MF3580 - Máquina de coser JUKI - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato MF3580 JUKI en formato PDF.
| Tipo de producto | Máquina de coser industrial de doble punto de cadeneta (401 LSc-3) |
| Número de agujas | 3 |
| Número de hilos | 6 |
| Aplicaciones | Denim, ropa de trabajo, fieltro |
| Velocidad de costura máxima | 4 500 puntos/min |
| Velocidad de costura recomendada | 3 500 puntos/min |
| Separación de agujas | 8 mm (3,2 mm entre agujas, ancho total 6,4 mm) |
| Longitud de puntada | 2,1 a 3,6 mm (estándar 3,2 mm) |
| Tipo de aguja | UY130GS (estándar), n.º 140 (#22) |
| Carrera de la barra de aguja | 33 mm |
| Dimensiones de la cabeza | 420 × 285 × 345 mm |
| Peso de la cabeza | 23,5 kg |
| Altura de elevación del prensatelas | 9 mm máx. (estándar 6,5 mm) |
| Lubricación | Automática por bomba rotativa, aceite JUKI MACHINE OIL n.º 18 |
| Capacidad del depósito de aceite | 140 ml |
| Temperatura de funcionamiento | 5 a 35 °C |
| Humedad de funcionamiento | 35 a 85 % (sin condensación) |
| Alimentación eléctrica | Monofásica, 50/60 Hz, tensión nominal ±10 % |
| Nivel sonoro en el puesto de trabajo | 80 dB(A) (ISO 10821, a 3 500 p/min) |
| Mantenimiento y limpieza | Limpieza regular del filtro de aceite, vaciado y relleno de aceite, lubricación manual de las articulaciones cada 3 meses |
| Seguridad | Protector de correa, cubreagujas, parada de emergencia, conexión a tierra obligatoria |
| Piezas de repuesto y reparabilidad | Piezas originales JUKI, mantenimiento por técnico calificado |
Preguntas frecuentes - MF3580 JUKI
Preguntas de los usuarios sobre MF3580 JUKI
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de coser en formato PDF gratis! Encuentra tus instrucciones MF3580 - JUKI y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. MF3580 de la marca JUKI.
MANUAL DE USUARIO MF3580 JUKI
En relación con el uso de la máquina de coser, máquina automática y dispositivos auxiliares (de aquí en adelante denominados colectivamente como la “máquina”), es inevitable que el trabajo de que ejecutarse cerca de partes móviles de la máquina. Esto significa que siempre existe la posibilidad de que se toquen piezas móviles involuntariamente. Por lo tanto, a los operadores u operadoras que manejan la máquina y al personal de mantenimiento que ejecuta trabajos de mantenimiento y reparación máquina, se les recomienda leer detenidamente las siguientes PRECAUCIONES DE SEGURIDAD y tener un cabal conocimiento de las mismas antes de usar/efectuar el mantenimiento de la máquina. Estas PRECAUCIONES DE SEGURIDAD contienen aspectos no incluidos en las especificaciones del producto que haya adquirido.
Las indicaciones de riesgo se clasifican en las siguientes tres categorías diferentes, para que los usuarios puedan entender el significado de las etiquetas. Asegúrese de entender cabalmente la siguiente descripción y observar las instrucciones estrictamente.
(I) Explicación de niveles de riesgos

PELIGRO :
Esta indicación se consigna cuando existe peligro inminente de muerte o lesiones graves si la persona encargada o cualquier ter- cero no maneja la máquina como es debido o no evita la situación peligrosa al manejar o efectuar el mantenimiento de la máquina.

ADVERTENCIA :
Esta indicación se consigna cuando existe la probabilidad de muerte o lesiones graves si la persona encargada o cualquier terce-ro no maneja la máquina como es debido o no evita la situación peligrosa al manejar o efectuar el mantenimiento de la máquina.

PRECAUCIÓN :
Esta indicación se consigna cuando hay peligro de lesiones de gravedad moderada a leve si la persona encargada o cualquier ter- cero no maneja la máquina como es debido o no evita la situación peligrosa al manejar o efectuar el mantenimiento de la máquina.

Itemes que requieren atención especial.
(II) Explicación de indicaciones de advertencia y etiquetas de advertencia pictóricas
| Indicaciones de advertencia pictóricas |  | Existe el riesgo de lesión si se toca una parte móvil. | Indicaciones de advertencia pictóricas | Tenga en cuenta que puede lastimarse las manos si sujeta la máquina de coser durante su operación. | |
 | Existe el riesgo de electrochoque si se toca una parte de alto voltaje. | Existe el riesgo de enredo en la correa que puede resultar en lesión. | |||
 | Existe el riesgo de quemadura si se toca una parte de alta temperatura. | Existe el riesgo de sufrir lesiones si se toca el portabotones. | |||
 | Tenga en cuenta que no se debe mirar directamente al haz lasérico ya que esto puede causar daños a la vista. | Etiquetas de indicación | Indica la dirección correcta. | ||
 | Existe el riesgo de contacto entre su cabeza y la máquina de coser. | Indica la conexión de un cable a tierra. |

- Existe la posibilidad de que se cause una lesión grave o muerte.
- Existe la posibilidad de que se cause una lesión al tocar alguna parte en movimiento.
2 • Realizar el trabajo de cosido con el protector de seguridad. - Realizar el trabajo de cosido con la cubierta de seguridad.
- Realizar el trabajo de cosido con el dispositivo protector de seguridad.
• Asegúrese de desconectar la corriente eléctrica antes de ejecutar el “enhebrado del cabezal de la máquina”, “cambio de aguja”, “cambio de bobina” o “aceitado y limpieza”.


- Cuando sea necesario abrir la caja de control que contiene piezas eléctricas, asegúrese de desconectar la corriente eléctrica y esperar unos cinco minutos o más antes de abrir la cubierta, para evitar accidentes que resulten en electrochoques.

PRECAUCIÓN
Precauciones básicas
- Antes de usar la máquina, asegúrese de leer el manual de instrucciones y otros documentos explicativos que se suministran con los accesorios de la máquina. Tenga a mano el manual de instrucciones y los documentos explicativos para su rápida consulta.
- Esta sección contiene aspectos no incluidos en las especificaciones del producto que haya adquirido.
- Asegúrese de utilizar gafas protectoras para protegerse contra accidentes causados por la rotura de agujas.
- Las personas que usan marcapasos deben consultar con un médico especialista antes de usar la máquina.
Dispositivos de seguridad y etiquetas de advertencia
- Asegúrese de usar la máquina después de verificar que el(los) dispositivo(s) de seguridad está(n) instalados correctamente en su lugar y funcionan normalmente, para evitar accidentes causados por falta de tal(es) dispositivo(s).
- Si se ha retirado cualquiera de los dispositivos de seguridad, asegúrese de reinstalarlo y verificar que trabaja normalmente, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
- Asegúrese de mantener las etiquetas de advertencia adheridas a la máquina en un lugar claramente visible, para evitar accidentes que puedan resultar en lesiones corporales o muerte. En caso de que cualquiera de las etiquetas se haya ensuciado o despegado, asegúrese de reemplazarla con una nueva.
Aplicación y modificación
- Nunca use la máquina en una aplicación distinta de la destinada y de ninguna manera distinta de la descrita en el manual de instrucciones, para evitar accidentes que puedan resultar en lesiones corporales o muerte. JUKI no se responsabiliza por ningún daño o lesión corporal o muerte resultante del uso de la máquina en una aplicación distinta de la destinada.
- Nunca modifique ni altere la máquina, para evitar accidentes que puedan resultar en lesiones corporales o muerte. JUKI no se responsabiliza por ningún daño o lesión corporal o muerte resultante de la máquina que haya sido modificada o alterada.
Instrucción y adiestramiento
- Para evitar accidentes resultantes de la falta de familiaridad con la máquina, la máquina deberá ser usada sólo por el operador o la operadora que haya recibido instrucción/adiestramiento por el empleador con respecto a la operación de la máquina y la forma de operar la máquina con seguridad, y posea debido conocimiento de la misma y habilidades para su operación. Para asegurar lo anterior, el empleador debe implantar un plan de instrucción/adiestramiento para sus operadores u operadoras e impartirles dicha instrucción/adiestramiento con antelación.
Situaciones en que es necesario desconectar la corriente eléctrica de la máquina
Desconexión de la corriente eléctrica:
Significa desactivar el interruptor de la corriente eléctrica y luego desenchufar del tomacorriente el enchufe del cable eléctrico. Esto es aplicable a lo siguiente:
- Asegúrese de desconectar la corriente eléctrica de inmediato en caso de que se detecte alguna anormalidad o falla o en caso de un corte eléctrico, para protegerse contra accidentes que puedan resultar en lesiones corporales o muerte.
- Para protegerse contra accidentes resultantes del arranque brusco o inesperado de la máquina, asegúrese de desconectar la corriente eléctrica antes de llevar a cabo las siguientes operaciones. Para la máquina equipada con un motor de embrague, en particular, asegúrese de desconectar la corriente eléctrica y verificar que la máquina se haya detenido por completo antes de llevar a cabo las siguientes operaciones.
2-1. Por ejemplo, enhebrado de partes tales como aguja, enlazador, estiradora, etc. que deben enhebrarse, o cambio de bobina.
2-2. Por ejemplo, cambio o ajuste de todos los componentes de la máquina.
2-3. Por ejemplo, al inspeccionar, reparar o limpiar la máquina o al alejarse de la máquina. - Asegúrese de desenchufar el cable de la corriente eléctrica sosteniendo la parte del enchufe y no del cable en sí, para evitar accidentes por electrochoque, fuga a tierra o fuego.
- Asegúrese de desconectar la corriente eléctrica cuando deje la máquina desatendida entre trabajo y trabajo.
- Asegúrese de desconectar la corriente eléctrica en caso de un corte eléctrico, para evitar accidentes resultantes de averías de componentes eléctricos.
PRECAUCIONES A TOMAR EN DIVERSAS ETAPAS DE OPERACIÓN
Transporte
- Asegúrese de levantar y mover la máquina de forma segura teniendo en cuenta el peso de la máquina. Consulte el manual de instrucciones para confirmar la masa de la máquina.
- Antes de levantar o mover la máquina, asegúrese de adoptar suficientes medidas de seguridad para evitar la caída de la máquina, para protegerse contra accidentes que puedan resultar en lesiones corporales o muerte.
- Una vez que se haya desembalado la máquina, no la vuelva a embalar para su transporte, para proteger la máquina contra averías resultantes de la caída o accidente imprevisto.
Desembalaje
- Asegúrese de desembalar la máquina en la secuencia prescrita para evitar accidentes que puedan resultar en lesiones corporales o muerte. En particular, en caso de que la máquina venga encajonada, asegúrese de comprobar los clavos con cuidado. Los clavos deben eliminarse.
- Asegúrese de comprobar la posición del centro de gravedad de la máquina y sacarla del embalaje con cuidado, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
Instalación
(I) Mesa y pedestal de la mesa
- Asegúrese de usar la mesa y el pedestal de la mesa legítimos de JUKI, para evitar accidentes que puedan resultar en lesiones corporales o muerte. Si es inevitable usar una mesa y un pedestal de mesa distintos de los legítimos de JUKI, asegúrese de que los mismos puedan soportar el peso de la máquina y la fuerza de reacción durante su operación.
- Si se colocan roldanas pivotantes al pedestal de la mesa, asegúrese de usar roldanas pivotantes con mecanismo de enclavamiento y enclavarlas para inmovilizar la mesa durante la operación, mantenimiento, inspección y reparación de la máquina, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
(II) Cable y cableado
- Asegúrese de que el cable no esté expuesto a una fuerza extra durante su uso para evitar accidentes por electrochoque, fuga a tierra o fuego. Además, si fuere necesario cablear cerca de una sección de operación tal como la correa en V, asegúrese de que exista una separación de 30 mm o más entre la sección de operación y el cable.
- Asegúrese de evitar la conexión múltiple tipo pulpo, para evitar accidentes por electrochoque, fuga a tierra o fuego.
- Asegúrese de conectar firmemente los conectores, para evitar accidentes por electrochoque, fuga a tierra o fuego. Además, al retirar un conector, asegúrese de hacerlo sosteniendo el conector propiamente dicho y no tirando del cable.
(III) Conexión a tierra
- Asegúrese de que sea un electricista calificado quien instale el enchufe, para evitar accidentes causados por fuga a tierra o falla de tensión dieléctrica. Además, asegúrese de conectar el enchufe a un tomacorriente conectado a tierra indefectiblemente.
- Asegúrese de conectar a tierra el cable de tierra, para evitar accidentes causados por fuga a tierra.
(IV) Motor
- Asegúrese de usar un motor del régimen especificado (producto legítimo de JUKI), para evitar accidentes causados por destrucción por calentamiento.
- Si utiliza un motor de embrague disponible en el mercado, asegúrese de seleccionar uno equipado con cubierta de la polea a prueba de enredos, para protegerla contra el riesgo de que se enrede con la correa en V.
Antes de la operación
- Antes de conectar la corriente eléctrica, asegúrese de comprobar que los conectores y cables estén libres de daño, no estén desprendidos ni flojos, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
- Nunca ponga sus manos en las partes móviles de la máquina, para evitar accidentes que puedan resultar en lesiones corporales o muerte. Además, compruebe para asegurarse de que la dirección de rotación de la polea concuerde con la flecha indicada en la polea.
- Si se usa el pedestal de la mesa provisto de roldanas pivotantes, asegúrese de inmovilizar el pedestal de la mesa enclavando las roldanas pivotantes o con ajustadores, si están provistos, para evitar accidentes causados por el arranque brusco de la máquina.
Durante la operación
- Asegúrese de no poner sus dedos, cabello o ropa cerca de partes móviles tales como volante, polea de mano y motor, ni coloque nada cerca de esas partes cuando la máquina está en funcionamiento, para evitar accidentes causados por enredos que puedan resultar en lesiones corporales o muerte.
- Al conectar la corriente eléctrica o cuando la máquina está en funcionamiento, asegúrese de no poner sus dedos cerca del área circundante a la aguja o dentro de la cubierta de la palanca toma-hilo, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
- La máquina marcha a alta velocidad. Por lo tanto, nunca ponga sus manos cerca de partes móviles tales como enlazador, estiradora, barra de agujas, gancho y cuchilla de corte de tela durante la operación, para proteger sus manos contra lesiones. Además, antes de cambiar el hilo, asegúrese de desconectar la corriente eléctrica y comprobar que la máquina está completamente parada.
-
Al mover la máquina de la mesa o colocarla de nuevo sobre la mesa, tenga cuidado para no permitir que sus dedos u otras partes de su cuerpo queden atrapados entre la máquina y la mesa, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
-
Antes de retirar la cubierta de la correa y la correa en V, asegúrese de desconectar la corriente eléctrica y comprobar que la máquina y el motor están completamente parados, para evitar accidentes causados por el arranque brusco de la máquina o el motor.
-
Si se usa un servomotor con la máquina, el motor no genera ruido cuando la máquina está en reposo. Por lo tanto, asegúrese de no olvidarse de desconectar la corriente eléctrica, para evitar accidentes causados por el arranque brusco del motor.
-
Nunca use la máquina con el orificio de enfriamiento de la caja de alimentación del motor tapado, para evitar que se genere fuego por sobrecalentamiento.
Lubricación
- Asegúrese de utilizar el aceite legítimo de JUKI y la grasa legítima de JUKI en las partes que deben lubricarse.
- Si el aceite entra en contacto con sus ojos o cuerpo, asegúrese de eliminarla y lavarse de inmediato, para evitar la inflamación o irritación.
- Si ingiere el aceite accidentalmente, asegúrese de consultar con un médico de inmediato, para evitar el vómito o diarrea.
Mantenimiento
- Para evitar accidentes causados por la falta de familiaridad con la máquina, los trabajos de reparación y ajuste deben ser efectuados por un técnico de servicio debidamente familiarizado con la máquina dentro del alcance definido en el manual de instrucciones. Asegúrese de utilizar repuestos legítimos de JUKI al reemplazar cualquiera de las piezas de la máquina. JUKI no se responsabiliza por ningún accidente causado por la reparación o el ajuste indebido o el uso de repuestos que no sean los legítimos de JUKI.
- Para evitar accidentes causados por la falta de familiaridad con la máquina o accidentes por electrochoques, asegúrese de encargar el trabajo de reparación y mantenimiento (incluyendo el cableado) de componentes eléctricos a un técnico electricista de su compañía o a JUKI o el distribuidor en su área.
- Cuando efectúe la reparación o el mantenimiento de la máquina que emplea partes neumáticas tal como cilindro de aire, asegúrese de retirar con antelación el tubo de suministro de aire para expulsar el aire remanente en la máquina, para evitar accidentes causados por el arranque brusco de las partes neumáticas.
- Al término de la reparación, el ajuste y reemplazo de piezas, asegúrese de comprobar que los tornillos y tuercas estén apretados firmemente.
- Asegúrese de limpiar la máquina periódicamente durante su uso. Antes de realizar la limpieza de la máquina, asegúrese de desconectar la corriente eléctrica y verificar que tanto la máquina como el motor estén completamente parados, para evitar accidentes causados por el arranque brusco de la máquina o el motor.
- Antes de realizar el mantenimiento, inspección o reparación de la máquina, asegúrese de desconectar la corriente eléctrica y verificar que tanto la máquina como el motor estén completamente parados. (Para la máquina equipada con motor de embrague, el motor continuará funcionando durante un rato por inercia aun cuando se desconecte la corriente eléctrica. Por lo tanto, tenga cuidado.)
- Si tras su reparación o ajuste, la máquina no funciona normalmente, detenga de inmediato su funcionamiento y póngase en contacto con JUKI o el distribuidor de su área para su reparación, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
- Si se ha quemado el fusible, asegúrese de desconectar la corriente eléctrica, eliminar la causa de la que-madura del fusible y reemplazar el fusible con uno nuevo, para evitar accidentes que puedan resultar en lesiones corporales o muerte.
- Asegúrese de limpiar periódicamente el orificio de ventilación del ventilador e inspeccionar el área circundante al cableado, para evitar accidentes por fuego del motor.
Ambiente operativo
- Asegúrese de utilizar la máquina en un ambiente no expuesto a una fuente de ruidos fuertes (ondas electromagnéticas) tal como una soldadora de alta frecuencia, para evitar accidentes causados por el malfuncionamiento de la máquina.
- Nunca utilice la máquina en un lugar en que la fluctuación del voltaje supere el “voltaje nominal ±10%”, para evitar accidentes causados por el malfuncionamiento de la máquina.
- Antes de usar cualquier dispositivo neumático tal como el cilindro de aire, asegúrese de que funcione a la presión de aire especificada, para evitar accidentes causados por el malfuncionamiento de la máquina.
- Para utilizar la máquina en condiciones de seguridad, asegúrese de utilizarla en un ambiente que satisfaga las siguientes condiciones:
Temperatura ambiente durante su operación: 5°C a 35°C Humedad relativa durante su operación: 35% a 85%
-
Puede haber condensación de rocío si la máquina se muda de un ambiente frío a uno cálido. Por lo tanto, asegúrese de conectar la corriente eléctrica después de haber esperado durante suficiente tiempo hasta que no haya señales de gotas de agua, para evitar accidentes causados por avería o malfuncionamiento de los componentes eléctricos.
-
Para garantizar la seguridad, asegúrese de detener la operación de la máquina cuando haya rayos y truenos y retire el enchufe del tomacorriente, para evitar accidentes causados por avería o malfuncionamiento de los componentes eléctricos.
-
Dependiendo de la condición de las señales de ondas radioeléctricas, la máquina podría generar ruido en el aparato de televisión o radio. Si esto ocurre, use el aparato de televisión o radio lejos de la máquina.
-
Para asegurar un ambiente adecuado de trabajo, deben observarse las normativas y reglamentos locales del país en donde se instala la máquina de coser. En caso de que se requiera el control de ruidos, deberán usarse protectores auditivos, orejeras u otros dispositivos de protección, de acuerdo con las normativas y reglamentos aplicables.
-
La eliminación de productos y embalajes y el tratamiento del aceite lubricante usado deben efectuarse apropiadamente de acuerdo con las leyes aplicables en el país en que se utiliza la máquina de coser.
Precauciones a tomar para utilizar la serie MS-3580 en
condiciones de mayor seguridad
| Para evitar accidentes causados por sacudidas eléctricas, nunca abra la cubierta de la caja de control del motor ni toque los componentes ubicados en el interior de la caja de control cuando el interruptor de la corriente eléctrica está posicionado en ON. | |
| Nunca ponga sus dedos debajo de la aguja cuando el interruptor de la corriente eléctrica está posicionado en ON o cuando la máquina de coser está funcionando.Nunca ponga sus dedos, cabello o vestidos cerca del volante y de la aguja ni coloque ningún objeto en el volante ni debajo de la aguja cuando la máquina de coser está funcionando.La sonoridad y calidad acústica variarán de acuerdo con el tipo y forma del producto de cosido, velocidad de cosido, y condiciones de cosido tales como número de piezas superpuestas, longitud de puntada, etc. Cuando se utilice la máquina de coser por tiempo prolongado, algunas veces el ruido puede llegar a ser molesto. En este caso, utilice la máquina de coser con sus oídos protegidos por orejeras o similar.Desconecte sin falta la corriente eléctrica y ejecute el trabajo después de cerciorarse de que la máquina de coser no funciona ni aunque se presione el pedal de arranque en casos como trabajo de comprobación, ajuste, enhebrado o reemplazamiento de la aguja de la máquina de coser.Para mayor garantía de seguridad, nunca opere la máquina de coser cuando esté desconectado el alambre de puesta a tierra para el suministro de la corriente eléctrica.Cerciórese de posicionar de ante mano en OFF el interruptor de la corriente eléctrica en el caso de insertar/extraer el enchufe de la corriente.En tiempo de tormentas y rayos, deje de trabajar y desconecte del tomacorriente el enchufe de la corriente eléctrica para mayor garantía de seguridad.Cuando transporte la máquina de coser de un lugar frío directamente aun lugar caliente, es posible que se forme condensación de rocío. Conecte la corriente eléctrica a la máquina de coser después de confirmar que no existe peligro de que se forme condensación de rocío.En el caso de mantenimiento, inspección o reparación, cerciórese de posicionar en OFF el interruptor de la corriente eléctrica y de confirmar que la máquina de coser y el motor se han parado completamente antes de comenzar el trabajo.(En el caso de motor de embrague, éste continúa girando por un tiempo debido a la inercia aún después de haber posicionado en OFF el interruptor, Así que tenga cuidado.)Tenga cuidado al manipular este producto para evitar que le caiga agua o aceite o causarle caídas o golpes etc., dado que este producto es un instrumento de precisión. |

PRECAUCIÓN
Asimismo, tenga en cuenta que los dispositivos de protección tales como la “cubierta de protección ocular” y el “guardamano” algunas veces se omiten en los dibujos, ilustraciones y figuras que se incluyen en el Manual de Instrucciones con fines explicativos. En la práctica, nunca retire tales dispositivos de protección.
INDICE
I. ESPECIFICACIONES....1
II. INSTALACIÓN....2
- Instalación del cabezal de la máquina....2
- Instalación de la cubierta de la correa (Solamente para la máquina de coser equipada con motor de embrague) ....3
- Relación entre la polea del motor y la correa (Solamente para la máquina de coser equipada con motor de embrague)....4
- Instalación de la palanca elevadora del prensatelas 5
- Instalación de la cuchilla cortahilos .... 5
- Instalación de la cubierta del jalador de tela 6
- Instalación del volante....6
- Instalación del soporte de hilos....6
- Procedimiento de instalación del protector contra aceite de la palanca tomahilos ....7
III. PREPARATIVOS Y OPERACIÓN 8
- Nombres de elementos del cabezal de la máquina....8
- Lubricación 9
- Comprobación de la dirección de rotación....12
- Instalación de agujas 12
- Cómo realizar el enhebrado ....13
- Ajuste del prensatelas....16
- Ajuste de mecanismos de transporte....18
- Ajuste de la magnitud de tracción del rodillo de transporte superior .....19
IV. AJUSTE ESTÁNDAR 22
- Cómo retirar los componentes de calibre y el rodillo de transporte superior (Mecanismo con transporte diferencial y mecanismo sin transporte diferencial) ......22
- Sincronismo entre el enlazador y la barra de agujas....24
- Ajuste de las posiciones de entrada de las agujas en direcciones derecha-izquierda y adelante-atrás 26
- Ajuste de enlazadores....27
- Ajuste de la altura de la barra de agujas 29
- Ajuste de las vías de movimiento de enlazadores 30
- Ajuste del guardaagujas trasero 32
- Ajuste de la altura y el movimiento longitudinal del dentado de transporte (Mecanismo con transporte diferencial) 33
- Ajuste de la altura y el movimiento longitudinal del dentado de transporte (Mecanismo sin transporte diferencial)....35
- Ajuste del rodillo de transporte superior 38
- Ajuste de la vía del hilo de la aguja....40
- Ajuste de la leva del hilo del enlazador 42
- Ajuste de flotación del disco tensor 43
- Ajuste del plegador ....44
- Limpieza del cabezal de la máquina de coser 46
VII. DIAGRAMA DE MAQUINADO DE LA MESA
(Solamente para la máquina de coser equipada con motor de embrague) .....54
I. ESPECIFICACIONES
Tipo con mecanismo de rodillo/embrague
| No | Ítem MS-3580SF/1SN | specifi caciones | |
| MS-3580SF/0SN | |||
| 1 | Tipo de puntada Máquina de doble puntada de cadeneta con 3 agujas y 6 hilos (401 LSc-3) | ||
| 2 | Aplicación | Mezclilla o tela de jeans, ropa de trabajo, fieltro, etc. | |
| 3 | Máx. velocidad de cosido | 4.500 sti/min | |
| 4 | Velocidad de cosido 3.500 sti/min | ||
| 5 | Calibre de aguja Calibre 8 : 3,2 mm, anchura total : 6,4 mm | ||
| 6 | Longitud de puntada 2,1 a 3,6 mm (estándar : 3,2 mm) a intervalos de 1 pulgada | ||
| 7 | Aguja(tamaño estándar) | UY130GS (estándar) | |
| 140 (#22) | |||
| 8 | Carrera de barra de agujas | 33mm | |
| 9 | Numero de hilos 6 pzas. | ||
| 10 | Dimensiones exteriores 420 (Al) x 285 (An) x 345 (Pr) mm | ||
| 11 | Peso del cabezal de la máquina | 23,5kg | |
| 12 | Magnitud de elevación del prensatelas | Máx. 9 mm (Al momento de la entrega por la fábrica: 6,5 mm) | |
| 13 | Anchura del rodillo de transporte | 11,9mm | |
| 14 | Forma del rodillo de transporte | Estándar (tipo angosto) | |
| 15 | Ajuste de transporte | Transporte principal : Sistema de ajuste de paso de puntada tipo deslizamiento | |
| Con sistema de ajuste de palanca de transporte diferencial | Sin transporte diferencial | ||
| 16 | Lubricación | Sistema de lubricación de bomba giratoria automática | |
| 17 | Aceite lubricante | JUKI MACHINE OIL No. 18 | |
| 18 | Capacidad de tanques de aceite | Capacidad del tanque : 140 ml | |
| 19 | Instalación | Vector y tipo de mecanismo impulsor auxiliar | |
| 20 | Gamas de temperatu-ras/humedad de trabajo | Temperatura : 5 a 35°C; humedad : 35 a 85% (sin condensación de rocío) | |
| 21 | Voltaje/frecuencia de alimentación | Voltaje nominal ± 10%, 50/60 Hz | |
| 22 | Ruido | - Nivel de presión de ruido de emisión continua equivalente (LpA) en el puesto de trabajo: Valor ponderado A de 80,0 dB (incluye KpA = 2,5 dB); de acuerdo con ISO 10821-C.6.2 - ISO 11204 GR2 a 3.500 sti/min. | |
II. INSTALACIÓN

ADVERTENCIA : Asegúrese de ejecutar el trabajo de instalación del cabezal de la máquina con dos personas o más.
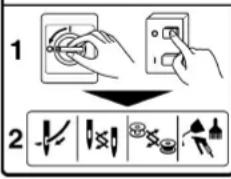
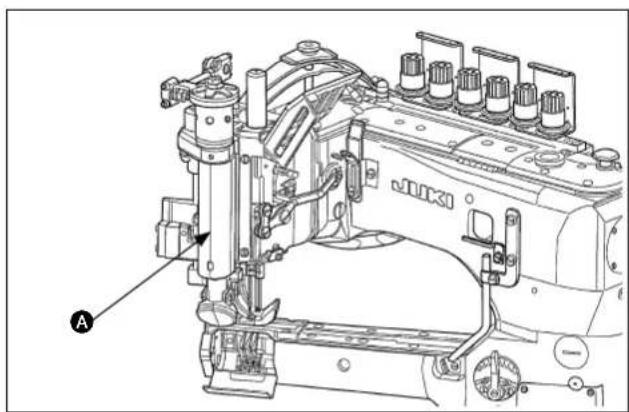
1. Instalación del cabezal de la máquina
En primer lugar, se explica el procedimiento de extracción del cabezal de la máquina después de abrir el embalaje.
1) Hay un intersíbajo el centro del bastidor. Ponga una de sus manos ahí y sostenga el cabezal de la máquina.
A continuación, sostenga el volante mano. ① con la otra
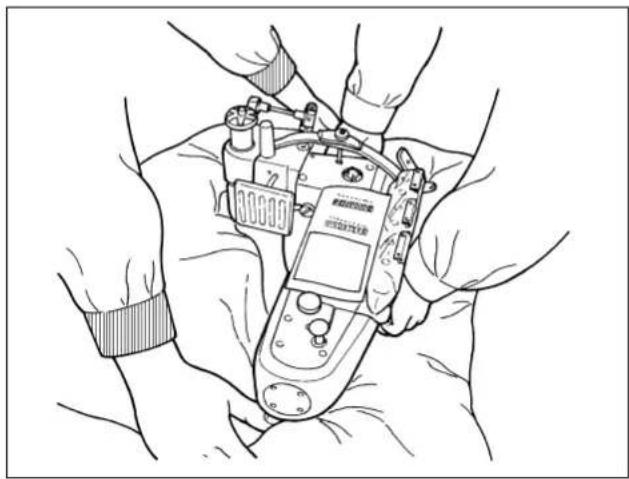
2) Extraiga el cabezal de la máquina mientras que otra persona presiona el material de embalaje.
A continuación, se explica el procedimiento de instalación del cabezal de la máquina.
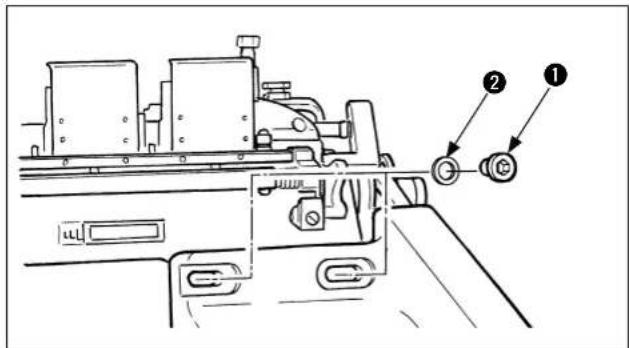
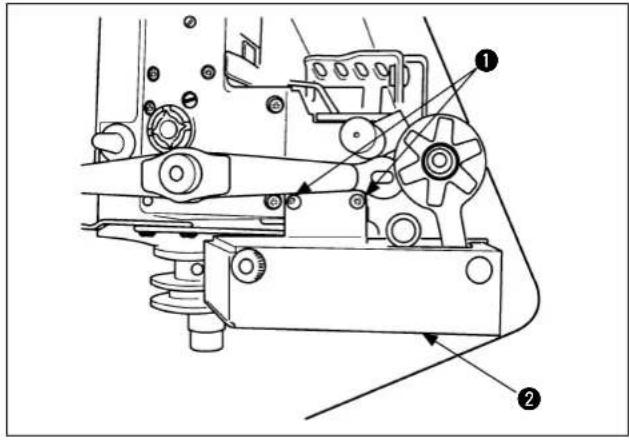
Fije el cabezal de la máquina con el tornillo de fi jación ① del cabezal y la arandela ②. Realice este trabajo con dos personas o más, tal como se muestra en la Fig. 1.
También, tenga en cuenta que el par de apriete del tornillo de fi jación ^1 del cabezal es de 12 a 15 N·m.
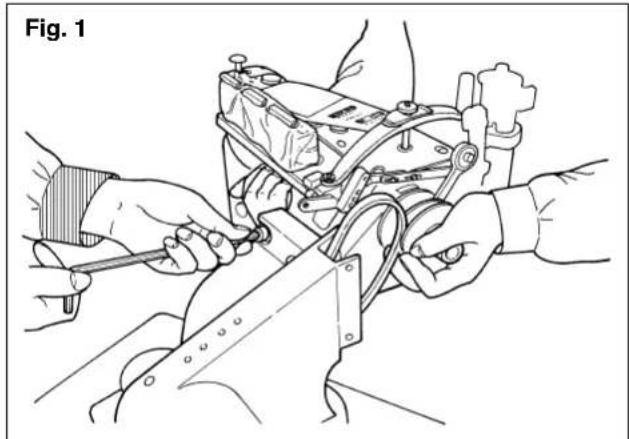
El trabajo de instalación/retiro del cabezal de la máquina conlleva el riesgo de caída del cabezal de la máquina.
Por lo tanto, asegúrese de utilizar el elevador exclusivo o ejecute el trabajo con dos personas o más, y no suelte sus manos hasta que el tornillo de fi jación del cabezal esté apretado fi rmemente.
Además, al apretar el tornillo de fi jación, ajuste la posición del cabezal de la máquina lateralmente de modo que la correa-V quede recta.
Si la correa-V queda curvada, su abrasión tendrá un ritmo más acelerado.
2. Instalación de la cubierta de la correa (Solamente para la máquina de coser equipada con motor de embrague)
Cuando su máquina de coser emplea el motor de embrague, en primer lugar, es necesario montar sobre el motor la cubierta de la correa que se suministra con la unidad, para asegurar la seguridad. La cubierta de correa que se suministra está destinada a ser usada con la base de montaje exclusiva de JUKI disponible por separado. Si se usa una base de montaje diferente, deberá instalarse la cubierta de correa específi ca para tal base de montaje. En caso de que su base de montaje no viene provista con la cubierta de correa exclusiva como accesorio, póngase en contacto con su distribuidor o fabricante de la base de montaje para obtener una cubierta de correa específi ca para su base de montaje.
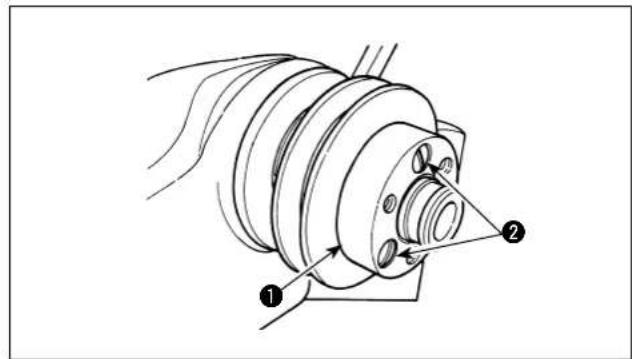
1) Instale el espaciador ① con los tres tornillos de fi jación ②.
2) Coloque la correza en la cubierta 3 de la correa.
3) Haga pasar la cubierta ③ de la correa a través de la polea de la máquina de coser. Coloque la correa-V ④ en la polea. Véase "II -5. Instalación del volante manual" para mayor información acerca del volante manual.
4) Coloque la correza yobre la polea 5 del motor de embrague.
5) Ajuste la posición lateral de la cubierta ③ de la correa, usando como guía la parte saliente, de 3 a 5 mm, del espaciador ①. Ajuste la posición longitudinal de la cubierta de modo que la separación entre el borde del espaciador ① y la cubierta ③ de la correa sea uniforme en los lados derecho e izquierdo (A). Una vez que la cubierta de la correa se encuentra posicionada correctamente, fijela a la mesa apretando las cuatro arandelas y cuatro tornillos de rosca para madera en el agujero C de la cubierta de la correa.
6) Coloque el tapón en la sección B. Este agujero se utiliza como agujero de lubricación del cjto. de biela (40068581).
3. Relación entre la polea del motor y la correa (Solamente para la máquina de coser equipada con motor de embrague)
1) Use un motor de embrague cuya potencia de salida sea de 400 W o mayor. Use la correa-V tipo M.
2) La relación entre la polea del motor, la longitud de la correa y el número de revoluciones de la máquina de coser es tal como se indica en la siguiente tabla.
| Diámetro exterior de la polea del moto | No. de pieza JUKI de la polea del motor | Número de revoluciones (sti/min) | Longitud de la correa (pulgada) | No. de pieza JUKI de la correa-V | |
| 50Hz 60Hz | 50" MTJVM005000 | ||||
| 110 mm MTKP0105000 | 4420 | ||||
| 105 mm MTKP0100000 | 4210 | ||||
| 100 mm MTKP0095000 | 4000 | ||||
| 95 mm MTKP0090000 | 3790 | ||||
| 90 mm MTKP0085000 | 3580 4320 | 49" MTJVM004900 | |||
| 85 mm MTKP0080000 | 3370 4070 | ||||
| 80 mm MTKP0075000 | 3160 3810 | ||||
| 75 mm MTKP0070000 | 2950 3560 | ||||
| 70 mm MTKP0065000 | 2740 3300 | ||||
* El diámetro efectivo de la polea del motor se obtiene restando 5 mm del diámetro exterior.
* La dirección de rotación del motor es en el sentido opuesto a las manecillas del reloj visto desde el lado de la polea. Tenga cuidado para no permitir que el motor gire en dirección inversa.
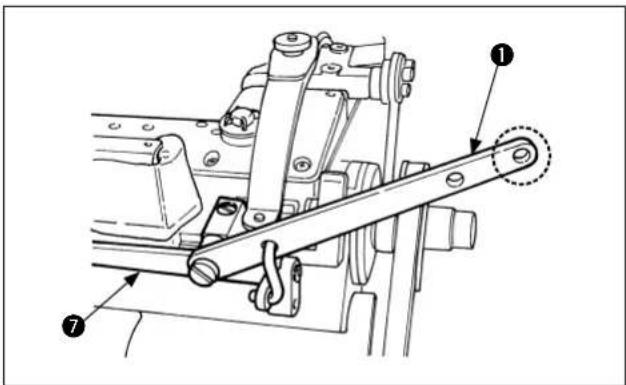
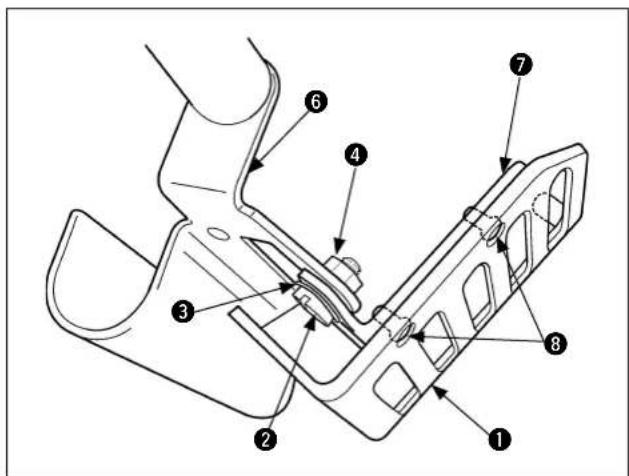
4. Instalación de la palanca elevadora del prensatelas
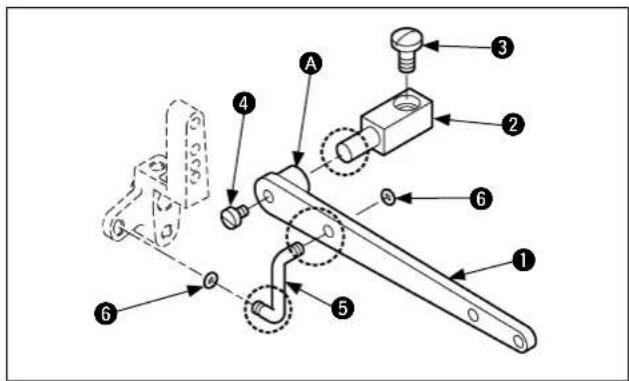
En primer lugar, inserte la sección protuberante A de la palanca elevadora ① del prensatelas en la ménsula ②. En este estado, fi je la palanca elevadora del prensatelas sobre la base de tensión ⑦ del hilo utilizando el tornillo de fi jación ③.
A continuación, haga pasar el eslabón de unión ⑤ tal como se muestra en la fi gura de la izquierda e inserte los anillos de goma ⑥ en ambos extremos del eslabón. Finalmente, fijela con el tornillo de fi jación ④.
suministrada con la unidad, a las partes encerradas en el círculo (cuatro lugares) cuando menos una vez cada tres meses.
5. Instalación de la cuchilla cortahilos

PRECAUCIÓN :
- Apague ("OFF") la máquina de coser antes de empezar el trabajo para evitar accidentes que pueden ocurrir por el arranque brusco de la máquina de coser.
- No toque la sección de la cuchilla con sus dedos o manos para evitar accidentes fatales.
- Las tareas de ajuste las deberán ejecutar ingenieros de mantenimiento con experiencia en este tipo de máquinas, para garantizar seguridad y evitar accidentes causados por ajustes hecho por inexpertos.
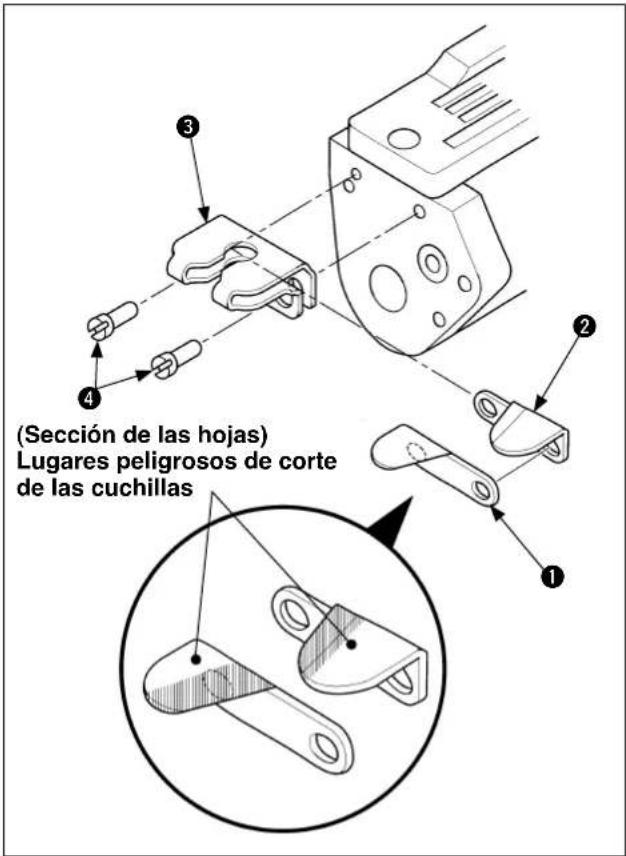
Coloque la cuchilla cortahilos ① sobre la cuchilla cortahilos ②, luego insértelas en la cubierta ③ de las cuchillas e instálelas con los dos tornillos ④, tal como se muestra en la fi gura.
Al instalar las cuchillas, realice el trabajo Precaución teniendo cuidado para no cortarse los dedos.
6. Instalación de la cubierta del jalador de tela
- Instale la cubierta ② del jalador de tela de transporte superior con los dos tornillos de fi jación① que se suministran con la máquina como accesorios.
- El par de apriete de los tornillos es de 2,5 a 3 N·m.
Ejecute el posicionamiento de la cubierta

girando la máquina de coser manualmente, de modo que la cubierta no entre en contacto con la máquina de coser.
7. Instalación del volante
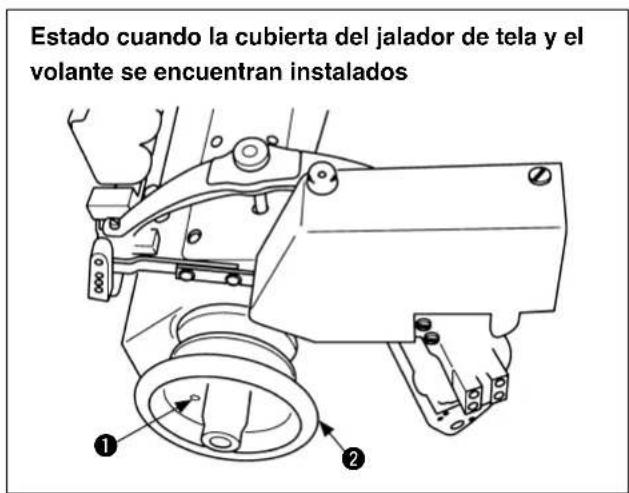
- Instale el volante ② con los tres tornillos de fi jación ① que se suministran con la máquina como accesorios. (No es necesario cuando se instala MT03.)
- El par de apriete de los tornillos es de 2,5 a 3 N·m.
8. Instalación del soporte de hilos
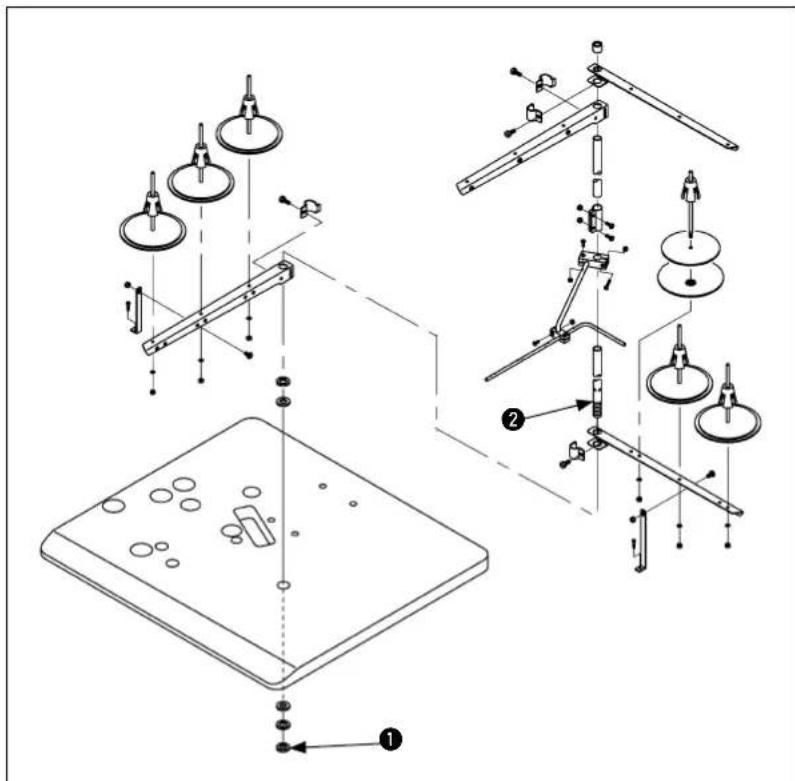
1) Ensamble el soporte de hilos tal como se muestra en la fi gura e instálelo en el agujero de la mesa.
2) Apriete las tuercas ① hasta que el
soporte de hilos quede inmovilizado.
3) Cuando utilice la corriente eléctrica suministrada por la línea eléctrica aérea, haga pasar el cable eléctrico a través del soporte de hilos ②.
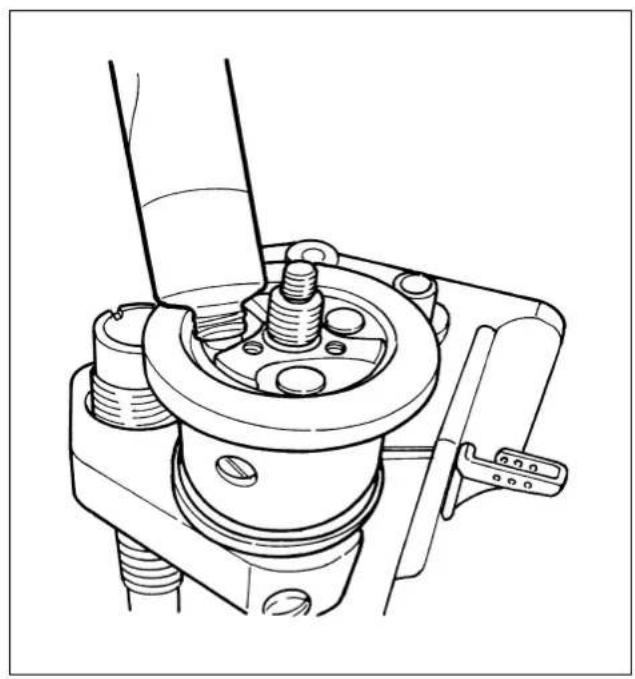
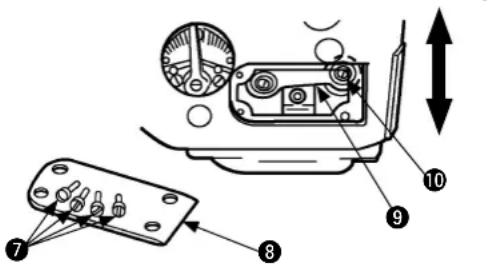
9. Procedimiento de instalación del protector contra aceite de la palanca tomahilos
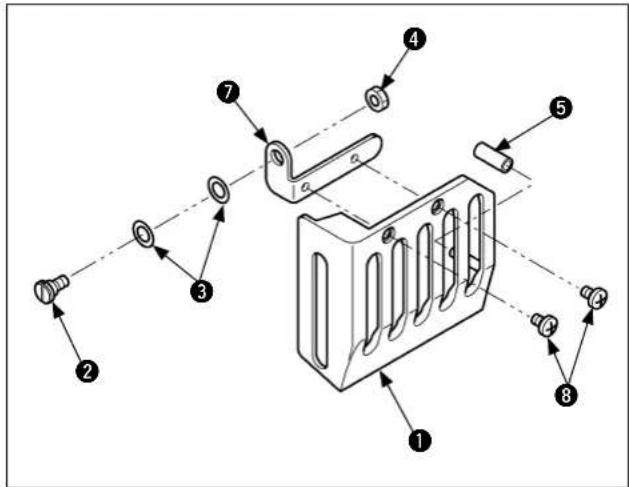
Los accesorios para el protector contra aceite de la palanca tomahilos son como se muestran en la fi gura de la izquierda.
Sáquelos de la caja de accesorios.
① Protector contra aceite de la palanca tomahilos
② Tornillo de bisagra
③ Arandela ondulada
4 Tuerca hexagonal
⑤ Manguera de tubo
⑦ Base del protector contra aceite de la palanca tomahilos
⑧ Tornillos para el protector contra aceite de la palanca tomahilos
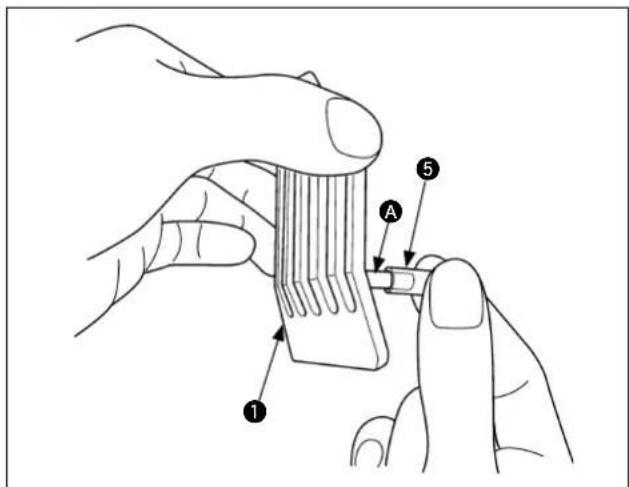
En primer lugar, inserte la manguera tubular 5 en la protuberancia A del protector contra aceite 1 de la palanca tomahilos hasta que no pueda avanzar más.
Tenga cuidado para no forzar la manguera de tubo dado que puede romperse.
A continuación, instale dicho protector contra aceite ① de la palanca tomahilos sobre la cubierta ⑥ del impulsor del jalador en el lado del cabezal de la máquina, tal como se ilustra en la fi gura de la izquierda.
Primero, fi je la base⑦ del protector contra aceite ① de la palanca tomahilos con el tornillo de bisagra ② y la arandela ondulada ③. Luego, fi je el protector contra aceite
① de la palanca tomahilos sobre la base ⑦ del mismo con los tornillos ⑧.
En este punto, compruebe para asegurarse de que el protector contra aceite ① de la palanca tomahilos pueda abrirse/cerrarse suavemente.
Finalmente, fi je la tuerca hexagonal ^4 para evitar que se afl oje el tornillo de bisagra.
El par de apriete estándar es de 0,5 a 1,0 N·m.
III. PREPARATIVOS Y OPERACIÓN
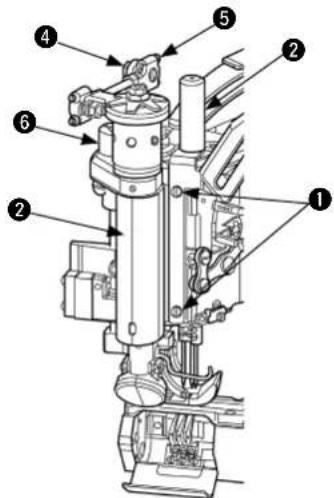
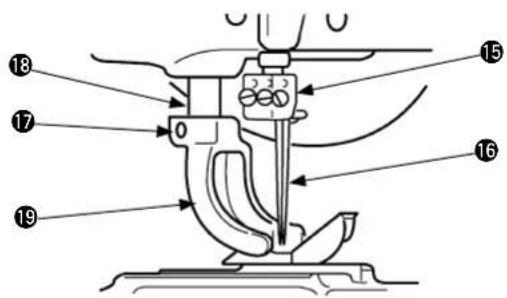
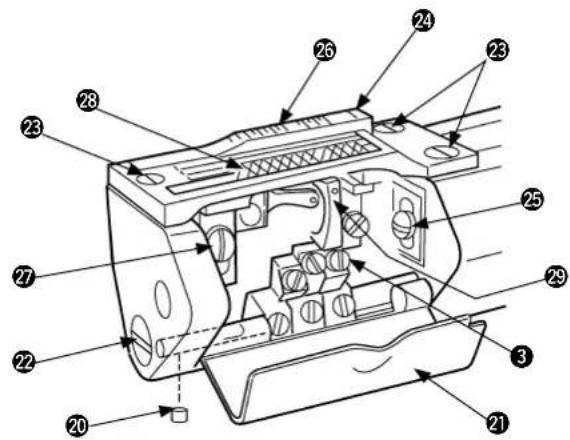
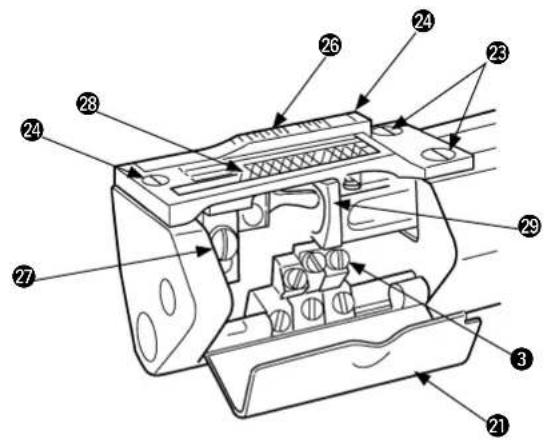
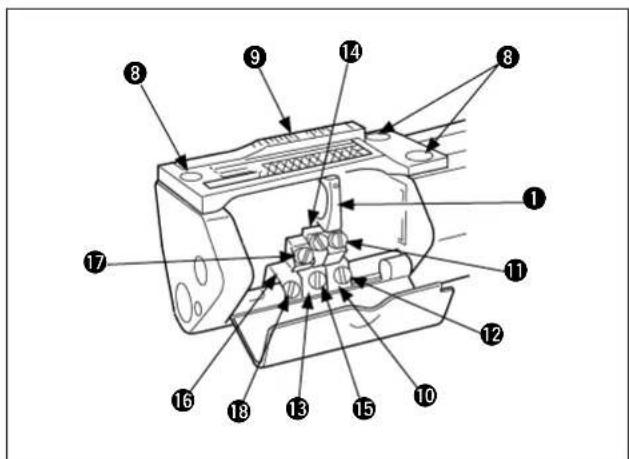
1. Nombres de elementos del cabezal de la máquina
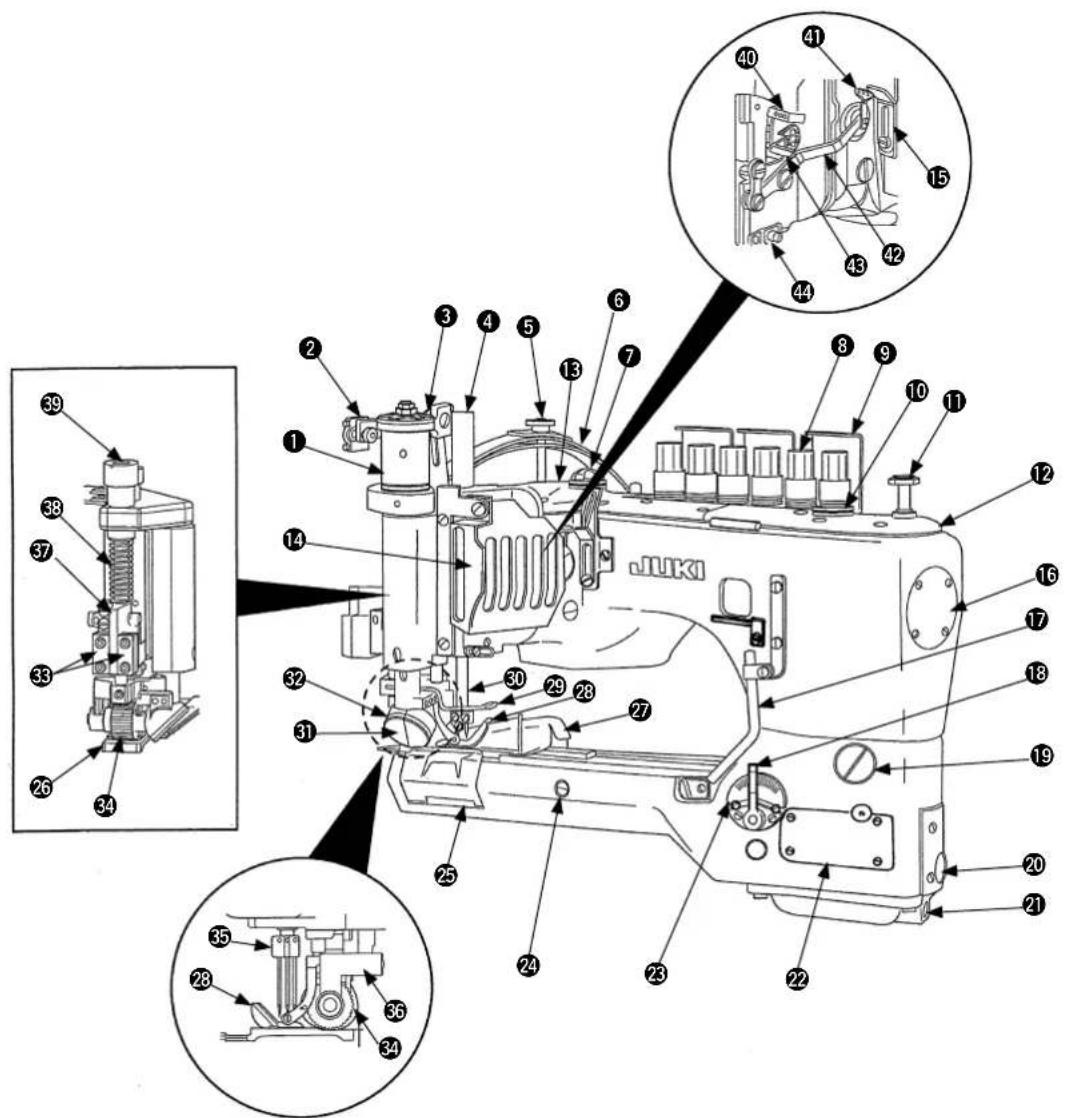
4 Cubierta de barra de agujas y rodillo
⑤ Tuerca reguladora de presión
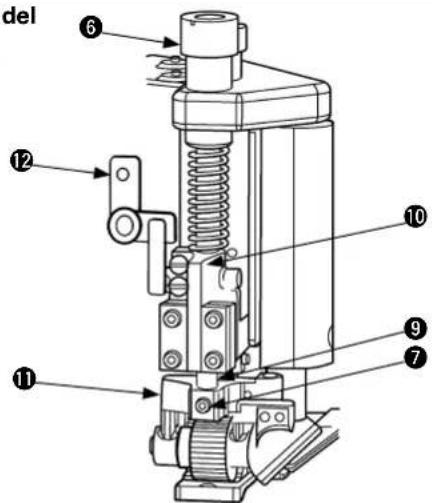
6 Conjunto de resorte de la placa reguladora de presión
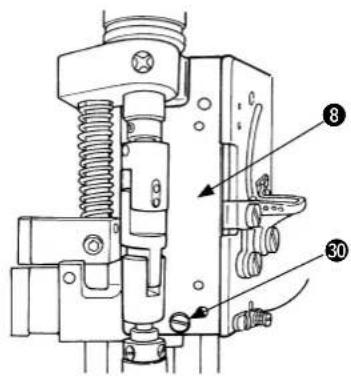
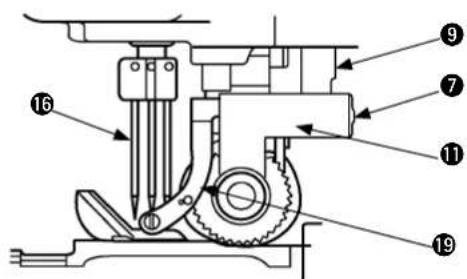
7 Mirilla de inspección de circulación de aceite (trasera)
8 Perilla de tensión de hilo
9 Guíahilos
⑩ Mirilla de inspección de circulación de aceite (frontal)
11 Botón pulsador del enlazador
⑫ Cubierta superior frontal
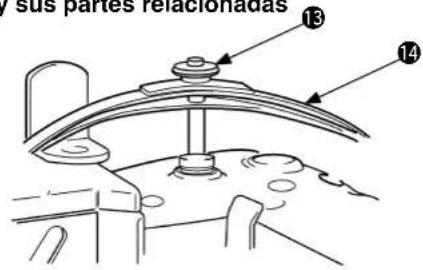
⑬ Cubierta superior trasera
14 Protector contra aceite de la palanca tomahilos
15 Vía de ajuste de hilos de agujas
16 Cubierta de extremo
⑰ Tubo de guíahilos del enlazador
18 Palanca de ajuste de transporte diferencial
19 Tornillo de mirilla para ajuste de longitud de puntada y tapón de lubricación
20 Manómetro del aceite (frontal)
21 Tornillo de descarga de aceite (frontal)
22 Cubierta lado cilindro
23 Placa de calibración
24 Pasador excéntrico de palanca de transporte oscilante
25 Cubierta del enlazador
26 Placa de agujas
27 Plegador de dobladillo ondulado
28 Prensatelas
29 Guardaagujas
30 Barra de agujas
31 Cubierta de engranaje (frontal)
32 Cubierta de engranaje (trasera)
33 Bastidor de rodillo de transporte superior
34 Rodillo de transporte superior
35 Portaagujas
36 Placas de guía derecha e iz- quierda
37 Placa guía de barra de rodillo
38 Resorte regulador de presión del rodillo
39 Tornillo regulador de presión del rodillo
40 Palanca de hilos de agujas-guíahilos
41 Guíahilos de la palanca tomahilos oscilante
42 Palanca tomahilos oscilante de hilos de agujas
43 Placa de ajuste del soporte del hilo de la aguja
44 Prensadora de hilos de agujas
2. Lubricación

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
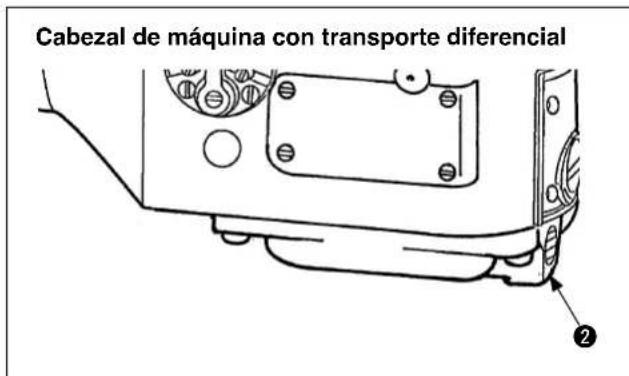
Cabezal de máquina con transporte diferencial
(2) Punto de drenaje de aceite
(3) Lubricación con aceite y puntos de comprobación cuando la máquina de coser no ha sido utilizada durante un período de tiempo relativamente prolongado
(1) Lubricación con aceite y puntos de comprobación
(2) Punto de drenaje de aceite
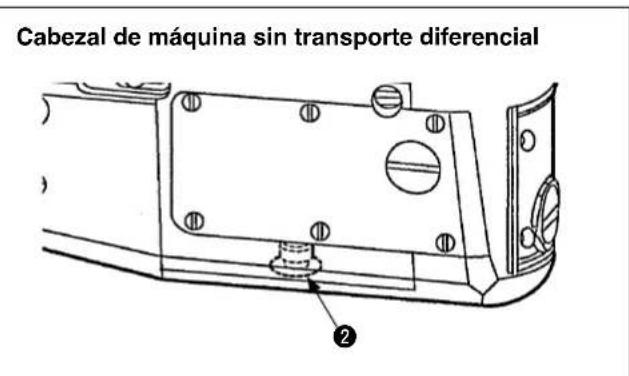
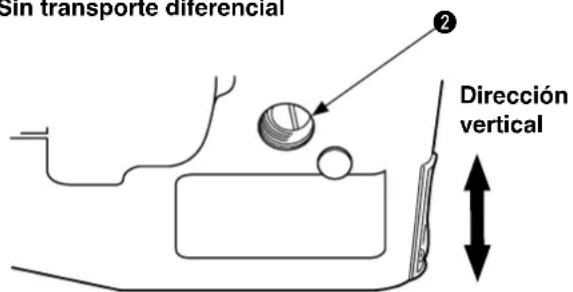
Cabezal de máquina sin transporte diferencial
(1) Lubricación con aceite y puntos de comprobación
(2) Punto de drenaje de aceite
(1) Lubricación con aceite y puntos de comprobación
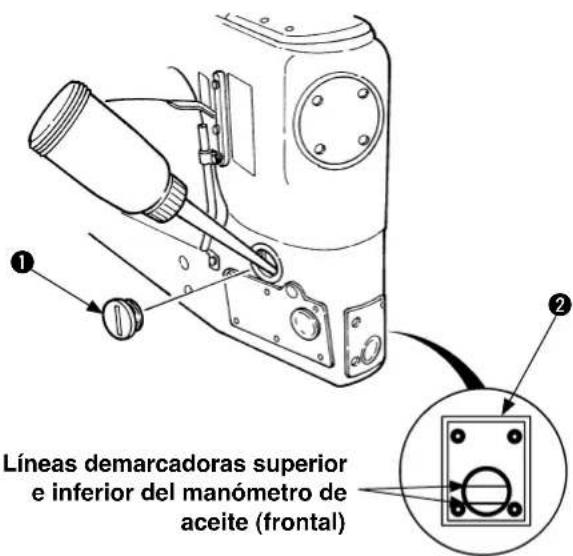
El sistema de lubricación de la sección del cabezal de la máquina de coser es de tipo autolubricación con bomba giratoria.
Retire el tapón ① del orifi cio de lubricación y llene el aceite a través del orifi cio de lubricación hasta que alcance la línea demarcadora superior del manómetro de aceite (parte frontal) ②. Cuando se empieza a llenar el aceite, éste es primero alimentado a la parte posterior del cabezal de la máquina. Por lo tanto, el nivel de aceite observado en el manómetro de aceite parece que disminuye gradualmente. Después de hacer funcionar la máquina por varias horas, la cantidad de aceite se torna estable. En este momento, vuelva a comprobar el nivel del aceite y agregue aceite hasta que éste alcance la altura intermedia entre las líneas demarcadoras superior e inferior del manómetro de aceite.

el aceite JUKI MACHINE OIL
18 (Pieza No.: MML018900CA) que se suministra con la máquina.
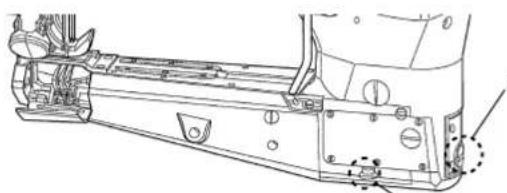
(2) Punto de drenaje de aceite
Para reemplazar el lubricante, retire los tornillos ② y ①. (frontal y trasero) del drenaje de aceite. Al término del drenaje del aceite, apriete los tornillos ② y ① (frontal y trasero) del drenaje de aceite.
(3) Lubricación con aceite y puntos de comprobación cuando la máquina de coser no ha sido utilizada durante un período de tiempo relativamente prolongado
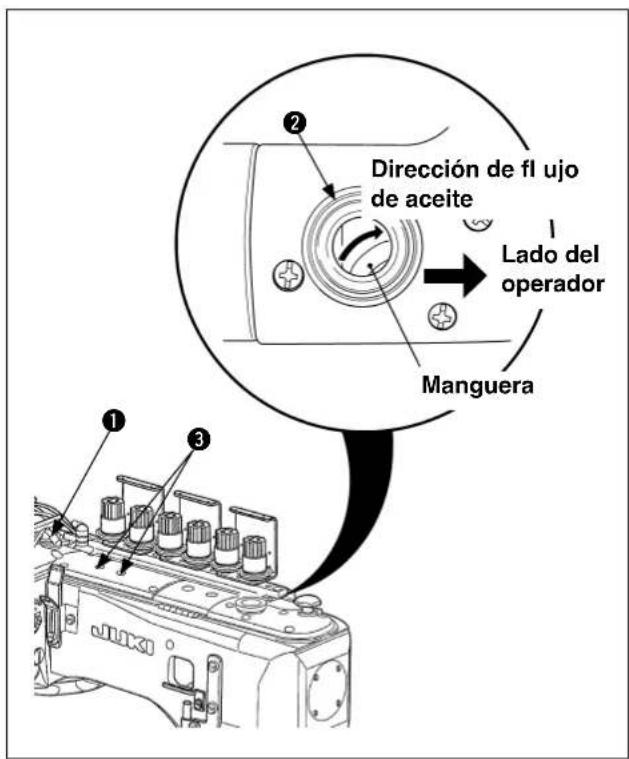
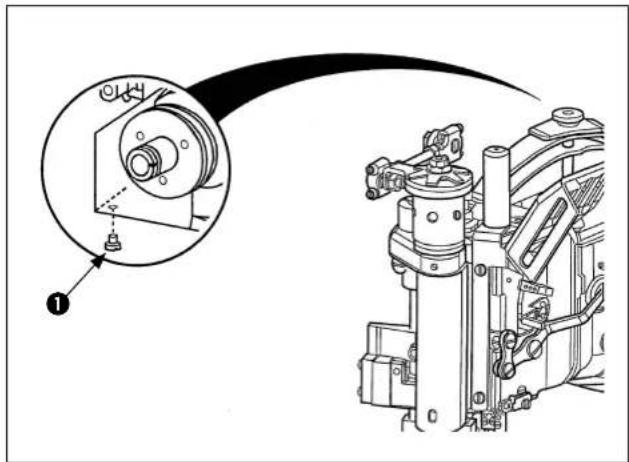
Cuando la máquina de coser no se haya utilizado durante un período relativamente largo o se haya efectuado alguna operación en los componentes relacionados con la circulación de aceite durante el mantenimiento o inspección, puede darse el caso de que se haya perdido la función de circulación de aceite. Esto ocurre debido a la entrada de are en la ruta de circulación.
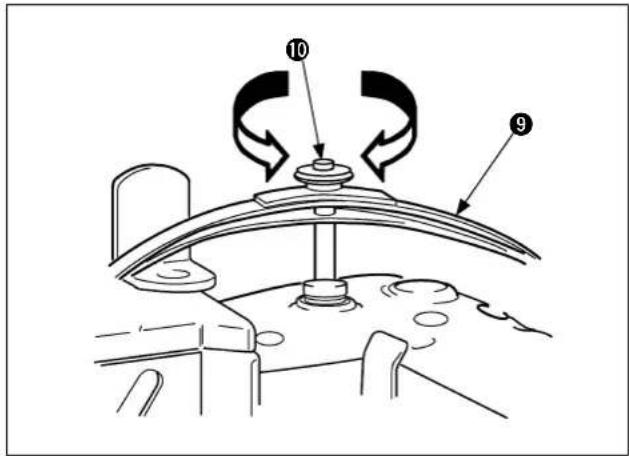
En este caso, el estado puede comprobarse a través de las mirillas de comprobación ① y ② de circulación de aceite.
En caso de que la circulación del aceite no pueda verifi carse, retire los dos tornillos de bomba③, aplique unas gotas de aceite hasta que la superfi cie del aceite pueda verifi carse ahí.
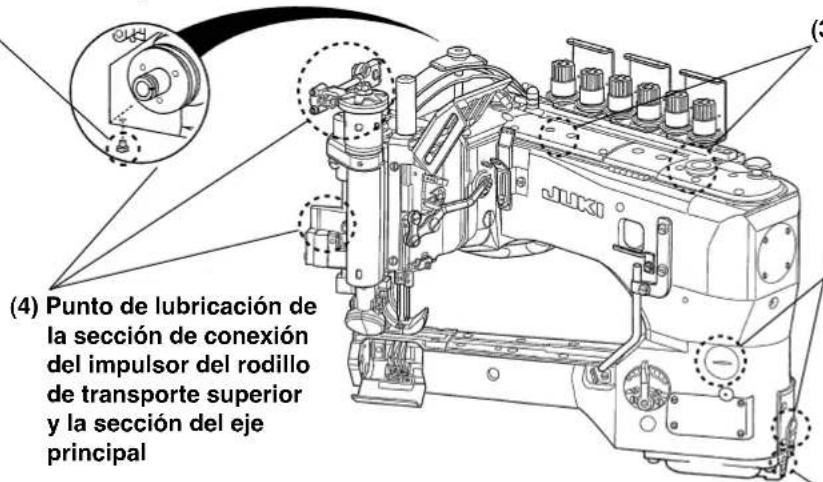
(4) Punto de lubricación de la sección de conexión del impulsor del rodillo de transporte superior y la sección del eje principal
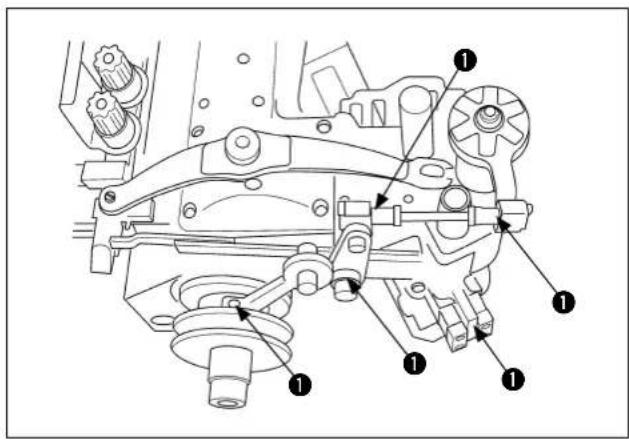
Aplique una o dos gotas de aceite una vez a la semana en cinco puntos ① de la sección de conexión del impulsor del rodillo de transporte y a la sección del eje principal una vez a la semana.
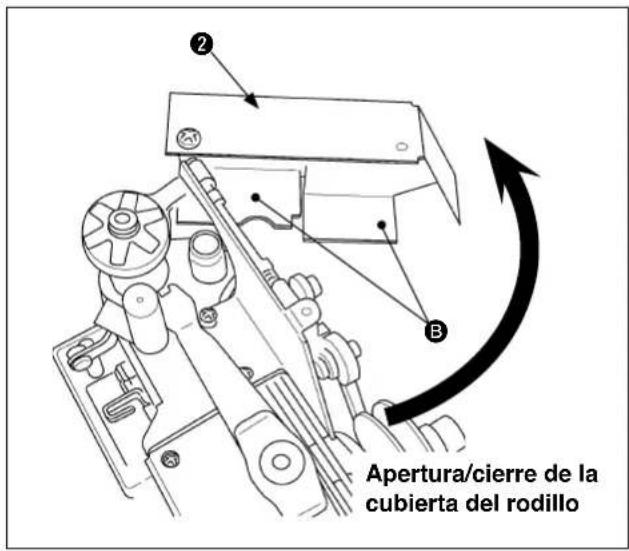
Cuando aplique aceite a la sección de conexión del impulsor del rodillo de transporte superior, ejecute el aceitado abriendo y cerrando la cubierta ② del rodillo.
Además, cuando hay aceite adherido a las secciones de recepción de aceite B de la cubierta ② del rodillo, límpielo.
Efectúe el aceitado de la sección del eje principal retirando el tapón de goma de la cubierta de la correa cuando utilice MT03.
Retire el tornillo de mariposa blanco al abrir y cerrar la cubierta del rodillo.
(5) Puntos de aplicación de grasa
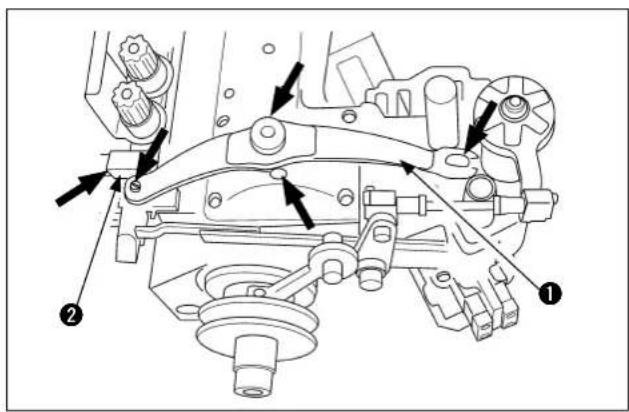
Aplique la grasa que se suministra con la máquina como accesorio cada tres meses, como estándar, a las respectivas secciones de deslizamiento del resorte ① del prensatelas y la ménsula de elevación ② del prensatelas.
Retire la cubierta del rodillo y aplique

la grasa (Pieza No.: 40013640), que se suministra con la unidad, a la parte de unión A entre el eje principal y el eje impulsor del gancho.
3. Comprobación de la dirección de rotación
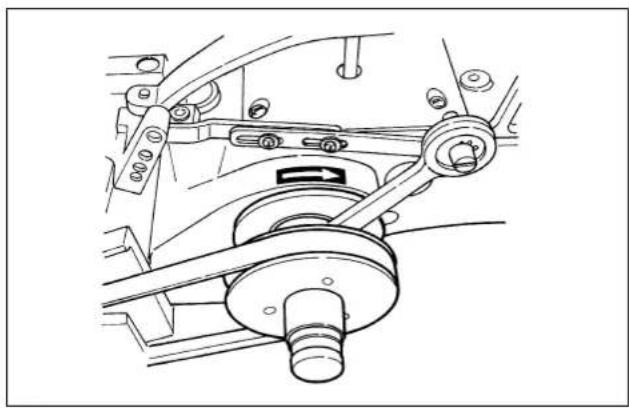
La dirección de rotación de la máquina de coser es igual que la de las manecillas del reloj vista desde el lado del volante.
Es en el sentido inverso a las manecillas del reloj vista desde la posición de trabajo del operador.
4. Instalación de agujas
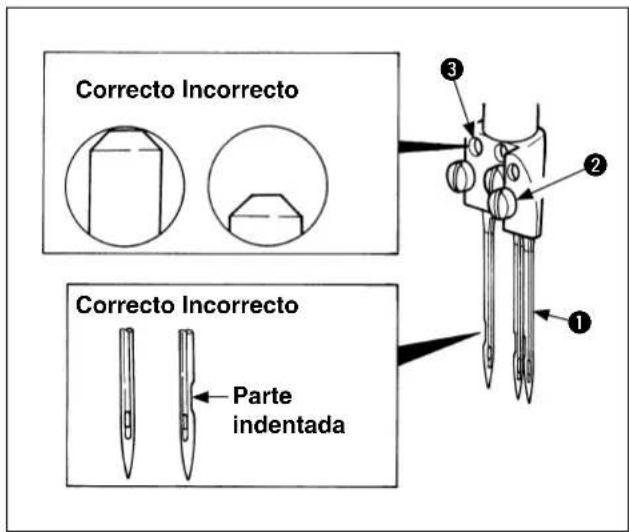
1) Afloje con un destornillador el tornillo de fijación ② de la aguja ①.
2) Inserte la aguja nueva hasta que se eleve hacia atrás del agujero del portaagujas ③ de modo que la parte indentada de la aguja de cara hacia atrás, vista desde el lado del operador.
3) Apriete el tornillo de fi jación ② de la aguja.
5. Cómo realizar el enhebrado
(1) Con transporte diferencial (MS-3580SF/1SN)

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
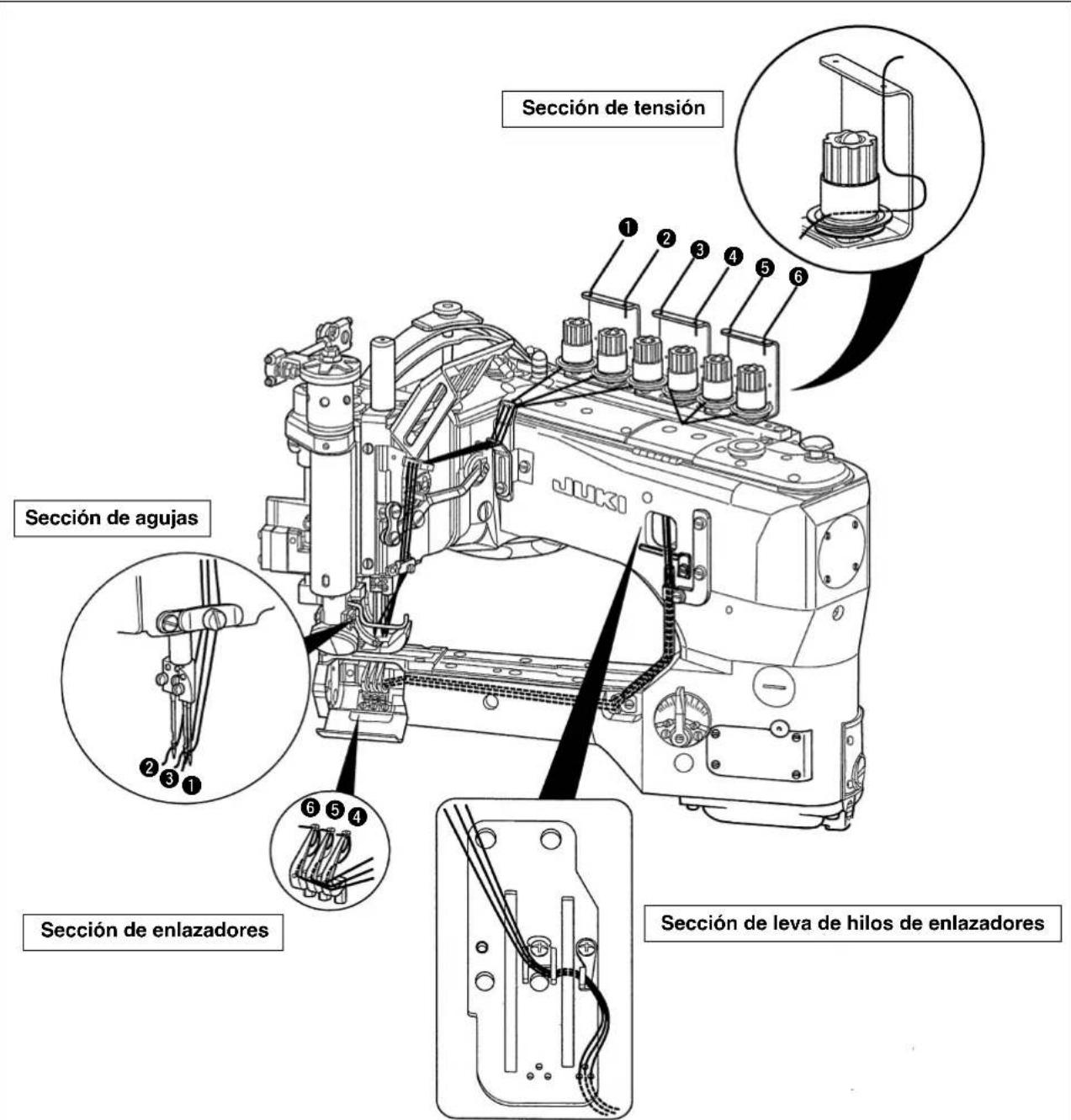
1) Diagrama de enhebrado para la máquina con transporte diferencial
Hilo de agujas : ① para el hilo de la aguja izquierda, ② para el hilo de la aguja media, ③ para el hilo de la aguja derecha.
Enlazador ④ para el enlazador frontal, ⑤ para el enlazador medio, ⑥ para el enlazador trasero.
Realice el enhebrado de acuerdo con el diagrama de enhebrado.
(2) Sin transporte diferencial (MS-3580SF/0SN)

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
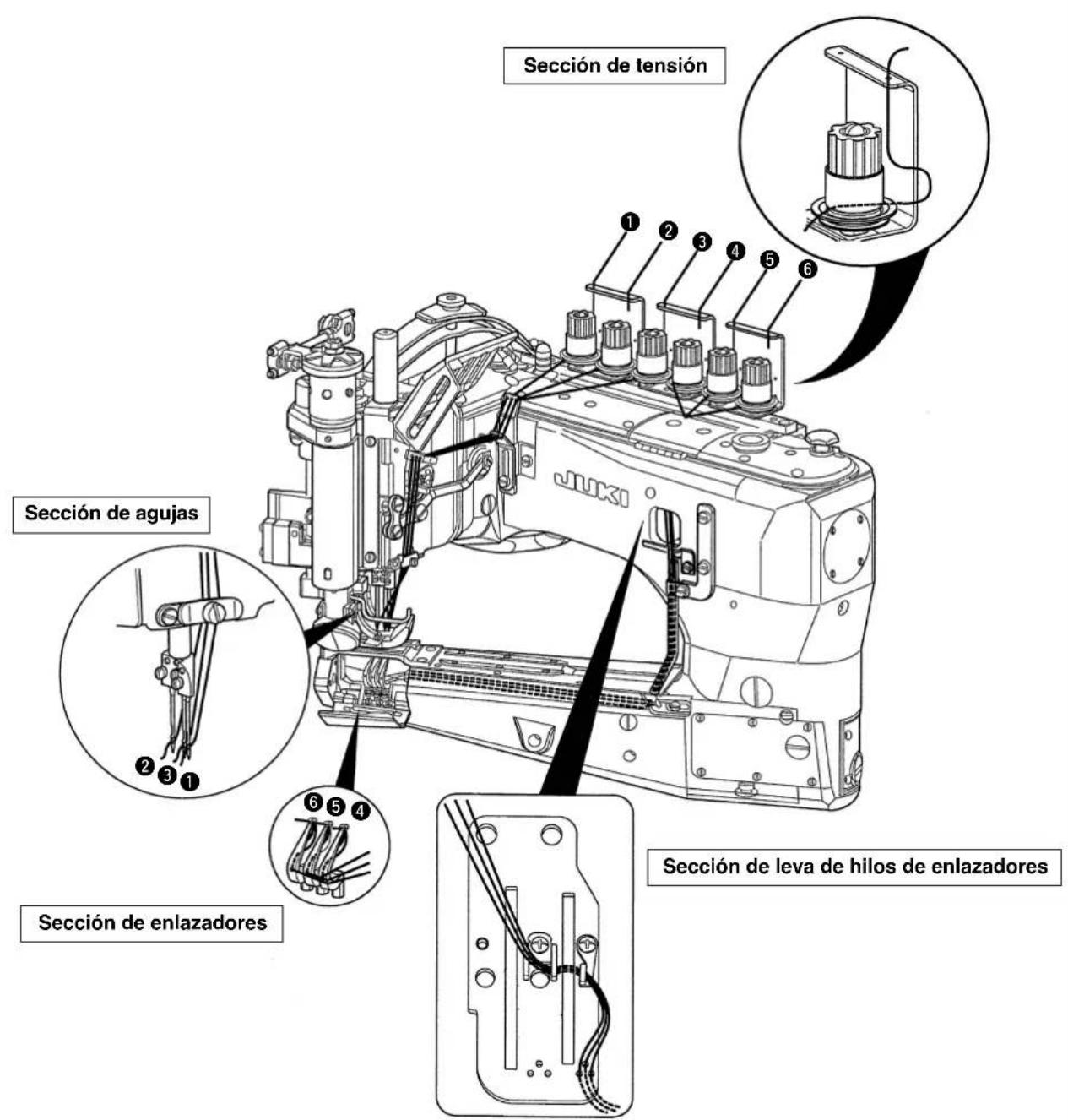
1) Diagrama de enhebrado para la máquina sin transporte diferencial
Hilo de agujas : ① para el hilo de la aguja izquierda, ② para el hilo de la aguja media, ③ para el hilo de la aguja derecha.
Enlazador ④ para el enlazador frontal, ⑤ para el enlazador medio, ⑥ para el enlazador trasero.
Realice el enhebrado de acuerdo con el diagrama de enhebrado.
(3) Enlazador

ADVERTENCIA : Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
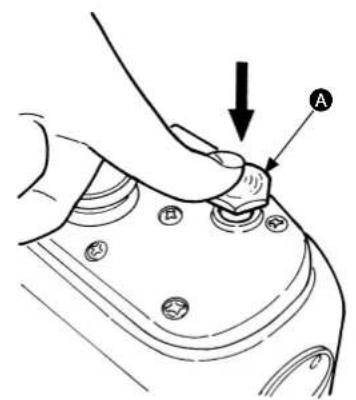
1) Al realizar el enhebrado de los hilos de los enlazadores, presione la perilla Ⓐ ubicada cerca del punto muerto inferior de la barra de agujas, y los enlazadores se inclinarán hacia adelante para facilitar el enhebrado.
Por consiguiente, realice el enhebrado con los enlazadores inclinados hacia adelante.
Estado antes de la inclinación de los enlazadores
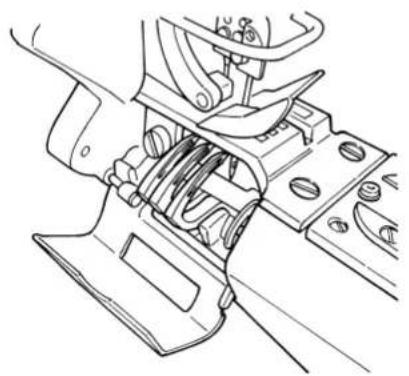
Estado con los enlazadores inclinados

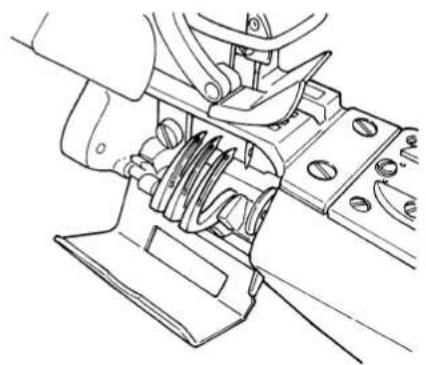
2) Tras el enhebrado, presione los enlazadores en para que regresen a su posición inicial, tal como se muestra en la fi gura.

e girar la máquina de coser, asegúrese de retornar los enlazadores a su posición inicial; de lo contrario, los enlazadores pueden entrar en contacto con la cubierta o los dedos pueden quedar atrapados en ellos.
6. Ajuste del prensatelas

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Ajuste de la magnitud de elevación del prensatelas
La magnitud estándar de elevación es de 6,5mm para la clase estándar del prensatelas ①.
(Máxima magnitud de elevación : 9 mm.)
En su posición estándar, el prensatelas ① empieza a elevarse 3,2mm más rápido sobre la cara superior de la placa de agujas ② que el rodillo de transporte superior.
(2) Ajuste de la presión de la barra prensadora
El prensatelas ① debe aplicar una presión adecuada al material durante su cosido.
Gire la tuerca de ajuste de presión 10 en el sentido de las manecillas del reloj o en el sentido opuesto a las manecillas del reloj para ajustar la presión.
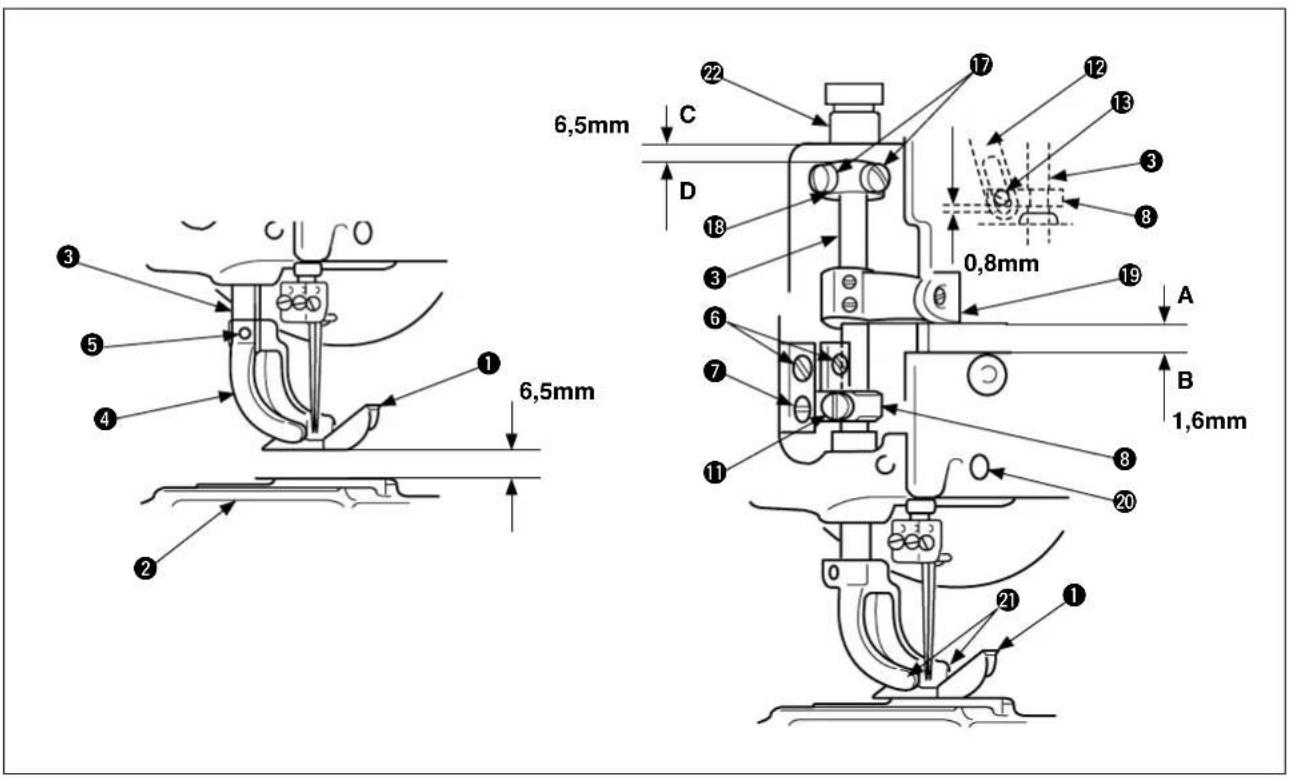
(3) Instalación y ajuste de la presión del prensatelas y yugo del prensatelas
1) Eleve el eje ③ del prensatelas, instale el yugo ④ del prensatelas sobre el eje ③ del prensatelas, y apriete el tornillo de fi jación ⑤.
2) Confi rme que el eje ③ del prensatelas se mueve suavemente hacia arriba y abajo, libre de traqueteos a la derecha o izquierda.
Si hay traqueteo a la derecha o izquierda, afl oje los cuatro tornillos de fi jación ⑥ para colocar la guía ⑧ del eje del prensatelas, para eliminar el traqueteo a la derecha e izquierda mediante la placa-guía de soporte de derecha/izquierda ⑦. Haga el ajuste permitiendo que el eje del prensatelas se mueva ligeramente hacia arriba y abajo.
Luego, apriete el tornillo de fi jación ⑥.
3) Instale el conjunto de muelles de láminas de ajuste de presión ⑨, y gire la tuerca de ajuste de presión ⑩ hasta que la presión del prensatelas ⑪ quede debidamente ajustada.
- Cuando la tuerca de ajuste de presión ⑩ se gira en el sentido de las manecillas del reloj, aumenta la presión.
- Cuando la tuerca de ajuste de presión ⑩ se gira en el sentido opuesto a las manecillas del reloj, disminuye la presión.
4) Para que el prensatelas ① se eleve 3,2mm más rápido que el rodillo de transporte superior, afloje el tornillo de fi jación⑪ de la guía ⑧ del eje del prensatelas y mueva la guía ⑧ del eje del prensatelas hacia arriba o abajo hasta obtener una separación de 0,8mm entre la cara del agujero inferior del eslabón ⑫ de la palanca y la cara inferior del tornillo de fi jación⑬ del soporte colgante del eslabón de la palanca. (Punto muerto inferior de la barra de agujas.)

Al término de los ajustes arriba mencionados, deben fijarse las posiciones de conexión de la palanca
⑭ del elevador con el agujero de deslizamiento y la palanca ⑮ del elevador moviendo la palanca
14 del elevador con el agujero de deslizamiento hacia la derecha. Cuando se haya obtenido el posicionamiento apropiado, apriete el tornillo de fi jación.
5) Para obtener la magnitud estándar de 6,5mm de elevación del prensatelas ① ,afloje el tornillo de fijación ⑰ y mueva el collarín de parada ⑱ hacia arriba o abajo hasta obtener la separación de 6,5mm entre la cara inferior "C" de la posición de montaje del buje ⑲ de la guía del eje del prensatelas y la cara superior "D" del collarín de parda ⑳ . Luego, apriete el tornillo de fi jació n ⑰ .
-
Al mismo tiempo, compruebe la posición de montaje de la base de conexión 19 de la palanca tomahilos oscilante de hilos de agujas.
-
En el punto muerto inferior de la barra de agujas, debe haber una separación de 1,6mm entre la cara inferior A de la base de conexión ⑲ de la palanca tomahilos oscilante de hilos de agujas y la cara superior B de la sección de corte de la cubierta frontal ⑳.
-
Si la magnitud de elevación del prensatelas es excesiva, el prensatelas tocará el portaagujas, lo que causará roturas de agujas o saltos de puntadas.
-
Si la presión del prensatelas es insuficiente o excesiva, la tela de cosido avanzará irregularmente.
(4) Retiro e instalación del prensatelas solamente
Para reemplazar el prensatelas ① solamente, afloje los tornillos de fijación derecho e izquierdo ② y cambie el prensatelas ①.
Luego, apriete los tornillos de fi jación derecho e izquierdo ^21 .
7. Ajuste de mecanismos de transporte

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Ajuste de la longitud de puntada (estándar : 8 puntadas/pulgada)
Con transporte diferencial
La longitud de puntada puede ajustarse dentro de la gama de 2,1 a 3,6 mm. El ajuste estándar es de 3,2 mm.
Para el ajuste de la longitud de puntada, afl oje el tornillo de fi jación ^2 de la palanca y mueva la palanca hacia arriba o abajo hasta obtener la longitud requerida.
Si se ha modifi cado la longitud de
puntada, consulte “IV-7. Ajuste del guardaagujas trasero” y ejecute el reajuste apropiadamente.

a longitud de puntada dentro de la gama de 2,1 a 3,6 mm. No ajuste la longitud de puntada a 3,6 mm o más debido a que esto puede causar interferencia entre componentes.
Sin transporte diferencial
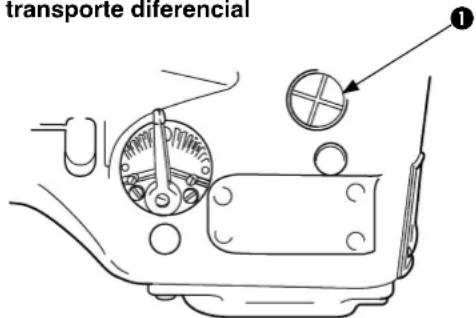
Cuando se retira el tornillo de mirilla de ajuste de longitud de puntada ①, puede verse el tornillo de fi jación ② de la palanca.
○ Afloje el tornillo de fijación ② de la palanca para mover la palanca hacia arriba y apriete el tornillo de fi jación ② ahí. Esta acción aumenta la longitud de puntadas.
○ Afloje el tornillo de fijación ② de la palanca para mover la palanca hacia abajo y apriete el tornillo de fi jación ② ahí. Esta acción disminuye la longitud de puntadas.
1. No hay graduación para el ajuste de la longitud de puntadas.
2. Cuando se haya modifi cado la longitud de puntadas

Si se ha modificado el movimiento de avance o retroceso del dentado de transporte principal, se modifica también la magnitud de contacto entre cada aguja y el sujetador de agujas trasero. Como esto puede causar saltos de puntadas, el sujetador de agujas trasero debe reajustarse.
(2) Ajuste de la magnitud de transporte diferencial
Dirección adelante-atrás
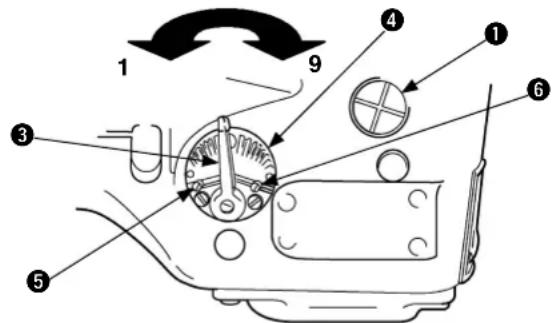
En caso de falta de alineación entre los materiales de lado derecho e izquierdo durante el cosido, haga el ajuste mediante la palanca de ajuste ③ de transporte diferencial de modo que los materiales se cosan debidamente alineados.
El cuadrante de escala ④ está marcado con números del 1 a 9. Cuando la palanca de ajuste ③ de transporte diferencial se ajusta a la marca 5, la relación de transporte diferencial entre la magnitud de transporte diferencial y la magnitud de transporte principal es de 1:1. Gire la palanca de ajuste hacia la marca 1 para disminuir la magnitud de transporte diferencial o hacia la marca 9 para aumentarla.

ovee la función diferencial al mecanismo sin transporte diferencial.
- En caso de que el transporte del material derecho sea más rápido que el de la izquierda
Gire la palanca de ajuste ③ de transporte diferencial hacia las marcas 1 a 4 para ajustar la falta de alineación entre los materiales derecho e izquierdo. - En caso de que el transporte del material derecho sea más lento que el de la izquierda
Gire la palanca de ajuste ③ de transporte diferencial hacia las marcas 6 a 9 para ajustar la falta de alineación entre los materiales derecho e izquierdo.
\* Para fijar la palanca de ajuste del transporte diferencial ③, use los dos tornillos de fi jación ⑤ y ⑥.
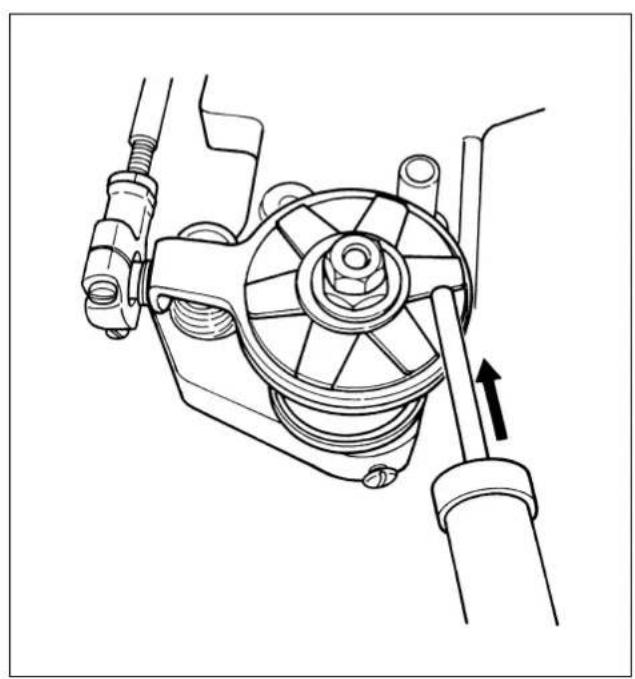
8. Ajuste de la magnitud de tracción del rodillo de transporte superior

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
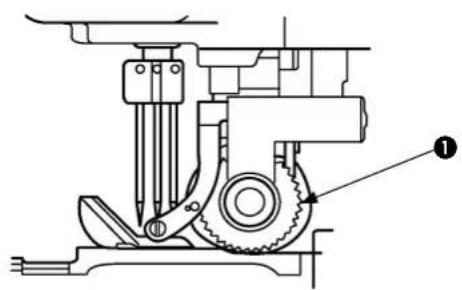
(1) Magnitud de tracción del rodillo de transporte superior
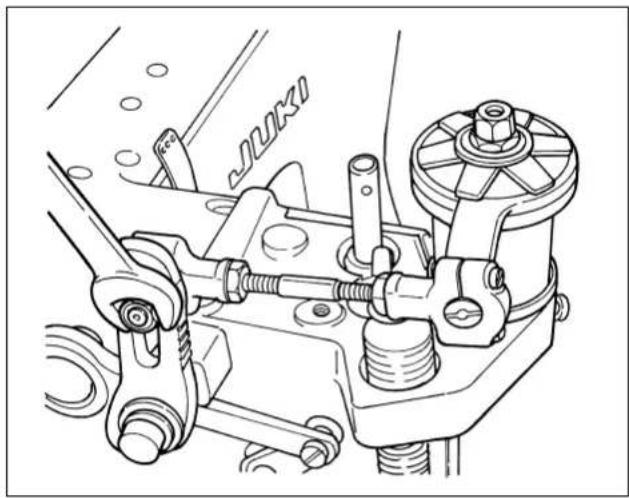
La magnitud estándar de la tracción del rodillo de transporte superior ① se establece considerando que debe causar una leve fuerza de tracción para la longitud de cosido (8 puntadas/pulgada) del dentado de transporte. La palanca de acoplamiento ② del embrague y el conjunto de embrague ③ están conectados. La magnitud de tracción para la tela/material de cosido puede modifi carse moviendo la biela ④ del embrague.
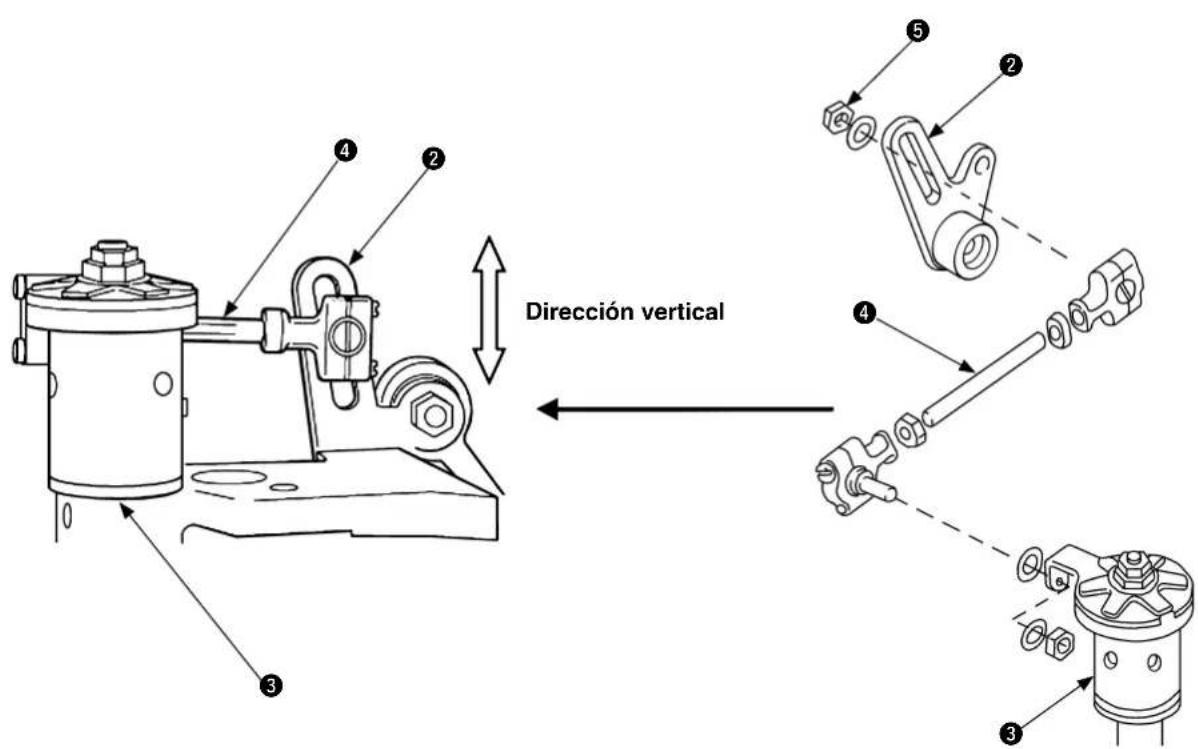
Afl oje la tuerca⑤, ajuste la biela ⑤ del embrague verticalmente, y apriete la tuerca ④ tras el ajuste.
- Cuando se eleva la posición de la biela ④ del embrague, aumenta la magnitud de tracción para el material/tela de cosido.
- Cuando se baja la posición de la biela ④ del embrague, disminuye la magnitud de tracción para el material/tela de cosido.
1. Si la magnitud de tracción del rodillo de transporte superior
① es demasiado grande
conjuntamente con la magnitud del transporte de cosido, aumenta el número de puntadas.

magnitud de tracción del rodillo de transporte superior
① es demasiado pequeña, ocurren
problemas de cosido causando errores de transporte. En particular, este problema ocurre alrededor de la sección articulada.
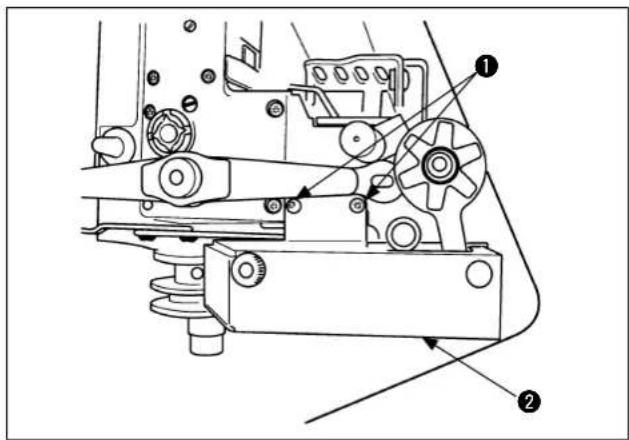
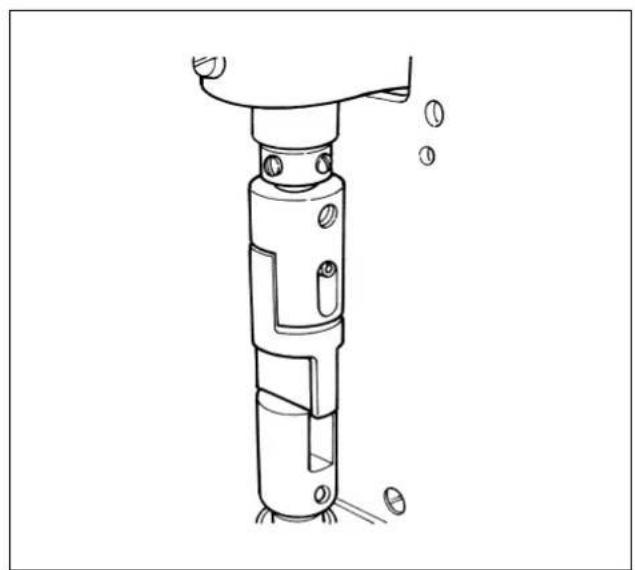
(2) Cómo rellenar grasa en el rodillo de transporte superior y ajustar el resorte del freno
Cuando la grasa en el interior del rodillo de transporte superior se ha reducido, la magnitud del transporte puede volverse irregular o puede generarse mucho ruido. En este caso, ejecute el siguiente procedimiento.
1) Retire el tornillo de fi jación ①. Retire la cubierta ② del jalador de tela.
2) Retire con una llave de tuercas la tuerca que fi ja la palanca del embrague.
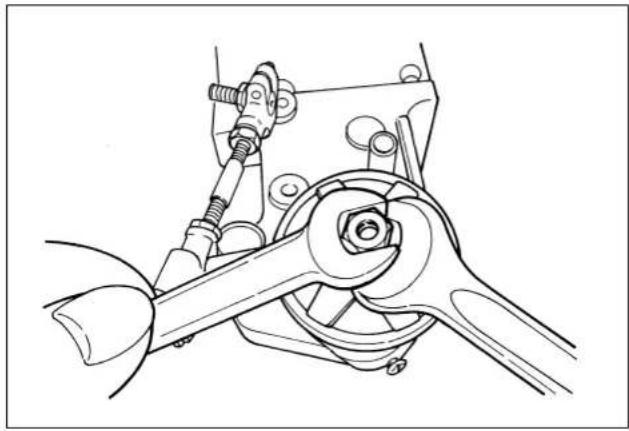
3) Afl oje las dos tuercas con dos llaves de tuercas, para retirar la arandela y el resorte del freno que se encuentran debajo de las tuercas.
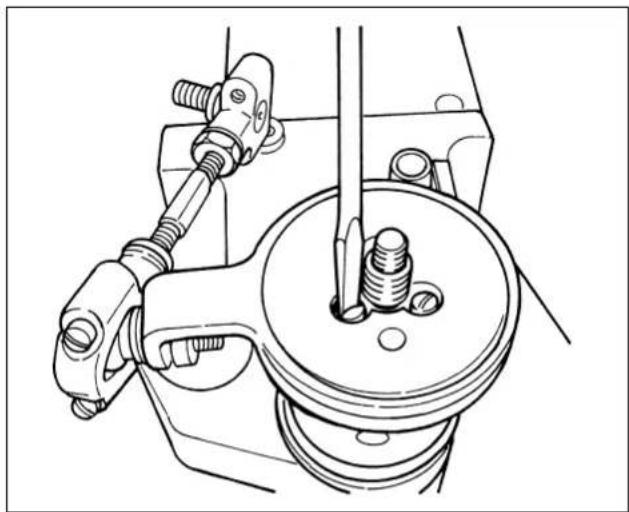
4) Retire los tres tornillos de fi jación para retirar la palanca de accionamiento del embrague.
5) Aplique la grasa (Pieza No.: 40013640), que se suministra con la unidad, a toda la periferia del rodillo del embrague.
El rodillo del embrague tiene dos capas, superior e inferior. Para propósitos de mantenimiento, solamente la capa superior debe rellenarse con grasa dado que la grasa fluirá gradualmente hacia la capa inferior.
6) Reensamble las piezas retiradas a su estado original. Finalmente, ajuste la presión del resorte del freno mediante el apriete adecuado de las dos tuercas.
Para el ajuste estándar, el rodillo de transporte superior gira cuando se presiona el balancín de resorte contra el rodillo, tal como se muestra en la fi gura de la izquierda, aplicándose una presión de 10N a 30N.
Si fuere necesario aumentar la efi ciencia del transporte de acuerdo con las condiciones del cosido, en este caso, aumente la presión.
7) Al rellenar la grasa en el rodillo de transporte superior, la grasa debe aplicarse a la parte deslizante del rodillo para mayor suavidad del conector del rodillo.
Si el rodillo de transporte superior pierde su suavidad, la resistencia rotacional que hace que toda la unidad del rodillo de transporte superior gire suavemente se desviará.
IV. AJUSTE ESTÁNDAR
1. Cómo retirar los componentes de calibre y el rodillo de transporte superior (Mecanismo con transporte diferencial y mecanismo sin transporte diferencial)

ADVERTENCIA : Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
Antes de realizar el ajuste estándar, retire los siguientes componentes de calibre: aguja 16, yugo 19 de prensatelas, placa de agujas 24, dentado de transporte diferencial 26 y dentado de transporte principal 28; los siguientes componentes de la cubierta: cubierta ② del rodillo de la barra de agujas y cubierta ② de enlazadores; y los siguientes componentes del bastidor ⑪ del rodillo de transporte superior: tornillo regulador de presión ⑥ del rodillo y el conjunto de resorte ⑭ de la placa reguladora de presión.
Lado izquierdo del cabezal de la máquina
Las direcciones hacia adelante, atrás,

derecha e izquierda durante el ajuste estándar se basan en la posición de trabajo del operador. Por consiguiente, la rotación de avance de la polea es en el sentido opuesto a las manecillas del reloj.
1) Afloje el tornillo de fijación ① y retire la barra de agujas y la cubierta ② del rodillo.
2) Afloje el tornillo de fijación 30 y retire simultáneamente la cubierta lateral 8 y la empaquetadura.
3) Afl oje la tuerca ^4 y retire la arandela y biela ^5 del embrague.
4) Retire el tornillo regulador de presión ⑥ del rodillo.
5) Afloje el tornillo de fijación ⑦ del eje del rodillo de transporte superior, eleve el eje ⑨ del rodillo de transporte superior y la placa guía ⑩ de la barra del rodillo, y retire el bastidor ⑪ del rodillo.
Cuando se eleva el eje
⑨ del rodillo de

transporte superior, el dedo de guía ⑩ interfi ere con el codo ⑫ de la palanca de elevación. Por lo tanto, retire el conjunto del rodillo de transporte superior ⑪ después de elevar ligeramente el codo ⑫ de la palanca de elevación.
Lado trasero del cabezal de la máquina
Lado derecho del cabezal de la máquina
Resorte de placa reguladora de presión y sus partes relacionadas
Lado izquierdo del cabezal de la máquina
Componentes de calibre
(Mecanismo con transporte diferencial)
Componentes de calibre
(Mecanismo sin transporte diferencial)
6) Afl oje la tuerca reguladora de presión ^13 y retire el conjunto de resorte ^14 de la placa reguladora de presión.
7) Afl oje cada uno de los tornillos ^15 que fi jan las agujas correspondientes y retire las tres agujas ^16 .
8) Afloje el tornillo de fijación ⑰ que fi ja el yugo del prensatelas y retire el yugo ⑲ del prensatelas después de levantar el eje ⑳ del prensatelas.
9) Afl oje el tornillo ^20 y retire el tornillo de fi jación ^21 que fi ja la cubierta.
El retiro del tornillo de fi jación permite retirar la cubierta 22 del enlazador y el espárrago del resorte.
10) Afloje los tres tornillos de fijación 23 que fi jan la placa de agujas y retire la placa de agujas 24.
11) Retire el tornillo de fi jación 25 y retire el dentado de transporte diferencial 26.
12) Retire el tornillo de fi jación 27 y retire el dentado de transporte principal 28.
13) Afloje los tornillos de fijación ③ que fi jan los enlazadores ⑲ y retire los enlazadores ⑳.
El procedimiento de desmontaje
anteriormente mencionado describe
principalmente el mecanismo con transporte diferencial.
Para el mecanismo sin transporte diferencial, no se provee el transporte diferencial 26 ni el tornillo de fi jación25.
2. Sincronismo entre el enlazador y la barra de agujas

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Sincronización entre el enlazador y la barra de agujas
Los componentes de calibre se instalan para realizar el ajuste de la sincronización.
La posición estándar es aquella en que no existe separación entre la superficie del buje ③ de la barra de agujas inferior y la superfi cie superior de la abrazadera ④ cuando la llave hexagonal (3 mm) ① toca la placa de agujas ② cuando se gira el volante en las direcciones normal e inversa. (Asegúrese de girar el volante en ambas direcciones para comprobar la separación.) La gama de separación permisible es de 0 a 0,1 mm.

La separación permisible entre la llave hexagonal (3mm) ① y la placa de agujas ② varía de 0 a 0,1mm cuando la superfi cie inferior del buje ③ de la barra de agujas inferior toca la superfi cie superior del marcador de sincronización ④ antes de otros toques cuando la polea es girada en ambas direcciones.
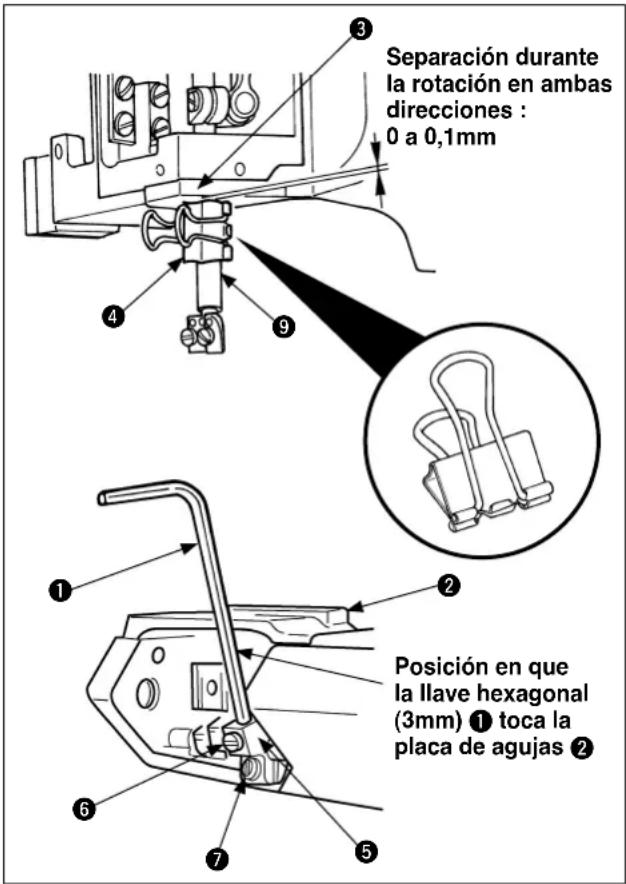
(2) Procedimiento de instalación y ajuste de la llave hexagonal y la abrazadera
1) Inserte la llave hexagonal (3mm) ① dentro de la base ⑤ de enlazador frontal y apriete el tornillo de fi jación⑥.
2) Afloje ligeramente el tornillo de fijación ⑦. Mueva la base ⑤ del enlazador en la que se ha insertado la llave hexagonal (3 mm) ① hasta que se alcance su punto de extrema izquierda.
3) Instale la placa de agujas ② y apriete el tornillo de fi jación ⑧.
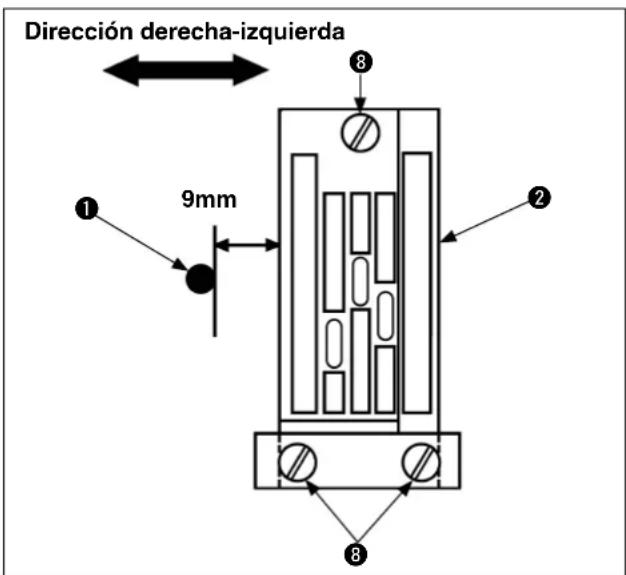
4) Gire la polea para mover la llave hexagonal (3mm) ① a la posición de extrema izquierda. Ajuste la separación a 9mm, medida desde la superfi cie del lado derecho de la polea hasta la superfi cie del lado izquierdo de la placa de agujas ②. Luego, apriete provisionalmente el tornillo de fi jación ⑦ en la base ⑤ del enlazador. Ajuste la base a su posición correcta y apriete firmemente el tornillo de fijación.
5) Gire el volante en el sentido inverso a las manecillas del reloj y deténgalo en la posición en que la llave hexagonal (3mm) ① toca la superfi cie izquierda de la placa de agujas ②.
6) Fije la abrazadera ④ a la barra de agujas ⑨.
* Coloque una pinza de contacto pequeña (disponible comercialmente), con su superfi cie superior alineada con la línea demarcadora.
Fije la abrazadera ④ de modo que su superfi cie superior toque la superfi cie inferior del buje ③ de la barra de agujas inferior.
7) Cuando se gira el volante en el sentido de las manecillas del reloj, la llave hexagonal (3mm) ① se mueve hacia la derecha e izquierda.
Haga que la llave hexagonal toque la superfi cie izquierda de la placa de agujas ② nuevamente.
En este punto, asegúrese de que la separación entre la superfi cie inferior del buje ③ de la barra de agujas inferior y la superfi cie superior de la abrazadera ④ se encuentre dentro de la gama permisible.
La superfi cie inferior del buje
③ de la barra

de agujas inferior puede tocar la superfi cie superior de la abrazadera ④ antes de otros toques; en tal caso, asegúrese de que la separación en la posición de toque entre la llave hexagonal (3mm) ① y la placa de agujas ② se encuentre dentro de la gama permisible.
8) Si la sincronización entre el enlazador (llave hexagonal (3mm) ①) y la barra de agujas ⑨ es inadecuada, siga el siguiente procedimiento.

e incorrecto de la posición de sincronización puede causar el salto de puntadas o rotura de hilos.
(3) Puntos de corrección y medidas correctivas
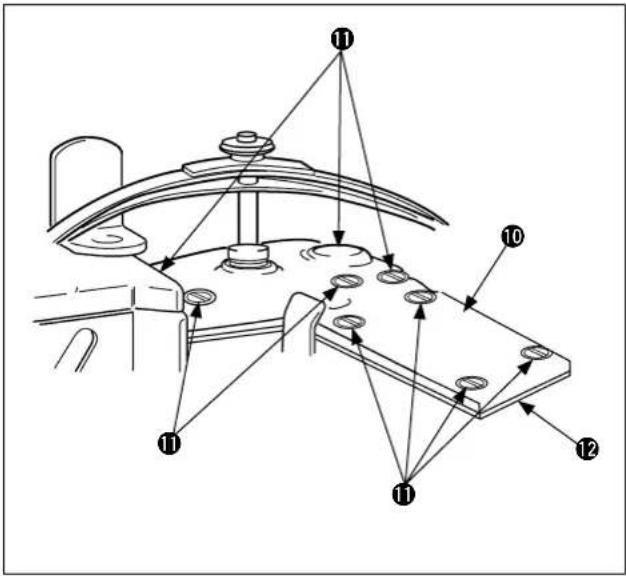
1) Para ajustar la sincronización entre el enlazador (llave hexagonal (3mm) ①) y la barra de agujas ⑨, afl oje los 9 tornillos de fi jación ⑪ de la cubierta superior trasera ⑩ y retire la cubierta superior trasera ⑩ y empaquetadura ⑫.
2) Retire el cjto. de la bomba de aceite 17 (que está fi jado con dos tornillos18). Afl oje los tres tornillos15 de los acoplamientos frontal 13 y trasero 14 del eje principal. Coloque una llave con el tornillo de fi jación 16 en el acoplamiento frontal 13 del eje principal para girar el tornillo de fi jación a la derecha o izquierda para hacer el ajuste, mientras mantiene inmovilizado el acoplamiento trasero 14 del eje principal. Luego, reensamble el cjto. de la bomba de aceite ajustando su culateo.
0,1 a 0,3 mm
* Afloje los tornillos de fijación 18. El culateo se aumenta elevando la bomba de aceite o se disminuye bajándola.
1. Alinee las marcas de referencia.
2. Para mover el acoplamiento frontal ⑬

del eje principal, apriete provisionalmente una de las tuercas de fi jación ^15 , más cercana a la marca de referencia, y efectúe el ajuste.
Para aumentar la separación entre la llave hexagonal (3mm) ① y la placa de agujas ②, gire el acoplamiento frontal ⑬ del eje principal en el sentido de las manecillas del reloj. Para disminuir la separación entre la llave hexagonal (3mm) ① y la placa de agujas ②, gire el acoplamiento frontal ⑬ del eje principal en el sentido opuesto a las manecillas del reloj.
3) Tras el ajuste, reinstale la cubierta superior trasera 10 y la empaquetadura 12 y apriete el tornillo de fi jación 11.
3. Ajuste de las posiciones de entrada de las agujas en direcciones derechaizquierda y adelante-atrás

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Entrada de agujas
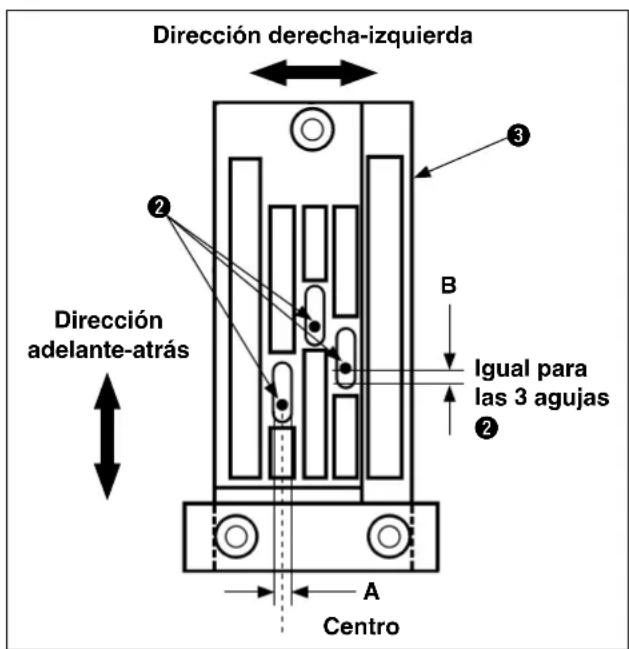
1) Posición de entrada de las agujas en dirección derecha-izquierda
Instale las 3 agujas ② en el portaagujas ①. La posición de entrada de agujas estándar "A" en dirección derecha-izquierda es el centro del agujero de aguja correspondiente en la placa de agujas ③.
2) Posición de entrada de las agujas en dirección adelante-atrás
La posición de entrada de agujas estándar en dirección adelante-atrás se determina considerando que la separación entre la aguja ② y el agujero de aguja correspondiente en la placa de agujas ③, "B", debe ser la misma para las posiciones de las 3 agujas.
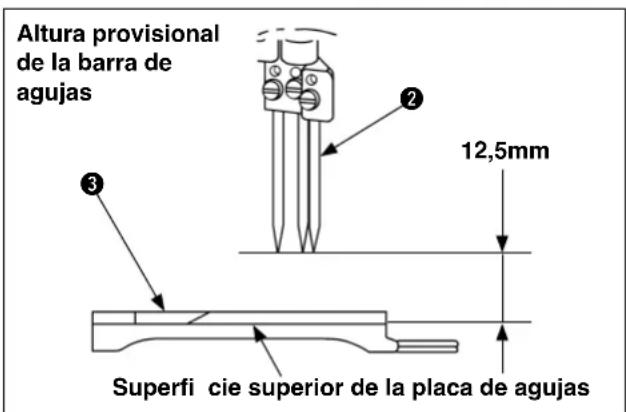
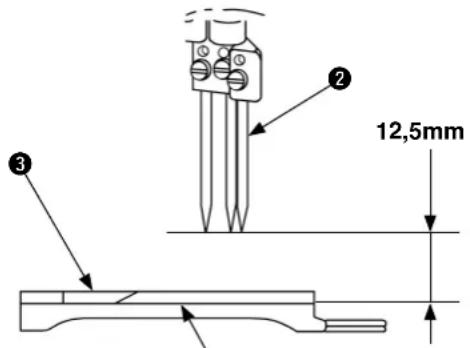
Ajuste la posición de entrada de las agujas Precaución considerando la altura provisional de 12,5 mm de la barra de agujas ④. Consulte “Ⅳ-5. Ajuste de la altura de la barra de agujas”.
(2) Procedimiento de comprobación de entrada de las agujas
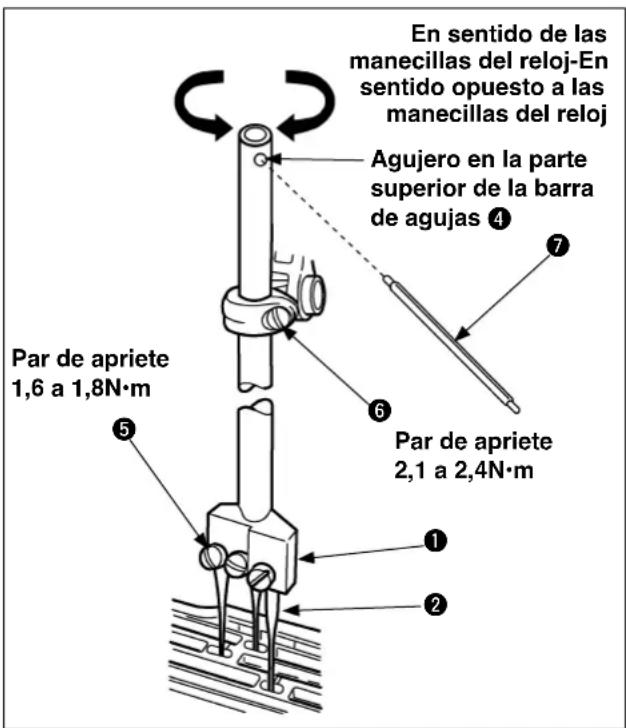
1) Instale las 3 agujas ① en el portaagujas ② y apriete el tornillo de fi jación⑤.
2) Afl oje el tornillo de retención ^6 de la barra de agujas, ajuste la barra de agujas ^4 a la altura provisional de 12,5 mm, y apriete provisionalmente el tornillo de retención ^6 de la barra de agujas (aproximadamente barra ^4 de aguja a que vuelve).
3) Inserte la varilla de torsión ⑦ en el agujero en la parte superior de la barra de agujas ④ y gire la barra de agujas ④ en dirección derecha-izquierda para ajustar la posición de entrada de las agujas en direcciones adelante-atrás y derecha-izquierda.
- El ajuste incorrecto de la posición de entrada de las agujas puede causar saltos de puntada, rotura de agujas, o rotura de hilos.
- El ajuste de la entrada de las agujas se realiza de acuerdo con la altura provisional de la barra de agujas. Cuando la barra de agujas se encuentra en el punto muerto superior, la separación provisional entre la superficie superior de la placa de agujas ③ y las puntas de las agujas ② es de 12,5 mm.
- La altura de la barra de agujas se ajusta provisionalmente para el ajuste de la entrada de las agujas. Si no hay ningún problema con la altura de la barra de agujas ajustada provisionalmente, el reajuste de la altura de la barra de agujas no es necesario.
Prosga con el siguiente paso.
4. Ajuste de enlazadores

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Retorno de enlazadores
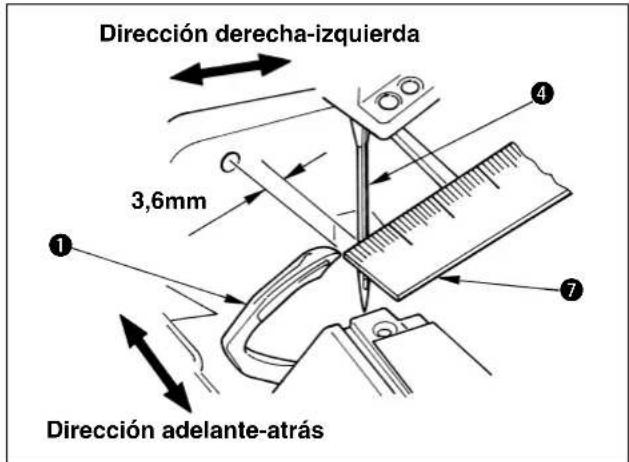
Cuando cada enlazador ( ①, ② y ③ ) se encuentra en la posición de extrema izquierda, la distancia estándar desde la punta de cada enlazador ( ①, ② y ③ ) hasta el centro de cada aguja ( ④, ⑤ y ⑥ ) es de 3,6 mm.
1) Estandarización del enlazador frontal
Cuando el enlazador frontal ① se encuentra en la posición de extrema izquierda, mida la distancia desde la punta del enlazador frontal ① hasta el centro de la aguja izquierda ④ con la escala ⑦, y ajuste la distancia a su valor estándar, es decir, 3,6 mm.
2) Estandarización de los enlazadores medio y trasero
Cuando las puntas de los enlazadores medio y trasero ( ② y ③ ) se encuentran alineadas simultáneamente con cada superficie izquierda de las agujas media y derecha, y la punta del enlazador frontal ① se encuentra alineada con la superfi cie izquierda de la aguja izquierda④ , los enlazadores medio y trasero se encuentran en sus posiciones estándar.
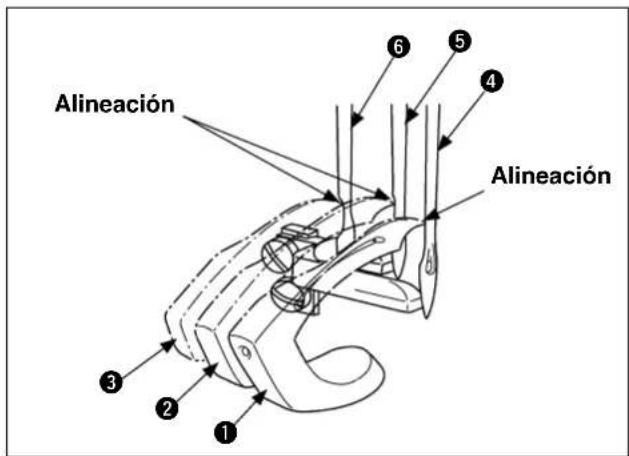

Para el enlazador frontal ①, el retorno del en- lazador se ajusta con el calibre ⑦ y una escala, mientras que para los enlazadores medio y trasero (② y ③), el retorno de los enlazadores se ajusta alineando las puntas de los enlazadores medio y trasero (② y ③) con las superfi cies izquierdas de las agujas ⑤ y ⑥, respectivamente.
(2) Enlazador frontal
1) Afloje los tornillos de fijación ⑧ y rretire la placa de agujas ⑨.
2) Instale el enlazador frontal ① sobre la base ⑩ del enlazador frontal y apriete el tornillo de fi jación⑪.
3) Gire el volante en la dirección de rotación inversa, mueva el enlazador frontal ① a la posición de extrema izquierda, y mida la separación desde la punta del enlazador frontal ① hasta la aguja izquierda ④ con la escala ⑦.
4) Para ajustar la distancia al valor estándar, afl oje el tornillo de fi jación ^12 que fi ja la base del enlazador frontal, y ajuste la posición de la base ^10 del enlazador frontal en dirección derecha-izquierda.
5) Tras el ajuste, apriete el tornillo de fi jación 12 para fi jar la base del enlazador frontal.
(3) Enlazador medio
1) Gire la polea en el sentido opuesto a las manecillas del reloj y alinee la punta del enlazador frontal ① con la superfi cie izquierda de la aguja izquierda ④.
2) Instale el enlazador medio ② sobre la base ⑬ del enlazador medio y apriete el tornillo de fi jación ⑭.
3) Afloje el tornillo de fijación 15 que fi ja la base del enlazador medio y mueva la base 13 del enlazador medio en dirección derecha-izquierda para alinear la punta del enlazador medio 2 con la superfi cie izquierda de la aguja derecha 5.
4) Tras el ajuste, apriete el tornillo de fi jación 15 para fi jar la base del enlazador medio.
(4) Enlazador trasero
1) Gire la polea en el sentido opuesto a las manecillas del reloj y alinee la punta del enlazador frontal ① con la superfi cie izquierda de la aguja izquierda ④.
2) Instale el enlazador trasero ③ Instale el enlazador trasero ⑯ del enlazador trasero y apriete el tornillo de fi jación ⑰.
3) Afloje el tornillo de fijación 18 que fi ja la base del enlazador trasero y mueva la base 16 que fi ja la base del enlazador trasero y mueva la base 3 con la superfi cie izquierda de la aguja media 6.
4) Tras el ajuste, apriete el tornillo de fi jación 18 para fi jar la base del enlazador trasero.

- Cuando las posiciones de cada base ( 10, 13 y 18 ) de enlazador se ajustan en dirección derecha-
izquierda, ajuste también las distancias desde las puntas de los enlazadore ( ① , ② y ③ ) hasta las agujas ( ④ , ⑤ y ⑥ ).
- El retorno insuficiente o excesivo de los enlazadores puede causar saltos de puntadas, roturas de agujas, o roturas de hilos.
(5) Ajuste de la separación entre enlazador y aguja
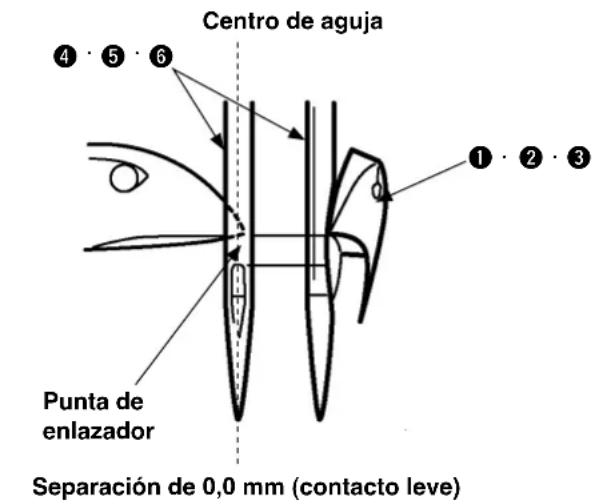
Cuando la punta de cada enlazador ( ① , ② y ③ ) se encuentra en el centro de cada aguja ( ④ , ⑤ y ⑥ ), la separación estándar es de 0,0mm ( contacto leve).
Tras el ajuste de la guía 19 de la aguja trasera, asegúrese nuevamente de que la separación entre los enlazadores (①, ② y ③) y el centro de cada aguja (④, ⑤ y ⑥) sea de 0,0 mm, respectivamente, y realice el ajuste final de la separación después del enhebrado.
Si-chajuste de la separación se efectúa sin la guía 19 de la aguja trasera, hay un contacto un poco más fuerte de las puntas de los enlazadores (4, 5 y 6) con las agujas (1, 2 y 3), respectivamente.
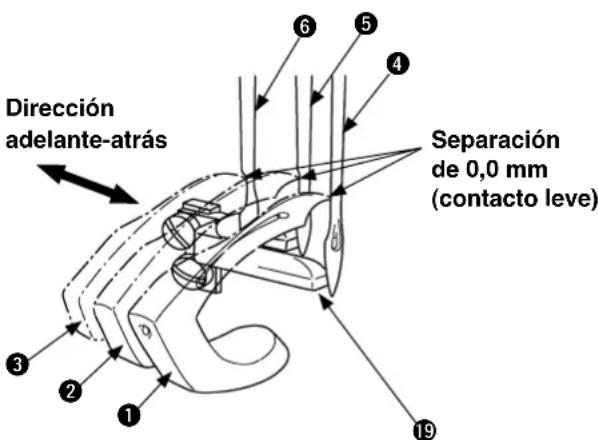
1) Afloje los tornillos de fijación (12, 15 y 16) que fi jan las bases de los enlazadores, para ajustar las posiciones de las bases (10, 13 y 18) en dirección adelante-atrás.
2) Tras el ajuste, apriete el tornillo de fi jación ( 12 , 15 y 16 ) para asegurar las bases del looper.
-
Cuando se hace el ajuste de las posi- ciones de las bases (10, 13 y 18) de los respectivos enlazadores en dirección derecha e izquierda, ajuste también la separación entre las puntas de los enlazadores (1, 2 y 3) y respectivas agujas (4, 5 y 6).
-
Cuando la base ( 10, 13 y 18) de cada enlazador se mueve hacia la izquierda, la punta de cada enlazador ( 1, 2 y 3) se separa de la aguja ( 4, 5 y 6) correspondiente.
-
Cuando la base (10, 13 y 18) de cada enlazador se mueve hacia la derecha, la punta de cada enlazador (1, 2 y 3) toca la aguja (4, 5 y 6) correspondiente.
5. Ajuste de la altura de la barra de agujas

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
Alineación entre la superfi cie inferior del enlazador y el extremo del agujero superior de la aguja
Alineación entre la punta del enlazador y la superfi cie derecha de la aguja
Altura provisional de la barra de agujas
Superfi cie superior de la placa de agujas
(1) Altura de la barra de agujas
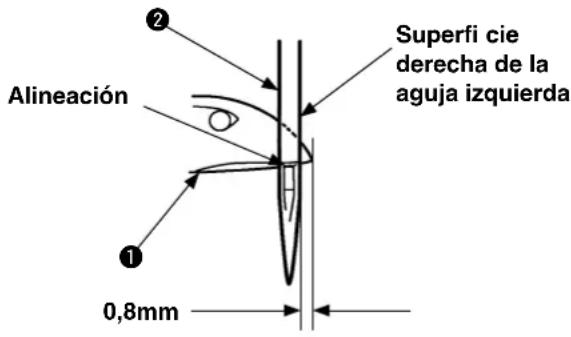
1) Alineación entre la superficie superior del enlazador frontal y el extremo del agujero superior de la aguja izquierda
Cuando se gira la polea en el sentido opuesto a las manecillas del reloj y la superfi cie inferior del enlazador frontal ① se alinea con el extremo del agujero superior de la aguja izquierda ②, la altura estándar de la barra de agujas se logra ajustando a 0,8 mm la distancia desde la punta del enlazador frontal ① hasta la superfi cie derecha de la aguja izquierda ②.
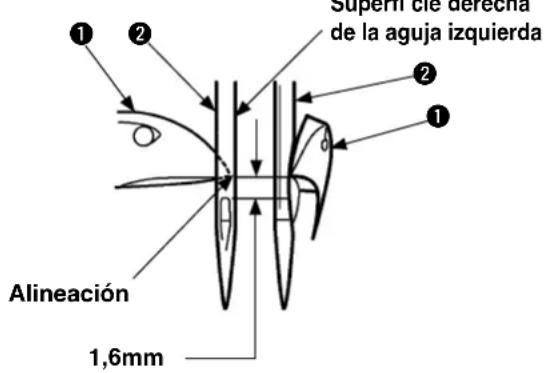
2) Alineación entre la punta del enlazador frontal y la superfi cie izquierda de la aguja izquierda
Cuando se gira la polea en el sentido opuesto a las manecillas del reloj y la punta del enlazador frontal ① se alinea con la superfi cie derecha de la aguja izquierda ②, la altura estándar de la barra de agujas se logra ajustando a 1,6 mm la distancia desde la superfi cie inferior del enlazador frontal ① hasta el extremo del agujero superior de la aguja izquierda ②.

ajuste de la altura de la barra de agujas, seleccione el procedimiento 1) o 2) anteriormente indicado, cualquiera que sea el más fácil.
3) La comprobación de la altura de los enlazadores medio y trasero debe incluir también la comprobación del retorno de cada enlazador.
- El ajuste de la entrada de las agujas se realiza de acuerdo con la altura provisional de la barra de agujas.
Cuando la barra de agujas se encuentra
en el punto muerto superior, la separación provisional entre la superfi cie superior de la placa de agujas ③ y las puntas de las agujas ② es de 12,5 mm. - La altura de la barra de agujas se ajusta provisionalmente para el ajuste de la entrada de las agujas. Si no hay ningún problema con la altura de la barra de agujas ajustada provisionalmente, el reajuste de la altura de la barra de agujas no es necesario.
Prosga con el siguiente paso.
1) Retire la barra de agujas, cubierta de rodillo, cubierta superficial y empaquetadura.
2) Afloje el tornillo de fijación ④ y ajuste la posición de la barra de agujas ⑤ verticalmente.
3) Tras el ajuste, apriete el tornillo de fi jación ④.
- Tenga cuidado para no girar la barra
de agujas ⑤ durante el ajuste de su altura. De lo contrario, las posiciones de entrada de las agujas pueden cambiar.

Juste incorrecto de la altura de la barra de agujas puede causa saltos de puntadas, roturas de agujas, o roturas de hilos.
6. Ajuste de las vías de movimiento de enlazadores

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
Modelo con transporte diferencial
(1) Magnitud de movimiento de enlazadores en dirección adelante-atrás
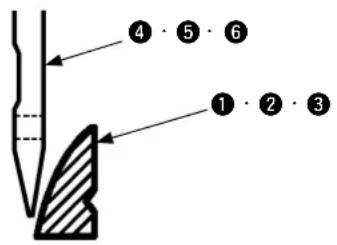
1) La posición estándar del enlazador frontal ① se determina en la condición en que la punta de la aguja ④ toca el lado trasero del enlazador frontal ① a 1/3 desde la superfi cie inferior cuando la polea es girada en el sentido opuesto a las manecillas del reloj y el enlazador frontal ① se mueve de derecha a izquierda tras la instalación del enlazador frontal ① de modo estándar.
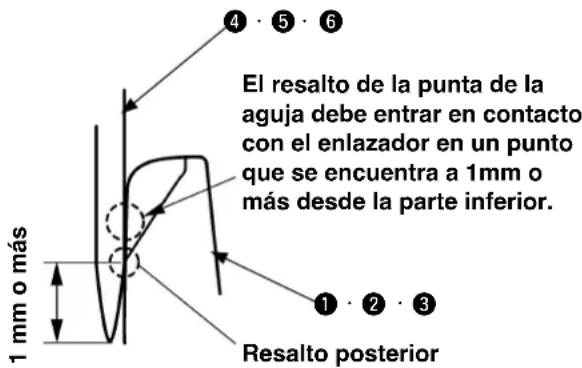
2) Cuando el enlazador se está moviendo hacia atrás, la superfi cie lateral de la aguja debe entrar en contacto con el lado trasero del enlazador cuando la punta de la aguja se encuentra a 1mm o más del punto medio del resalto trasero del enlazador.
(Enlazadores frontal, medio y trasero)

el material tiene alguna sección con gran diferencia de altura, la profundidad del contacto espalda con espalda entre las puntas de agujas y los enlazadores (② y ③) debe disminuirse, para evitar que se aplaste la punta de la aguja.
(2) Ajuste del movimiento longitudinal del enlazador con transporte diferencial
1) Afloje los tornillos de fijación ⑦ (4 pzas.) y retire la cubierta lateral ⑧ del cilindro.
2) Afloje el tornillo de fijación !0 de la junta esférica ⑨ con una llave de tuercas, y ajuste el movimiento de avance/retroceso moviendo el tornillo de fi jación ⑩ hacia adelante o atrás.
3) Tras el ajuste, reinstale la cubierta lateral ⑧ del cilindro y apriete los tornillos de fi jación ⑦.
Para disminuir la magnitud del movimiento hacia adelante y atrás del enlazador, mueva las juntas esféricas ⑨ hacia arriba.
Para aumentar la magnitud del movimiento hacia adelante y atrás del enlazador, mueva las juntas esféricas ⑨ hacia abajo.
-
Cuando se haya hecho el ajuste del movimiento frontal y trasero de los enlazadores, mueva las bases ⑪, ⑫ y ⑬ de los respectivos enlazadores, y reajuste las posiciones frontal/trasera de las agujas ( ④, ⑤ y ⑥) y los enlazadores ( ①, ② y ③ ).
-
Para realizar los ajustes arriba mencionados, la placa de agujas 14 debe retirarse.
-
Cuando la magnitud del movimiento hacia adelante y atrás del enlazador es pequeña :

agnitud del contacto entre las puntas de las agujas (
④, ⑤y ⑥) y las partes traseras de los
enlazadores ( ①, ② y ③ ) es grande, y esto puede causar la embotadura de las puntas de las agujas.
- Cuando la magnitud del movimiento hacia adelante y atrás del enlazador es grande :
La separación entre las puntas de las agujas (
④, ⑤ y ⑥) y las partes traseras de los enlazadores (
①, ② y ③) es grande, y esto puede causar saltos de puntadas.
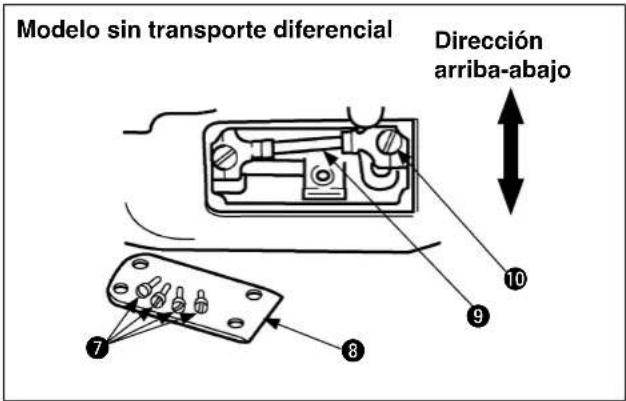
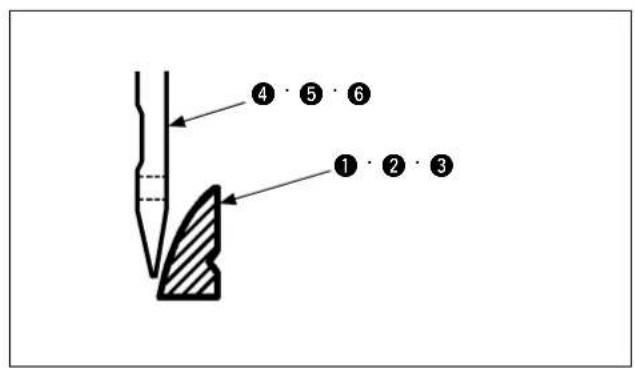
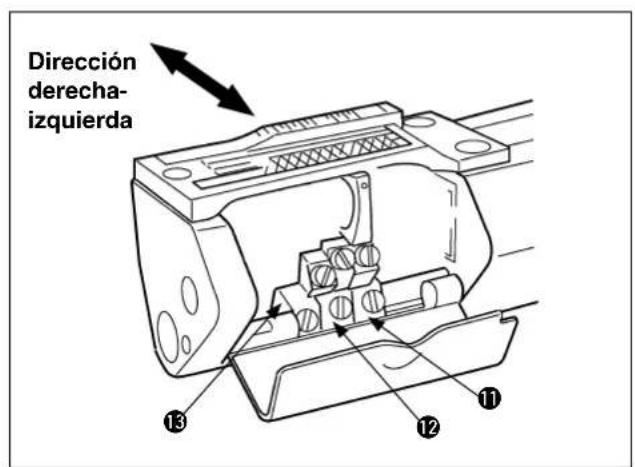
(3) Ajuste del movimiento longitudinal del enlazador sin transporte diferencial
1) Afloje los tornillos de fijación ⑦ (4 pzas.) y retire la cubierta lateral ⑧ del cilindro.
2) Afloje el tornillo de fijación !0 de la junta esférica ⑨ con una llave de tuercas, y ajuste el movimiento de avance/retroceso moviendo el tornillo de fi jación ⑩ hacia adelante o atrás.
3) Tras el ajuste, reinstale la cubierta lateral ⑧ del cilindro y apriete los tornillos de fi jación⑦.
Para disminuir la magnitud del movimiento hacia adelante y atrás del enlazador, mueva las juntas esféricas ⑨ hacia arriba.
Para aumentar la magnitud del movimiento hacia adelante y atrás del enlazador, mueva las juntas esféricas ⑨ hacia abajo.
- Cuando se haya hecho el ajuste del
movimiento frontal y trasero de los enlazadores, mueva las bases ⑪, ⑫ y ⑬ de los respectivos enlazadores, y reajuste las posiciones frontal/trasera de las agujas ( ④, ⑤ y ⑥ ) y los enlazadores ( ①, ② y ③ ).
- Para realizar los ajustes arriba men-
cionados, la placa de agujas 14 debe retirarse.
- Cuando la magnitud del movimiento

hacia adelante y atrás del enlazador es pequeña : La magnitud del contacto entre las punta de las agujas ( ④ , ⑤ y ⑥ ) y las partes traseras de los enlazadores ( ① , ② y ③ es grande, y esto puede causar la embotadura de las puntas de las agujas.
- Cuando la magnitud del movimiento hacia adelante y atrás del enlazador es grande :
La separación entre las puntas de las agu-
jas ( ④ , ⑤ y ⑥ ) y las partes traseras de los enlazadores ( ① , ② y ③ ) es grande, y esto puede causar saltos de puntadas.
7. Ajuste del guardaagujas trasero

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
Direcciones longitudinales del guardaagujas trasero
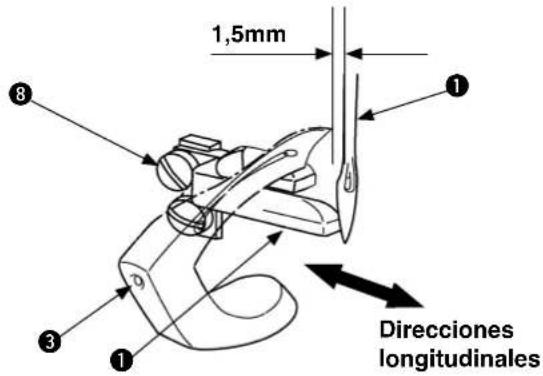
Dirección vertical del guardaagujas trasero
Dirección
arriba-abajo
Cuando la cara del derecho de la aguja se alinea con la punta de la cuchilla del looper
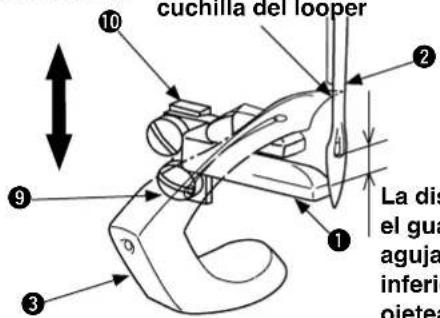
La distancia entre el guardia de la aguja y el extremo inferior de la aguja ojetea: 0,5 a 2 mm
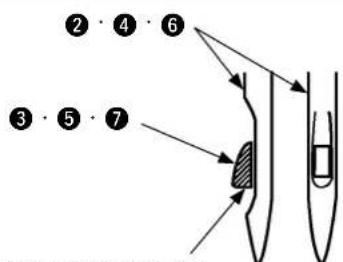
La separación entre la punta del enlazador y la aguja es de 0 a 0,05 mm.
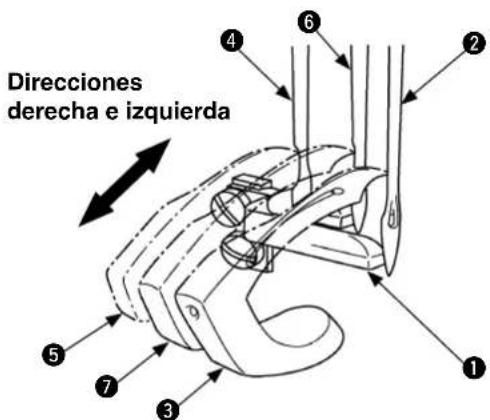
1) Cuando se gira la polea en el sentido opuesto a las manecillas del reloj y el guardaagujas trasero ① avanza a la posición extrema delantera, el guardaagujas toca ligeramente a la aguja izquierda ② (de ser necesario, presiónelo ligeramente para que todas las agujas puedan ser protegidas), y luego pasa la punta del enlazador frontal ③.
Cuando la punta del enlazador frontal ③ llega a la posición que se encuentra a 1,5mm distante del lado izquierdo de la aguja izquierda ② cuando este enlazador frontal ③ se mueve hacia la derecha, la posición estándar es aquel en que la punta de la aguja entra en contacto con el guardaagujas trasero ①.
2) La relación entre la aguja media ④ y el enlazador trasero ⑤ y entre la aguja derecha ⑥ y el enlazador medio ⑦ también se basa en la misma condición indicada en (1) -1) arriba, para su posición estándar.
3) Afloje el tornillo de fijación ⑧ y mueva el guardaagujas trasero ① hacia adelante o atrás para su ajuste.
4) Tras el ajuste, apriete el tornillo de fi jación ⑧.
1.
Para
también es necesario hacer el reajuste de las posiciones frontal y trasera del guardaagujas trasero ①.
-
Cuando se hace el ajuste del guarda- agujas trasero, vuelva a comprobar que no exista espacio libre entre las agujas ( ② , ④ y ⑥ ) y los respectivos enlazado- res ( ③ , ⑤ y ⑦ ). Si se observa algún espacio libre, reajuste las condiciones relacionadas.
-
Si existe alguna separación entre las agujas ②, ④ y ⑥ y el guardaagujas trasero ①, esto puede causar roturas de agujas o saltos de puntada.
-
Cuando el guardaagujas trasero ① presiona demasiado a las agujas (②, ④ y ⑥), esto puede causar la embotadura de la punta de las agujas.
(2) Ajuste de la altura del guardaagujas
1) La relación entre la aguja media ④ y el enlazador trasero ⑤ y entre la aguja derecha ⑥ y el enlazador medio ⑦ también se basa en la misma condición indicada en (1) -1) arriba, para su posición estándar.
2) Afloje el tornillo de fijación ⑨ y mueva la base ⑩ del guardaagujas verticalmente, para ajustar la altura.
3) Tras el ajuste, apriete el tornillo de fi jación ⑨.
8. Ajuste de la altura y el movimiento longitudinal del dentado de transporte (Mecanismo con transporte diferencial)

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Altura del dentado de transporte principal
La altura estándar queda definida en el punto en que cuando el dentado de transporte principal ① llega a su nivel más alto, la sección de la raíz del dentado de transporte principal ① coincide con la cara superior de la placa de agujas ② del dentado de transporte principal.
(2) Altura del dentado de transporte diferencial
La altura estándar del dentado de transporte diferencial ③ queda defi nida en el punto en que cuando el dentado de transporte principal ① llega a su nivel más alto, la cara inferior "B" del dentado de transporte diferencial ③ toca ligeramente la cara superior "A" del dentado de transporte principal ①.

Comprobar que no haya agarrotamiento.
(3) Ajuste del movimiento longitudinal del dentado de transporte principal
La máxima magnitud de transporte del dentado de transporte principal ① es de 3,6 mm. (Estándar: 3,2 mm.)
Cuando el dentado de transporte principal ① alcanza su máxima magnitud de transporte, la posición estándar se obtiene cuando la separación “C” y la separación “D” son iguales.
La separación "C" se define como la distancia desde la sección frontal de la ranura de transporte de la placa de agujas ② hasta la sección frontal del dentado de transporte principal ① en la posición en que el dentado de transporte principal ① se encuentra en la posición más avanzada. La separación "D" se define como la distancia desde la sección trasera de la ranura de transporte de la placa de agujas ② hasta la sección trasera del dentado de transporte principal ① en la posición en que el dentado de transporte principal ① se encuentra en la posición más replegada.
(4) Ajuste de la altura vertical del dentado de transporte principal y dentado de transporte diferencial
Para el pasador excéntrico ④ de la palanca de transporte oscilante del dentado de transporte, la posición estándar de la ranura de impulsión es horizontal.
La altura vertical de los dentados de transporte principal y diferencial ( ① y ③ ), respectivamente puede ajustarse simultáneamente girando el pasador excéntrico ④ de la palanca de transporte oscilante. Básicamente, sin embargo, esta función debe usarse en posición estándar.
(5) Gradiente del dentado de transporte principal y dentado de transporte diferencial
La condición de bajada frontal es estándar.
Altura del dentado de transporte principal Altura del dentado de transporte diferencial
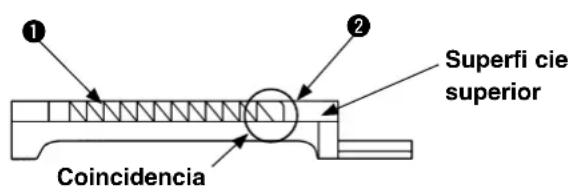
Separación del dentado de transporte principal en su posición más avanzada
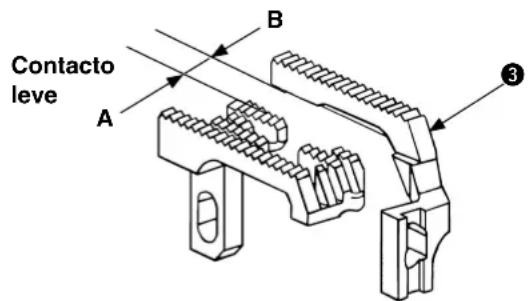
Separación del dentado de transporte principal en su posición más replegada
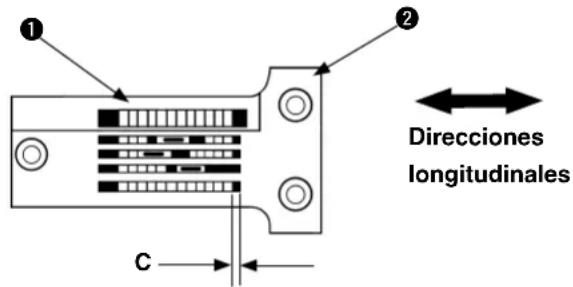
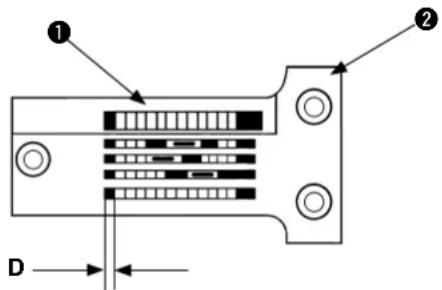
(6) Ajuste del dentado de transporte principal y dentado de transporte diferencial
1) Para el pasador excéntrico ④ de la palanca de transporte oscilante del dentado de transporte, la posición estándar de la ranura es horizontal.
Si la ranura parece inclinada desviándose de su posición estándar, afloje el tornillo de fijación ⑤ y ajuste el pasador excéntrico ④ de la palanca de transporte oscilante del dentado de transporte hasta que la ranura asuma su posición horizontal.
Luego, apriete el tornillo de fi jación ⑤.
2) Instale el dentado de transporte principal ①, dentado de transporte diferencial ③ y la placa de agujas ②, y fi je la placa de agujas ②.
3) En primer lugar, ajuste la altura del dentado de transporte principal ① a su posición estándar. Luego, fijelo apretando el tornillo de fi jación ⑥.
4) Aplique el soporte ⑦ del dentado de transporte a la parte inferior de la sección frontal del dentado de transporte principal ① y apriete el tornillo de fi jación ⑧.
5) Luego, ajuste la altura del dentado de transporte diferencial ③ a su posición estándar. Luego, fijelo apretando el tornillo de fi jación ⑨.
6) De acuerdo con "III-7. Ajustes de transporte, (1) Ajuste de la longitud de puntada", ajuste a 3,6mm la máxima magnitud de transporte del dentado de transporte principal ①.
(Coloque una regla a la parte lateral del dentado de transporte principal ① y confi rme el resultado girando la polea en el sentido opuesto a las manecillas del reloj.)
7) Gire la polea en el sentido opuesto a las manecillas del reloj y confi rme que no haya contacto entre el dentado de transporte principal ① y la sección frontal/trasera de la ranura de transporte de la placa de agujas ②.
Si hay contacto, afloje el tornillo de fijación ⑪ del eslabón ⑩ de la palanca oscilante de transporte principal y gire el espárrago impulsor excéntrico oscilante ⑫ del transporte principal para ajustar la placa de agujas ② de modo que no entre en contacto con la sección frontal/trasera de la ranura de transporte. Después del ajuste, apriete el tornillo de fi jación ⑪.
8) Después de efectuar el ajuste de la magnitud de movimiento hacia adelante y atrás del dentado de transporte principal ①, ajuste la magnitud del transporte de acuerdo con la longitud de puntada a usar para el cosido.
- En el caso de los ajustes frontal y trasero del mecanismo con transporte diferencial, debe prestarse atención especial a la sección del dentado de transporte fino del dentado de transporte principal ①.
- Para efectuar el ajuste frontal y trasero del dentado de transporte principal ①, afl oje los ocho tornillos de fi jación⑭ de la cubierta del cilindro y retire el conjunto de la cubierta ⑮ del cilindro. Luego del ajuste, reinstale el conjunto de la cubierta ⑮ del cilindro y apriete los tornillos de fi jación⑭.
-
Para el dentado de transporte principal ① y el dentado de transporte diferencial ③, los gradientes longitudinales y la horizontalidad se mantienen constantes y su ajuste no es posible.
-
Después de los ajustes de los dentados de transporte principal ( ① ) y dentado de transporte diferencia ( ③ ), confi rme el ajuste del guardaagujas trasero de acuerdo con IV-7. Ajuste del guardaagujas trasero", y luego efectúe su reajuste si fuere necesario.
-
Cuando la altura de los dentados de transporte ① y ③ es insufi ciente ○ La magnitud de transporte disminuye y puede ocurrir el transporte irregular. ○ Cuando se disminuye la altura de la guía de aguja trasera, esto causará la rotura de agujas o saltos de puntada.
- Cuando la altura de los dentados de transporte ① y ③ es excesiva ○ Esto puede hacer que los materiales sean empujados hacia el lado frontal o causar defectos de transporte.
- Cuando se aumenta la altura del sujetador de la aguja trasera y se aumenta el margen de la posición de contacto de la aguja, esto causará fallas en la formación de lazos y saltos de puntadas.
9. Ajuste de la altura y el movimiento longitudinal del dentado de transporte (Mecanismo sin transporte diferencial)

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Altura del dentado de transporte principal
La altura estándar queda definida en el punto en que cuando el dentado de transporte principal ① llega a su nivel más alto, la sección de la raíz trasera del dentado de transporte principal ① coincide con la cara superior de la placa de agujas ② del dentado de transporte principal ①.
(2) Ajuste del movimiento longitudinal del dentado de transporte principal
La máxima magnitud de transporte del dentado de transporte principal ① es de 3,6 mm. (Estándar: 3,2 mm.)
Cuando el dentado de transporte principal ① alcanza su máxima magnitud de transporte, la posición estándar se obtiene cuando la separación "A" y la separación "B" son iguales.
La separación "A" se define como la distancia desde la sección frontal de la ranura de transporte de la placa de agujas hasta la sección frontal del dentado de transporte principal ① en la posición en que el dentado de transporte principal ① se encuentra en la posición más avanzada. La separación "B" se define como la distancia desde la sección trasera de la ranura de transporte de la placa de agujas hasta la sección trasera del dentado de transporte principal ① en la posición en que el dentado de transporte principal ① se encuentra en la posición más replegada (A = B).
Altura del dentado de transporte principal
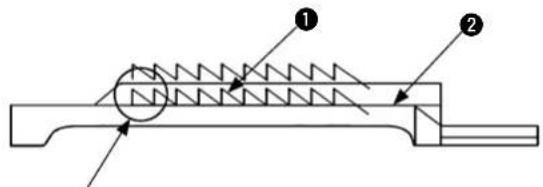
Separación del dentado de transporte principal en su posición más avanzada

Separación del dentado de transporte principal en su posición más replegada
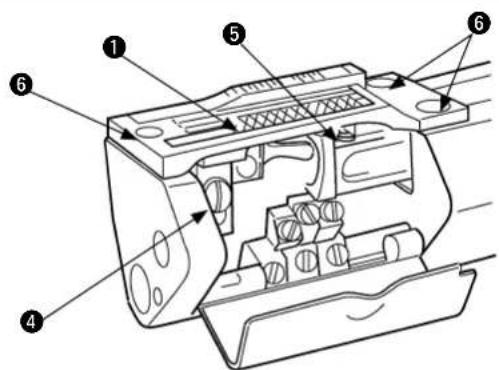
(3) Ajuste de la altura vertical del dentado de transporte principal
1) Coloque el tornillo de soporte trasero ③ en la parte inferior derecha del dentado de transporte principal ①, apriete el tornillo de fi jación ④, e instale la placa de agujas ②.
2) Compruebe la altura estándar del dentado de transporte principal ①.
Si la altura del dentado de transporte principal ① es insufi ciente, eleve el tornillo de soporte trasero ③.
Si la altura del dentado de transporte principal ① es excesiva, disminuya la altura del tornillo de soporte trasero ③.
3) Retire la placa de agujas ②, afloje el tornillo de fijación ④ para retirar el dentado de transporte principal ①, y ajuste la altura del tornillo de soporte frontal ⑤.
4) Tras el ajuste, instale el dentado de transporte principal ①, apriete el tornillo de fi jación ④, instale la placa de agujas ②, y apriete el tornillo de fi jación ⑥.
Cuando la altura del dentado de transporte principal ① es insufi ciente
○ La magnitud de transporte disminuye y puede ocurrir el transporte irregular.
- Cuando se disminuye la altura de la guía de aguja trasera, esto causará la rotura de agujas o saltos de puntada.
Cuando la altura del dentado de transporte precaución principal ① es excesiva
- Esto puede hacer que los materiales sean empujados hacia el lado frontal o causar defectos de transporte.
○ Cuando se aumenta la altura del sujetador de la aguja trasera y se aumenta el margen de la posición de contacto de la aguja, esto causará fallas en la formación de lazos y saltos de puntadas.

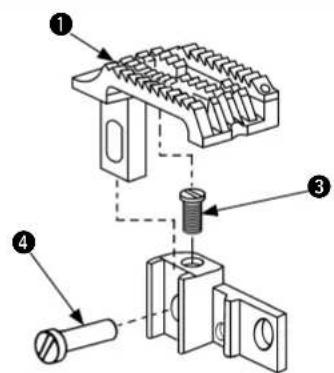
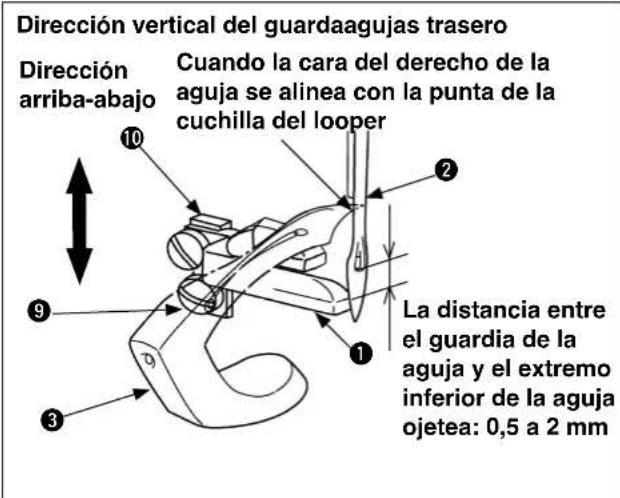
(4) Ajuste del movimiento longitudinal del dentado de transporte principal
1) Afloje los tornillos de fijación (⑦ y ⑧) y retire el tornillo-tapón hembra ⑨.
2) Utilizando un destornillador, gire el pasador excéntrico 10 en el sentido de las manecillas del reloj o en el sentido opuesto a las manecillas del reloj hasta que las posiciones frontal y trasera del dentado de transporte principal 11 queden ajustadas debidamente.
1) Cuando se gira la polea en el sentido opuesto a las manecillas del reloj y el guardaagujas trasero ① avanza a la posición extrema delantera, el guardaagujas toca ligeramente a la aguja izquierda ② (de ser necesario, presiónelo ligeramente para que todas las agujas puedan ser protegidas), y luego pasa la punta del enlazador frontal ③.
Cuando la punta del enlazador frontal ③ llega a la posición que se encuentra a 1,5mm distante del lado izquierdo de la aguja izquierda ② cuando este enlazador frontal ③ se mueve hacia la derecha, la posición estándar es aquel en que la punta de la aguja entra en contacto con el guardaagujas trasero ①.
2) La relación entre la aguja media ④ y el enlazador trasero ⑤ y entre la aguja derecha ⑥ y el enlazador medio ⑦ también se basa en la misma condición indicada en (5) -1) arriba, para su posición estándar.
3) Afloje el tornillo de fijación ⑧ y mueva el guardaagujas trasero ① hacia adelante o atrás para su ajuste.
4) Tras el ajuste, apriete el tornillo de fi jación ⑧.
1.
Para
modifi car la long
gitud de pun
también es necesario hacer el reajuste de las posiciones frontal y trasera del guardaagujas trasero ①.
- Cuando se hace el ajuste del guarda-

agujas trasero, vuelva a comprobar que no exista espacio libre entre las agujas (2, 4 y 6) y los respectivos enlazadores (3, 5 y 7). Si se observa algún espacio libre, reajuste las condiciones relacionadas.
- Si existe alguna separación entre las
agujas 2, 4 y 6 y el guardaagujas trasero 1, esto puede causar roturas de agujas o saltos de puntada.
- Cuando el guardaagujas trasero
① pre-
siona demasiado a las agujas ( ② , ④ y ⑥ ), esto puede causar la embotadura de la punta de las agujas.
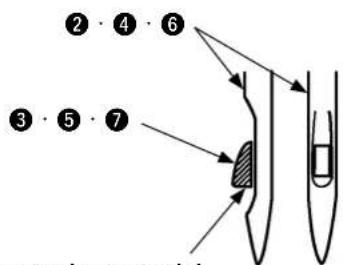
La separación entre la punta del enlazador y la aguja es de 0 a 0,05 mm.
(2) Ajuste de la altura del guardaagujas
1) La relación entre la aguja media ④ y el enlazador trasero ⑤ y entre la aguja derecha ⑥ y el enlazador medio ⑦ también se basa en la misma condición indicada en (5) -1) arriba, para su posición estándar.
2) Afloje el tornillo de fijación ⑨ y mueva la base ⑩ del guardaagujas verticalmente, para ajustar la altura.
3) Tras el ajuste, apriete el tornillo de fi jación ⑨.
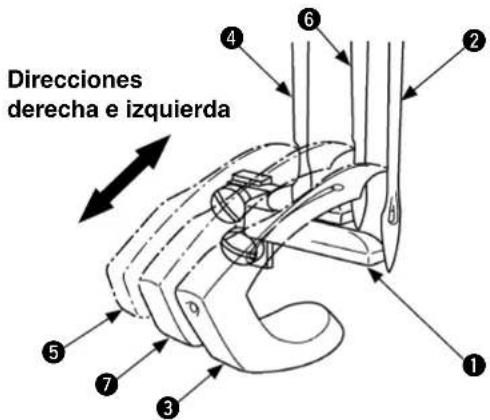
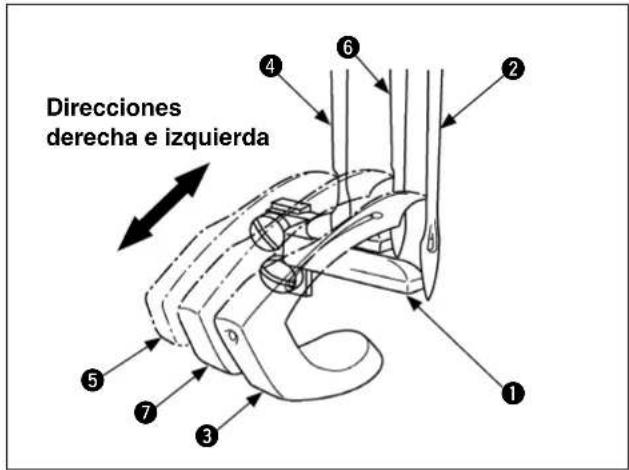
10. Ajuste del rodillo de transporte superior

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Ajuste del rodillo de transporte superior
1) La separación estándar es de 0,08mm como mínimo a 0,13mm como máximo, entre la posición inferior del rodillo de transporte superior ① y la superfi cie superior de la placa de agujas ②.
2) Las separaciones estándar frontal/trasera y derecha/izquierda deben ser uniformes entre el rodillo de transporte superior ① y el dentado de transporte ③.
3) La posición estándar del rodillo de transporte superior ① debe estar libre de traqueteo a la derecha e izquierda, permitiendo su movimiento suave hacia arriba y abajo.
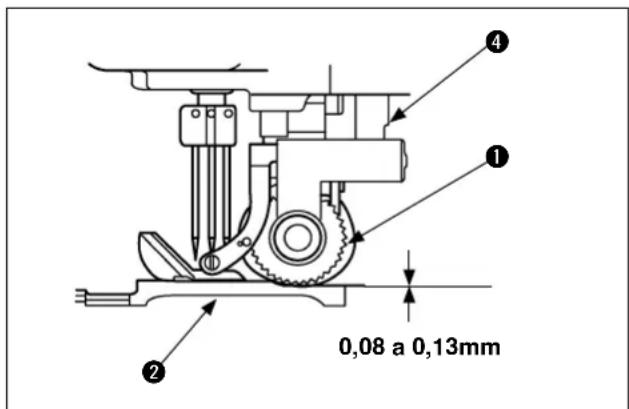
Separaciones uniformes a la derecha e izquierda
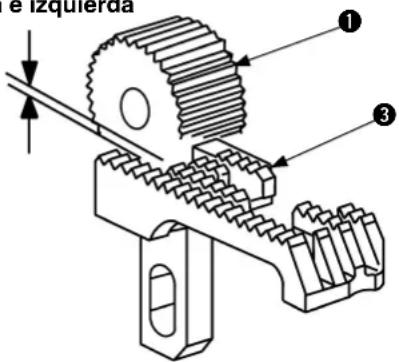
(2) Instalación del rodillo de transporte superior
1) Eleve el eje presionante ④ del rodillo de transporte superior e inserte el eje presionante ④ del rodillo de transporte superior en el agujero del eje de la estructura del conjunto de estructura ⑤ del rodillo de transporte superior. Luego, apriete el tornillo ⑥.
Simultáneamente, inserte la sección de conexión ⑧ de la palanca entre la sección de conexión ⑦ del rodillo para unirla a ésta.
2) Instale el tornillo de ajuste de presión ⑨ del rodillo.
3) Confi rme que exista la separación estándar (gama de separación: 0,08 a 0,13mm) entre el rodillo de transporte superior ① y la superfi cie superior de la placa de agujas ②.
4) Confi rme que la presión sobre el rodillo de transporte superior ① sea apropiada, sufi ciente para alimentar el material/tela de cosido.
☆ Ajuste de presión
- Cuando se gira el tornillo de ajuste de presión ⑨ del rodillo en el sentido de las manecillas del reloj, aumenta la presión.
-
Cuando se gira el tornillo de ajuste de presión ⑨ del rodillo en el sentido opuesto a las manecillas del reloj, disminuye la presión.
-
Confi rme que el eje práidabante
rodillo de transporte superior puede elevarse con las dos manos cuando se instala el tornillo de ajuste de presión ⑨ del rodillo.
- Si el rodillo de transporte superior

① toca la placa de agujas ② y hay demasiada presión, esto causará el corte del hilo de cadenetas.
-
Si hay demasiada separación entre el rodillo de transporte superior ① y la placa de agujas ②, esto causará falla en la alimentación del hilo de cadenetas.
-
Si la presión sobre el rodillo de transporte superior ① es muy débil para el material/tela de cosido, esto causará el transporte irregular.
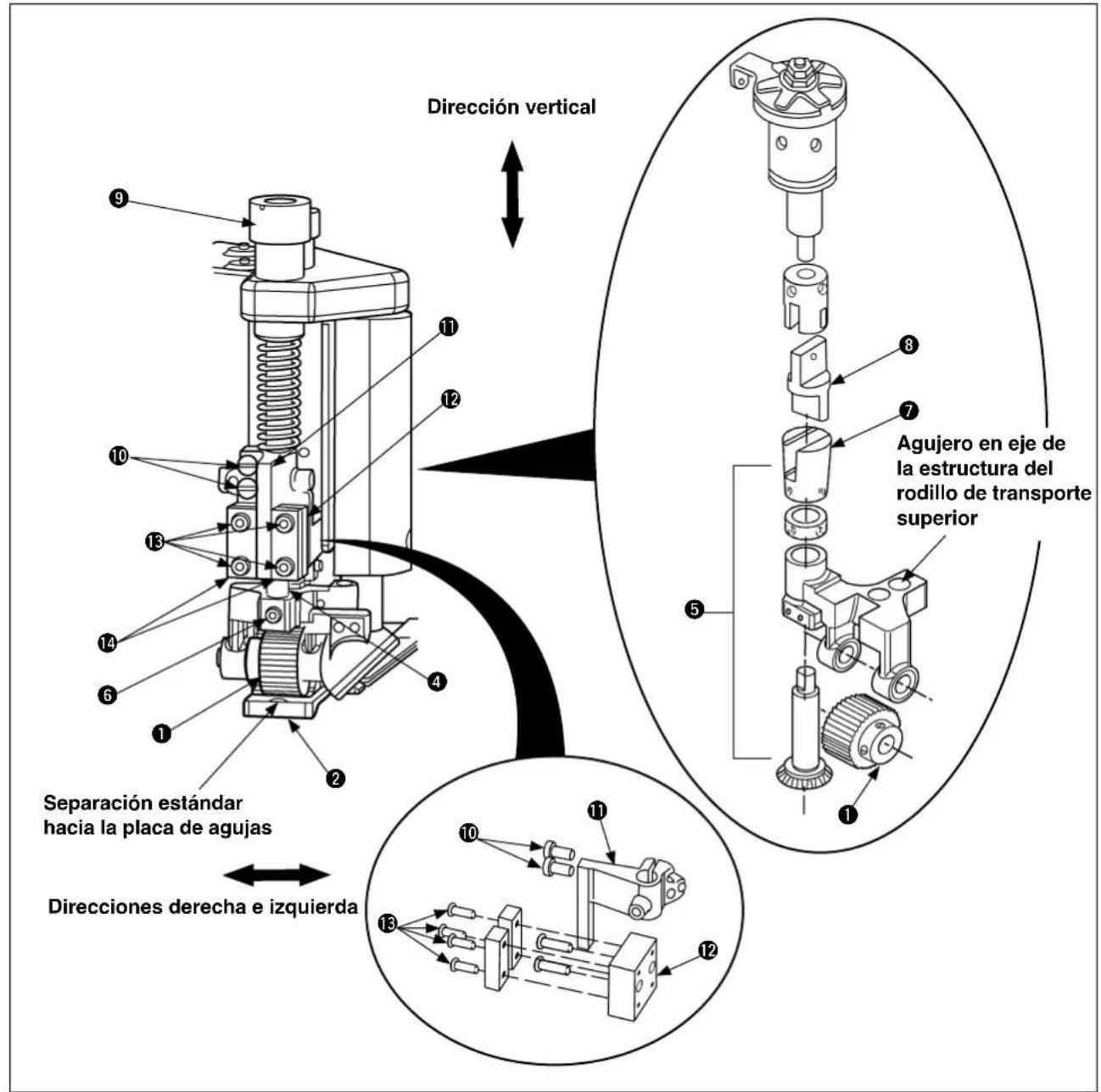
(3) Ajuste de la separación entre el rodillo de transporte superior y la placa de agujas
1) Si el ajuste de la separación estándar no es apropiado, afloje los dos tornillos de fijación ⑩. Eleve el eje presionante ④ para colocar un calibre de separación entre la superficie superior de la placa de agujas ② y la parte inferior del rodillo de transporte superior ①. Luego, baje el eje presionante ④.
2) Apriete los dos tornillos de fi jación ⑩ mientras que la superfi cie inferior de la placa de guía ⑪ de la barra del rodillo descansa sobre la superfi cie superior de la placa de guía lateral ⑫.
3) En el estado según visto desde atrás, confirme que la separación vertical del rodillo de transporte superior ① se mantiene en el nivel estándar conjuntamente con la placa de agujas ②.
4) En el estado según visto desde atrás, confirme que las separaciones frontal/trasera y derecha/izquierda en el lado derecho del rodillo de transporte superior ① se mantienen uniformemente conjuntamente con el dentado de transporte ③.

(4) Ajuste del paralelismo entre el rodillo de transporte superior y el dentado de transporte
Afloje los tornillos de fijación 10. Girando el eje presionante 4 hacia la derecha o izquierda, compruebe para asegurarse de que se sean iguales las separaciones entre el rodillo de transporte superior y los lados frontal, trasero, derecho e izquierdo del dentado de transporte 3. Luego, apriete los tornillos de fi jación 10.
(5) Ajuste para eliminar el traqueteo derecho e izquierdo en el rodillo de transporte superior
Si hay huelgo lateral en el rodillo de transporte superior 1, afloje los tornillos de fijación 13 y elimine el huelgo asegurándose de que la placa de guía 11 de la barra del rodillo se encuentre firmemente asegurada con las placas de guía 14 derecha e izquierda al efectuar el ajuste. Luego, apriete los tornillos de fijación 13.
11. Ajuste de la vía del hilo de la aguja

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Ajuste de la vía del hilo de la aguja
La vía de ajuste ① del hilo de la aguja se encuentra situada justo debajo del guíahilos ③ de la aguja para permitir que no existan fl echas del hilo de la aguja que pasa a través de la vía ② del hilo de la palanca desde la vía de ajuste ① del hilo de la aguja cuando la barra de agujas se encuentra en el punto muerto superior.
(2) Altura de la vía de ajuste del hilo de la aguja
La dimensión estándar es de 27mm desde el punto "A" bajo el agujero de la guía ③ de la vía del hilo de la aguja hasta el punto "B" bajo el agujero de la vía de ajuste ⑪ del hilo de la aguja.
Para tensar el hilo de la aguja de forma particular, ajuste a aproximadamente 36mm la distancia desde el punto "C" bajo el agujero de la guía ③ de la vía del hilo de la aguja hasta el punto "D" bajo el agujero de la vía de ajuste ① del hilo de la aguja.
(3) Altura de la placa de ajuste del soporte del hilo de la aguja
Cuando la barra de agujas se encuentra en su punto muerto inferior, la dimensión estándar es de 1,6mm desde el extremo superior "F" de la vía ② del hilo de la palanca del hilo de la aguja hasta el extremo superior "E" de la placa de ajuste ④ del soporte del hilo de la aguja.
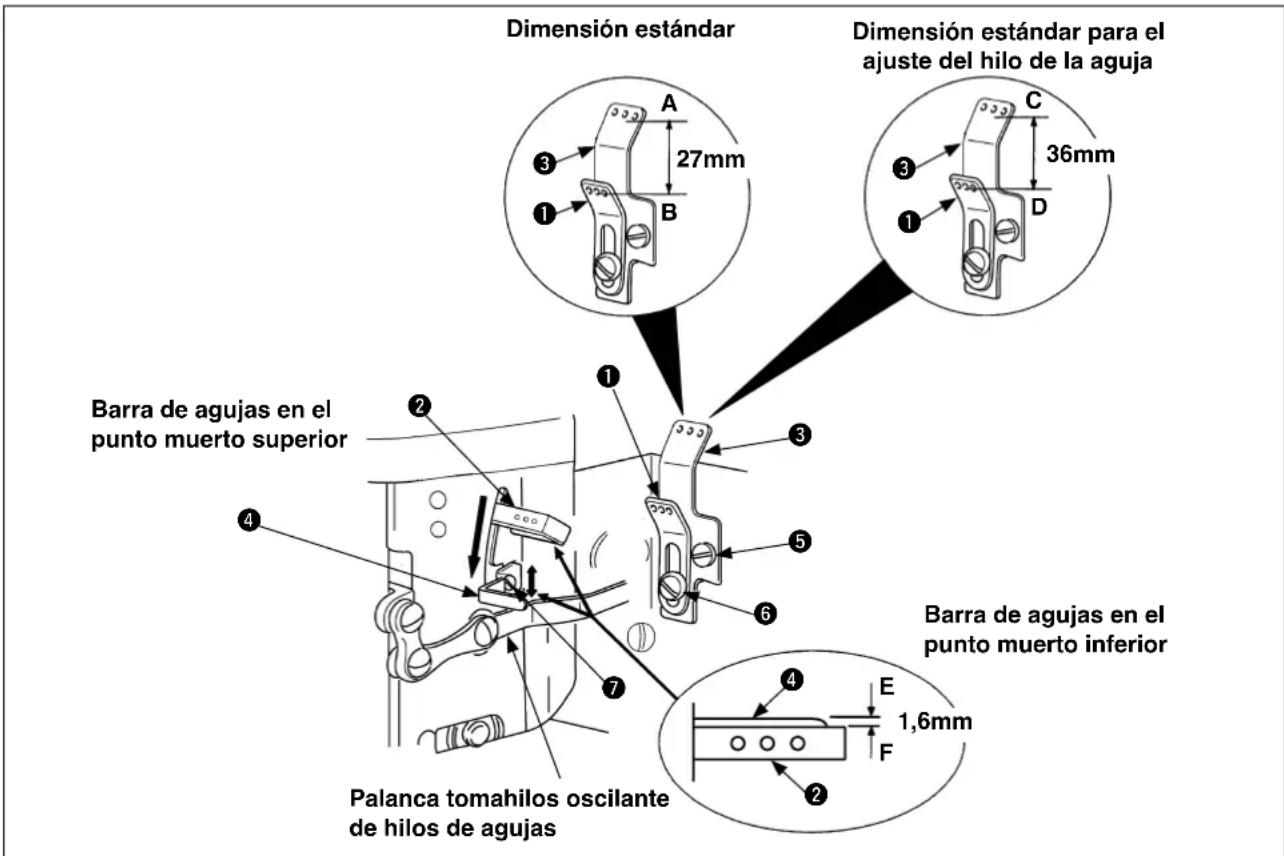
(4) Posición de montaje de la vía de ajuste del hilo de la aguja
1) Instale la guía ③ de la vía del hilo de la aguja y apriete el tornillo de fi jación ⑤.
2) Instale la vía de ajuste ① del hilo de la aguja en la guía ③ de la vía del hilo de la aguja.
Mida la dimensión estándar (27mm) y apriete el tornillo de fijación ⑥.
- Cuando se aumenta la altura de la vía de ajuste ① del hilo de la aguja, esto hace que se afl oje el hilo de la aguja.
- Cuando se disminuye la altura de la vía de ajuste ① del hilo de la aguja, esto hace que se apriete el hilo de la aguja.
(5) Posición de montaje de la placa de ajuste del soporte del hilo de la aguja
1) Haga que la vía ② del hilo de la palanca se posicione en el punto muerto inferior.
2) Afloje los dos tornillos de fijación ⑦ de la placa de ajuste ④ del soporte del hilo de la aguja y mueva la placa de ajuste ④ del soporte del hilo de la aguja verticalmente. Mida la dimensión estándar (1,6mm) y luego apriete los dos tornillos de fi jación⑦.
- Cuando se aumenta la altura de la placa de ajuste ④ del soporte del hilo de la aguja, esto hace que se agrande el lazo del hilo de la aguja.
-
Cuando se disminuye la altura de la placa de ajuste ④ del soporte del hilo de la aguja, esto hace que se achique el lazo del hilo de la aguja.
-
Cuando se aflojan los dos tornillos de fijación ⑦ y la placa de ajuste ④ del soporte del hilo de la aguja se mueve verticalmente, es posible modificar la altura de "F" y de "E".

do la posición de cada vía de hilo
① y la de la placa de ajuste ④ del soporte del hilo de la aguja del no coinciden, esto puede causar problemas tales como saltos de puntada, rotura de hilos, y mal apriete del hilo de agujas.
12. Ajuste de la leva del hilo del enlazador

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Ajuste de la leva del hilo del enlazador
La posición estándar se obtiene cuando se gira la polea ① en el sentido opuesto a las manecillas del reloj, y el primer tornillo de fi jación ③ de la leva ② del hilo del enlazador y el primer tornillo de fi jación ④ de la polea ① se alinean en la misma línea.

los dos tornillos de fi jación
opuesto a las manecillas del reloj, el primer tornillo funciona como el tornillo de contacto ④ del eje principal.
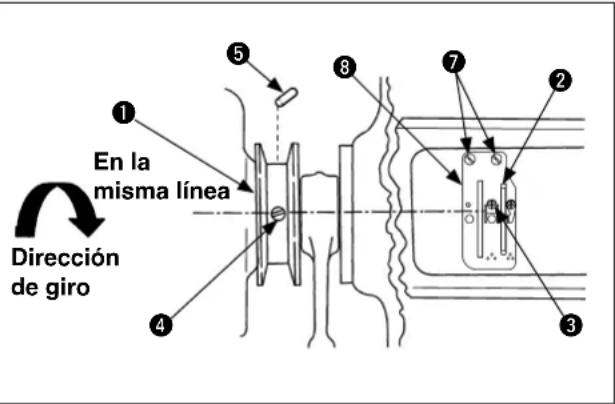
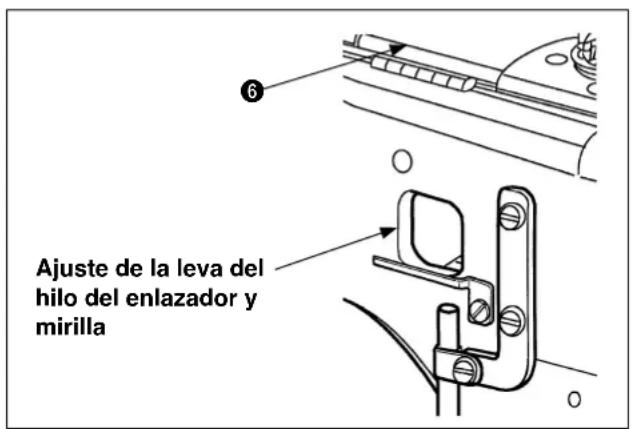
(2) Ajuste de la leva del hilo del enlazador
1) Abra la cubierta superior central ⑥, afl oje el tornillo de fi jación⑦, y retire la base ⑧ de la vía del hilo de la leva.
2) Gire la polea ① en el sentido opuesto a las manecillas del reloj y confi rme que el primer tornillo de fi jación ③ de la leva del hilo del enlazador se encuentra en la misma línea que el primer tornillo de fi jación ④ de la polea ①.
Si el tornillo de fi jación ③ de la leva del hilo del enlazador se encuentra desplazado, afl oje los dos tornillos de fi jación④ y ⑤ y gire la leva ② del hilo del enlazador hacia adelante o atrás para el ajuste. Luego, apriete el tornillo de fi jación④ .
Durante los ajustes de la leva
② del hilo del
enlazador, no mueva la leva ② del hilo del enlazador hacia la derecha e izquierda.

ontrario, la leva
② del hilo del
enlazador puede entrar en contacto con la cara lateral derecha/izquierda de la ranura de la base ⑧ de la vía del hilo de la leva.
3) Instale la base ⑧ de la vía del hilo de la leva de modo que no toque las superfi cies derecha e izquierda de la leva ② del hilo del enlazador.
Luego, apriete el tornillo de fi jación ⑦.
1.
②Ldel hilo del envazador puede

ajustarse a través de la mirilla. Sin embargo, como el interior de la mirilla está oscuro, debe utilizarse una luz apropiada (linterna de bolsillo o similar) durante los ajustes.
- Si la leva
② del hilo del enlazador no
se ajusta a su posición estándar, esto puede causar saltos de puntada.
13. Ajuste de fl otación del disco tensor

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
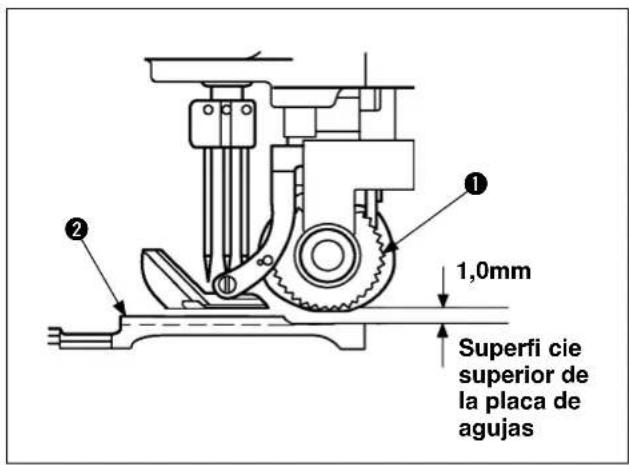
(1) Ajuste de fl otación del disco tensor
La posición estándar es aquel en que la punta del pasador ③ de fl otación del disco entra en contacto con el disco tensor superior ④ cuando el rodillo de transporte superior ① se eleva en 1,0mm sobre la superfi cie superior de la placa de agujas ②, y el disco tensor superior ④ permanece fl otando cuando el rodillo de transporte superior ① se eleva aun más. La dimensión estándar es de 6,5mm entre la punta del pasador ③ de flotación del disco y la superficie superior del guíahilos ⑤.
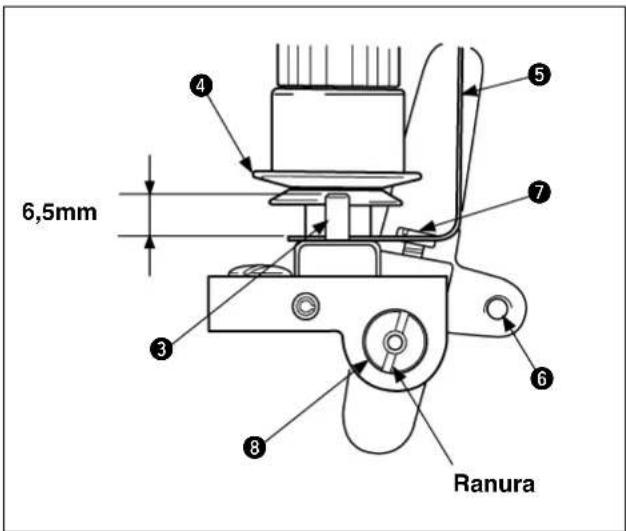
(2) Ajuste de fl otación del disco tensor
1) Inserte un destornillador en la ranura del eje fl otante de tensión ⑧ y afloje el tornillo de fijación ⑦ de la palanca de elevación ⑥. Luego, gire el eje fl otante de tensión ⑧ en el sentido de las manecillas del reloj. 2) Ajuste la altura del pasador ③ de fl otación del disco a 6,5mm y apriete el tornillo de fi jación⑦.

sición del pasador
③ de flotación del disco no es apropiada, el hilo de la aguja y/o el hilo del
enlazador no podrán ser extraídos cuando se requiere esta acción.
14. Ajuste del plegador

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
(1) Posición de montaje del plegador
Inserte la base de deslizamiento ③ del conjunto plegador ② en el centro de la placa de deslizamiento ① de los brazos de cilindro derecho e izquierdo, y deslice el prensatelas ④ hacia adelante. En ese momento, debe obtenerse una separación estándar de 0,8 a 1,6mm entre la sección frontal “A” del prensatelas ④ y la sección de salida “B” del plegador superior ⑤.
Si la sección "B" del plegador superior
⑤ se instala lo más cercana posible a la sección "A" del

prensatelas ④, el cosido tenderá a ser más estabilizado para el material de cosido. En tal caso, sin embargo, es necesario asegurarse de que el plegador superior ⑤ no entre en contacto con el prensatelas ④ durante el cosido.
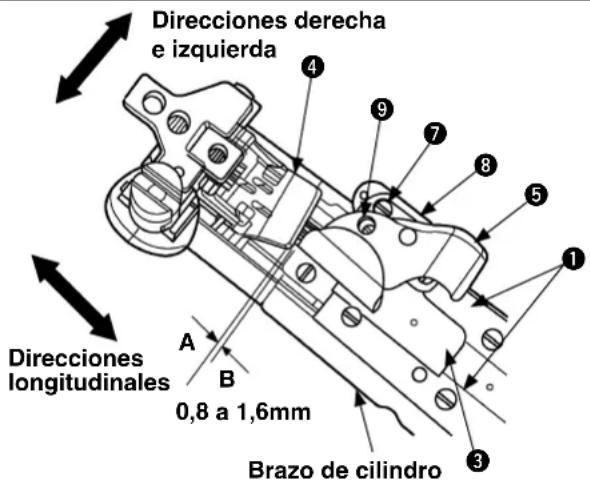
(2) Ajuste de la posición de montaje del plegador
1) Durante la instalación del conjunto plegador ②, confi rme que se obtenga la separación estándar entre la sección frontal "A" del prensatelas ④ y la sección de salida "B" del plegador superior ⑤.
Si las condiciones no son correctas en cuanto al contacto frontal y trasero entre la sección frontal "A" del prensatelas ④ y la sección de salida "B" del plegador superior ⑤ y el posicionamiento derecho e izquierdo de los plegadores superior e inferior (⑤ y ⑥ ), afl oje los dos tornillos⑦ y ajuste el posicionamiento frontal/trasero y derecho/izquierdo de la base del plegador ⑧ .
2) Si es necesario ajustar la salida en las puntas de los plegadores superior e inferior ( ⑤ y ⑥ ), afl oje los dos tornillos ⑨ y haga el ajuste moviendo la punta del plegador superior ⑤ hacia la derecha o izquierda.
Para ampliar las salidas de los plegadores superior e inferior ( ⑤ y ⑥ ), mueva la punta del plegador superior ⑤ hacia la izquierda.
Para estrechar las salidas de los plegadores superior e inferior ( ⑤ y ⑥ ), mueva la punta del plegador superior ⑤ hacia la derecha.
3) El resort se fi ja a la sección derecha del plegador inferior 6 con el tornillo de fi jación 11.
La sección de la punta del plegador inferior ⑥ está provista de un repliegue de escape hacia la derecha para permitir el manejo apropiado de material extrapesado.
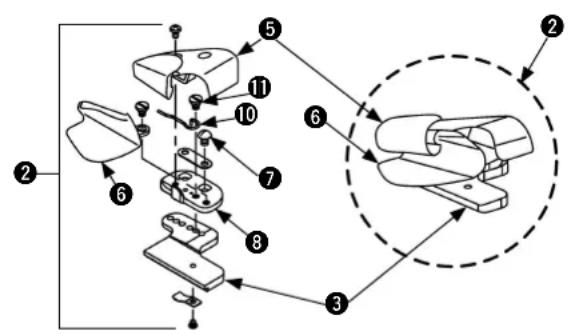
1. Ajuste los plegadores superior e inferior
( ⑤ y ⑥ ) de acuerdo con el espesor del material a coser.

Además, en cuanto a tipos de conjunto
plegador ②, existen otros juegos plegadores adicionalmente al plegador estándar.
Consulte "14. (3) Tipos de plegadores".
- Si la posición del conjunto plegador
2
es incorrecta, se deteriorará la calidad del producto a coser.
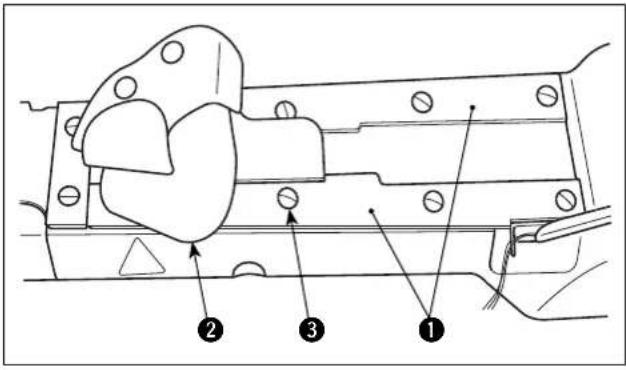
Inserte el plegador ③ en el soporte ① del plegador. Después de la inserción, afloje los tornillos de fijación ③ (ocho tornillos de fi jación para el cosido con transporte diferencial o seis tornillos para el cosido sin transporte diferencial) para hacer el ajuste de modo que el plegador se deslice suavemente sin ningún huelgo.
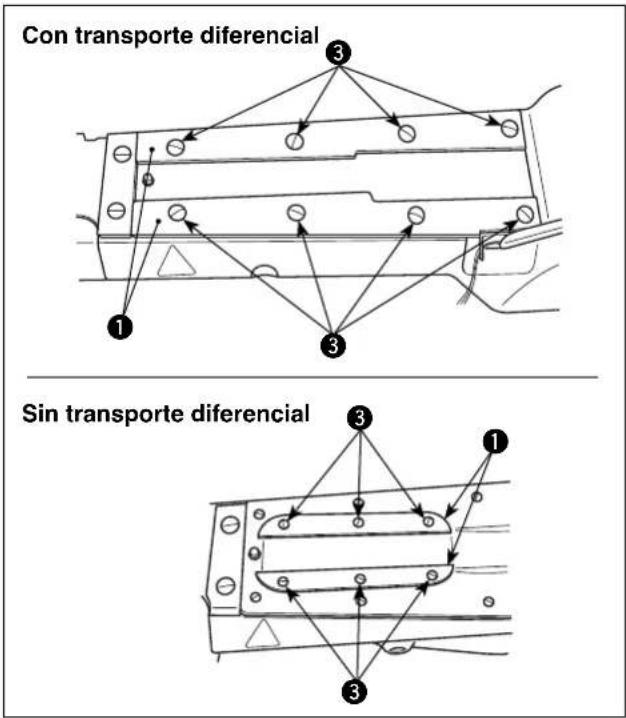
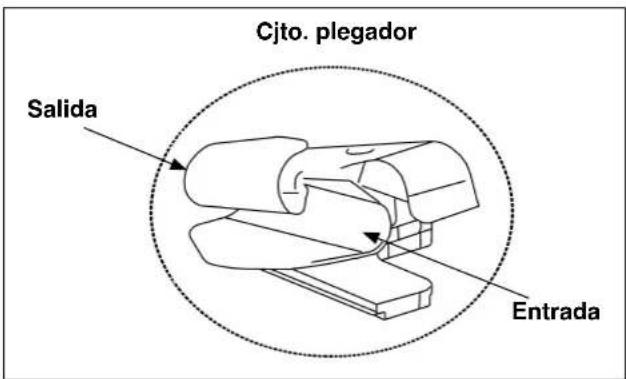
(3) Tipos de plegadores
Seleccione el plegador óptimo de acuerdo con la naturaleza y espesor del material/tela de cosido.
| No | No | de pieza JUKI No de pieza US | Dimensiones exteriores | Características del plegador |
| 1 40 | 066942 | 24502502(23420AY18-1/8) | 3,2mm | |
| 2 40 | 072322 | 24517104(23420AY18-3/22) | 2,4mm | |
| 3 40 | 072324 | 24620205(23420AY18-5/32) | 4,0mm | |
| 4 40 | 072328 | 24503005(23420Z-9-1/8) | 3,2mm |
15. Limpieza del cabezal de la máquina de coser

ADVERTENCIA :
Ejecute el trabajo después de desconectar la corriente eléctrica para evitar accidentes causados por el arranque brusco de la máquina de coser.
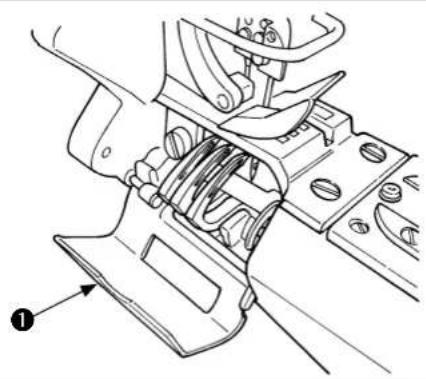
1) Asegúrese de quitar las briznas de tela de alrededor del enlazador antes de que se acumulen. Abra la cubierta ① del enlazador. Quite con pinzas las briznas de tela acumuladas alrededor del enlazador.
Si las briznas de tela se dejan acumular alrededor del enlazador y no se quitan, es muy probable que ellas ingresen al interior de la máquina de coser.
El ingreso de las briznas de tela a la sección interior de la máquina de coser puede causar el atascamiento del fi ltro del tanque de aceite antes de lo usual, lo que causará una lubricación defectuosa. Este fenómeno podría causar la abrasión anormal o agarrotamiento de los componentes de la máquina de coser. Por lo tanto, tenga mucho cuidado para no dejar acumular las briznas de tela alrededor del enlazador.
2) Periódicamente limpie el filtro quitando las briznas de tela acumuladas en el mismo.
Como guía, es necesario realizar la limpieza cuando disminuye la cantidad de salpicaduras de aceite contra la mirilla de comprobación de circulación de aceite. Si no se observa ninguna salpicadura de aceite, aun durante un segundo, durante el arranque de la máquina de coser, asegúrese de quitar las briznas de tela del filtro.
Si se permite que la máquina de coser continúe funcionando aun cuando cesen las salpicaduras de aceite, el tubo de aceite se atascará con briznas de tela, y esto impedirá la lubricación. En caso de que ocurra este problema, será necesario efectuar una limpieza a fondo del interior del tubo. Por lo tanto, tenga mucho cuidado.
Cabezal de máquina de coser con mecanismo de transporte diferencial
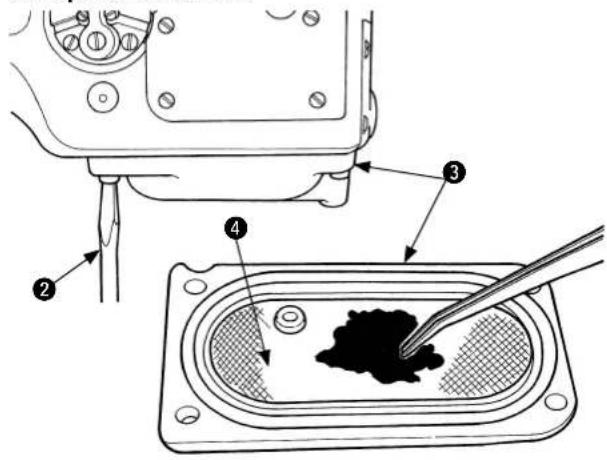
3) El procedimiento de limpieza del fi ltro varía según el tipo de cabezal de máquina de coser, es decir, cabezal de máquina de coser equipado con mecanismo de transporte diferencial y aquel no equipado con éste.
Asegúrese de drenar el aceite del cabezal de la máquina antes de realizar la limpieza.
[Para el cabezal de máquina de coser equipado con mecanismo de transporte diferencial]
Retire los cuatro tornillos con el destornillador ②. Retire el tanque de aceite ③. Quite las briznas de tela de la parte superior del fi Itro ④. En este punto, como el fi Itro ④ es desprendible, quite también las briznas de tela desde el interior del tanque de aceite ③.
Al término de la limpieza, reapriete los cuatro tornillos para fijar el filtro.
Cabezal de máquina de coser sin mecanismo de transporte diferencial ⑥
![JUKI MF3580 - [Para el cabezal de máquina de coser equipado con mecanismo de transporte diferencial] - 1](/content/2026/04/624737/images/a94bfdce7c9136d82d873e783786b0f97826456928721d3adbc6e86dc85d085e.jpg)
[Para el cabezal de máquina de coser sin mecanismo de transporte diferencial]
Retire la cubierta ⑤ del lado de cilindros. Retire los seis tornillos de fi jación⑥.
Luego, podrá observarse el fi Itro ⑦ dentro de la máquina de coser. Quite mediante pinzas las briznas de tela adheridas al fi Itro. Al término de la limpieza, reinstale la cubierta ⑤ del lado de cilindros.
※ Este procedimiento es aplicable a la máquina de coser equipada con la pieza ④ (№ 40067058 (+40067056) o pieza ⑦ (№ 40098071 (+EA9500B0000)). Dichas piezas pueden instalarse en la máquina de coser no equipadas con ellas.
flowchart
Comprobación y medidas correctivas flowchart detailing steps from 2. Corte de hilo to 3. Rotura del hilo, including key stages like Vía del hilo, Tensión de la leva del hilo, and Calentamiento de aguja.![JUKI MF3580 - [Para el cabezal de máquina de coser sin mecanismo de transporte diferencial] - 1](/content/2026/04/624737/images/cb135055228eea89a44fe0fa5bdbfa21c1a0dcc139bb2bf758b68194eeb32058.jpg)
flowchart
graph TD
A["4. Embotadura de la punta de la aguja"] --> B["4-1) Entrada de aguja 1-A"]
B --> C["La entrada de la aguja frontal/trasera y derecha/izquierda parece incorrecta junto con el agujero de la aguja en la placa de agujas."]
B --> D["Consulte los valores de ajuste estándar."]
A --> E["4-2) Guardaagujas trasero"]
E --> F["2-A) Posición incorrecta de la dirección frontal-trasera"]
F --> G["Comprobación de separación entre el guardaagujas trasero y la aguja Consulte los valores de ajuste estándar."]
A --> H["4-3) Contacto con la parte trasera del enlazador"]
H --> I["3-A) Contacto muy frecuente entre la parte trasera del enlazador inferior y la punta de la aguja."]
I --> J["IV - 6. Ajuste el lugar geométrico de movimiento del enlazador para que el nivel de contacto sea apropiado cuando el enlazador inferior se mueve hacia atrás. Consulte los valores de ajuste estándar."]
![JUKI MF3580 - [Para el cabezal de máquina de coser sin mecanismo de transporte diferencial] - 2](/content/2026/04/624737/images/81b0ed92a1bb9118d9c7334b3c359e1071bc3ca4158e32d3cbfefaf4dabce15d.jpg)
![JUKI MF3580 - [Para el cabezal de máquina de coser sin mecanismo de transporte diferencial] - 3](/content/2026/04/624737/images/09be422546cee1700688ca9245c3a79e6149211d202488dd4c91d7c88ac187a7.jpg)
other
| Problem | Category | Value | | --- | --- | --- | | Salto de puntadas | El enlazador no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazador no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazador no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazador no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazadora no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazadora no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazadora no coge el hilo de la aguja. | 5-1 | | Salto de puntadas | El enlazadora no coge el hilo de la aguja. | Spinalizadora no coge el hilo de la aguja. |A la siguiente página
De la página anterior
![JUKI MF3580 - [Para el cabezal de máquina de coser sin mecanismo de transporte diferencial] - 4](/content/2026/04/624737/images/0ff22eb4118ca297e4404b1918374219053ea7dde197341a3a3902b0688f11b8.jpg)
flowchart
graph TD
A["5-2) Desenhebrado de la puntada de cadeneta"] --> B["2-A) Aguja"]
B --> C["A-1) Combadura o error de montaje de la aguja"]
C --> D["Reemplace la aguja, o instale el agujero de la aguja en la parte frontal correctamente. Luego, inserte la aguja en el extremo superior del agujero de montaje de la aguja del retén de la aguja. UY130GS"]
A --> E["(Puntada de cadeneta) El hilo de la aguja cogido por el enlazador se desenhebra antes de que la aguja descienda y entre en el lazo del hilo de la aguja."]
E --> F["2-B) Altura de aguja"]
F --> G["B-1) Altura incorrecta de la barra de agujas"]
G --> H["Comprobación de altura de la barra de agujas y magnitud de tracción del enlazador Consulte los valores de ajuste."]
A --> I["(Desenhebrado) El lazo del hilo de la aguja cogido por el enlazador se desenhebra completamente antes de que la aguja descienda."]
I --> J["2-C) Enhebrado"]
J --> K["C-1) Error de enhebrado"]
K --> L["Consulte “III- 5. Cómo realizar el enhebrado”"]
I --> M["2-D) Enlazador inferior"]
M --> N["D-1) Ángulo incorrecto de montaje del enlazador inferior. Magnitud de tracción insufi ciente del enlazador inferior"]
N --> O["Make the lower looper mounting angle proper or increase the drawing amount (in the fl at mounting range)."]
A --> P["2-E) Ajuste del enlazador inferior"]
P --> Q["E-1) Contacto insufi ciente entre la aguja y la parte trasera del enlazador inferior"]
Q --> R["Corrija el ángulo de montaje del enlazador inferior o aumente la magnitud de tracción (en la gama de montaje plano)."]
A --> S["2-F) Tensión del hilo"]
S --> T["Tensión de hilo insufi ciente"]
T --> U["Aumente la tensión."]
A --> V["2-G) Sujetador del hilo de la aguja"]
V --> W["G-1) Altura excesiva de la posición del sujetador del hilo"]
W --> X["Consulte los valores de ajuste."]
A --> Y["5-3) Puntadas mal ten-sadas para el hilo de la aguja"]
Y --> Z["3-A) Aguja A-1"]
Z --> AA["Embotadura superior de la aguja, combadura de la aguja; comprobar la aguja en uso."]
AA --> AB["Reemplace la aguja. UY130GS"]
Y --> AC["3-B) Enlazador inferior"]
AC --> AD["B-1) Embotadura o falta de afi lado del fi lo de la hoja del enlazador inferior"]
AD --> AE["Reemplace cualquier pieza que haya sido modifi cada o haya cambiado de forma. Consulte los valores de ajuste."]
Y --> AF["3-C) Altura de aguja"]
AF --> AG["C-1) Altura incorrecta de la barra de agujas"]
AG --> AH["Consulte los valores de ajuste."]
Y --> AI["3-D) Enhebrado"]
AI --> AJ["D-1) Error de enhebrado"]
AJ --> AK["Consulte “III- 5. Cómo realizar el enhebrado”"]
Y --> AL["3-E) Tensión del hilo de la aguja"]
AL --> AM["E-1) Tensión insufi - ciente del hilo"]
AM --> AN["Aumente la tensión del hilo."]
Y --> AO["3-F) Tensión del hilo del enlazador inferior"]
AO --> AP["F-1) Tensión excesiva del hilo"]
AP --> AQ["Disminuya la tensión del hilo."]
Y --> AR["3-G) Vía de guía del hilo de la bobina"]
AR --> AS["G-1) Cantidad insufi - ciente de toma del hilo de la bobina"]
AS --> AT["Aumente la magnitud de toma del hilo de la bobina."]
Y --> AU["3-H) Leva del hilo del enlazador"]
AU --> AV["H-1) Posición retardada de la leva del hilo del enlazador"]
AV --> AW["Ajuste la posición de la leva del hilo del enlazador a su nivel apropiado."]
De la página anterior
![JUKI MF3580 - [Para el cabezal de máquina de coser sin mecanismo de transporte diferencial] - 5](/content/2026/04/624737/images/25086fc1feee87622d5bdad3e762ec60beb98c62b273cde6452142ef5cbf301d.jpg)
flowchart
graph TD
A["5-4) Atascamiento de cosido"] --> B["4-A) Resorte regulador de la presión de la barra prensadora"]
B --> C["A-1) Presión insufi - ciente de la barra prensadora"]
C --> D["Ajuste la presión de la barra prensadora apropiadamente."]
A --> E["4-B) Altura del transportador"]
E --> F["B-1) Transportador extremadamente bajo"]
F --> G["Ajuste la altura del transportador correctamente. Consulte los valores de ajuste estándar."]
A --> H["4-C) Resorte regulador de presión del rodillo de transporte superior"]
H --> I["C-1) Ajuste de presión insufi ciente"]
I --> J["Ajuste al valor apropiado. Consulte “Ajuste de la magnitud de tracción del rodillo de transporte superior”."]
A --> K["4-D) Rodillo de transporte superior"]
K --> L["C-2) Fatiga permanente del pasador del freno."]
L --> M["Reemplace el resorte del freno (Pieza No.: 40068599) con uno nuevo."]
K --> N["D-1) Magnitud de tracción insufi ciente"]
N --> O["Ajuste la magnitud de tracción apropiadamente."]
K --> P["D-2) El engranaje y la chaveta se han desgastado."]
P --> Q["Reemplace el engranaje (Pieza No.: 40068562/40068563) con uno nuevo."]
K --> R["4-E) Huelgo en el pie prensatelas"]
R --> S["E-1) Se ha deformado el tornillo de casquete, lo que causa una presión irregular del pie prensatelas."]
R --> T["Reemplace el tornillo de casquete (Pieza No.: 40070193) con uno nuevo."]
A --> U["5-5) Problemas con hilo de cadenetas"]
U --> V["5-A) Placa de agujas"]
V --> W["A-1) El hilo no pasa suavemente debido a embotadura del agujero de la placa de agujas"]
V --> X["Ejecute la modifi cación o reemplazo de la pieza deformada."]
U --> Y["5-B) Ajuste de enlazador inferior"]
Y --> Z["B-1) Salto de puntada de adorno inferior debido al ajuste incorrecto del enlazador inferior"]
Z --> AA["Consulte los valores de ajuste."]
U --> AB["5-C) Tensión del hilo de la aguja"]
AB --> AC["C-1) Tensión insufi ciente del hilo de la aguja"]
AB --> AD["Aumente la tensión del hilo."]
U --> AE["5-D) Enhebrado"]
AE --> AF["D-1) Error de enhebrado"]
AF --> AG["Consulte “III- 5. Cómo realizar el enhebrado”."]
U --> AH["5-E) Magnitud de tracción del rodillo de transporte superior"]
AH --> AI["E-1) La magnitud de tracción del hilo es insufi ciente."]
AH --> AJ["Aumente la magnitud de tracción del hilo. Consulte los valores de ajuste."]
U --> AK["5-F) Separación con respecto al rodillo de transporte superior"]
AK --> AL["F-1) La separación es demasiado grande entre el rodillo de transporte superior y la superfí cie superior de la placa de agujas."]
AK --> AM["Ajuste la separación al nivel estándar. Consulte los valores de ajuste."]
U --> AN["5-G) Resorte regulador de presión del rodillo de transporte superior"]
AN --> AO["G-1) Ajuste de presión insufi ciente"]
AN --> AP["Ajuste la presión del resorte de la barra prensador apropiadamente."]
VI. DIBUJO DE LA MESA
Pieza JUKI No: 40107535 (disponible por separado)
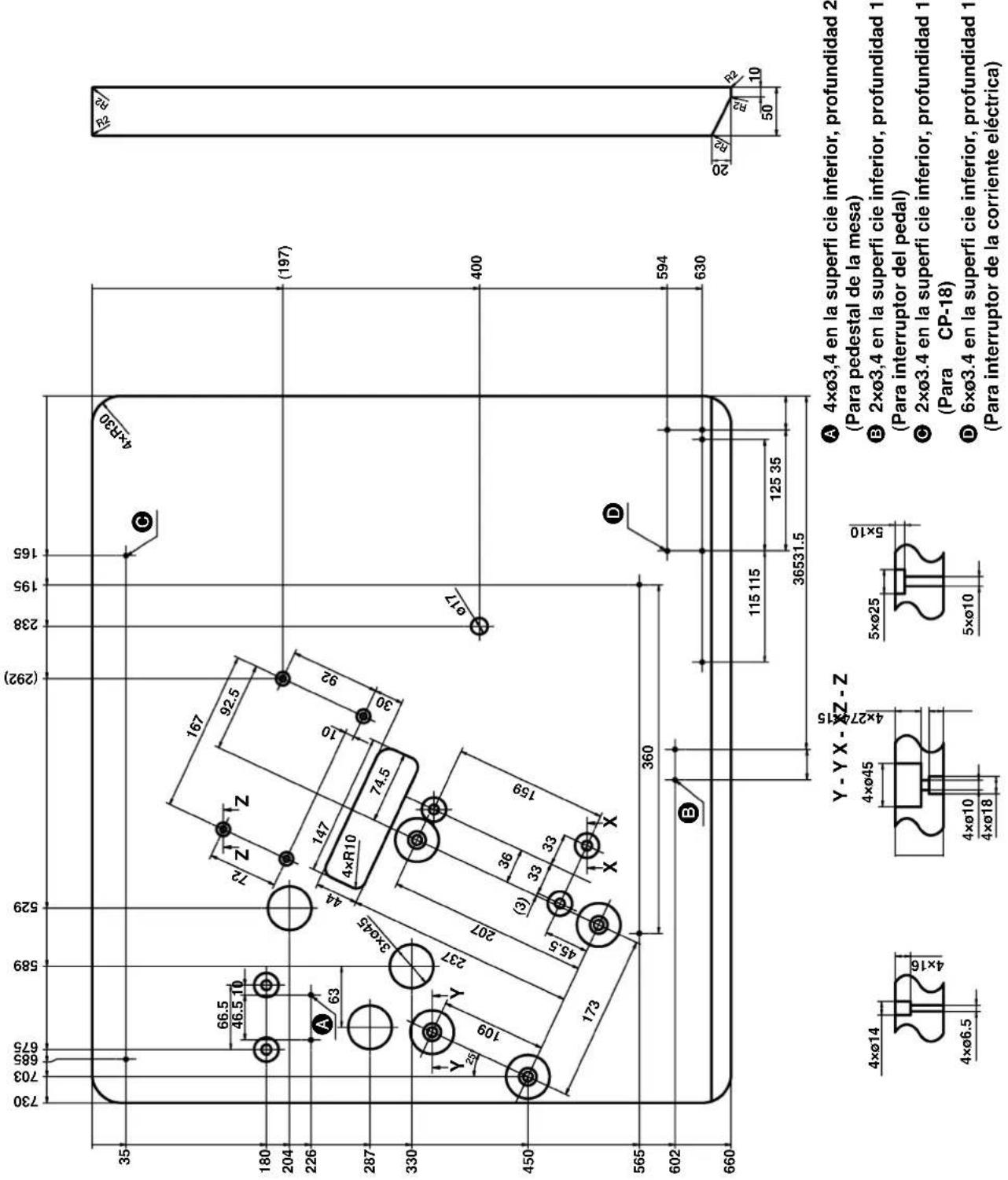
VII. DIAGRAMA DE MAQUINADO DE LA MESA (Solamente para la máquina de coser equipada con motor de embrague)
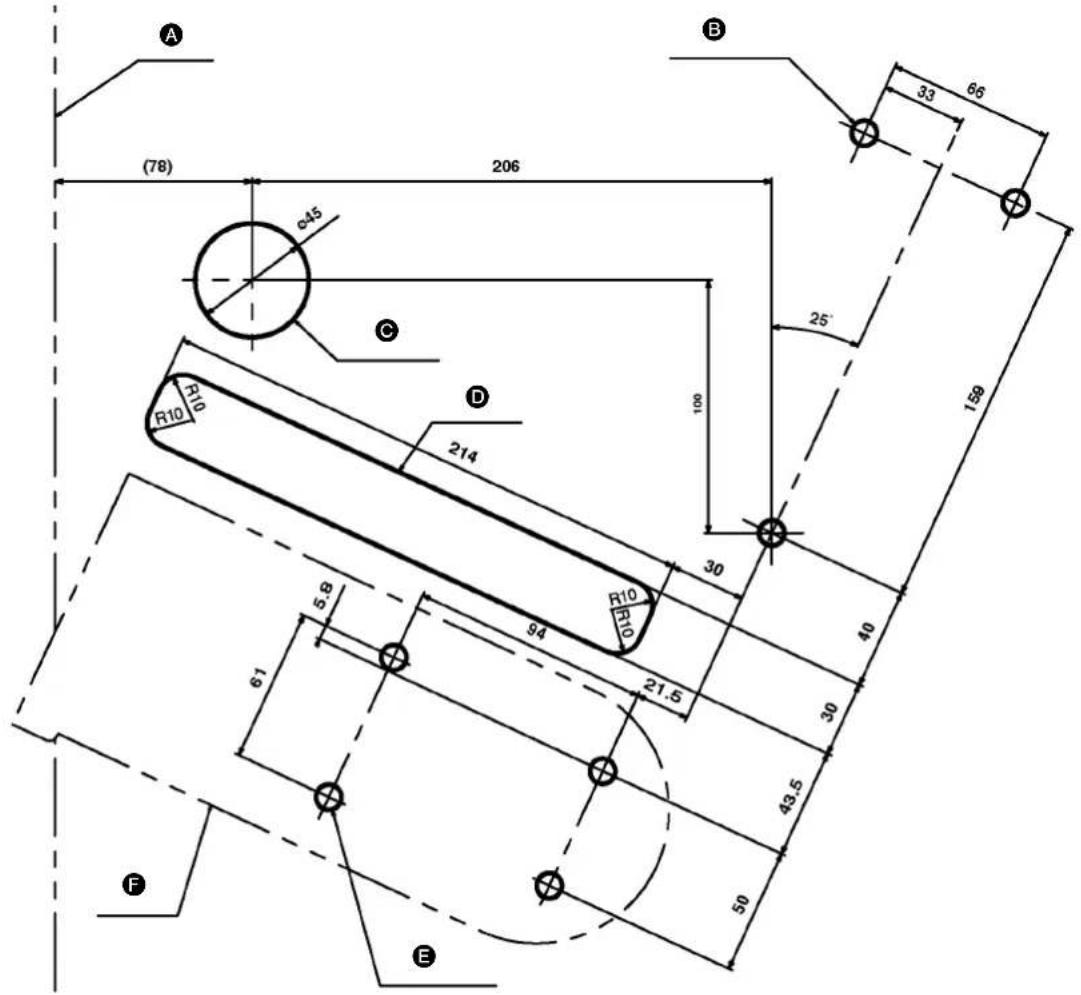
A Superfi cie de extremo de la mesa
B Ubicación de montaje del motor de embrague (3 x Φ10)
© Agujero pasante para la cadena del pedal de elevación del pie prensatelas
D Ranura de separación de la correa
E Agujero de montaje de la base de montaje (4 x Φ10)
F Base de montaje (Nota)
(Nota) La base de montaje exclusiva de JUKI es considerada como producto correspondiente al modelo denominado "MT05".
La mesa que se muestra arriba es el plano de maquinado de la mesa utilizando el modelo MT05.
Sin embargo, debe tenerse en cuenta que debe utilizarse sólo una almohadilla de goma aun cuando el modelo MT05 está provisto de dos.
Los tornillos y arandelas de montaje se suministran con la base de montaje.
* Tornillo de montaje SM6087002 TN (M8) 4 pzas.; arandela WP0841600SC 4 pzas.
ITALIANO
PER GARANTIRE L'USO SICURO DELLA MACCHINA PER CUCIRE
- Reservados todos derechos en el mundo entero.
Sirvase ponerse en contacto con nuestros distribuidores o agentes en su área siempre que necesite alguna información más detallada.
* La descripción que se de en este manual de instrucciones está sujeta a cambio sin previo aviso por razones de mejora de la mercancía.