MF3580 - Macchina da cucire JUKI - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo MF3580 JUKI in formato PDF.
| Tipo di prodotto | Macchina da cucire industriale doppio punto catenella (401 LSc-3) |
| Numero di aghi | 3 |
| Numero di fili | 6 |
| Applicazioni | Denim, abbigliamento da lavoro, feltro |
| Velocità di cucitura massima | 4 500 punti/min |
| Velocità di cucitura consigliata | 3 500 punti/min |
| Distanza tra gli aghi | 8 mm (3,2 mm tra aghi, larghezza totale 6,4 mm) |
| Lunghezza del punto | 2,1 a 3,6 mm (standard 3,2 mm) |
| Tipo di ago | UY130GS (standard), n. 140 (#22) |
| Corsa della barra ago | 33 mm |
| Dimensioni della testa | 420 × 285 × 345 mm |
| Peso della testa | 23,5 kg |
| Altezza di sollevamento del pressore | 9 mm max (standard 6,5 mm) |
| Lubrificazione | Automatica con pompa rotativa, olio JUKI MACHINE OIL n. 18 |
| Capacità del serbatoio dell'olio | 140 ml |
| Temperatura di funzionamento | 5 a 35 °C |
| Umidità di funzionamento | 35 a 85 % (senza condensa) |
| Alimentazione elettrica | Monofase, 50/60 Hz, tensione nominale ±10 % |
| Livello sonoro al posto di lavoro | 80 dB(A) (ISO 10821, a 3 500 punti/min) |
| Manutenzione e pulizia | Pulizia regolare del filtro dell'olio, cambio e rabbocco dell'olio, lubrificazione manuale delle giunzioni ogni 3 mesi |
| Sicurezza | Protezione cinghia, copriago, arresto di emergenza, messa a terra obbligatoria |
| Ricambi e riparabilità | Ricambi originali JUKI, manutenzione da parte di tecnico qualificato |
Domande frequenti - MF3580 JUKI
Domande degli utenti su MF3580 JUKI
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina da cucire in formato PDF gratuitamente! Trova il tuo manuale MF3580 - JUKI e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. MF3580 del marchio JUKI.
MANUALE UTENTE MF3580 JUKI
(1) Ajuste longitudinal del guardaagujas trasero
(5) Ajuste longitudinal del guardaagujas trasero
Per la macchina per cucire, la macchina automatica ed i dispositivi ausiliari (di seguito denominati collettivamente come "macchina"), è inevitabile condurre lavori di cucitura vicino a parti in movimento della macchina. Ciò significa che c'è sempre una possibilità di venire accidentalmente a contatto con parti in movimento. Si consiglia vivamente, agli operatori che azionano effettivamente la macchina e al personale di manutenzione coinvolto nella manutenzione e riparazione della macchina, di leggere con attenzione per comprendere appieno le seguenti AVVERTENZE PER LA SICUREZZA prima di utilizzare la macchina/effettuare la manutenzione della macchina. Il contenuto delle AVVERTENZE PER LA SICUREZZA comprende gli articoli che non sono contenuti nelle specifiche del prodotto.
Le indicazioni di rischio sono classificate nelle seguenti tre diverse categorie per aiutare a capire il significato delle etichette. Assicurarsi di comprendere pienamente la seguente descrizione e di rispettare rigorosamente le istruzioni.
(I) Spiegazione dei livelli di rischio

PERICOLO :
Questa indicazione è presente dove vi è un immediato pericolo di gravi lesioni o morte se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina.

AVVERTIMENTO :
Questa indicazione è presente dove vi è un potenziale pericolo di gravi lesioni o morte se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina.

ATTENZIONE :
Questa indicazione è presente dove vi è un pericolo di lesioni leggere o medie se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina.

Articoli che richiedono particolare attenzione
(II) Spiegazione delle icone di avvertimento e delle etichette di indicazione
| Icona di avvertimento |  | Vi è un pericolo di lesioni se si viene a contatto con una sezione in movimento. | Icona di avvertimento | Tenere presente che se si tiene la macchina per cucire durante il funzionamento, possono essere causate le ferite alle mani. | |
 | Vi è un pericolo di scosse elettriche se si viene a contatto con una sezione ad alta tensione. | Vi è un pericolo di intrappolamenti nella cinghia con conseguenti lesioni. | |||
 | Vi è un pericolo di scottature se si viene a contatto con una sezione ad alta temperatura. | C'è il rischio di lesioni se si tocca il trasportatore del bottone. | |||
 | Tenere presente che se i raggi laser entrano nell'occhio direttamente, possono danneggiare la vista. | Etichetta di indiazione | Il corretto senso è indicato. | ||
 | C'è il rischio di contatto tra la testa dell'operatore e la macchina per cucire. | Il collegamento di un filo di messa a terra è indicato. |


C'è la possibilità che ferimenti da leggeri a gravi oppure morte vengano causati. C'è la possibilità che ferimenti vengano causati se si toccano elementi mobili.
② • Effettuare il lavoro di cucitura con il riparo di sicurezza.
• Effettuare il lavoro di cucitura con il coperchio di sicurezza.
• Effettuare il lavoro di cucitura con il dispositivo protettivo di sicurezza.
③ • Assicurarsi di spegnere la macchina prima di effettuare "infilatura della testa della macchina", "sostituzione dell'ago", "sostituzione della bobina" o "lubrificazione e pulizia".

- Quando è necessario aprire la centralina di controllo contenente parti elettriche, assicurarsi di disattivare l'alimentazione e di attendere cinque minuti o più prima di aprire il coperchio al fine di evitare gli incidenti causati da scosse elettriche.

ATTENZIONE
Precauzioni di basebásicas
- Assicurarsi di leggere il manuale d'istruzioni e altri documenti esplicativi in dotazione con la macchina prima di utilizzare la macchina. Conservare il presente manuale ed i documenti esplicativi in un luogo sicuro affinché possano essere sempre disponibili.
- Il contenuto di questa sezione include gli articoli che non sono contenuti nelle specifiche del prodotto.
- Assicurarsi di indossare occhiali di sicurezza per la protezione contro gli incidenti causati dalla rottura dell'ago.
- Coloro che utilizzano uno stimolatore cardiaco devono usare la macchina, previa consultazione con un medico specialista.
Dispositivi di sicurezza ed etichette di avvertimento
- Assicurarsi di azionare la macchina dopo aver controllato che i dispositivi di sicurezza siano installati correttamente ai posti giusti e funzionino regolarmente al fine di prevenire gli incidenti causati dalla mancanza dei dispositivi.
- Se uno qualsiasi dei dispositivi di sicurezza viene rimosso, assicurarsi di rimetterlo a posto e controllare che funzioni regolarmente al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- Assicurarsi di mantenere le etichette di avvertimento aderite sulla macchina chiaramente visibili al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Se una qualsiasi delle etichette è macchiata o scollata, assicurarsi di cambiarla con una nuova.
Scopi e modifica
- Non utilizzare mai la macchina per altri scopi all'infuori di quelli indicati né in altri modi all'infuori di quello prescritto nel manuale d'istruzioni al fine di prevenire gli incidenti che possono causare lesioni personali o morte. La società JUKI non si assume responsabilità alcuna per eventuali danni o lesioni personali o morte causati dall'uso della macchina per altri scopi all'infuori di quelli indicati.
- Mai modificare né alterare la macchina al fine di prevenire gli incidenti che possono causare lesioni personali o morte. La società JUKI non si assume responsabilità alcuna per eventuali danni o lesioni personali o morte causati dalla modifica o alterazione della macchina stessa.
Istruzione e addestramento
- Al fine di prevenire gli incidenti causati dalla mancanza di familiarità con la macchina, la macchina deve essere utilizzata unicamente da un operatore che sia stato addestrato/istruito dal datore di lavoro per quanto riguarda il funzionamento della macchina e su come far funzionare la macchina in sicurezza per acquisire adeguate conoscenze e abilità di operazione. Al fine di garantire quanto sopra, il datore di lavoro deve stabilire un piano di istruzione/addestramento per gli operatori e deve istruire/addestrarli in anticipo.
Articoli per i quali la macchina deve essere disattivata
Disattivazione: Spegnimento dell'interruttore dell'alimentazione, quindi disinserimento della spina dalla presa di corrente. Questo vale per i seguenti articoli.
- Assicurarsi di disattivare immediatamente la macchina quando si constatano anomalie o guasti o in caso di mancanza di corrente per la protezione contro gli incidenti che possono causare lesioni personali o morte.
- Per la protezione contro gli incidenti causati dall'avvio improvviso della macchina, assicurarsi di disattivare la macchina prima di effettuare le seguenti operazioni. Per la macchina che incorpora un motore a frizione, in particolare, assicurarsi di disattivare la macchina e controllare che la macchina sia completamente ferma prima di effettuare le seguenti operazioni.
2-1. Ad esempio, quando si infilano le parti come l'ago, il crochet, lo stendifilo, ecc che devono essere infilati, o quando si cambia la bobina.
2-2. Per esempio, quando si cambia o si regola un componente qualsiasi della macchina.
2-3. Ad esempio, quando si ispeziona, si ripara o si pulisce la macchina o si lascia il posto di lavoro.
-
Assicurarsi di disinserire la spina di alimentazione tenendo la spina invece del cavo al fine di evitare scosse elettriche, dispersione verso terra o incendi.
-
Assicurarsi di disattivare la macchina ogni volta che la macchina è lasciata incustodita durante la pausa lavoro.
-
Assicurarsi di disattivare la macchina in caso di mancanza di corrente al fine di prevenire gli incidenti causati dalla rottura di componenti elettrici.
PRECAUZIONI DA PRENDERE IN VARIE FASI OPERATIVE
Trasporti
- Assicurarsi di sollevare e spostare la macchina in modo sicuro tenendo in considerazione il peso della macchina. Fare riferimento al testo del manuale d'istruzioni per la massa della macchina.
- Assicurarsi di adottare misure di sicurezza sufficienti per evitare la caduta e cose simili prima di sollevare o spostare la macchina per la protezione contro gli incidenti che possono causare lesioni personali o morte.
- Una volta che la macchina è stata sballata, mai riimballarla per il trasporto per proteggere la macchina contro la rottura causata da incidenti imprevisti o cadute.
Sballatura
- Assicurarsi di sballare la macchina nell'ordine prescritto al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Quando la macchina è imballata in cassa di legno, in particolare, assicurarsi di controllare attentamente i chiodi. I chiodi devono essere rimossi.
- Assicurarsi di controllare la macchina per la posizione del suo centro di gravità e di tirarla fuori dall'imballo attentamente al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
Installazione
(I) Tavolo e supporto del tavolo
- Assicurarsi di utilizzare il tavolo e il supporto del tavolo originali JUKI al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Se è inevitabile usare un tavolo e un supporto del tavolo che non sono quelli originali JUKI, selezionare un tavolo e un supporto del tavolo che siano in grado di sostenere il peso della macchina e la forza di reazione durante il funzionamento.
- Se si montano le rotelle sul supporto del tavolo, assicurarsi di utilizzare le rotelle con un meccanismo di bloccaggio e di bloccarle per fissare la macchina durante il funzionamento, la manutenzione, l'ispezione e la riparazione al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
(II) Cavi e cablaggio
-
Assicurarsi di evitare che una forza eccessiva venga applicata al cavo durante l'uso al fine di evitare scosse elettriche, dispersione verso terra o incendi. Inoltre, se è necessario cablare vicino alla sezione di funzionamento come la cinghia a V, assicurarsi di lasciare uno spazio di 30 mm o più tra la sezione di funzionamento e il cavo.
-
Assicurarsi di evitare l'inserimento di troppe spine su una stessa presa di corrente al fine di evitare scosse elettriche, dispersione verso terra o incendi.
-
Assicurarsi di collegare i connettori in modo sicuro al fine di evitare scosse elettriche, dispersione verso terra o incendi. Inoltre, assicurarsi di disinserire il connettore tenendo la sezione di connettore.
(III) Messa a terra
- È necessario che una spina appropriata di alimentazione sia installata da parte di un perito elettrico al fine di prevenire gli incidenti causati da dispersione verso terra o rigidità dielettrica. Inoltre, assicurarsi di collegare la spina di alimentazione alla presa di corrente completa di terra.
- Assicurarsi di mettere a terra il filo di messa a terra al fine di prevenire gli incidenti causati da dispersione verso terra.
(IV) Motore
- Assicurarsi di utilizzare il motore nominale specificato (prodotto originale JUKI) al fine di prevenire gli incidenti causati dalla bruciatura.
- Se un motore a frizione disponibile in commercio è usato con la macchina, assicurarsi di selezionare uno con un copripuleggia anti-intrappolamenti per la protezione contro intrappolamenti nella cinghia a V.
Prima della messa in funzione
- Assicurarsi che i connettori e cavi siano esenti da danni, perdita di parti e allentamento prima di attivare l'alimentazione al fine di prevenire gli incidenti con conseguenti lesioni personali o morte.
- Mai mettere la mano nelle sezioni in movimento della macchina al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Inoltre, controllare che il senso di rotazione della puleggia corrisponda alla freccia indicata sulla puleggia.
- Se il supporto del tavolo con le rotelle è utilizzato, assicurarsi di fissare il supporto del tavolo bloccando le rotelle o con i regolatori, se dotato di regolatori, per la protezione contro gli incidenti causati dall'avvio improvviso della macchina.
Durante il funzionamento
- Assicurarsi di non avvicinare dita, capelli, lembi di vestiario o oggetti alle sezioni in movimento come il volantino, la puleggia a mano e il motore quando la macchina è in funzione al fine di prevenire gli incidenti causati da intrappolamenti che possono causare lesioni personali o morte.
- Assicurarsi di non mettere le dita vicino alle aree circostanti dell'ago o all'interno del coperchio della leva tirafilo quando si attiva l'alimentazione o quando la macchina è in funzione al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- La macchina gira ad una velocità elevata. Non avvicinare mai le mani alle sezioni in movimento come il crochet, lo stendifilo, la barra dell'ago e il coltello tagliatessuto durante il funzionamento al fine di proteggere le mani contro le lesioni. Inoltre, assicurarsi di disattivare l'alimentazione e controllare che la macchina sia completamente ferma prima di cambiare il filo.
- Fare attenzione che le dita o altre parti del corpo non vengano intrappolate tra la macchina e il tavolo quando si rimuove la macchina dal tavolo o la si rimette sul tavolo al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
-
Assicurarsi di disattivare l'alimentazione e controllare che la macchina e il motore siano completamente fermi prima di rimuovere il copricinghia e la cinghia a V al fine di prevenire gli incidenti causati dall'avvio improvviso della macchina o del motore.
-
Se un servomotore è utilizzato con la macchina, il motore non è rumoroso quando la macchina è in stato di riposo. Assicurarsi di non dimenticare di disattivare l'alimentazione al fine di prevenire gli incidenti causati dall'avvio improvviso del motore.
- Non utilizzare mai la macchina se l'apertura di raffreddamento della centralina di alimentazione del motore è otturata al fine di prevenire gli incendi causati da surriscaldamenti.
Lubrificazione
- Assicurarsi di utilizzare l'olio originale JUKI e il grasso originale JUKI per le parti da lubrificare.
- Nel caso in cui l'olio venisse a contatto con gli occhi o con il corpo, assicurarsi di lavare via immediata-mente al fine di prevenire l'inflammazione o l'irritazione.
- Nel caso in cui l'olio venisse ingerito involontariamente, assicurarsi di consultare immediatamente un medico al fine di prevenire la diarrea o il vomito.
Manutenzione
- Al fine di prevenire gli incidenti causati dalla mancanza di familiarità con la macchina, la riparazione e la regolazione deve essere effettuata da un tecnico di manutenzione che conosca bene la macchina nei limiti definiti nel manuale d'istruzioni. Assicurarsi di utilizzare le parti originali JUKI quando si sostituiscono le parti della macchina. La società JUKI non si assume responsabilità alcuna per eventuali incidenti causati dalla riparazione o regolazione inadeguata o dall'uso di altre parti all'influori di quelle originali JUKI.
- Al fine di prevenire gli incidenti causati dalla mancanza di familiarità con la macchina o da scosse elettriche, assicurarsi di affidare la riparazione e la manutenzione (compreso il cablaggio) dei componenti elettrici ad un tecnico elettrico della vostra azienda, della JUKI o dei distributori nella vostra zona.
- Quando si effettua la riparazione o la manutenzione della macchina che usa le parti ad azionamento pneumatico come un cilindro pneumatico, assicurarsi di rimuovere il tubo di alimentazione dell'aria per eliminare l'aria che rimane nella macchina in anticipo al fine di prevenire gli incidenti causati dall'avvio improvviso delle parti ad azionamento pneumatico.
- Assicurarsi di controllare che le viti ed i dadi siano esenti da allentamento dopo il completamento della riparazione, regolazione e sostituzione delle parti.
- Assicurarsi di pulire periodicamente la macchina durante il periodo di utilizzo. Assicurarsi di disattivare l'alimentazione e controllare che la macchina e il motore siano completamente fermi prima di pulire la macchina al fine di prevenire gli incidenti causati dall'avvio improvviso della macchina o del motore.
- Assicurarsi di disattivare l'alimentazione e controllare che la macchina e il motore siano completamente fermi prima di effettuare la manutenzione, l'ispezione o la riparazione della macchina. (Per la macchina con un motore a frizione, il motore continuerà a girare per un po' per inerzia anche dopo aver disattivato l'alimentazione. È necessario perciò fare attenzione.)
- Nel caso in cui la macchina non potesse essere azionata regolarmente dopo la riparazione o la regolazione, interrompere immediatamente il lavoro e contattare la JUKI o i distributori nella vostra zona per la riparazione al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- Nel caso in cui il fusibile fosse bruciato, assicurarsi di disattivare l'alimentazione ed eliminare la causa della bruciatura del fusibile e di sostituire il fusibile bruciato con uno nuovo al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- Assicurarsi di pulire periodicamente la presa d'aria del ventilatore e di ispezionare l'area intorno al cablaggio al fine di prevenire gli incendi del motore.
Ambiente operativo
- Assicurarsi di utilizzare la macchina in un ambiente che non sia influenzata dalla forte sorgente di rumore (onde elettromagnetiche) come una saldatrice ad alta frequenza al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Non utilizzare mai la macchina in un luogo in cui la fluttuazione della tensione di alimentazione supera "tensione nominale ± 10%" al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Per quanto riguarda i dispositivi ad azionamento pneumatico come un cilindro pneumatico, assicurarsi di controllare che sia ottenuta la pressione specificata dell'aria per questi dispositivi prima di utilizzarli al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Al fine di utilizzare la macchina in sicurezza, assicurarsi di usarla in un ambiente che soddisfi le seguenti condizioni:
Temperatura dell'ambiente operativo dai 5 °C ai 35 °C
Umidità relativa dell'ambiente operativo dal 35% ai 85%
-
Se la macchina viene spostata da un luogo fresco a un luogo caldo, potrebbero verificarsi fenomeni di condensa. In questo caso, attivare l'alimentazione dopo essersi accertati che non siano presenti gocce di acqua all'interno della macchina al fine di prevenire gli incidenti causati dalla rottura o malfunzionamenti dei componenti elettrici.
-
Durante temporali con fulmini e tuoni, assicurarsi di interrompere il lavoro per motivi di sicurezza e di disinserire la spina di alimentazione al fine di prevenire gli incidenti causati dalla rottura o malfunzionamenti dei componenti elettrici.
-
A seconda delle condizioni delle onde radio, la macchina potrebbe generare rumore nella ricezione TV o radio. In questo caso, usare la TV o la radio posizionandole ben lontano dalla macchina.
-
Al fine di garantire la sicurezza nell'ambiente di lavoro, devono essere rispettate le leggi e le normative locali nel paese in cui è installata la macchina per cucire.
Nel caso in cui il controllo del rumore sia necessario, un protettore auricolare o altri articoli di protezione devono essere indossati in base alle leggi e alle normative vigenti.
- Il prodotto, l'imballaggio relativo e l'olio lubrificante usato devono essere smaltiti in modo corretto in conformità alle leggi del paese in cui la macchina per cucire è utilizzata.
Precauzioni da adottare in modo da utilizzare la serie MS-3580
in modo più sicuro
| 1. Al fine di evitare pericoli di scosse elettriche, non aprire il coperchio della morsettiera elettrica del motore, né toccare i componenti montati all'interno della morsettiera stessa a macchina accesa. | |
| 1. Non mettere la mano sotto l'ago quando la macchina viene accesa o durante il funzionamento della stessa.2. Non avvicinare dita, capelli o lembi di vestiario al volantino e all'ago o non mettere alcuna cosa sul volantino e sotto l'ago quando la macchina è in funzione.3. La sonorità e la qualità del suono cambieranno secondo il genere e la forma del prodotto di cucitura, compreso la velocità di cucitura e le condizioni di cucitura come il numero di pezzi sovrapposti, la lunghezza del punto, ecc. Quando si usa la macchina per cucire per un lungo periodo di tempo, un suono disarmonico potrebbe essere sentito a volte. In tal caso, fare funzionare la macchina per cucire con le vostre orecchie tappate dai paraorecchie o qualcosa di simile.4. Prima di ispezionare, regolare o pulire la macchina, infilare il filo o sostituire l'ago, spegnere la macchina e controllare che la macchina per cucire non possa mettersi in funzione premendo il pedale di comando della macchina per cucire.5. Per garantire le condizioni di sicurezza non azionare mai la macchina con il cavo dell'alimentazione sprovvisto di terra.6. Spegnere l'interruttore dell'alimentazione prima di collegare/staccare la spina dalla presa di corrente.7. Durante temporali con fulmini e tuoni, interrompere il lavoro e staccare la spina dalla presa di corrente per garantire le condizioni di sicurezza.8. Se la macchina viene spostata da un luogo fresco a un luogo caldo, potrebbero verificarsi fenomeni di condensa. In questo caso avviare la macchina dopo essersi accertati che non siano presenti gocce di acqua.9. In caso di manutenzione, ispezione, o riparazione, non mancare di spegnere l'interruttore dell'alimentazione e controllare che la macchina per cucire e il motore siano completamente fermi prima di iniziare il lavoro. (In caso di motore a frizione, il motore continua a girare per un momento per inerzia anche dopo aver spento l'interruttore dell'alimentazione. Perciò, fare attenzione.)10. Fare attenzione alla manipolazione di questo prodotto in modo da non versare acqua od olio, da non sottoporre a urti con caduta, e cose simili poiché questo prodotto è uno strumento di precisione. |

Attenzione
Inoltre, tenere presente che i dispositivi di sicurezza come "protezione occhi" e "salvadita" possono essere omessi negli schizzi, illustrazioni e figure inclusi nel Manuale d'Istruzioni per semplificare la spiegazione. Nell'uso pratico, non rimuovere mai i dispositivi di sicurezza.
INDICE
I. CARATTERISTICHE TECNICHE ....1
II. INSTALLAZIONE ...... 2
- Installazione della testa della macchina....2
- Installazione del copricinghia (Solo per la macchina per cucire dotata di motore a frizione) .....3
- Relazione fra la puleggia del motore e la cinghia (Solo per la macchina per cucire dotata di motore a frizione) ....4
- Installazione della leva di sollevamento del pressore ....5
- Installazione del coltello tagliafilo ....5
- Installazione del coperchio del puller del tessuto....6
- Installazione del volantino....6
- Installazione del portafilo ....6
- Procedura di installazione del paraolio della leva tirafilo....7
- Nomi della testa della macchina 8
- Lubrificazione ...... 9
- Controllo del senso di rotazione....12
- Posizionamento degli ag ....12
- Come infilare i fili....13
- Regolazione del pressore....16
- Regolazione dei meccanismi di trasporto....18
- Regolazione della quantità di trazione del rullo di trasporto superiore ....19
IV. REGOLAZIONE STANDARD 22
- Come rimuovere i componenti relativi al calibro ed il rullo di trasporto superiore (meccanismo con trasporto differenziale e meccanismo senza trasporto differenziale) .....22
- Tempismo fra il crochet e la barra dell'ago....24
- Regolazione delle posizioni dell'entrata dell'ago nei sensi laterale e longitudinale ....26
- Regolazione del crochet 27
- Regolazione dell'altezza della barra dell'ago....29
- Regolazione del luogo del movimento del crochet....30
- Regolazione della protezione posteriore dell'ago....32
- Regolazione dell'altezza e del movimento longitudinale della griffa di trasporto (meccanismo con trasporto differenziale)....33
- Regolazione dell'altezza e del movimento longitudinale della griffa di trasporto (meccanismo senza trasporto differenziale)....35
- Regolazione del rullo di trasporto superiore....38
- Regolazione del percorso del filo dell'ago....40
- Regolazione della camma del filo del crochet....42
- Regolazione del galleggiamento del disco di tensione 43
- Regolazione del dispositivo di piegatura....44
- Pulizia della testa della macchina per cucire 46
V. INCONVENIENTI E RIMEDI 47
VI. DISEGNO DEL TAVOLO 53
VII. SCHEMA DI LAVORAZIONE DEL TAVOLO (SOLO PER LA MACCHINA PER CUCIRE DOTATA DI MOTORE A FRIZIONE)..... 54
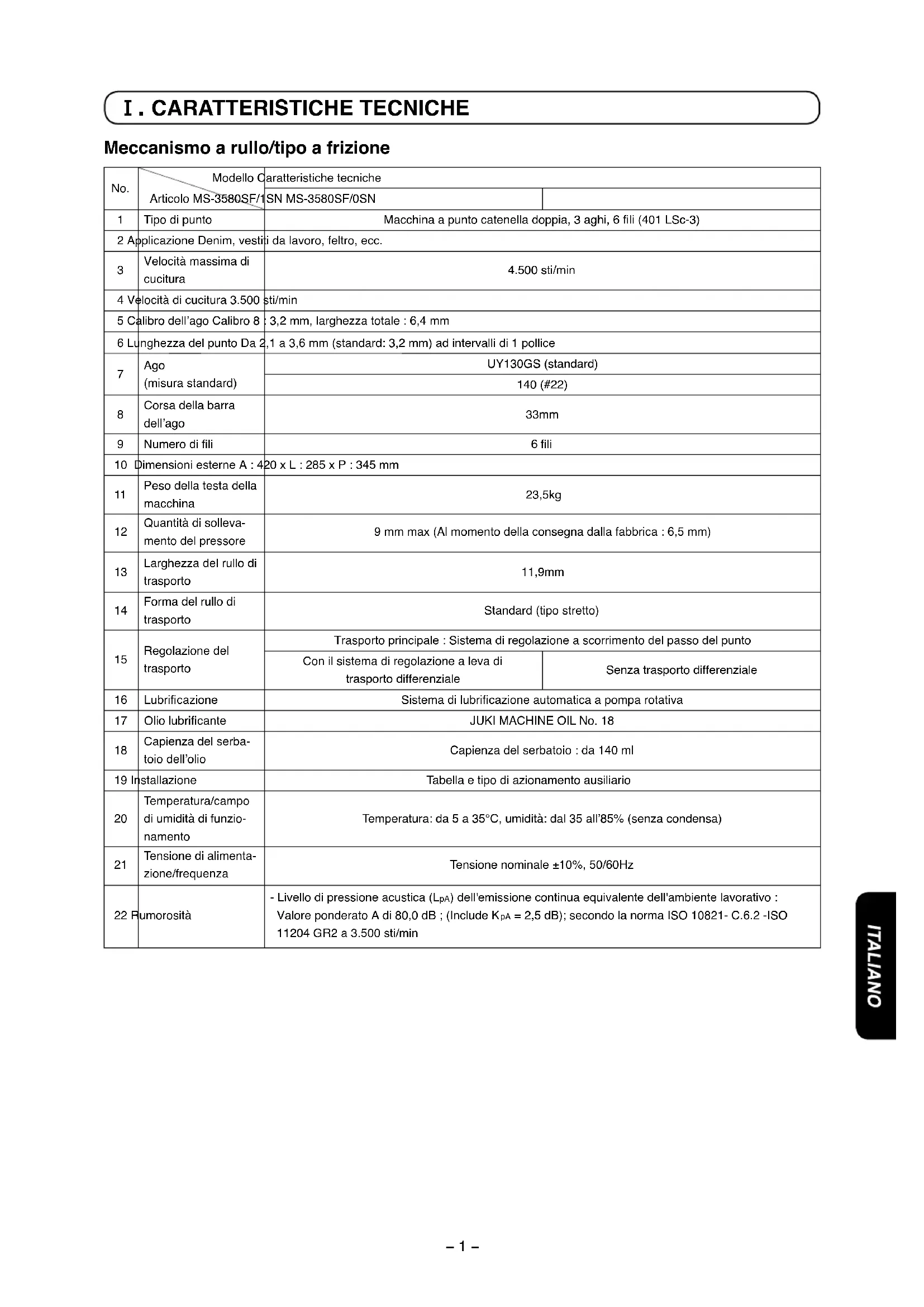
I. CARATTERISTICHE TECNICHE
Meccanismo a rullo/tipo a frizione
| No. | Modello Caratteristiche tecnicheArticolo MS-3580SF/1 | SN MS-3580SF/0SN | |
| 1 | Tipo di punto | Macchina a punto catenella doppia, 3 aghi, 6 fili (401 LSc-3) | |
| 2 Applicazione Denim, vestiti da lavoro, feltro, ecc. | |||
| 3 | Velocità massima di cucitura | 4.500 sti/min | |
| 4 Velocità di cucitura 3.500 sti/min | |||
| 5 Calibro dell'ago Calibro 8 : 3,2 mm, larghezza totale : 6,4 mm | |||
| 6 Lunghezza del punto Da 2,1 a 3,6 mm (standard: 3,2 mm) ad intervalli di 1 pollice | |||
| 7 | Ago(misura standard) | UY130GS (standard) | |
| 140 (#22) | |||
| 8 | Corsa della barra dell'ago | 33mm | |
| 9 | Numero di fili | 6 fili | |
| 10 Dimensioni esterne A : 420 x L : 285 x P : 345 mm | |||
| 11 | Peso della testa della macchina | 23,5kg | |
| 12 | Quantità di sollevamento del pressore | 9 mm max (Al momento della consegna dalla fabbrica : 6,5 mm) | |
| 13 | Larghezza del rullo di trasporto | 11,9mm | |
| 14 | Forma del rullo di trasporto | Standard (tipo stretto) | |
| 15 | Regolazione del trasporto | Trasporto principale : Sistema di regolazione a scorrimento del passo del punto | |
| Con il sistema di regolazione a leva di trasporto differenziale | Senza trasporto differenziale | ||
| 16 | Lubrificazione | Sistema di lubrificazione automatica a pompa rotativa | |
| 17 | Olio lubrificante | JUKI MACHINE OIL No. 18 | |
| 18 | Capienza del serbatoio dell'olio | Capienza del serbatoio : da 140 ml | |
| 19 Installazione | Tabella e tipo di azionamento ausiliario | ||
| 20 | Temperatura/campo di umidità di funzionamento | Temperatura: da 5 a 35°C, umidità: dal 35 all'85% (senza condensa) | |
| 21 | Tensione di alimentazione/frequenza | Tensione nominale ±10%, 50/60Hz | |
| 22 Rumorosità | - Livello di pressione acustica ( L_pA ) dell'emissione continua equivalente dell'ambiente lavorativo : Valore ponderato A di 80,0 dB ; (Include K_pA = 2,5 dB); secondo la norma ISO 10821- C.6.2 -ISO 11204 GR2 a 3.500 sti/min | ||
II. INSTALLAZIONE

AVVERTIMENTO :
Assicurarsi di effettuare il lavoro di installazione della testa della macchina con due persone o più.
1. Installazione della testa della macchina
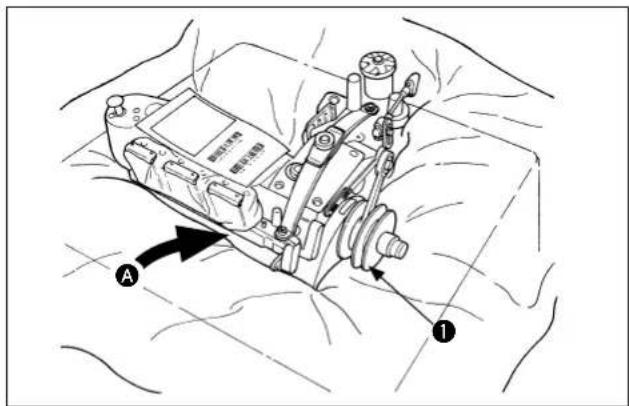
Prima, la procedura di estrazione della testa della macchina dopo l'apertura dell'imballaggio è spiegata.
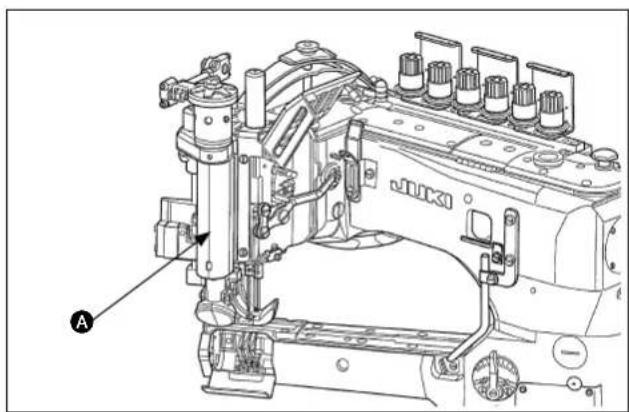
1) C'è uno spazio Ⓐ sotto il centro del telaio. Mettere là una delle vostre mani e sostenere la testa della macchina. Quindi, tenere il volantino ① con l'altra mano.
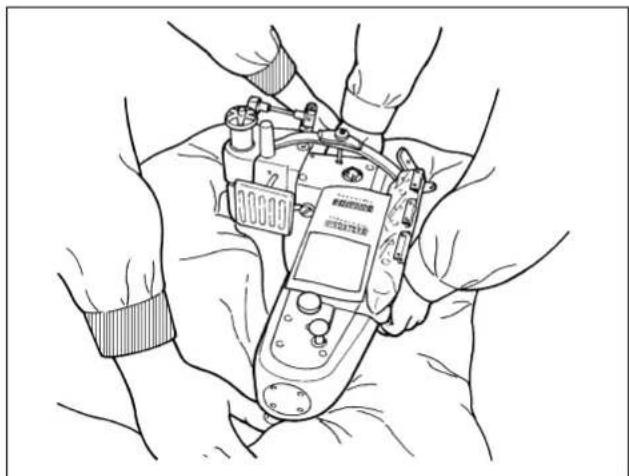
2) Estrarre la testa della macchina mentre un altro operaio preme giù il materiale da imballaggio.
Poi, la procedura di installazione della testa della macchina è spiegata.
Fissare la testa della macchina con la vite ① di collegamento della testa e la rondella ② con due persone o più secondo le indicazioni della Fig. 1.
In più, la coppia di serraggio della vite ① di collegamento della testa è da 12 a 15 N·m.
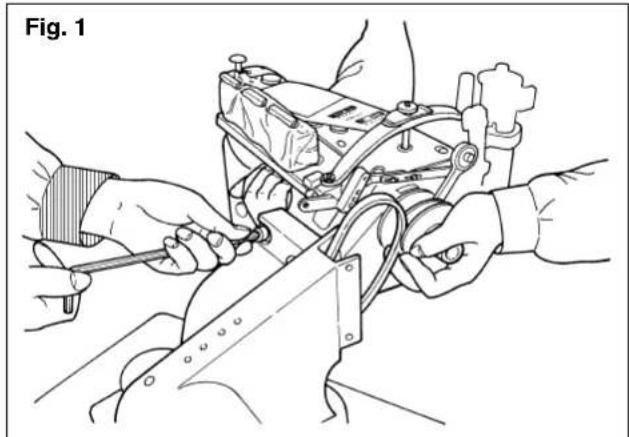
Il lavoro di installazione/rimozione della testa della macchina comporta il rischio di cadute della testa della macchina.

Assicurarsi di usare l'elevatore esclusivo o eseguire il lavoro con due persone o più e non togliere le mani fi no a stringere saldamente la vite di collegamento della testa. In contrast, quando si stringe la vite di collegamento, regolare lateralmente la posizione della testa in modo da posizionare la cinghia a V diritto.
Se la cinghia a V è posizionata in modo inclinato, la cinghia a V può consumarsi presto.
2. Installazione del copricinghia (Solo per la macchina per cucire dotata di motore a frizione)
Spazio uguale
sulla destra e
sinistra
3 - 5mm
Quando la macchina utilizza un motore a frizione, è necessario in primo luogo montare il copricinghia in dotazione con l'unità sopra il motore per garantire le condizioni di sicurezza. Il copricinghia in dotazione con l'unità è stato progettato per la base di montaggio esclusiva JUKI disponibile separatamente.
Se si usa una base di montaggio differente, un copricinghia specifi co a quella base di montaggio deve essere attaccato. Se la base di montaggio non è dotata del relativo copricinghia esclusivo, si prega di contattare il distributore o il fabbricante della base di montaggio per ottenere un copricinghia specifi co alla base di montaggio.
1) Attaccare il distanz ^1 leon le tre viti di fi ssaggio ^2 .
2) Mettere la cinghia a V ④ nel copricinghia ③.
3) Fare passare il copricinghia ③ attraverso la puleggia della macchina per cucire. Mettere la cinghia a V ④ sulla puleggia. Consultare "Ⅱ-7. Installazione del volantino" per ulteriori informazioni sul volantino.
4) Mettere la cinghia a V ④ sulla puleggia ⑤ del motore a frizione.
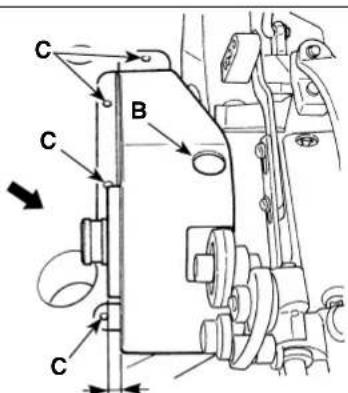
5) Regolare la posizione laterale del copricinghia ③ usando la quantità di sporgenza, da 3 a 5 mm, del distanziale ① come guida. Regolare la posizione longitudinale del copricinghia in modo che lo spazio lasciato fra il bordo del distanziale ① e il copricinghia ③ sia uniforme sui lati destro e sinistro (A).
Una volta che il copricinghia è posizionato corretta- mente, fi ssare il copricinghia sul tavolo stringendo le quattro rondelle e le quattro viti per legno nel foro C nel copricinghia.
6) Inserire il tappo nella sezione B. Questo foro è usato come il foro dell'olio per la biella asm. (40068581).
3. Relazione fra la puleggia del motore e la cinghia (Solo per la macchina per cucire dotata di motore a frizione)
1) Utilizzare un motore a frizione con una potenza di uscita di 400 W o più. Usare la cinghia a V tipo M.
2) La relazione fra la puleggia del motore, la lunghezza della cinghia ed il numero di giri della macchina è come mostrato nella tabella seguente.
| Diametro esterno della puleggia del motore | No. di parte JUKI della puleggia del motore | Numero di giri (sti/min) | Lunghezza della cinghia (pollice) | No. di parte JUKI della cinghia a V | |
| 50Hz 60Hz | 50" MTJVM005000 | 00 | |||
| 110 mm MTKP0105000 | 4420 | ||||
| 105 mm MTKP0100000 | 4210 | ||||
| 100 mm MTKP0095000 | 4000 | ||||
| 95 mm MTKP0090000 | 3790 | ||||
| 90 mm MTKP0085000 | 3580 4320 | 49" MTJVM004900 | 00 | ||
| 85 mm MTKP0080000 | 3370 4070 | ||||
| 80 mm MTKP0075000 | 3160 3810 | ||||
| 75 mm MTKP0070000 | 2950 3560 | ||||
| 70 mm MTKP0065000 | 2740 3300 | ||||
* Il diametro effettivo della puleggia del motore è ottenuto sottraendo 5 mm dal diametro esterno.
* Il senso di rotazione del motore è in senso antiorario, visto dal lato della puleggia. Fare attenzione che il motore non giri nel senso inverso.
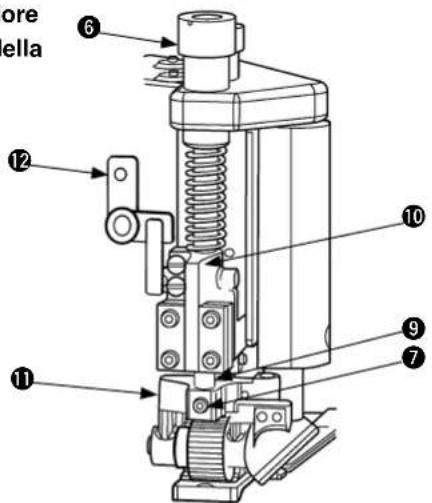
4. Installazione della leva di sollevamento del pressore
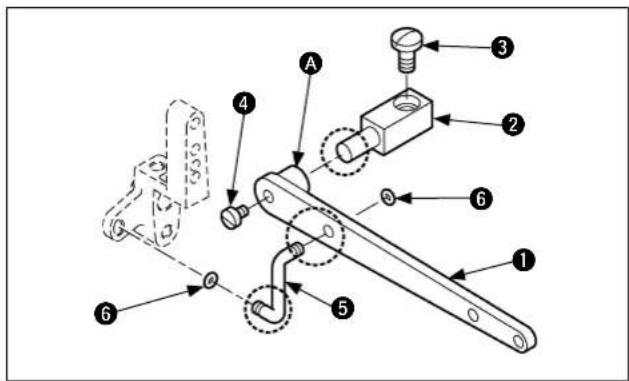
Prima, inserire la sezione di mozzo A della leva 1 di sollevamento del pressore nel supporto 2.
In questa condizione, fi ssare la leva di sollevamento del pressore sulla base ⑦ della tensione del fi lo con la vite di fi ssaggio③.
In seguito, fare passare l'articolazione di collegamento ⑤ secondo le indicazioni della fi gura ed inserire gli anelli di gomma ⑥ su entrambe le sue estremità.
Per concludere, fissarla con la vite di fissaggio ④.
Applicare il grasso (No. di parte: 40013640)

in dotazione con l'unità alle parti scorrevoli circondate con ○ (quattro posizioni) almeno una volta ogni tre mesi.
5. Installazione del coltello tagliafi lo

ATTENZIONE :
- Spegnere l'interruttore dell'alimentazione prima di iniziare il lavoro al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina.
- Non toccare la sezione di lama del coltello con le dita o con le mani al fine di evitare possibili incidenti.
- Il lavoro di regolazione deve essere effettuato unicamente da tecnici di manutenzione che hanno familiarità con la macchina per cucire e specificamente addestrati per la sicurezza al fine di evitare possibili incidenti causati da mancanza di esperienza o regolazione sbagliata.
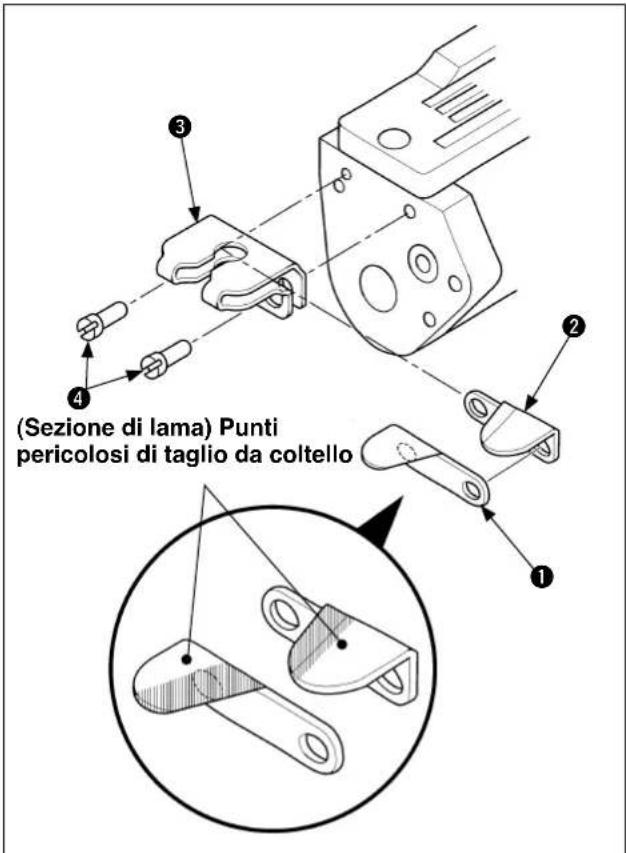
Mettere il coltello tagliafi lo inferiore ① sul coltello tagliafi lo superiore ②, inserirli nel coperchio ③ ed installarli con le due viti ④ secondo le indicazioni della fi gura.

allare i coltelli, effettuare il lavoro facendo attenzione al taglio delle dita.
6. Installazione del coperchio del puller del tessuto
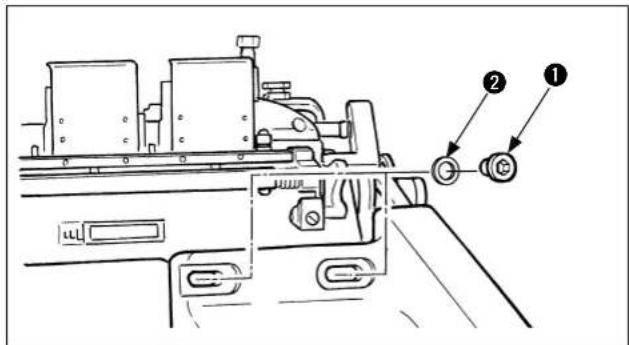
• Installare il coperchio ② del puller del tessuto del trasporto superiore con le due viti di fi ssaggio① in dotazione con la macchina.
- La coppia di serraggio della vite è da 2,5 a 3 N·m.
Girando la macchina per cucire con la

mano, effettuare il posizionamento del co- perchio in modo che il coperchio non venga a contatto con la macchina per cucire.
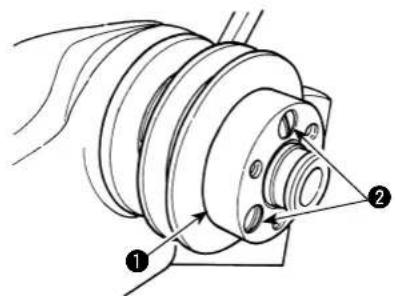
7. Installazione del volantino
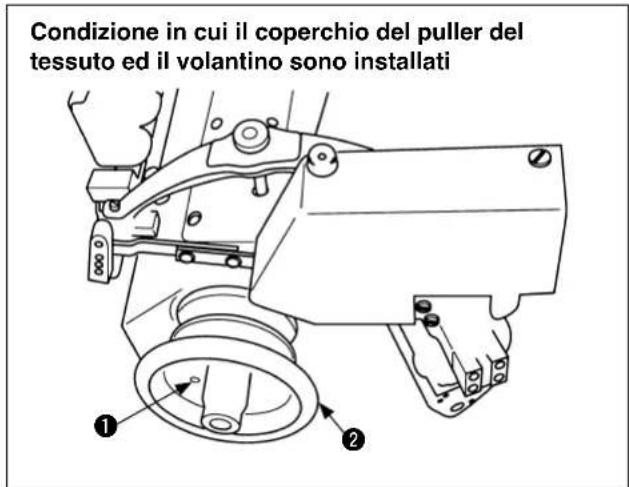
- Installare il volantino ② con le tre viti di fi ssaggio① in dotazione con la macchina. (Non è necessario quando il MT03 è installato.)
- La coppia di serraggio della vite è da 2,5 a 3 N·m.
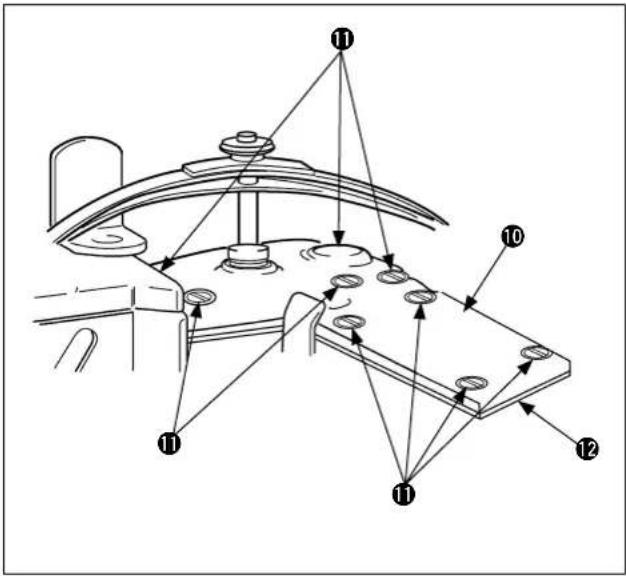
8. Installazione del portafi lo
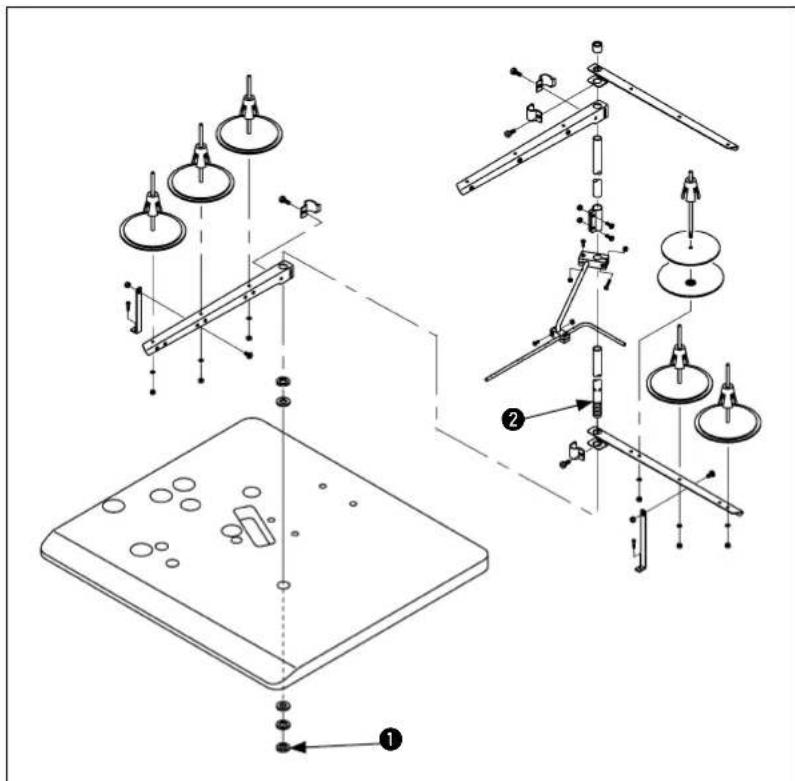
1) Montare il portafi lo secondo le indicazioni della fi gura ed installarlo nel foro del tavolo.
2) Stringere i dadi ① in modo che il portafi lo non si muova.
3) Per il cablaggio ad una presa di alimentazione aerea, fare passare il cavo di alimentazione attraverso il portafi lo②.
9. Procedura di installazione del paraolio della leva tirafi lo
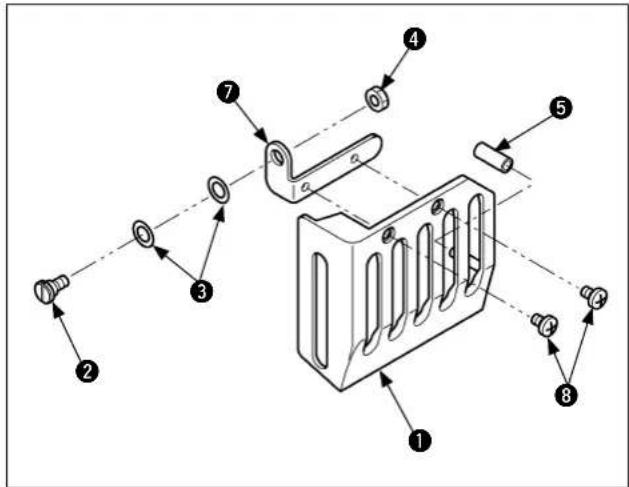
Gli accessori per il paraolio della leva tirafi lo sono come mostrati nella fi gura a sinistra.
Prenderli fuori dalla scatola degli accessori.
① Paraolio della leva tirafi lo
② Vite perno
③ Rondella ondulata
④ Bullone esagonale
⑤ Tubo fl essibile
⑦ Base del paraolio della leva tirafi lo
⑧ Viti per il paraolio della leva tirafi lo
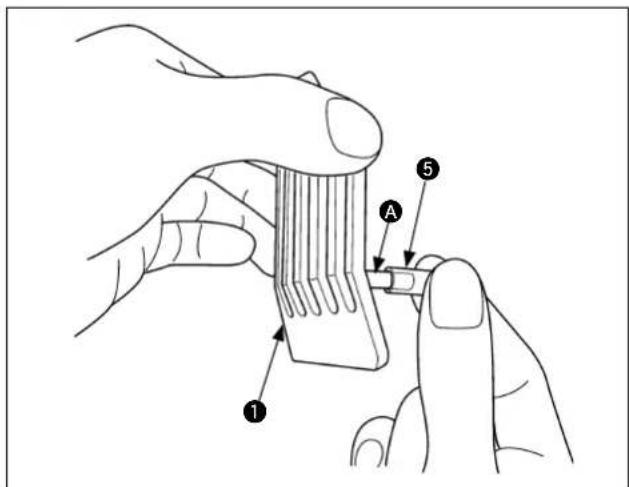
In primo luogo, inserire il tubo fl essibile ⑤ nella sporgenza A del paraolio ① della leva tirafi lo facendolo penetrare il più possibile.
Stare attento a non inserire con forza il tubo fl essibile poi- ché può rompersi.
Installare quindi il sopraccennato paraolio ① della leva tirafi lo sul coperchio⑥ dell'azionamento del puller sul lato della testa della macchina come illustrato nella figura a sinistra.
In primo luogo, fi ssare la base⑦ del paraolio della leva tirafi lo con la vite perno② e la rondella ondulata③. Poi, fi ssare il paraolio① della leva tirafi lo sulla base⑦ del paraolio della leva tirafi lo con le viti⑧.
In questo momento, assicurarsi che il paraolio ① della leva tirafi lo possa essere aperto/chiuso in modo liscio. Per concludere, fi ssare il bullone esagonale ④ per impedire l'allentamento della vite perno.
La coppia di serraggio è da 0,5 a 1,0 N·m come standard.
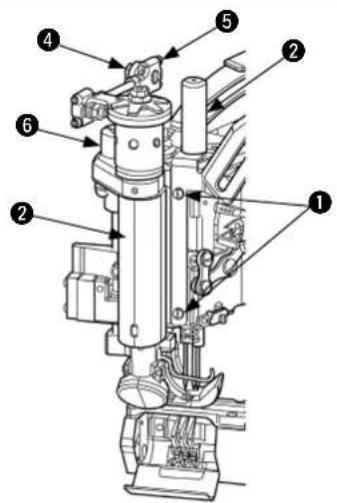
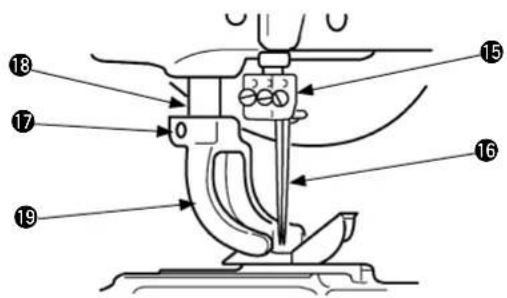
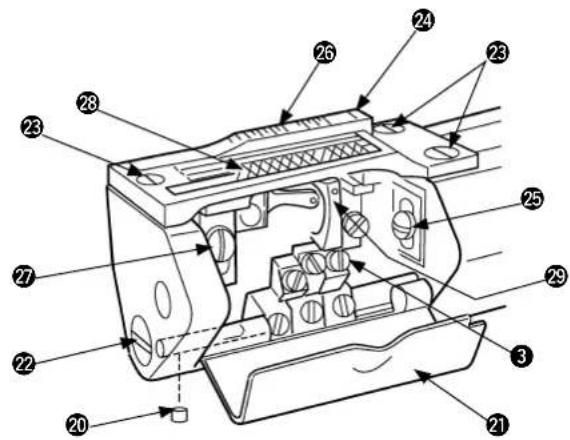
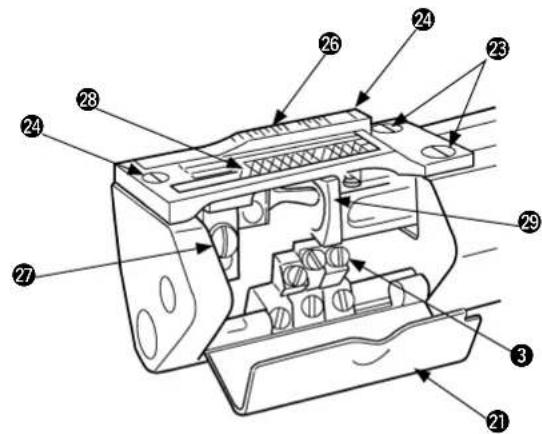
1. Nomi della testa della macchina
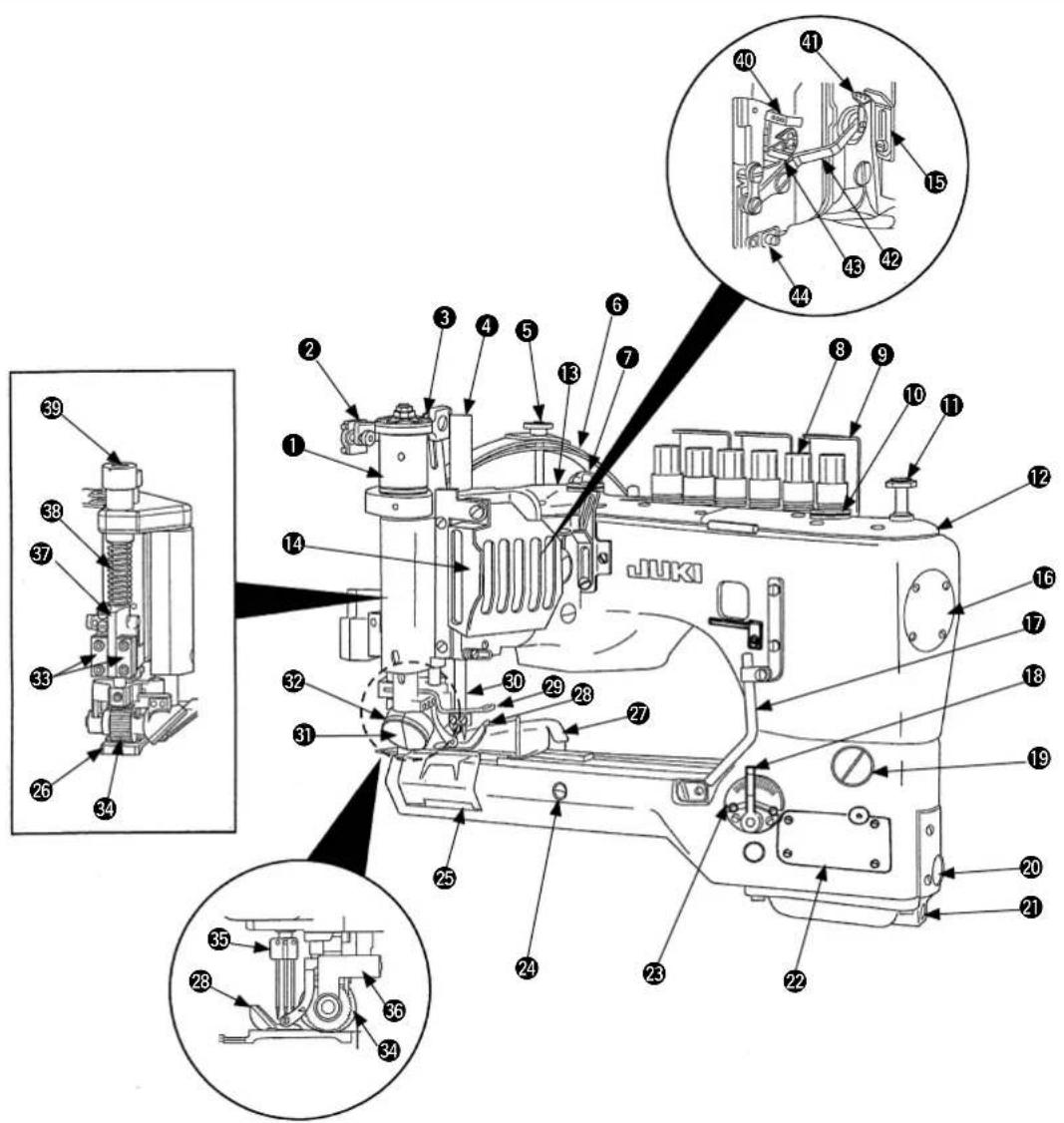
② Asta della frizione
③ Leva della frizione
4 Coperchio per la barra dell'ago ed il rullo
⑤ Dado di regolazione della pressione
6 Assieme della molla a lamina di regolazione della pressione
⑦ Finestra di controllo della circolazione dell'olio (posteriore)
⑧ Manopola di regolazione della tensione del fi lo
9 Guidafi lo
10 Finestra di controllo della circolazione dell'olio (anteriore)
⑪ Pulsante del crochet
⑫ Coperchio superiore anteriore
13 Coperchio superiore posteriore
14 Paraolio della leva tirafi lo
15 Percorso di regolazione del fi lo dell'ago
16 Coperchio del fondo
⑰ Tubo di guida del fi lo del crochet
18 Leva di regolazione del trasporto differenziale
19 Tappo della fi nestra per la regolazione della lunghezza del punto che serve anche come il tappo dell'olio
20 Indicatore del livello dell'olio (anteriore)
21 Vite di scarico dell'olio (anteriore)
22 Coperchio laterale del cilindro
23 Piastra graduata
24 Perno eccentrico della leva oscillante di trasporto
25 Coperchio del crochet
26 Placca dell'ago
27 Piegatore per l'orlatura con tessuto arrotolato
28 Pressore
29 Protezione dell'ago
30 Barra dell'ago
31 Coperchio dell'ingranaggio (anteriore)
32 Coperchio dell'ingranaggio (posteriore)
33 Telaio del rullo di trasporto superiore
34 Rullo di trasporto superiore
35 Morsetto dell'ago
36 Piastre di guida destra e sinistra
37 Piastra di guida della barra del rullo
38 Molla di regolazione della pressione del rullo
39 Vite di regolazione della pressione del rullo
40 Guidafilo della leva di filo dell'ago
41 Guidafilo della leva tirafilo oscillante
42 Leva tirafilo oscillante del filo del-l'ago
43 Piastra di regolazione del sostegno del fi lo dell'ago
44 Pressore del fi lo dell'ago
2. Lubrifi cazione

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
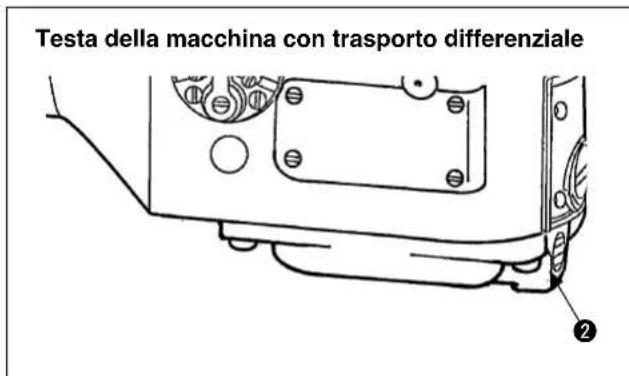
Testa della macchina con trasporto differenziale
(2) Punti di scolo dell'olio
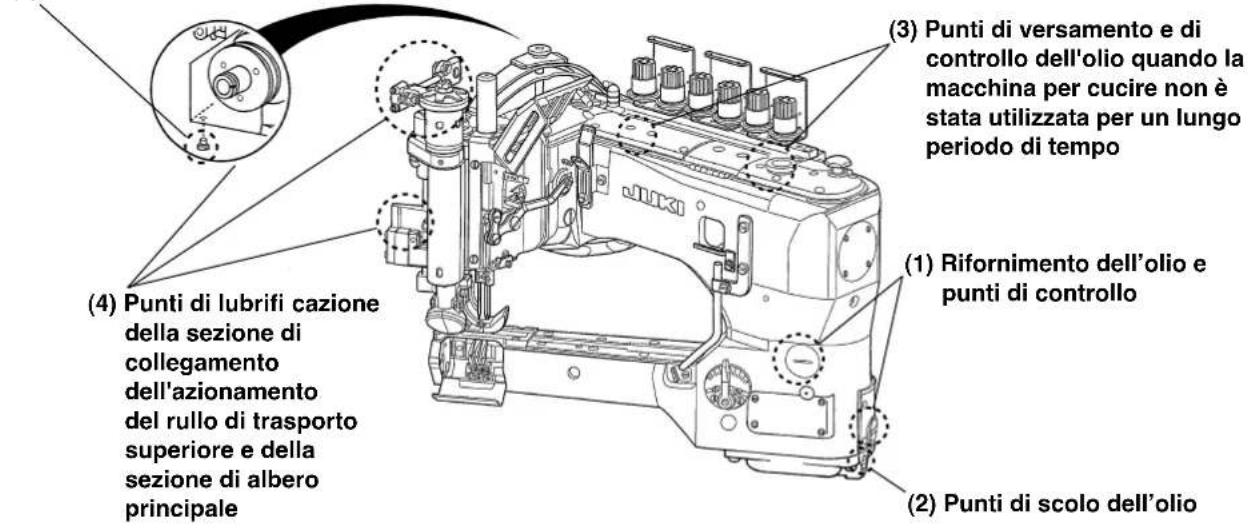
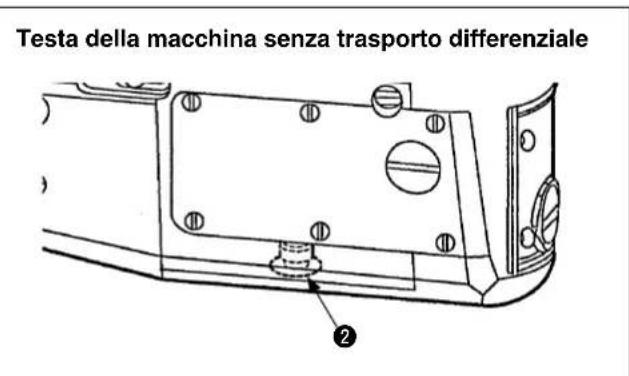
Testa della macchina senza trasporto differenziale
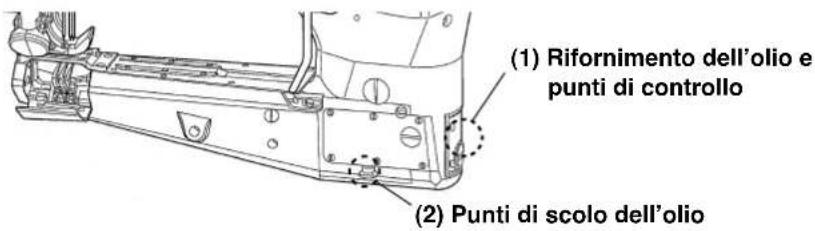
(1) Rifornimento dell'olio e punti di controllo
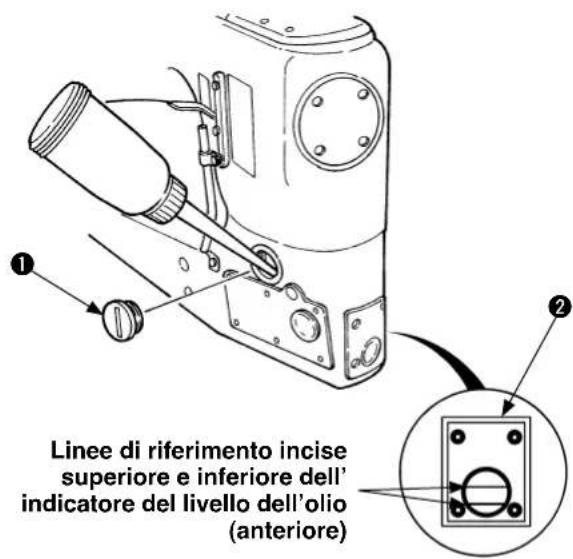
La sezione di testa della macchina per cucire è del sistema di lubrifi cazione automatica a pompa rotativo. Rimuovere il tappo ① dell'olio e versare l'olio attraverso l'ingresso dell'olio fino a raggiungere la linea di riferimento incisa superiore dell'indicatore (anteriore) ② del livello dell'olio. Quando si comincia a versare l'olio, l'olio in primo luogo viene alimentato alla parte posteriore della testa della macchina. Di conseguenza sembra che il livello dell'olio osservato sull'indicatore del livello dell'olio diminuisca gradualmente. Dopo aver fatto funzionare la macchina per alcune ore, la quantità di olio diventa stabile. A questo punto, riverificare il livello dell'olio ed aggiungere l'olio fino a raggiungere l'altezza intermedia fra le linee di riferimento incise superiore e inferiore.
Applicare
e JUKI MACHINE OIL 18 (No. di

parte : MML018900CA) in dotazione con la macchina.
(2) Punti di scolo dell'olio
Per sostituire l'olio lubrifi cante, rimuovere le viti di scolo dell'olio (anteriore) e (posteriore) ② e ①. Al completa- mento dello scolo dell'olio, stringere le viti di scolo dell'olio (anteriore) e (posteriore) ② e ①.
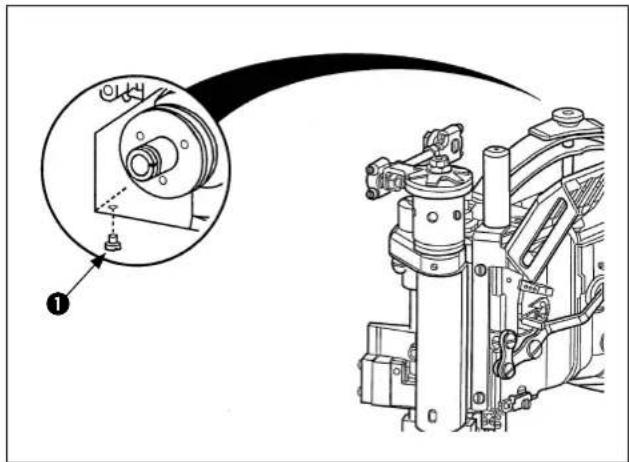
(3) Punti di versamento e di controllo dell'olio quando la macchina per cucire non è stata utilizzata per un lungo periodo di tempo
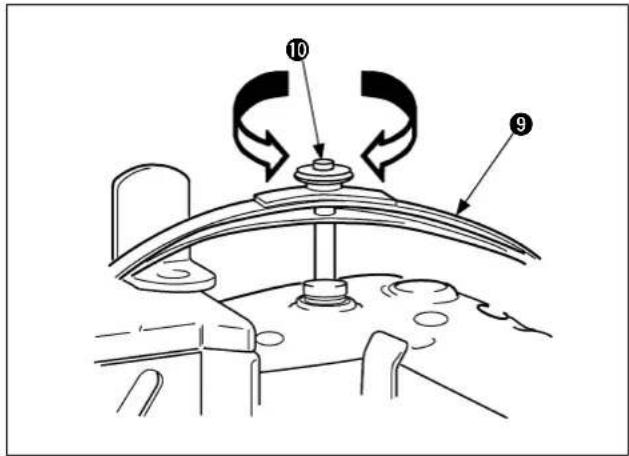
Quando la macchina per cucire non è stata utilizzata per un lungo periodo di tempo o qualche modifi ca è stata apportata ai componenti relativi alla circolazione dell'olio al momento della manutenzione e del controllo, la funzione di circolazione dell'olio potrebbe essere stata persa. Ciò accade perché l'aria entra nell'itinerario di circolazione. In questo caso, la circolazione dell'olio può essere controllata con le fi nestre di controllo della circolazione dell'olio ① e ②.
Quando la circolazione dell'olio non può essere controllata, rimuovere le due viti ③ della pompa e applicare alcune gocce di olio fino a che la superficie dell'olio non possa essere controllata là.
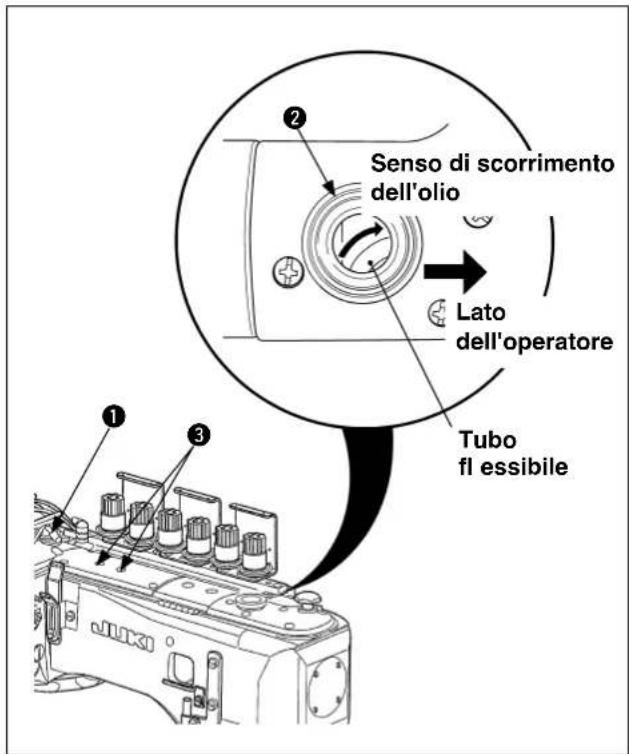
(4) Punti di lubrificazione della sezione di collegamento dell'azionamento del rullo di trasporto superiore e della sezione di albero principale
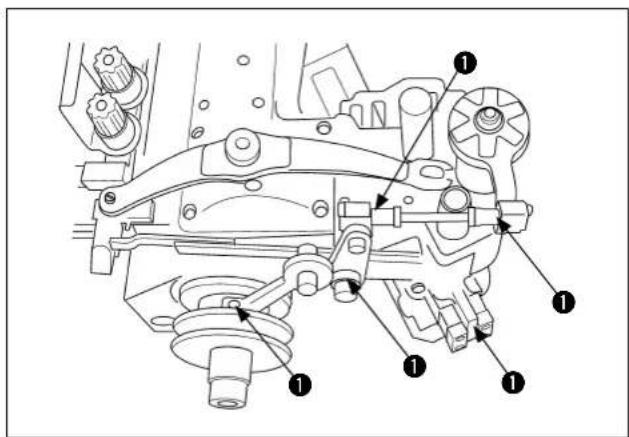
Applicare una volta alla settimana una o due gocce di olio ai cinque punti ① della sezione di collegamento dell'azionamento del rullo di trasporto superiore e della sezione di albero principale.
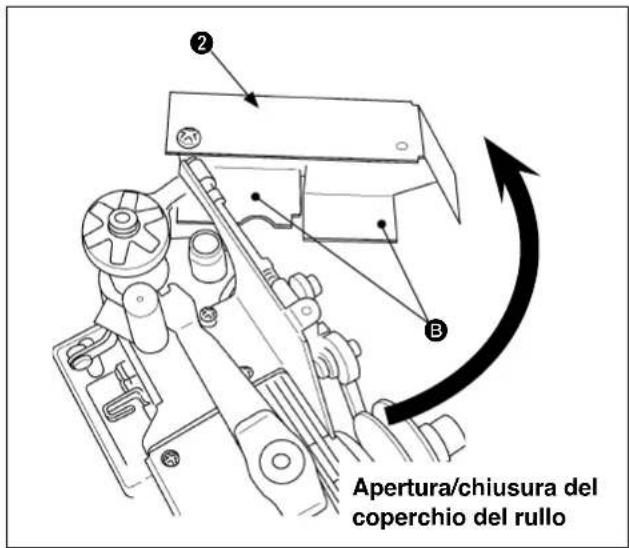
Quando si applica l'olio alla sezione di collegamento dell' azionamento del rullo di trasporto superiore, effettuare la lubrifi cazione aprendo e chiudendo il coperchio② del rullo.
Inoltre, quando l'olio aderisce alle sezioni riceventi dell'olio B del coperchio 2 del rullo, pulirlo.
Effettuare la lubrifi cazione alla sezione di albero principale rimuovendo il tappo di gomma del copricinghia quando si usa il MT03.
Rimuovere la vite ad alette bianca quando si apre e si chiude il coperchio del rullo.
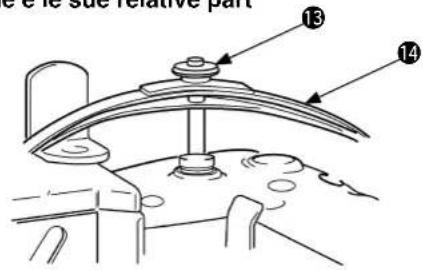
(5) Punti di ingrassaggio
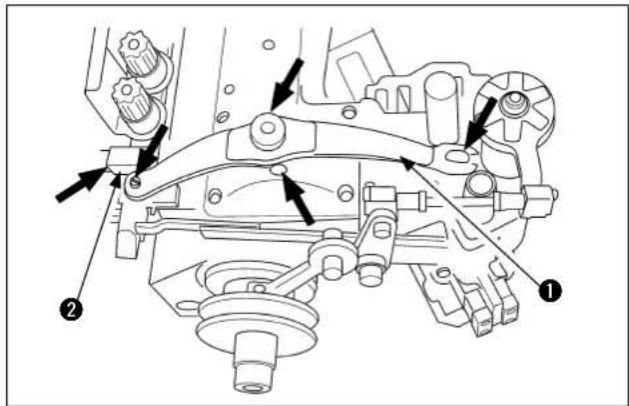
Applicare il grasso in dotazione con la macchina ogni tre mesi, come standard, alle rispettive parti scorrevoli della molla ① del pressore e del supporto ② di sollevamento del pressore.
Rimuovere il coperchio del rullo ed appli-

care il grasso (No. di parte: 40013640) in dotazione con l'unità alla parte di giunzione A dell'albero principale e all'albero di azionamento del crochet.
3. Controllo del senso di rotazione
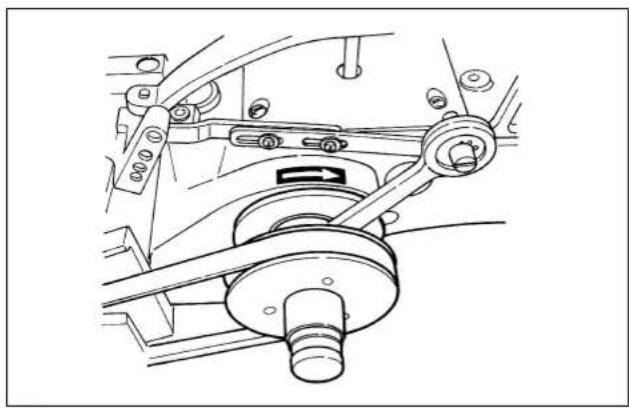
Il senso di rotazione della macchina per cucire è lo stesso di quello della lancetta dell'orologio guardando dal lato del volantino.
È in senso antiorario guardando dalla posizione di lavoro dell'operatore.
4. Posizionamento degli ag
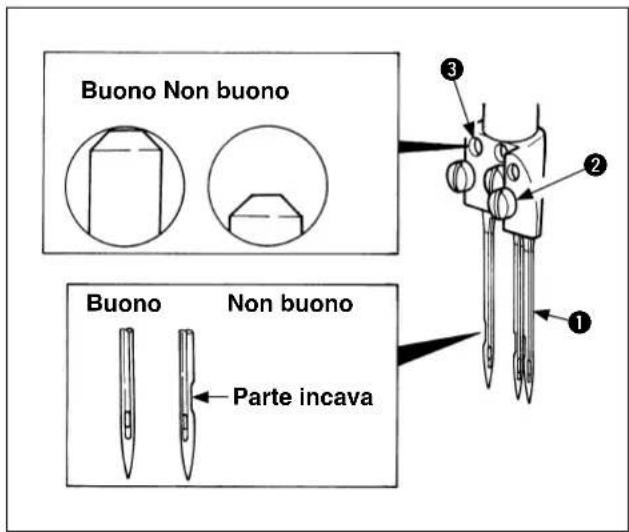
1) Allentare la vite di fi ssaggio ② dell'ago ① con un cacciavite.
2) Inserire gli aghi nuovi nel foro del morsetto ③ dell'ago fi no a raggiungere il fondo del foro tenendoli con la parte incava volta verso il dietro guardando dal lato dell'operatore.
3) Stringere la vite di fi ssaggio ② dell'ago.
5. Come infilare i fili
(1) Con trasporto differenziale (MS-3580SF/1SN)

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
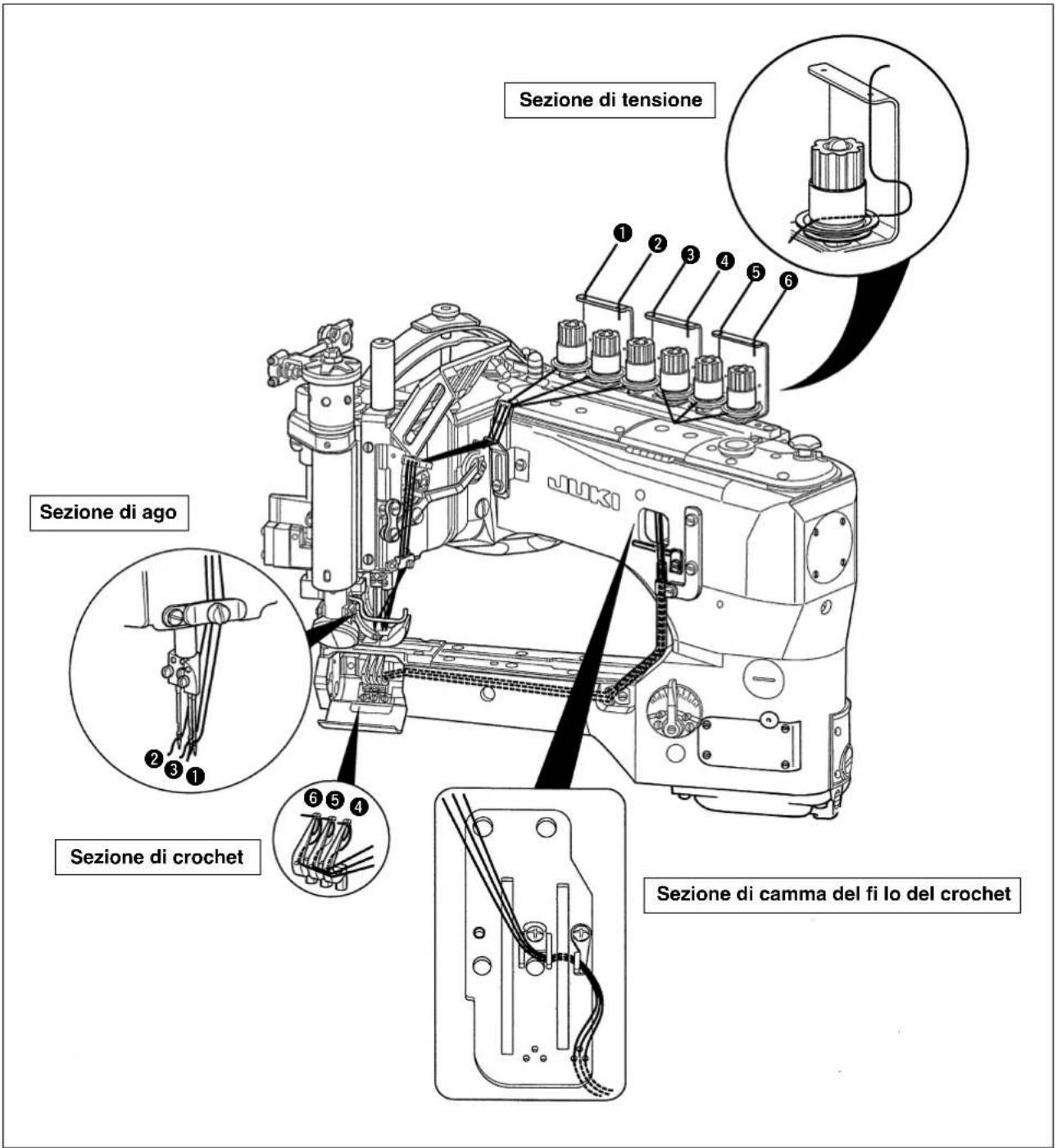
1) Diagramma di infilatura per la macchina con trasporto differenziale
Filo dell'ago : ① per il fi lo dell'ago sinistro,② per il fi lo dell'ago centrale,③ per il fi lo dell'ago destro
Crochet ④ per il crochet anteriore, ⑤ per il crochet centrale, ⑥ per il crochet posteriore
Effettuare l'infilatura secondo il diagramma di infilatura.
(2) Senza trasporto differenziale (MS-3580SF/0SN)

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
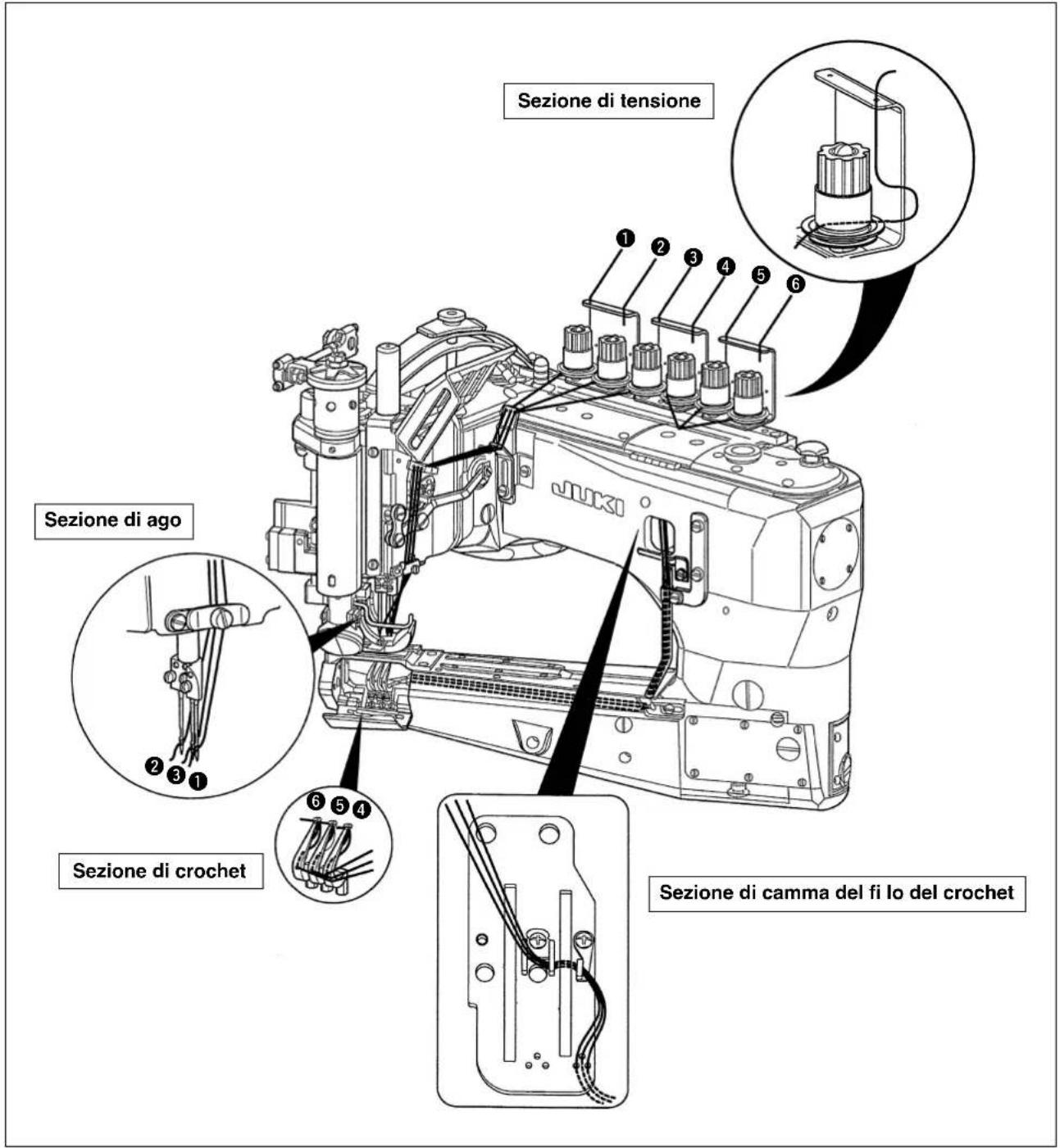
1) Diagramma di infilatura per la macchina senza trasporto differenziale
Filo dell'ago : ① per il fi lo dell'ago sinistro,② per il fi lo dell'ago centrale,③ per il fi lo dell'ago destro
Crochet ④ per il crochet anteriore, ⑤ per il crochet centrale, ⑥ per il crochet posteriore
Effettuare l'infilatura secondo il diagramma di infilatura.
(3) crochet

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
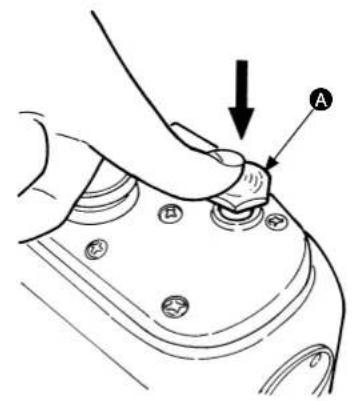
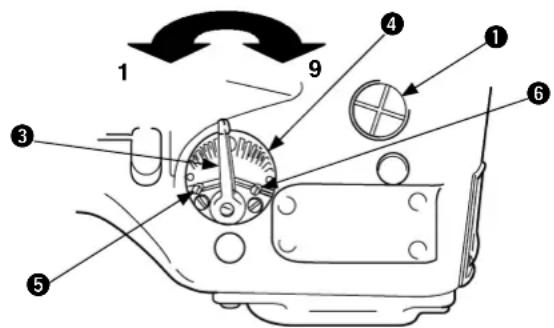
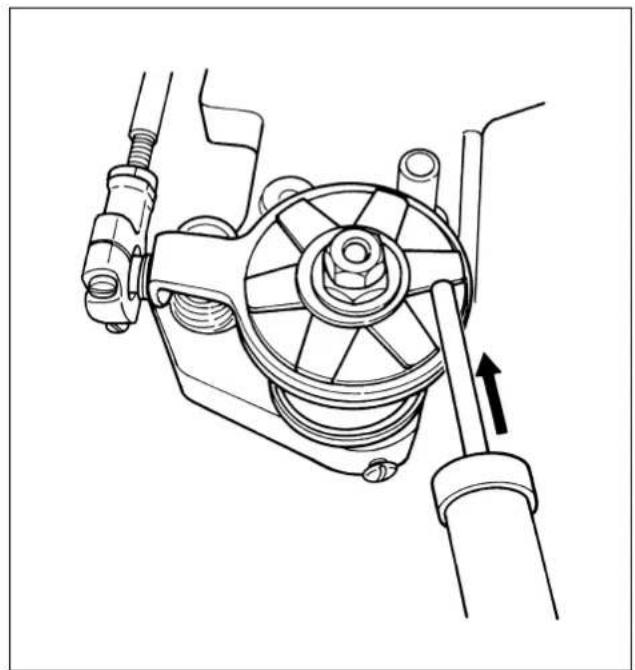
1) Nell'infilare i fili del crochet, premere la manopola vicino al punto morto inferiore della barra dell'ago ed i crochet si inclineranno verso la parte anteriore per facilitare l'infilatura dei fili.
Perciò, effettuare l'infi latura con i crochet inclinati verso la parte anteriore.
Condizione prima che i crochet siano inclinati Condizione in cui i crochet sono inclinati
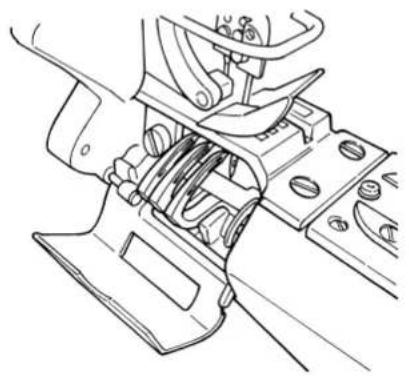
2) Dopo l'infi latura, premere i crochet ed essi ritorneranno alle loro posizioni d'origine come mostrato nella fi gura.
Se la macchina per cucire viene girata con

i crochet inclinati verso la parte anteriore, i crochet possono venire a contatto con il coperchio o le dita possono essere intrappolate nei crochet. Perciò, assicurarsi di riportarli alle loro posizioni d'origine quando si gira la macchina.
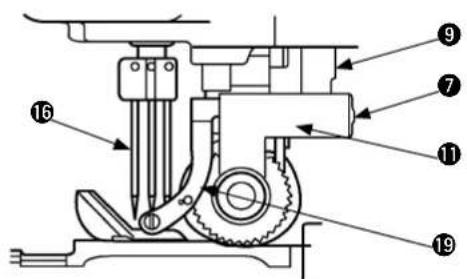
6. Regolazione del pressore

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
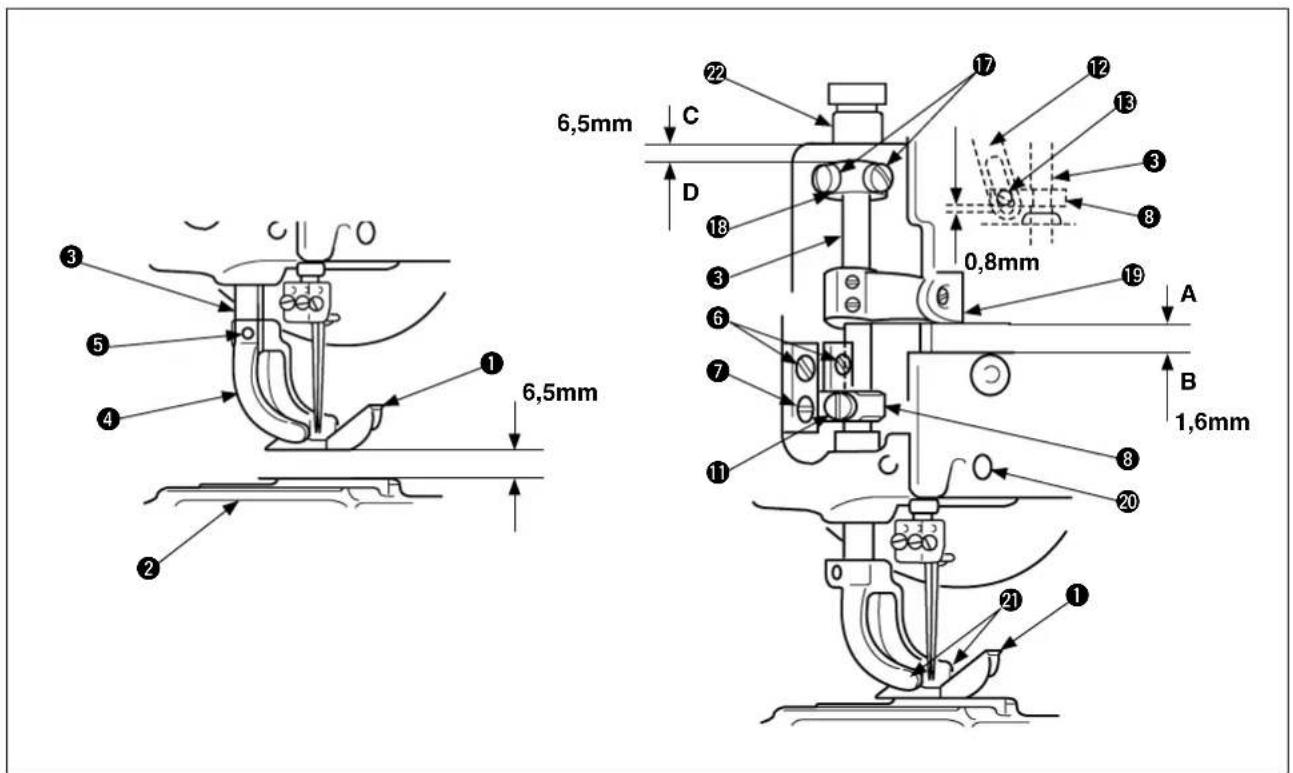
(1) Regolazione della quantità di sollevamento del pressore
La quantità standard di sollevamento è 6,5 mm per il pressore ① di categoria standard.
(Quantità massima di sollevamento : 9 mm)
Nel posizionamento standard, il pressore ① comincia a sollevarsi più presto per 3,2 mm sopra la superficie superiore della placca ② dell'ago prima che il rullo di trasporto superiore cominci a sollevarsi.
(2) Regolazione della pressione della barra del pressore
La pressione adeguata del pressore ① deve essere applicata al materiale durante la cucitura.
Girare il dado di regolazione della pressione 10 in senso orario ed in senso antiorario per regolare la pressione.
(3) Installazione e regolazione della pressione del pressore e del giogo del pressore
1) Sollevare l'albero ③ del pressore, montare il giogo ④ del pressore sull'albero ③ del pressore e stringere la vite di fi ssaggio ⑤.
2) Controllare che l'albero ③ del pressore si muova su e giù in modo liscio e non ci sia gioco nel senso laterale.
Se c'è gioco nel senso laterale, allentare le quattro viti di fi ssaggio ⑥ e regolare in modo che la piastra di guida di tenuta destra/sinistra ⑦ tenga bene la guida ⑧ dell'albero del pressore eliminando gioco nel senso laterale e che l'albero del pressore si muova su e giù in modo liscio.
Quindi, stringere la vite di fi ssaggio 6.
3) Installare il set ⑨ di molla a lamina di regolazione della pressione e girare il dado di regolazione della pressione ⑩ fi no a regolare la pressione del pressore ⑪ debitamente.
- Girando il dado di regolazione della pressione 10 in senso orario, la pressione aumenta. - Girando il dado di regolazione della pressione 10 in senso antiorario, la pressione diminuisce.
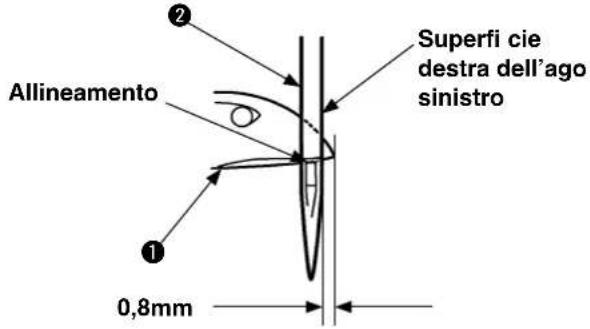
4) Al fi ne di sollevare il presso per 3,2 mm più presto del rullo di trasporto superiore, allentare la vite di fi ssaggio della guida dell'albero del pressore e spostare la guida dell'albero del pressore su e giù fino ad ottenere uno spazio di 0,8 mm fra la superficie inferiore del foro dell'articolazione della leva ed il fondo della vite di fi ssaggio del gancio dell'articolazione della leva. (Punto morto inferiore della barra dell'ago)
( Quando si effettuano le regolazioni suddette, la posizione di collegamento tra la leva 14 dell'alzapiedi-

no con il foro di scorrimento e la leva 15 dell'alzapiedino viene regolata spostando la leva 14 dell'alzapiedino con il foro di scorrimento verso destra. Quando il posizionamento adeguato è stato ottenuto, stringere la vite di fi ssaggio 16.
5) Per regolare la quantità di sollevamento del pressore ① al valore standard di 6,5 mm, allentare la vite di fi ssaggio ⑰ e spostare l'anello di arresto ⑱ su e giù fino ad ottenere uno spazio di 6,5 mm fra la superficie inferiore "C" della posizione di montaggio della boccola ⑲ della guida dell'albero del pressore e la superficie superiore "D" dell'anello di arresto ⑳. Quindi, stringere la vite di fi ssaggio ⑰.
-
Allo stesso tempo, controllare la posizione di montaggio della base di collegamento tirafi lo oscillante. 19 della leva
-
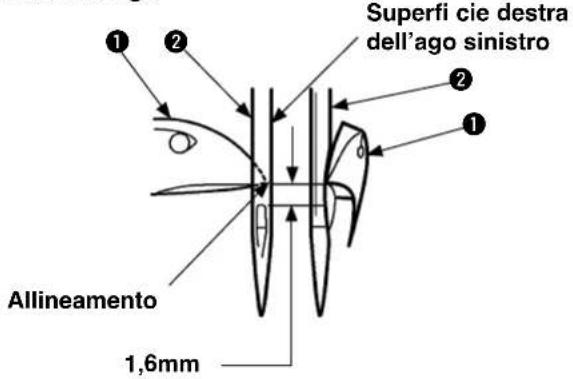
Al punto morto inferiore della barra dell'ago, una distanza di 1,6 mm deve essere assicurata fra la superfi cie inferiore A della base di collegamento ^19 della leva tirafilo oscillante del filo dell'ago e la superficie superiore B della sezione di taglio del coperchio anteriore ^20 .
-
Se la quantità di sollevamento del pressore è eccessiva rispetto a quanto richiesta, il pressore toccherà il morsetto dell'ago, così causando la rottura dell'ago o i salti di punto.
- Se la pressione del pressore è insufficiente o eccessiva rispetto a quanto richiesta, il tessuto avanzerà maldestramente.
(4) Rimozione ed installazione del pressore soltanto
Per sostituire soltanto il pressore ① allentare le viti di fi ssaggio di destra e di sinistra ② e cambiare il pressore ① Quindi, stringere le viti di fi ssaggio di destra e di sinistra ②.
7. Regolazione dei meccanismi di trasporto

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Regolazione della lunghezza del punto (standard : 8 punti/intervalli di un pollice)
Con trasporto differenziale
Senza trasporto differenziale
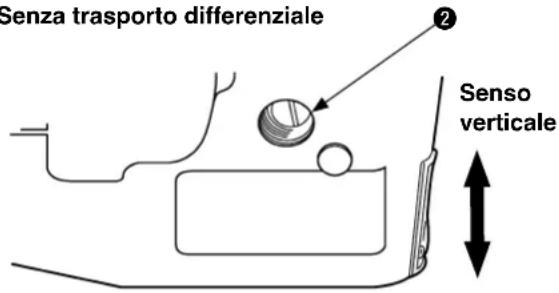
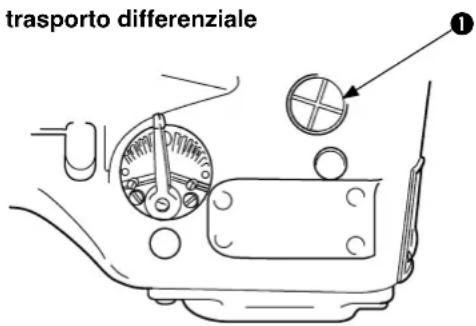
La lunghezza del punto può essere regolata all'interno della gamma da 2,1 a 3,6 mm. La regolazione standard è di 3,2 mm.
Per la regolazione della lunghezza del punto, allentare la vite di fi ssaggio ^2 della leva e spostare la leva verso l'alto o verso il basso fi no ad ottenere la lunghezza richiesta.
Se la lunghezza del punto è stata cambiata,
controllare "IV-7. Regolazione della protezione posteriore dell'ago" ed effettuare un riaggiustamento adeguato.

re la lunghezza del punto all'interno della gamma da 2,1 a 3,6 mm. Se la lunghezza del punto è impostata su 3,6 mm o più, l'interferenza dei componenti può essere causata. Perciò, non impostare la lunghezza del punto su 3,6 mm o più.
Rimuovendo la vite ① della fi nestra di regolazione della lunghezza, si può vedere la vite di fi ssaggio ② della leva.
Allentare la vite di fi ssaggio ② della leva, spostare la leva verso l'alto e fi ssare quindi la vite di fi ssaggio ② della leva. Con questa operazione la lunghezza del punto viene aumentata.
Allentare la vite di fi ssaggio ② della leva, spostare la leva verso il basso e fi ssare quindi la vite di fi ssaggio ② della leva. Con questa operazione la lunghezza del punto viene diminuita.
-
Non c'è nessuna graduazione disponibile per la regolazione della lunghezza del punto.
-
Quando la lunghezza del punto è cambiata
Seil movimento in avanti o indietro della griffa di trasporto principale è cambiato, anche la quantità di contatto è cambiata fra ciascun ago e la protezione posteriore dell'ago. Poiché questa può essere una causa dei salti di punto, la protezione posteriore dell'ago deve essere riaggiustata.
(2) Regolazione della quantità di trasporto differenziale
Senso longitudinale
Nel caso in cui si verifi casse il disallineamento tra i materiali destro e sinistro durante la cucitura, regolare in modo che siano allineati correttamente per mezzo della leva di regolazione ③ del trasporto differenziale.
La piastra ④ della scala ha le marcature numerate da 1 a 9. Quando la leva di regolazione ③ del trasporto differenziale è posizionata alla marcatura 5, il rapporto di trasporto differenziale della quantità di trasporto differenziale rispetto alla quantità di trasporto principale è di 1:1. Girare la leva di regolazione verso la marcatura 1 per diminuire la quantità di trasporto differenziale o verso la marcatura 9 per aumentarla.

nismo senza trasporto differenziale
non è dotato di nessuna funzione differenziale.
- Quando il materiale destro viene trasportato più veloce di quello sinistro
Girare la leva di regolazione ③ del trasporto differenziale verso le marcature da 1 a 4 per regolare il disallineamento tra i materiali destro e sinistro.
- Quando il materiale destro viene trasportato più lento di quello sinistro
Girare la leva di regolazione ③ del trasporto differenziale verso le marcature da 6 a 9 per regolare il disallineamento tra i materiali destro e sinistro.
* Quando si fi ssa la leva di regolazione ^3 del trasporto differenziale, intrappolarla con le due viti di fissaggio ^5 e ^6 .
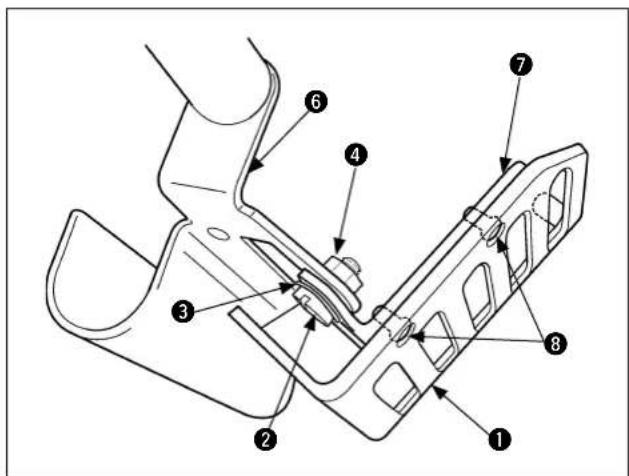
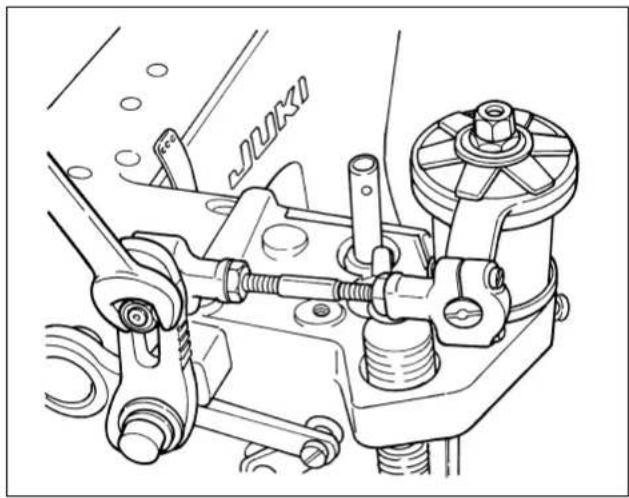
8. Regolazione della quantità di trazione del rullo di trasporto superiore

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
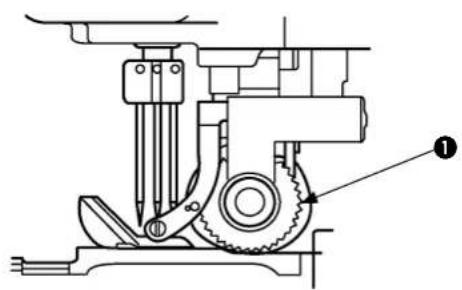
(1) Quantità di trazione del rullo di trasporto superiore
Per quanto riguarda la quantità standard di trazione del rullo di trasporto superiore ①, viene esercitata una leggera forza di trazione per la lunghezza della cucitura (8 punti/pollice) della griffa di trasporto.
La quantità di trazione per il tessuto può essere cambiata spostando verticalmente il tirante a snodo ④ della frizione il quale collega la leva di collegamento ② della frizione e il set di frizione ③.
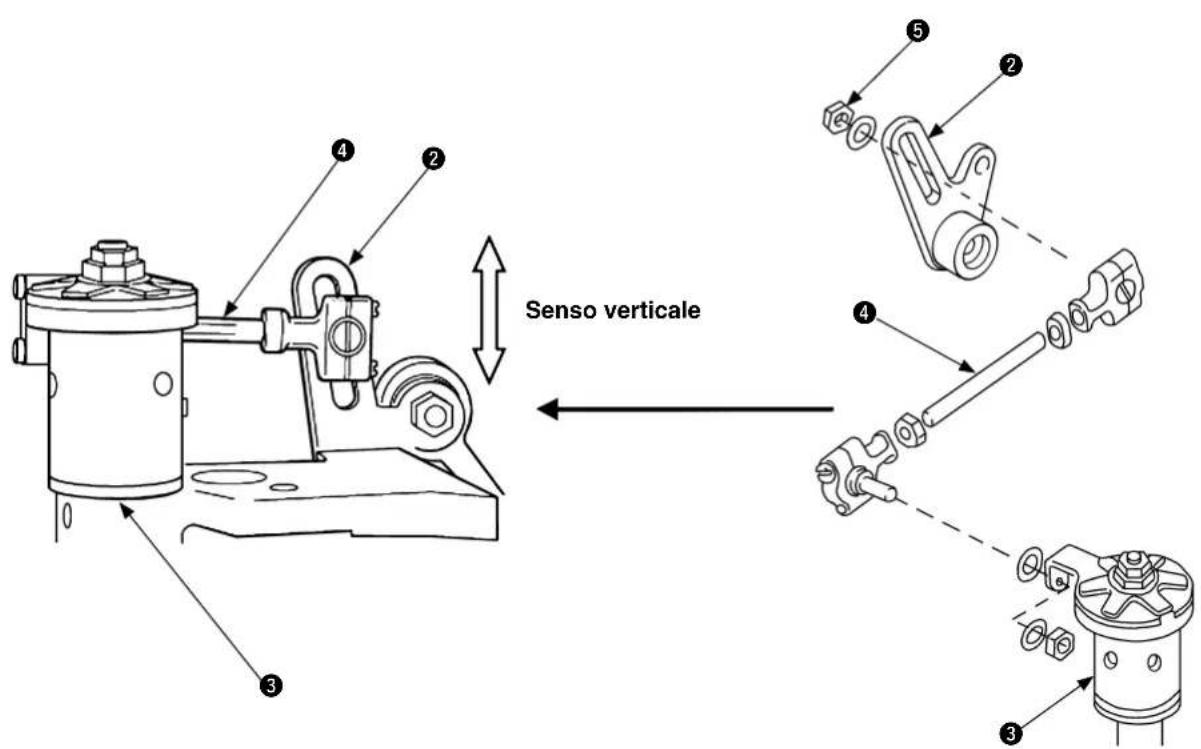
Allentare il dado ⑤, regolare il tirante a snodo ④ della frizione verticalmente e stringere il dado ⑤.
- Quando il tirante a snodo ④ della frizione viene sollevato, la quantità di trazione per il tessuto viene aumentata.
-
Quando il tirante a snodo ④ della frizione viene abbassata, la quantità di trazione per il tessuto viene diminuita.
-
Se la quantità di trazione del rullo di trasporto superiore
① è eccessiva rispetto alla quantità di

trasporto della cucitura, il numero di punti è aumentato.
quantità di trazione del rullo di trasporto superiore
① è troppo piccola, la variazione della
lunghezza dei punti accade e questa è una causa della crepa per il trasporto. In particolare, questo problema si presenta intorno alla sovrapposizione di più spessori.
(2) Come inserire il grasso nel rullo di trasporto superiore e come regolare la molla di frenatura
Quando il grasso all'interno del rullo di trasporto superiore si è ridotto, la quantità di trasporto può essere instabile o il grande rumore può essere generato. In tal caso, effettuare i seguenti punti della procedura.
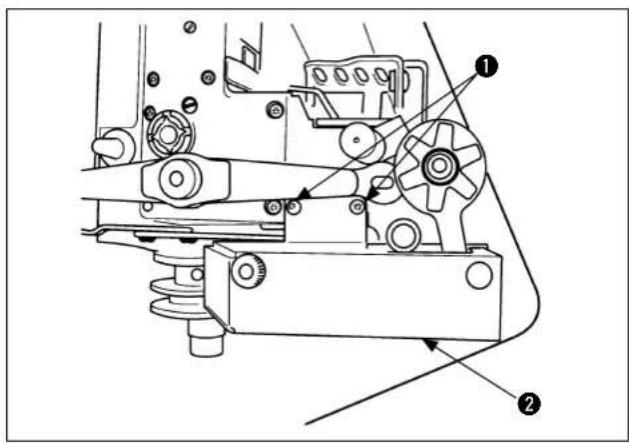
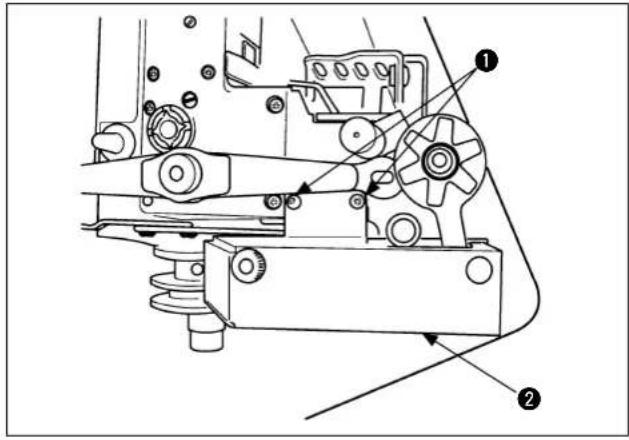
1) Rimuovere la vite di fi ssaggio ①. Rimuovere il coperchio ② del puller del tessuto.
2) Rimuovere il dado che fissa la leva di frizione con una chiave a forchetta.
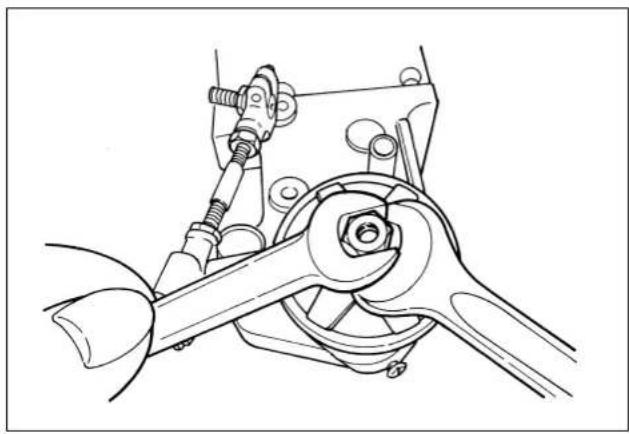
3) Allentare due dadi con due chiavi a forchetta per rimuovere la rondella e la molla di frenatura da sotto i dadi.
4) Rimuovere tre viti di fi ssaggio per rimuovere la leva di azionamento della frizione.
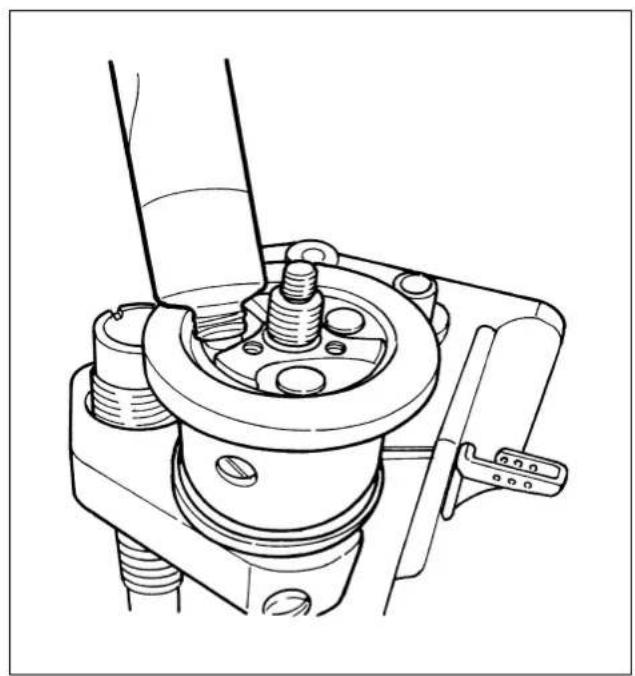
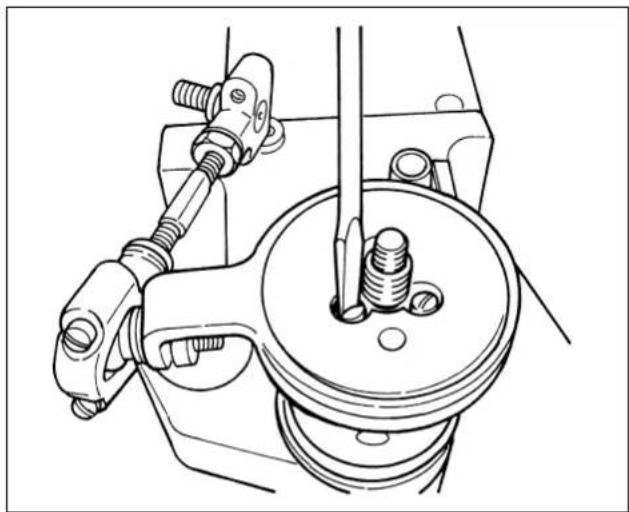
5) Inserire il grasso (No. di parte: 40013640) in dotazione con l'unità all'intera periferia del rullo della frizione.
Il rullo della frizione ha due strati, superiore e inferiore. Per manutenzione, soltanto lo strato superiore deve essere riempito di grasso poiché il grasso scorrerà giù allo strato inferiore gradualmente.
6) Rimettere a posto le parti rimosse. Per concludere, regolare la pressione della molla di frenatura tramite la quantità di serraggio dei due dadi.
Per la regolazione standard, il rullo di trasporto superiore gira premendo la bilancia dinamometrica contro il rullo per applicare una pressione da 10N a 30N secondo le indicazioni della fi gura a sinistra.
L'effi cienza di trasporto può avere bisogno di essere aumentata secondo le condizioni di cucitura. In tal caso, aumentare la pressione.
7) Quando si inserisce il grasso nel rullo di trasporto superiore, il grasso deve essere applicato alla parte scorrevole del rullo per aumentare la scorrevolezza del connettore del rullo.
Se il rullo di trasporto superiore perde la relativa scorrevolezza, la resistenza alla rotazione aumenta e l'intera unità di rullo di trasporto superiore può deviare.
IV. REGOLAZIONE STANDARD
1. Come rimuovere i componenti relativi al calibro ed il rullo di trasporto superiore (meccanismo con trasporto differenziale e meccanismo senza trasporto differenziale)

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
Per effettuare la regolazione standard, rimuovere i componenti relativi al calibro "ago 16, giogo 19 del pressore, placca 24 dell'ago, griffa di trasporto differenziale 26 e griffa di trasporto principale 28", i componenti relativi al coperchio "coperchio 2 del rullo della barra dell'ago e coperchio 21 del crochet", i componenti relativi al telaio 11 del rullo di trasporto superiore, "vite 6 di regolazione della pressione del rullo ed assieme 14 della molla a lamina di regolazione della pressione" prima della regolazione.
Lato sinistro della testa della macchina
ongitudinale e laterale durante la
regolazione standard sono basati sulla posizione di lavoro dell'operatore. Di conseguenza, la rotazione in avanti della puleggia è in senso antiorario.
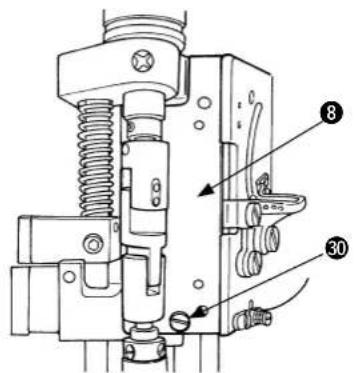
1) Allentare le viti di fi ssaggio ① e rimuovere il coperchio ② del rullo della barra dell'ago.
2) Allentare la vite di fi ssaggio 30 e rimuovere simultaneamente il coperchio laterale 8 e la guarnizione.
3) Allentare il d'de rimuovere la rondella e l'asta 5 di collegamento della frizione.
4) Rimuovere la 5 teli regolazione della pressione del rullo.
5) Allentare la vite di fi ssaggio ⑦ nell'albero del rullo di trasporto superiore, sollevare l'albero ⑨ del rullo di trasporto superiore e la piastra ⑩ di guida della barra del rullo e rimuovere il telaio ⑪ del rullo.
Quando 9' allendlo di trasporto superiore viene sollevato, la barretta di guida 10 interferisce con la manovella 12 della leva di sollevamento.

imuovere l'assieme
⑪ del rullo di
trasporto superiore dopo aver leggermente sollevato la manovella 12 della leva di sollevamento.
Lato posteriore della testa della macchina
Lato destro della testa della macchina
Molla a lamina di regolazione della pressione e le sue relative part
Lato sinistro della testa della macchina
Componenti relativi al calibro
(Meccanismo con trasporto differenziale)
Componenti relativi al calibro
(Meccanismo senza trasporto differenziale)
6) Allentare il dado di regolazione della pressione 13 e rimuovere l'assieme 14 della molla a lamina di regolazione della pressione.
7) Allentare ciascuna vite di fi ssaggio 15 che fi ssa l'ago corrispondente e rimuovere i rispettivi tre aghi 16.
8) Allentare la vite di fi ssaggio ⑰ che fi ssa il giogo del pressore e rimuovere il giogo ⑲ del pressore dopo aver sollevato l'albero ⑳ del pressore.
9) Allentare la vite di fi ssaggio 20 e rimuovere la vite di fi ssaggio 21 che fi ssa il coperchio. Rimuovendo la vite di fi ssaggio, si può rimuovere il coperchio 22 del crochet e la vite prigioniera della molla.
10) Allentare le tre viti di fi ssaggio 23 che fi ssano la placca dell'ago e rimuovere la placca dell'ago 24.
11) Allentare la vite di fi ssaggio 25 e rimuovere la griffa di trasporto differenziale 26.
12) Allentare la vite di fi ssaggio ⑳ e rimuovere la griffa di trasporto principale ⑳.
13) Allentare le viti di fi ssaggio ③ che fi ssano i crochet ⑲ e rimuovere i crochet ⑳.
La procedura di smontaggio detta prece-
dentemente descrive principalmente circa il meccanismo con trasporto differenziale.
al meccanismo senza trasporto differenziale, la griffa di trasporto differen- ziale 26 e la vite di fi ssaggio25 non sono in dotazione.
2. Tempismo fra il crochet e la barra dell'ago

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Tempismo fra il crochet e la barra dell'ago (sincronizzazione)
La regolazione della sincronizzazione viene effettuata montando i componenti relativi al calibro.
La posizione standard è tale che non c'è spazio fra il fondo della boccola inferiore ③ della barra dell'ago e la superfi cie superiore del fermaglio ④ quando la chiave esagonale (3 mm) ① tocca la placca ② dell'ago girando il volantino nel senso normale e nel senso inverso. (Assicurarsi di girare il volantino in entrambi i sensi per controllare lo spazio.) La gamma permissibile dello spazio è da 0 a 0,1 mm.

o permissibile fra la chiave esagonale (3 mm)
do il fondo della boccola inferiore ③ della barra dell'ago tocca la superficie superiore del calibro di tempismo ④ prima dell'altro contatto girando la puleggia in entrambi i sensi.
① e la placca ② dell'ago è da 0 a 0,1 mm quan-
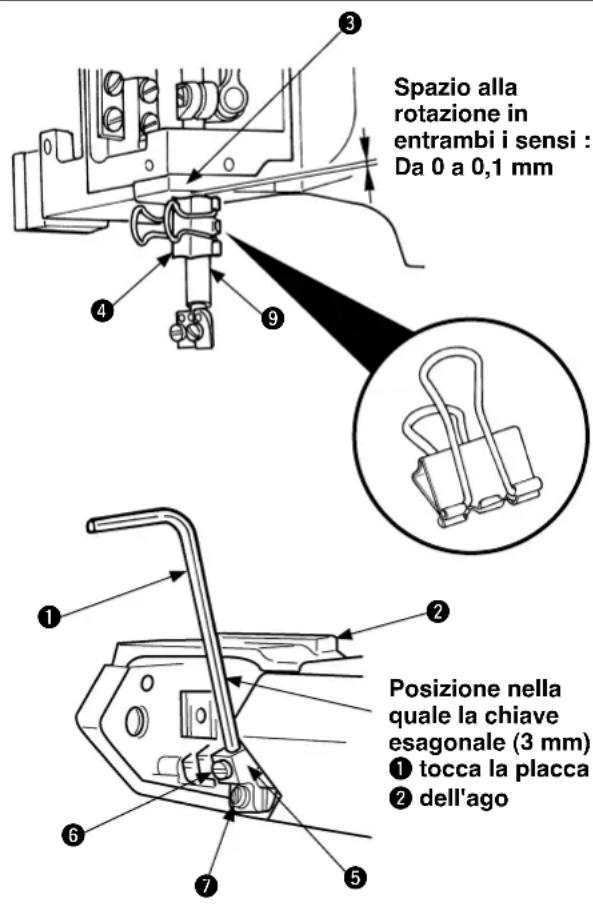
(2) Procedura di installazione e di regolazione della chiave esagonale e del fermaglio
1) Inserire la chiave esagonale (3 mm) ① nella base ⑤ del crochet anteriore e stringere la vite di fi ssaggio⑥.
2) Allentare leggermente la vite di fi ssaggio⑦. Spostare la base ⑤ del crochet nella quale la chiave esagonale (3 mm) ① è stata inserita fi nché il suo punto più a sinistra non sia raggiunto.
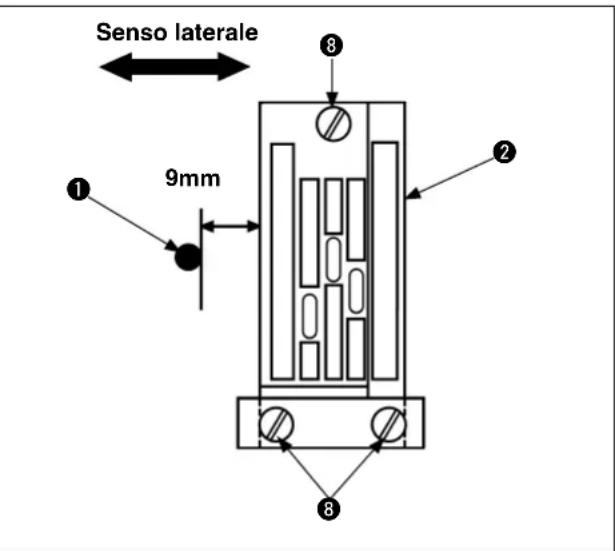
3) Installare la placca ② dell'ago e stringere la vite di fi ssaggio⑧.
4) Girare la puleggia per portare la chiave esagonale (3 mm) ① alla posizione più a sinistra. Regolare lo spazio misurato dalla superfi cie laterale destra della puleggia alla superfi cie laterale sinistra della placca ② dell'ago a 9 mm. Quindi, stringere temporaneamente la vite di fi ssaggio⑦ nella base ⑤ del crochet anteriore. Regolare ulteriormente la base alla posizione corretta e stringere saldamente la vite di fi ssaggio.
5) Girare il volantino in senso antiorario e arrestarlo alla posizione nella quale la chiave esagonale (3 mm) ① tocca la superfi cie sinistra della placca② dell'ago.
6) Montare il fermaglio ④ sulla barra ⑨ dell'ago.
* Attaccare un morsetto a coccodrillo disponibile nel commercio (piccolo) allineando la relativa superfi cie superiore alla linea di guida.
Montare il fermaglio ④ in modo che la superfi cie superiore del fermaglio ④ tocchi il fondo della boccola inferiore ③ della barra dell'ago.
7) Quando il volantino viene girato in senso orario, la chia-ve esagonale (3 mm) ① si muove nel senso laterale.
Di nuovo fare venire la chiave esagonale a contatto con la superfi cie sinistra della placca② dell'ago.
In questo momento, assicurarsi che lo spazio fra il fondo della boccola inferiore ③ della barra dell'ago e la superfi cie superiore del fermaglio ④ sia all'interno della gamma permissibile.
Il fondo della boccola inferiore
③ della

barra dell'ago può toccare la superfi cie superiore del fermaglio ④ prima dell'altro contatto. In tal caso, assicurarsi che lo spazio della posizione di contatto fra la chiave esagonale (3 mm) ① e la placca ② dell'ago sia all'interno della gamma permissibile.
8) Se il tempismo fra il crochet (chiave esagonale (3 mm) ①) e la barra ⑨ dell'ago è inadeguato, seguire la procedura qui sotto.

azione impropria della posizione di sincronizzazione può causare i salti di punto o la rottura del fi lo.
(3) Punti correttivi e misure correttive
1) Per la regolazione del tempismo fra il crochet (chiave esagonale (3 mm) ①) e la barra ⑨ dell'ago, allentare le 9 viti di fi ssaggio⑪ del coperchio superiore posteriore ⑩ e rimuovere il coperchio superiore posteriore ⑪ e la guarnizione ⑫.
2) Rimuovere la pompa dell'olio asm. 17 (che è fi ssata con le due viti 18). Allentare le tre viti 15 negli accoppiamenti anteriore e posteriore 13 e 14 dell'albero principale. Inserire una chiave allen nella vite di fi s-saggio 16 nell'accoppiamento anteriore 13 dell'albero principale per girare la vite di fissaggio in senso orario o in senso antiorario per la regolazione tenendo fer-mo l'accoppiamento posteriore 14 dell'albero principale. Quindi, montare di nuovo la pompa dell'olio asm. regolando il gioco normale.
< Gioco normale >
Da 0,1 a 0,3 mm
* Allentare le viti di fi ssaggio 18. Il gioco normale è aumentato alzando la pompa dell'olio o è diminuito abbassandola.
- Allineare i punti di riferimento.
| 2. Per lo spostamento del giunto d'ac-

coppiamento anteriore 13 dell'albero principale, temporaneamente stringere uno dei dadi di collegamento 15, che sia vicino al punto di riferimento e procedere ad una regolazione.
Per aumentare lo spazio fra la chiave esagonale (3 mm) ① e la placca ② dell'ago, girare il giunto d'accoppiamento anteriore ⑬ dell'albero principale in senso orario.
Per diminuire lo spazio fra la chiave esagonale (3 mm) ① e la placca ② dell'ago, girare il giunto d'accoppiamento anteriore ⑬ dell'albero principale in senso antiorario.
3) Dopo la regolazione, rimettere il coperchio superiore posteriore ⑩ e la guarnizione ⑫ e stringere la vite di fi ssaggio ⑪.
3. Regolazione delle posizioni dell'entrata dell'ago nei sensi laterale e longitudinale

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
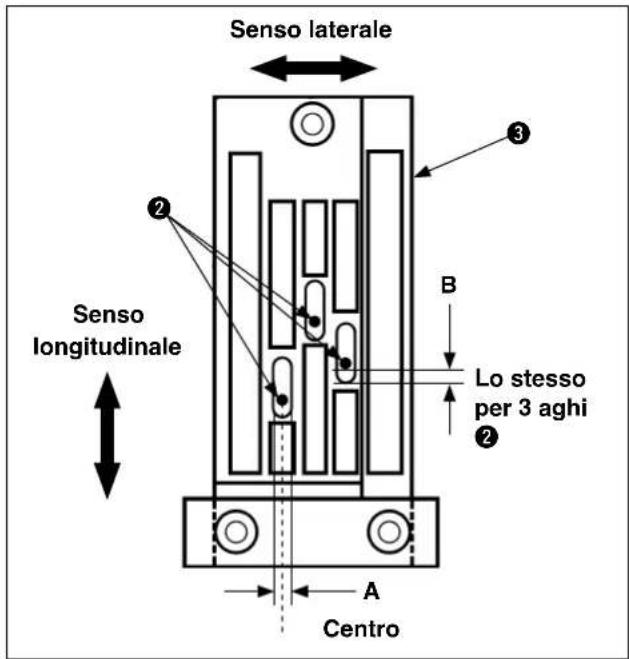
(1) Entrata dell'ago
1) Posizione dell'entrata dell'ago nel senso laterale Montare i 3 aghi ① al morsetto ②. dell'ago. Per quanto riguarda la posizione "A" dell'entrata dell'ago nel senso laterale, il centro del foro dell'ago della placca ③ dell'ago è standard.
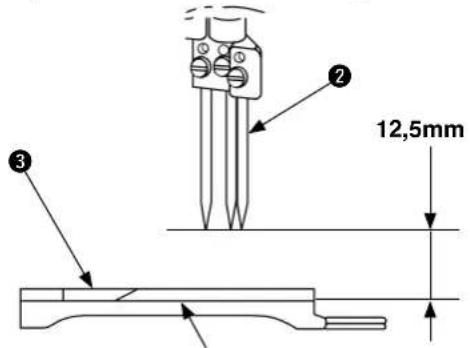
2) Posizione dell'entrata dell'ago nel senso longitudinale Per quanto riguarda la posizione standard dell'entrata dell'ago nel senso longitudinale, lo spazio "B" fra l' ago ② ed il foro dell'ago della placca ③ dell'ago è lo stesso per tutte le 3 posizioni.
Regolare la posizione dell'entrata dell'ago

secondo l'altezza provvisoria della barra ④ dell'ago di 12,5 mm. Consultare "IV-5. Regolazione dell'altezza della barra dell'ago".
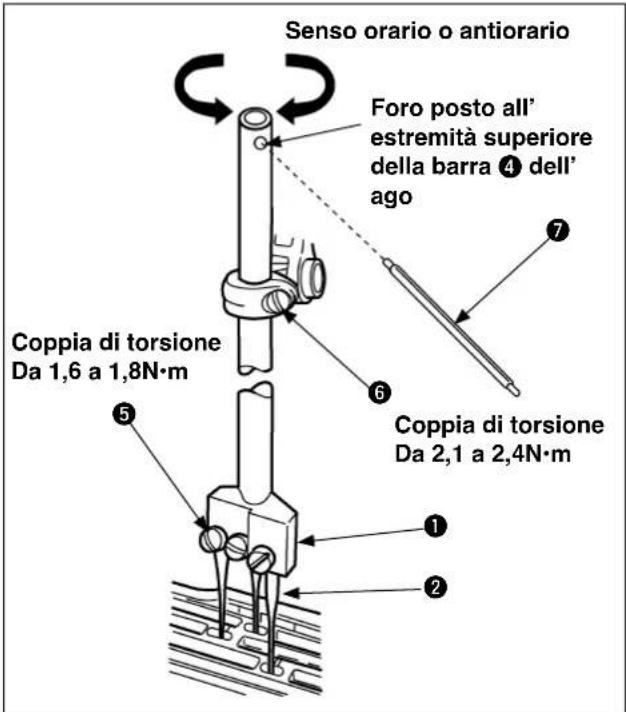
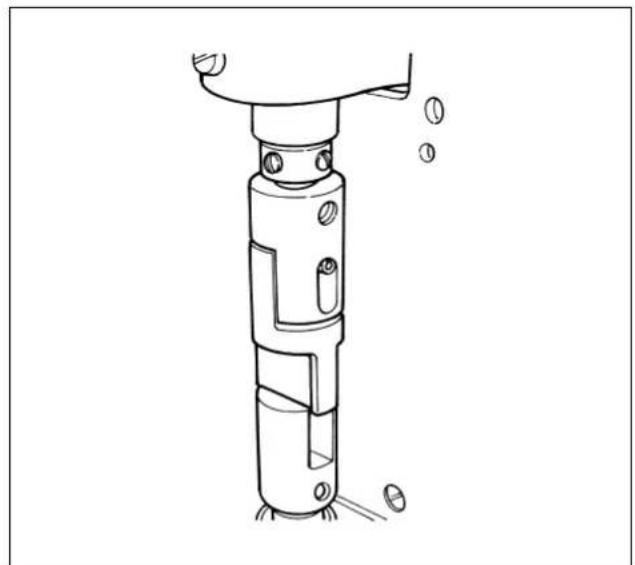
(2) Procedura di controllo dell'entrata dell'ago
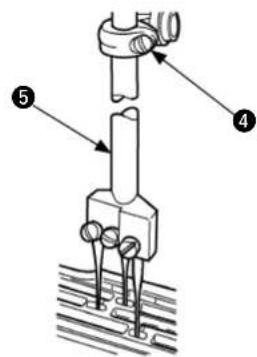
1) Montare i 3 aghi ① al morsetto ② dell'ago e stringere la vite di fi ssaggio ⑤.
2) Allentare la vite di tenuta ⑥ della barra dell'ago, regolare l'altezza provvisoria della barra ④ dell'ago (12,5 mm) e stringere la vite di tenuta ⑥ della barra dell'ago temporaneamente (approssimativamente barra ④ che dell'ago gira).
3) Inserire l'asta di coppia di torsione ⑦ nel foro posto all'estremità superiore della barra ④ dell'ago e girare la barra ④ dell'ago nel senso laterale per regolare la posizione dell'entrata dell'ago nei sensi longitudinale e laterale.
-
La regolazione impropria dell'entrata dell'ago può causare i salti di punto, la rottura dell'ago o la rottura del fi lo.
-
La regolazione dell'entrata dell'ago viene effettuata secondo l'altezza provvisoria della barra dell'ago.
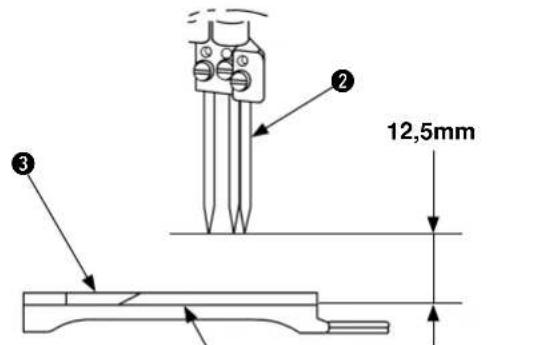
Quando la barra dell'ago è al punto

morto superiore, lo spazio provvisorio fra la superfi cie superiore della placca ③ dell'ago e le punte degli aghi ② è di 12,5 mm.
- L'altezza della barra dell'ago viene regolata temporaneamente per la regolazione dell'entrata dell'ago. Se non c'è problema con l'altezza della barra dell'ago, il riaggiustamento dell'altezza della barra dell'ago non è richiesto. Procedere al punto seguente.
Altezza provvisoria della barra dell'ago
Superfi cie superiore della placca dell'ago
4. Regolazione del crochet

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Ritorno del crochet
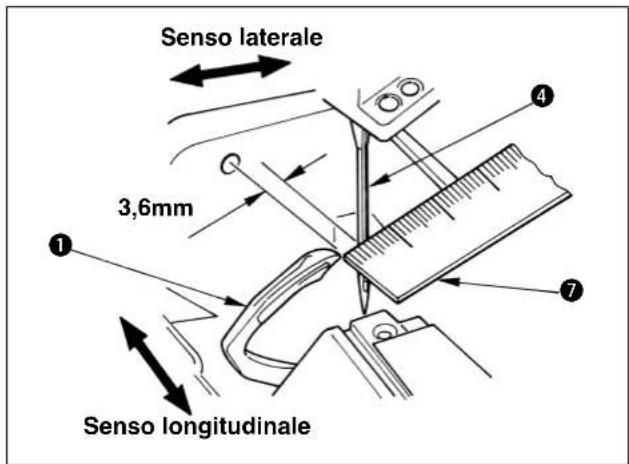
Quando ciascun crochet (1, 2 e 3) è alla posizione più a sinistra, la distanza standard dalla punta di ciascun crochet (1, 2 e 3) al centro di ciascun ago (4, 5 e 6) è di 3,6 mm.
1) Standardizzazione del crochet anteriore
Quando il crochet anteriore ① è alla posizione più a sinistra, misurare la distanza dalla punta del crochet anteriore ① al centro dell'ago sinistro ④ con il regolo ⑦ e regolare la distanza al valore standard, cioè 3,6 mm.
2) Standardizzazione dei crochet centrale e posteriore
Per quanto riguarda le posizioni standard dei crochet centrale e posteriore, le punte dei crochet centrale e posteriore (② e ③) sono allineate simultaneamente a ciascuna superficie sinistra degli aghi centrale e destro quando la punta del crochet anteriore ① è allineate alla superfi cie sinistra dell'ago sinistro④,
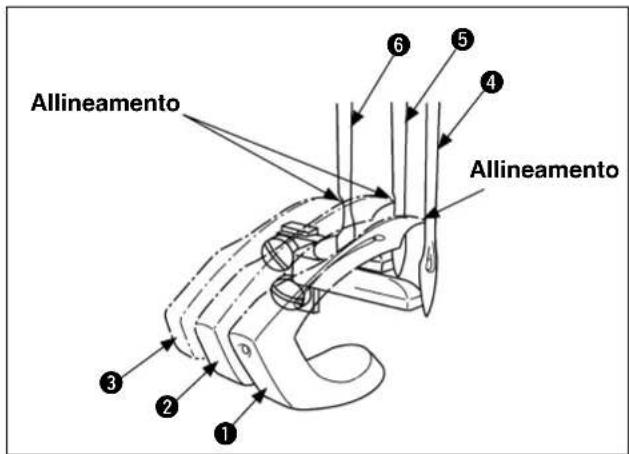
Per il crochet anteriore

①, il ritorno del
crochet è regolato con il calibro ⑦ e una scala e per i crochet centrale e posteriore (② e ③), il ritorno del crochet è regolato allineando le punte dei crochet centrale e posteriore (② e ③) alle superfi ci sinistre degli aghi (⑤ e ⑥) rispettivamente.
(2) Crochet anteriore
1) Allentare le viti di fi ssaggio ⑧ per rimuovere la placa ⑨ dell'ago.
2) Montare il crochet anteriore ① sulla base ⑩ del crochet anteriore e stringere la vite di fi ssaggio⑪.
3) Girare il volantino nel senso di rotazione inverso, spostare il crochet anteriore ① alla posizione più a sinistra e misurare lo spazio dalla punta del crochet anteriore ① all'ago sinistro ④ con il regolo ⑦.
4) Per la regolazione dello spazio alla distanza standard, allentare la vite di fi ssaggio ^12 che fi ssa la base del crochet anteriore per regolare la posizione della base ^10 del crochet anteriore nel senso laterale.
5) Dopo la regolazione, stringere la vite di fi ssaggio 12 per fi ssare la base del crochet anteriore.
(3) Crochet centrale
1) Girare la puleggia in senso antiorario ed allineare la punta del crochet anteriore ① alla superfi cie sinistra dell'ago sinistro ④.
2) Montare il crochet centrale ② sulla base ⑬ del crochet centrale e stringere la vite di fi ssaggio ⑭.
3) Allentare la vite di fi ssaggio ⑮ che fi ssa la base del crochet centrale e spostare la base ⑬ del crochet centrale nel senso laterale per allineare la punta del crochet centrale ② alla superfi cie sinistra dell'ago destro ⑤.
4) Dopo la regolazione, stringere la vite di fi ssaggio 15 per fi ssare la base del crochet centrale.
(4) Crochet posteriore
1) Girare la puleggia in senso antiorario ed allineare la punta del crochet anteriore ① alla superfi cie sinistra dell'ago sinistro ④.
2) Montare il crochet posteriore ③ sulla base ⑯ del crochet posteriore e stringere la vite di fi ssaggio ^17 .
3) Allentare la vite di fi ssaggio 13 che fi ssa la base del crochet posteriore e spostare la base 16 del crochet posteriore nel senso laterale per allineare la punta del crochet posteriore 3 alla superfi cie sinistra dell'ago centrale 6.
4) Dopo la regolazione, stringere la vite di fi ssaggio 18 per fi ssare la base del crochet posteriore.
- Quando si regolano le posizioni di ciascuna base del crochet (
⑩, ⑬ e ⑱) nel senso laterale,

regolare anche gli spazi dalle punte dei crochet ( ① , ② e ③ ) agli aghi ( ④ , ⑤ e ⑥ ).
- Il ritorno insufficiente o eccessivo del crochet può causare i salti di punto, la rottura dell'ago o la rottura del fi lo.
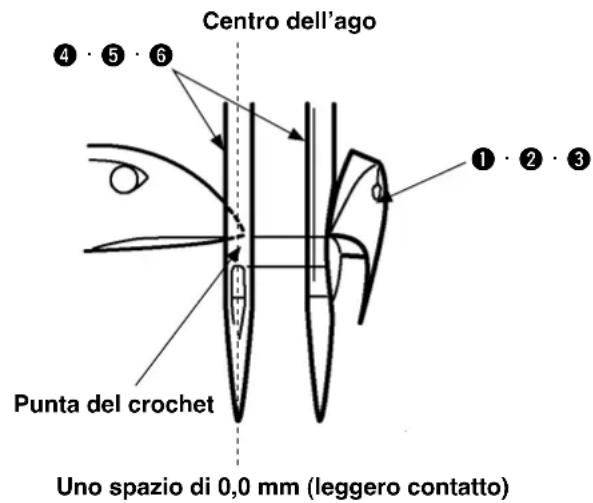
(5) Regolazione dello spazio fra il crochet e l'ago
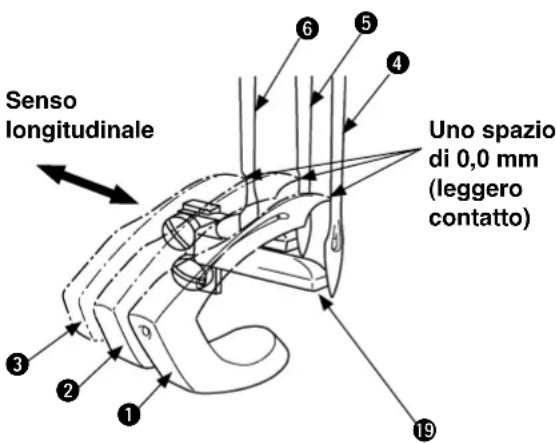
Quando le punte di ciascun crochet (①, ② e ③) sono al centro di ciascun ago (④, ⑤ e ⑥), lo spazio standard è di 0,0 mm (leggero contatto).
Dopo la regolazione della protezione posteriore 19 dell'ago, assicurarsi di nuovo che lo spazio fra i crochet (1, 2 e 3) e il centro di ciascun ago (4, 5 e 6) sia di 0,0 mm rispettivamente ed effettuare la regolazione finale dello spazio dopo l' infi la tura.

golazione dello spazio viene effettuata senza la protezione posteriore
⑲, fare venire le punte
dei crochet ( ④ , ⑤ e ⑥ ) a contatto con i rispettivi aghi ( ① , ② e ③ ) un po' più fortemente.
1) Quando si regolano gli spazi, controllare le posizioni di ritorno del crochet per ciascun crochet (①, ② e ③) nel senso longitudinale. (⑩, ⑬ e ⑱) può muoversi nel senso laterale.
2) Dopo la regolazione, stringere la vite di fi ssaggio ( ⑫ , ⑮ e ⑯ ) per fi ssare la base del crochet.
1. Quando si regolano le posizioni delle
rispettive basi (10, 13 e 18) del crochet nel senso laterale, regolare anche gli spazi dalle punte dei rispettivi crochet (1, 2 e 3) ai rispettivi aghi (4, 5 e 6).

ndo ciascuna base ( 10, 13 e 18) del
crochet viene spostata verso sinistra, ciascuna punta del crochet (①, ② e ③) ) si distacca da ciascun ago (④, ⑤ e ⑥)
- Quando ciascuna base (10, 13 e 18) del
crochet viene spostata verso destra, ciascuna punta del crochet (①, ② e ③) viene a contatto con ciascun ago (④, ⑤ e ⑥).
5. Regolazione dell'altezza della barra dell'ago

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
Allineamento fra il fondo del crochet e l'estremità superiore della cruna dell'ago
Allineamento fra la punta del crochet e la superfi cie destra dell'ago
Altezza provvisoria della barra dell'ago
Superfi cie superiore della placca dell'ago
Coppia di torsione Da 2,1 a 2,4N·m
(1) Altezza della barra dell'ago
1) Allineamento fra il fondo del crochet anteriore e l'estremità superiore della cruna dell'ago sinistro Quando la puleggia viene girata in senso antiorario ed il fondo del crochet anteriore ① è allineato all'estremità superiore della cruna dell'ago sinistro ②, l'altezza standard della barra dell'ago viene ottenuta regolando la distanza dalla punta del crochet anteriore ① alla superficie destra dell'ago sinistro ② a 0,8 mm.
2) Allineamento fra la punta del crochet anteriore e la superfi cie sinistra dell'ago sinistro
Quando la puleggia viene girata in senso antiorario e la punta del crochet anteriore ① è allineata alla superfi cie destra dell'ago sinistro ②, l'altezza standard della barra dell'ago viene ottenuta regolando la distanza dal fondo del crochet anteriore ① all'estremità superiore della cruna dell'ago sinistro ② a 1,6 mm.
Per la regolazione dell'altezza della barra
dell'ago, selezionare uno più facile da regolare tra 1) e 2) accennati sopra.
3) Il controllo delle altezze dei crochet centrale e posteriore sarà anche il controllo del ritorno di ciascun crochet.
- La regolazione dell'entrata dell'ago viene effettuata secondo l'altezza provvisoria della barra dell'ago.
Quando la barra dell'ago è al punto morto superiore, lo spazio provvisorio fra la superfi cie superiore della placca ③ dell'ago e le punte degli aghi ② è di 12,5 mm.
- L'altezza della barra dell'ago viene regolata temporaneamente per la regolazione dell'entrata dell'ago. Se non c'è problema con l'altezza della barra dell'ago, il riaggiustamento dell'altezza della barra dell'ago non è richiesto. Procedere al punto seguente.
(2) Regolazione dell'altezza della barra dell'ago
1) Rimuovere la barra dell'ago, il coperchio del rullo, il coperchio frontale e la guarnizione.
2) Allentare la vite di fi ssaggio ④ e regolare la posizione della barra ⑤ dell'ago verticalmente.
3) Dopo la regolazione, stringere la vite di fi ssaggio ④.
- Prestare attenzione che la barra ⑤ dell'ago non giri quando si regola l'altezza della barra dell'ago.
L'inosservanza di questo cambia le Attenzione posizioni dell'entrata del
- La regolazione notevolmente impropria dell'altezza della barra dell'ago può causare i salti di punto, la rottura dell'ago o la rottura del fi lo.
6. Regolazione del luogo del movimento del crochet

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
Modello con trasporto differenziale
(1) Quantità di moto del crochet nel senso longitudinale
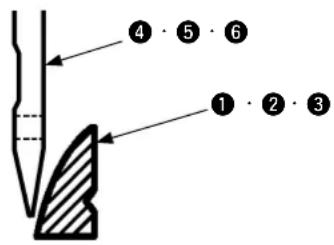
1) Per quanto riguarda la posizione standard del crochet anteriore ①, la punta dell'ago ④ viene a contatto con la parte posteriore del crochet anteriore ① a 1/3 dal fondo quando la puleggia viene girata in senso antiorario ed il crochet anteriore ① è spostato da destra a sinistra dopo il montaggio del crochet anteriore ① nel modo standard.
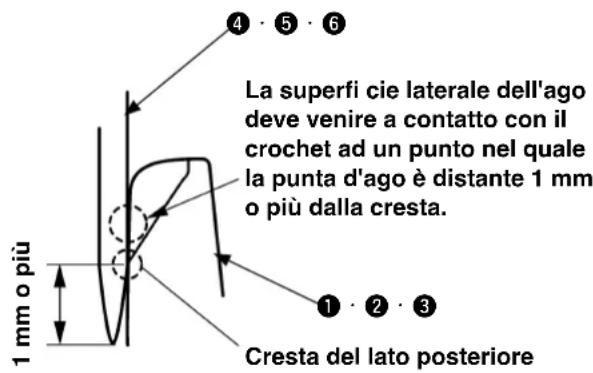
2) Mentre il crochet si muove indietro, la superfi cie laterale dell'ago deve venire a contatto con il lato posteriore del crochet quando la punta d'ago è distante 1 mm o più dalla cresta del lato posteriore del crochet.
(Crochet anteriore, centrale e posteriore)
Quando il materiale ha una parte che ha
una grande differenza in altezza, la profondità del contatto fra le punte d'ago ed i crochet (② e ③) deve essere diminuita.
(Per impedire lo schiacciamento della punta d'ago.)
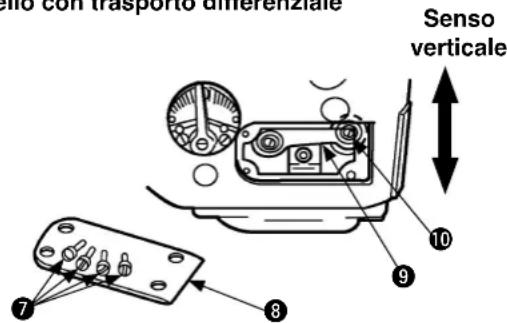
(2) Regolazione del movimento longitudinale del crochet con trasporto differenziale
1) Allentare le viti di fi ssaggio ⑦ (4 pezzi) e rimuovere il coperchio laterale ⑧ del cilindro.
2) Allentare la vite di fi ssaggio 10 del giunto sferico 9 con una chiave fi ssa e regolare il movimento longitudinale del crochet spostando la vite di fi ssaggio 10 nel senso verticale.
3) Dopo le regolazioni, montare il coperchio laterale ⑧ del cilindro e stringere le viti di fi ssaggio ⑦.
- Quando si riduce la quantità di moto longitudinale del crochet, spostare i giunti sferici ⑨ verso l'alto.
-
Quando si aumenta la quantità di moto longitudinale del crochet, spostare i giunti sferici ⑨ verso il basso.
-
Quando la quantità di moto longitudinale del crochet è stata regolata, spostare le rispettive basi
⑪, ⑫ e ⑬ del crochet e riaggiustare le posizioni longitudinali degli aghi (④, ⑤ e ⑥) e dei crochet (①, ② e ③).
- Quando si effettuano le regolazioni suddette, la placca ⑭ dell'ago deve essere rimossa.
- Quando la quantità di moto longitudinale del crochet è piccola:

ntità di contatto diventa grande fra le punte degli aghi (
④, ⑤ e ⑥) e le parti posteriori dei
crochet (①, ② e ③) e questa può essere una causa dello smussamento della punta dell'ago.
- Quando la quantità di moto longitudinale del crochet è grande:
Lo spazio diventa grande fra le punte degli aghi (
④ ,⑤ e ⑥ ) e le parti posteriori dei crochet ( ① ,
② e ③ ) e questa può essere una causa dei salti di punto.
Modello senza trasporto differenziale
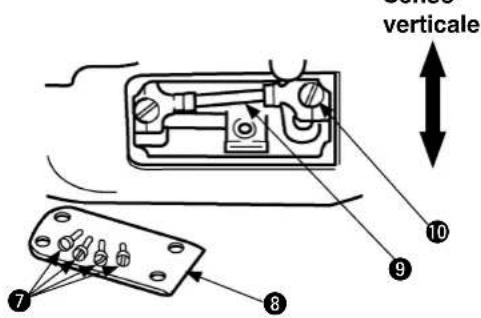
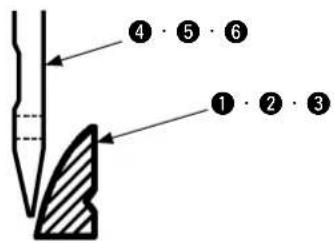
Senso laterale
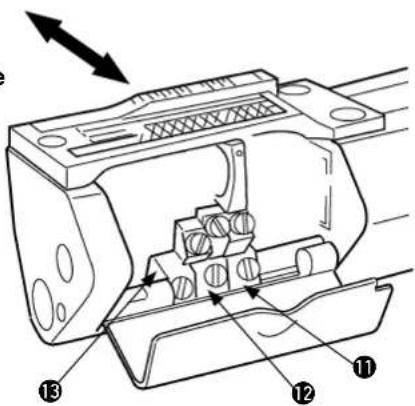
(3) Regolazione del movimento longitudinale del crochet senza trasporto differenziale
1) Allentare le viti di fi ssaggio ⑦ (4 pezzi) e rimuovere il coperchio laterale ⑧ del cilindro.
2) Allentare la vite di fi ssaggio 10 del giunto sferico 9 con un cacciavite e regolare il movimento longitudinale del crochet spostando la vite di fi ssaggio 10 nel senso verticale.
3) Dopo le regolazioni, montare il coperchio laterale del cilindro e stringere le viti di fi ssaggio ⑦.
- Quando si riduce la quantità di moto longitudinale del crochet, spostare i giunti sferici ⑨ verso l'alto.
-
Quando si aumenta la quantità di moto longitudinale del crochet, spostare i giunti sferici ⑨ verso il basso.
-
Quando la quantità di moto longitudina-
le del crochet è stata regolata, spostare le rispettive basi ⑪, ⑫ e ⑬ del crochet e riaggiustare le posizioni longitudinali degli aghi ( ④, ⑤ e ⑥ ) e dei crochet ( ①, ② e ③ ).
- Quando si effettuano le regolazioni sud-
dette, la placca 14 dell'ago deve essere rimossa.
- Quando la quantità di moto longitudina-
le del crochet è piccola:

quantità di contatto diventa grande
fra le punte degli aghi (4, 5 e 6) e le parti posteriori dei crochet (1, 2 e 3) e questa può essere una causa dello smussamento della punta dell'ago.
- Quando la quantità di moto longitudina-
le del crochet è grande:
Lo spazio diventa grande fra le punte
degli aghi (④, ⑤e ⑥) e le parti posteriori dei crochet (①, ②e ③) e questa può essere una causa dei salti di punto.
7. Regolazione della protezione posteriore dell'ago

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
Senso longitudinale della protezione posteriore dell'ago
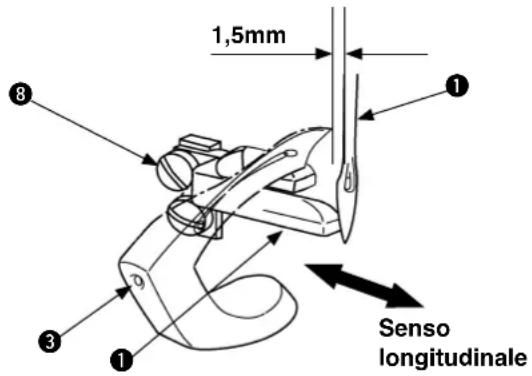
Senso verticale della protezione posteriore dell'ago
Quando il fronte della parte di destra dell'ago è stato allineato rispetto al punto della lama del looper
Senso
verticale
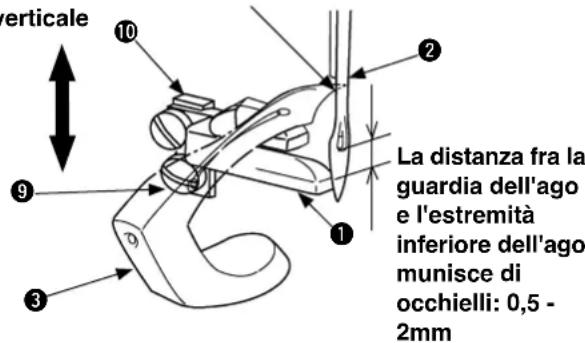

Lo spazio fra la punta del crochet e l'ago è di 0 - 0,05 mm.
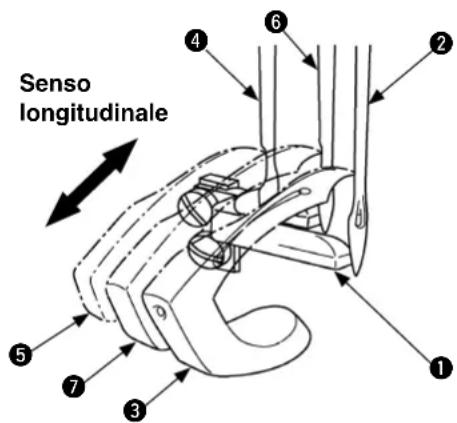
(1) Regolazione longitudinale della protezione posteriore dell'ago
1) Quando la puleggia viene girata in senso antiorario e la protezione posteriore ① dell'ago avanza alla posizione più anteriore, la protezione tocca leggermente l'ago sinistro ② (se necessario, premerlo leggermente in moda da poter proteggere tutti gli aghi.) e quindi la punta del crochet anteriore ③ passa.
La posizione standard è tale che quando la punta del crochet anteriore ③ raggiunge la posizione distante1,5 mm dal lato sinistro dell'ago sinistro ② mentre questo crochet anteriore ③ si muove verso destra, la punta dell'ago viene a contatto con la protezione posteriore ⑪ dell'ago.
2) Anche il rapporto fra l'ago centrale ④ ed il crochet posteriore ⑤ e fra l'ago destro ⑥ ed il crochet centrale ⑦ presuppongono le stesse condizioni di (1) -1) qui sopra nel posizionamento standard.
3) Allentare la vite di fi ssaggio ⑧ e spostare la protezione posteriore ① dell'ago in avanti o indietro per regolare.
4) Dopo le regolazioni, stringere la vite di fi ssaggio ⑧.
- Per cambiare la lunghezza del punto,
è necessario riaggiustare anche la posizione longitudinale della protezione posteriore ① dell'ago.
- Quando la protezione posteriore del-
l'ago è stata regolata, controllare di nuovo che non esista uno spazio fra i rispettivi aghi (②, ④ e ⑥) ed i rispettivi crochet (③, ⑤ e ⑦). Se lo spazio è percepito, riaggiustare le condizioni relative.

- Se uno spazio è lasciato fra gli aghi ( ② ,
④, ⑥) e la protezione posteriore ① dell'ago, questa può essere una causa della rottura dell'ago o dei salti di punto.
- Quando la protezione posteriore ① dell'ago preme i rispettivi aghi (②, ④ e ⑥) troppo, questa può essere una causa dello smussamento della punta dell'ago
(2) Regolazione dell'altezza della protezione posteriore dell'ago
1) Anche il rapporto fra l'ago centrale ④ ed il crochet posteriore ⑤ e fra l'ago destro ⑥ ed il crochet centrale ⑦ presuppongono le stesse condizioni di (1) -1) qui sopra nel posizionamento standard.
2) Allentare la vite di fi ssaggio ⑨ e spostare la base ⑩ della protezione posteriore dell'ago verticalmente per regolare l'altezza.
3) Dopo le regolazioni, stringere la vite di fi ssaggio ⑨.
8. Regolazione dell'altezza e del movimento longitudinale della griffa di trasporto (meccanismo con trasporto differenziale)

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Altezza della griffa di trasporto principale
Per quanto riguarda l'altezza standard, quando la griffa di trasporto principale ① raggiunge la posizione più alta, la sezione di radice della griffa di trasporto principale ① coincide con la superfi cie superiore della placca ② dell'ago della griffa di trasporto principale.
(2) Altezza della griffa di trasporto differenziale
Per quanto riguarda l'altezza standard del griffa di trasporto differenziale ③, quando la griffa di trasporto principale ① raggiunge la posizione più alta, il fondo "B" della griffa di trasporto differenziale ③ leggermente viene a contatto con la superficie superiore "A" della griffa di trasporto principale ①.

Controllare per vedere se non c'è nessuna legatura.
(3) Regolazione del movimento longitudinale della griffa di trasporto principale
La quantità massima di trasporto della griffa di trasporto principale ① è di 3,6 mm. (Standard: 3,2 mm)
Per quanto riguarda il posizionamento standard, quando la griffa di trasporto principale ① raggiunge la sua quantità massima di trasporto, lo Spazio "C" e lo Spazio "D" sono uguagliati. Lo Spazio "C" è definito come la distanza dalla sezione anteriore della scanalatura di trasporto della placca ② dell'ago alla sezione anteriore della griffa di trasporto principale ① nella posizione dove la griffa di trasporto principale ② rimane nella posizione più avanzata. Lo Spazio "D" è definito come la distanza dalla sezione posteriore della scanalatura di trasporto della placca ② dell'ago alla sezione posteriore della griffa di trasporto principale ① nella posizione dove la griffa di trasporto principale ① ha raggiunto la posizione più ritirata.
(4) Regolazione dell'altezza verticale della griffa di trasporto principale e della griffa di trasporto differenziale
Per il perno eccentrico ④ della leva oscillante di trasporto della griffa di trasporto, il posizionamento standard dell'intaglio per cacciavite è orizzontale.
L'altezza verticale della griffa di trasporto principale e della griffa di trasporto differenziale (1 e 3) possono essere regolate simultaneamente girando il perno eccentrico 4. della leva oscillante di trasporto. Fondamentalmente, tuttavia, questa funzione dovrebbe essere utilizzata nella posizione standard.
(5) Pendenza della griffa di trasporto principale e della griffa di trasporto differenziale
Lo stato d'abbassamento anteriore è standard.
Altezza della griffa di trasporto principale Altezza della griffa di trasporto differenziale
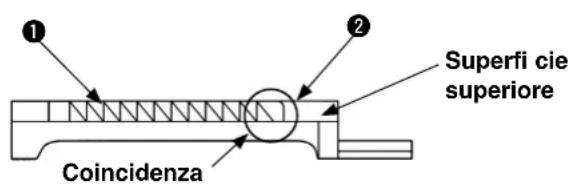
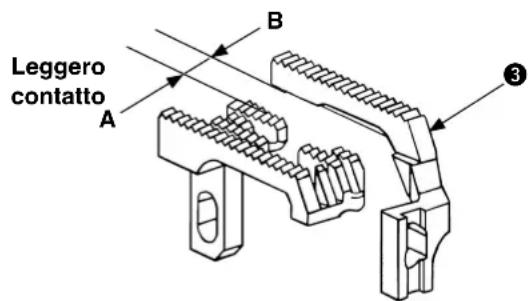
Spazio della griffa di trasporto principale nella posizione più avanzata
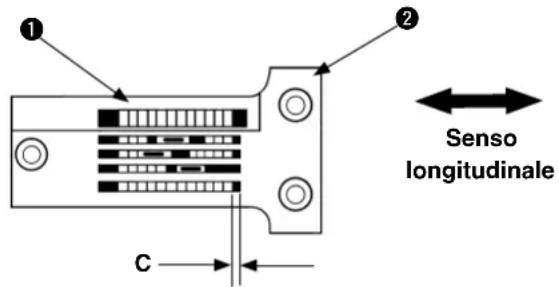
Spazio della griffa di trasporto principale nella posizione più ritirata
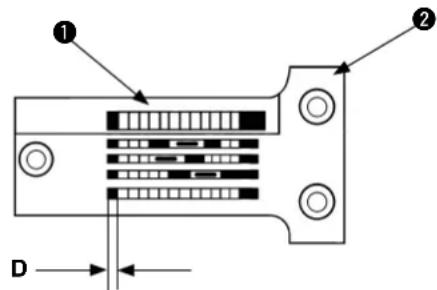
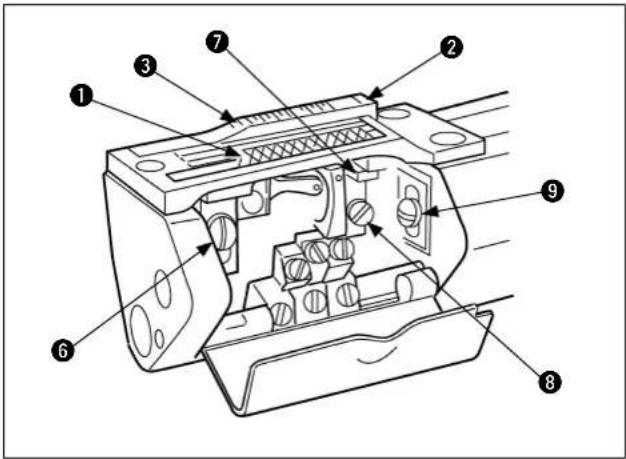
(6) Regolazione della griffa di trasporto principale e della griffa di trasporto differenziale
1) Per il perno eccentrico ④ della leva oscillante di trasporto della griffa di trasporto, il posizionamento standard della scanalatura è orizzontale. Se la scanalatura sembra essere inclinata rispetto al posizionamento standard, allentare la vite di fi ssaggio ⑤ e regolare il perno eccentrico ④ della leva oscillante di trasporto della griffa di trasporto fi no a che non prenda la relativa posizione orizzontale.
Stringere quindi la vite di fi ssaggio 5.
2) Montare la griffa di trasporto principale ①, la griffa di trasporto differenziale ③ e la placca ② dell'ago e fi ssare la placca ② dell'ago.
3) In primo luogo, regolare l'altezza della griffa di trasporto principale ① alla posizione standard. Quindi, fi ssarla stringendo la vite di fi ssaggio⑥.
4) Adattare il supporto ⑦ della griffa di trasporto alla parte inferiore della sezione anteriore della griffa di trasporto principale ① e stringere la vite di fi ssaggio ⑧.
5) Quindi, regolare l'altezza della griffa di trasporto differenziale ③ alla posizione standard. Dopo di che, fi ssarla stringendo la vite di fi ssaggio ^9 .
6) Secondo "III-7. Regolazioni del trasporto, (1) Regolazione della lunghezza del punto", regolare la quantità massima di trasporto della griffa di trasporto principale ① a 3,6 mm.
(Adattare un righello al lato della griffa di trasporto principale ① e controllare il risultato girando la puleggia in senso antiorario.)
7) Girare la puleggia in senso antiorario e controllare che non ci sia contatto fra la griffa di trasporto principale ① e la sezione anteriore/posteriore della scanalatura di trasporto della placca ② dell'ago.
Se il contatto si verifica, allentare la vite di fissaggio ⑪ dell'articolazione ⑩ della leva oscillante di trasporto principale e girare la vite prigioniera ⑫ di azionamento eccentrico oscillante del trasporto principale per regolare in modo che la placca ⑬ dell'ago non venga a contatto con la sezione anteriore/posteriore della scanalatura di trasporto. Dopo le regolazioni, stringere la vite di fi ssaggio ⑪.
8) Dopo la regolazione della quantità di movimento in avanti e indietro della griffa di trasporto principale ①, regolare la quantità di trasporto alla lunghezza del punto da usare (per la cucitura).
- Nel caso della regolazione longitudinale del meccanismo con trasporto differenziale, prestare particolare attenzione alla sezione di griffa fine di trasporto della griffa principale di trasporto ①.
- Per effettuare la regolazione longitudinale della griffa di trasporto principale ① , allentare le otto viti di fi ssaggio⑭ del coperchio del cilindro e rimuovere il set ⑮ di coperchio del cilindro. Dopo la regolazione, montare il set ⑯ di coperchio del cilindro e stringere le viti di fi ssaggio⑭ .
-
Per la griffa di trasporto principale ① e la griffa di trasporto differenziale ③, le pendenze longitudinali e l'orizzontalità sono mantenute costanti e non possono essere regolate.
-
Dopo le regolazioni della griffa di trasporto principale ① e della griffa di trasporto differenziale ③, controllare la regolazione della protezione posteriore dell'ago secondo "IV-7. Regolazione della protezione posteriore dell'ago", quindi regolare secondo i bisogni.
5.ando l'altezza delle griffe di trasporto ①, ③ è insuffi ciente ○ La quantità di trasporto viene diminuita e il trasporto irregolare può accadere. ○ L'altezza della protezione posteriore dell'ago viene abbassata, e questa causerà la rottura dell'ago o i salti di punto.
- Quando l'altezza delle griffe di trasporto ①, ③ è eccessiva ○ Ciò può causare i materiali spinti indietro verso il lato anteriore, o può provocare la crepa per il trasporto. ○ L'altezza della protezione posteriore dell'ago viene sollevata ed il margine della posizione di contatto dell'ago viene aumentato, e questa causerà mancata formazione dei cappi ed i salti di punto.
9. Regolazione dell'altezza e del movimento longitudinale della griffa di trasporto (meccanismo senza trasporto differenziale)

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Altezza della griffa di trasporto principale
Per quanto riguarda l'altezza standard, quando la griffa di trasporto principale ① raggiunge la posizione più alta, la sezione di radice posteriore della griffa di trasporto principale ① coincide con la superfi cie superiore della placca ② dell'ago della griffa di trasporto principale ①.
(2) Regolazione del movimento longitudinale della griffa di trasporto principale
La quantità massima di trasporto della griffa di trasporto principale ① è di 3,6 mm. (Standard : 3,2 mm)
Per quanto riguarda il posizionamento standard, quando la griffa di trasporto principale ① raggiunge la sua quantità massima di trasporto, lo Spazio "A" e lo Spazio "B" sono uguagliati. Lo Spazio "A" è definito come la distanza dalla sezione anteriore della scanalatura di trasporto della placca ② dell'ago alla sezione anteriore della griffa di trasporto principale ① nella posizione dove la griffa di trasporto principale ① rimane nella posizione più avanzata. Lo Spazio "B" è definito come la distanza dalla sezione posteriore della scanalatura di trasporto della placca ② dell'ago alla sezione posteriore della griffa di trasporto principale ① nella posizione dove la griffa di trasporto principale ① ha raggiunto la posizione più ritirata. (A = B)
Altezza della griffa di trasporto principale
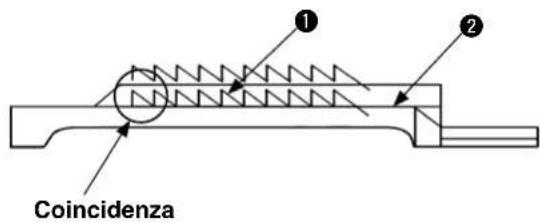
Spazio della griffa di trasporto principale nella posizione più avanzata

Spazio della griffa di trasporto principale nella posizione più ritirata
(3) Regolazione dell'altezza verticale della griffa di trasporto principale
1) Adattare la vite di sostegno posteriore ③ al fondo della parte destra della griffa di trasporto principale ①, stringere la vite di fi ssaggio ④ e montare la placca ② dell'ago.
2) Controllare l'altezza standard della griffa di trasporto principale ①.
Se la griffa di trasporto principale ① è bassa, sollevare la vite di sostegno posteriore ③.
Se la griffa di trasporto principale ① è alta, abbassare la vite di sostegno posteriore ③.
3) Rimuovere la pla2 dell'ago, allentare la vite di fi ssaggio 4 per rimuovere la griffa di trasporto principale 1 e regolare l'altezza della la vite di sostegno anteriore 5.
4) Dopo le regolazioni, montare la griffa di trasporto principale ① , stringere la vite di fi ssaggio ④ , montare la placca ② dell'ago e stringere la vite di fi ssaggio ⑥ .
Quando l'altezza della griffa di trasporto principale ① è insuffi ciente
○ La quantità di trasporto viene diminuita e il trasporto irregolare può accadere.
L'altezza della protezione posteriore dell'ago viene abbassata, e questa causerà la rottura dell'ago o i salti di punto.
Quando l'altezza della griffa di trasporto Attenzione principale ① è eccessiva
○ Ciò può causare i materiali spinti indietro verso il lato anteriore, o può provocare la crepa per il trasporto.
L'altezza della protezione posteriore dell'ago viene sollevata ed il margine della posizione di contatto dell'ago viene aumentato, e questa causerà mancata formazione dei cappi ed i salti di punto.

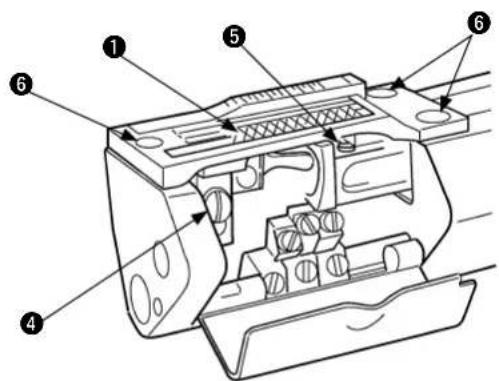
(4) Regolazione del movimento longitudinale della griffa di trasporto principale
1) Allentare le viti di fi ssaggio ( ⑦ e ⑧ ) e rimuovere la vite femmina a tappo ⑨ .
2) Usando un cacciavite, girare il perno eccentrico ⑩ in senso orario ed in senso antiorario fi no a regolare correttamente la posizione longitudinale della griffa di trasporto principale ⑪.
Dopo le regolazioni, controllare le condizioni secondo "IV-7. Regolazione della protezione posteriore dell'ago".
Senso longitudinale della protezione posteriore dell'ago
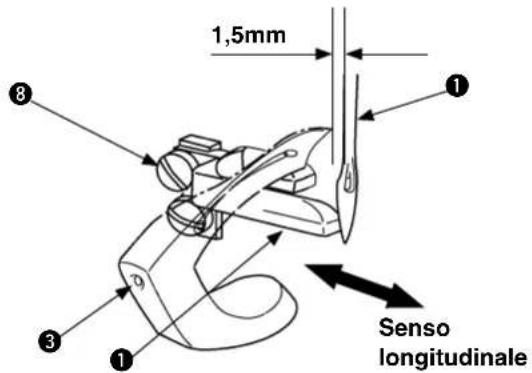
Senso verticale della protezione posteriore dell'ago
Quando il fronte della parte di destra
dell'ago è stato allineato rispetto al
punto della lama del looper
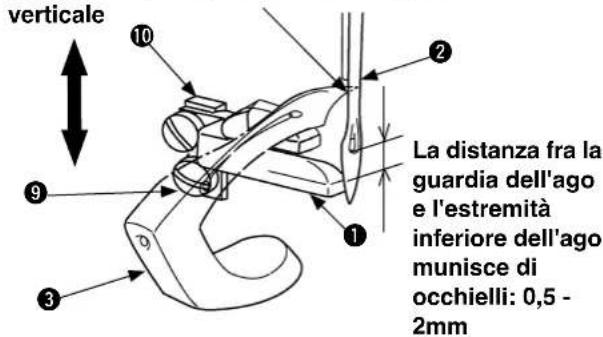
(5) Regolazione longitudinale della protezione posteriore dell'ago
1) Quando la puleggia viene girata in senso antiorario e la protezione posteriore ① dell'ago avanza alla posizione più anteriore, la protezione tocca leggermente l'ago sinistro ② (se necessario, premerlo leggermente in moda da poter proteggere tutti gli aghi.) e quindi la punta del crochet anteriore ③ passa.
La posizione standard è tale che quando la punta del crochet anteriore ③ raggiunge la posizione distante1,5 mm dal lato sinistro dell'ago sinistro ② mentre questo crochet anteriore ③ si muove verso destra, la punta dell'ago viene a contatto con la protezione posteriore ⑪ dell'ago.
2) Anche il rapporto fra l'ago centrale ④ ed il crochet posteriore ⑤ e fra l'ago destro ⑥ ed il crochet centrale ⑦ presuppongono le stesse condizioni di (5) -1) qui sopra nel posizionamento standard.
3) Allentare la vite di fi ssaggio ⑧ e spostare la protezione posteriore ① dell'ago in avanti o indietro per regolare.
4) Dopo le regolazioni, stringere la vite di fi ssaggio ⑧.
- Per cambiare la lunghezza del punto,
è necessario riaggiustare anche la posizione longitudinale della protezione posteriore ① dell'ago.
- Quando la protezione posteriore del-
l'ago è stata regolata, controllare di nuovo che non esista uno spazio fra i rispettivi aghi (②, ④ e ⑥) ed i rispettivi crochet (③, ⑤ e ⑦). Se lo spazio è percepito, riaggiustare le condizioni relative.

- Se uno spazio è lasciato fra gli aghi ( ② ,
④, ⑥) e la protezione posteriore ① dell'ago, questa può essere una causa della rottura dell'ago o dei salti di punto.
- Quando la protezione posteriore ① dell'
ago preme i rispettivi aghi (2, 4 e 6) troppo, questa può essere una causa dello smussamento della punta dell'ago.
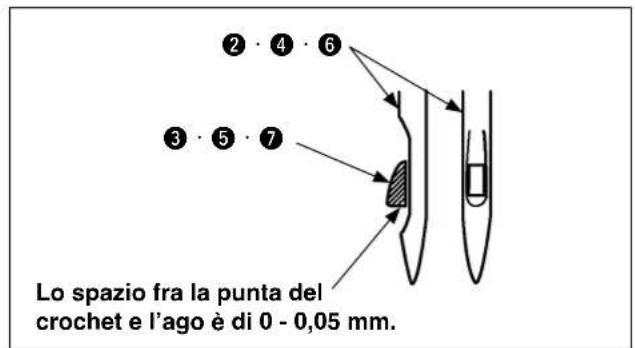
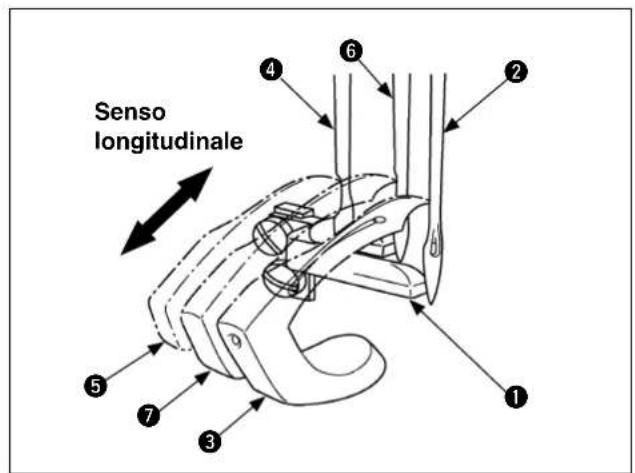
(6) Regolazione dell'altezza della protezione posteriore dell'ago
1) Anche il rapporto fra l'ago centrale ④ ed il crochet posteriore ⑤ e fra l'ago destro ⑥ ed il crochet centrale ⑦ presuppongono le stesse condizioni di (5) -1) qui sopra nel posizionamento standard.
2) Allentare la vite di fi ssaggio ⑨ e spostare la base ⑩ della protezione posteriore dell'ago verticalmente per regolare l'altezza.
3) Dopo le regolazioni, stringere la vite di fi ssaggio ⑨.

10. Regolazione del rullo di trasporto superiore

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Regolazione del rullo di trasporto superiore
1) Lo spazio standard è dal minimo di 0,08 mm al massimo di 0,13 mm fra la posizione più bassa del rullo di trasporto superiore ① e la superfi cie superiore della placca② dell'ago.
2) Gli spazi laterali standard anteriori e posteriori fra il rullo di trasporto superiore ① e la griffa di trasporto ③ sono uniformi.
3) Il posizionamento standard del rullo di trasporto superiore ① è esente dal gioco nel senso laterale, consentendo il movimento su e giù regolare.
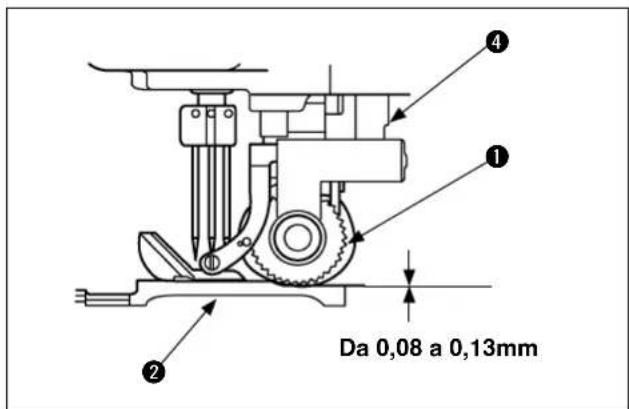
Spazi laterali uniformi
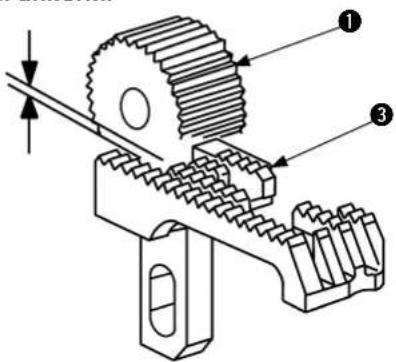
(2) Installazione del rullo di trasporto superiore
1) Sollevare l'albero di pressatura ④ del rullo di trasporto superiore ed inserire l'albero di pressatura ④ del rullo di trasporto superiore nel foro dell'albero del telaio del set ⑤ di telaio del rullo di trasporto superiore. Quindi, stringere la vite di fi ssaggio ⑥.
In questo momento, inserire simultaneamente la sezione di collegamento ⑧ della leva fra la sezione di collegamento ⑦ del rullo per unirlo.
2) Installare la vite di regolazione ⑨ della pressione del rullo.
3) Controllare che lo spazio standard (Calibro dello spazio: da 0,08 a 0,13 mm) sia lasciato fra il rullo di trasporto superiore ① e la superfi cie superiore della placca ② dell'ago.
4) Controllare che ci sia la pressione adeguata al rullo di trasporto superiore ①, suffi ciente per trasportare il tessuto.
☆ Regolazione della pressione
Girando la vite di regolazione ⑨ della pressione del rullo in senso orario, la pressione aumenta.
Girando la vite di regolazione ⑨ della pressione del rullo in senso antiorario, la pressione diminuisce.
-
Controllare che l'albero di pressatura ④ del rullo di trasporto superiore possa essere sollevato con entrambe le mani quando si installa la vite di regolazione ⑨ della pressione del rullo.
-
Se il rullo di trasporto superiore ① tocca la placca ② dell'ago e c'è la pressione eccessiva, questa

sarà una causa del taglio della catenella.
-
E lo spazio è eccessivo fra il rullo di trasporto superiore una causa di mancata alimentazione della catenella. ① e la placca ② dell'ago, questa sarà
-
Se la pressione del rullo di trasporto superiore irregolare può presentarsi. ① è troppo debole per il tessuto, il trasporto
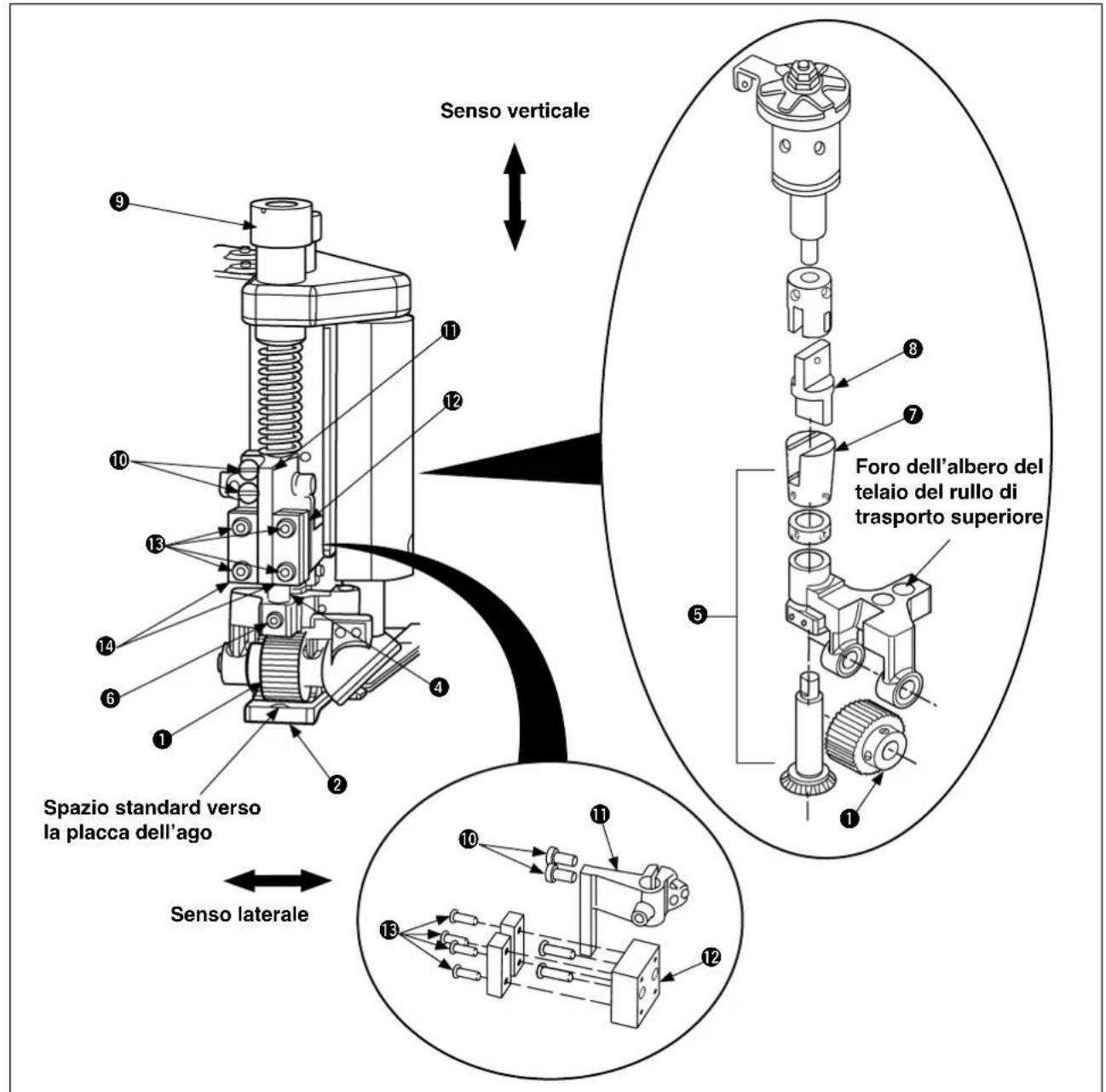
(3) Regolazione dello spazio fra il rullo di trasporto superiore e la placca dell'ago
1) Se lo spazio standard regolato non è corretto, allentare le due viti di fissaggio ⑩. Sollevare l'albero di pressione ④ per disporre un calibro di spazio fra la superficie superiore della placca ② dell'ago e il fondo del rullo di trasporto superiore ①. Quindi, abbassare l'albero di pressione ④.
2) Stringere le due viti di fi ssaggio 10 mantenendo la superfi cie inferiore della piastra di guida 11 della barra del rullo appoggiata sulla superfi cie superiore della piastra di guida laterale 12.
3) Vedendo da dietro, controllare che lo spazio verticale del rullo di trasporto superiore ① sia mantenuto al livello standard rispetto alla placca ② dell'ago.
4) Vedendo da dietro, controllare che lo spazio laterale anteriore e posteriore sul lato destro del rullo di trasporto superiore ① sia mantenuto uniformemente rispetto alla griffa di trasporto ③.

io laterale fra il rullo di trasporto superiore
posizionando la griffa di trasporto ③ alla posizione più alta.
① e la griffa di trasporto ③ deve essere controllato
(4) Regolazione del parallelismo fra il rullo di trasporto superiore e la griffa di trasporto
Allentare le viti di fi ssaggio ^10 . Girando l'albero di pressione ^4 in senso orario o in senso antiorario, assicurarsi che uno spazio uguale sia lasciato fra il rullo di trasporto superiore ed i lati anteriore, posteriore, destro e sinistro della griffa di trasporto ^3 . Quindi, stringere le viti di fi ssaggio ^10 .
(5) Regolazione per eliminare il gioco nel senso laterale nel rullo di trasporto superiore
Se c'è un gioco laterale nel rullo di trasporto superiore ①, allentare le viti di fi ssaggio⑬ e regolare in modo che la piastra di guida ⑪ della barra del rullo sia tenuta saldamente con le piastre di guida destra e sinistra ⑭ in modo da eliminare il gioco laterale. Quindi, stringere le viti di fi ssaggio⑬.
11. Regolazione del percorso del fi lo dell'ago

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Regolazione del percorso del fi lo dell'ago
Il percorso di regolazione ① del filo dell'ago è installato proprio sotto il guidafilo ③ dell'ago in modo che non ci sia incurvatura del fi lo dell'ago che passa attraverso il percorso ② del fi lo della leva dal percorso di regolazione ① del fi lo dell'ago quando la barra dell'ago è posizionata al punto morto superiore.
(2) Altezza del percorso di regolazione del fi lo dell'ago
La dimensione standard dal punto "A" sotto il foro nella guida ③ del percorso del filo dell'ago al punto "B" sotto il foro nel percorso di regolazione ① del fi lo dell'ago è di 27 mm.
Per tendere il filo dell'ago particolarmente, regolare la distanza dal punto "C" sotto il foro nella guida ③ del percorso del fi lo dell'ago al punto "D" sotto il foro nel percorso di regolazione ① del fi lo dell'ago a circa 36 mm.
(3) Altezza della piastra di regolazione del sostegno del filo dell'ago
Quando la barra dell'ago sta al relativo punto morto inferiore, la dimensione standard dall'estremità superiore "F" del percorso ② del filo della leva del filo dell'ago all'estremità superiore "E" della piastra di regolazione ④ del sostegno del fi lo dell'ago è di 1,6 mm.
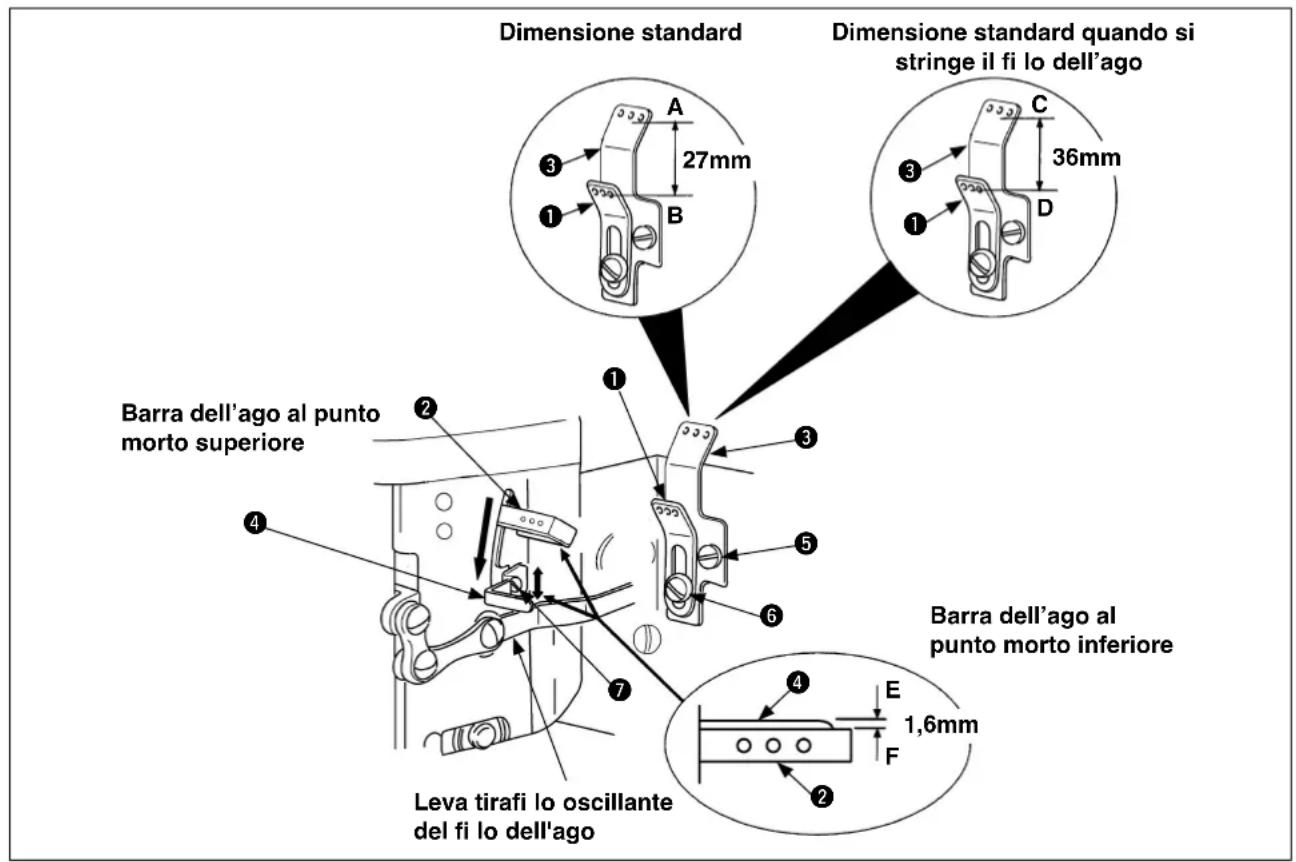
(5) Posizione di montaggio del percorso di regolazione del filo dell'ago
1) Montare la g ^3 del percorso del filo dell'ago e stringere la vite di fissaggio ⑤ Montare il percorso di regolazione
2) Montare il percorso di regolazione ① del fi lo dell'ago nella guida③.
del percorso del fi lo dell'ago.
Misurare la dimensione standard (27 mm) e stringere la vite di fissaggio ⑥.
- Sollevando il percorso di regolazione ① del filo dell'ago, il filo dell'ago viene allentato.
○ Abbassando il percorso di regolazione ① del filo dell'ago, il filo dell'ago viene stretto.
(7) Posizione di montaggio della piastra di regolazione del sostegno del filo dell'ago
1) Portare il percorso ② del fi lo della leva al punto morto inferiore.
2) Allentare le due viti di fi ssaggio ⑦ della piastra di regolazione ④ del sostegno del fi lo dell'ago e spostare la piastra di regolazione ④ del sostegno del filo dell'ago verticalmente. Misurare la dimensione standard (1,6 mm) e stringere le due viti di fi ssaggio ⑦.
- Sollevando la piastra di regolazione ④ del sostegno del filo dell'ago, l'ansa del filo dell'ago ingrandisce.
○ Abbassando la piastra di regolazione ④ del sostegno del filo dell'ago, l'ansa del filo dell'ago diminuisce.
1. Allentando le due viti di fi ssaggio
⑦ e spostando verticalmente la piastra di regolazione ④ del

sostegno del filo dell'ago, è possibile cambiare l'altezza "F" e quella "E."
- En non c'è coincidenza fra la posizione di ciascun percorso
① del fi lo e quella della piastra di
regolazione ④ del sostegno del filo dell'ago, questa può essere una causa dei problemi come salti di punto, rottura del filo e filo dell'ago teso male.
12. Regolazione della camma del fi lo del crochet

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Regolazione della camma del fi lo del crochet
Per quanto riguarda il posizionamento standard, quando si gira la puleggia ① in senso antiorario, la prima vite di fi ssaggio ③ della camma ② del filo del crochet e la prima vite di fissaggio ④ della puleggia ① si trovano sulla stessa linea.

alle due viti di fi ssaggio
di fi ssaggio a contatto④
④ e ⑤ dell'albero principale della puleggia ①, la prima vite è la vite
bero principale girando la puleggia in senso antiorario.
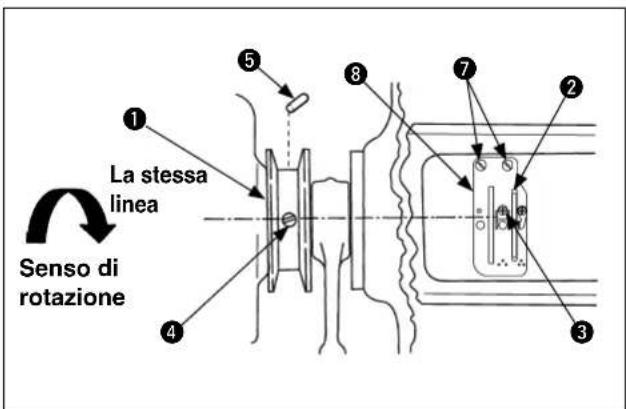
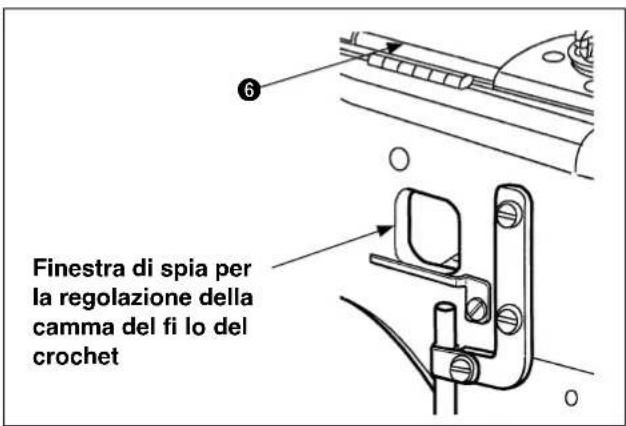
(2) Regolazione della camma del fi lo del crochet
1) Aprire il coperchio superiore centrale ⑥, allentare la vite di fi ssaggio ⑦ e rimuovere la base ⑧ del percorso del fi lo della camma.
2) Girare la puleggia in senso antiorario e controllare se la prima vite di fi ssaggio ③ della camma del fi lo del crochet e la prima vite di fi ssaggio ④ della puleggia ① si trovano sulla stessa linea.
Se la vite di fi ssaggio ③ della camma del fi lo del crochet sembra spostata, allentare le due viti di fi ssaggio ④ e ⑤ e girare la camma ② del fi lo del crochet in avanti ed indietro per regolare. Quindi, stringere la vite di fi ssaggio ④ .
Successivamente, stringere l'altra vite di fi ssaggio ⑤.
Al momento delle regolazioni della camma ② del fi lo del crochet, non spostare la camma ② del fi lo del crochet verso destra e verso sinistra.
② del fi lo del crochet è spostata verso destra e verso sinistra, la camma può venire a contatto con la superfi cie destra/sinistra della scanalatura della base ⑧ del percorso del fi lo della camma.
3) Installare la base ⑧ del percorso del filo della camma in modo che essa non tocchi le superfici destra e sinistra della camma ② . del fi lo del crochet. Quindi, stringere la vite di fi ssaggio ⑦ .

- L② del filo deborrochet può essere regolata attraverso la finestra di spia. Tuttavia, poiché
la parte interna è buia, una luce adeguata (pila a penna o qualcosa di simile) dovrebbe essere usata durante le regolazioni.
- Se la posizione standard non è regolata per la camma una causa dei salti di punto.
② del fi lo del crochet, questa può essere
13. Regolazione del galleggiamento del disco di tensione

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
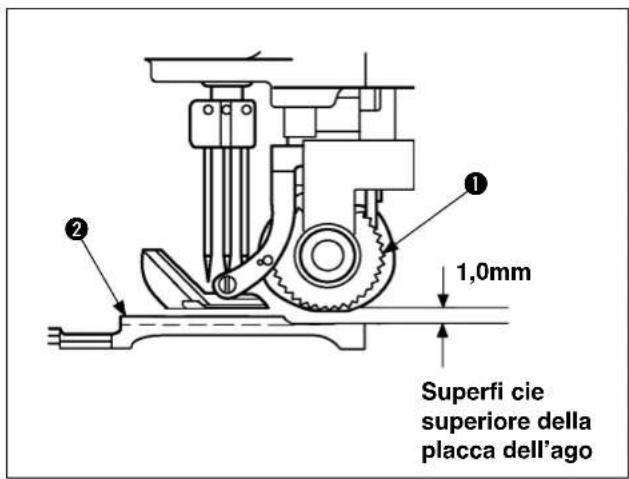
(1) Regolazione del galleggiamento del disco di tensione
Il posizionamento standard è tale che la punta del perno di galleggiamento ③ del disco viene a contatto con il disco di tensione superiore ④ quando il rullo di trasporto superiore ① si solleva di 1,0 mm sopra la superfi cie superiore della placca ② dell'ago e che il disco di tensione superiore ④ galleggia quando il rullo di trasporto superiore ① si solleva ulteriormente.
La misura standard fra la punta del perno di galleggiamento ③ del disco e la superficie superiore del guidafilo ⑤ è di 6,5 mm.
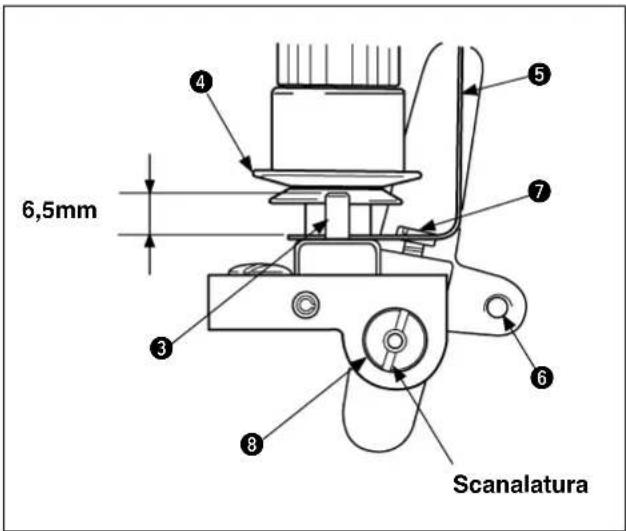
(2) Regolazione del galleggiamento del disco di tensione
1) Inserire un cacciavite nella scanalatura dell'albero di galleggiamento ⑧ della tensione ed allentare la vite di fi ssaggio ⑦ della leva di sollevamento ⑥. Quindi, girare l'albero di galleggiamento ⑧ della tensione in senso orario.
2) Regolare l'altezza del perno di galleggiamento ③ del disco a 6,5 mm e stringere la vite di fi ssaggio ⑦.

sizionamento adeguato non è assicurato per il perno di galleggiamento
③ del disco, il fi lo
dell'ago e/o il filo del crochet non possono essere estratti quando questa azione è necessaria.
14. Regolazione del dispositivo di piegatura

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
(1) Posizione di montaggio del dispositivo di piegatura
Inserire la base scorrevole ③ del set ② di dispositivo di piegatura nel centro della piastra scorrevole ① dei bracci destro e sinistro del cilindro e fare scorrere il pressore ④ in avanti. In questo momento, lasciare uno spazio standard da 0,8 a 1,6 mm fra la sezione anteriore "A" del pressore ④ e la sezione di uscita "B" del dispositivo di piegatura superiore ⑤.
Installando la Sezione "B" del dispositivo di piegatura superiore
⑤ più vicino possibile alla Sezione

"A" del pressore ④, la finitura del materiale di cucitura tende ad essere più stabilizzata. In tal caso, tuttavia, è necessario assicurarsi che il dispositivo di piegatura superiore ⑤ non venga a contatto con il pressore ④ durante la cucitura.
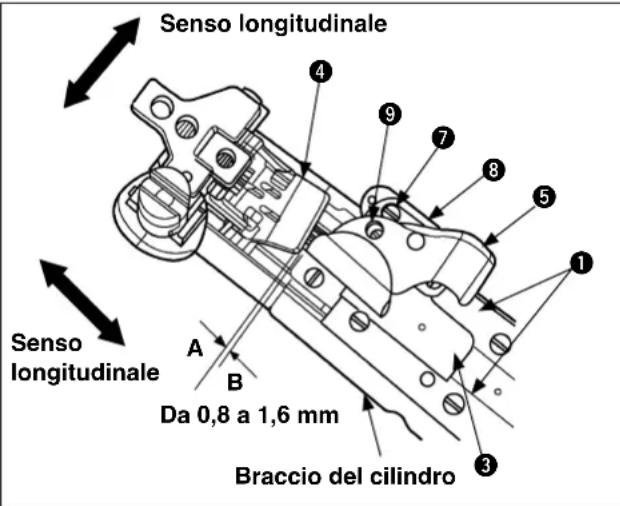
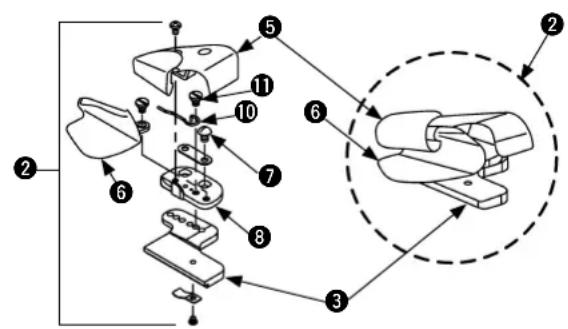
(2) Regolazione della posizione di montaggio del dispositivo di piegatura
1) Quando il set ② di dispositivo di piegatura è installato, controllare se uno spazio standard è lasciato fra la sezione anteriore "A" del pressore ④ e la sezione di uscita "B" del dispositivo di piegatura superiore ⑤.
Se le condizioni sembrano inadeguate quanto al contatto longitudinale fra la sezione anteriore "A" del pressore ④ e la sezione di uscita "B" del dispositivo di piegatura superiore ⑤ e al posizionamento laterale dei dispositivi di piegatura superiore e inferiore ( ⑤ e ⑥ ), allentare le due viti di fi ssaggio⑦ e regolare il posizionamento longitudinale e laterale della base ⑧ del dispositivo di piegatura.
2) Se è necessario regolare l'uscita alle estremità dei dispositivi di piegatura superiore e inferiore ( ⑤ e ⑥ ), allentare le due viti di fi ssaggio ⑨ e procedere alle regolazioni spostando l'estremità del dispositivo di piegatura superiore ⑤ verso destra e verso sinistra.
Per allargare l'uscita dei dispositivi di piegatura superiore e inferiore ( 5 e 6 ), spostare l'estremità del dispositivo di piegatura superiore ⑤ verso sinistra.
Per restringere l'uscita dei dispositivi di piegatura superiore e inferiore (⑤ e ⑥), spostare l'estremità del dispositivo di piegatura superiore ⑤ verso destra.
3) La molla ⑩ è fi ssata al lato destro del dispositivo di piegatura inferiore ⑥ per mezzo della vite di fi ssaggio⑪.
La sezione di estremità del dispositivo di piegatura inferiore ⑥ è studiata per poter arretrare un po' verso destra in modo che un materiale extrapesante venga manipolato debitamente.
- Secondo lo spessore del materiale da cucire, regolare i dispositivi di piegatura superiore e inferiore ( ⑤ e ⑥ ).
Inoltre, quanto al genere di set ② di dispositivo di piegatura, ci sono altri set ② di dispositivo di piegatura oltre al dispositivo di piegatura standard.
Consultare "14. (3) Tipi di dispositivo di piegatura".
- Se il posizionamento del set ② di dispositivo di piegatura è inesatto, la qualità del prodotto di cucitura sarà abbassata.
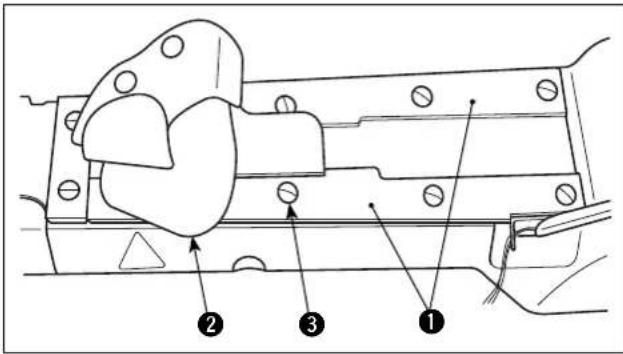
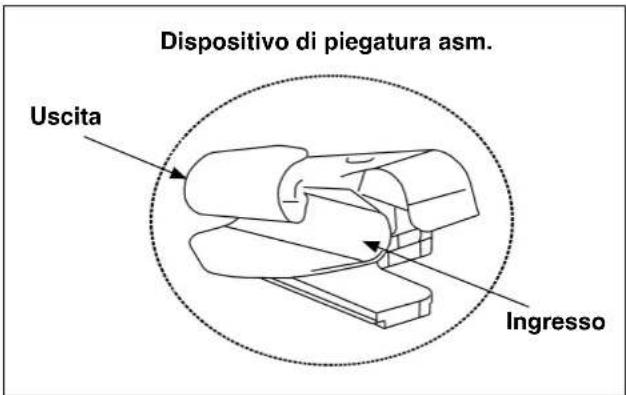
Inserire il piegatore ② nel supporto ① del piegatore. Dopo l'inserimento, allentare le viti di fi ssaggio ③ (otto viti di fi s-saggio per la cucitura con il trasporto differenziale o sei viti per la cucitura senza il trasporto differenziale) per regolare in modo che il piegatore scorra in modo liscio senza gioco.
(3) Tipi di dispositivo di piegatura
Selezionare un dispositivo di piegatura ottimale secondo la natura e lo spessore del tessuto.
| No. | Numero di parte JUKI : | Numero di parte US : | Dimensioni dell' uscita | Caratteristiche del dispositivo di piegatura |
| 1 40 | 066942 | 24502502(23420AY18-1/8) | 3,2mm | Tipo standard dotato di una molla, adatto per un prodotto che ha le sezioni di sovrapposizione di più spessori nel tessuto. (Standard) |
| 2 40 | 072322 | 24517104(23420AY18-3/22) | 2,4mm | Lo stesso del tipo standard. La sezione di uscita all'estremità del dispositivo di piegatura è stretta ed adatto a materiali di media pesantezza. |
| 3 40 | 072324 | 24620205(23420AY18-5/32) | 4,0mm | Lo stesso del tipo standard. La sezione di uscita all'estremità del dispositivo di piegatura è larga ed adatto a materiali extrapesanti. |
| 4 40 | 072328 | 24503005(23420Z-9-1/8) | 3,2mm | La sezione di estremità del dispositivo di piegatura è più corta di quella del tipo standard. Dal punto di vista funzionale lo stesso. Il tipo più corto assicura un controllo più facile dei materiali. |
15. Pulizia della testa della macchina per cucire

AVVERTIMENTO :
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere la macchina.
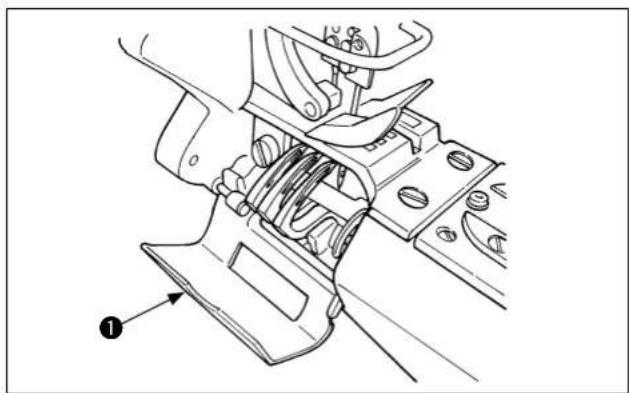
1) Assicurarsi di rimuovere ritagli di tessuto dall'intorno del crochet prima che si accumulino. Aprire il coperchio ① del crochet. Rimuovere ritagli di tessuto accumulatisi intorno al crochet con una pinzetta.
Se ritagli di tessuto che si accumulano intorno al crochet vengono lasciati senza essere rimossi, sono più propensi ad entrare all'interno della macchina per cucire.
L'ingresso dei ritagli di tessuto nella parte attenzione interna della macchina per cucire può causare l'intasamento precoce del fi ltro del serbatoio dell'olio, con conseguente lubrifi cazione difettosa. Tale fenomeno può infi ne provocare abrasioni anomale o il grippaggio dei componenti della macchina per cucire.
Quindi fare molta attenzione a non lasciare ritagli di tessuto intorno al crochet.
2) Rimuovere periodicamente ritagli di tessuto accumulatisi nel filtro.
Come riferimento, la pulizia è necessaria quando diminuisce la quantità di spruzzi di olio contro la finestra di identificazione della circolazione dell'olio. Se gli spruzzi di olio non sono osservati neanche per un secondo, al momento di avvio della macchina per cucire, assicurarsi di rimuovere ritagli di tessuto dal filtro.

acchina per cucire è tenuta azionata dopo che gli spruzzi di olio si sono fermati, il tubo del- l'olio sarà intasato con ritagli di tessuto. Ciò disattiva infine la lubrificazione. In questo caso, è richie- sta la pulizia dell'intera parte interna del tubo. Quindi fare molta attenzione.
Testa della macchina per cucire con il meccanismo di trasporto differenziale
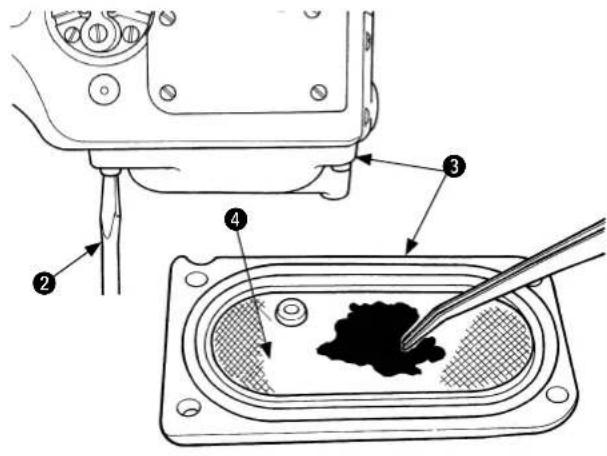
3) La procedura di pulizia del fi ltro varia a seconda del tipo di testa della macchina per cucire, cioè la testa della macchina per cucire dotata del meccanismo di trasporto differenziale e quella senza tale meccanismo.
Assicurarsi di scaricare l'olio dalla testa della macchina prima di iniziare la pulizia.
[Per la testa della macchina per cucire con il meccanismo di trasporto differenziale]
Rimuovere le quattro viti con il cacciavite ②. Rimuovere il serbatoio dell'olio ③.
Rimuovere ritagli di tessuto dalla parte superiore del fi Itro④. In questo momento, giacché il fi Itro④ è staccabile, rimuovere ritagli di tessuto anche dall'interno del serbatoio③ dell'olio. Dopo il completamento della pulizia, stringere di nuovo le quattro viti per fi ssare il fi Itro.
Testa della macchina per cucire senza il meccanismo di trasporto differenziale 6
![JUKI MF3580 - [Per la testa della macchina per cucire con il meccanismo di trasporto differenziale] - 1](/content/2026/04/624737/images/9cae6d6447e7aef2afde4dc75b386c999a56fe66a8a5464498c772faf17a824e.jpg)
[Per la testa della macchina per cucire senza il meccanismo di trasporto differenziale]
Rimuovere il coperchio laterale ⑤ del cilindro. Rimuovere le sei viti di fi ssaggio⑥.
Poi, il ⑦ più dressere osservato all'interno della macchina per cucire. Rimuovere ritagli di tessuto che hanno aderito sul fi ltro con una pinzetta. Dopo il completamento della pulizia, fi ssare di nuovo il coperchio laterale ⑤ del cilindro.
* Questa procedura si applica alla macchina per cucire sulla quale è montata la parte ④ (No. 40067058 (+40067056)) o la parte ⑦ (No. 40098071 (+EA9500B0000)). Queste parti possono essere montate sulla macchina per cucire che non è dotata di queste parti.
V. INCONVENIENTI E RIMEDI
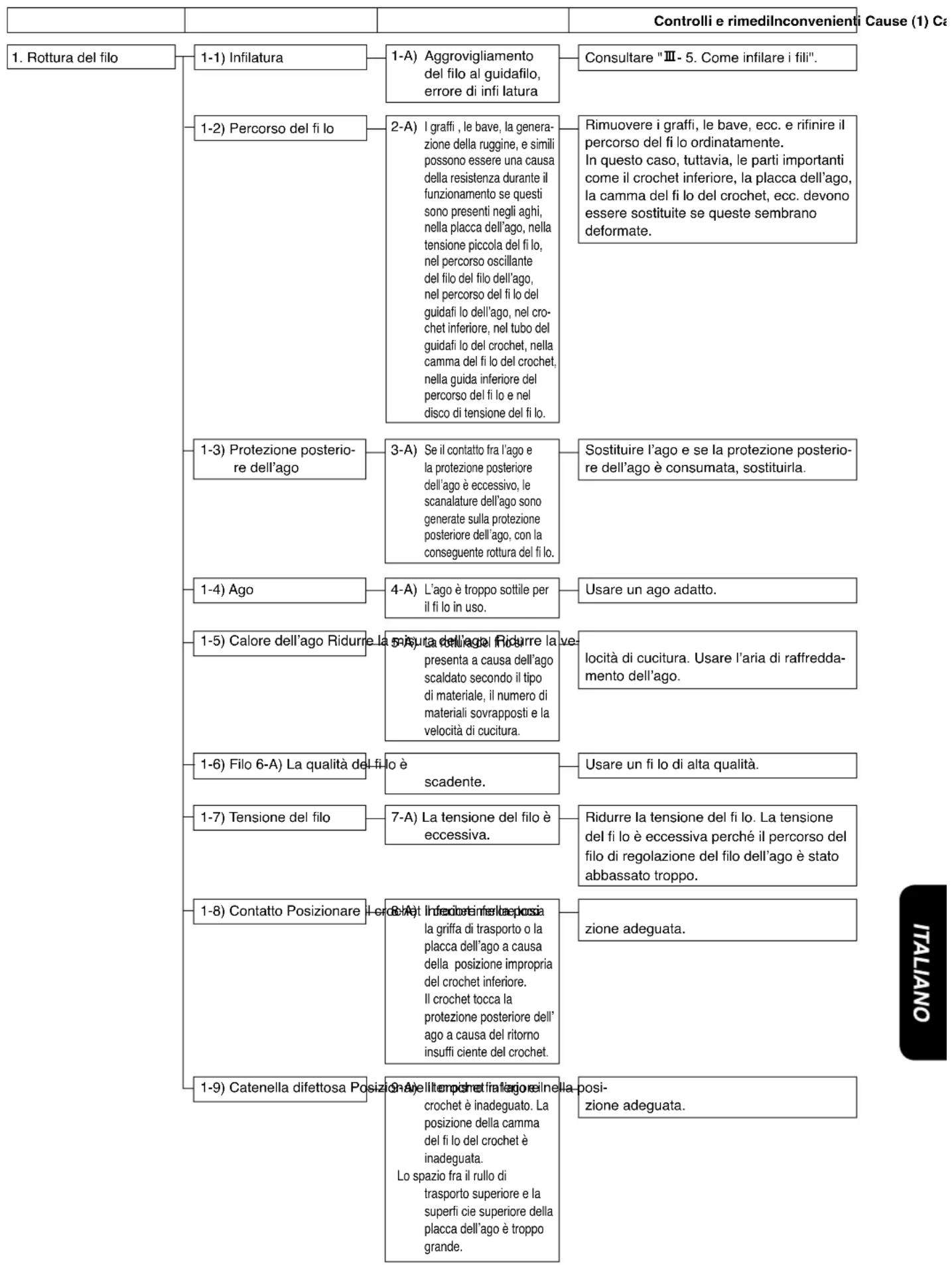
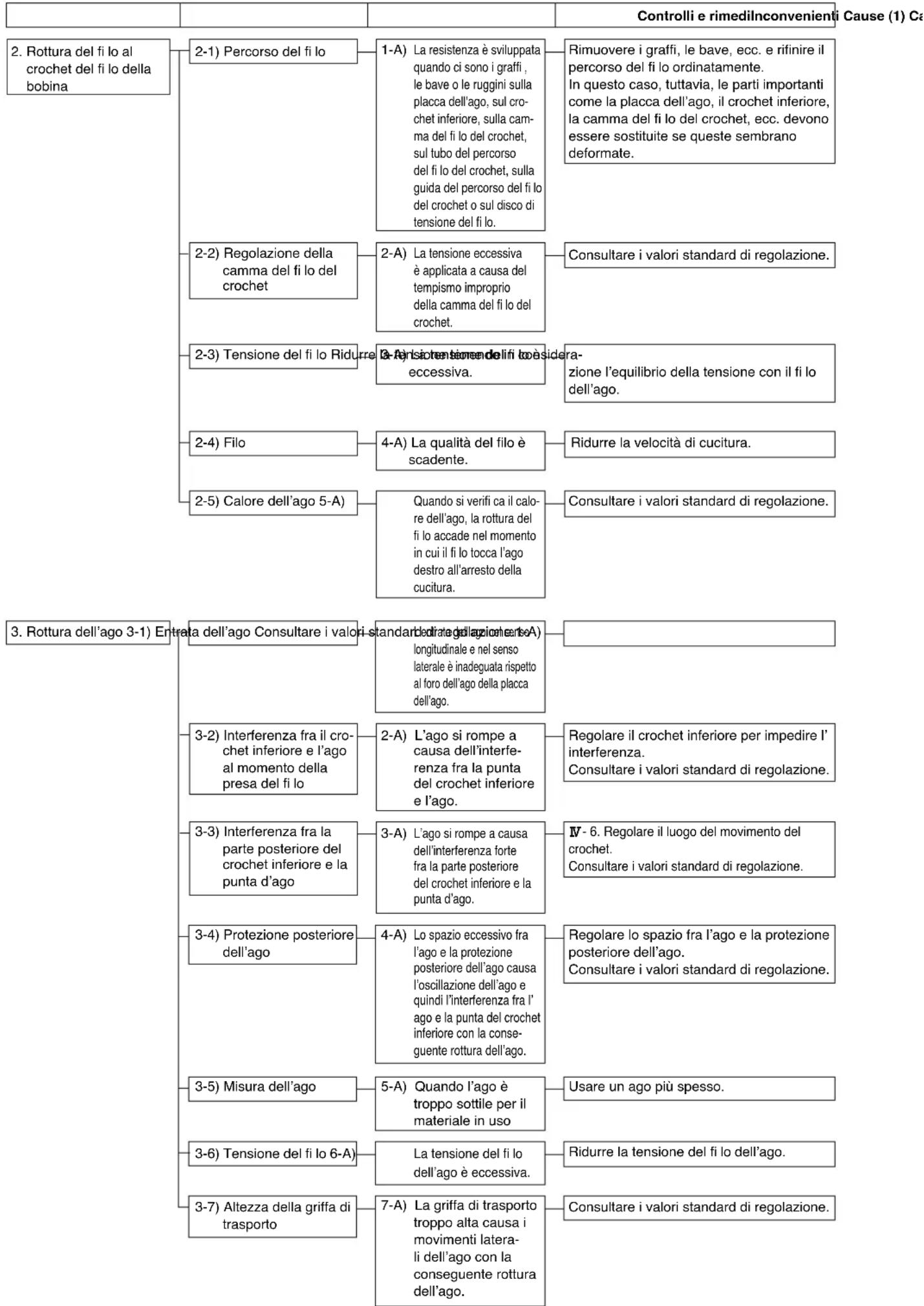
flowchart
graph TD
A["2. Rottura del fi lo al crochet del fi lo della bobina"] --> B["2-1) Percorso del fi lo"]
B --> C["1-A) La resistenza è sviluppata quando ci sono i graffi, le bave o le ruggini sulla placca dell'ago, sul crochet inferiore, sulla camma del fi lo del crochet, sul tubo del percorso del fi lo del crochet, sulla guida del percorso del fi lo del crochet o sul disco di tensione del fi lo."]
B --> D["2-2) Regolazione della camma del fi lo del crochet"]
D --> E["2-A) La tensione eccessiva è applicata a causa del tempismo improprio della camma del fi lo del crochet."]
D --> F["Consultare i valori standard di regolazione."]
B --> G["2-3) Tensione del fi lo Ridurre e la costanteando del fine considera eccessiva."]
G --> H["2-A) La costanteando del fine considera eccessiva."]
G --> I["Consultare i valori standard di regolazione."]
B --> J["2-4) Filo"]
J --> K["4-A) La qualità del filo è scadente."]
J --> L["Ridurre la velocità di cucitura."]
B --> M["2-5) Calore dell'ago 5-A"]
M --> N["Quando si verifi ca il calore dell'ago, la rottura del fi lo accade nel momento in cui il fi lo tocca l'ago destro all'arresto della cucitura."]
M --> O["Consultare i valori standard di regolazione."]
P["3. Rottura dell'ago 3-1) Entrata dell'ago Consultare i valori standard di regolazione (A) longitudinale e nel senso laterale è inadeguata rispetto al foro dell'ago della placca dell'ago."]
P --> Q["3-2) Interferenza fra il crochet inferiore e l'ago al momento della presa del fi lo"]
Q --> R["2-A) L'ago si rompe a causa dell'interferenza fra la punta del crochet inferiore e l'ago."]
Q --> S["Regolare il crochet inferiore per impedire l'interferenza. Consultare i valori standard di regolazione."]
P --> T["3-3) Interferenza fra la parte posteriore del crochet inferiore e la punta d'ago"]
T --> U["3-A) L'ago si rompe a causa dell'interferenza forte fra la parte posteriore del crochet inferiore e la punta d'ago."]
T --> V["IV - 6. Regolare il luogo del movimento del crochet. Consultare i valori standard di regolazione."]
P --> W["3-4) Protezione posteriore dell'ago"]
W --> X["4-A) Lo spazio eccessivo fra l'ago e la protezione posteriore dell'ago causa l'oscillazione dell'ago e quindi l'interferenza fra l'ago e la punta del crochet inferiore con la conseguente rottura dell'ago."]
W --> Y["Regolare lo spazio fra l'ago e la protezione posteriore dell'ago. Consultare i valori standard di regolazione."]
W --> Z["3-5) Misura dell'ago"]
Z --> AA["5-A) Quando l'ago è troppo sottile per il materiale in uso"]
Z --> AB["Usare un ago più spesso."]
W --> AC["3-6) Tensione del fi lo 6-A"]
AC --> AD["La tensione del fi lo dell'ago è eccessiva."]
AC --> AE["Ridurre la tensione del fi lo dell'ago."]
W --> AF["3-7) Altezza della griffa di trasporto"]
AF --> AG["7-A) La griffa di trasporto troppo alta causa i movimenti laterali dell'ago con la conseguente rottura dell'ago."]
AF --> AH["Consultare i valori standard di regolazione."]
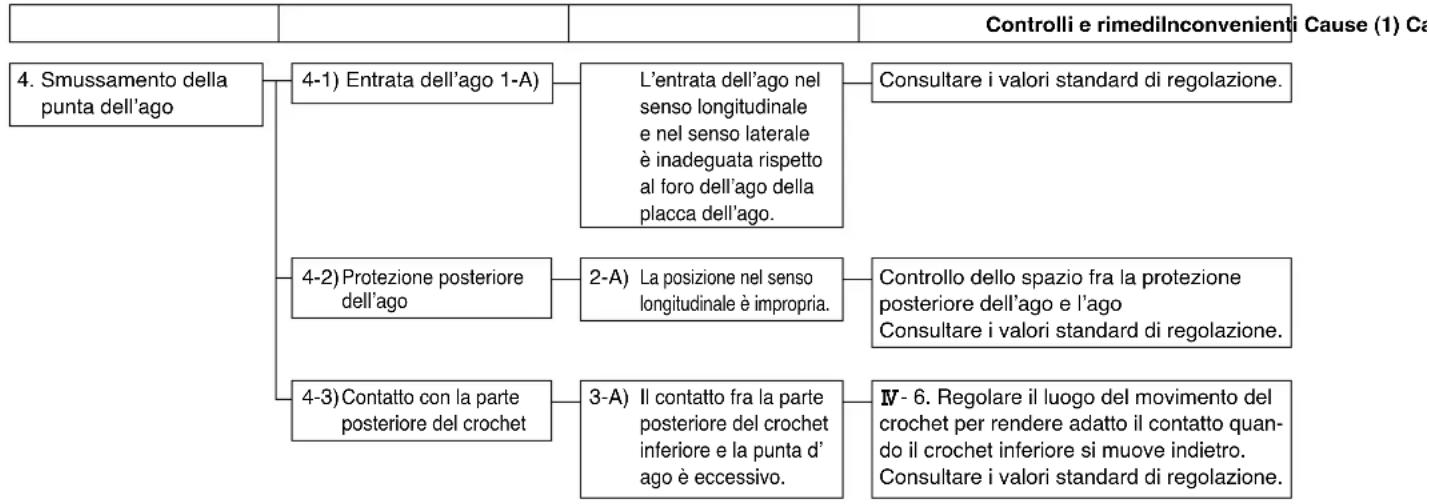
flowchart
graph TD
A["4. Smussamento della punta dell'ago"] --> B["4-1) Entrata dell'ago 1-A)"]
B --> C["L'entrata dell'ago nel senso longitudinale e nel senso laterale è inadeguata rispetto al foro dell'ago della placca dell'ago."]
B --> D["Consultare i valori standard di regolazione."]
A --> E["4-2) Protezione posteriore dell'ago"]
E --> F["2-A) La posizione nel senso longitudinale è impropria."]
F --> G["Controllo dello spazio fra la protezione posteriore dell'ago e l'ago Consultare i valori standard di regolazione."]
A --> H["4-3) Contatto con la parte posteriore del crochet"]
H --> I["3-A) Il contatto fra la parte posteriore del crochet inferiore e la punta d'ago è eccessivo."]
I --> J["IV - 6. Regolare il luogo del movimento del crochet per rendere adatto il contatto quando il crochet inferiore si muove indietro. Consultare i valori standard di regolazione."]
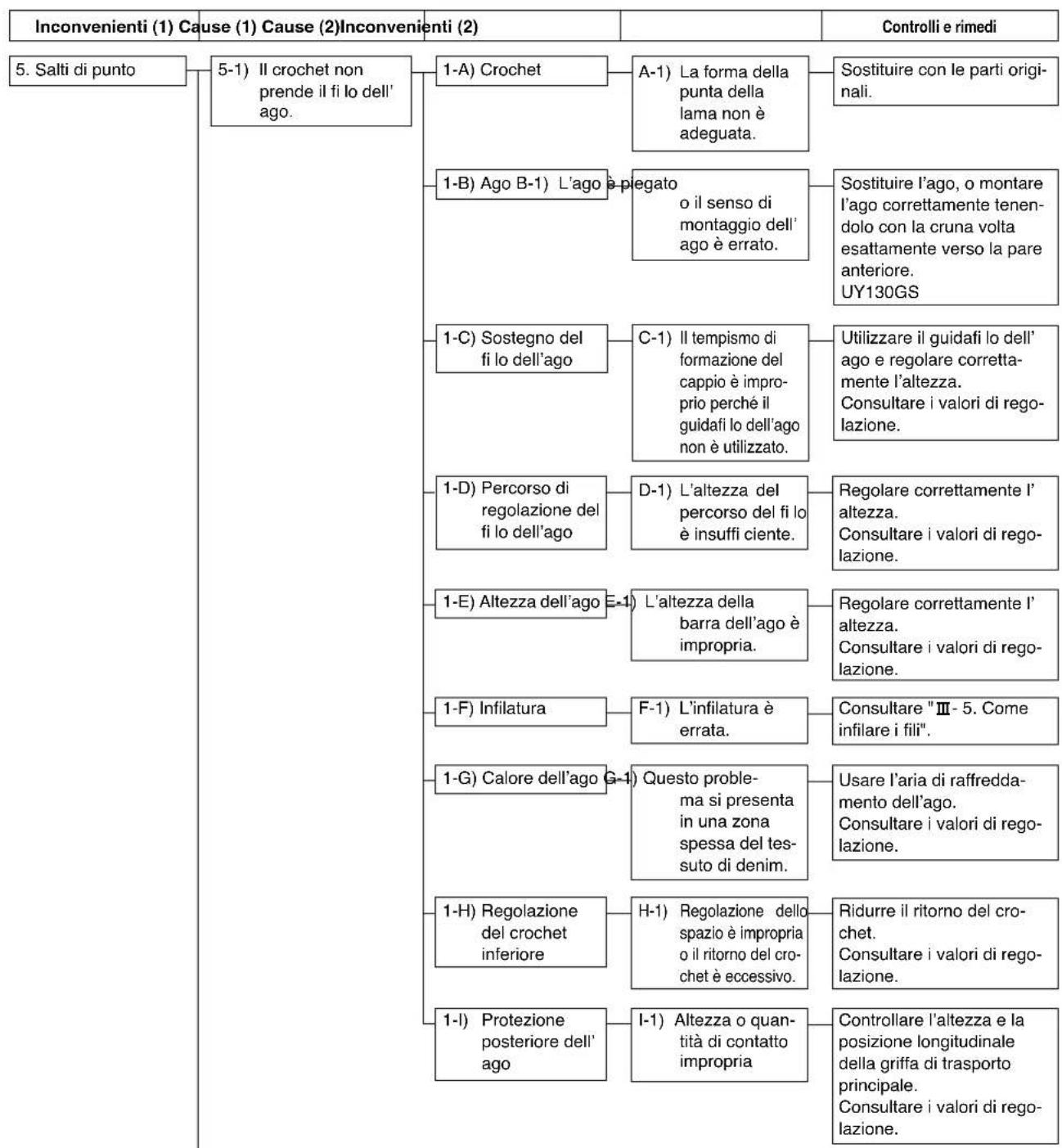
other
Inconvenienti (1) Cause (1) Cause (2) Inconvenienti (2) 5. Salti di punto 5-1) Il crochet non prende il fi lo dell'ago. 1-A) Crochet A-1) La forma della punta della lama non è adeguata. Sostituire con le parti originali. 1-B) Ago B-1) L'ago è pregato o il senso di montaggio dell'ago è errato. Sostituire l'ago, o montare l'ago correttamente tenendolo con la cruna volta esattamente verso la pare anteriore. UY130GS 1-C) Sostegno del fi lo dell'ago C-1) Il tempismo di formazione del cappio è proprio perché il guidafi lo dell'ago non è utilizzato. Utilizzare il guidafi lo dell'ago e regolare correttamente l'altezza. Consultare i valori di regolazione. 1-D) Percorso di regolazione del fi lo dell'ago D-1) L'altezza del percorso del fi lo è insuffi ciente. Regolare correttamente l'altezza. Consultare i valori di regolazione. 1-E) Altezza dell'ago E-1) L'altezza della barra dell'ago è impropria. Regolare correttamente l'altezza. Consultare i valori di regolazione. 1-F) Infilatura F-1) L'infilatura è errata. Consultare "Ⅲ-5. Come infilare i fili". 1-G) Calore dell'ago G-1) Questo problema si presenta in una zona spessa del tessuto di denim. Usare l'aria di raffreddamento dell'ago. Consultare i valori di regolazione. 1-H) Regolazione del crochet inferiore H-1) Regolazione dello spazio è impropria o il ritorno del crochet è eccessivo. Ridurre il ritorno del crochet. Consultare i valori di regolazione. 1-I) Protezione posteriore dell'ago I-1) Altezza o quantità di contatto impropria Controllare l'altezza e la posizione longitudinale della griffa di trasporto principale. Consultare i valori di regolazione.Alla pagina seguente
Dalla pagina precedente
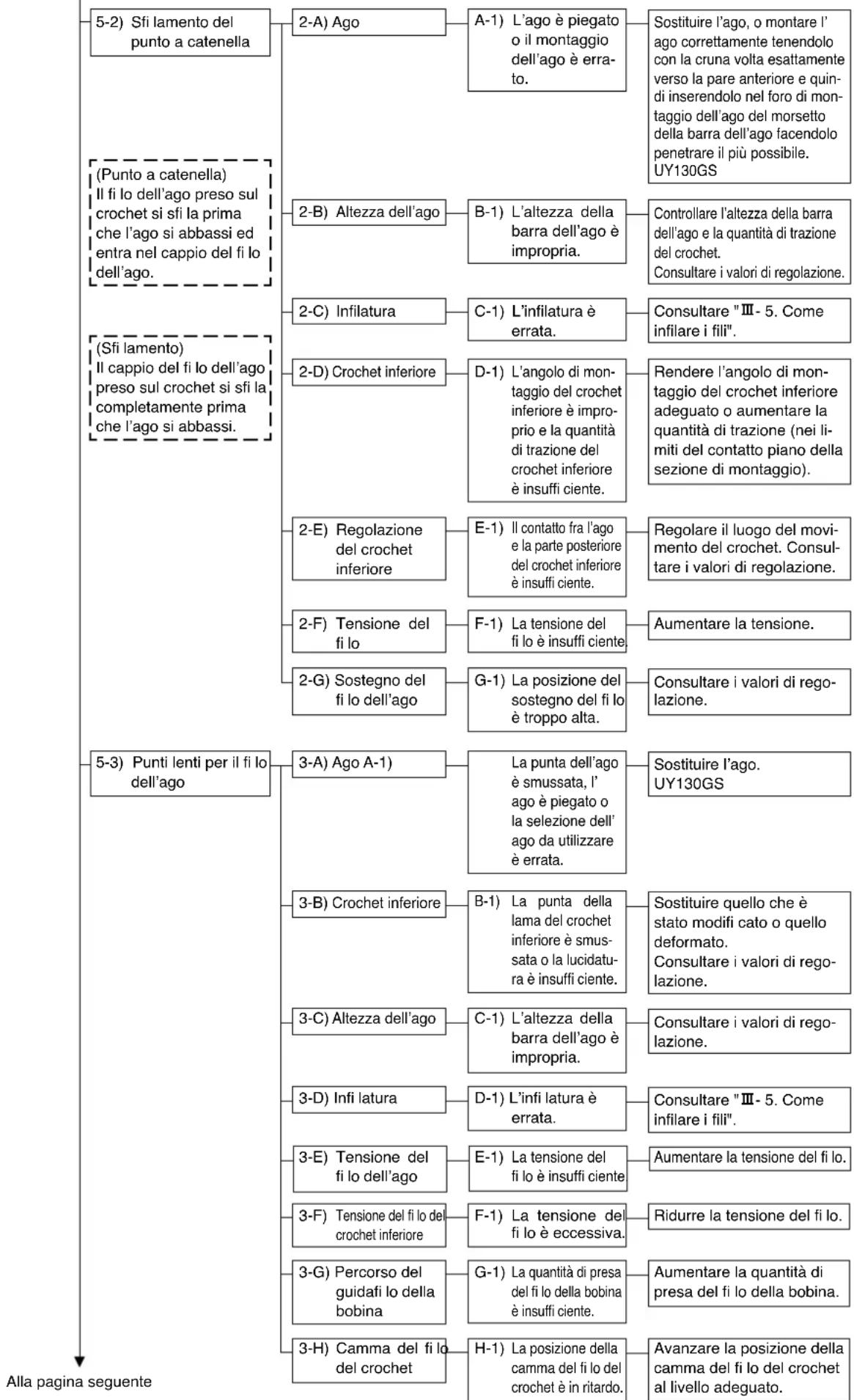
tree
Alla pagina seguente | Row | Subtitle | Item Description | Subtitle | Description | |---|---|---|---|---| | 1 | 5-2) Sfi lamento del punto a catenella | 2-A) Ago | A-1) L'ago è piegato o il montaggio dell'ago è errato. | Sostituire l'ago, o montare l'ago correttamente tenendolo con la cruna volta esattamente verso la pare anteriore e quindi inserendolo nel foro di montaggio dell'ago del morsetto della barra dell'ago facendolo penetrare il più possibile. UY130GS | | 2 | (Punto a catenella) Il fi lo dell'ago preso sul crochet si sfi la prima che l'ago si abbassi ed entra nel cappio del fi lo dell'ago. | 2-B) Altezza dell'ago | B-1) L'altezza della barra dell'ago è impropria. | Controllare l'altezza della barra dell'ago e la quantità di trazione del crochet. Consultare i valori di regolazione. | | 3 | (Sfi lamento) Il cappio del fi lo dell'ago preso sul crochet si sfi la completamente prima che l'ago si abbassi. | 2-C) Infilatura | C-1) L'infilatura è errata. | Consultare "III - 5. Come infilare i fili". | | 4 | (Sfi lamento) Il cappio del fi lo dell'ago preso sul crochet si sfi la completamente prima che l'ago si abbassi. | 2-D) Crochet inferiore | D-1) L'angolo di montaggio del crochet inferiore è improprio e la quantità di trazione del crochet inferiore è insuffi ciente. | Rendere l'angolo di montaggio del crochet inferiore adeguato o aumentare la quantità di trazione (nei limiti del contatto piano della sezione di montaggio). | | 5 | 5-3) Punti lenti per il fi lo dell'ago | 2-E) Regolazione del crochet inferiore | E-1) Il contatto fra l'ago e la parte posteriore del crochet inferiore è insuffi ciente. | Regolare il luogo del movimento del crochet. Consultare i valori di regolazione. | | 6 | 5-3) Punti lenti per il fi lo dell'ago | 2-F) Tensione del fi lo | F-1) La tensione del fi lo è insuffi ciente. | Aumentare la tensione. Consultare i valori di regolazione. | | 7 | 5-3) Punti lenti per il fi lo dell'ago | 2-G) Sostegno del fi lo dell'ago | G-1) La posizione del sostegno del fi lo è troppo alta. | Consultare i valori di regolazione. | | 8 | 5-3) Punti lenti per il fi lo dell'ago | 3-A) Ago A-1) | La punta dell'ago è smussata, l'ago è piegato o la selezione dell'ago da utilizzare è errata. | Sostituire l'ago. UY130GS | |9 | 5-3) Punti lenti per il fi lo dell'ago | 3-B) Crochet inferiore | B-1) La punta della lama del crochet inferiore è smussata o la lucidatura è insuffi ciente. | Sostituire quello che è stato modifi cato o quello deformato. Consultare i valori di regolazione. | |10 | 5-3) Punti lenti per il fi lo dell'ago | 3-C) Altezza dell'ago | C-1) L'altezza della barra dell'ago è impropria. | Consultare i valori di regolazione. | |11 | 5-3) Punti lenti per il fi lo dell'ago | 3-D) Infi latura | D-1) L'infi latura è errata. | Consultare "III - 5. Come infilare i fili". | |12 | 5-3) Punti lenti per il fi lo dell'ago | 3-E) Tensione del fi lo dell'ago | E-1) La tensione del fi lo è insuffi ciente. | Aumentare la tensione del fi lo. | |13 | 5-3) Punti lenti per il fi lo dell'ago | 3-F) Tensione del fi lo del crochet inferiore | F-1) La tensione del fi lo è eccessiva. | Ridurre la tensione del fi lo. | |14 | 5-3) Punti lenti per il fi lo dell'ago | 3-G) Percorso del guidafi lo della bobina | G-1) La quantità di presa del fi lo della bobina è insuffi ciente. | Aumentare la quantità di presa del fi lo della bobina. | |15 | 5-3) Punti lenti per il fi lo dell'ago | 3-H) Camma del fi lo del crochet | H-1) La posizione della camma del fi lo del crochet è in ritardo. | Avanzare la posizione della camma del fi lo del crochet al livello adeguato. | Alla pagina seguente| Inconvenienti (1) Cause (1) Cause (2)Inconvenienti (2) | Controlli e rimedi | ||
Dalla pagina precedente
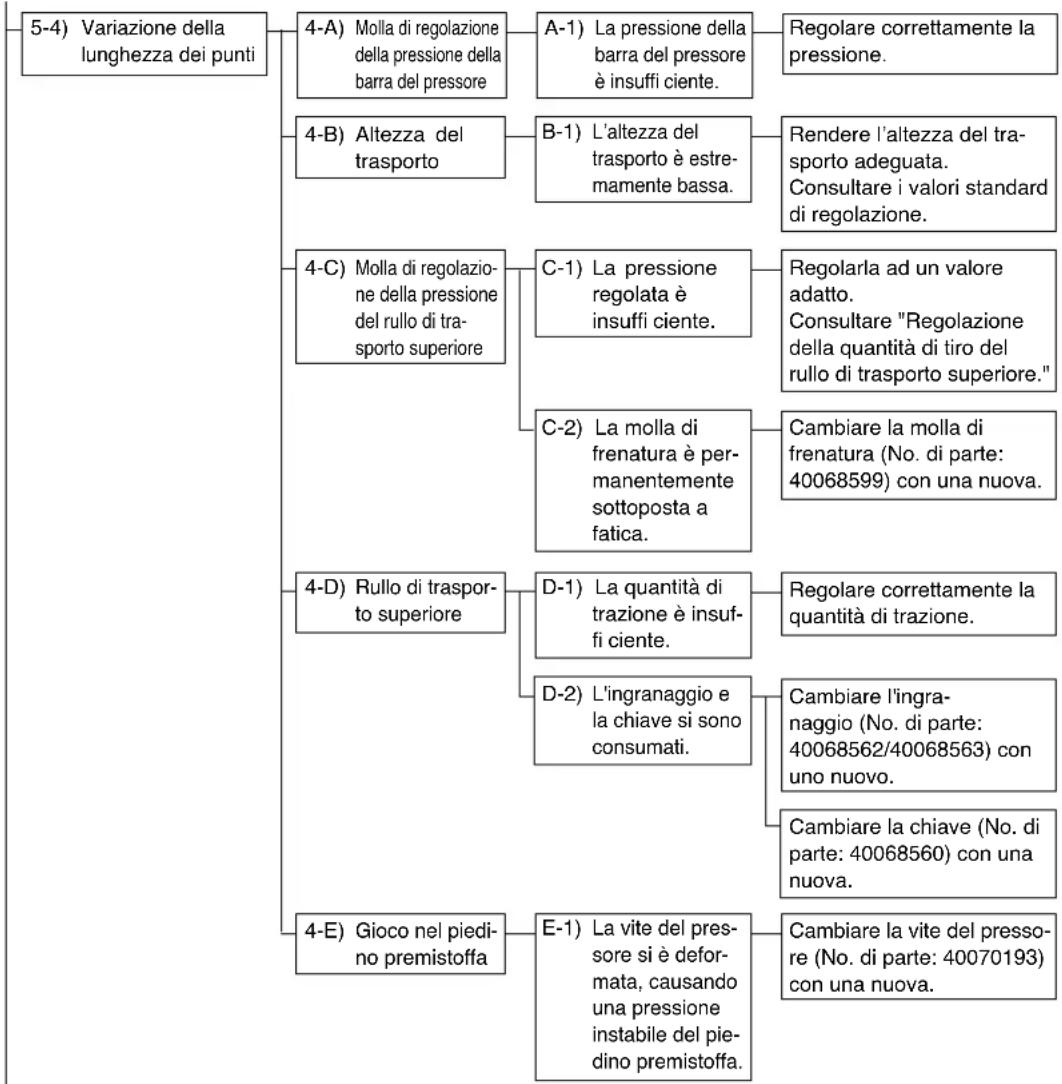
flowchart
graph TD
A["5-4) Variazione della lunghezza dei punti"] --> B["4-A) Molla di regolazione della pressione della barra del pressore"]
B --> C["A-1) La pressione della barra del pressore è insuffi ciente."]
C --> D["Regolare correttamente la pressione."]
A --> E["4-B) Altezza del trasporto"]
E --> F["B-1) L'altezza del trasporto è estremamente bassa."]
F --> G["Rendere l'altezza del trasporto adeguata. Consultare i valori standard di regolazione."]
A --> H["4-C) Molla di regolazione della pressione del rullo di trasporto superiore"]
H --> I["C-1) La pressione regolata è insuffi ciente."]
I --> J["Regolarla ad un valore adatto. Consultare "Regolazione della quantità di tiro del rullo di trasporto superiore.""]
H --> K["C-2) La molla di frenatura è permanentemente sottoposta a fatica."]
K --> L["Cambiare la molla di frenatura (No. di parte: 40068599) con una nuova."]
A --> M["4-D) Rullo di trasporto superiore"]
M --> N["D-1) La quantità di trazione è insuffi ciente."]
N --> O["Regolare correttamente la quantità di trazione."]
M --> P["D-2) L'ingranaggio e la chiave si sono consumati."]
P --> Q["Cambiare l'ingranaggio (No. di parte: 40068562/40068563) con uno nuovo."]
P --> R["Cambiare la chiave (No. di parte: 40068560) con una nuova."]
A --> S["4-E) Gioco nel piedino premistoffa"]
S --> T["E-1) La vite del pressore si è deformata, causando una pressione instabile del piedino premistoffa."]
T --> U["Cambiare la vite del pressore (No. di parte: 40070193) con una nuova."]
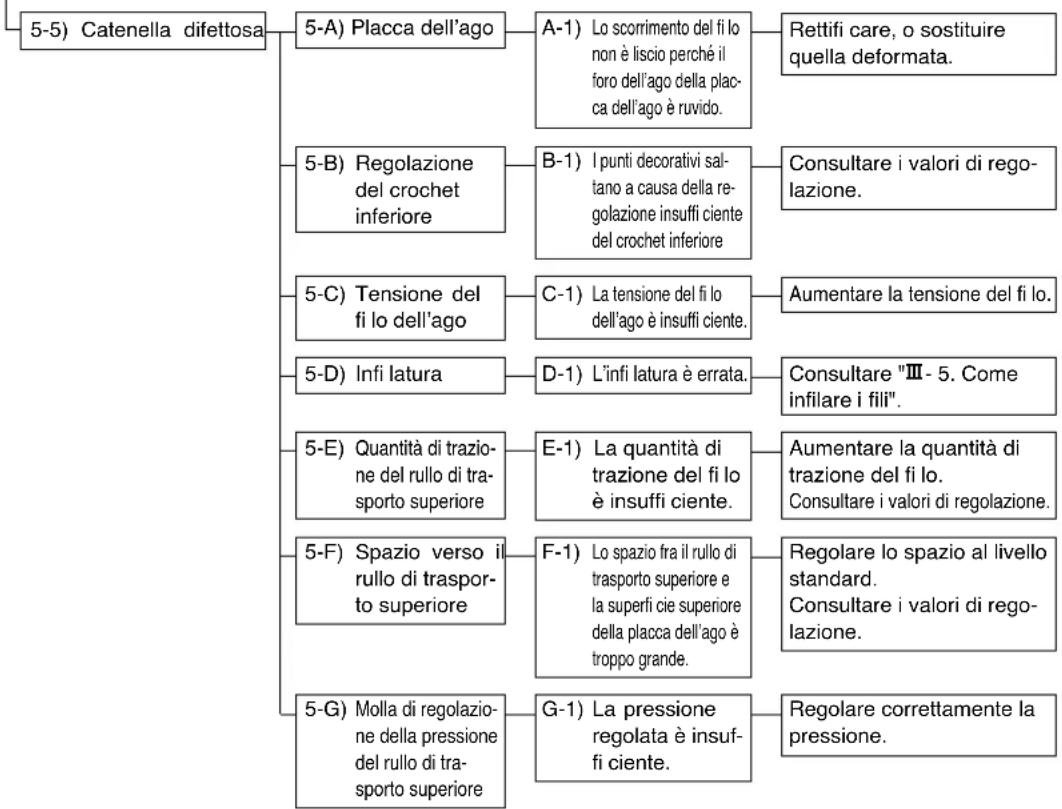
flowchart
graph TD
A["5-5) Catenella difettosa"] --> B["5-A) Placca dell'ago"]
B --> C["A-1) Lo scorrimento del fi lo non è liscio perché il foro dell'ago della placca dell'ago è ruvido."]
B --> D["Rettifi care, o sostituire quella deformata."]
A --> E["5-B) Regolazione del crochet inferiore"]
E --> F["B-1) I punti decorativi saltano a causa della regolazione insuffi ciente del crochet inferiore"]
E --> G["Consultare i valori di regolazione."]
A --> H["5-C) Tensione del fi lo dell'ago"]
H --> I["C-1) La tensione del fi lo dell'ago è insuffi ciente."]
H --> J["Aumentare la tensione del fi lo."]
A --> K["5-D) Infi latura"]
K --> L["D-1) L'infi latura è errata."]
L --> M["Consultare "III - 5. Come infilare i fili"."]
A --> N["5-E) Quantità di trazione del rullo di trasporto superiore"]
N --> O["E-1) La quantità di trazione del fi lo è insuffi ciente."]
N --> P["Aumentare la quantità di trazione del fi lo. Consultare i valori di regolazione."]
A --> Q["5-F) Spazio verso il rullo di trasporto superiore"]
Q --> R["F-1) Lo spazio fra il rullo di trasporto superiore e la superfi ciè superiore della placca dell'ago è troppo grande."]
Q --> S["Regolare lo spazio al livello standard. Consultare i valori di regolazione."]
A --> T["5-G) Molla di regolazione della pressione del rullo di trasporto superiore"]
T --> U["G-1) La pressione regolata è insuffi ciente."]
T --> V["Regolare correttamente la pressione."]
VI. DISEGNO DEL TAVOLO
Numero di parte JUKI: 40107535 (disponibile separatamente)
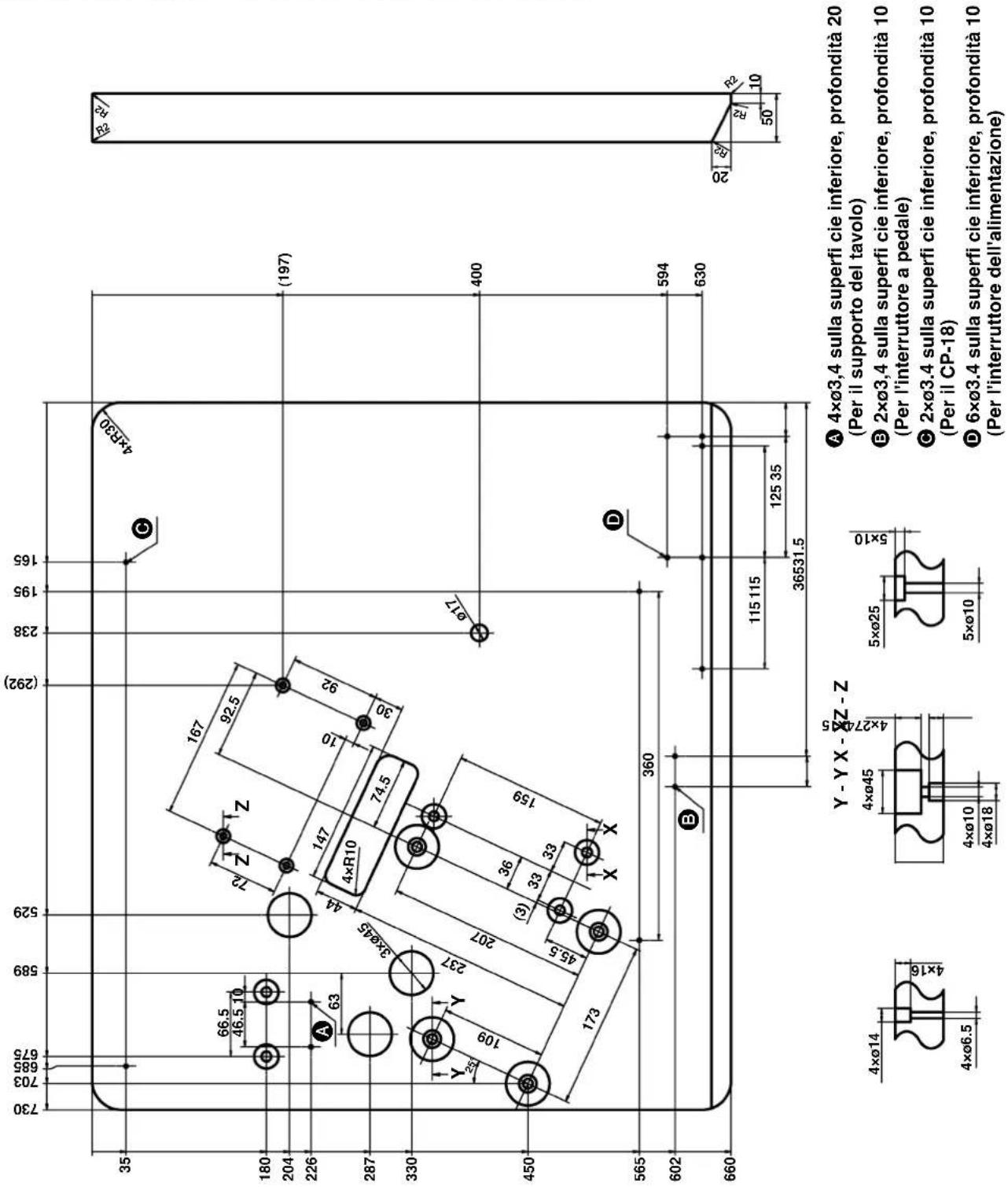
VII. SCHEMA DI LAVORAZIONE DEL TAVOLO (Solo per la macchina per cucire dotata di motore a frizione)
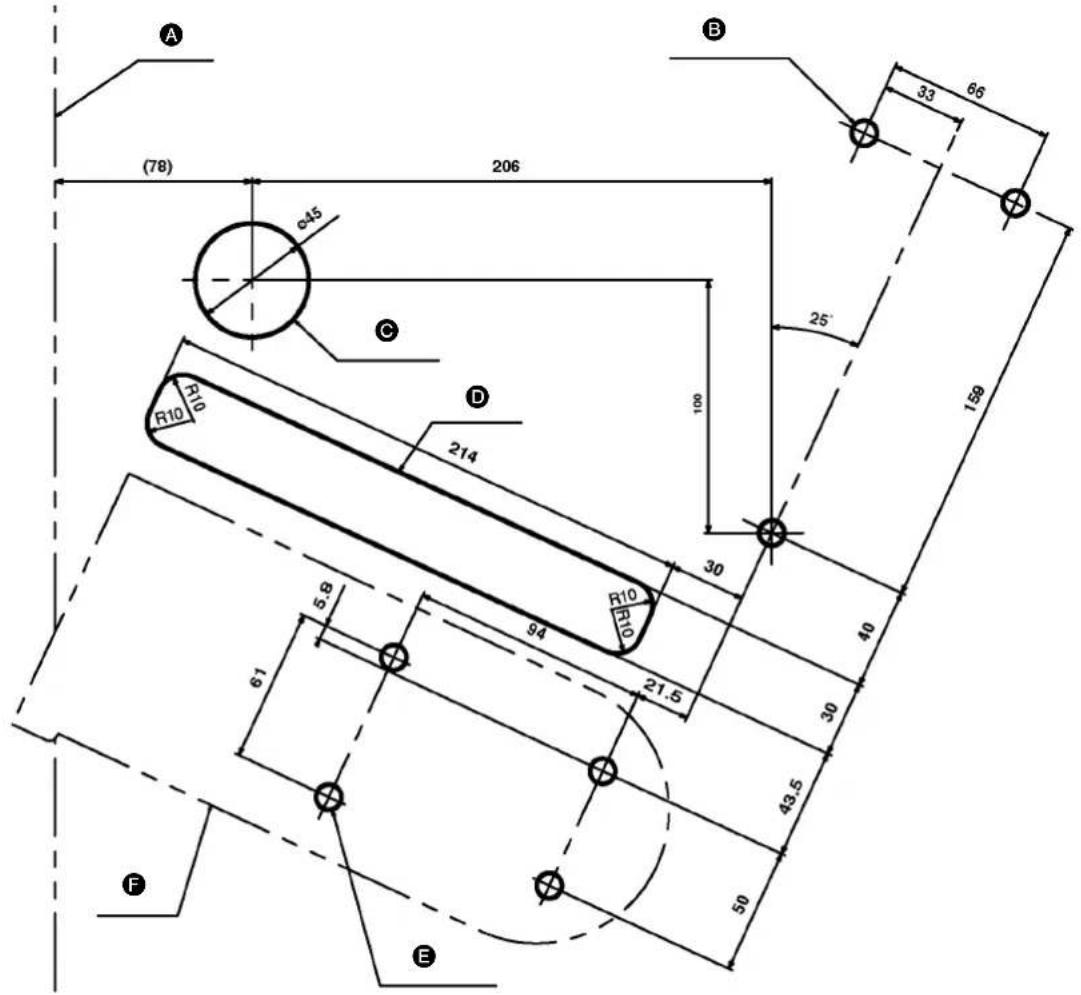
A Estremità del tavolo
B Posizione di montaggio del motore a frizione (3 x Φ10)
© Foro passante per la catena del pedale di sollevamento del piedino premistoffa
D Scanalatura di spazio libero per la cinghia
E Foro di montaggio della base di montaggio (4 x Φ10)
F Base di montaggio (Nota)
(Nota) La base di montaggio esclusiva JUKI è considerata come un prodotto con il nome del modello "MT05." Il tavolo qui sopra è il disegno di lavorazione del tavolo nel caso in cui si utilizzi il MT05.
Va notato, tuttavia, che solo un cuscino di gomma deve essere utilizzato anche se il MT05 è dotato di due cuscini. Le viti e le rondelle di montaggio sono in dotazione con la base di montaggio.
* Vite di montaggio SM6087002 TN (M8) - 4 pezzi; Rondella WP0841600SC - 4 pezzi.
中文
为了安全地用缝纫机
• Tutti i diritti sono riservati in tutto il mondo.
Per ulteriore informazione, si prega di non esitare a mettersi in contatto con nostri distributori o agenti vostra area quando necessario.
* Le descrizioni contenute in questo manuale d' istruzioni sono soggette a modifiche senza alcun preavviso.