
MO6900R - ミシン JUKI - 無料のユーザーマニュアル
デバイスのマニュアルを無料で見つける MO6900R JUKI PDF形式.

| 製品タイプ | オーバーロックミシン |
| ブランド | Juki |
| モデル | MO6900R |
| 最大縫製速度 | 7000針/分(上部送り歯ストローク6~8.5mmの場合は最大6000針/分) |
| 針目長さ | 0.8~4mm(特別仕様では5mmまで調整可能) |
| オーバーロック幅 | 3.2 / 4.0 / 4.8 / 6.4 mm(サブクラスモデルによる) |
| 差動送り比 | ギャザー:最大1:2、伸ばし:最大1:0.7 |
| 標準針 | DC×27(DC×1も使用可能) |
| 押え足の上げ高 | 7.0 mm |
| 上部送り歯の上下ストローク | 3.5~8.5mm(タイプによる) |
| 上部送り歯の前後ストローク | 1~7.5mm(タイプによる) |
| 推奨潤滑油 | JUKIマシンオイル18 |
| 作業位置での騒音レベル(Lpa) | 83.5 dB(A)(Kpa=2.5dB) |
| 重量 | 取扱説明書に記載なし |
| 寸法 | 取扱説明書に記載なし |
| 電源 | 機械の銘板を参照 |
| 主な機能 | 4本糸オーバーロック、二本針チェーンステッチ、差動送り、内蔵カッター |
| メンテナンスと清掃 | ルーパーと針棒の毎日の清掃;6ヶ月ごとのオイル交換と補充;必要に応じてフィルターカートリッジ交換 |
| 安全 | 作業前には電源を切る;安全装置を取り外さない;純正JUKI部品を使用 |
よくある質問 - MO6900R JUKI
ユーザーの質問 MO6900R JUKI
0 質問 この機器について。知っているものに答えるか、ご自身の質問をしてください。
この機器について新しい質問をする
デバイスの取扱説明書をダウンロード ミシン 無料でPDF形式で!マニュアルを見つける MO6900R - JUKI 電子デバイスをもとに戻しましょう。このページにはデバイスの使用に必要なすべての書類が掲載されています。 MO6900R ブランド JUKI.
使用説明書 MO6900R JUKI
安全にご使用くださいますようお願いいたします!
三、自動機,付帶裝置(以下機械と言)は、縫製作業上やむをえ機械の可動部品の近て作業するた、可動部品に接触てしだう可能性が常に存在ていすの。実際に使用さる才レ一夕の方、おは保守,修理等诸多をさる保全の方は、事前に以下の安全にての注意事項を熟読て、十分理解た上ご使用かは。它的安全にての注意事項に書かて的内容は、客様が購入た商品の仕様に含まない項目也記載さてい。
なお、取叹説明書およ製品の警告ラルを十分理解てたけに、警告表示以下のうに使い分はておりま。こら内容を十分に理解し、指示を守てくさ。
( I ) 危険の水準の説明
| △危険 | 機械操作時,保守時,当事者,第3者が取り挾を誤った、その状況を回避しおい场合、死亡*uは重傷を招く差し迫た危険のはとご。 |
| △警告 | 機械操作時,保守時,当事者,第3者が取り挾を誤った、その状況を回避しおい场合、死亡*uは重傷を招く潜在的可能性のはとご。 |
| △注意 | 機械操作時,保守時,当事者,第3者が取り挾を誤った、その状況を回避しおい场合、中・軽傷害を招く恐いの者及以上。 |
(II) 警告経表示お願い表示ラルの説明
| 警 告 経 表 示 | 運動部に触い、怪我を説る恐いが,GL必言。 | 警 告 経 表 示 | 作業時にミソンを持つ、手を怪我説る恐い%=GL必言。 | ||
| 高電圧部に触い、感電の恐いがGL必言。 | ルトに卷きまん、怪我を説る恐い%=GL必言。 | ||||
| 高温部に触い、ヤケドの恐いがGL必言。 | ロタクヤリアに触い、怪我を説る恐い%=GL必言。 | ||||
| レーダー光を直接目視すると、目に障害を及ばす恐い%=GL必言。 | 指 示 ラ BEL | 正い回転方向を指示いたします。 正是。 | |||
| ミソンと頭部が、接触する恐い%=GL必言。 | アス線の接続を指示,These is。 |
| 警告表1 2 3 | 1→ 2→ 1·中·輕傷害,重傷,死亡を招く恐いいたします。 ·運動部に触ります、怪我いたします。 | 1 2 1 2 1 2 | ←3 | ←1 ←2 ←3 |
| 電警危険表4 | 危险 高圧部分に触い、大千伏いたします。 電源を通過、5分以上たてからかが暴力を承包と。 | Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. | ||
危険
- 感電事故防止のた、電装木クスを開る必要のあ場は、電源を切念のた5分以上經過てから蓋を開てくさ。
注意
基本的注意事項
1.使用さる前に、取級説明書おは自付属に入てる全の説明書類を必す請みくださ。
3、いてもすに請る状に、它的取級説明書を大切に保存てくだ。
2.本項に書かて的内容は、購入た機械の仕様に含てい項目も記載ててい。
3.針折にの事故防止のた、安全眼鏡を着用てくさ。
4.心藏用一六一力一をお使の方は、専門医師とくご相談のうえお使いくださ。
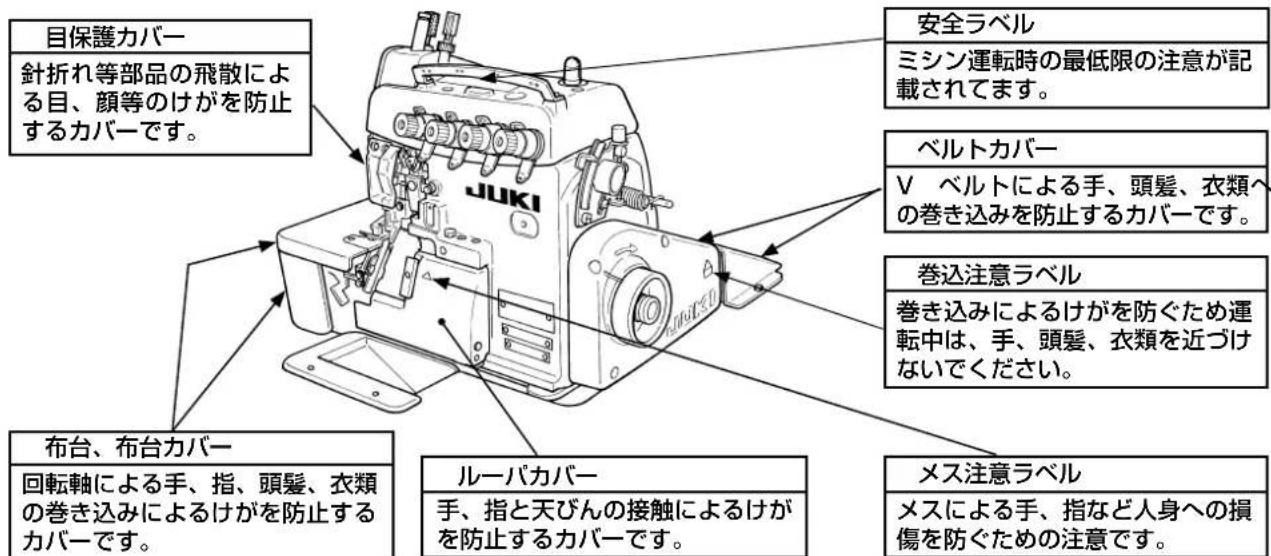
安全装置·警告彎儿
- 安全装置の欠落による事故防止のたて、その機械操作する際は、安全装置が所定の位置に正し取り付けられ正常に機能するとを確認てから操作てくださ。安全装置にしだは、「安全裝置と警告ラルにしだて」の頁を参照てくださ。
2.人身事故防止のた、安全装置を外た場合は、必元の位置に取付は、正常に機能するとを確認てくさい。
3.人身事故防止のた、機械に貼り付てる警告ラルは、常にはき見るようにておいくださ。剥がた污損た场合、新いラルと交換てくださ。
用途·改造
1.人身事故防止のた、、本の機は、本来の用達お及取説明書に規定た使用方法以外は使用しぃてくさ。用途以外の使用対ては、当社は責任を負いせん。
2.人身事故防止のた、機械には改造各種を加えないかは。改造にようて起きた事故に对理由は、当社は責任を負いません。
教育訓練
1.不慣に碍事防止のた、は機操作て教育、並に安全作業を行たの教育を雇用者か受、適性知及操作技能有成的才一夕の、機械使用さ。そのた駅用者は、事前に才一の教育訓練の計画を立案し、实施る必必要。
電源を切らけはばならな事項
電源を切るのは:電源スイチを切てから、電源TPLGをCONSENTにから拔くとを言語。以下同!
1.人身事故防止のた、異常,故障が認うらた時、停電の時は直与電源を切てくだ。
2. 機械の不意の起動による事故防止のた、次のような時は必す電源を切てから行てくださ。特にケラツチモ一夕を使用くださる场合は、電源を切った後、完全に止まてるとを確認てから作業を行てくださ。
2-1. たと元は、針,ル一八,スフリツダ等诸多通部品へ系通し用時や、はを交換る時。
2-2. たと元は、機械を構成する全ての部品の交換、まばは調整する時。
2-3. たとえば、点検,修理,清掃する時や、機械から離る時。
3. 感電,漏電,火災事故防止のたて、電源TPLGを拔く時は、コトではなくTPLGを持て拔いください。
4. マシング作業の合間に放置いたします。必す電源を切てくだいたします。
5. 電裝部品損壞による事故を防うた、停電た時は必す電源を切てくだせ。
各使用段階におけの注意事項
運搬
1.人身事故防止のた、機械の持上,移動は、機械質量を踏ま安全を確保的方法で行てくだ。なお機械質量にては、取挃説明書本文ご確認く地。
2.人身事故防止のた、持上,移動の際は、軀倒,落下等诸多を起さない状十分安全策をとてくさ。
3. 予期せ事故或落下事故,機械の破損防止のた、開柵し機械を再柵包て運搬するとはおやくさい。
開 棅
1.人身事故防止のた、開柵は上か順序よく行てくさ。木桟包の场合は、特に釣には十分注意てくさ。も、釣は板か板を取てくさ。
2.人身事故防止のたて、機械は重心位置を確認て、慎重に取る出てくだせ。
据元付
(1) 而脚
1.人身事故防止のた、テ一、脚は純正部品を使用てくさ。やをえ非純正部品を使用する场合は、機械の重量,運軌時の反力に十分耐得る一、脚を使用てくさ。
2.人身事故防止のた、脚に�スを付る场合は、十分的強度をもったロク付きヤスを使用、機械の操作中や保守,点検,修理の時に機械が動かないようにロクてくさ。
(II) キーツル,配線
- 感電,漏電,火災事故防止のたて、ケープルは使用中無理力建設にわらないようお願いいたします。
)、V バルト的各项運転部近にケープル配線する時は、30mm 以上的間隔をとて配線しだては - 感電,漏電,火災事故防止のたて、夕ド足配線はしおてくだせ。
- 感電,漏電,火災事故防止のたて、コネクタは確実に固定てくだて。
た、コネクタを拔く時は、コネクタ部持て拔てくだて。
(III)接地
1.漏電,絕緣耐压依據事故防止のたて、電源PGAは電気の専門知識を有する人に、適性なPGAを取り付けてまらてくだて。も、電源PGAは必す接地せたCONSETトに接続てくだて。
2. 漏電による事故防止のたて、アス線は必す接地てくだせ。
(IV) 羊一夕
- 燃損による事故防止のたて、毎一夕は指定くださた定格毎一夕(純正品)を使用てくだせ。
2.市販クラツモ一夕使用説的際は、V ヒルトの卷き込まれ事故防止のたて、卷き込み防止付志。 一力ハ一が付い的ク拉ツモ一夕を選定てくださ。
操作前
1.人身事故防止のた、電源を投人する前に、ル類,ケ一丶脱落,か等がないとを確認てくさ。
2. 人身事故防止のた、運動部分に手を入ないはんださ。も、予りの回転方向が矢印と一致理由か、確認てくださ。
3. マヤスタ付け脚卓を使用の场合、不意の起動による事故防止のたて、マヤスタをロックするか、アジヤスタ付けの時は、アジヤスタで脚を固定くださいます。
操作中
1.卷き込みによる人身事故防止のた、機械操作中ははす車,手元予一,モ一夕なの動く部分に指,頭髪,衣類を近つはり、物を置かいてくださ。
2.人身事故防止のた、電源を入る時、も機械操作中は、針の付近や天ひ力ハ一内に指を入いてくださ。
3. マシンは高速で回転いたします。手の損傷防止のたて、操作中はル一八,スフレット,針棒,釜,布切リメスのはの動く部分へ絶対に手を近つないてんださ。も、系交換の時は、電源を切リミシンおよモ一夕が完全に停止たとを確認てくださ。
4.人身事故防止のた、機械をテ一ルか外す時、も元の位へ戸す時、指なをはさまない。
5. 不意の起動による事故防止のた、ルト力バ一およこVルトを外す時は、電源を切リミンお。はモ一夕が完全に停止たとを確認てくだせ。
- ラーニボモーナをご使用的场合は、機械停止中はモーナ音にしません。不意の起動による事故防止のたて、電源の切り忘れに注意てくだて。
- 過熱による火災事故を防うた、毎一夕電源木クスの冷却口をはて使用するとはやてくだい。
給油
- 機械の給油筒所には、JUKI 纯正オイル,JUKI 纯正GrISを使用てくだせ。
2.炎症,力产来防卡的、目及身体中油加付着时是、直与洗净下
3.下痢,嘔吐防くた、誤て飲み迍た场合は、直与医師の診断を受けてくさ。
保守
- 不慣に碍事故防止のた、修理,調整は機械を熟知は保全技術者が取説明書の指示範圍で行てくさ。も、部品交換の際は、当社純正部品を使てくさ。不適切の修理,調整お非純正部品使用に碍事故に对ては、当社は責任を負いせん。
2.不慣に碍事或感電事故防止のた、電気間係の修,保全(含配線)は、電気の専門知識の有人、は当社,販売店の技者に依賴てくさ。 - 不意の起動による事故防止のたて、エアシングローの空気圧を使用くださいます機械の修理や保全を行う時は、空気の供給源のハイフを外し、残留くださいます空気を放出てから行てくだいたします。
- 人身事故防止のた、修理調整,部品交換のはの作業後は、ねし,トながゆるんだい。とを確認てくださ。
- 機械の使用期間中は、定期のに清掃を行てくさ。その際、不意の起動による事故防止のたて、必す電源を切リミンおよむモ一夕が完全に停止たと確認てから行てくさ。
- 保守,点検,修理の作業の時は、必す電源を切りミンおよむモ一夕が完全に停止たとを確認てから行てくだせ。(ケラツチモ一夕の场合、電源を切った後もモ一夕は惰性でしぃらく回り綴けますのご注意てくだせ。)
7.人身事故防止のた、修理,調整た結果、正常操作はい場合は直に操作を中止し、当社は販売店に連絡し、修理依賴てくさ。 - 人身事故防止のた、ハーニスが切た時は、必電源を切、ハーニス切的原因を取除てから、同一容量のハーニスと交換てくださ。
- 毫一夕の火災事故防止のたて、フアncy通気口の清掃およ恵配線周の点検を定期に行てくは。
使用環境
1.誤動作得以事故防止のた、高周波ウルダな等強いノイ斯源(電磁波)か影響を受けない環境下使用てくさ。
2.誤動作得以事故防止のた、定格電圧 ±10%を超えうとこは使用くださいますかんだい。
3.誤動作依據事故防止のたて、エアシングローの空気圧を使用くださいます装置は、指定の壓力を確認くださいます使用くださいます。
4. 安全にお使いんだくたに、下記の環境下お使いんださ。
- 電裝部品損壞誤動作に碍事故防止のた、寒いとか急に暖かいと等環境が変わった時は結露が生しるてが態を、十分に水滴の心配がなてから電源を入てては。
- 電裝部品損壞,誤動作に碍事故防止のた、雷が発生てい時は安全のた作業をや、電源 フラ格を拔いくさ。
- 電波狀態にようは、近くのテレビ,ラジ才に雜音を与える它のはんだ。その场合には、減少 ミシングよ離て使用んださい。
8.「作業環境の験音值が85dB以上90dB未満」に該当る環境に仕事に徺事する作業者に对はは、健康被害を受ない必要に広い、防音保護具を使用さする各種の处置给您に取くだいたします。)は、「作業環境の験音值が90dB以上」に該当る環境に仕事に徺事する作業者に对はは、健康被害を受ない状必訪防音保護具を使用さするとご、防音保護具の使用にしだて作業者の見やす場所に揭示するようお願いいたします。
9.製品及梟包の広棄,使用济みの潤滑油等各种处理は、各国の法令に従て適正に行てくだせ。
安全にお使いんだくたの注意事項
| 危険 | 1. 感電による事故防止たて、電源を接入たてまごまご電装ボックスのふたを開けたて、電装ボックス内分泌部に触ないはんださい。 |
| 注意 | 1. 人身事故防止たて、ルト力ロー、目保護力ロー等安全装置は外REA状態で運転しおてはんださい。 2. 壁はありよる人身事故防止たて、モーダフリカロー付きのモーダを使用てはんださい。 3. 感電による事故防止たて、電源アス線を外REA状態でミソンを運転しおてはんださい。 4. 壬はありよる人身事故防止たて、モーダフリカローはみ車、V バルト、モーダ付近に指、頭髮衣類を近つgedた、物を置ないはんださい。 5. 人身事故防止たて、電源を入る時、まごましん運転中は布切りメスお願い針の付近に指を入るせいはんださい。 6. 人身事故防止たて、モーダフリカロー内に指を入るせいはんださい。 7. 感電・漏電、火災事故防止たて、電源ラフダ撃拔の際は、事前に電源を切り、コーフ領域はなく電源ラフダを持て撃拔てはんださい。 8. 不意の起動による人身事故防止たて、本機か離る场合は、必す電源を切てはんださい。 9. 不意の起動による人身事故防止たて、停電たては、必す電源を切てはんださい。 10. 不意の起動による人身事故防止たて、ルト力ロー、モーダフリカローおば、V バルトを用時は電源を切て、起動パダルを踏むでミソンが動のはとを確認てから外てはんださい。 11. 不意の起動による人身事故防止たて、モーダの点検や調整、掃除、系通し、針の交換等をするたては、必す電源を切て、起動パダルを踏むでミソンが動のはとを確認てから行てはんださい。 12. ロソン落下に saferう人体事故防止たて、モーダ連搬時に布台力ロー持たてはんださい。布台力ロー持与まえ上、力ローが開た、乙わて足元へ落らけは令まえ。 13. 本製品は精密機器のたて、水や油をかけた、落下せうの御衝撃を与えうは、取汲いはは十分注意てはんださい。 |
安全装置与警告ラ部分内容
乙記載的安全裝置はあくて、日本国内仕様と製造的安全裝置はあく。
注意
なあ、取吸説明書のは説明の都合上「目保護力バーハ」や「指カ一」は哪种安全裝置を省て国示
実際の使用にたては、它ら安全裝置を絶対に外さないては。
- 1
- 1
- バダルの取り付は方 12
- 系立装置の取り付は方 13
Ⅲ.準備おより運軸 14
- 给油 15
2.回軀方向の確認 18 - 針の取付方 ..... 18
- 系の通し方 ..... 20
5.押之压の調節と押の外方 24 - 縫目長さの調節 25
- 差動送りの調節 ..... 26
- 上送量(水平運動量)の変更 30
- 上送の齒圧の調節 31
10. 上送の高さ調節 32
11. 34
V. 保守 35
Ⅲ. PREPARATION AND OPERATION 14
| MO-6904R | MO-6914R | MO-6916R | ||
| 縫い速度 | 上elor前後量 6 mm 以下 | 最高 7,000 sti/min | ||
| 上elor前後量 6 ~ 8.5 mm | 以下 最高 6,000 sti/min(一部サフクラスを除く) | |||
| 縫い目長さ | 0.8 ~ 4 mm(特殊仕様による 5 mm まて可能) | 1.5 ~ 4 mm (5 mm) | ||
| 針幅 | - | 2.0 mm | 3.2、4.8 mm | |
| かわり幅 | 3.2、4.0、4.8、6.4 mm | 3.2、4.0 mm | 3.2、4.0、4.8、6.4 mm | |
| 差動送り比 | 締り縫い1:2(最大1:4)、伸し縫い1:0.7(最大1:0.6) | |||
| 使用針 | DC × 27(標準)DC × 1 | も使用可 | ||
| 押え上昇量 | 7.0 m m (一部サフクラスを除く) | 6.5 mm | 5.5 mm (一部サフクラスを除く) | |
| 上elor上昇量 | 3.5 ~ 8.5 mm(各ミンの仕様による異なります。) | |||
| 上elor上昇量 | 1 ~ 7.5 mm(各ミンの仕様による異ZRます。) | |||
| 使用油 | JUKI MACHINE OIL 18 | |||
| 験音 | JIS B 9064 に準拠け測定方法による「験音レパターン」 縫い速度 6,400stl/min:験音レ部分内容≤ 84.0dBA(※ 1 定常運転時) | |||
mm)
| MO-6904J MO-6914J MO-6916J | ||||
| 縫の速度 | 上elor前後量1~8.5mm | 最高 6,000 sti/min (一部サフクラスを除く) | ||
| 縫の目長さ | 2 ~ 5 mm 2 ~ | 4 mm 2 ~ 5 mm | ||
| 針幅 | - | 2.6 mm | 4.8 mm | |
| かわり幅 | 4.8 mm | 6.4 mm | 4.8、6.4 mm | |
| 差動送り比 | 締り縫1:1.75 (最大1:3.8)伸し縫1:0.7 (最大1:0.6) | 締り縫1:2 (最大1:3.8)伸し縫1:0.8 (最大1:0.6) | 締り縫1:1.75 (最大1:3.8)伸し縫1:0.7 (最大1:0.6) | |
| 使用針 | DO×5 | |||
| 押え上昇量 | 8 mm (一部サフクラスを除く) | |||
| 上elor齒上下量 | 8.5 mm | |||
| 上elor齿前後量 | 2.7~7.0 mm (各ミ siliconの仕様による異な)=( ) | |||
| 使用油 | JUKI MACHINE OIL 18 | |||
| 験音 | JIS B 9064 に準拠け測定方法依據「験音レパターン」縫の速度 4,650stl/min:験音レ部分内容≤ 84.0dBA(※ 1 定常運転時) | |||
*1 定常運軌時はは、直線縫の状態を装置等を作動さない状態で、一定速度で300mm縫製た際の験音です。
I . SPECIFICATION
| MO-6904R MO-6914R | MO-6916R | |||
| 縫紉速度 | 上送布前後量6mm以下 | 最高7,000 sti/min | ||
| 上送布前後量6~8.5mm以下 | 最高6,000 sti/min(除部分派生機種外) | |||
| 縫距長度 | 0.8~4mm(特殊規格可到5mm) | 1.5~4mm(5mm) | ||
| 針幅 | - | 2.0mm | 3.2,4.8mm | |
| 包邊寬度 | 3.2,4.0,4.8,6.4mm | 3.2,4.0mm | 3.2,4.0,4.8,6.4mm | |
| 差動送布比 | 縫縫1:2(最大1:4)、伸縫1:0.7(最大1:0.6) | |||
| 使用機針 | DC×27(標準) DC×1也可使用 | |||
| 壓腳上昇量 | 7.0mm(除部分派生機種外) | 6.5mm | 5.5mm(除部分派生機種外) | |
| 上送布牙上下量 | 3.5 ~ 8.5mm(各縫紉機的規格不同而不同。) | |||
| 上送布牙前後量 | 1 ~ 7.5mm(各縫紉機的規格不同而不同。) | |||
| 使用機油 | 18 JUKI 機油 | |||
| MO-6904J | MO-6914J | MO-6916J | ||
| 縫細 速度 | 上送布前後量 1 ~ 8.5 mm | 最高 6,000 sti/min (除部分派生機種外) | ||
| 縫距長度 | 2~5 mm | 2~4 mm | 2~5 mm | |
| 針幅 | - | 2.6 mm | 4.8 mm | |
| 包邊寬度 | 4.8 mm | 6.4 mm | 4.8, 6.4 mm | |
| 差動送布比 | 縫縫 1:1.75 (最大 1:3.8)伸縫 1:0.7 (最大 1:0.6) | 縫縫 1:2 (最大 1:3.8)伸縫 1:0.8 (最大 1:0.6) | 縫縫 1:1.75 (最大 1:3.8)伸縫 1:0.7 (最大 1:0.6) | |
| 使用機針 | DO × 5 | |||
| 壓腳上昇量 | 8 mm (除部分派生機種外) | |||
| 上送布牙上下量 | 8.5 mm | |||
| 上送布牙前後量 | 2.7 ~ 7.0 mm (各縫紉機的規格不同而不同。) | |||
| 使用機油 | 18 JUKI 新機油 | |||
Ⅱ.据元付/INSTALLATION/TECHNISCHEDATEN/INSTALLATION/INSTALLACION/INSTALLAZIONE/安装
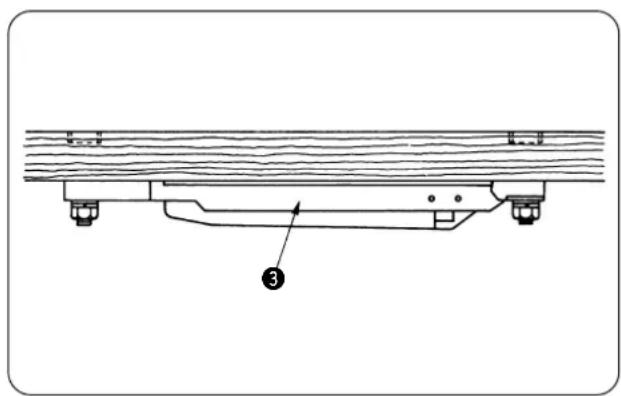
1. フレム受板の取り付け
Installing the frame support plate
Installieren der rahmenstutzplatte
Pose de la plaque-support du bati
Mode de instalar la placac de soporte del armazon
Installatione della piastra di supporto della macchina
承托板的安装方法
(1) 卓上式的场合 / Semi-sunken type / Halb versenkter typ / Type semi-encastré / Tipo semi-hundido / Tipo semi-affondata / 台式時
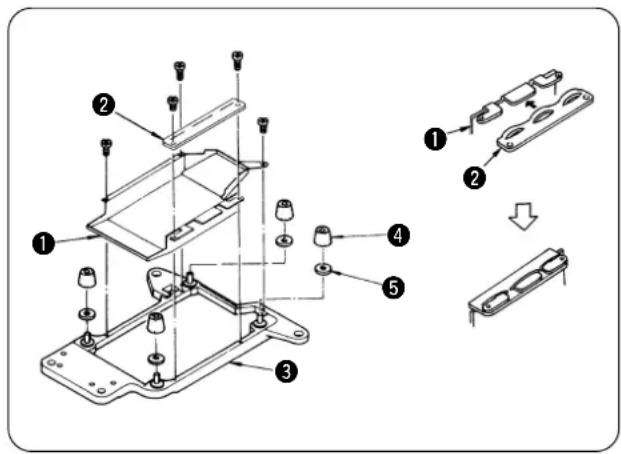
1) Poser la bande en mousse de carter de soufflante 2 sur le carter de soufflante 1.
2) Poser la carter de soufflante 1, le tampon en caoutchouc 4 et la rondelle-entretoise 5 sur la plaque-support du bati 3.
1) Fissare la spugnetta del contentatore 2 al contentitore 1.
2) Fissare il contentatore 1, il tampone di gomma 4 ed il distanziale 5 alla piastra 3 di supporto della macchina.
1)送風ケース①にケーストンジ2を取の付けいたします。
2)Flre-um受板③に送風ケ一ス①、防振GO、防振GOス一SA 5を取り付は。
4) 布くシunyaト(上)6をテーナリルの左側に寄て取り付け、その後、布くシunyaト(下)7を布くシunyaト(上)に取り付けます。取り付け長さは56mmの範圍内で調整いたします。
1)送風ケース①にケース公示の取り付けます。
三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三、三
WARNING :
1)ルト力ハ一 1を米SHIN頭部に取り付は。
2) バルトカロー B2を予一 brunに取り付けます。
1)向かて左側に起動凹ダル ①を、右側に押え上は凹ダル ②を取り付はま。
1) 系立装置至の状に組み付は、テ一両の穴に取は付てくださ。
2) 系立装置的动存程度(止动卡卜 1为缔动
3)天井配線をおてなう場合は、電源一卜を杀立棒2の中に通しくたさい。
機械の誤動作や損傷をたけるたに、次の項目を確認てくだせ。
最初機械使用前はきいに掃除てくさ。
輸送中にたまったほこりを全て取き、給油を行てくさい。
- 正い電圧設定にたてるか確認てくださ。
電源PLA格正下成有加确認上
- 絶対に電圧仕様の異なた状態で使用くださいますようお願いいたします。
三神の不意の起動による人身の損傷を防うた、電源を切り、モ一夕の回転が止たとを確認てから行なてはさ。
WARNING:
上の赤刻線以上に給油すると、油量が多すさて油もれをおは原因くださいますか、必sur上的赤刻線の手前で給油を止てくだせ。
4)油を拔く時は排油枚U 3を外にます。
才伊尔は、使ははしてか5、1分月目と、その後は、6分月ごに交换てくさい。
才尔格一为横か5見之指示棒下側の刻線は下ては、給油を行てくさ。
- 新いミンを運転する時や、長時間使用されなかたミンを運転する時は、針棒、上ル一八ガイ卜部、上押え調節ねに2~3滴注油てくだせ。

1)三希の回転方向は、予一側から見て時計の針と同じ方向です。
絕對に逆回軀させないくだせ。
MISINの不意の起動に碍人身の損傷を防う、電源を切り、モ一夕の回転が止たとを確認てから行なてはさ。
標準の針は、DC×27 # 11 です。DC×1 也要使用这样才能、ル一ハ上の尺寸調整が必要くださいますようお願いいたします。縫い調子のきむい条件のは、DC×27をご使用くださいます。
1)針留の1を最上点に上いは。
2)針止ね以を用的、針の元に部が後向きに有うに、針を一杯に差しらみ。
3) 針止勿以 ±b2 在締勿末。
MISINの不意の起動に碍人身の損傷を防うた、電源を切り、モ一夕の回転が止ったとを確認てから行なてはい。
下力丛杂案内 1をはね上て系通し後、下力丛杂案内1を戸て止のはね②に確実に固定てくさい。

二重環針奈は、針奈天に必す奈を通してくさい。(才一八一口ク針奈は外側です。)

ウーリーナイロナ系等のようない系、たは弱い系をご使用的场合は、中間系案内に卷きけないてくだせ。

★針冷卻裝置の給油(MO-6900R,6900J)
1)布台力一を開きA部よシルコ油を入れま。
2)止の栓 Bを外て、シルコン油を入れま。
3) フリコン油を入て、すくご使用的场合には、フ�ルトにもシリコン油を含ませます。
Mitsunの不意の起動による人身の損傷を防うた、電源を切り、モ一夕の回転が止まったとを確認くださいますようお願いいたします。WARNING:
1)差動ロクナト2をゆるて、差動調節レ一1を上へ動かすと伸し縫い、下へ動かすと縮み縫いがてきま�。
2)レバ一1を減少動かたいきは差動送の微量調節ねじ3を使いたします。
3)目盛Sの位置で差動比1:0.8の伸し縫い(一部
sabkraus 1:0.6)、0の位置で主送り齒、副送の
齒の差動比1:1にらます。
4)缩縫縫は最大差動比1:2(一部サフクラス1:1.75)まてき、0以降の目盛は目安と使いま�。
(機械の内部調整により 1:4(一部サフクラス 1:3.8)まえにncyます。)
5)調節後は確実にロクト2を締てくさい。
2)差動調節レハ一1左はんのわすか動かときは、差動微調節ねに 3で行いま。
3)目盛Sの位置で差動比1:0.75の伸ばし縫い、0の位置で主送り齒、副送り齒の差動比1:1になます。(ただし、MO-6914Jのみ1:0.85になます。
4) 缩み縫は最大差動比 1:1.75、MO-6914J 0 1:2(ただし、内部機構調節によ、1:3.8 て可能)まてき、0以降の目盛りは目安と使 い)ます。
5)調節後は確実に、ロット大ト 2を締てくさ
1) Loosen differential feed lock nut 2. Move lever 1 up for stretching stitch or down for gathering stitch.
2) When you want to move the lever 1 only slightly, use differential feed minute-adjust screw 3.
3) When the differential feed adjusting lever is set to graduation S, the machine will perform stretching with a differential feed ratio of 1:0.75. When the lever is set to graduation 0, the differential feed ratio between the main feed dog and the differential feed dog will be 1:1. (It will be set to 1:0.85 only for MQ-6914J.)
4) The maximum differential feed ratio for gathering is 1:1.75 (It will be set to 1:2 only for MO-6914J.) (it can be set to 1:3.8 depending on the adjustment of the internal mechanism of the sewing machine.) The graduations beyond 0 are used as reference.
5) After the adjustment, securely tighten locknut 2.
1) Die Differentialtransport-Sicherungsmutter 2 lose. Den Hebel 1 fur Dehnstich nach oben bzw. fur Krauselstich nach unten bewegen.
2) Um den Hebel 1 nur geringfugig zu verstellen, die Differentialtransport-Feinjustierschraube 3 benutzen.
3) Wenn der Differentialtransport-Einstellhebel auf Teilstrich S eingestellt wird, führt die Machine Dehnstiche mit einem Differentialtransportverhältnis von 1:0,75 aus. Bei Einstellung des Hebels auf Teilstrich 0 beträgt das Differentialtransportverhältnis zwischen dem Haupttransporteur und dem Differentialtrasporteur 1:1. (Er wird nur bei MO-6914J auf 1:0,85 gestellt.)
4) Das maximale Differentialtransportverhältnis für Kräuseln beträgt 1 : 1,75 (Er wird nur bei MO-6914J auf 1 : 2 gestellt.) (je nach Einstellung des internen Mechanismus der Nahmaschine kann es auf 1 : 3,8 eingestellt werden). Die Teilstriche ienseits von O dieren als Referenz
5) Nach der Einstellung die Sicherungsmutter 2 wieder fest anzichen.
1) Desserrer le contre-écrou d'entrainment différentiel 2. Déplacer le levier 1 vers le haut pour un point d'extension et vers le bas pour un point de froncage.
2) Pour ne déplacer le levier ① que légèrement, utiliser la vis de réglage fin de l'entrainment différentiel ③.
3) Lorsque le levier de réglage d'entrainment différentiel est sur la graduation "S", la machine exécute des points d'extension avec un rapport d'entrainment différentiel de 1:0,75. Lorsqu'il est sur la graduation 0, le rapport d'entrainment différentiel entre la griffe d'entrainment principal et la griffe d'entrainment différentiel est de 1:1. (Il ne sera fixé à 1:0,85 que pour la MO-6914J.)
4) La rapport d'entrainment différentiel maximum pour le fronçage est de 1:1,75 (Il ne sera fixé à 1 : 2 que pour la MO6914J.) (il peut être fixé à 1 : 3,8 selon le réglage du mécanisme interne de la machine). Les graduations au-delà du 0 ne seront qu'e déréference.
5) Apès le réglage, desser r à fond le contre-écrou ②.
上送量(水平運動量)の変更は、上送口クトト
1をゆるて上送りレーパー2を動かて行ないま�。
その際、上送り微調節ねじ3を使えば、上送りレバ—2
をほんのわすか動かすこがてきま�。
調節後は確実に、上送りロルケナト1を締てくさい。
上送の齒圧の調節は、上押元調節ねじナット1をゆるて、上押元調節ねじ2を締りむと压力は強くり、送力が増いたします。
調節後はナット 1を必す締てください。

- 使用中、上送の齒が跳ね上がて音が大小にた的场合、音が小さなるまご上押元調節ねしを締て迍ては。
- 音が異常にARGEいま長時間使用すると、 他の部分にも無理かかるてご注意くだ さ。
- 必要以上上送上営齒圧を強くすると、ミシに不要力かかり、耐久性等に影響うのて、極力上送の齒圧は強くしおてくだせ。
上送の高さを調節する场合、上送の止なをゆるて、上送の齒1を動かしま�。
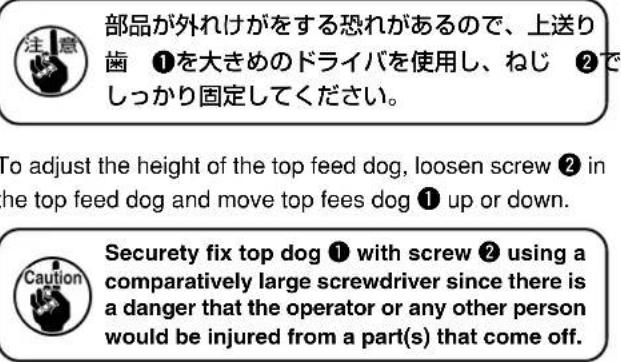
部品が外れはをる恐いたのて、上送の注意齒1を大きのド现代农业を使用し、ねじ2しぃか固定てくだせ。
調整上送布牙的高度時,擰鬆上送布牙固定螺絲 2,上下移動上送布牙 1。

一夕停止後、三神の力対針位置がすないう、フレーネリ機能を設定するか、たは針停止位置上停止の状態で使用くださいます。
設定的方法にpineは、ご使用のサーリモ一夕取极説明書を参照てくだせ。
下× 1の刃先が針板上面と一致するように、止ねじ 2をゆるて調整いたします。
★ 上×スにて
上×S ③が最下点まて下がたとき、下×S 1と0.5~1mm重なうに止のねし 4をゆるて調整じます。
★ かが幅にて
かがり幅は1.6~6.4mm(一部サ metabラス4.8mm~10mm)まご部品交換、またはサ metabラスとて可能です。(かがり幅はメスの切り幅よわすかに大小:<らま)。
かがの幅をたる時は、
1)止等以5をゆる、下×又1を左側へ押して固定しま�。
2)止なし 6をゆる、上义ス 3を必要なけ動かて固定しぃま。
3)上×スを最下点まて下は、止の以をゆるて、下×スが上×スに接触たら、止の以を締てます。

1.使用る场合は、必止のねを固定てください。
2. 調整後は系を切て、切し味を確認してく
下×ス①の刃先が針板上面と一致するように、止て調整し。
★上××にとい
上×S 3が最下点まて下がたと、下×S 10.5~1mm重なうに止ね4、6をゆるて調整しま�。
MO-6916J 系には(円内圖)上×ス固定のたての、ストツハねし⑧およむな卜7が付いていま。7、8もゆるま。南ト7を始にゆるてからストツハねし⑧をゆるてくださ。
×スのかみ合わせ調節後は、ストツハねじと上×ス端面A部が当たるょうにストツハねじ8を締り迍て、ナット7d固定てくださ。
★かがの幅にて
かがり幅は4.8~6.4mm まて部品交換、たはサフクラスとて可能です。(かがり幅はメスの切り幅よわかに大きく年由ま。)
かがり幅を加えるときは、
1)止勿以 6をゆる、上×ス 3左必要なけ動か
2)止て固定し。
3)上×スを最下点まて下載、止な以をゆるて、下×スが上×スに接触たら、止な以を締のます。

1.×ス切除味を继续さるたと、下×スの異常摩耗を防くた、必す止たを固定使用てくさい。
2. 調整後は系を切て、切れ味を確認して<ださい)。
×スの切れ味が悪くた、下×スを円のように研き直しります。
三神の不意の起動による人身の損傷を防うた、電源を切り、モ一夕の回軸が止まったとを確認てから行なてはさ。
WARNING:
1)ル一八力ハ一内や針棒部にたまった布はリは、1日、1~2回程度掃除をてくさ。油モレや、縫製物を污す原因くださいます。

頭部の塗装面は、ラルカーニフローにかない。てくださ。塗装面をたけます。
-
モシングを長時間使用すると、カーツリツジフィルタ ①が、ごはで話るこお願いいたします。 そのまえの状態ですと油はカーツリツジフィルタ を通り�、異常磨耗や焼む事故等各种原因くださいます。 ※通常力一トリツジは、6分月に1度必す点検し、掃除たは取かえをてくだいたします。
-
点検、取の手順
1)末初、排油。
2)止収以外、上力八-4を真上方向に外し。

上力八一4を横方向にすらしります、油量指示棒およ、フィルタを傷付る恐いのは).(2)
3)力一トリツド菲尔夕 1を外し点検します。異常があるとは、掃除するか、力一トリツド菲尔夕 1を取りにえてください。
4)力一トリツドフル夕1を、元通に差し迍、上力八一をねじ止てしま�。
- 不慣に碍事防止のた、調整・部品交換は、機械を熟知んだ保全技術者、は当社、販売店の技術名依賴てくさ。
- 起動に碍人身の損傷を防う、しだのゆるみ、部品の当たがないか、確認後ご使用くだせ。

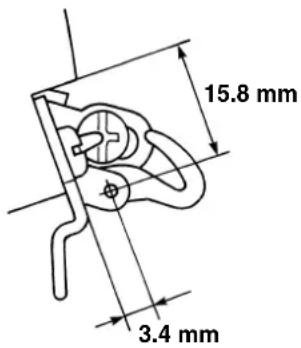
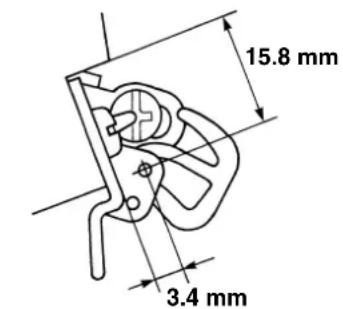
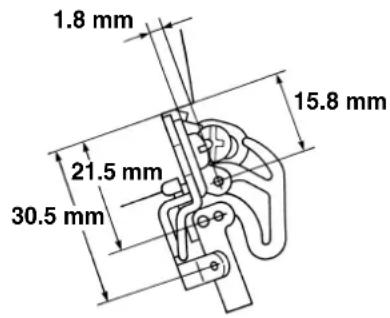
表中的寸法は、標準のル一八合わせ寸法です。あくまて参考寸法とてくだい。縫製物、系にり多少の変更要必要です。

CAUTION :
MISINの不意の起動に碍人人身の損傷を防う、電源を切り、モ一夕の回転が止たとを確認しぃから行なてはさ。WARNING:
MO-6904R MO-6914R MO-6916R
針系案內的系穴と針系天じんフク部は、 穴が2/3見る位置。
針系案內の系穴と針系天じんフク部は、 穴が2/3見る位置。

針系案內の系穴と針系天ひんフク部は、 穴が2/3見る位置。

二重環針系案內的系穴及針系天丶部是、全穴見之。
(注意) 針紜天併は下死点の位置とて。
(1) Position of the needle thread take-up and the needle thread eyelet Position des fadenhebels und des nadelfadenauges Position du releveur de fil d'iguille et de I'oeillet de fil d'aiguille
[MO-6900R]
![JUKI MO6900R - [MO-6900R] - 1](/content/2026/04/591832/images/0693ded69c8b4ce491c9ef0491e409b6c76e85fbb21fc6bf739fd30e5f20d589.jpg)
MO-6904R
![JUKI MO6900R - [MO-6900R] - 2](/content/2026/04/591832/images/01d09f4289f95188f8bddfd3daf69f711faa89ba0dcc1426459786ec3196e2d4.jpg)
MO-6914R MO-6916R
![JUKI MO6900R - [MO-6900R] - 3](/content/2026/04/591832/images/0a32efb624dc8ce9299ff40d4682ae17e42d628a13fcc0b28fe797d36f67bcd4.jpg)
針系案內の系穴と針系天ひんフツ部は、系穴が全部見は、減少見位置。
針系案內の系穴と針系天ひんフツ部は、系穴が全部見えを、減少見え的位置。
(注意)針杀天佪は下死点の位置としま�。
1) 王一夕は、1/2 馬力(400W)以上を使用くださいます。
2) バルトは、M 型 V バルトを使用しります。
1)毛一夕は、1/2 馬力(400W)以上を使用てくだいたします。
![JUKI MO6900R - [MO-6900R] - 4](/content/2026/04/591832/images/76cfca1acf0f37318db2562393adfe599ae1a39d2a5be94f6876531b263c053f.jpg)
400W以下のモーダを使用いたします、低温地域にpine油の粘性が増し、ミンの回軸数が上がらなかた、场合にpineは回軸不能なる场合のは).(1)
2)ルトは、M型Vルトを使用しま。
3)三回軀数と王一夕予一、ルトの長さの関係は前を一表のようお願いいたします。
4)請勿將本頁內容複製、刊發或以其他任何形式使用。任何單位或個人不得以任何方式翻版、复制、刊登、分发、下載、引用或以其他任何形式使用。
TEL.042-357-2371(daiyahl)
FAX.042-357-2380
http://www.juki.co.jp
JUKI CORPORATION
SEWINGMACHINERYBUSINESSUNIT
2-11-1,TSURUMAKI,TAMA-SHI,
TOKYO, 206-8551, JAPAN
※乙の取反説明書は仕樣改良のた予告なく変更する事のはんだ。
