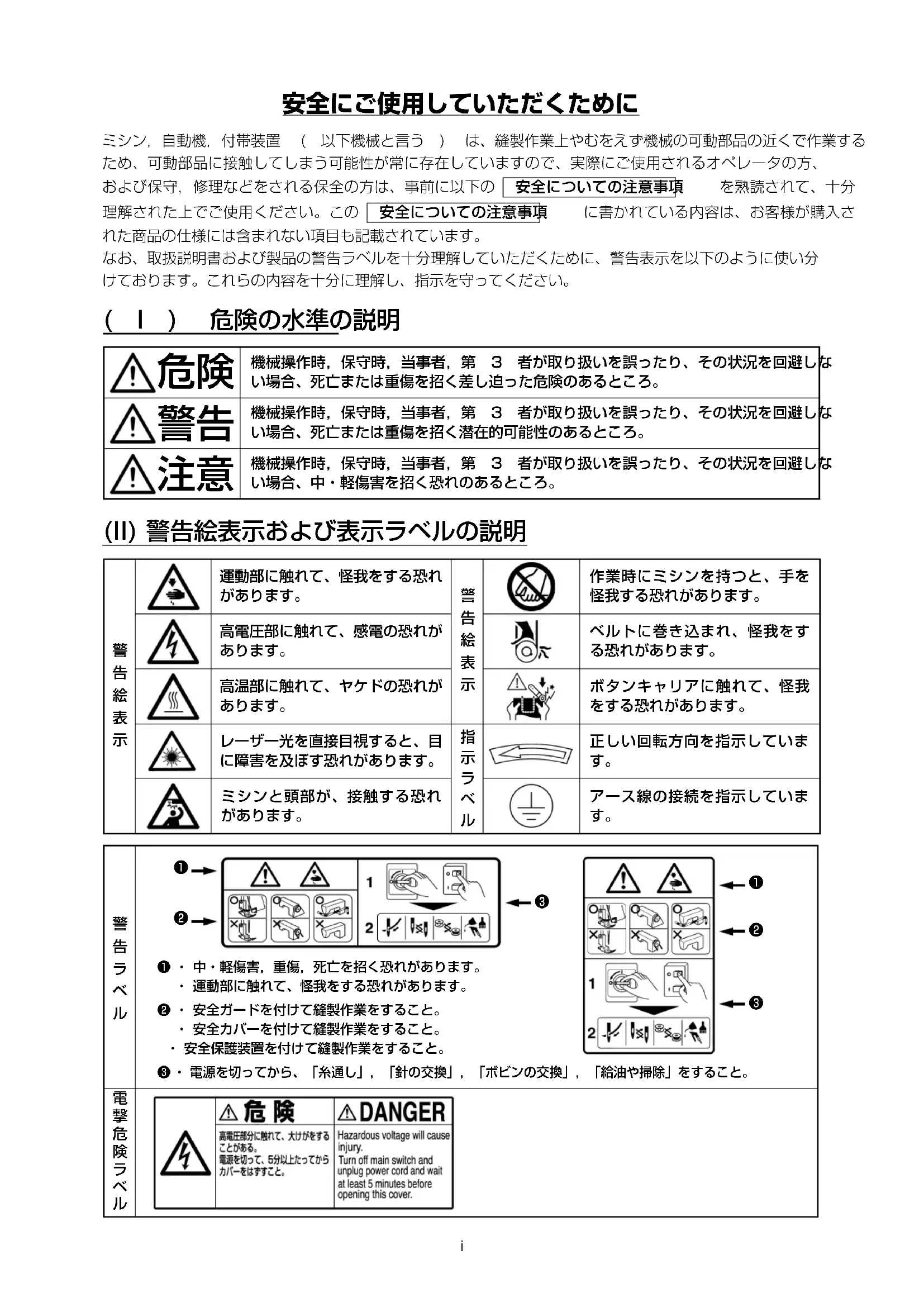
(Ⅰ) 危険の水準の説明
 | 機械操作時,保守時,当事者,第3者が取り扱いを誤ったり、その状況を回避しない場合、死亡または重傷を招く差し迫った危険のあるところ。 |
 | 機械操作時,保守時,当事者,第3者が取り扱いを誤ったり、その状況を回避しない場合、死亡または重傷を招く潜在的可能性のあるところ。 |
 | 機械操作時,保守時,当事者,第3者が取り扱いを誤ったり、その状況を回避しない場合、中・軽傷害を招く恐れのあるところ。 |
(II) 警告絵表示および表示ラベルの説明
| 警告絵表示 |  | 運動部に触れて、怪我をする恐れがあります。 | 警告絵表示 |  | 作業時にミシンを持つと、手を怪我する恐れがあります。 |
 | 高電圧部に触れて、感電の恐れがあります。 |  | ベルトに巻き込まれ、怪我をする恐れがあります。 | ||
 | 高温部に触れて、ヤケドの恐れがあります。 |  | ボタンキャリアに触れて、怪我をする恐れがあります。 | ||
 | レーザー光を直接目視すると、目に障害を及ぼす恐れがあります。 | 指示ラベル |  | 正しい回転方向を指示しています。 | |
 | ミシンと頭部が、接触する恐れがあります。 |  | アース線の接続を指示しています。 |
| 警告ラベル |  2→ 2→   ←31・中・軽傷害,重傷,死亡を招く恐れがあります。運動部に触れて、怪我をする恐れがあります。2・安全ガードを付けて縫製作業をすること。安全カバーを付けて縫製作業をすること。安全保護装置を付けて縫製作業をすること。3・電源を切ってから、「糸通し」,「針の交換」,「ボビンの交換」,「給油や掃除」をすること。 ←31・中・軽傷害,重傷,死亡を招く恐れがあります。運動部に触れて、怪我をする恐れがあります。2・安全ガードを付けて縫製作業をすること。安全カバーを付けて縫製作業をすること。安全保護装置を付けて縫製作業をすること。3・電源を切ってから、「糸通し」,「針の交換」,「ボビンの交換」,「給油や掃除」をすること。 | ||
| 電撃危険ラベル |  | 危険高電圧部分に触れて、大けがをすることがある。電源を切って、5分以上たってからカバーをはすこと。 |    |
危险
- 感電事故防止のため、電装ボックスを開ける必要のある場合は、電源を切り念のため 5 分以上経過してから蓋を開けてください。
注意
基本的注意事項
- ご使用される前に、取扱説明書および付属に入っている全ての説明書類を必ずお読みください。また、いつでもすぐに読めるように、この取扱説明書を大切に保存してください。
- 本項に書かれている内容は、購入された機械の仕様に含まれていない項目も記載されています。
- 針折れによる事故防止のため、安全眼鏡を着用してください。
- 心臓用ペースメーカーをお使いの方は、専門医師とよくご相談のうえお使いください。
安全装置・警告ラベル
- 安全装置の欠落による事故防止のため、この機械を操作する際は、安全装置が所定の位置に正しく取り付けられ正常に機能することを確認してから操作してください。安全装置については、「安全装置と警告ラベルについて」の頁を参照してください。
- 人身事故防止のため、安全装置を外した場合は、必ず元の位置に取り付け、正常に機能することを確認してください。
- 人身事故防止のため、機械に貼り付けてある警告ラベルは、常にはっきり見えるようにしておいてください。剥がれたり汚損した場合、新しいラベルと交換してください。
用途·改造
- 人身事故防止のため、この機械は、本来の用途および取扱説明書に規定された使用方法以外には使用しないでください。用途以外の使用に対しては、当社は責任を負いません。
- 人身事故防止のため、機械には改造などを加えないでください。改造によって起きた事故に対しては、当社は責任を負いません。
教育訓練
- 不慣れによる事故防止のため、この機械の操作についての教育、並びに安全に作業を行うための教育を雇用者から受け、適性な知識と操作技能を有するオペレータのみが、この機械をご使用ください。そのため雇用者は、事前にオペレータの教育訓練の計画を立案し、実施することが必要です。
電源を切らなければならない事項
電源を切るとは: 電源スイッチを切ってから、電源プラグをコンセントから抜くことを言う。以下同じ
- 人身事故防止のため、異常,故障が認められた時、停電の時は直ちに電源を切ってください。
- 機械の不意の起動による事故防止のため、次のような時は必ず電源を切ってから行ってください。特にクラッチモータを使用している場合は、電源を切った後、完全に止まっていることを確認してから作業を行ってください。
2-1. たとえば、針、ルーパ、スプレッダなどの糸通し部品へ糸通しする時や、ボビンを交換する時。
2-2. たとえば、機械を構成する全ての部品の交換、または調整する時。
2-3. たとえば、点検,修理,清掃する時や、機械から離れる時。
-
感電,漏電,火災事故防止のため、電源プラグを抜く時は、コードではなくプラグを持って抜いてください。
-
ミシンが作業の合間に放置されている時は、必ず電源を切ってください。
-
電装部品損壊による事故を防ぐため、停電した時は必ず電源を切ってください。
各使用段階における注意事項
運搬
- 人身事故防止のため、機械の持ち上げ、移動は、機械質量を踏まえ安全を確保した方法で行ってください。なお機械質量については、取扱説明書本文をご確認ください。
- 人身事故防止のため、持ち上げ、移動の際は、転倒、落下などを起こさないよう十分安全策をとってください。
- 予期せぬ事故や落下事故,機械の破損防止のため、開梱した機械を再梱包して運搬することはおやめください。
開 極
-
人身事故防止のため、開梱は上から順序よく行ってください。木枠梱包の場合は、特に釘には十分注意してください。また、釘は板から抜き取ってください。
-
人身事故防止のため、機械は重心位置を確かめて、慎重に取り出してください。
据え付け
(I) テーブル, 脚
- 人身事故防止のため、テーブル,脚は純正部品を使用してください。やむをえず非純正部品を使用する場合は、機械の重量,運転時の反力に十分耐え得るテーブル,脚を使用してください。
- 人身事故防止のため、脚にキャスタを付ける場合は、十分な強度をもったロック付きキャスタを使用し、機械の操作中や保守、点検、修理の時に機械が動かないようにロックしてください。
(II) ケーブル, 配線
-
感電,漏電,火災事故防止のため、ケーブルは使用中無理な力が加わらないようにしてください。また、V ベルトなどの運転部近くにケーブル配線する時は、30mm 以上の間隔をとって配線してください。
-
感電,漏電,火災事故防止のため、タコ足配線はしないでください。
-
感電,漏電,火災事故防止のため、コネクタは確実に固定してください。また、コネクタを抜く時は、コネクタ部を持って抜いてください。
(III) 接地
- 漏電,絶縁耐圧による事故防止のため、電源プラグは電気の専門知識を有する人に、適性なプラグを取り付けてもらってください。また、電源プラグは必ず接地されたコンセントに接続してください。
- 漏電による事故防止のため、アース線は必ず接地してください。
(IV) モータ
- 焼損による事故防止のため、モータは指定された定格モータ ( 純正品 ) を使用してください。
- 市販クラッチモータを使用する際は、V ベルトへの巻き込まれ事故防止のため、巻き込み防止付きブーリカバーが付いたクラッチモータを選定してください。
操作前
- 人身事故防止のため、電源を投入する前に、コネクタ、ケーブル類に損傷、脱落、ゆるみなどがないことを確認してください。
- 人身事故防止のため、運動部分に手を入れないでください。また、ブーリの回転方向が矢印と一致しているか、確認してください。
- キャスタ付き脚卓を使用の場合、不意の起動による事故防止のため、キャスタをロックするか、アジャスタ付きの時は、アジャスタで脚を固定してください。
操作中
- 巻き込みによる人身事故防止のため、機械操作中ははずみ車,手元ブーリ,モータなどの動く部分に指,頭髪,衣類を近づけたり、物を置かないでください。
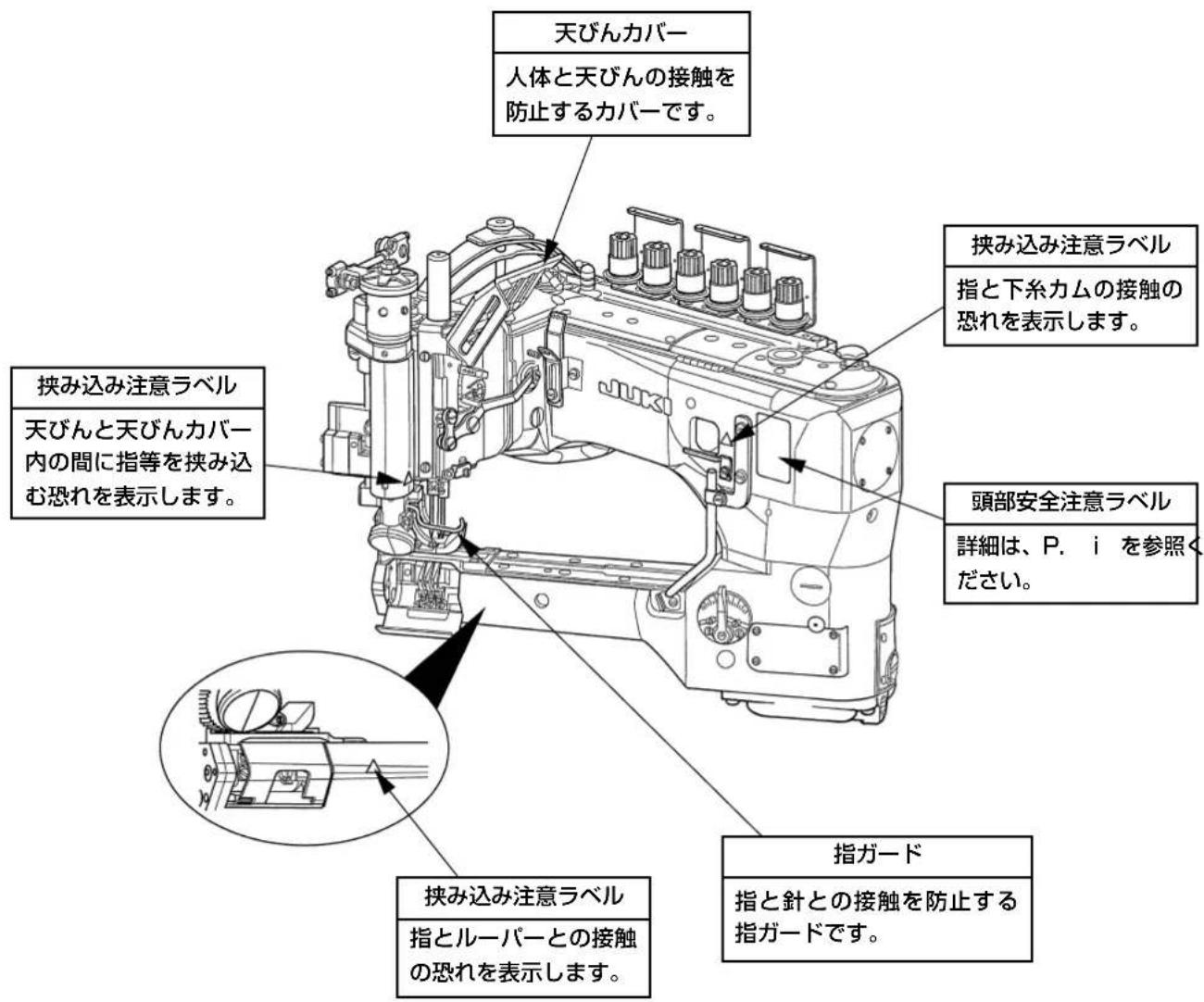
- 人身事故防止のため、電源を入れる時、また機械操作中は、針の付近や天びんカバー内に指を入れないでください。
- ミシンは高速で回転しています。手への損傷防止のため、操作中はルーパ,スプレッダ,針棒,釜,布切りメスなどの動く部分へ絶対に手を近づけないでください。また、糸交換の時は、電源を切りミシンおよびモータが完全に停止したことを確認してください。
- 人身事故防止のため、機械をテーブルから外す時、また元の位置へ戻す時、指などをはされないように注意してください。
-
不意の起動による事故防止のため、ベルトカバーおよび V ベルトを外す時は、電源を切りミシンおよびモータが完全に停止したことを確認してください。
-
サーボモータをご使用の場合は、機械停止中はモータ音がしません。不意の起動による事故防止のため、電源の切り忘れに注意してください。
- 過熱による火災事故を防ぐため、モータ電源ボックスの冷却口をふさいで使用することはやめてください。
給油
- 機械の給油箇所には、JUKI 純正オイル、JUKI 純正グリスを使用してください。
- 炎症,カブレを防ぐため、目や身体に油が付着した時は、直ちに洗浄してください。
- 下痢,嘔吐を防ぐため、誤って飲み込んだ場合は、直ちに医師の診断を受けてください。
保守
- 不慣れによる事故防止のため、修理,調整は機械を熟知した保全技術者が取扱説明書の指示範囲で行ってください。また、部品交換の際は、当社純正部品を使ってください。不適切な修理,調整および非純正部品使用による事故に対しては、当社は責任を負いません。
- 不慣れによる事故や感電事故防止のため、電気関係の修理,保全(含む配線)は、電気の専門知識の有る人、または当社,販売店の技術者に依頼してください。
- 不意の起動による事故防止のため、エアシリンダなどの空気圧を使用している機械の修理や保全を行う時は、空気の供給源のパイプを外し、残留している空気を放出してから行ってください。
- 人身事故防止のため、修理調整,部品交換などの作業後は、ねじ,ナットなどがゆるんでいないことを確認してください。
- 機械の使用期間中は、定期的に清掃を行ってください。この際、不意の起動による事故防止のため、必ず電源を切りミシンおよびモータが完全に停止したことを確認してから行ってください。
- 保守,点検,修理の作業の時は、必ず電源を切りミシンおよびモータが完全に停止したことを確認してから行ってください。(クラッチモータの場合、電源を切った後もモータは惰性でしばらく回り続けますので注意してください。)
- 人身事故防止のため、修理,調整した結果、正常に操作できない場合は直ちに操作を中止し、当社または販売店に連絡し、修理依頼してください。
- 人身事故防止のため、ヒューズが切れた時は、必ず電源を切り、ヒューズ切れの原因を取り除いてから、同一容量のヒューズと交換してください。
- モータの火災事故防止のため、ファンの通気口の清掃および配線周りの点検を定期的に行ってください。
使用環境
- 誤動作による事故防止のため、高周波ウェルダなど強いノイズ源 ( 電磁波 ) から影響を受けない環境下で使用してください。
- 誤動作による事故防止のため、定格電圧 ±10% を超えるところでは使用しないでください。
- 誤動作による事故防止のため、エアシリンダなどの空気圧を使用している装置は、指定の圧力を確認してから使用してください。
- 安全にお使いいただくために、下記の環境下でお使いください。
動作時 雾囲気温度 5℃~35℃
動作時 相対湿度 35% \~ 85%
-
電装部品損壊誤動作による事故防止のため、寒いところから急に暖かいところなど環境が変わった時は結露が生じることがありますので、十分に水滴の心配がなくなってから電源を入れてください。
-
電装部品損壊,誤動作による事故防止のため、雷が発生している時は安全のため作業をやめ、電源プラグを抜いてください。
-
電波状態によっては、近くのテレビ,ラジオに雑音を与えることがあります。この場合には、少しミシンより離してご使用ください。
-
「作業環境の騒音値が 85dB 以上 90dB 未満」に該当する環境にて仕事に従事する作業者に対しては、健康被害を受けないよう必要に応じ、防音保護具を使用させるなどの処置をお取りください。また、「作業環境の騒音値が 90dB 以上」に該当する環境にて仕事に従事する作業者に対しては、健康被害を受けないよう必ず防音保護具を使用させるとともに、防音保護具の使用について作業者の見やすい場所に掲示するようにお願いします。
-
製品や梱包の廃棄,使用済みの潤滑油などの処理は、各国の法令に従って適正に行ってください。
| 危険 | 1. 感電による事故防止のため、電源を入れたままでモータ電装ボックスの蓋を開けたり、電装ボックス内の部品に触れないでください。 |
| 注意 | 1. 電源スイッチを入れる時および、ミシン運転中は針の下付近に指を入れないでください。2. ミシン運転中は、はずみ車および針の下付近に指、頭髪、衣類を近付けたり、物を置かないでください。3. 縫い速度含め縫製物の種類と形状、及び重ね枚数や縫目長さ等による縫製条件によって、ミシンの音の高さや質が変わります。長期間にわたるご使用の場合、時としてそれが違和感として感じる場合がございますので、その時は耳栓等によって耳を塞いでの運転をお願いします。4. ミシンの点検や調整、掃除、糸通し、針交換などをするときは、必ず電源を切って起動ペダルを踏んでもミシンが動かないことを確認してから行ってください。5. 安全のため電源アース線を外した状態で、ミシンを運転しないでください。6. 電源プラグ挿抜の際は、前もって必ず電源スイッチを切ってください。7. 雷が発生している時は安全のため作業をやめ、電源プラグを抜いてください。8. 寒い所から急に暖かい所に移動した時など、結露が生じることがあるので、十分に水滴の心配がなくなってから、電源を入れてください。9. 保守、点検、修理の作業のときは、必ず電源スイッチを切り、ミシンおよびモータが完全に停止したことを確認してから行ってください。(クラッチモータの場合、電源スイッチを切った後もモータは惰性でしばらく回り続けますので注意してください。)10. 本製品は精密機械のため、水や油をかけたり、落下させるなどの衝撃を与えないように取扱いには十分注意をお願いします。 |
安全装置と警告ラベルについて
ここに記載されている機械および安全装置はあくまで、日本国内仕様として製造された機種およびそれに装着・同梱された安全装置であり、仕向地、仕様により異なる場合もあります。
注意
なお、取扱説明書では説明の都合上「目保護カバー」や「指ガード」などの安全装置を省いて図示している場合がありますので、あらかじめご了承ください。 実際の使用にあたっては、これら安全装置を絶対に外さないでください。
目次
I. 仕様 .... 1
Ⅱ. 据え付け 2
- 頭部の取り付け方.....2
- ベルトカバーの取り付け方(クラッチモータ仕様のみ)....3
- モータブーリーとベルト関係(クラッチモータ仕様のみ)....4
- 押え上げレバーの取り付け方....5
- 糸切りメスの取り付け方....5
- 先引きローラーカバーの取り付け方 ...... 6
- はずみ車の取り付け方 ……6
- 糸立装置の取り付け方 ……6
- 天秤カバーの取り付け方....7
Ⅲ.準備及び運転 8
- 頭部の名称.....8
- 給油....9
- 回転方向の確認....12
4.針の取り付け方....12 - 糸通し方法.....13
- 押え調整....16
- 送り関係(縫目長さ、差動送り量)の調整....18
- 上送りローラー引き量の調整....19
IV. 保守 ..... 22
- ゲージ関係と上送りローラの取り外し方(差動あり機構・差動なし機構)....22
- ルーパーと針棒のタイミング....24
3.針落ち、左右・前後位置調整....26 - ルーパー調整....27
5.針棒高さ調整....29 - ルーパー運動軌跡の調整....30
- 後針受けの調整....32
- 送り歯の高さと前後運動量の調整(差動あり機構)....33
-
送り歯の高さと前後運動量の調整(差動なし機構)....35
-
上送りローラーの調整....38
11.針糸道関係の調整....40
12. 下糸カムの調整....42
13. テンション皿浮かしの調整.....43
14. フォルダーの調整....44
15. ミシン頭部の清掃....46
V. 事故と対策 ....47
Ⅶ. テーブル図面 ....53
Ⅶ. テーブル加工図(クラッチモータ仕様のみ)....54
I. 仕様
ローラー送り機構・クラッチ方式
| No. | 機種名 仕様 | |
| 項目 MS-3580SF/1SN MS-3580SF/OSN | ||
| 1 | 縫形式 3 本針 6 本糸二重環縫いミシン | |
| 2 | 用途 ジーンズ、作業服、フェルト等 | |
| 3 | 最高速度 4,500sti/min | |
| 4 | 通常縫い速度 3,500sti/min | |
| 5 | 針幅 8 グージ:3.2mm 総幅:6.4mm | |
| 6 | 縫目長さ 2.1mm ~ 3.6mm(標準 3.2mm)インチ間 | |
| 7 | 使用縫針(標準番手) | UY130GS(標準) |
| 140(#22) | ||
| 8 | 針棒ストローク 33mm | |
| 9 | 使用糸本数 6 本 | |
| 10 | 外形寸法 高さ:420mm ×左右:285mm ×前後:345mm | |
| 11 | 頭部質量 | 23.5kg |
| 12 | 押え上昇量 | 最大 9mm (工場出荷時 6.5mm) |
| 13 | 送りローラー幅 | 11.9mm |
| 14 | 送りローラー形状 | 標準(細幅) |
| 15 | 送り調節方法 | 主送り——スライド式縫い目ピッチ調節方式 |
| 差動ありレバー調節方式 差動なし | ||
| 16 | 給油方法 | ロータリーポンブ式自動給油 |
| 17 | 潤滑油 | JUKI MACHINE OIL No. 18 |
| 18 | 貯油量 | 貯油量 140ml |
| 19 | 据付け方法 | テーブル・補助ドライブ取り付け方式 |
| 20 | 使用温度 /湿度範囲 | 温度:5°C~35°C、湿度:35%~85%(結露なし) |
| 21 | 電源電圧 /周波数 | 定格±10%、50/60Hz |
| 22 | 騒音 | JISB9064 に準拠した測定方法による「騒音レベル」 |
| 縫い速度 =3400sti/min:騒音レベル≤ 84dB (定常運転時 | ||
* 定常運転時とは、直線縫い状態で装置等を作動させない状態で 300mm 縫製した際での騒音です。
II. 据え付け
注意
ミシン頭部の据え付け作業は、必ず 2 人以上で行ってください。
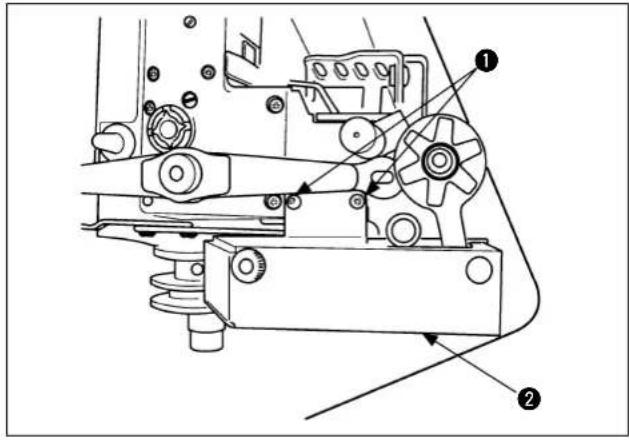
1. 頭部の取り付け方
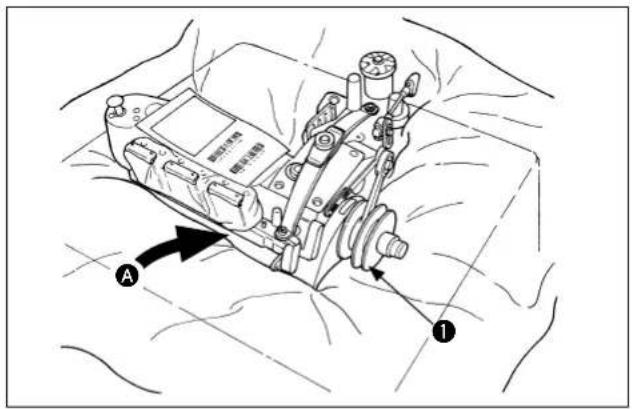
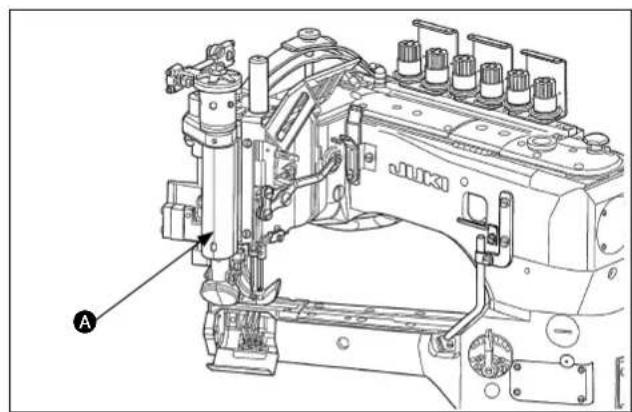
はじめに、開梱後の頭部取り出し方法を説明します。
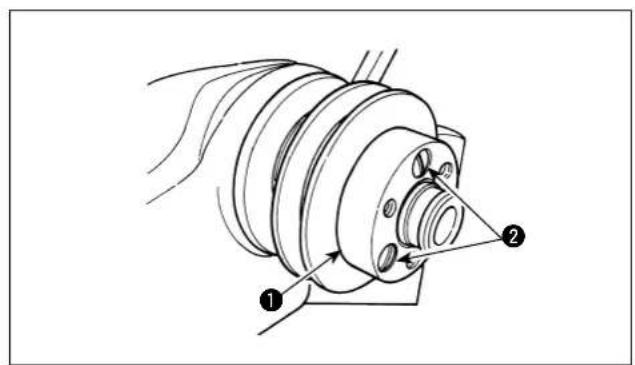
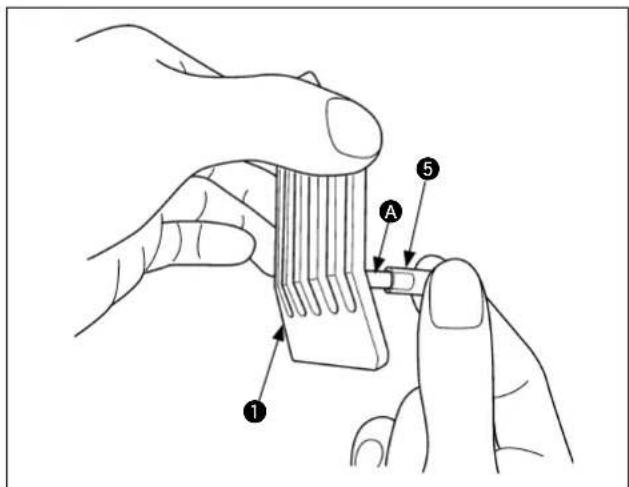
1) フレーム中央部の下に隙間Aがありますので、そこに片手を入れ頭部を支えてください。 次に、もう一方の手ではずみ車 ①を持ちます。
2) 別の作業者が、梱包材を押し付けながらミシンを取り出します。
次に、頭部の取り付け方を説明します。
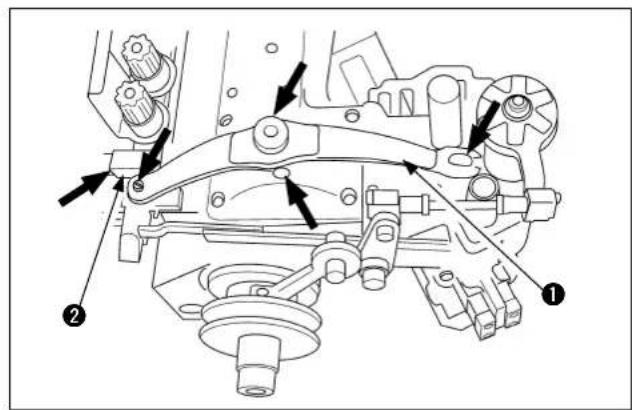
図 1 のように二人以上で付属の頭部固定ね①と座金②で頭部を固定してください。
なお、頭部固定ねじ①の締め付けトルクは 12~15 N・mです。

頭部の脱着作業は、頭部落下の危険性を伴いますので、必ず専用リフトを使用するか、二人以上での作業を実施し頭部固定ねじを確実に締めるまで手を離さないでください。 注意 固定ねじを締めるときは、V ベルトが真っ直ぐになる様に頭部位置を左右調整ください。
曲がっての取り付けとなると V ベルトの摩耗 進行が早くなります。
2. ベルトカバーの取り付け方(クラッチモータ仕様のみ)
はじめに、クラッチモータをご使用の際は安全上から付属のベルトカバーの装着をお願いします。付属されているベルトカバーは別売りの JUKI 専用マウントベース用となっています。
尚、他のマウントベースをお使いの場合は、それ専用のベルトカバーの装着をお願いします。付属にない場合は、代理店又はメーカーへ問い合わせ頂き、必ず専用のベルトカバーを手配願います。
1)スペーサを②のスペーサ止めねじ 3 本で取り付けます。
2) ベルトカバ-③の中にVベルト④を入れます。
3) ミシンのブーリーにベルトカバ-④を通し、Vベルト④を掛けます。はずみ車は、Ⅲ-7. はずみ車の取り付け方」を参照ください。
4) V ベル4をクラッチモータのプーリー ⑤に掛けます。
5) ベルトカバー③の左右位置は、スペーサ①の凸量 3~5 mmを目安に合わせ、前後位置は、スペーサ①の外径とベルトカバー③との隙間が左右均等(A) になるように合わせてください。位置が決まったら ベルトカバーの C 穴へ座金 4 枚と木ねじ 4 本を締 付け、テーブルに固定します。
6) B 部に止め栓をはめこんでください。この穴は連結ロッド組(40068581)への注油入口となります。
3. モータプーリーとベルト関係(クラッチモータ仕様のみ)
1) モータは出力 400W 以上のクラッチモータを使用してください。ベルトは M 型Vベルトを使用してください。
2) モータプーリー、ベルトの長さ、ミシンの縫い速度の関係は次の表のようになります。
| モータブーリーの外径 モータブーリーの JUKI 品番 | 縫い速度 (sti/min) | ベルトの長さ ( インチ バベルトの JUKI 品番 | ||||
| 50Hz | 60Hz | 50" MTJVM005000 | ||||
| 110 mm | MTKP | 0105000 4420 | ||||
| 105 mm | MTKP | 0100000 4210 | ||||
| 100 mm | MTKP | 0095000 4000 | ||||
| 95 mm | MTKP | 0090000 3790 | ||||
| 90 mm | MTKP | 0085000 3580 4320 | 49" MTJVM004900 | |||
| 85 mm | MTKP | 0080000 3370 4070 | ||||
| 80 mm | MTKP | 0075000 3160 3810 | ||||
| 75 mm | MTKP | 0070000 2950 3560 | ||||
| 70 mm | MTKP | 0065000 2740 3300 | ||||
・モータプーリーの有効径は外径から 5mm を引いた径となります。
・モータの回転方向は、プーリー側から見て時計の針と反対方向です。逆回転させないように注意してください。
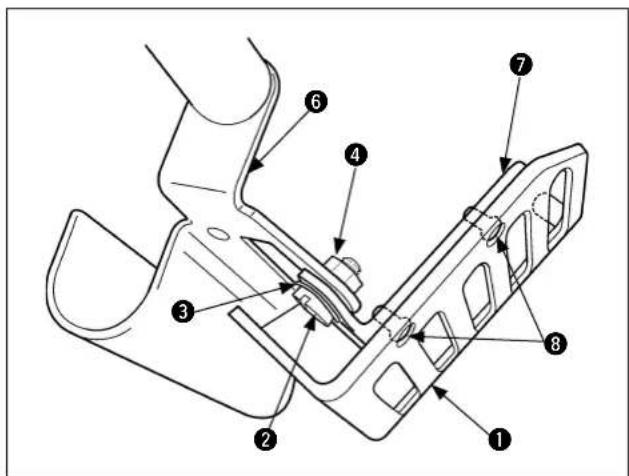
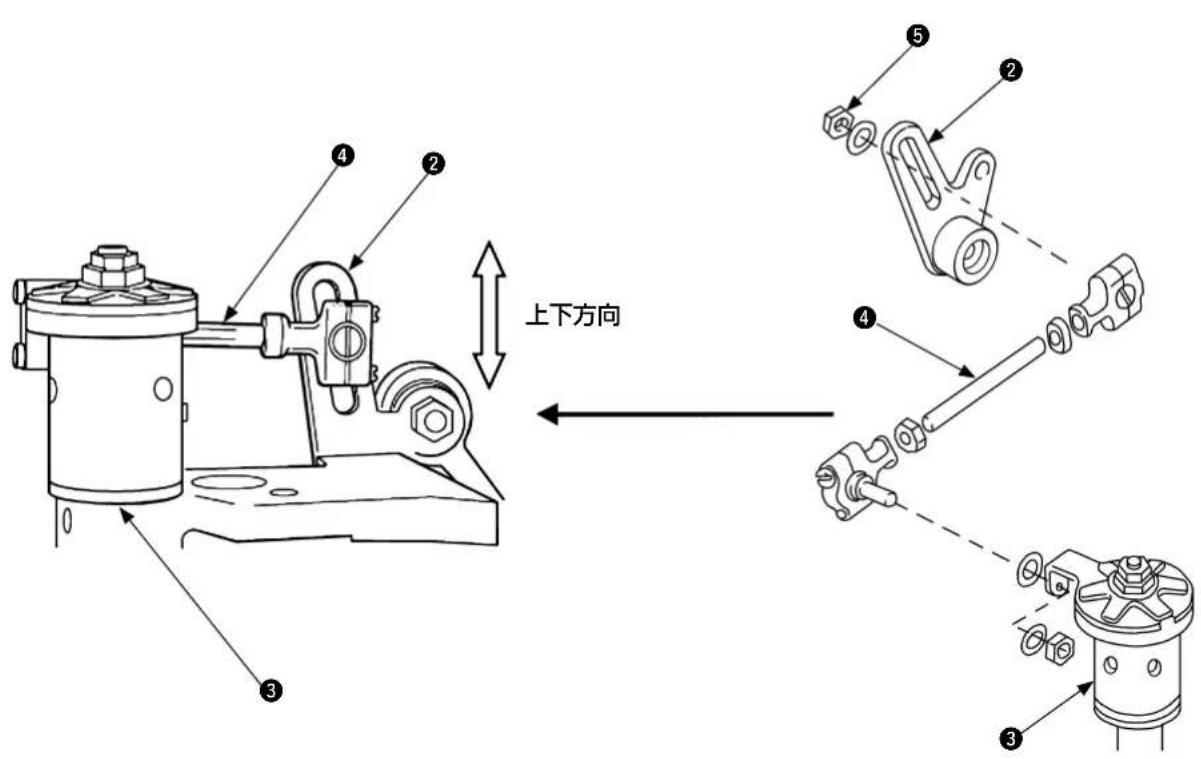
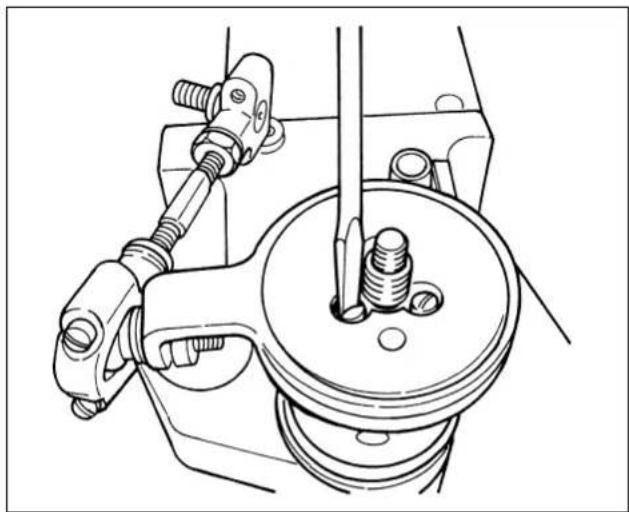
4. 押え上げレバーの取り付け方
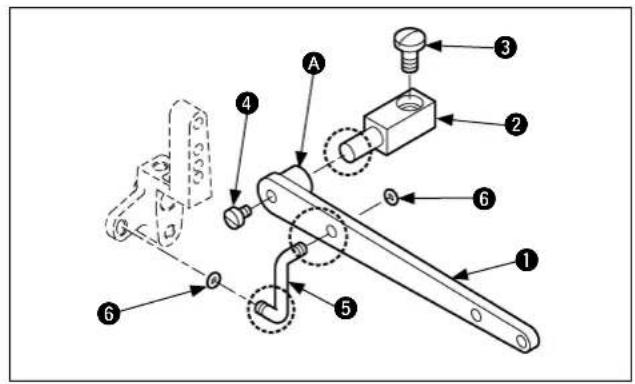
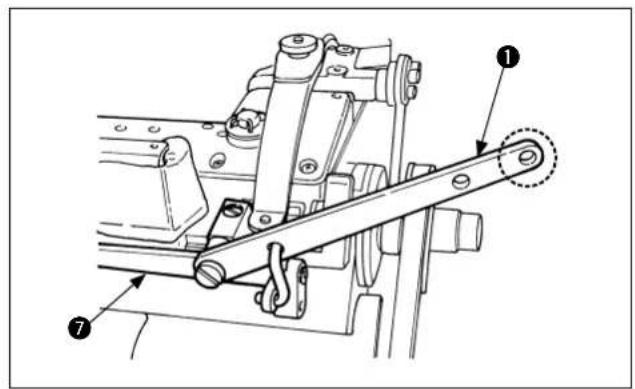
先ず付属の押え上げレバー①のボス部Aをブラケット②にはめます。
その状態で止めねじ③にて糸調子台⑦に固定します。次に、連結リンク⑤を図のように通しのリング⑥を両端にはめ込みます。
最後に止めねじ④にて固定します。

部の摺動部(4 ヶ所)は3ヶ月に一度を目安にして付属のグリース(品番40013640)を塗布してください。
- 不意の起動による事故を防ぐため、電源を切ってから行ってください。
- 人身事故を防ぐため、メスの刃部には指・手を触れないでください。
- 調整作業は不慣れによる事故、誤調整による事故を防ぐためミシンを熟知し、安全について教育を受けた保全技術者の方が行ってください。
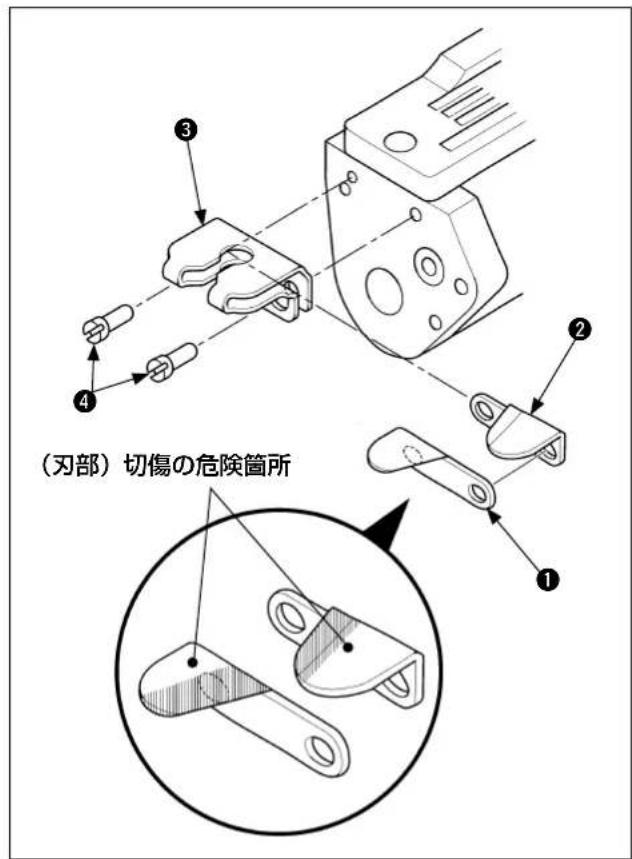
図のように下糸切りメス①と上糸切りメス②を重ね合わせメスカバー③に挟み込み、ねじ④(2 ヶ)でミシンに取り付けます。

取付の際は、指の切傷に注意しながら作業を行ってください。
6. 先引きローラーカバーの取り付け方
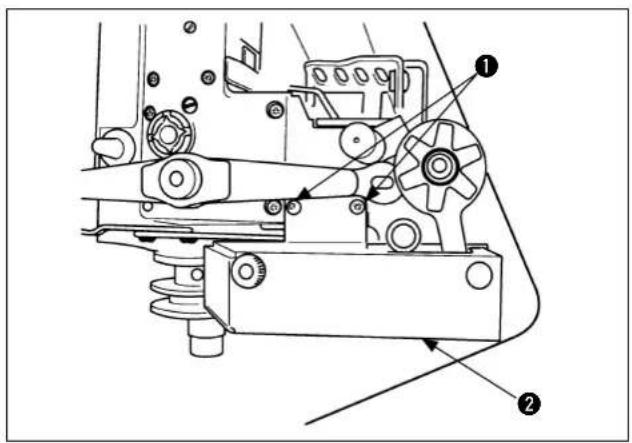
付属の止めねじ①(2 ヶ)で上送りローラーカバー②を取り付けてください。
・ねじの締め付けトルクは 2.5 \~ 3 N・mです。

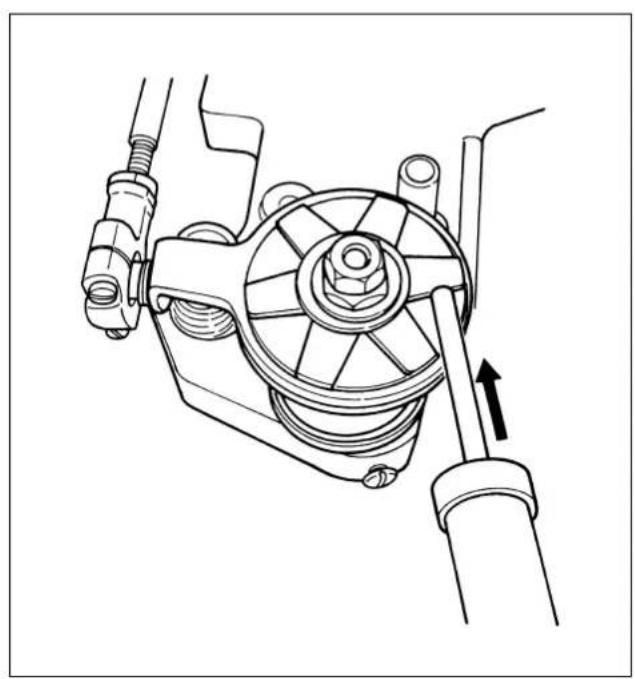
7. はずみ車の取り付け方
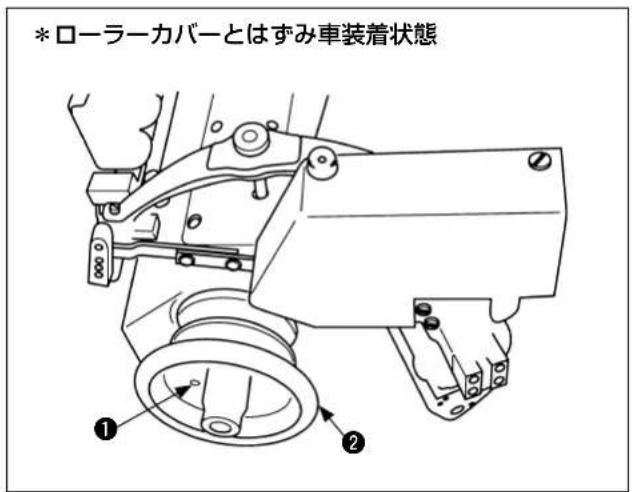
付属の止めねじ①(3 ヶ)ではずみ車②を取り付けてください。(MT03 装着時は不要です)
・ねじの締め付けトルクは 2.5 \~ 3 N・mです。
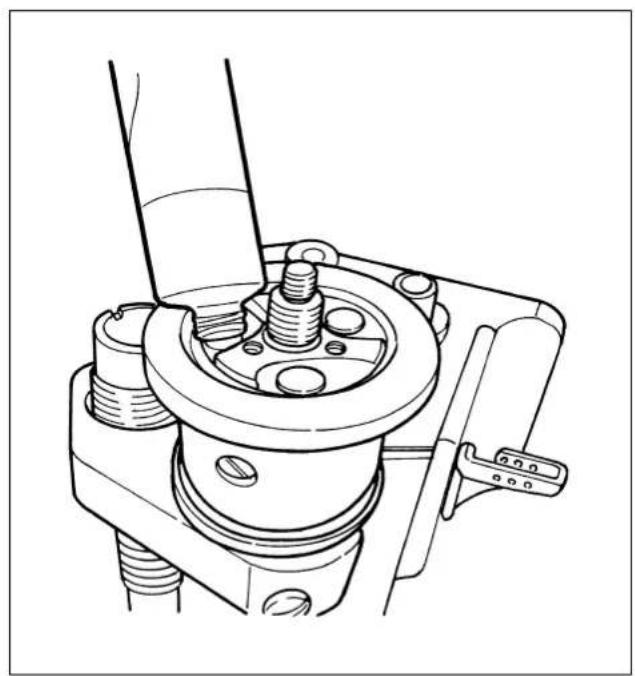
8. 糸立装置の取り付け方
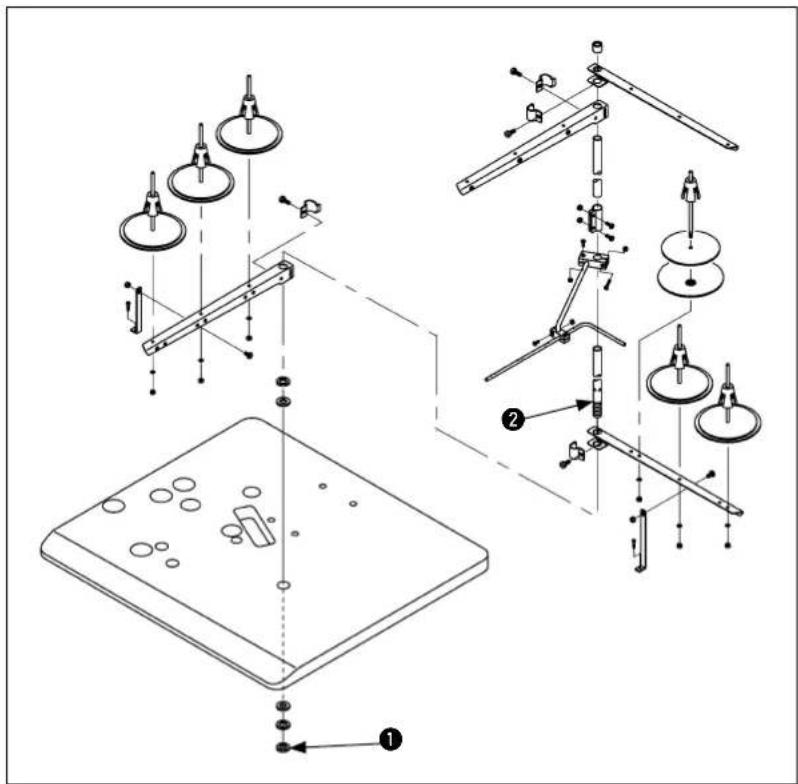
1) 糸立装置を図のように組付け、テーブルの穴に取り付けてください。
2) 糸立装置が動かない程度に止めナット①を締めてください。
3) 天井配線を行なう場合は、電源コードを糸立棒②の中に通してください。
9. 天秤カバーの取り付け方
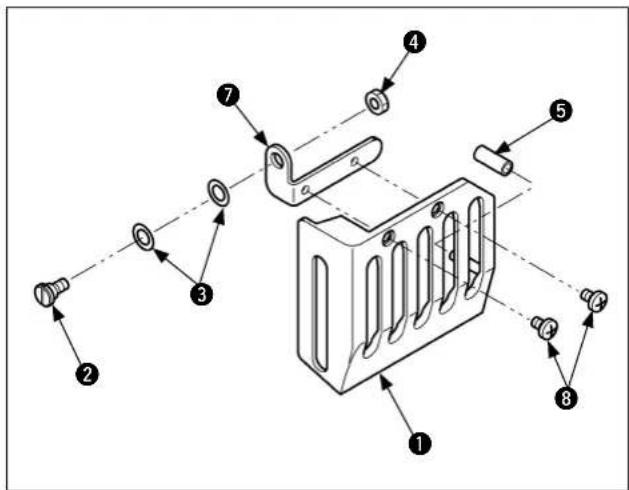
天秤カバー関係の付属は左図のようになっています。 付属箱から取り出してください。
① 天秤カバー
② 段ねじ
③ 波形座金
④ 六角ナット
⑤ チューブ
⑦ 天秤カバー台
⑧ 天秤カバーねじ
最初に天秤カバー①の突起部Aにチューブ⑤を奥まで差し込みます。折損に繋がりますので無理に押し込まないように気をつけてください。
次に頭部側のブーラー駆動力バー⑥ に前述の天秤カバー① を左図のように装着します。
まず、段ねじ②と波座金③で天秤カバー台⑦を固定します。次に、天秤カバー①を天秤カバー台⑦にねじ⑧で固定します。
その時に、天秤カバー①がスムーズに開閉することを確認ください。
次に、六角ナット④を緩み止め防止として固定します。
締め付けトルクは、0.5~1.0 N・m が目安です。
Ⅲ. 準備及び運転
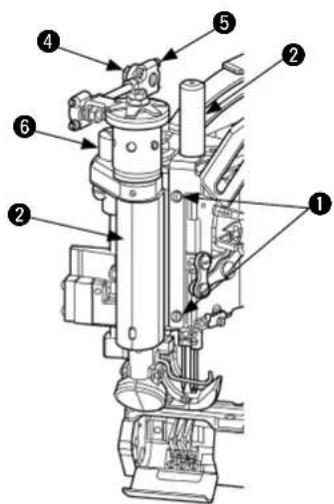
1. 頭部の名称
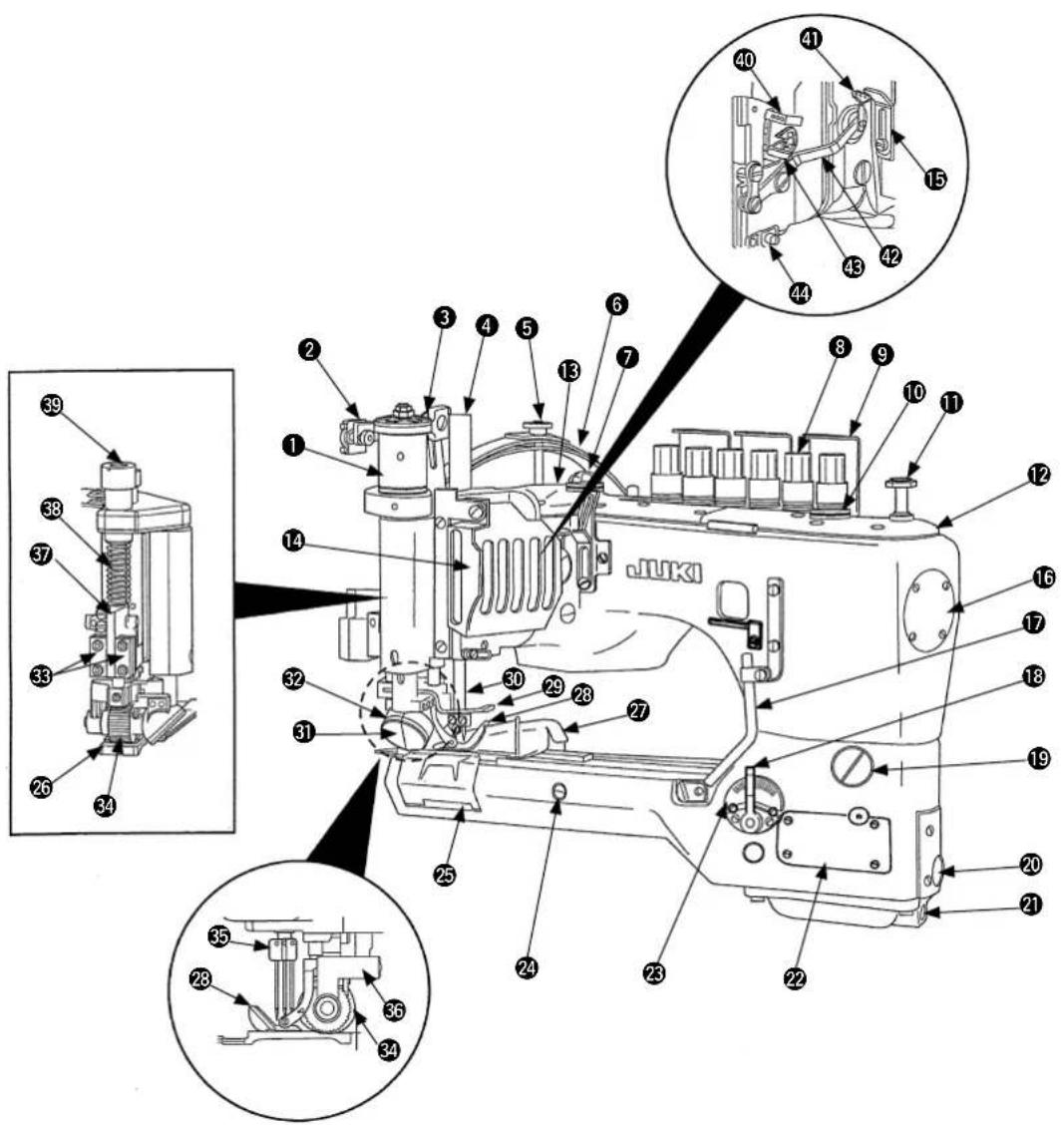
① クラッチ組
② クラッチ接続ロッド
③ クラッチ接続レバー
4 針棒・ローラーカバー
⑤ 压力調節ナット
6 压力調節板バネセット
⑦ オイル循環確認窓(後)
8 糸調子つまみ
9 糸調子糸案内
10 オイル循環確認窓(前)
⑪ ルーパープッシュボタン
12 前トップカバー
13 後トップカバー
14 天秤力バー
15 針糸調節糸道
16 ローラーエンドカバー
⑰ ルーバー案内パイプ
18 差動調節レバー
19 給油栓兼用縫目長さ調節窓ねじ
20 オイルゲージ(前)
21 オイル抜きねじ(前)
②2 シリンダーサイドカバー
②3 目盛プレート
24 送り揺動桿エキセンピン
25 ルーパーカバー
26 針板
27 三巻フォルダー
28 押え
29 針ガード
30 針棒
31 ギヤーカバー(前)
③2 ギヤーカバー(後)
③3 上送りローラーフレーム
③4 上送りローラー (逆歯)
35 針留
36 左右ガイドプレート
37 ローラー棒ガイド板
38 ローラー圧力調節バネ
39 ローラー圧力調節ねじ
40 針糸レバー糸案内
41 摇動天秤糸案内
42 針糸摇動天秤
43 針糸受け調節板
44 針糸押え板
2. 給油

注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
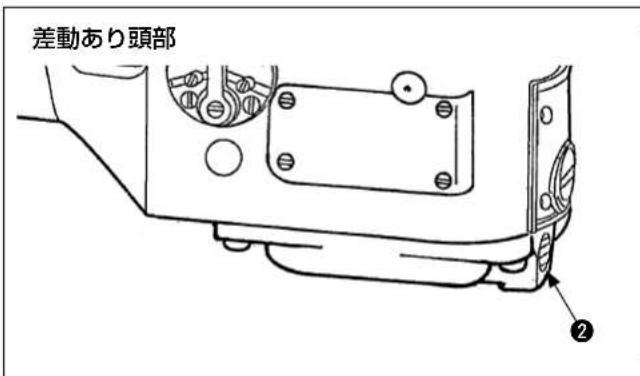
差動あり頭部
(2) オイル抜き箇所
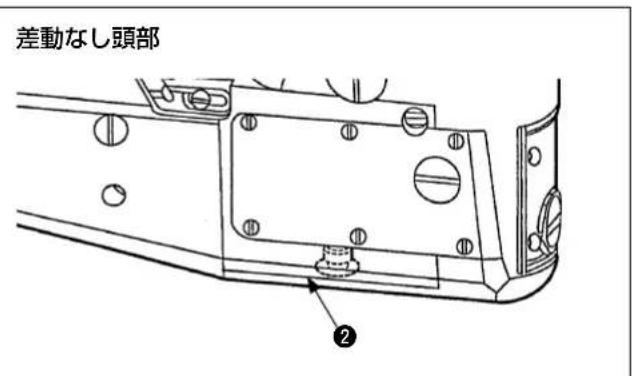
差動なし頭部
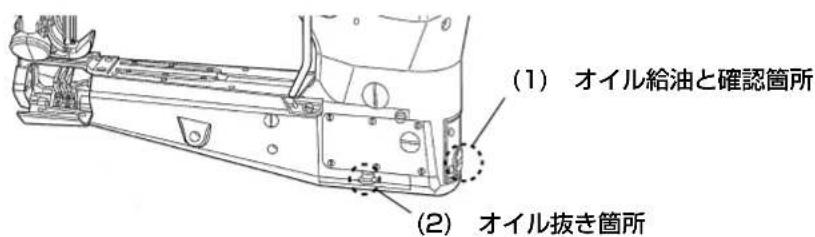
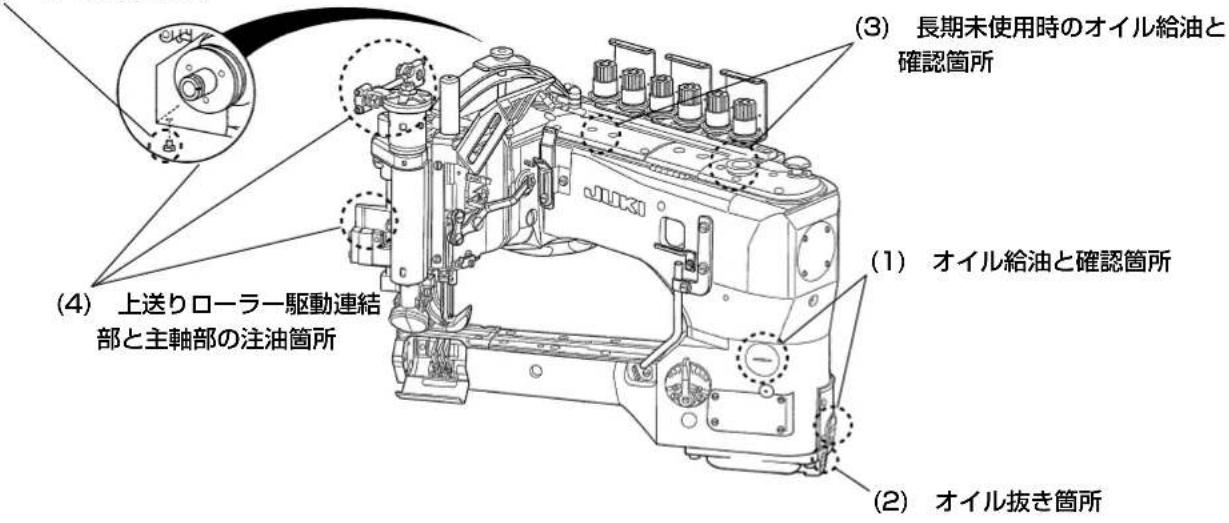
(1) オイル給油と確認箇所
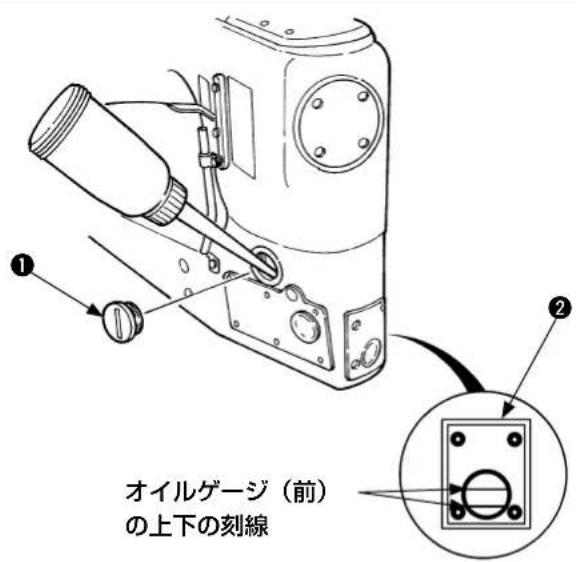
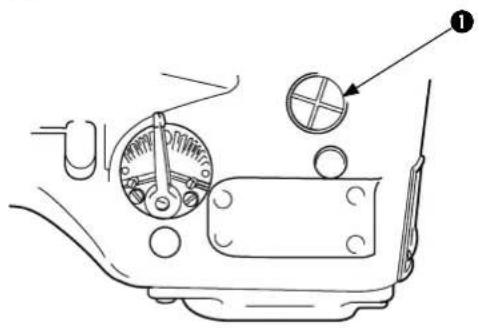
ミシン頭部は、ロータリーポンプ式自動給油です。
給油栓①を取り外して、オイルゲージ(前)②の上の刻線まで入れてください。最初は頭部後ろ側に油が供給される為次第に油が減っていきます。数時間運転した後油量変化が止まりますのでその時点で再度上下刻線の中央まで注油ください。

JUKI MACHINE OIL 18(品番:MML018900CA)を注油ください。
(2) オイル抜き箇所
オイルの取り替えを行なう時は、オイル抜きねじ(②)、(後)①を取り外して、オイル抜きが終了後はオイル抜きねじ(前②、(後①を締めてください。
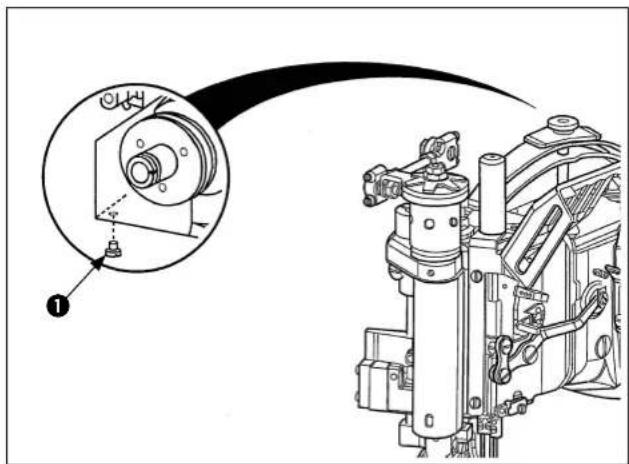
(3) 長期末使用時のオイル給油と確認箇所
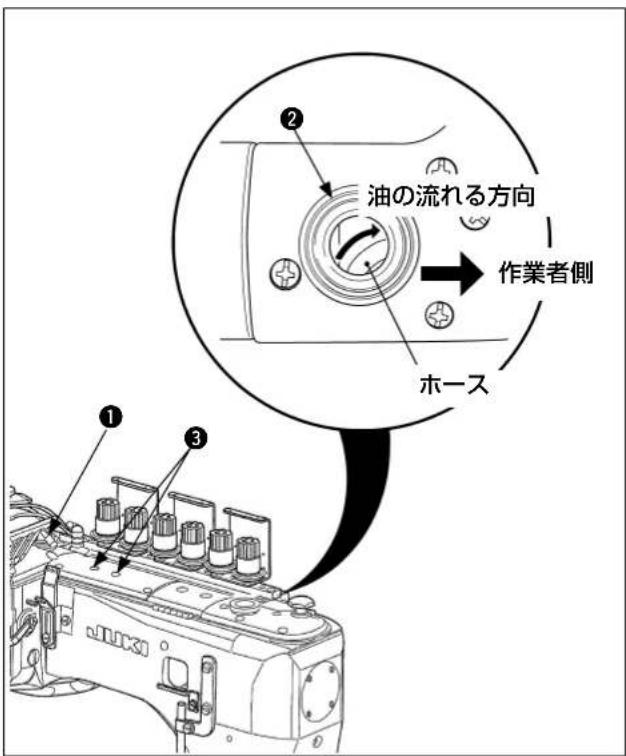
長期に渡り使用されなかったり、保守点検時にオイル循環関係部品に手を加えられた場合、オイルの循環機能がなくなっている場合があります。それは、循環経路に空気が入り込んだ為に起きるものです。
その場合、オイル循環確認窓①と②で確認できます。 オイルの循環が確認出来ない様でしたら③のポンプねじ 2 本を外し、そこに油面が確認出来るまで数滴注入ください。
(4) 上送りローラー駆動連結部と主軸部の注油箇所
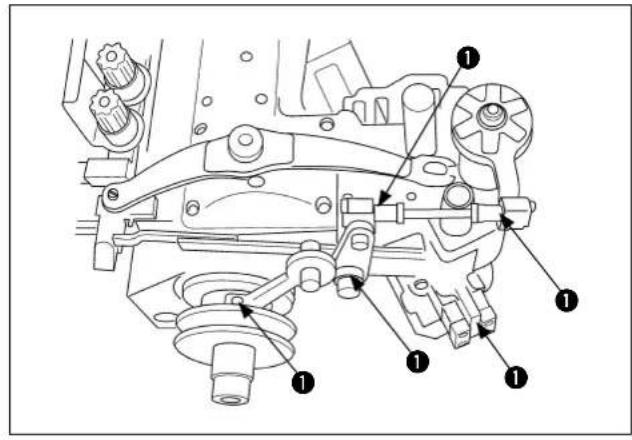
①の 5 箇所の上送りローラー駆動連結部と主軸部に 1 滴か 2 滴のオイルを週一回注油ください。
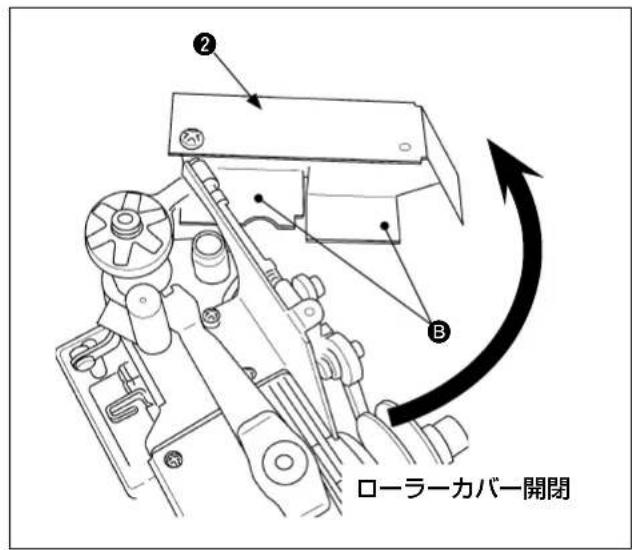
上送りローラー駆動連結部注油時は、ローラーカバー②を開閉させて行います。また、ローラーカバー②の油受け部③に油が付着しているときは拭き取ってください。 主軸部への注油は MT03 使用時、そのベルトカバーのゴム栓を外して行います。
ローラーカバー開閉時は摘みねじを外してください。
(5) グリースの塗布箇所
押えばね①及び押え上げブラケット②の各摺動部に付属のグリースを3ヶ月に一度を目安に塗布してください。
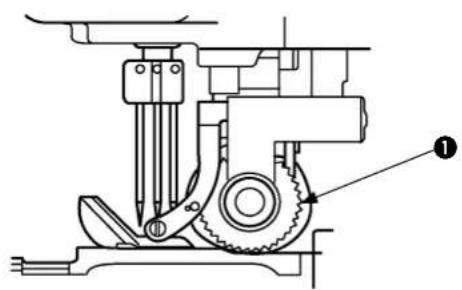
3. 回転方向の確認
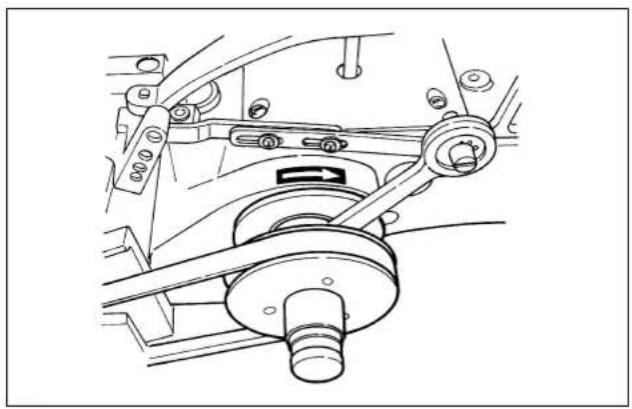
ミシンの回転方向はプーリー側から見て時計の針と同じ方向です。
オペレータの作業位置から見ると逆時計方向となります。

逆回転させないでください。 ンプが働かなくなり、焼付きの原因になります。
4. 針の取り付け方
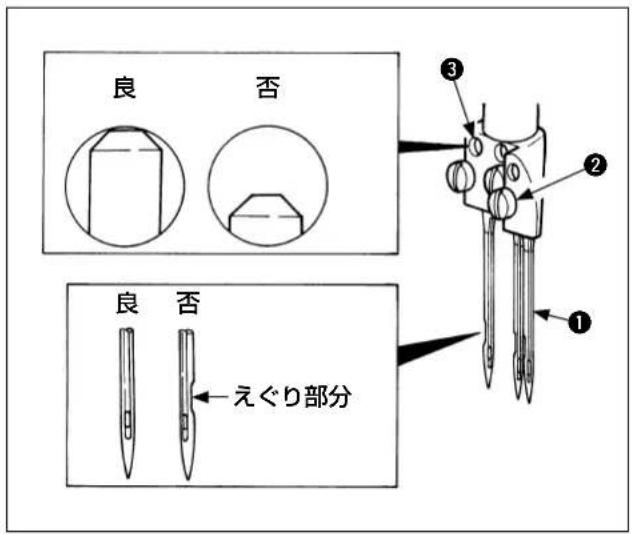
1) ドライバーで釧①の止めねじ②をゆるめてください。
2) 新しい針を、オペレーター方向から見てえぐりが奥向きになるように針留め③の穴の奥まで差し込んでください。
3) 針の止めね②を締め付けてください。
5. 糸通し方法
(1) 差動あり (MS-3580SF/1SN)
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
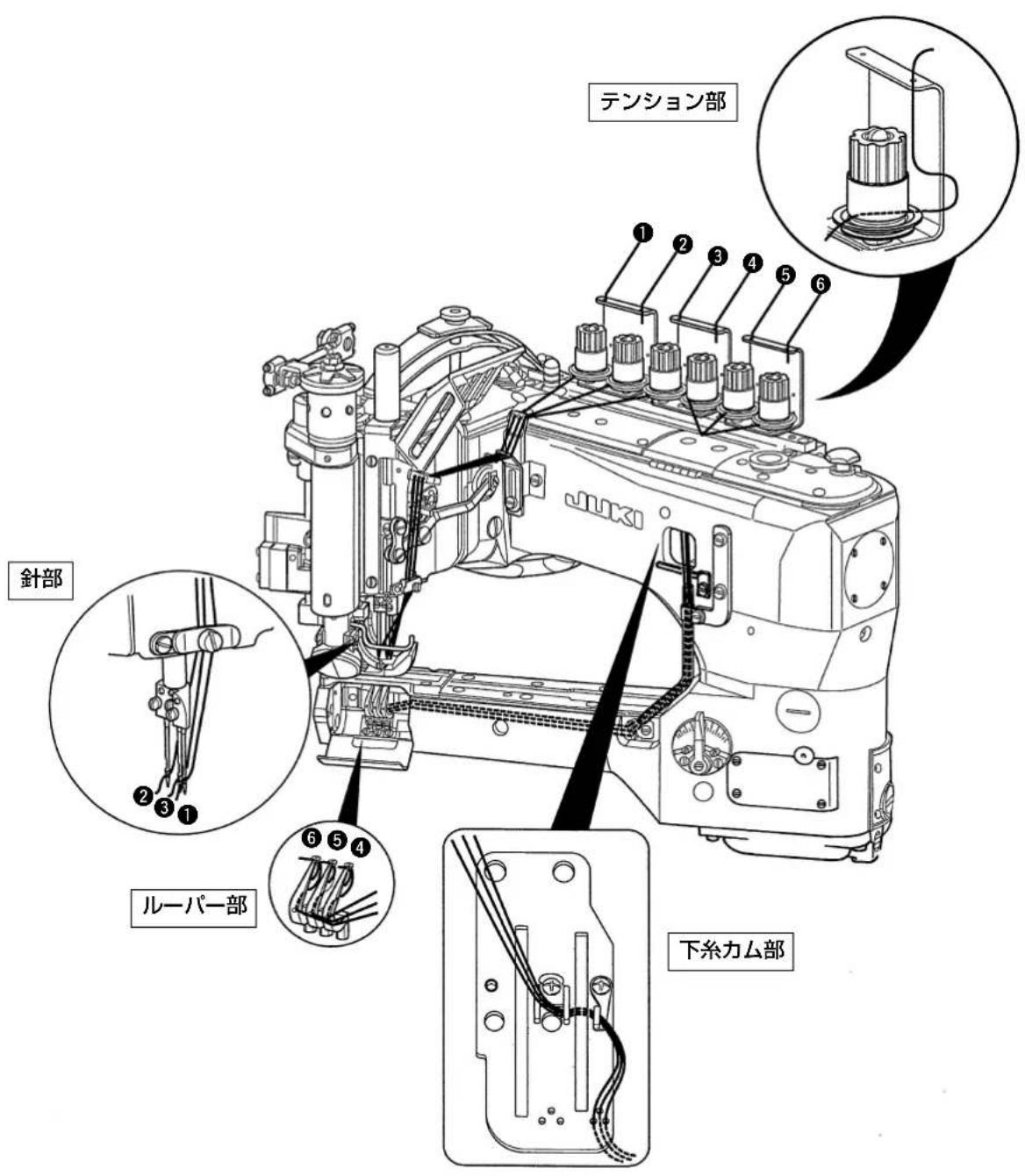
1) 差動あり糸通し図
針糸:①は左針糸、②は中針糸、③右針糸
ルーパー:④は前ルーパー、⑤は中ルーパー、⑥は後ルーパー 糸通し図にそって、糸通しを行なってください。
(2) 差動なし (MS-3580SF/OSN)
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
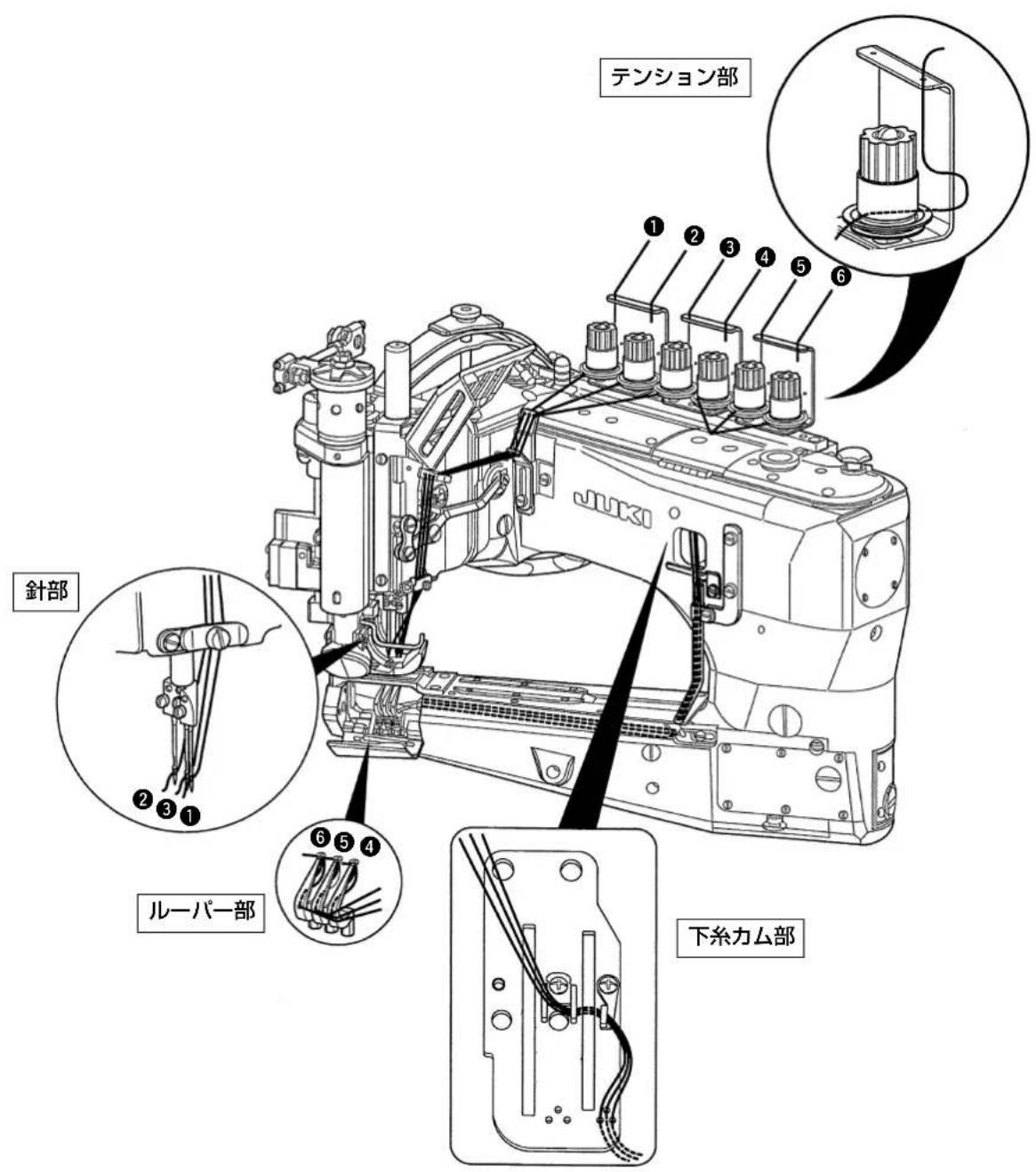
1) 差動なし糸通し図
針糸:①は左針糸、②は中針糸、③右針糸
ルーパー:④は前ルーパー、⑤は中ルーパー、⑥は後ルーパー
糸通し図にそって、糸通しを行なってください。
(3) ルーパー
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
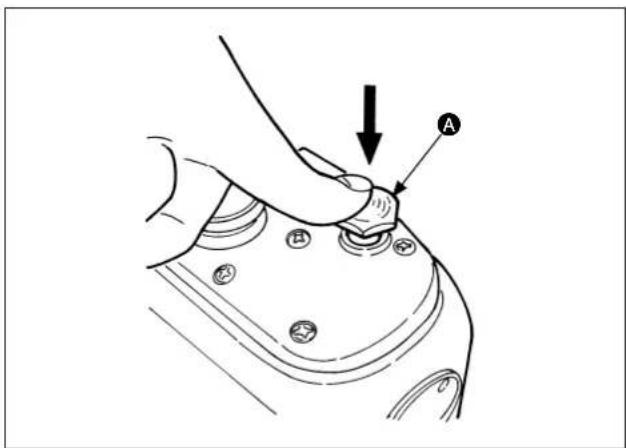
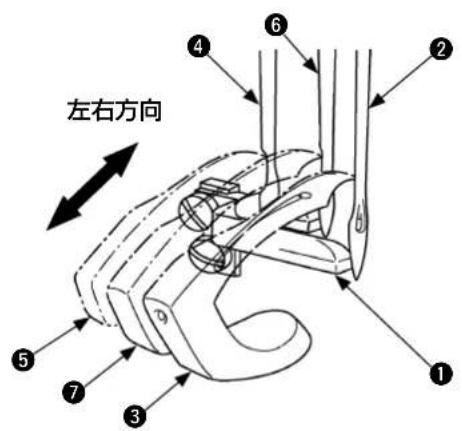
1) ルーパーの糸通し時、針棒下死点付近 A のつまみを押すとルーパーが手前に倒れ糸が通し易くなりますので、ルーパーを手前に倒した状態で糸通しをしてください。
ルーパーが倒れる前の状態
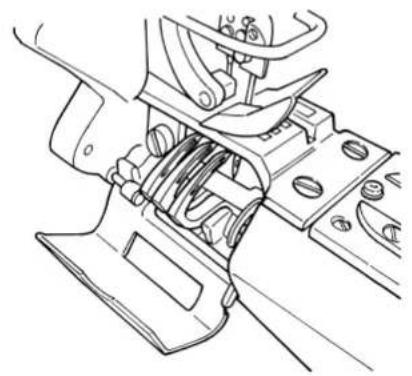
2) 糸通し後、図のようにBのルーパーを押すと元の位置に戻ります。

一を手前に倒したままミシンを回すと
カバーとの当たりや指が挟み込まれる恐れがありますので必ず元の位置に戻してください。
6. 押え調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
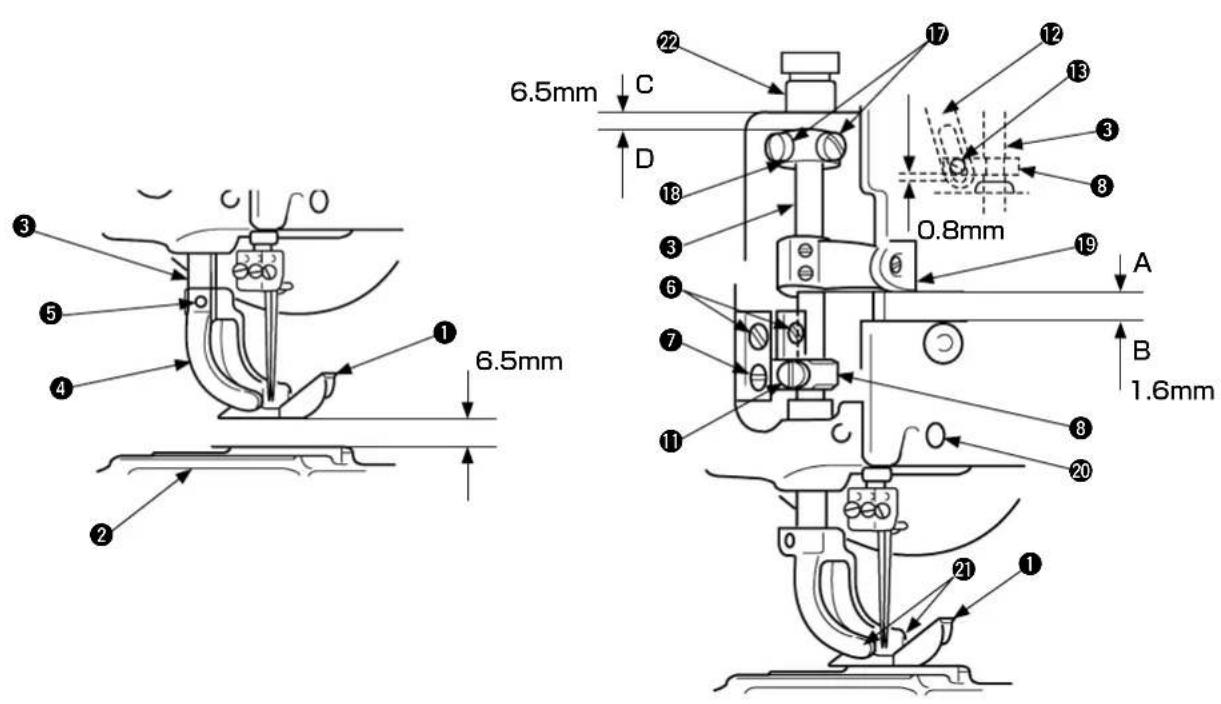
(1) 押え上がり量の調整
標準クラスの押え① 上がり量の調整寸法は 6.5mm が標準です。(最大上がり量:9mm)
上送りローラーが上がり始める前に押え①は針板②上面から 3.2 mm早く上昇する調整位置が標準です。
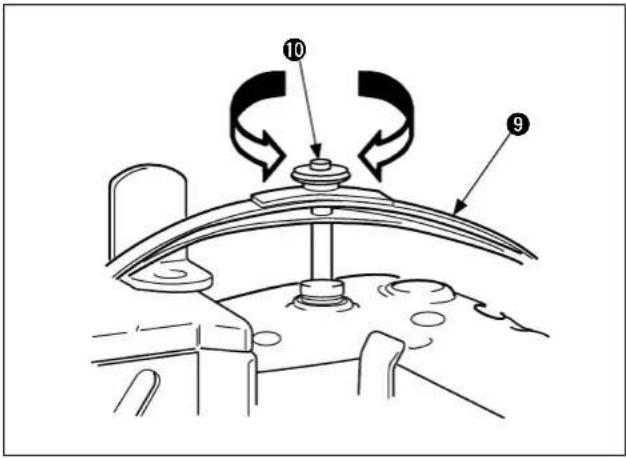
(2) 押え圧力の調整
押え①の圧力は、縫製品に対して適正な圧力を掛けて縫製をしてください。
圧力調節ナット ⑩を時計方向、逆時計方向に回して圧力調整をしてください。
(3) 押え・押えヨークの取り付けと圧力調整
1) 押え転③を上げて、押えヨーク④を押え軸③に取り付け、止めねじ⑤を締めてください。
2) 押え転が上下に軽く動いて左右ガタ無いか確認してください。
左右ガタがある場合は、止めねじ ⑥を 4 個緩め、左右押えガイドプレート ⑦で押え軸ガイド ⑧に左右ガタが無いように抱き、上下に軽く動くように調整を行い、止めねじ ⑥を締めてください。
3) 压力調節板バネセット⑨を取り付け、圧力調節ナット⑩を回して押え⑪の圧力を調整してください。
○圧力調節ナット ⑩を時計方向に回すと押え圧力は、強くなります。
○圧力調節ナット ⑩を逆時計方向に回すと押え圧力は、弱くなります。
4) 上送りローラーより押え1を 3.2mm 早く上昇させるために押え軸ガイド⑧の止めねじ ⑪を緩め、押え軸ガイド⑧を上下させてレバーリンク ⑫穴の下の面とレバーリンク掛け止めねじ ⑬底面のすき間を0.8mm に調節してください。(針棒下死点時)

5) 押 ① 上がり量は標準 6.5mm に合わせるために止めねじ ⑰を緩め、ストップカラー ⑱を上下させ、押え軸案内ブッシュ ⑲ 取り付け位置の下の面 “C” とストップカラー ⑳ 上面 “D” の間を 6.5mm に合わせて止めねじ ⑰ を締めてください。
-
針糸揺動天秤連結台 ⑲の取り付け位置確認も同時にしてください。
-
針棒下死点の時、針糸揺動天秤連結台 ⑲底面 A と前カバー ⑳カット部の上面 B とのすき間寸法を 11.6mm に合わせてください。
-
押え上がり量を必要以上に上げますと針留に接触し、針折れ、目飛びの原因になります。
-
押え圧力が必要以上に弱い状態や強い状態にしますと生地の進みが悪くなります。
(4) 押えのみの取り外しと取り付け
押え①のみ交換する場合は、左右の止めねじ ②を緩め、押え①を取り換えて左右の止めねじ ②を締めてください。
7. 送り関係(縫目長さ、差動送り量)の調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) 縫目長さの調整(標準:8針 / インチ間)
差動あり
縫目長さは、2.1~3.6mmまで調整可能で、標準調整は3.2mmです。
縫目長さ調整は、レバー止めねじ②を緩め、上下方向に移動させて調整してください。
縫目長さを変更した時は、「Ⅳ-7.後針受けの

調整」を確認して再調整してください。
さは 2.1 \~ 3.6 mmの範囲としてください。3.6 mm以上にすると部品の干渉が発生する場合がありますので 3.6 mm以上では使用しないでください。
縫目長さ調節窓ねじ①を取り外しますとレバー止めねじ②が見えます。
○ レバー止めねじ②を緩め、上方向に移動してレバー止めねじ②を止めると、縫い目は大きくなります。
○ レバー止めねじ②を緩め、下方向に移動してレバー止めねじ②を止めると、縫い目は小さくなります。
1. 縫目長さ調整の時に目盛は付いていませ
ん、縫製して頂き、定規で測ってください。
縫い目長さを変更した場合、
送り歯前後の動き量が変化しますと各針と後針受けの接触量も変わります。
目飛びの原因になりますので後針受けを再調整してください。
左右の素材にズレが発生する場合は、差動調節レバー③で調整してください。
目盛プレート④に 1~9までの番号が打ってあり、差動調節レバー③の位置が5の場合、送り量は主送り量に対して作動比は1∶1です。1方向に動かすと送り量が小さくなり、9方向に動かすと大きくなります。

し機構には差動は付いていません。
○ 右側の素材が左側の素材に対して進みすぎる場合差動調節レバー ③ を 1~4 方向に動かし、左右の素材ズレを調整します。
○ 右側の素材が左側の素材に対して遅れる場合
差動調節レバー ③ を 6~9 方向に動かし、左右の素材ズレを調整します。
※ 差動調節レバー③を固定する時は、止めねじ ⑤・⑥)2 個で挟んでください。
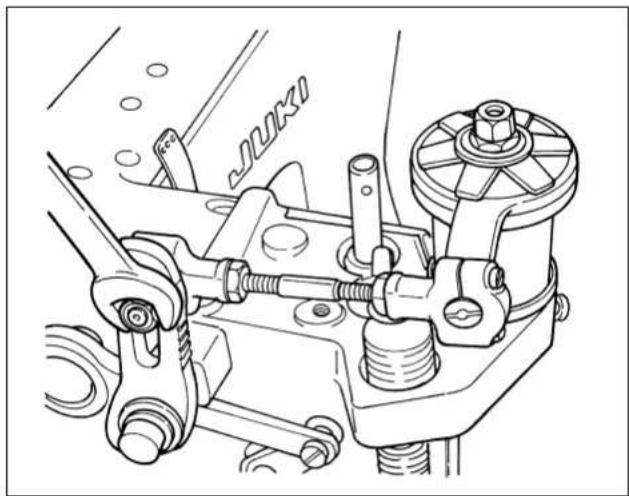
8. 上送りローラー引き量の調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
上送りローラー①の引き量は、送り歯の縫目長さ(8針/インチ間)に対して少し引く位置が標準です。
クラッチ接続レバー②とクラッチセット③を接続しています、クラッチ接続ロッド④を上下させる事より生地の引き量を変える事ができます。
ナット⑤を緩めてクラッチ接続ロッド④を上下させてナット⑤を締めてください。
○ クラッチ接続ロット④を上げると生地の引き量は多くなります。
○ クラッチ接続ロット④を下げると生地の引き量は少なくなります。

送り量に対して、上送りローラー
① の引き量が多いと縫目数は大きくなります。
① の引き量が少ないと縫いづまりが発生し、送りキズの原因になります。特に段部などに発生します。
(2) 上送りローラーのグリース注入方法とブレーキばね圧の調整方法
内部のグリースが少なくなると送り量が不安定になったり、大きな異音が出始めます。その場合に下記作業を実施ください。
1) 止めねじ①を外し、先引きローラーカバー②を外します。
2) クラッチ接続レバーを固定しているナットをスパナで外します。
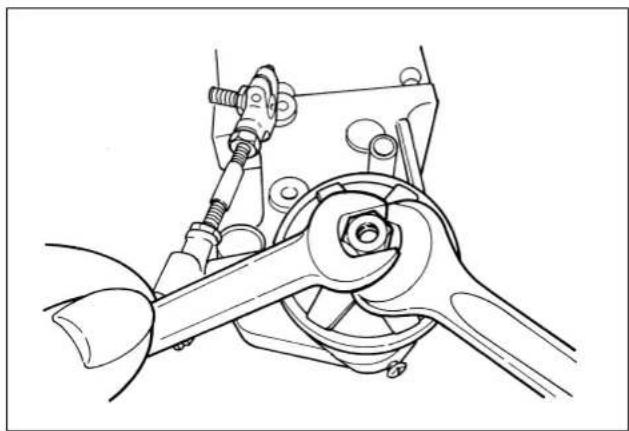
3) 2 個のナットを 2 本のスパナで緩め、その下の座金とブレーキばねを外します。
4) 止めねじ 3 本を外し、クラッチ駆動レバーを外します。
5) 付属のグリース ( 品番:40013640) をクラッチローラーの周辺全体に注入します。
クラッチローラーは上下 2 層の構造となっていますが、次第にグリースが下層まで浸透して行きますのでメンテナンス上は上部層のみのグリース注入となります。
6) 元の状態に組付け、最後にブレーキばねの圧力を 2個のナットの締付け量にて調整します。
標準調整は、左図の様なばね量り押付けにて 10~30N で回転する様になっています。
縫製条件によっては送り力の増加が必要となります。 その場合は圧力を上げてください。
7) 上送りローラーのグリース注入時に、ローラー接続の滑りを良くする為、その摺動部ヘグリースの塗布をお願います。
滑りが悪くなると回転抵抗が大きくなり上送りローラー装置全体が位置ずれをおこし易くなります。
IV. 保守
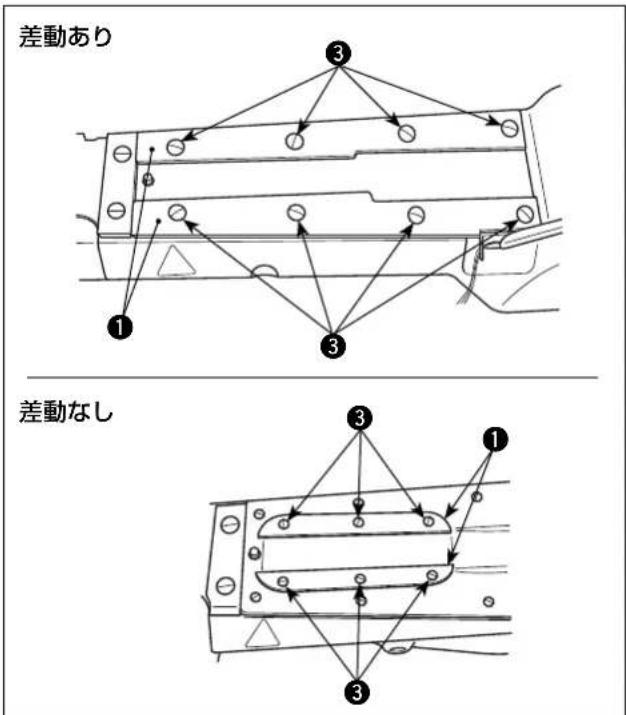
1. ゲージ関係と上送りローラーの取り外し方(差動あり機構・差動なし機構)
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
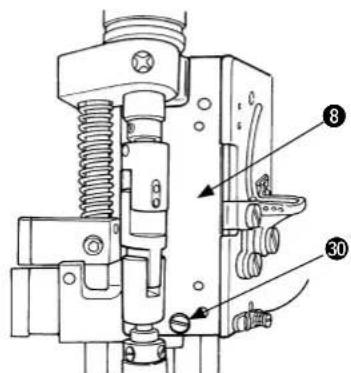
標準調整を行なうには、ゲージ関係「針⑯、押えヨーク⑲、針板⑳、差動送り歯⑳・主送り歯⑳」、カバー関係「針棒・ローラーカバー②・ルーパーカバー③」、上送りローラーフレーム⑪関係、ローラー圧力調節れ⑬圧力調節板バネセット⑭を取り外してから調整作業をしてください。
頭部左側面
標準調整を行なう時の前後、左右方向は、オペレータの作業位置が基準で、プーリーの正回転方向は、逆時計方向です。
1) 止めね①を緩め、針棒・ローラーカバー②を外します。
2) 止めねじ 30を緩め、側面カバ8及びパッキンも同時に外します。
3) ナッ ④ を緩めてワッシャーとクラッチ接続ロッド
⑤ を外します。
4) ローラー圧力調節ねじを外します。
5) 上送りローラー軸止めね⑦ 緩め、上送りローラー軸⑨ 及びローラー棒ガイド板 ⑩を上昇させて上送りローラーフレーム ⑪を外してください。
上送りローラー軸 ⑨を上昇させた時、ローラー
棒ガイド板 ⑩がリフトレバークランク ⑫に接触しますのでリフトレバークランク ⑫を少し上げて上送りローラーフレーム ⑪を外してください。
頭部後方
6) 压力調節ナット ⑬を緩め、圧力調節板バネセット ⑭を外します。
7) 各針止めねじ ⑮を緩め、各針 ⑯3 本を外します。
8) 押えヨーク止めねじ 17を緩め、押え軸 18を上げて押えヨーク 19を外します。
9) 止めねじ 20を緩めると、ルーパーカバー 21とスプリングスタッド 22を取り外す事ができます。
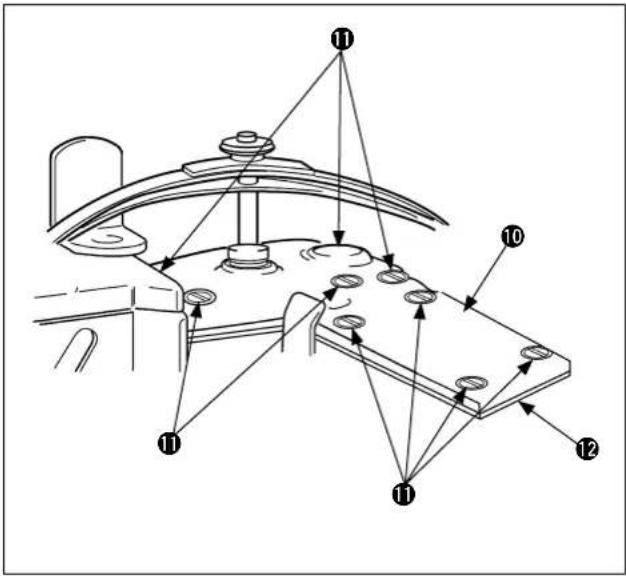
10) 針板止めねじ 233 個を緩め、針板 24を外します。
11)止めねじ 25を緩め、差動送り歯 26を外します。
12)止めねじ ⑳を緩め、主送り歯 ⑳を外します。
13)各ルーパー 29の止めね 3 を緩め、各ルーパー 29を取り外してください。
上記、分解手順は、差動あり機構を主体に説
明しています。

し機構には、差動送り歯 ⑳と止めねじ
⑲が付いていません。
2. ルーパーと針棒のタイミング
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) ルーパーと針棒のタイミング (シンクロナイゼーション)
シンクロ調整は、ゲージ部品を取り付けて調整します。
プーリーを正方向及び逆方向に回して六角レンチ(3mm)①が針板②に接触した時、下針棒ブッシュ③の下の面とクリップ④上面にすき間の無い状態が標準位置です。(両方向に回して確認)すき間の許容範囲は0~0.1mmです。

一を両方向に回して下針棒ブッシュ
(3mm) ①と針板②のすき間許容範囲も
③ の下の面とクリップ④ 上面が先に接触した時、六角レンチ
0~0.1mm です。
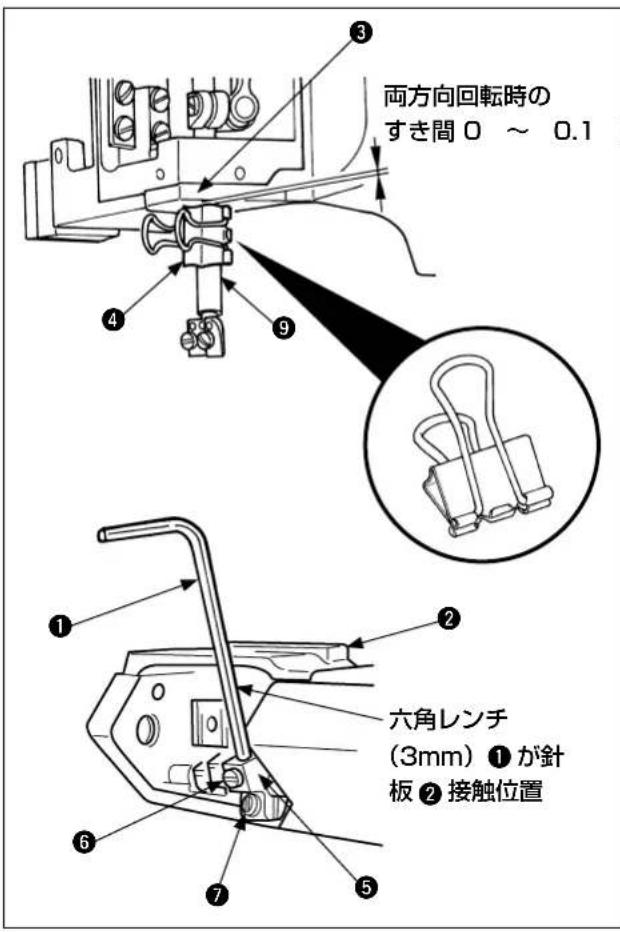
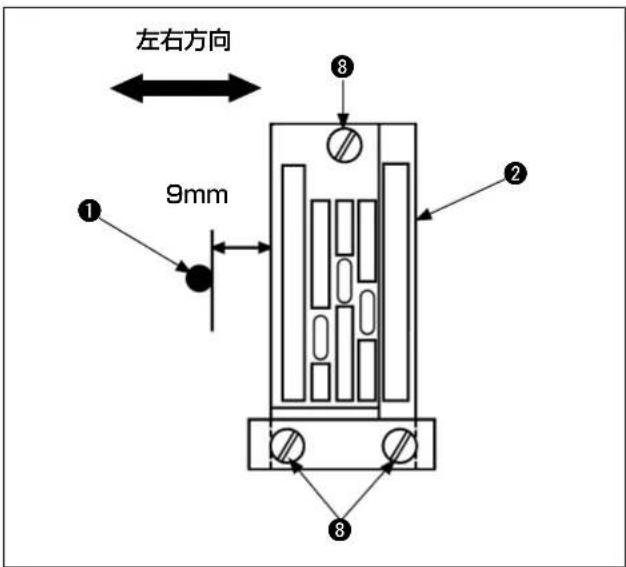
(2) 六角レンチ・クリップの取り付けと調整方法
1) 前ルーパー土台 (中・後前に六角レンチ(3mm)
①を差し込み、止めねじ⑥を締めてください。
mm2) 止めね⑦を少し緩め、六角レンチ(3mm)①の付いたルーパー土台⑤を最左点に移動させます。
3) 針⑦を取り付け、止めねじ⑧を締めてください。
4) プーリーを回し、六角レンチ(3mm)①を最左点にして右側面から針板②左側面の間隔を9mmに測って、ルーパー土台⑤の止めねじ⑦を仮締めし、本締めできる位置にして本締めしてください。
5) プーリーを逆時計方向に回し、六角レンチ(3mm) ① が針板 ② 左側面に接触した位置で止めてください。
6) 針 柜 にクリップ ④ を取り付けます。
* 市販のダブルクリップ(小)の上面を針棒のけがき線に合せて取り付けてください。
クリップ ④ の上面を下針棒ブッシュ ③ の下の面に接触させた位置に取り付けてください。
7) プーリーを時計方向に回して行くと六角レンチ (3mm) ①は左右に動きます。
再度、針板 ②の左側面に接触させてください。この時、下針棒ブッシュ ③の下の面とクリップ ④上面にすき間が許容範囲にある事を確認してください。
下針棒ブッシュ ③の下の面にクリップ④の

上面が先に接触する事もあり、その時は、六角レンチ(3mm)①と針板②の接触位置のすき間が許容範囲内にある事を確認してください。
8) ルーパー(六角レンチ(3mm)①)と針棒⑨のタイミング調整が合っていない場合は、下記の調整箇所で調整してください。

口位置調整が正確でない時、目飛び、糸切れの原因になります。
(3) 調整箇所と調整方法
1) ルーパー(六角レンチ(3mm)①)と針棒⑨のタイミング調整をする場合は、後トップカバー⑩の止めねじ⑪9個を緩め、後トップカバー⑩とパッキン⑫を取り外してください。
2) オイルポンプ組 ⑰を取り外し(ねじ ⑱2本止め)軸カップリング前後 ⑬・⑭のねじ ⑮3本を緩め、主軸カップリング後 ⑭を保持した状態で、主軸カップリング前 ⑮の止めねじ ⑯にキーレンチを差し込んで左右回転方向を動かし調整します。その後、オイルポンプ組をバックラッシュ調整しながら組付けてください。
<バックラッシュ>
0.1 \~ 0.3mm
※ 止めねじ ⑱を緩めて、オイルポンプを上げると大きくなり、下げると小さくなります。
1. 合いマーク位置を合わせて調整してください
い。

主軸カップリング前 ⑬を動かす時には、 合いマーク近くの固定ナット ⑮1個を仮 止めにして調整してください。
○ 主軸カップリング前 ⑬を右回転方向に回す事により六角レンチ(3mm)①と針板②のすき間は大きくなります。
○ 主軸カップリング前 ⑬を左回転方向に回す事により六角レンチ(3mm)①と針板②のすき間は小さくなります。
3) 調整後は、後トップカバー ⑩とパッキン ⑫を取り付け、止めねじ ⑪を締めてください。
3. 針落ち、左右・前後位置調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
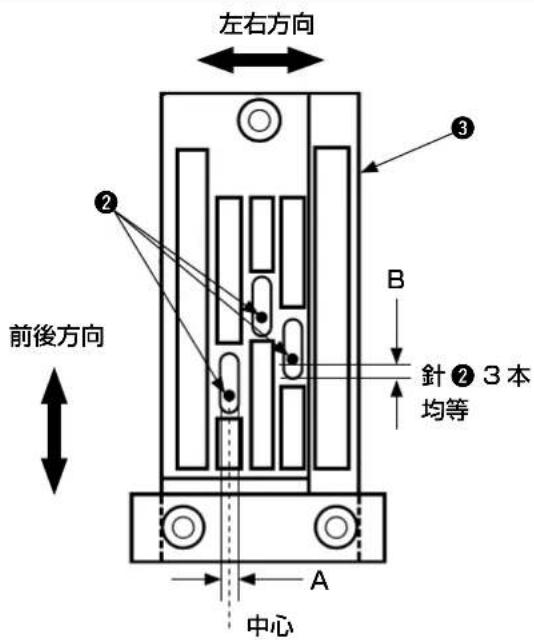
針留①に針②3 本を取り付け、針板③の針穴に対して左右針落ちの位置“A”は中心が標準です。
2) 針落ち前後位置
前後の針落ちは、各 3 本の釘②と針板③の針穴のすき間 “B” が均等になる位置が標準です。

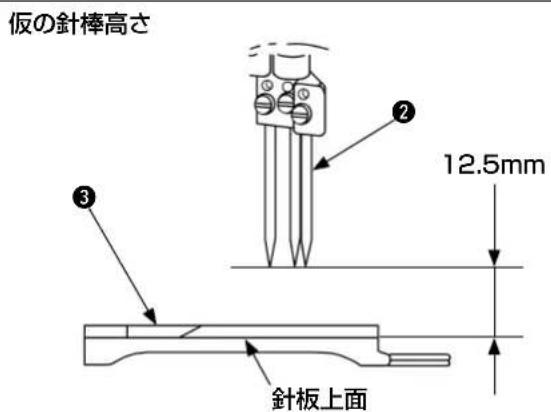
針棒④高さの仮の寸法 12.5mm に合わせ
針落ちを合わせてください。
「Ⅳ-5.針棒高さ調整」を参照してください。
(2) 針落ちの確認方法
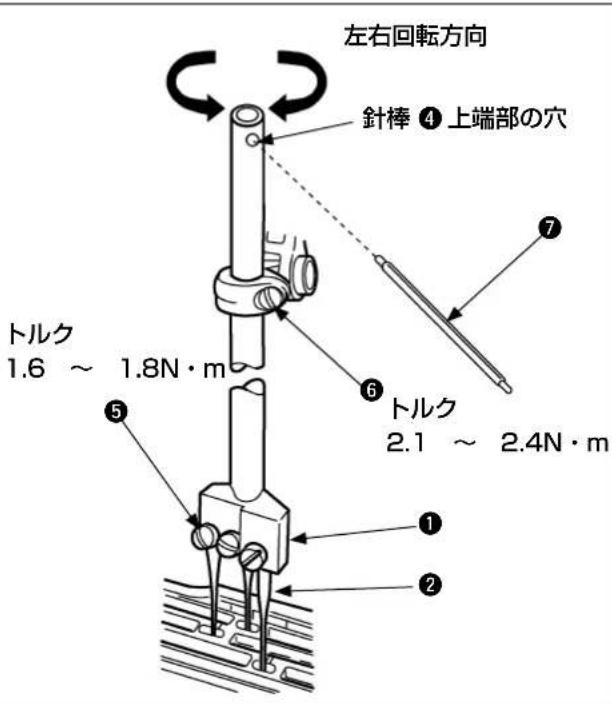
1) 針 ① に針 ②3 本を取り付けて止めね ⑤ を締めてください。
2) 針棒抱き止めね⑥を緩め、仮の針棒④高さ(12.5mm)を合わせて、針棒抱き止めね⑥を仮止めで締めてください。(針棒④が回る程度)
3) 針④上端部の穴にトルクロッド⑦を差し込み、針棒④を左右に回して針落ちの前後位置及び左右位置を確認しながら合わせてください。
-
針落ちが正確に出ていないと、目飛び、針折れ、糸切れの原因になります。
-
針落ち調整時、仮の針棒高さ寸法に合わせ

棒上死点にして、針板 ③ 上面から針 ②
先端まで仮寸法は 12.5mm です。
- 針落ち調整時、仮の針棒高さ寸法に合わせて調整しますが、針棒高さに問題が無い場合は、再度、針棒高さ調整を行なう必要は無く、次の調整に進んでください。
4. ルーパー調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) ルーパー返り量
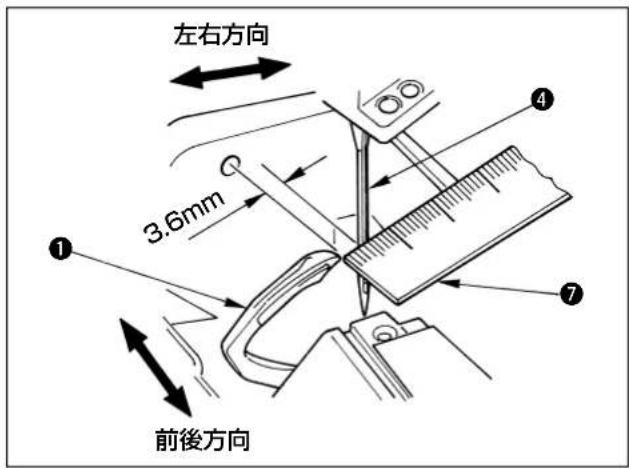
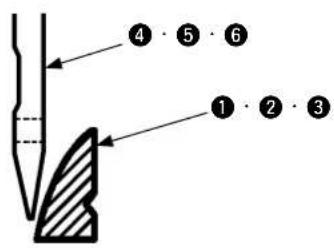
各ルーパー ①・②・③)が最左点時、各ルーパー①(・②・③)の先端から各針④(・⑤・⑥)の中心までの標準寸法は3.6mmです。
1) 前ルーパーの標準測定
前ルーパー ① 最左点時、前ルーパー ① 先端から左針 ④ 中心まで定規 ⑦ で測定して標準寸法 3.6mm を出してください。
2) 中・後ルーパーの標準合わせ
前ルーパー ① の先端と左針 ④ の左側面が一致した時、中・後ルーパー ②・③)の先端も同時に一致する位置が標準です。
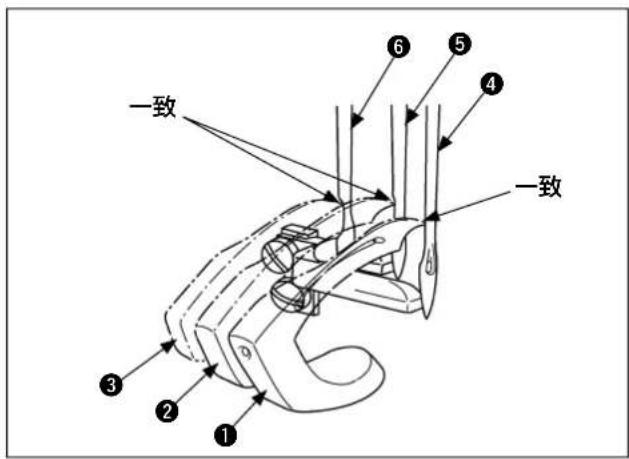
前ルーパー ① 返り量の調整方法は、ゲージ⑦

及び定規で調整しますが、中・後ルーパー②(③)は、中・後ルーパー②(・③)先端と針(⑤・⑥)の左側面一致で調整します。
(2) 前ルーパー
1) 止めね⑧を緩め、針板⑨を取り外す。
2) 前ルーパー土台 ⑩に前ルーパー⑪を取り付け、止めねじ ⑪を締めてください。
3) ブーリーを逆回転方向に回し、前ルーパー①を最左点で止め、前ルーパー①先端と左針④に定規⑦を当てて確認します。
4) 標準寸法に調整するには、前ルーパー土台止めねじ 12を緩め、前ルーパー土台 10を左右方向に動かして調整してください。
5) 調整後は、前ルーパー土台止めねじ ⑫を締めてください。
(3) 中ルーパー
1) ブーリーを逆時計方向に回し、前ルーパー①先端を左針④の左側面に一致させてください。
2) 中ルーパー土台 ⑬に中ルーパー②を取り付け、止めねじ ⑭を締めてください。
3) 中ルーパー土台止めねじ ⑮を緩め、中ルーパー土台 ⑬を左右方向に動かし、中ルーパー②先端を右針 ⑤の左側面に一致させてください。
4) 調整後は、中ルーパー土台止めねじ 15を締めてください。
(4) 後ルーパー
1) ブーリーを逆時計方向に回し、前ルーパー①先端を左針④の左側面に一致させてください。
2) 後ルーパー土台 ⑯に後ルーパー③を取り付け、止めねじ ⑰を締めてください。
3) 後ルーパー土台止めねじ ⑱を緩め、後ルーパー土台 ⑲を左右方向に動かし、後ルーパー先端を中針 ⑥ の左側面に一致させてください。
4) 調整後は、後ルーパー土台止めねじ 18を締めてください。

各ルーバー土台(10・13・13)左右調整時、各ルーバー(1・2・3)の先端と各針4(5・6)のすき間調整も同時にしてください。
ルーパー返り量が少ない又は多い場合は、目飛び、針折れ、糸切れの原因になります。
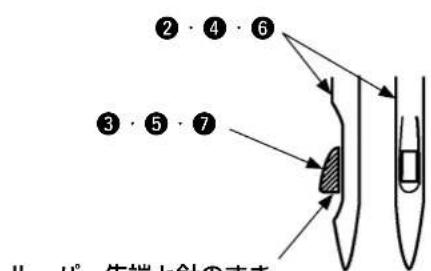
(5) ルーパーと針のすき間調整
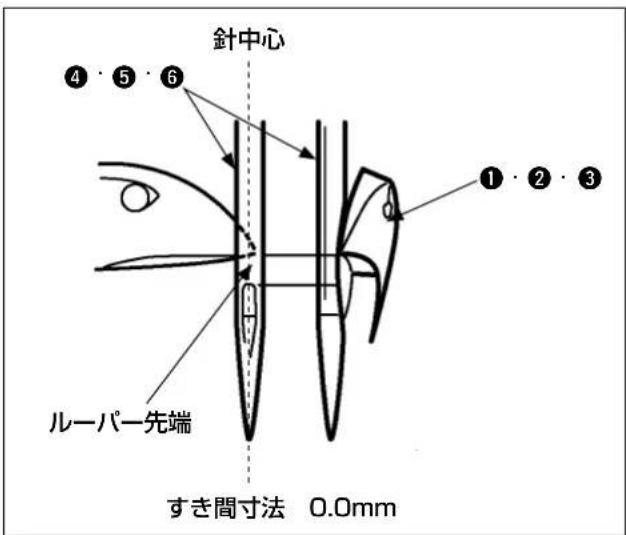
各ルーパー ①・②・③) 先端が各針④(・⑤・⑥) 中心に到達時、すき間寸法の標準は 0.0mm です。 後針受け ⑲調整後に、再度、各ルーパー ⑪・②・③) 先端と各針④(・⑤・⑥) のすき間を確認し、糸通しを行なった後にも確認して最終調整をしてください。

け ⑲が付いていない状態で合わせる時は、各針 ( ④・⑤・⑥) に対して各ルーパー ①(・②・③) 先端を少し多めに接触させてください。
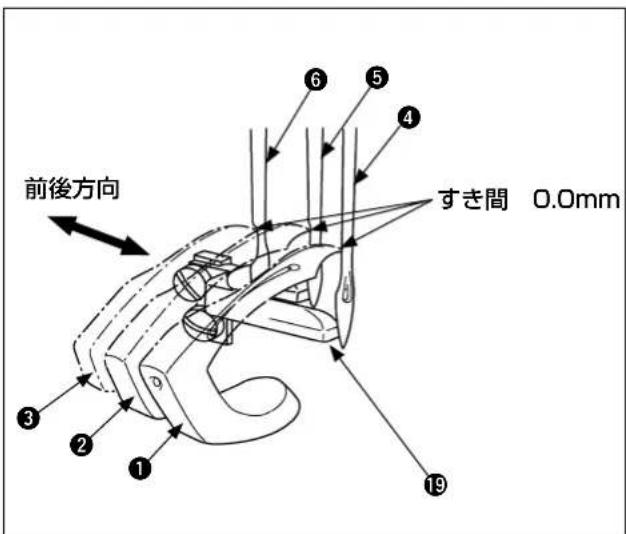
1)各ルーパー土台止めねじ(12・15・16)を緩め、ルーパー土台(10・13・18)を前後方向に動かして調整してください。
2)調整後は、各ルーパー土台止めねじ(12・15・16)を締めてください。
1. すき間調整時、各ルーパー土台
(10・13・18) の左右も動くおそれがありますので、各ルーパー ①・②・③) 返り量の左右位置も再度確認してください。

各ルーパー土台 (⑩・⑬・⑱) を左方向に動かした時、各ルーパー ①・②・③) 先端は各針 ④・⑤・⑥) から離れます。
- 各ルーパー土台 (10・13・18)を右方向に動かした時、各ルーパー ①・②・③)先端は各針 ④・⑤・⑥)に接触します。
5.針棒高さ調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
ルーパー底面と針穴上端一致
(1) 針棒高さ
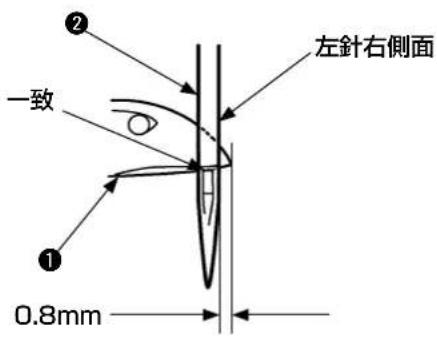
1) 前ルーパー底面と左針の針穴上端一致の調整 ブーリー逆時計方向に回し、前ルーパー ① 底面と左針 ② の針穴上端が一致した時、左針 ② 右側面から前ルーパー ① 先端までの寸法を 0.8mm に合わせた位置が標準針棒高さです。
2) 前ルーパー先端と左針の左側面一致の調整 ブーリー逆時計方向に回し、前ルーパー ① 先端が左針② の右側面と一致した時、前ルーパー① 底面から左針② 針穴上端まで 1.6mm に合わせた位置が標準針棒高さです。

さ調整は、上記、1)、2)の調整のしやすい方で確認してください。
3) 中・後ルーパーの高さ確認は、ルーパー返り量の最確認を兼ねて見てください。
- 針落ち調整時、仮の針棒高さ寸法に合わせて調整。

奉上死点にして、針板 ③ 上面から針 ② 先端まで仮寸法は 12.5mm です。
針落ち調整時、仮の針棒高さ寸法に合わせて調整しますが、針棒高さに問題が無い場合は、再度、針棒高さ調整を行なう必要は無く、次の調整に進んでください。
(2) 針棒高さ調整
1) 針棒・ローラーカバー、面カバー、パッキンを取り外してください。
2) 止めね④を緩め、針棒⑤を上下に動かして針棒高さの調整をしてください。
3) 調整後は、止めね④を締めてください。

針棒高さ調整時、針棒 ⑤ が回らない様にしてください、針落ちが変わります。
針棒高さが大きく違う場合、目飛び、針折れ、糸切れの原因になります。
6. ルーパー運動軌跡の調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
差動あり機種
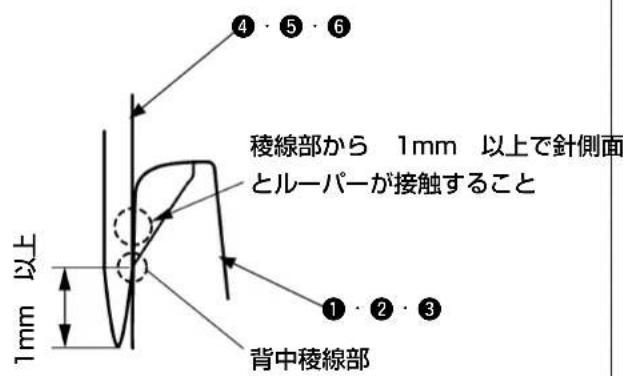
1) 前ルーパー①標準取り付けで、プーリーを逆時計方向に回し、前ルーパー①が右方向から左方向に後退時、針④の先端が前ルーパー①背中底面より 1/3から接触する位置が標準です。
2) ルーパー後退時、針先位置が背中稜線部から 1mm 以上で針側面とルーパー背中が接触すること。 (前、中、後ルーパー)
縫製途中に生地段差の厚い部分がある場合は、

針先端とルーパー ②・③) 背中接触量は、もっと少なくする必要があります。(針先つぶれ解|消のため)
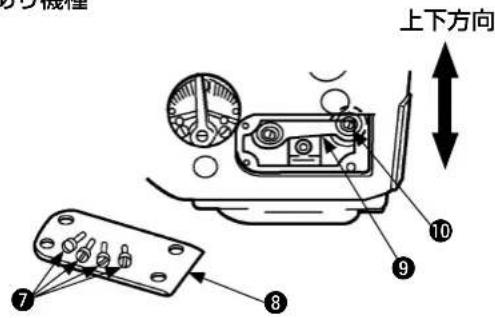
(2) 差動ありのルーパー前後運動量の調整
1) 止めね⑦を 4 個緩め、シリンダーサイドカバー⑧を外します。
2) ボールジョイン ⑨ の止めねじ ⑩ をスパナレンチで緩め、止めねじ ⑩ を上下方向に動かして調整してください。
3) 調整後は、シリンダーサイドカバ⑥を取り付け、止めねじ⑦を締めます。
○ ルーパー前後運動量を少なくする場合は、ボールジョイント⑨を上方向に動かしてください。
○ ルーパー前後運動量を多くする場合は、ボールジョイント⑨を下方向に動かしてください。
- ルーパー前後運動量を調整した後は、各
ルーパー土台⑪・⑫・⑬を動かし、針(④・|
⑤・⑥)とルーパー①(・②・③)の前後
位置を再調整してください。
- 以上の調整を行なう時は、針板 ⑭は外し
て確認してください。

レーパー前後量が少ない場合
④針⑤・⑥)(先端とルーパー①・②
③)背中接触量が多くなり、針先つぶれの原因になります。
- ルーパー前後量が多い場合
④針⑤・⑥)(先端とルーパー①・②
③)背中すき間が多くなり、目飛びの原因になります。
差動なし機種
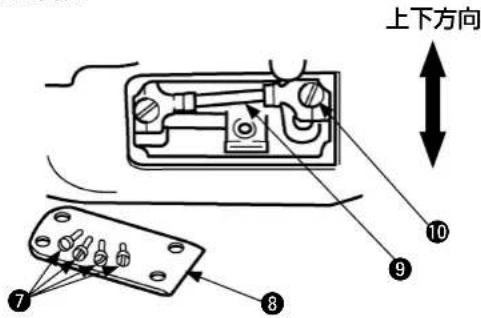
(3) 差動なしのルーパー前後運動量の調整
1) 止めね⑦を 4 個緩め、シリンダーサイドカバー⑧を外します。
2) ボールジョイン ⑨ の止めねじ ⑩ をスパナレンチで緩め、止めねじ ⑩ を上下方向に動かして調整してください。
3) 調整後は、シリンダーサイドカバ⑧を取り付け、止めねじ⑦を締めます。
○ ルーパー前後運動量を少なくする場合は、ボールジョイント⑨を上方向に動かしてください。
○ ルーパー前後運動量を多くする場合は、ボールジョイント⑨を下方向に動かしてください。
1. ルーパー前後運動量を調整した後は、各
ルーパー土台⑪・⑫・⑬を動かし、針(④・|
⑤・⑥)とルーパー①(・②・③)の前後位置を再調整してください。
2. 以上の調整を行なう時は、針板 ⑭は外して確認してください。

レーパー前後量が少ない場合
④針⑤・⑥)(先端とルーパー①・②
③)背中接触量が多くなり、針先つぶれの原因になります。
4. ルーパー前後量が多い場合
④針⑤・⑥)(先端とルーパー①・②・
③)背中すき間が多くなり、目飛びの原因になります。
7. 後針受けの調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
後針受け前後方向
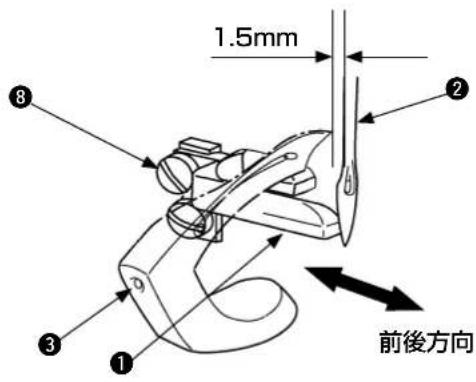
1) プーリーを逆時計方向に回し、後針受①が最前進して来た時、左針②に軽く接触してから(全ての針がガードされるよう必要ならば軽く押す)前ルーパーの先端が通過します。
前ルーパー ③が右方向に移動して行く途中に前ルーパー ③の先端が左針 ②の左側面 1.5mm の位置に到達時に針の先端部が後針受け ①と接触する位置が標準です。
2) 中 ④・後ルーパー ⑤、右針 ⑥・中ルーパー ⑦ との関係も上記(1)-1)と同じ状態になる位置が標準です。
3) 止めね⑧を緩め、後針受け①を前後方向に水平に動かして調整してください。
4) 調整後は、止めね⑧を締めてください。
-
縫目長さを変更する場合は、後針受けの前後位置も再調整してください。
-
後針受け調整時は、各針(②・④・⑥)と 各ルーパー③・⑤・⑦)先端のすき間を 再確認し、すき間がある場合は、再調整し てください。
- 各針(②・④・⑥)と後針受け1の間にすき間が出きると針折れや目飛びの原因になります。
- 後針受け ① で各針 ②・④・⑥)を押し過ぎると針先つぶれの原因となります。
(2) 後針受けの高さ調整
1) 中④・後ルーパー⑤、右針⑥・中ルーパー⑦の関係も上記(1)-1)と同じ状態になる位置が標準です。
2) 止めね⑨を緩め、後針受け台 ⑩を上下方向に動かして調整してください。
3) 調整後は、止めね⑨を締めてください。
8. 送り歯の高さと前後運動量の調整 (差動あり機構)
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
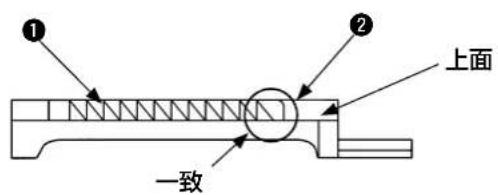
(1) 主送り歯の高さ
主送り歯① 最上点の時、主送り歯① の谷部が主送り歯針板② 上面と一致する位置が標準高さです。
(2) 差動送り歯の高さ
差動送り歯③の高さは、主送り歯①最上点の時、差動送り歯③の底面“B”が主送り歯①の上面“A”に軽く接触する位置です。

ドなしのこと
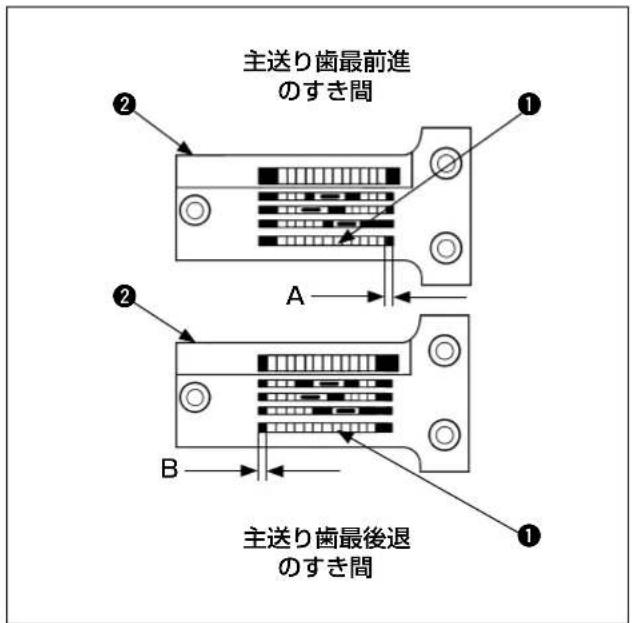
(3) 主送り歯前後運動量の調整
主送り歯①の最大送り量は 3.6mm です。(標準:3.2mm)
主送り歯 ① 最大送り量の時、主送り歯 ① が最前進した位置で針板 ② 送り溝前部から主送り歯 ① の前部までのすき間 “C” と主送り歯 ① が最後退した時、針板 ② 送り溝後部から主送り歯 ① の後部までのすき間 “D” が均等になる位置が標準です。
(4) 主送り歯・差動送り歯の上下高さ調整
送り揺動桿エキセンピン④の標準位置は、ドライバー溝水平が標準です。
主送り歯・差動送り歯 ①・③)の上下高さ調整が、送り揺動桿エキセンピングを回す事により同時に上下する事が出きますが、基本的には標準位置で利用してください。
(5) 主送り歯・差動送り歯の傾き
前下がり状態が標準です。
主送り歯の高さ 差動送り歯の高さ
1) 送り揺動桿エキセンピ④のドライバー溝は水平が標準位置です。
標準位置からドライバー溝が傾いている時は、止めねじ⑤を緩め、送り揺動桿エキセンピン④を水平に直して止めねじ⑤を締めてください。
2) 主送り歯、差動送り歯 ③、針板 ② を取り付け、針板 ② は固定してください。
3) 先に主送り歯の高さを標準位置に合わせ、止めねじ⑥を締めて固定してください。
4) 主送り歯 手前部の底面に送り歯サポート ⑦ を当てて、止めねじ ⑧ を締めてください。
5) 次に差動送りの高さを標準位置に合わせ、止めねじ⑨を締めて固定してください。
6) 皿-7. 送り関係の調整、(1)縫い目長さの調整」を参照して、主送り歯①の最大送り量 3.6mm に合わせます。
(主送り歯 ① 側面に定規を当て、プーリーを逆時計方向に回して確認)
7) プーリーを逆時計方向に回し、針桜②の送り溝前後部に主送り歯①が接触していない事を確認します。
接触時は、主送り揺動桿リンク ⑩の止めねじ ⑪を緩め、主送り揺動エキセン駆動スタッド ⑫を回し、針板②が送り溝前後部分に接触しないように合わせます。調整後は、止めねじ ⑪を締めてください。
8) 主送り歯前後運動量の調整後には、使用(縫製)縫目長さに合わせてください。
-
差動あり機構の前後調整は、主送り歯 ① の細い送り歯部分に気を付けて調整してください。
-
主送り歯 ① の前後調整を行なうには、シリンダーカバー止めねじ ② 個を緩め、シリンダーカバーセット ③ を取り外して調整してください。
調整後は、シリンダーカバーセット ⑮を取り付けて止めねじ ⑭を締めてください。
-
主送り歯・差動送り歯 (①・③)の前後の傾き、水平調整は調整不可能で一定です。
-
意主送り歯・差動送り歯 ( ①・③) の調整後は デ-7. 後針受けの調整」も確認し、必要に応じて再調整してください。
-
送り歯(①・③)が低い時
○ 送り量が弱くなり、送りムラ発生します。
○後針受けの高さも低くなり、針折れ、目飛びの原因になります。
- 送り歯(①・③)が高い時
○ 生地が手前に戻される原因になり、送りキズが発生する原因にもなります。
○ 後針受けの高さも高くなり、針の接触位置が多くなると、ループのできが悪くなり、目飛びの原因になります。
9. 送り歯の高さと前後運動量の調整 (差動なし機構)
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
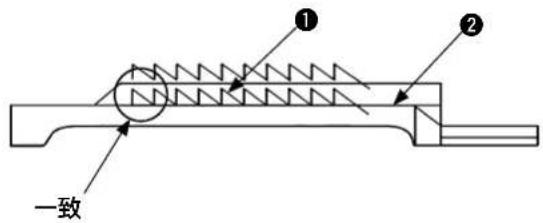
(1) 主送り歯の高さ
主送り歯①最上点の時、主送り歯①の後側谷部が主送り歯①の針板②上面と一致する位置が標準高さです。
(2) 主送り歯前後運動量の調整
主送り歯①の最大送り量は 3.6mm です。(標準:3.2mm)
主送り歯 ① 最大送り量の時、主送り歯 ① が最前進した位置で、針板 ② 送り溝前部から主送り歯 ① の前部までのすき間 “A” と主送り歯 ① が最後退した時、針板 ② 送り溝後部から主送り歯 ① の後部までのすき間 “B” が均等になる位置が標準です。(A=B)
主送り歯の高さ
(3) 主送り歯の上下高さ調整
1) 主送り歯 右部の底面に後サポートねじ ③ を当てて、止めねじ ④ を締めて、次に針板 ② を取り付けます。
2) 主送り歯の標準高さ確認をしてください。
○ 主送り歯①が低い時は、後サポートねじ③を上げてください。
○ 主送り歯① が高い時は、後サポートねじ③ を下げてください。
3) 針②を外し、止めねじ④を緩め、主送り歯①を外してから前サポートねじ⑤の高さ調整を行なってください。
4) 調整後は主送り歯を取り付け、止めねじ④を締め、針板②を取り付けて止めねじ⑥を締めてください。
主送り歯
① が低い時
○ 送り量が弱くなり、送りムラが発生します。
○後針受けの高さも低くなり、針折れ、目飛
びの原因になります。

① が高い時
主地が手前に戻される原因になり、送りキズが発生する原因にもなります。
○ 後針受けの高さも高くなり、針の接触位置が多くなると、ループできが悪くなり、目飛びの原因になります。
(4) 主送り歯前後運動量の調整
1) 止めねじ⑦(・⑧) を緩め、プラグ止めねじ⑨を外してください。
2) ドライバーを使用してエキセンピン 10を時計方向、逆時計方向に回転させて、主送り歯①の前後位置を調整してください。
(5) 後針受けの前後調整
1) プーリーを逆時計方向に回し、後針受①が最前進して来た時、左針②に軽く接触してから(全ての針がガードされるよう必要ならば軽く押す)前ルーパー③の先端が通過します。
前ルーパー ③が右方向に移動して行く途中に前ルーパー ③の先端が左針 ②の左側面 1.5mm の位置に到達時に針の先端部が後針受け ①と接触する位置が標準です。
2) 中 ④・後ルーパー ⑤、右針 ⑥・中ルーパー ⑦ との関係も上記(5)-1)と同じ状態になる位置が標準です。
3) 止めね②を緩め、後針受け①を前後方向に水平に動かして調整してください。
4) 調整後は、止めねじ8を締めてください。
-
縫目長さを変更する場合は、後針受けの前後位置も再調整してください。
-
後針受け調整時は、各針(②・④・⑥)と 各ルーパー③・⑤・⑦)先端のすき間を 再確認し、すき間がある場合は、再調整し てください。
-
各針(2・4・6)と後針受い①の間にすき間が出きると針折れや目飛びの原因になります。
-
後針受け ①で各針 ②・④・⑥)を押し過ぎると針先つぶれの原因となります。

ルーパー先端と針のすき 間は 0 \~ 0.05mm です。
(6) 後針受けの高さ調整
1)中④・後ルーパー⑤、右針⑥・中ルーパー⑦の関係も(5)-1)と同じ状態になる位置が標準です。
2) 止めね⑨を緩め、後針受け台 ⑩を上下方向に動かして調整してください。
3) 調整後は、止めね⑨を締めてください。
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
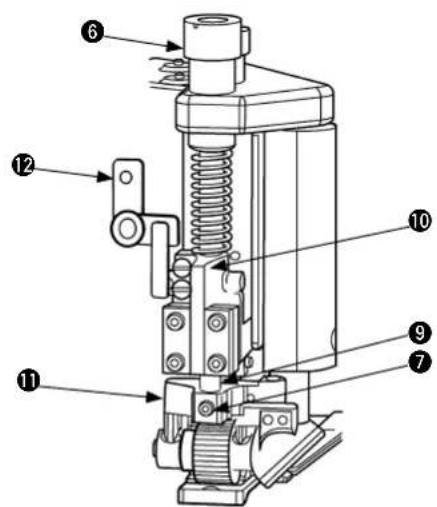
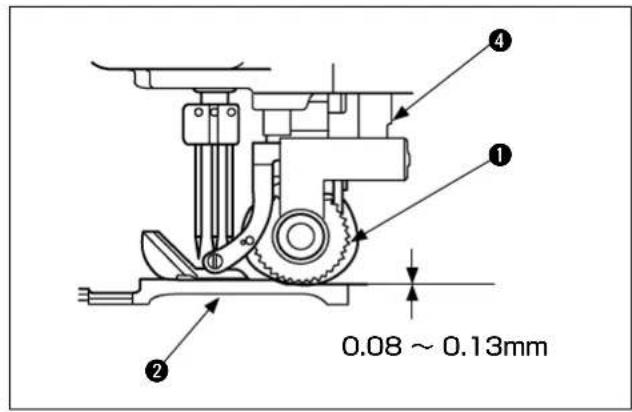
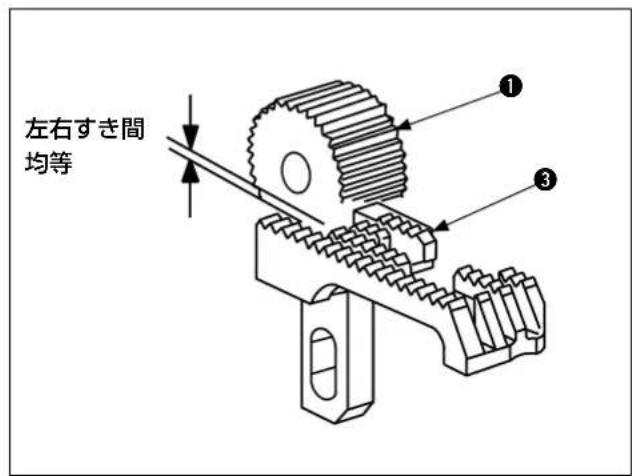
(1) 上送りローラーの調整
1) 上送りローラー①下位置と針板 ②上面の標準すき間は、最小 0.08mm から最大 0.13mm のすき間寸法が標準です。
2) 上送りローラ-①と送り歯 ③の前後の左右すき間は均等が標準です。
3) 上送りローラー①に左右ガタ無く、上下に動く位置が標準です。
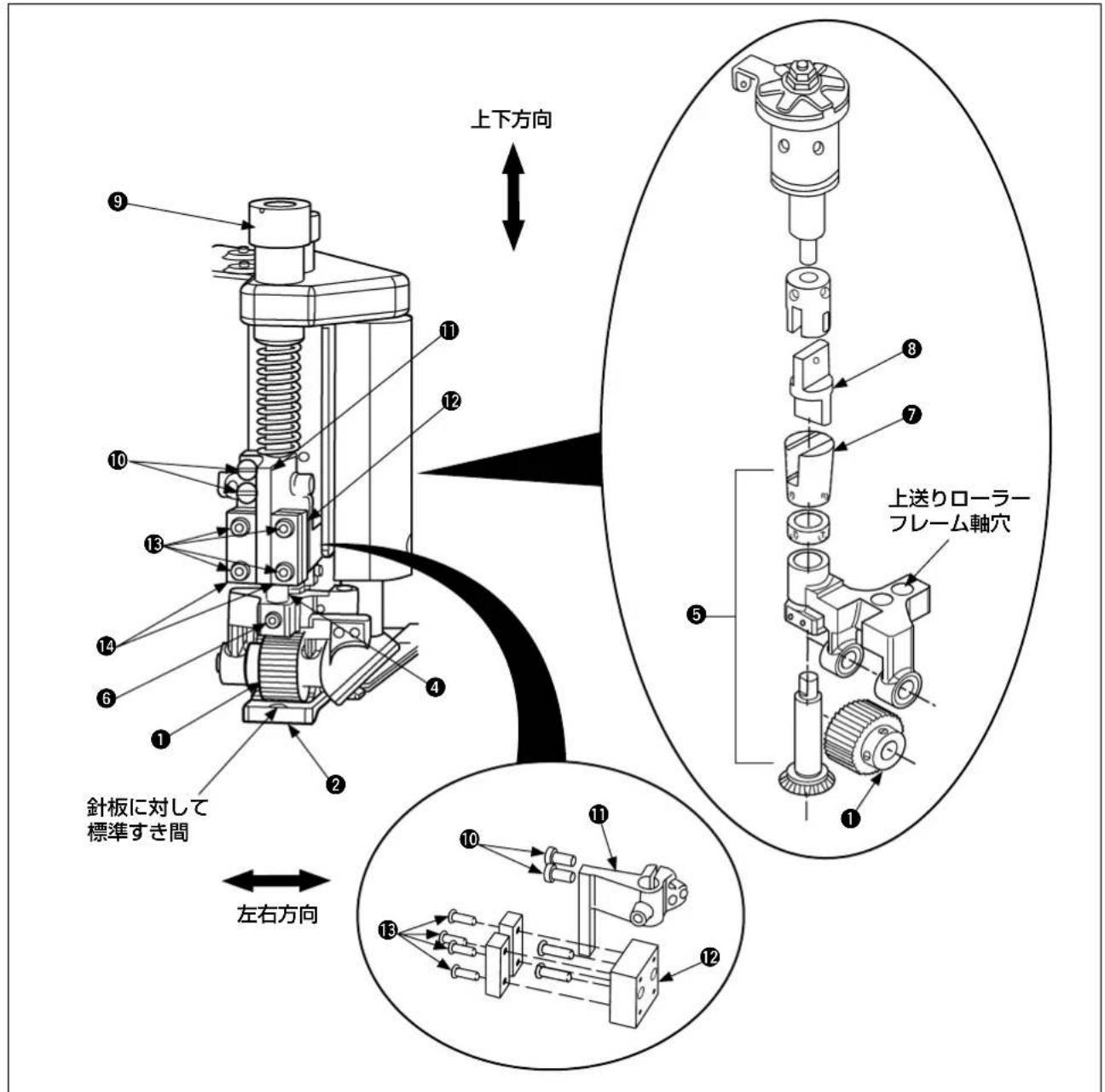
1) 上送りローラー押え軸4を上昇させて上送りローラーフレームセット⑤のフレーム軸穴に上送りローラー押え軸④を入れて止めねじ⑥を締めます。その時、同時にローラー接続部⑦の間にレバー接続部⑧を入れて連結してください。
2) ローラー圧力調節ね⑨を取り付けてください。
3) 上送りローラー①と針板②上面に標準すき間(すき間ゲージ:0.08~0.13mm)がある事を確認してください。
4) 生地を送る為、上送りローラーに適度な圧力がある事を確認してください。
☆ 压力調整
○ ローラー圧力調節ねU9を時計方向に回すと圧力は増加します。
○ ローラー圧力調節ねU9 を逆時計方向に回すと圧力は減少します。
- ローラー圧力調節ねじ
⑨ を取り付け時、
上送りローラー押え軸④が両手で上がる事を確認してください。

上送りローラー ① が針板 ② に接触し、圧力を掛け過ぎると空環糸を切る原因になります。
- 上送りローラー
① と針板 ② のすき間が多
いと空環糸が出ない原因になります。
- 上送りローラー
① が、生地に対して圧力
が弱いと送りムラが発生します。
(3) 上送りローラーと針板のすき間調整
1) 標準すき間調整が合っていない場合は、止めねじ ⑩2 個を緩め、押④轆上げて、すき間ゲージを針板 ② 上面と上送りローラー ① 下位置の間に入れます。次に押え軸 ④ を下げてください。
2) ローラー棒ガイド板 ⑪ の底面が左右ガイドプレート ⑫ の上面に乗るように接触させた状態で止めねじ ⑬ 個を締めてください。
3) 後方向から見た状態で、上送りローラー①の上下すき間が、針板②に対して標準のすき間である事を確認してください。
4) 後方向から見た状態で、上送りローラー①右側面の前後の左右すき間が、送り歯③に対して均等のすき間がある事を確認してください。

ローラー
① と送り歯 ③ の左右すき間の確認は、送り歯 ③ を最上点にして確認してください。
(4) 上送りローラーと送り歯の平行調整
止めねじ 10を緩め、押え軸4を左右に回し、上送りローラー①と送り歯③の前後の左右位置に均等なすき間がある事を確認して止めねじ 10を締めてください。
(5) 上送りローラーの左右ガタ止め調整
上送りローラー①に左右ガタがある場合は、止めねじ⑬を緩め、ローラー棒ガイド板⑪を左右ガイドプレート⑭で左右ガタの無いように抱いて、止めねじ⑮を締めてください。
11. 針糸道関係の調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) 針糸道関係の調整
針棒上死点時、針糸調節糸道①からレバー糸道②を通っている針糸がたるまないように針糸道案内③の真下に針糸調節糸道⑪を取り付けています。
(2) 針糸調節糸道の高さ
針糸道案内③穴下“A”から針糸調節糸道①穴下“B”までの標準寸法は27mmです。
針糸を特に締める時は、針糸道案内③穴下“C”から針糸調節糸道①穴下“D”までの寸法を約36mmにしてください。
(3) 針糸受け調節の高さ
針棒下死点時、針糸レバー糸道②の上端“F”から針糸受け調節板④の上端“E”までの標準寸法は1.6mmです。
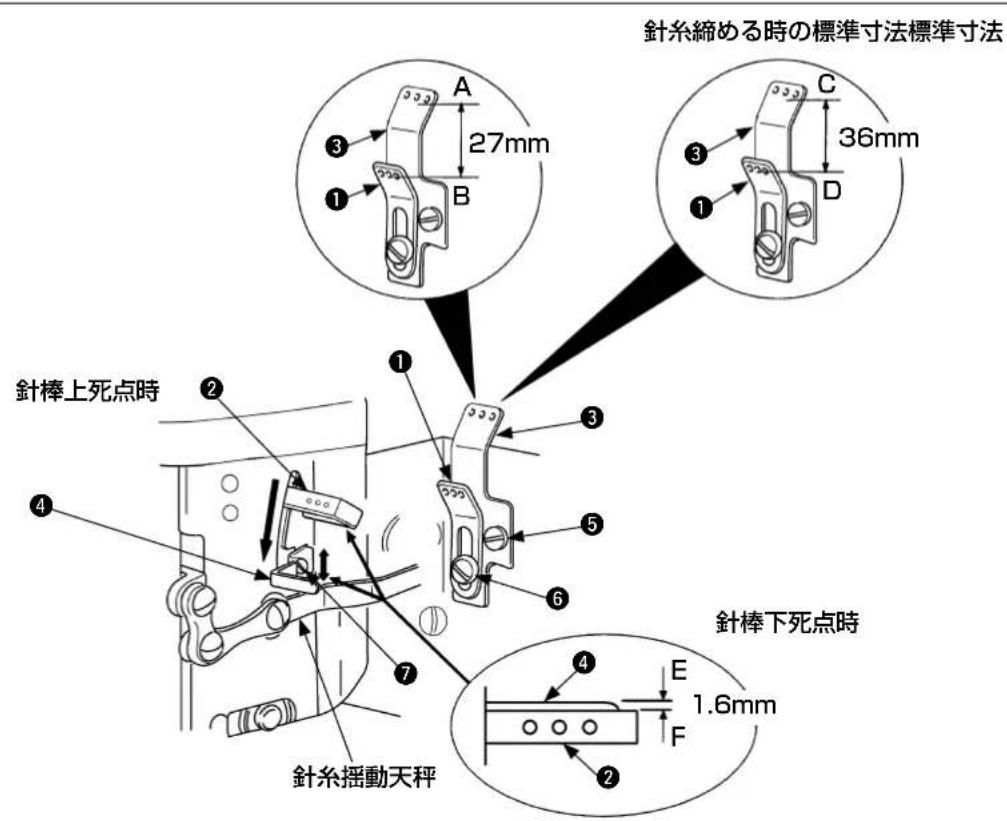
(4) 針糸調節糸道の取り付け位置
1) 針糸道案内③を付けて止めねじ⑤を締めます。
2) 針糸調節糸道①を針糸道案内③に取り付けます。
標準寸法(27mm)を測って止めねじ ⑥ を締めてください。
○針糸調節糸道①上げると針糸は緩みます。
○ 針糸調節糸道① 下げると針糸は締まります。
(5) 針糸受け調節の取り付け位置
1) 針糸レバー糸道2を下死点にしてください。
2) 針糸受け調節の止めねじ⑦2 本を緩めて針糸受け調節を上下させて標準寸法(1.6mm)を測り、止めねじ⑦2 本を締めてください。
○ 針糸受け調節④を上げるとループは大きくなります。
○ 針糸受け調節④を下げるとループは小さくなります。
- 止めねじ ⑦2 本を緩めて針糸受け調節④ を上下させる事により “F” と “E” の高さ寸法を変える事が

できます。
各糸道 ① と針糸受け調節 ④ の位置が合っていない場合は、目飛び、糸切れ、針糸の締りが悪い原因になります。
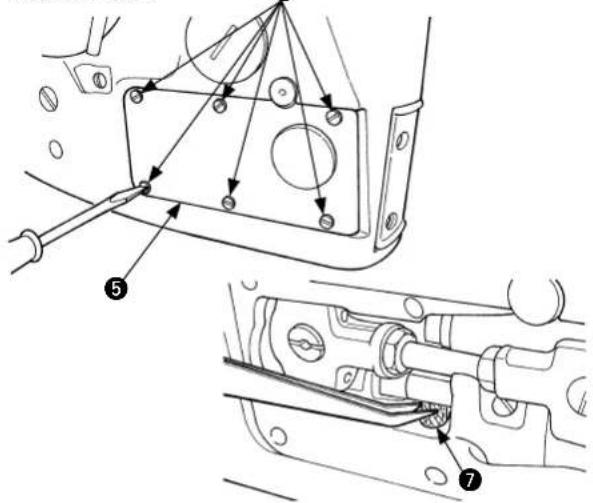
12. 下糸カムの調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) 下糸カムの調整
プーリー①を逆時計方向に回し、下糸カム②の最初の止めねじ③とプーリー①の最初の止めねじ④が同一線上にある位置が標準です。

一 ① の主軸止めねじ ④・⑤(2 個)、ブーリ⑦ を逆時計方向に回して最初のねじが主軸当たり止めねじ ④ です。
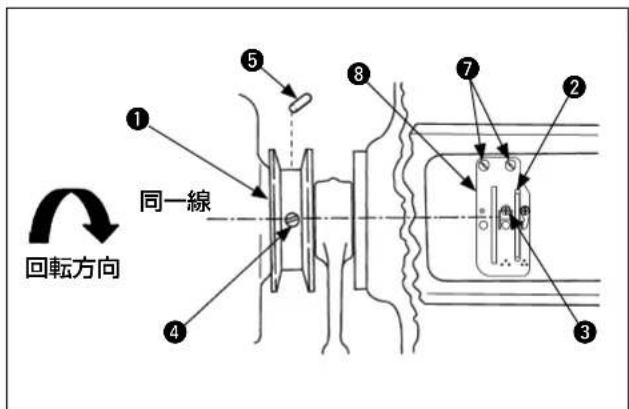
(2) 下糸カムの調整方法
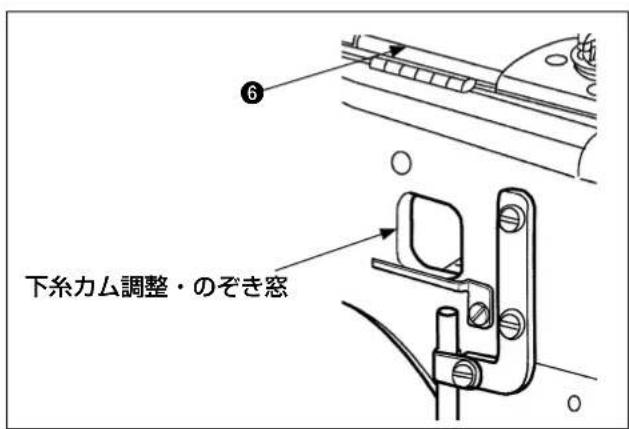
1) 中央トップカバ⑥を開き、止めねじ⑦を緩め、カム糸道台⑧を取り外します。
2) プーリー①を逆時計方向に回し、最初の下糸カム止めねじ③がプーリー①の最初の止めねじ④と同一線上にあるか確認してください。
下糸カム止めねじ ③がズレている場合は、下糸カム ②の 2 個の止めね③を緩めて下糸カム ②を前後回転させ、調整して止めねじ ④を締めてください。次にもう1個の止めねじ ⑤も締めてください。
下糸力ム
② 調整時、左右に下糸カム ② が動

かないようにしてください。
上に動きますと、カム糸道台 ⑧ 溝の左右 側面に下糸カム ② が接触します。
3) カム糸道台③を下糸カム ②左右の面に接触しないように取り付け、止めねじ⑦を締めてください。
- 下糸力ム
② 調整は、のぞき窓からのぞい

て調整できますが、中は暗いので照明(ペンライトなど)をして調整してください。
下糸カム ② の標準位置が合っていないと目飛びの原因になります。
13. テンション皿浮かしの調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
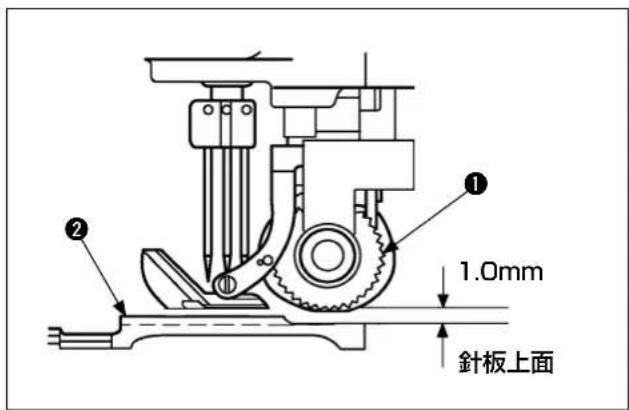
(1) テンション皿浮かし調整
上送りローラー① が針板② 上面から 1.0mm 上昇した時に皿浮かしピン③ 先端部が上テンション皿④ に接触し、上送りローラー① が更に上昇した時、上テンション皿④ は浮いた状態になる位置が標準です。
皿浮かしピン ③ 先端部と糸調子糸案内板 ⑤ 上面との標準寸法は 6.5mm です。
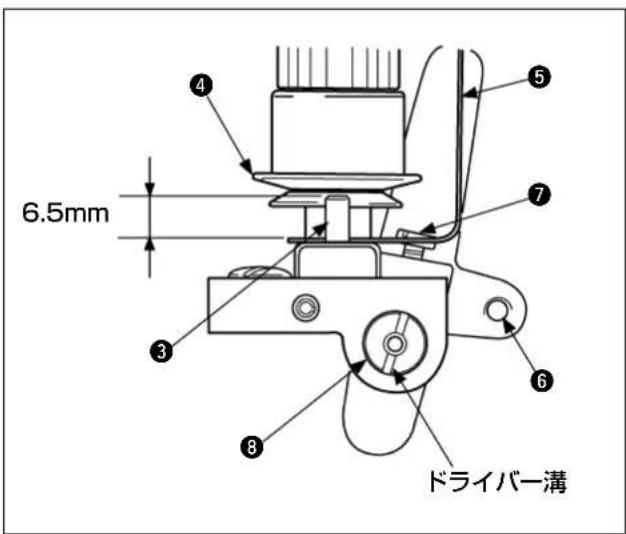
(2) テンション皿浮かし調整方法
1) テンション浮かし軸⑧のドライバー溝にドライバーを差し込み、リフトレバー⑥の止めねじ⑦緩めてテンション浮かし軸⑧を時計方向に回しください。
2) 皿浮かしピン③の高さ 6.5mm に調整して止めねじ⑦を締めてください。

③の位置が合っていないと針糸、ルーパー糸を引き出したい時、引き出す事ができません。
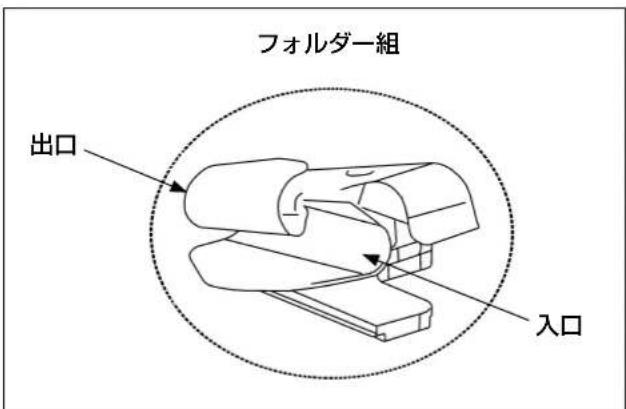
14. フォルダーの調整
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) フォルダーの取り付け位置
シリンダー腕左右のスライド板①の中心にフォルダーセットのスライド台②を差し込み、押え④を前方向にスライド③させてください。その時、押え④の前部“A”と上フォルダー⑤の出口部“B”の標準すき間は0.8~1.6mm開けてください。

ルダー ⑤B 部は、押え④A 部にできるだけ近い方が縫製品の縫い上がりは安定しますが、縫製中に上フォルダー ⑤と押え ④が接触しないようにしてください。
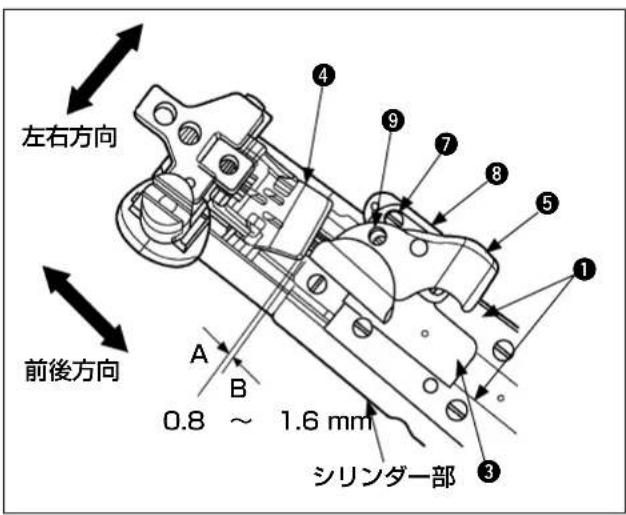
1) フォルダーセッ ②を取り付けた時、押え④前部“A”と上フォルダー⑤出口部“B”の標準すき間を確認してください。 押え④前部“A”と上フォルダー⑤出口部“B”の前後接触及び上下フォルダー⑤、⑥)の左右位置が悪い時には、止めねじ⑦を2個緩め、フォルダーベース⑧の前後・左右調整をしてください。
2) 上下フォルダー⑤(⑥) 先端部の出口を調整する必要がある場合は、止めねじ⑨を緩め、上フォルダー⑤先端部を左右に動かして調整してください。
○ 上下フォルダー ⑤、⑥)出口を広くする場合は、上フォルダー ⑤ 先端を左方向に動かしてください。
○ 上下フォルダー ⑤、⑥)出口を狭くする場合は、上フォルダー ⑤ 先端を右方向に動かしてください。
3) 下フォルダ-6の右側部にスプリング 10を止めねじ 11で止めています。
縫製品の厚い部分通過時は、下フォルダー ⑥ の先端部は右に少し逃げる仕組みになっています。
- 縫製品の厚みによって、上下フォルダー (
⑤、⑥)の調整をしてください。
又、②の種類はル標準-セット
ルダー以外のフォルダーセット② があります。「14. (3) フォルダーの種類」を参照してください。

- フォルダーセット ② の位置取り付けが、正確な位置に取り付けないと縫い上がり製品が悪くなる原因になります。
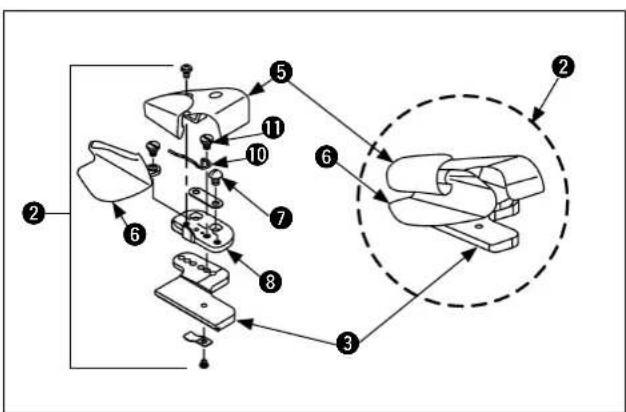
フォルダー支え①にフォルダー②を差し込みます。差し込み後、がたが無くスムーズにスライドするように止めねじ③(差動ありは8個、差動なしは6個)を緩めて調整してください。
(3) フォルダーの種類
生地の性質及び薄さ・厚さによってフォルダーを使い分けてください。
| No. | JUKI 品番 US | 品番 出口の寸法 フォル | ダーの特徴 | |
| 1 | 40066942 | 24502502(23420AY18-1/8) | 3.2mm | スタンダードタイプ、バネ付きで、生地の段部のある製品に適している。(標準) |
| 2 | 40072322 | 24517104(23420AY18-3/22) | 2.4mm | スタンダードタイプと同じ、但し、フォルダー先端部の出口部分が狭く、中厚物専用 |
| 3 | 40072324 | 24620205(23420AY18-5/32) | 4.0mm | スタンダードタイプと同じ、但し、フォルダー先端部の出口部分が広く、極厚物専用 |
| 4 | 40072328 | 24503005(23420Z-9-1/8) | 3.2mm | フォルダー先端部がスタンダードタイプより短い、機能的には同じ、短い方が生地のコントロールがしやすい |
15. ミシン頭部の清掃
注意
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
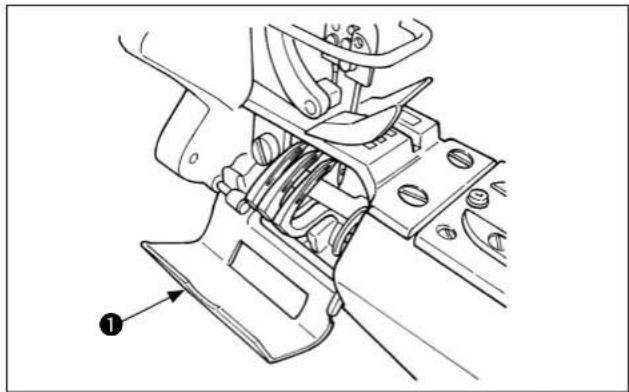
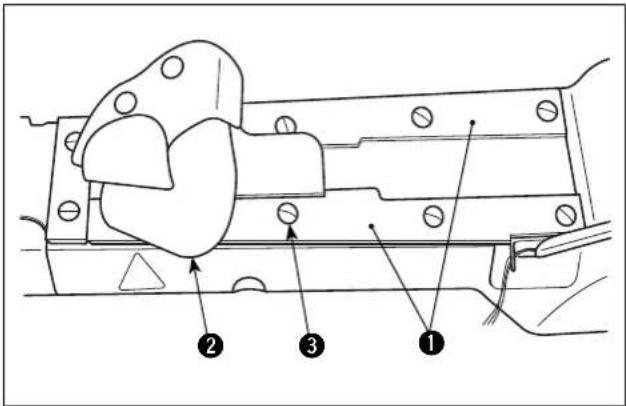
1) ルーパー周辺の布屑は溜まる前に必ず除去してください。
ルーパーカバー ① を開き、溜まった布屑をピンセット等で取り除きます。
ルーパー周辺の布屑を溜まったまま放置する
とミシン内部への布屑侵入を促進させることになります。

りますと、給油ポンプのフィルターが 早く目詰りを起こし、給油不良に繋がります。 最終的には各部の異常摩耗や焼き付き事故の 原因となりますので十分注意してください。
2) フィルターに溜まった布屑は定期的に除去してください。
清掃の目安としてはオイル循環確認窓への油の噴き上げ量が少なくなった時です。ミシン起動時に一瞬でも油の噴き上げが見られなくなった場合は必ず布屑除去を行ってください。

頑き上げがなくなったままミシンを駆動し続けますと給油パイプ内に布屑が詰り、最終的には給油なくなってしまいます。その場合は、パイプ内の全面清掃となりますので十分注意してください。
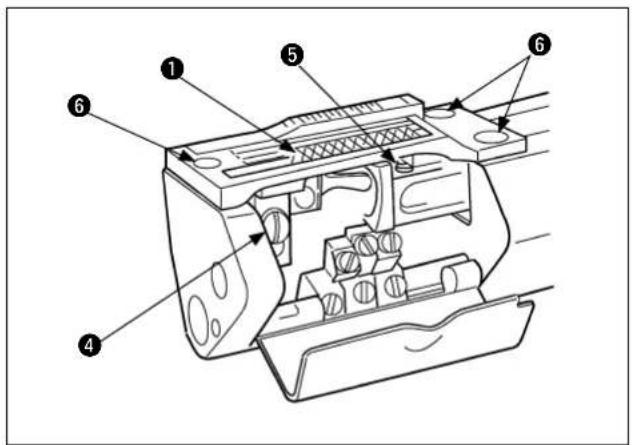
差動あり頭部
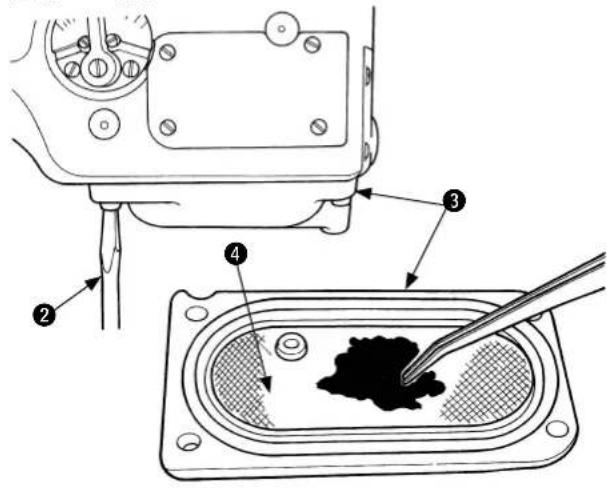
3) フィルターの清掃は差動あり頭部と差動なし頭部で異なります。
作業開始前には必ず油を抜いてください。
[ 差動あり頭部の場合 ]
ドライバー ②でねじ 4 本を外し、オイルタン③を外します。
フィルター ④の上の布屑を取り除きます。フィルター
④は取り外し可能ですので、同時にオイルタンク③
内の布屑も除去してください。完了後は再度ねじ 4本で固定します。
[ 差動なし頭部の場合 ]
シリンダー横カバー ⑤ を取り外し、止めねじ ⑥ 6 本を外します。
ミシン内部にフィルター ⑦が見えますので付着した布屑をピンセットで取り除いてください。完了後はシリンダー横カバー ⑤を固定します。
差動なし頭部
④ のパーツ No.40067058(+40067056) と
⑦のパーツ No.40098071(+EA9500B0000)
が装着されたミシンが対象となります。装着されていないミシンへの装着も可能です。
V. 事故と対策
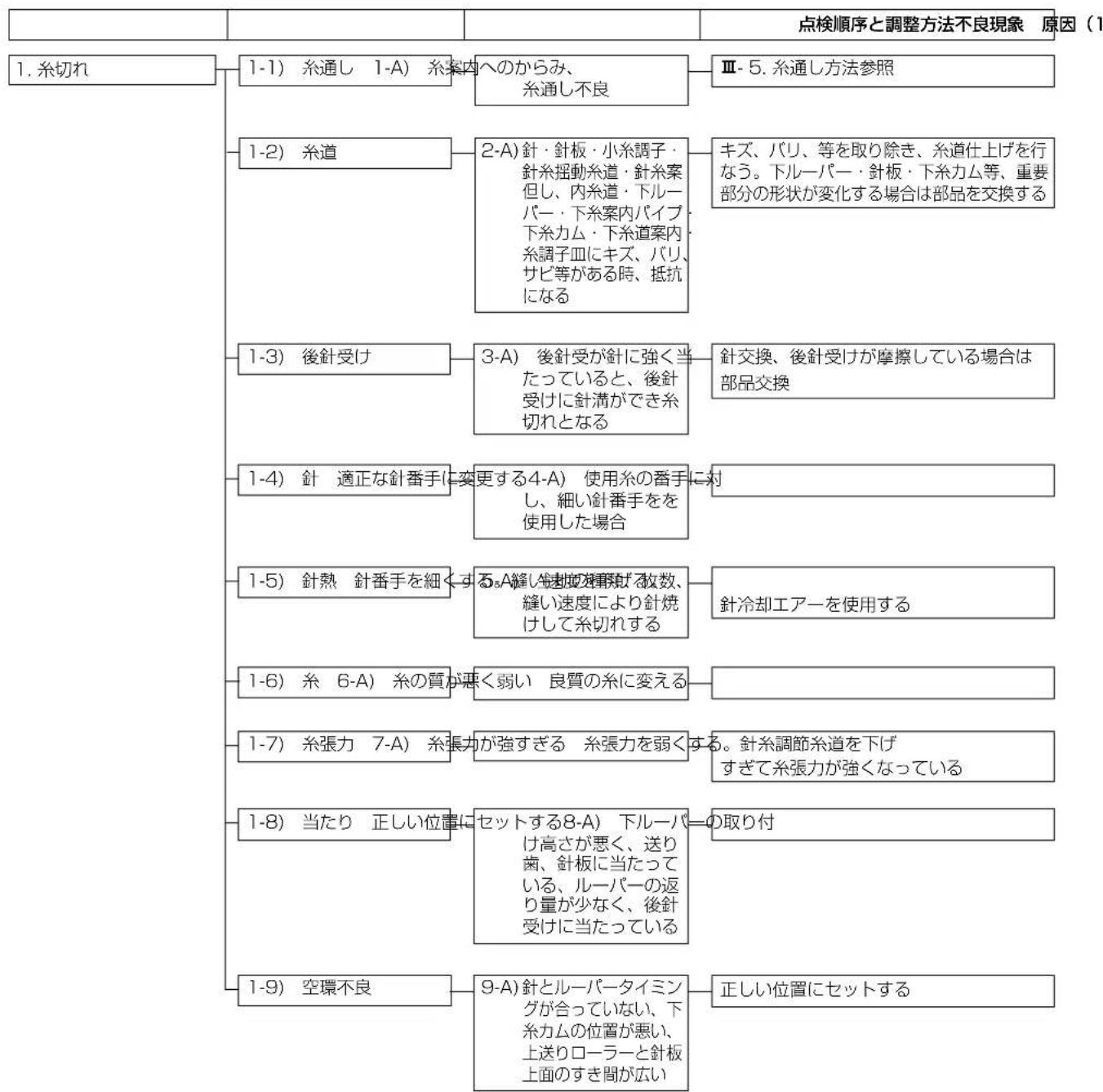
flowchart
graph TD
A["1. 糸切れ"] --> B["1-1) 糸通し 1-A) 糸案内へのからみ、糸通し不良"]
B --> C["Ⅲ-5. 糸通し方法参照"]
A --> D["1-2) 糸道"]
D --> E["2-A) 针・針板・小糸調子・針糸揺動糸道・針糸案但し、内糸道・下ルーパー・下糸案内パイプ下糸カム・下糸道案内糸調子皿にキズ、バリサビ等がある時、抵抗になる"]
E --> F["キズ、バリ、等を取り除き、糸道仕上げを行なう。下ルーパー・針板・下糸カム等、重要部分の形状が変化する場合は部品を交換する"]
A --> G["1-3) 後針受け"]
G --> H["3-A) 後針受が針に強く当たっていると、後針受けに針清ができ糸切れとなる"]
H --> I["針交換、後針受けが摩擦している場合は部品交換"]
A --> J["1-4) 针適正な針番手に変更する4-A) 使用糸の番手に対し、細い針番手を使用した場合"]
J --> K["針冷却エアーを使用する"]
A --> L["1-5) 针熱針番手を細くするA縫り速度や軽減が枚数、縫い速度により針焼けして糸切れする"]
L --> M["針冷却エアーを使用する"]
A --> N["1-6) 糸6-A) 糸の質が悪く弱い 良質の糸に変える"]
N --> O["針処理方法"]
A --> P["1-7) 糸張力 7-A) 糸張力が強すぎる 糸張力を弱くする。針処理結果を下げすぎて糸張力が強くなっている"]
P --> Q["1-8) 当たり正しい位置にセットする8-A) 下ルーパーの取り付"]
A --> R["1-9) 空環不良"]
R --> S["9-A) 针とルーパータイミングが合っていない、下糸カムの位置が悪い、上送りローラーと針板上面のすき間が広い"]
S --> T["正しい位置にセットする"]
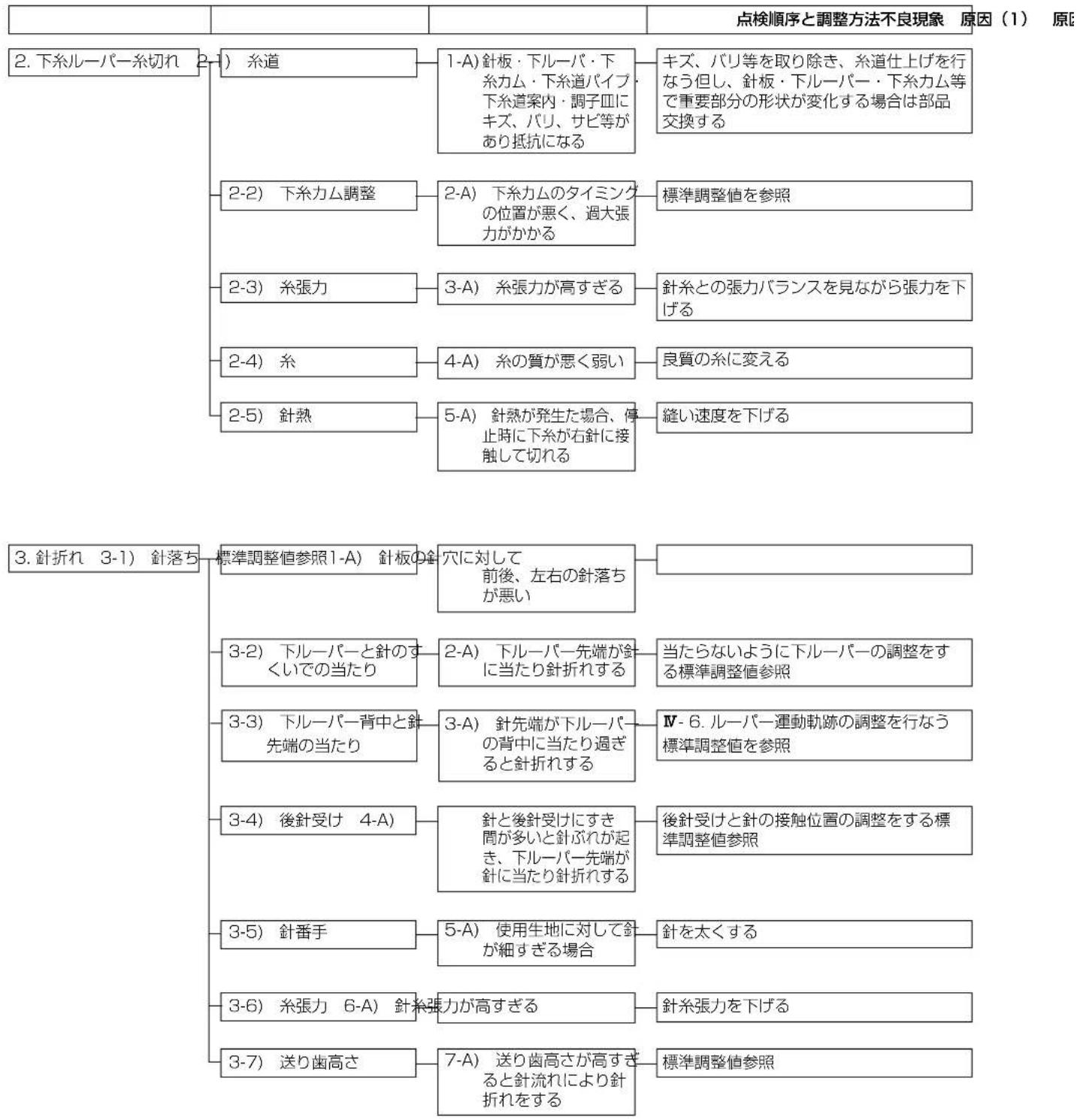
flowchart
graph TD
A["2. 下糸ルーパー系切れ"] --> B["2-1) 糸道"]
B --> C["1-A) 針板・下ルーパー・下糸カム・下糸道パイプ・下糸道案内・調子皿にキズ、バリ、サビ等があり抵抗になる"]
C --> D["キズ、バリ等を取り除き、糸道仕上げを行なう但し、針板・下ルーパー・下糸カム等で重要部分の形状が変化する場合は部品交換する"]
B --> E["2-2) 下糸カム調整"]
E --> F["2-A) 下糸カムのタイミングの位置が悪く、過大張力がかかる"]
F --> G["標準調整値を参照"]
B --> H["2-3) 糸張力"]
H --> I["3-A) 糸張力が高すぎる"]
I --> J["針糸との張力バランスを見ながら張力を下げる"]
B --> K["2-4) 糸"]
K --> L["4-A) 糸の質が悪く弱い"]
L --> M["良質の糸に変える"]
B --> N["2-5) 針熱"]
N --> O["5-A) 針熱が発生た場合、停止時に下糸が右針に接触して切れる"]
O --> P["縫い速度を下げる"]
Q["3. 針折れ 3-1) 針落ち"] --> R["標準調整値参照1-A) 針板の針"]
R --> S["穴に対して前後、左右の針落ちが悪い"]
S --> T[" "]
Q --> U["3-2) 下ルーパーと針のすくいでの当たり"]
U --> V["2-A) 下ルーパー先端が金に当たり針折れる"]
V --> W["当たらないように下ルーパーの調整をする標準調整値参照"]
Q --> X["3-3) 下ルーパー背中と針先端の当たり"]
X --> Y["3-A) 針先端が下ルーパーの背中に当たり過ぎると針折れる"]
Y --> Z["IV-6. ルーパー運動軌跡の調整を行なう標準調整値を参照"]
Q --> AA["3-4) 後針受け 4-A)"]
AA --> AB["針と後針受けにすき間が多いと針ぶれが起き、下ルーパー先端が針に当たり針折れる"]
AB --> AC["後針受けと針の接触位置の調整をする標準調整値参照"]
Q --> AD["3-5) 針番手"]
AD --> AE["5-A) 使用生地に対して金が細すぎる場合"]
AE --> AF["針を太くする"]
Q --> AG["3-6) 糸張力 6-A) 針糸張力が高すぎる"]
AG --> AH["針糸張力を下げる"]
Q --> AI["3-7) 送り歯高さ"]
AI --> AJ["7-A) 送り歯高さが高すぎると針流れにより針折れるとする"]
AJ --> AK["標準調整値参照"]
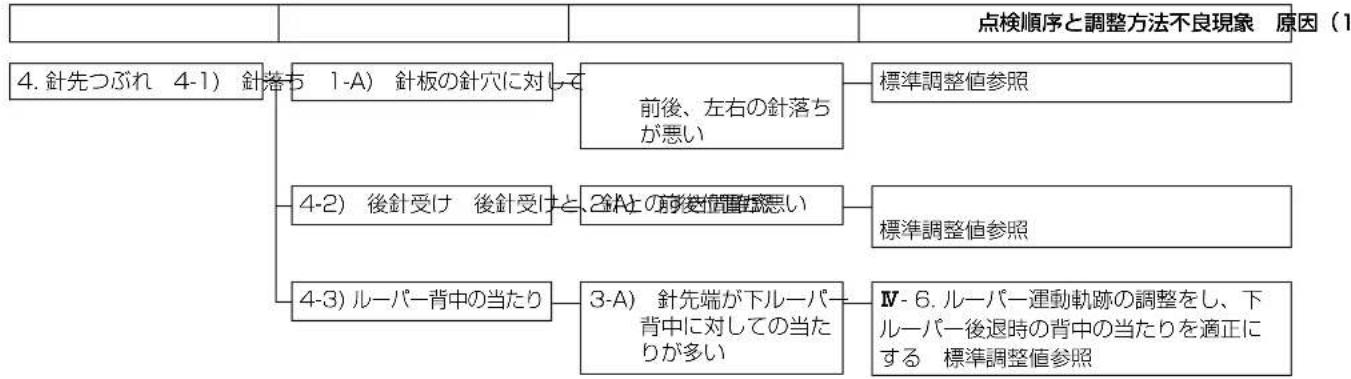
flowchart
graph TD
A["4. 針先つぶれ 4-1) 針落ち 1-A) 針板の針穴に対して"] --> B["前後、左右の針落ちが悪い"]
B --> C["標準調整値参照"]
D["4-2) 後針受け 後針受けと、2針との前後位置を悪しい"] --> E["標準調整値参照"]
F["4-3) ルーパー背中の当たり"] --> G["3-A) 針先端が下ルーパー背中に対しての当たりが多い"]
G --> H["IV - 6. ルーパー運動軌跡の調整をし、下ルーパー後遅時の背中の当たりを適正にする 標準調整値参照"]
| 点検順序と調整方法不良現象(1)原 |
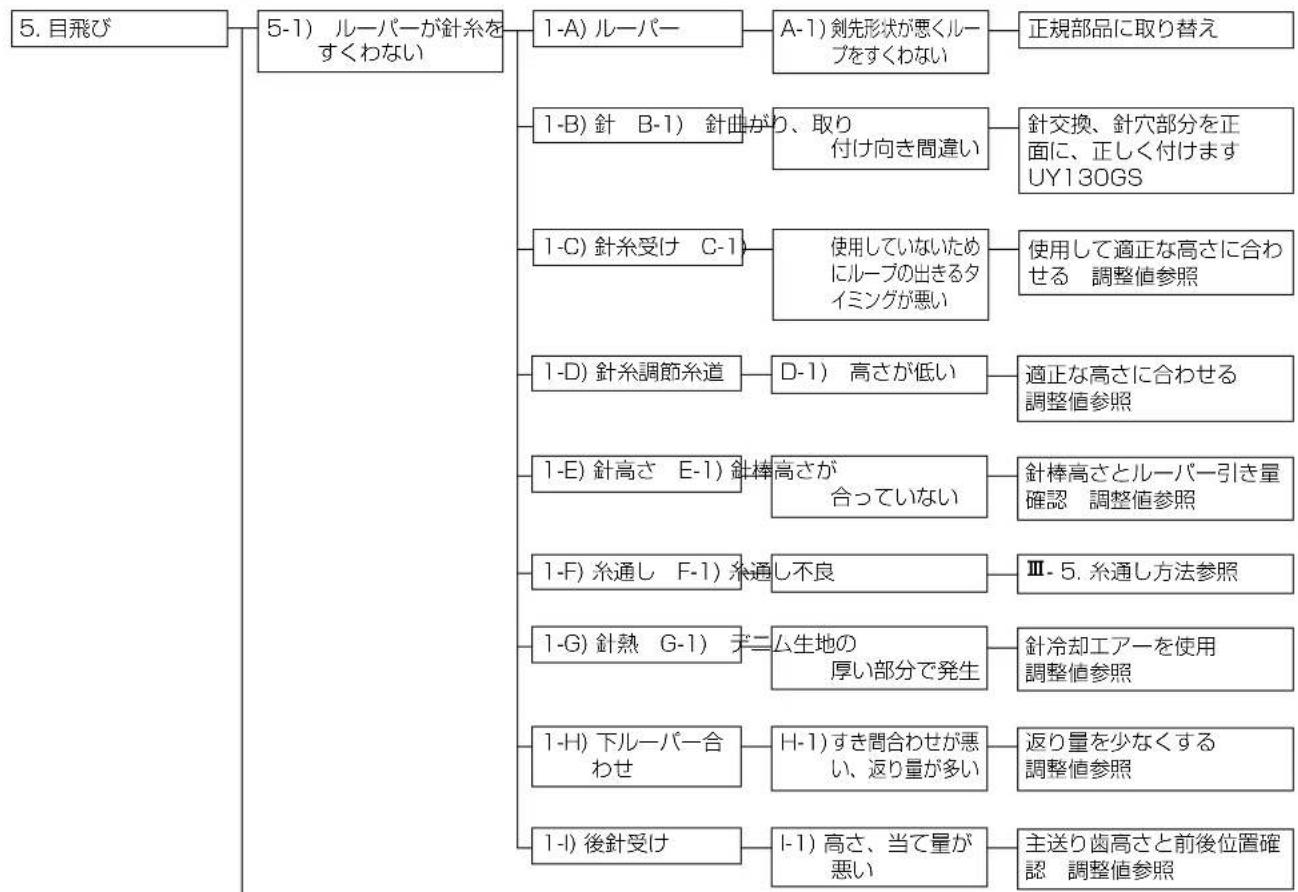
flowchart
graph TD
A["5. 目飛び"] --> B["5-1) ルーパーが針糸をすくわない"]
B --> C["1-A) ルーパー"]
C --> D["A-1) 剣先形状が悪くループをすくわない"]
D --> E["正規部品に取り替え"]
B --> F["1-B) 針 B-1) 針曲がり、取り付け向き間違い"]
F --> G["針交換、針穴部分を正面に、正しく付けます UY130GS"]
B --> H["1-C) 針糸受け C-1"]
H --> I["使用していないためにループの出きるタイミングが悪い"]
I --> J["使用して適正な高さに合わせる 調整値参照"]
B --> K["1-D) 針糸調節糸道"]
K --> L["D-1) 高さが低い"]
L --> M["適正な高さに合わせる調整値参照"]
B --> N["1-E) 針高さ E-1) 針棒高さが合っていない"]
N --> O["針棒高さとルーパー引き量確認 調整値参照"]
B --> P["1-F) 糸通し F-1) 糸通し不良"]
P --> Q["Ⅲ-5. 糸通し方法参照"]
B --> R["1-G) 針熱 G-1) デニム生地の厚い部分で発生"]
R --> S["針冷却エアーを使用調整値参照"]
B --> T["1-H) 下ルーパー合わせ"]
T --> U["H-1) すき間合わせが悪い、返り量が多い"]
U --> V["返り量を少なくする調整値参照"]
B --> W["1-I) 後針受け"]
W --> X["I-1) 高さ、当て量が悪い"]
X --> Y["主送り歯高さと前後位置確認 調整値参照"]
次ページへ
前ページより
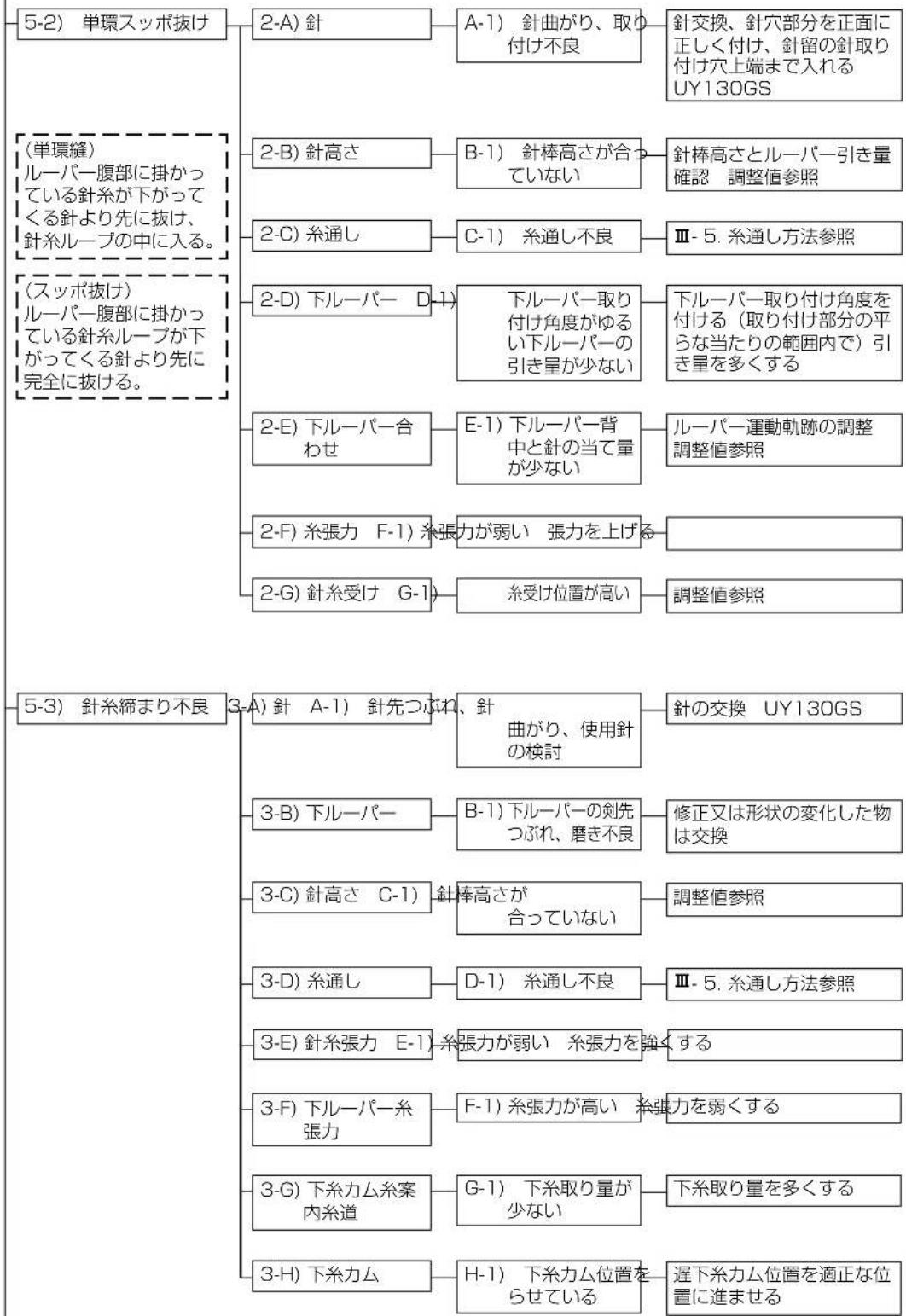
flowchart
graph TD
A["5-2) 単環スッポ抜け"] --> B["2-A) 針"]
B --> C["A-1) 針曲がり、取り付け不良"]
C --> D["針交換、針穴部分を正面に正しく付け、針留の針取り付け穴上端まで入れる UY130GS"]
A --> E["2-B) 針高さ"]
E --> F["B-1) 針棒高さが合っていない"]
F --> G["針棒高さとルーパー引き量確認 調整値参照"]
A --> H["2-C) 糸通し"]
H --> I["C-1) 糸通し不良"]
I --> J["III-5. 糸通し方法参照"]
A --> K["2-D) 下ルーパー D-1"]
K --> L["下ルーパー取り付け角度がゆるい下ルーパーの引き量が少ない"]
L --> M["下ルーパー取り付け角度を付ける(取り付け部分の平らな当たりの範囲内で)引き量を多くする"]
A --> N["2-E) 下ルーパー合わせ"]
N --> O["E-1) 下ルーパー背中と針の当て量が少ない"]
O --> P["ルーパー運動軌跡の調整調整値参照"]
A --> Q["2-F) 糸張力 F-1) 糸張力が弱い 張力を上げる"]
Q --> R["調整値参照"]
A --> S["2-G) 針糸受け G-1)"]
S --> T["糸受け位置が高い"]
T --> U["調整値参照"]
V["5-3) 針糸締まり不良"] --> W["3-A) 針 A-1) 針先つぶれ、針曲がり、使用針の検討"]
W --> X["針の交換 UY130GS"]
V --> Y["3-B) 下ルーパー"]
Y --> Z["B-1) 下ルーパーの剣先つぶれ、磨き不良"]
Z --> AA["修正又は形状の変化した物は交換"]
V --> AB["3-C) 針高さ C-1)"]
AB --> AC["計棒高さが合っていない"]
AC --> AD["調整値参照"]
V --> AE["3-D) 糸通し"]
AE --> AF["D-1) 糸通し不良"]
AF --> AG["III-5. 糸通し方法参照"]
V --> AH["3-E) 針糸張力 E-1)"]
AH --> AI["糸張力が弱い 糸張力を強くする"]
V --> AJ["3-F) 下ルーパー糸張力"]
AJ --> AK["F-1) 糸張力が高い 糸張力を弱くする"]
V --> AL["3-G) 下糸カム糸案内糸道"]
AL --> AM["G-1) 下糸取り量が少ない"]
AM --> AN["下糸取り量を多くする"]
V --> AO["3-H) 下糸カム"]
AO --> AP["H-1) 下糸カム位置をらせている"]
AP --> AQ["遅下糸カム位置を適正な位置に進ませる"]
前ページより
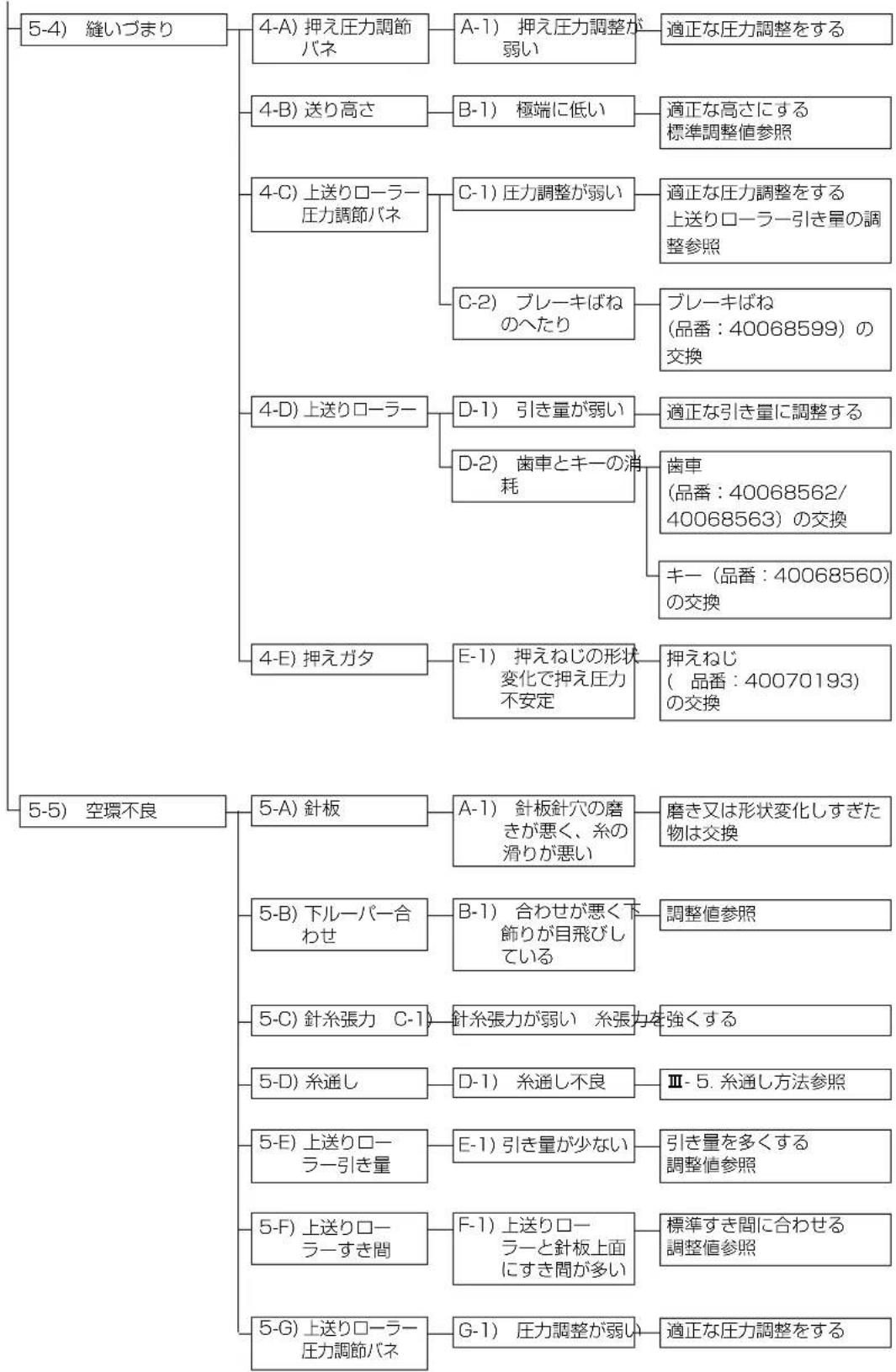
flowchart
graph TD
A["5-4) 縭いづまり"] --> B["4-A) 押え圧力調節 バネ"]
B --> C["A-1) 押え圧力調整が 弱い"]
C --> D["適正な圧力調整をする"]
A --> E["4-B) 送り高さ"]
E --> F["B-1) 極端に低い"]
F --> G["適正な高さにする 標準調整値参照"]
A --> H["4-C) 上送りローラー 圧力調節 バネ"]
H --> I["C-1) 圧力調整が弱い"]
I --> J["適正な圧力調整をする 上送りローラー引き量の調整参照"]
H --> K["C-2) ブレーキばね のへたり"]
K --> L["ブレーキばね (品番: 40068599) の交換"]
A --> M["4-D) 上送りローラー"]
M --> N["D-1) 引き量が弱い"]
N --> O["適正な引き量に調整する"]
M --> P["D-2) 歯車とキーの消耗"]
P --> Q["歯車 (品番: 40068562/ 40068563) の交換"]
P --> R["キー (品番: 40068560) の交換"]
A --> S["4-E) 押えガタ"]
S --> T["E-1) 押えねじの形状 变化で押え圧力 不安定"]
T --> U["押えねじ ( 品番: 40070193) の交換"]
A --> V["5-5) 空環不良"]
V --> W["5-A) 針板"]
W --> X["A-1) 針板針穴の磨 きが悪く、糸の 滑りが悪い"]
X --> Y["磨き又は形状変化しすぎた 物は交換"]
V --> Z["5-B) 下ルーパー合わせ"]
Z --> AA["B-1) 合わせが悪く下 飾りが目飛びしている"]
AA --> AB["調整値参照"]
V --> AC["5-C) 針糸張力 C-1"]
AC --> AD["針糸張力が弱い カ張力を強くする"]
V --> AE["5-D) 糸通し"]
AE --> AF["D-1) 糸通し不良"]
AF --> AG["III-5. 糸通し方法参照"]
V --> AH["5-E) 上送りローラー引き量"]
AH --> AI["E-1) 引き量が少ない"]
AI --> AJ["引き量を多くする 調整値参照"]
V --> AK["5-F) 上送りローラーすき間"]
AK --> AL["F-1) 上送りローラーと針板上面 にすき間が多い"]
AL --> AM["標準すき間に合わせる 調整値参照"]
V --> AN["5-G) 上送りローラー 圧力調節 バネ"]
AN --> AO["G-1) 圧力調整が弱い"]
AO --> AP["適正な圧力調整をする"]
Ⅵ. テーブル図面
JUKI 品番:40107535(別売り)
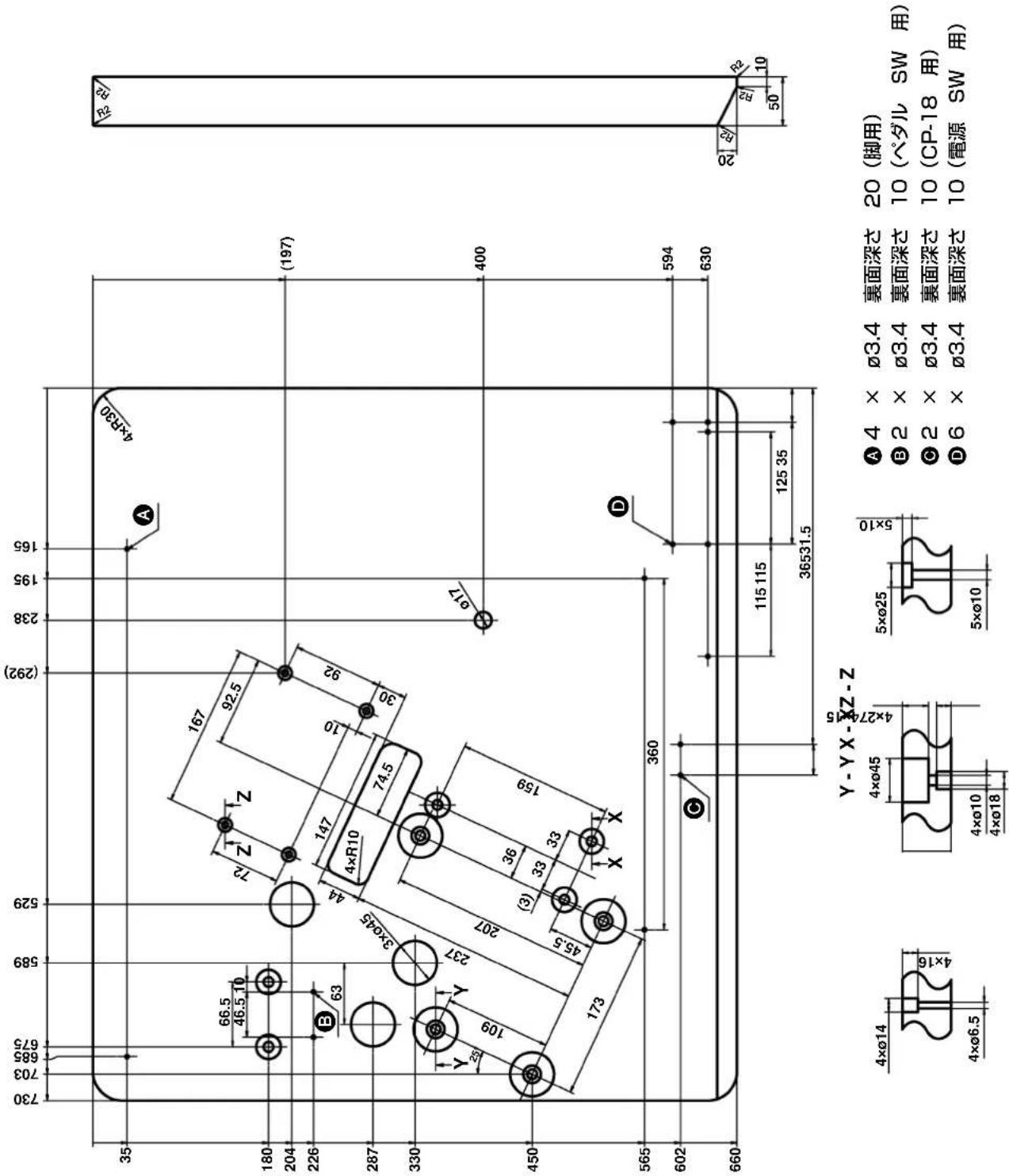
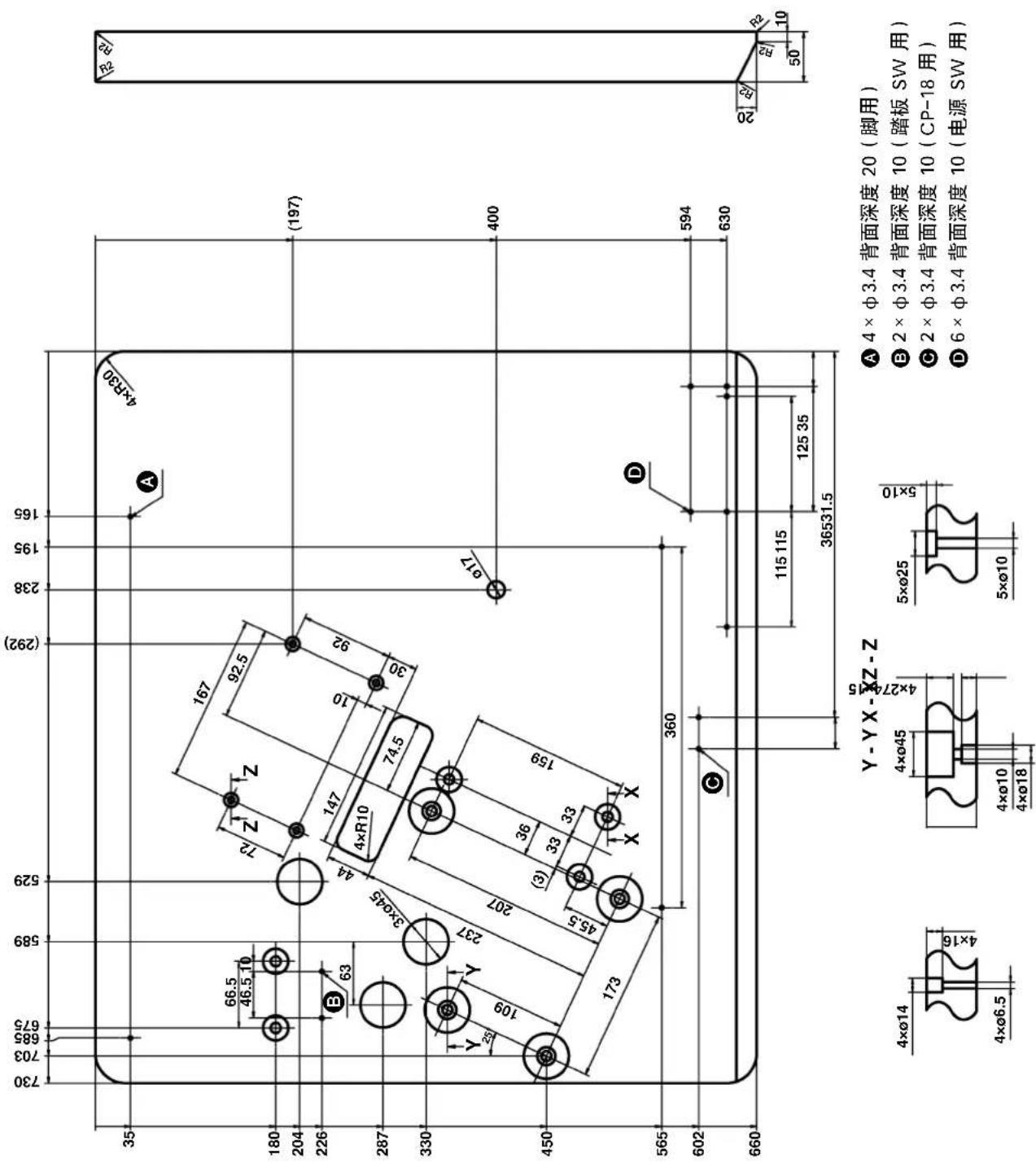
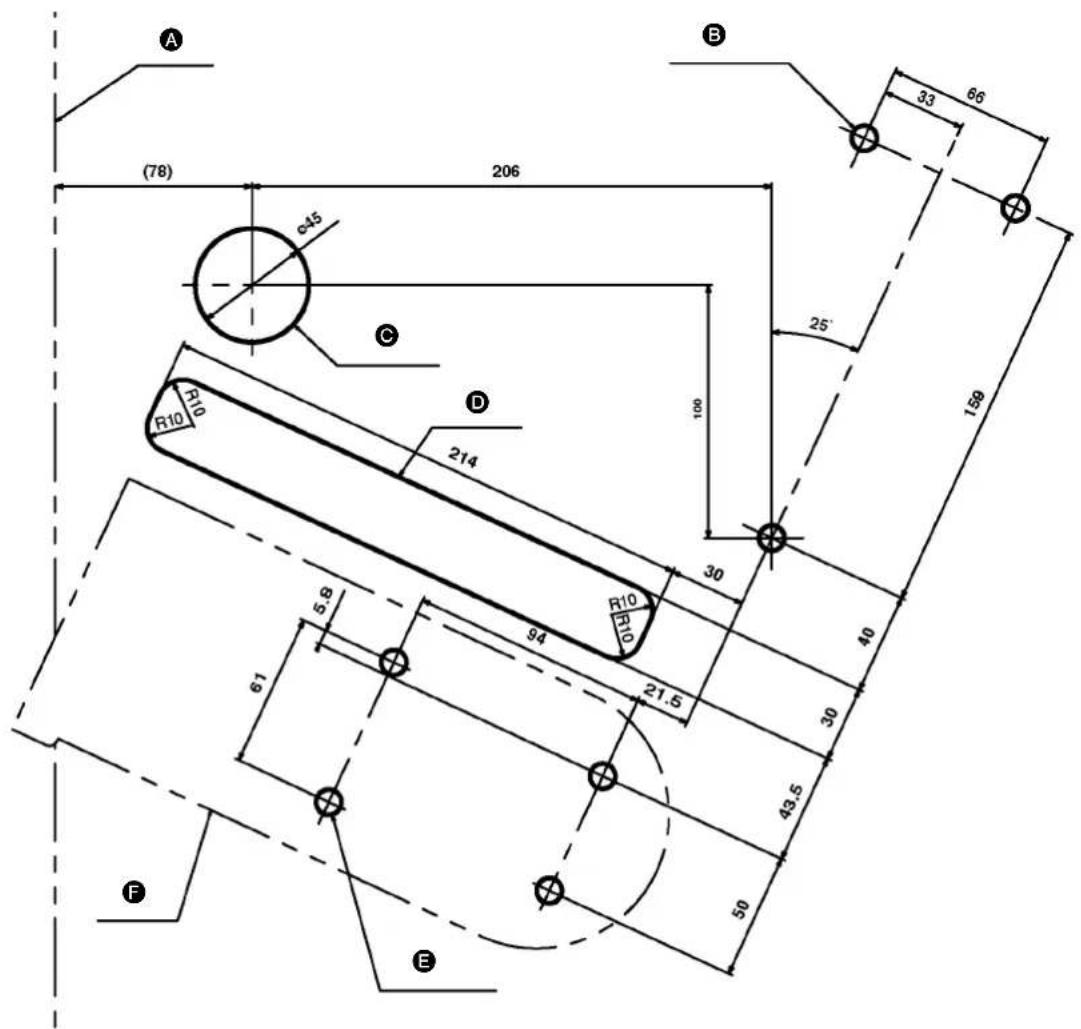
Ⅶ. テーブル加工図(クラッチモータ仕様のみ)
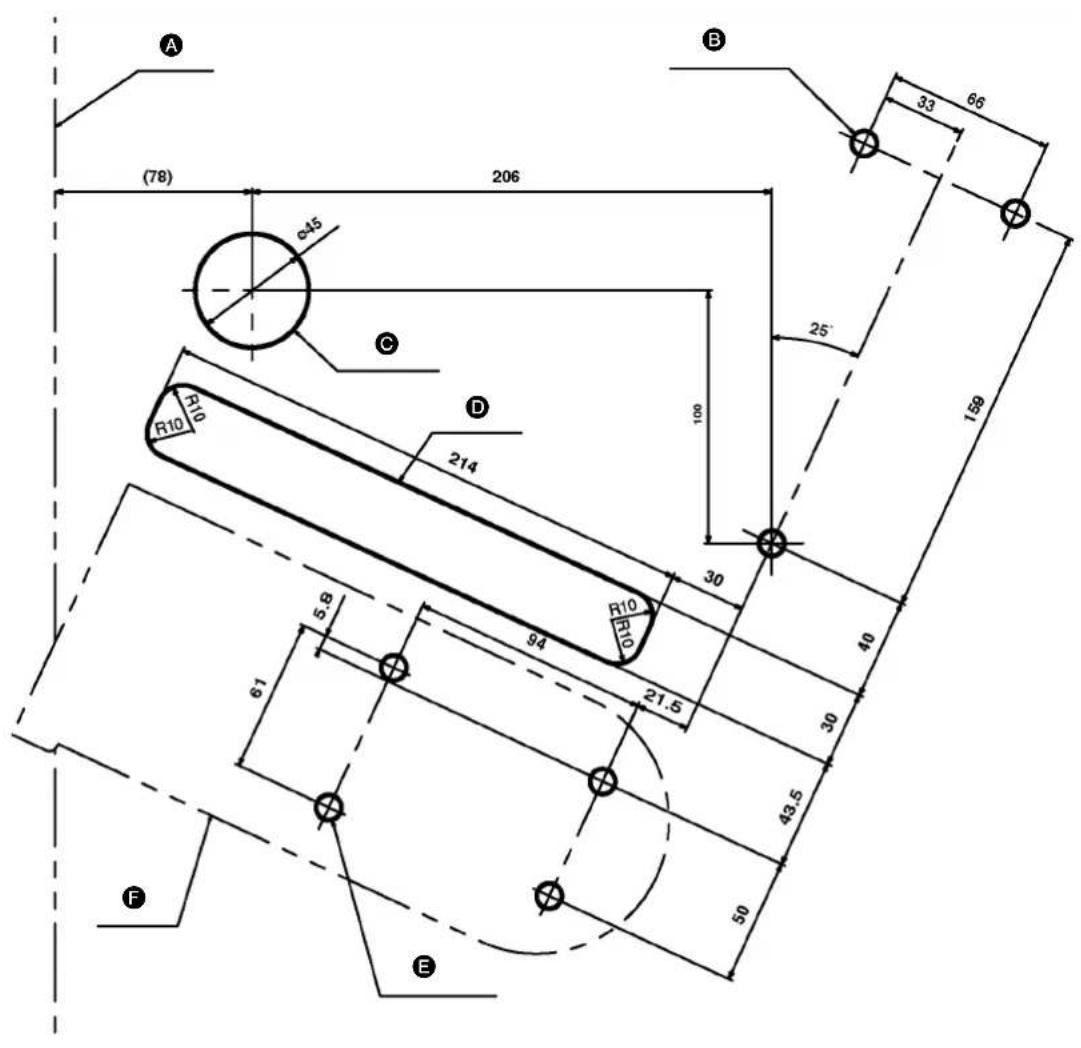
A テーブル端面
B クラッチモータの取付位置 (3 × ∅10)
◎ 押え上げペダルチェーン通し穴
D ベルト逃げ溝
E マウントベースの取付穴 (4 × ∅10)
F マウントベース(注)
(注) JUKI 専用マウントベースは製品扱いとして型式『MT05』となります。
MT05 を使用したテーブル加工図になります。
但し MT05 には防振ゴムが 2 枚入っていますが、使用するのは 1 枚になります。
マウントベースの取付ねじ及び座金は付属として同梱されています。
・取付ねじ SM6087002 TN (M8)-4 本
·座金 WP0841600SC-4 枚
ENGLISH
高電圧部分に触れて、大けがをすることがある。 電源を切って、5分以上たってからカバーをはずすこと。

| Stromschlag-War-naufkleber |  |  |  |
 | 高電圧部分に触れて、大けがをすることがある。電源を切って、5分以上たってからカバーをはずすこと。 | Hazardous voltage will cause injury.Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. |

GEFAHR
 | ⚠危険 | ⚠DANGER |
| 高電圧部分に触れて、大けがをすることがある。電源を切って、5分以上たってからカバーをはずすこと。 | Hazardous voltage will cause injury.Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. |

PELIGRO
| 危険 | DANGER |
| 高電圧部分に触れて、大けがをすることがある。 電源を切って、5分以上たってからカバーをはすすこと。 | Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. |

PERICOLO
※ 固定差动调节杆 ③时,请用2个固定螺丝(⑤·⑥)夹紧。
8. 上传送辊拉出量的调整
注意
JUKI 货号: 40107535(另外购买)
Ⅶ. 机台加工图(仅限离合马达规格)
〒 206-8551 東京都多摩市鶴牧 2-11-1
TEL. 042-357-2371 (ダイヤルイン)
FAX. 042-357-2380
http://www.juki.co.jp
JUKI CORPORATION
TOKYO, 206-8551, JAPAN
PHONE : (81)42-357-2371
FAX : (81)42-357-2380
http://www.juki.com
- 本書の内容を無断で転載、複写することを禁止します。
この製品の使い方について不明な点がありましたらお求めの販売店又は当社営業所にお問い合わせください。
※この取扱説明書は仕様改良のため予告なく変更する事があります。
