PS700 - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 PS700 JUKI PDF格式.
用户关于以下问题的提问 PS700 JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 PS700 - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 PS700 品牌 JUKI.
用户手册 PS700 JUKI
本使用说明书是有关 LB-6 的说明书。
使用本制品时,请事先阅读 MO-6000 △系列使用说明书里「关于安全的注意事项」,充分理解书中的内容之后再使用。
另外,组装和设置本装置时,不仅参考本使用说明书,同时还请参考零件表、SC-921(或者SC-510)使用说明书。
目录
I. 前言....1
Ⅱ. 控制器(SC-921)的设定 …… 1
- 缝纫机机种的设定.... 1
- 卷入空线环功能的设定....4
- 自动压脚提升功能的设定....7
4.卷入空线环缝制的各种设定 8 - 各种设定的变更方法..... 10
Ⅲ. 控制器(SC-510)的设定 13
- 缝纫机机种的设定....13
- 卷入空线环功能的设定.....16
- 自动压脚提升功能的设定....18
4.卷入空线环缝制的各种设定 19 - 各种设定的变更方法.....21
IV. 空气机器的安装 ..... 24
- 空气调节器的安装.....24
- 电磁阀的安装.....25
V. 缝纫机的组装....26
- 线张力总成(松线装置)的组装.....26
- 压脚提升装置的组装.....27
Ⅶ. 安装设定 29
- 缝纫机机头部的设置.....29
- 信号灯的调整....30
- 空气配管 31
- 往 C-921 连接连接器.....33
- 往 C-510 连接连接器.....34
- 布端传感器的安装.....35
VII. 使用方法 38
- 穿线方法.....38
- 踏板操作....39
- 空线环卷入缝....39
- 缝制的调整....41
- 空线环按压弹簧的调整.....42
- 空线环卷入和平缝的变换(传感器屏蔽).....43
VIII. 维修....44
- 布端传感器反射签的更换.....44
- 固定刀的更换.....44
- 中爪的调整....45
IX. 空线环卷入缝的故障处理 46
- 使用 SC-921 时.....46
- 使用 SC-510 时.....47
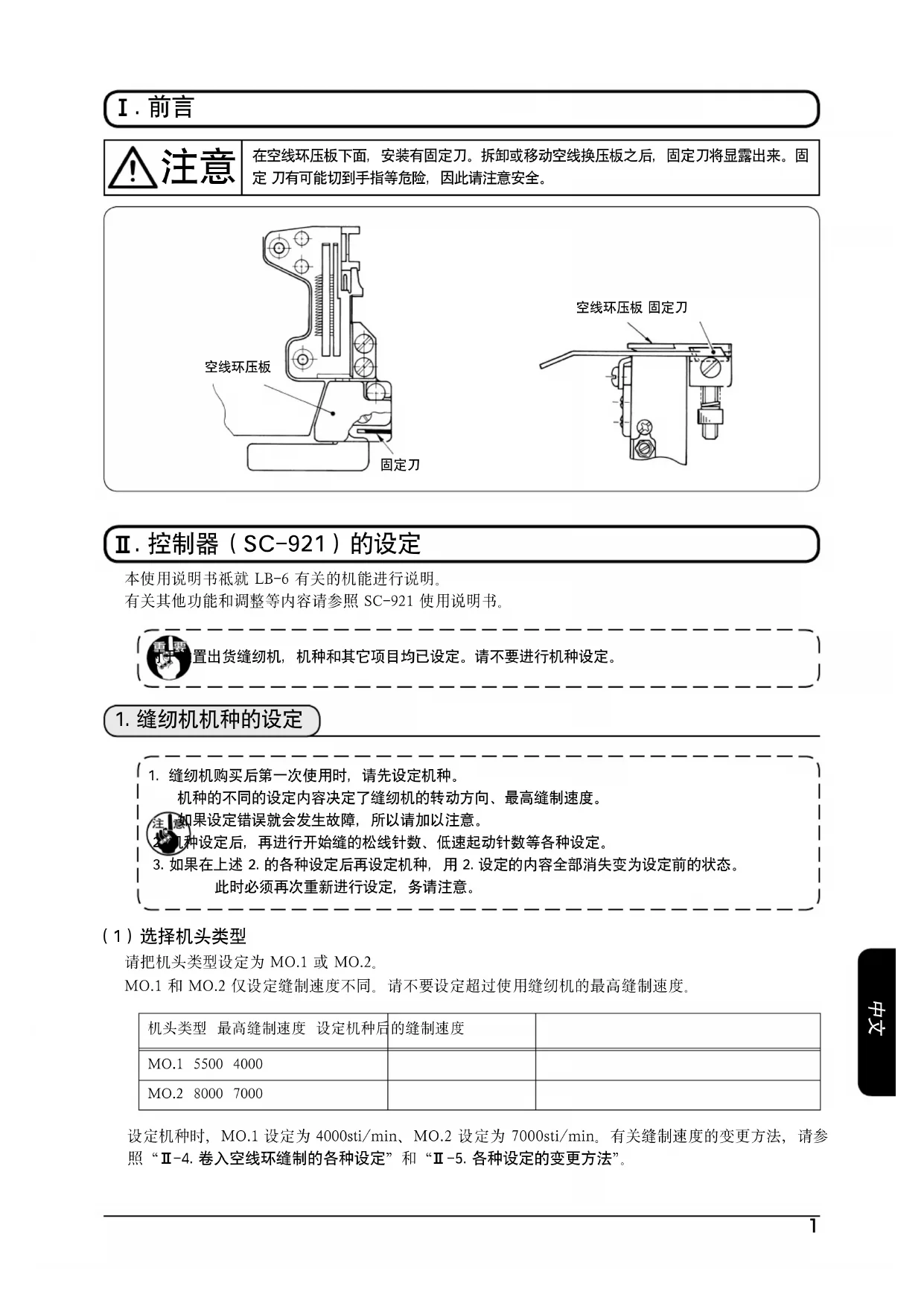
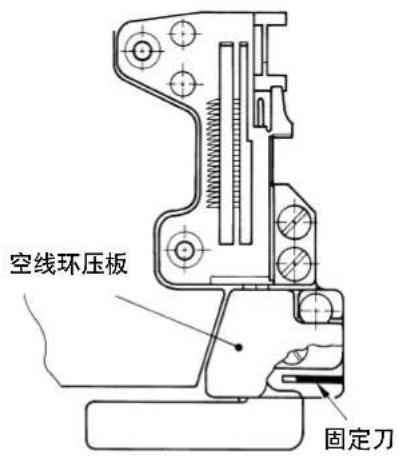
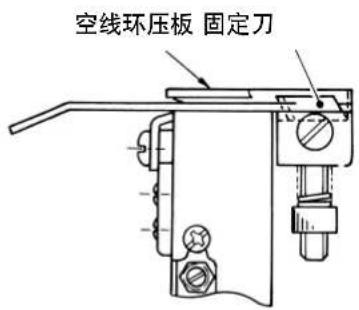
I. 前言
注意
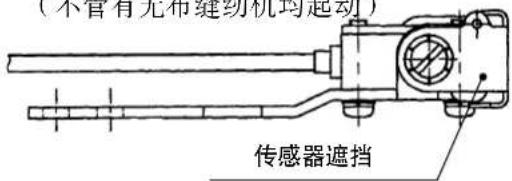
在空线环压板下面,安装有固定刀。拆卸或移动空线换压板之后,固定刀将显露出来。固定刀有可能切到手指等危险,因此请注意安全。
II. 控制器(SC-921)的设定
本使用说明书祗就 LB-6 有关的机能进行说明。
有关其他功能和调整等内容请参照 SC-921 使用说明书。

置出货缝纫机,机种和其它项目均已设定。请不要进行机种设定。
1. 缝纫机机种的设定
- 缝纫机购买后第一次使用时,请先设定机种。
机种的不同的设定内容决定了缝纫机的转动方向、最高缝制速度。

如果设定错误就会发生故障,所以请加以注意。
几种设定后,再进行开始缝的松线针数、低速起动针数等各种设定。
- 如果在上述 2. 的各种设定后再设定机种,用 2. 设定的内容全部消失变为设定前的状态。此时必须再次重新进行设定,务请注意。
(1) 选择机头类型
请把机头类型设定为 MO.1 或 MO.2。
MO.1 和 MO.2 仅设定缝制速度不同。请不要设定超过使用缝纫机的最高缝制速度。
| 机头类型 最高缝制速度 设定机种后的缝制速度 | ||
| MO.1 5500 4000 | ||
| MO.2 8000 7000 |
设定机种时,MO.1 设定为 4000sti/min、MO.2 设定为 7000sti/min。有关缝制速度的变更方法,请参照 “Ⅱ-4. 卷入空线环缝制的各种设定” 和 “Ⅱ-5. 各种设定的变更方法”。
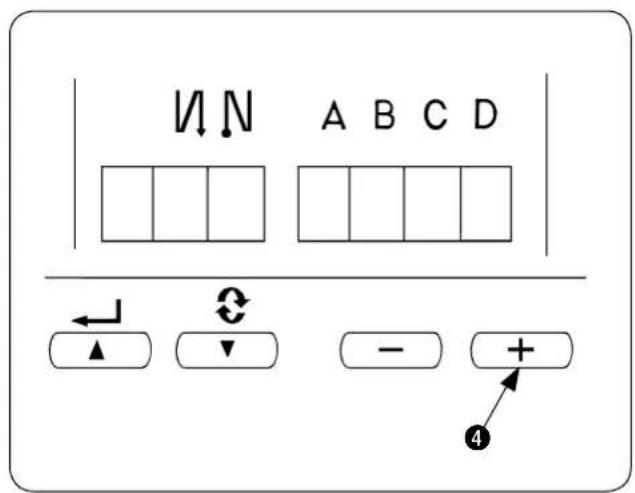
(2) 机头类型的选择方法
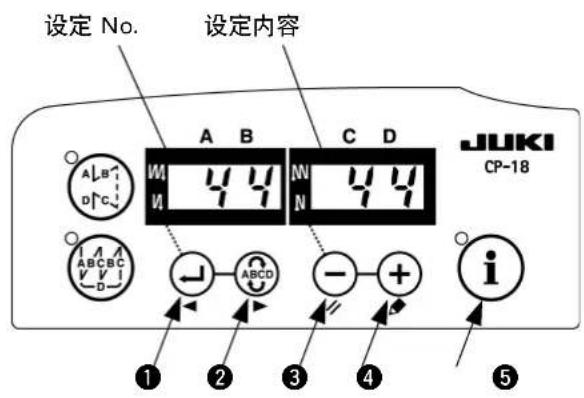
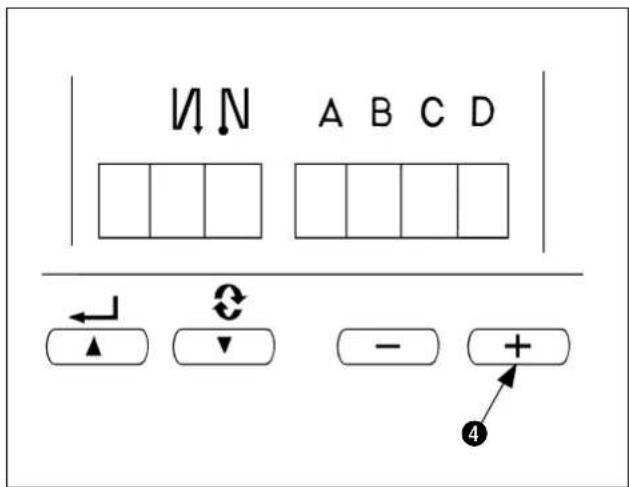
① 确定变更内容以及设定值下降方向更新开关(SET-)
② 确定变更内容以及设定值上升方向更新开关(SET+)
③ 下降开关 (DOWN)
④ 上升开关(UP)
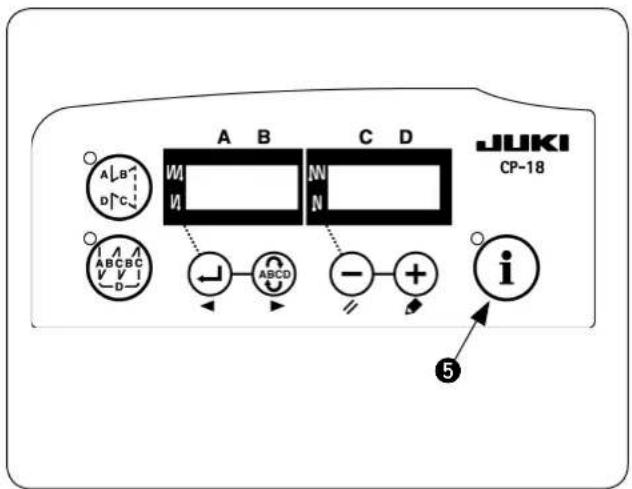
⑤ 模式变换开关
请不要进行在以后的说明中没有写明操作以外的开关操作。再次打开电源开关时,请一定等
待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话,有可能机器不能正常动作。如果发生这种情况时,请再次重新打开电源。

转换为功能设定模式的方法
1)关掉(OFF)电源。
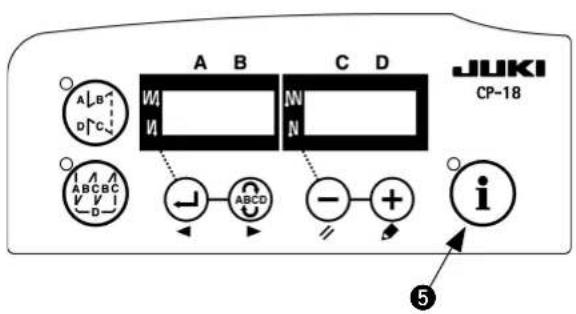
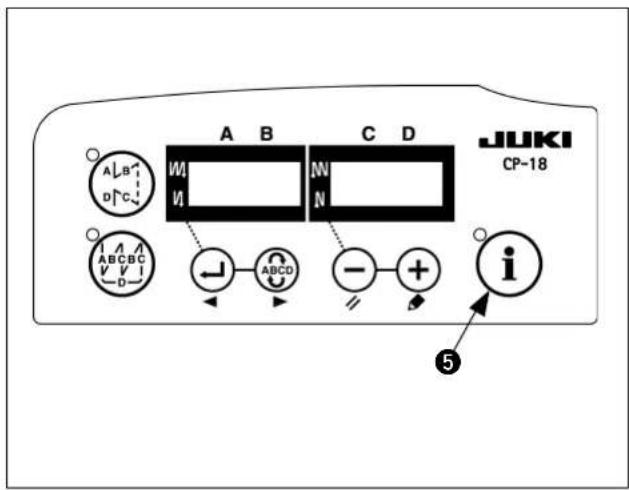
2)按压 ⓘ 开关 ⑤ 的同时打开电源 (ON)。
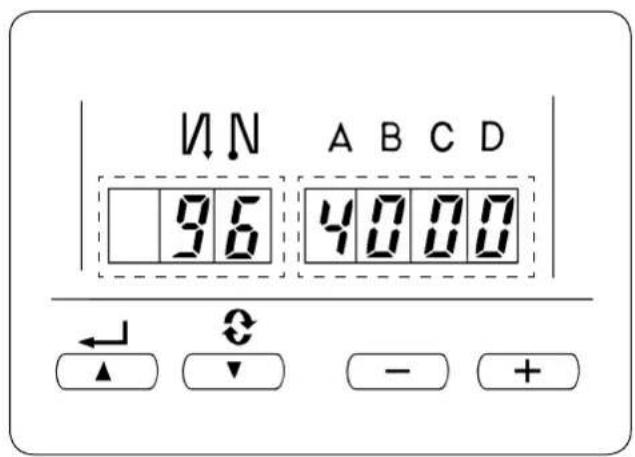
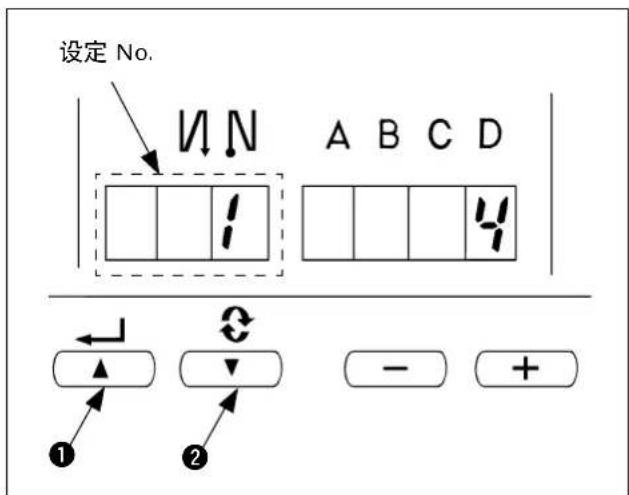
3)画面显示如图所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)

经进行了其他的设定时,会显示出最后设定的号码和内容。
4)按开关①或者按ABCD关②,显示出入(No.95)。
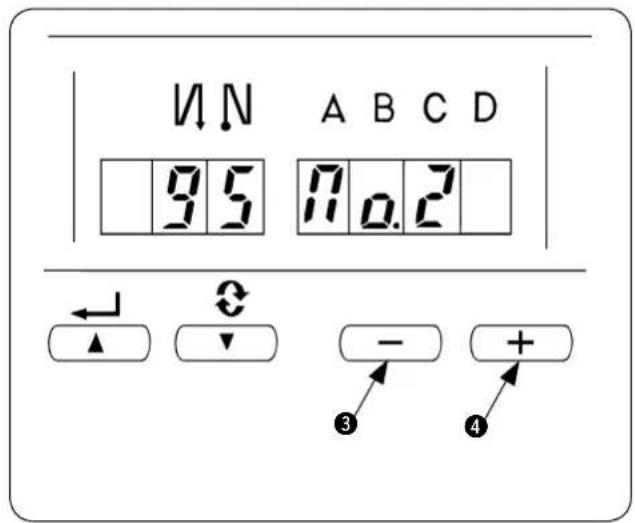
5)按开关 ③(或开关 ④),可以选择机头型号。
MO.1 和 MO.2 仅最高缝制速度的设定范围不同。
· MO1:最高 5,500sti/min
· MO2:最高 8,000sti/min
6) 选择机头类型后, 通过按 开关①(ABCD开关②) , 进入步骤 96 或 94, 自动地变换为机头类型里的设定内容。

关闭 (OFF) 电源。
2. 卷入空线环功能的设定
向功能设定模式的变换
[向服务模式的变换]
1)关闭(OFF)电源。
2)一边按 i 开关 5 一边接通 (ON) 电源。
3)画面被显示出来。请持续约3秒钟按 ⓘ 开关 ⑤。
4) 第 2 次的蜂鸣音响了之后,向服务模式的变换结束。
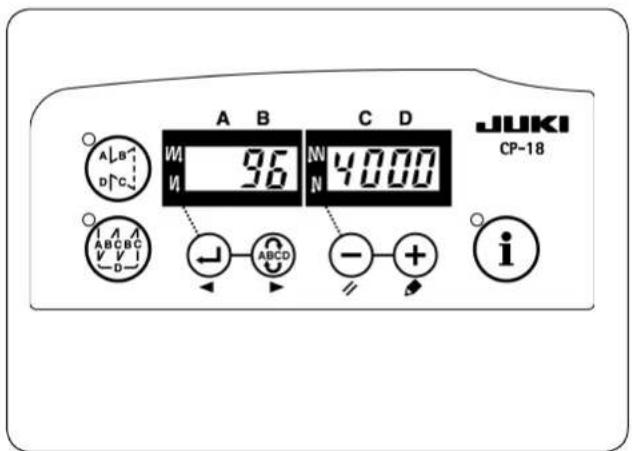
画面显示如图所示。
(与用户模式相同。)
![JUKI PS700 - [向服务模式的变换] - 2](/content/2026/04/592321/images/60e951669f0bd78a09066fbe75b2703a591ac307dc61ada959ccff4b99d32f20.jpg)
经进行了其他的设定时,会显示出最后设定的号码和内容。
5)呼叫卷入空线环功能。
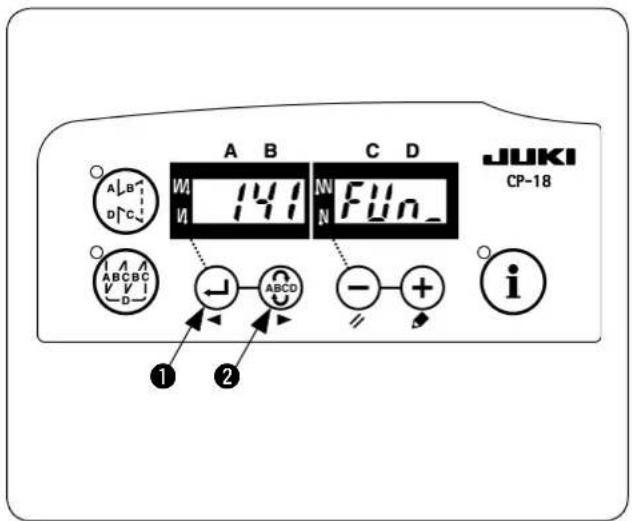
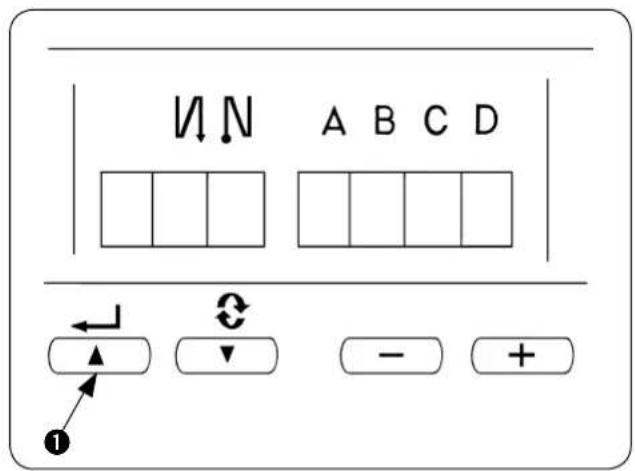
按 ⏻ 开关 ① 或 ⚫ 开关 ②,显示出图(No.141)。
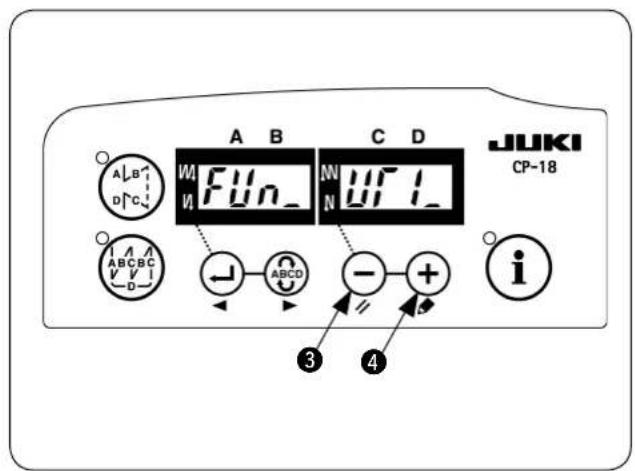
6) 按开关 ③或开关 ④,呼叫出附属装置1。
(FUn_UT1_的显示)
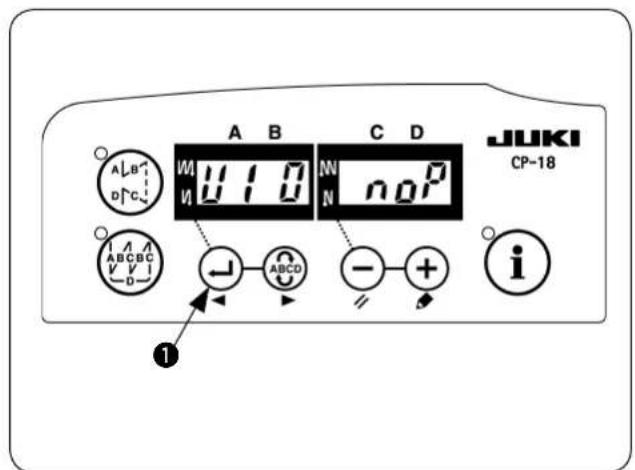
7) 按 ⏻ 开关①。
(本图是按了 ⏻开关 ①之后的显示。)
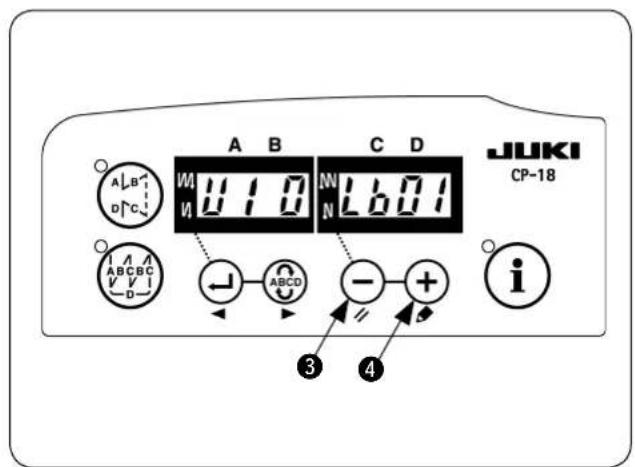
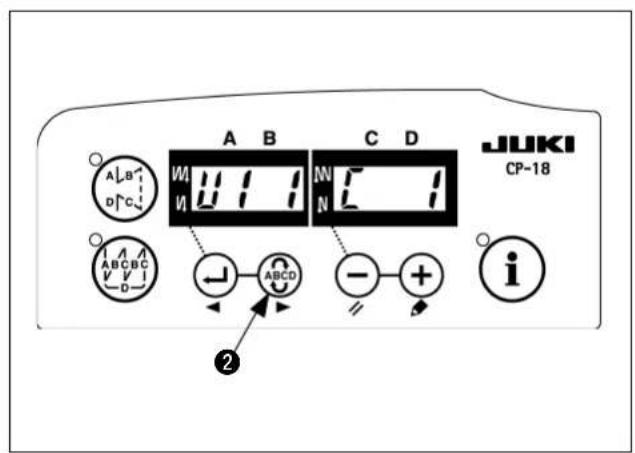
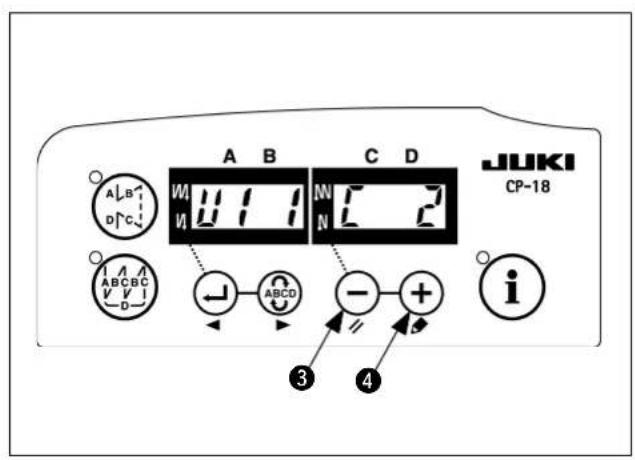
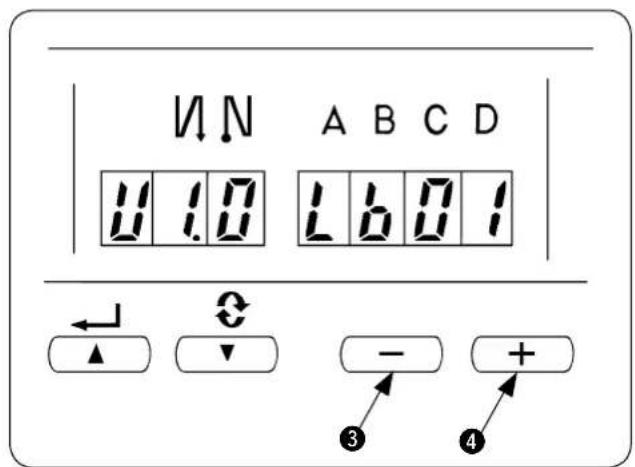
8) 显示着「U10」的状态下,按 ① 开关 ③ 或 ④ 开关 ④,呼叫出 LB 功能。
(U1 0 Lb01 的显示)
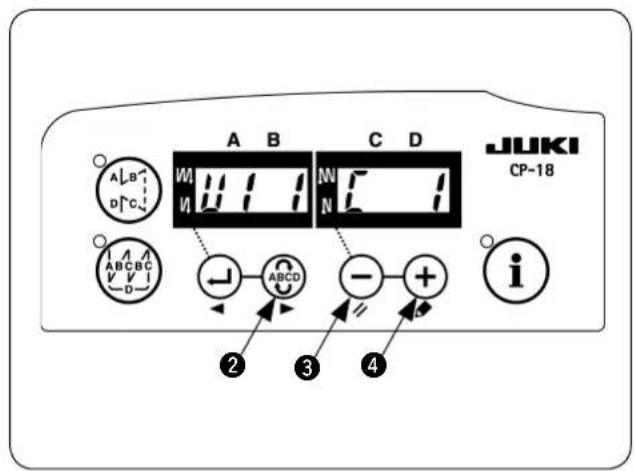
9) 按开关②,呼叫出「U1 1」。可以设定缝制开始的松线动作针数。按开关③或④开关④,则可以变更设定。如果不需要变更时,即可进入顺序10)。
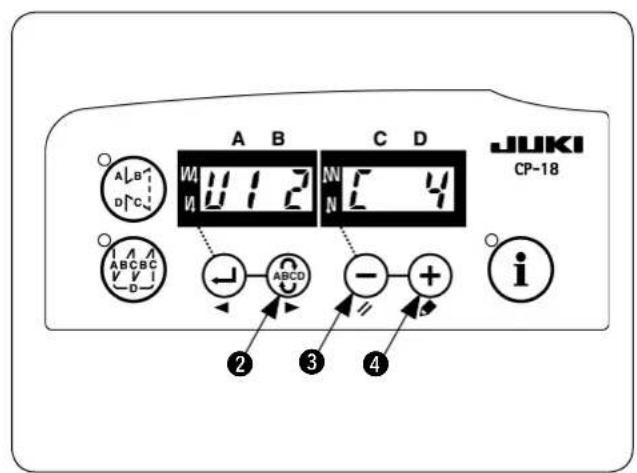
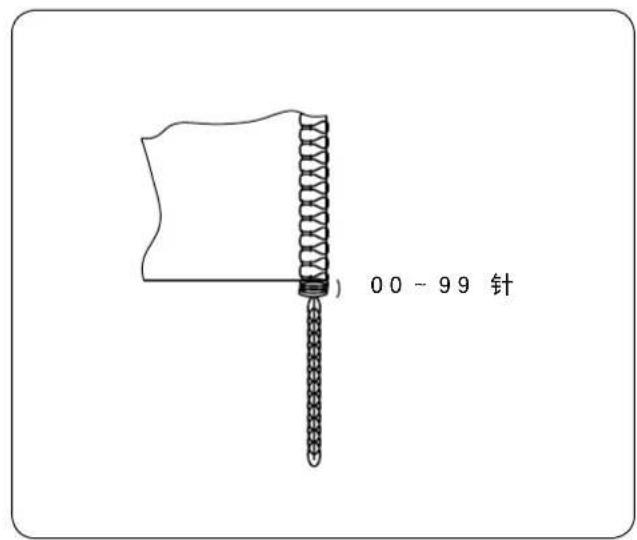
10)按开关 ②,呼叫出「U12」。可以设定从缝制结束布边传感器开始检测至松线位置的针数。按开关 ③或开关 ④,则可以变更设定。如果不需要变更时,即可进入顺序11)。
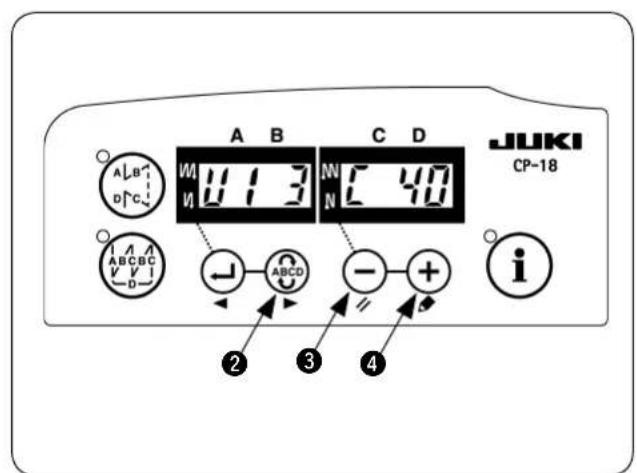
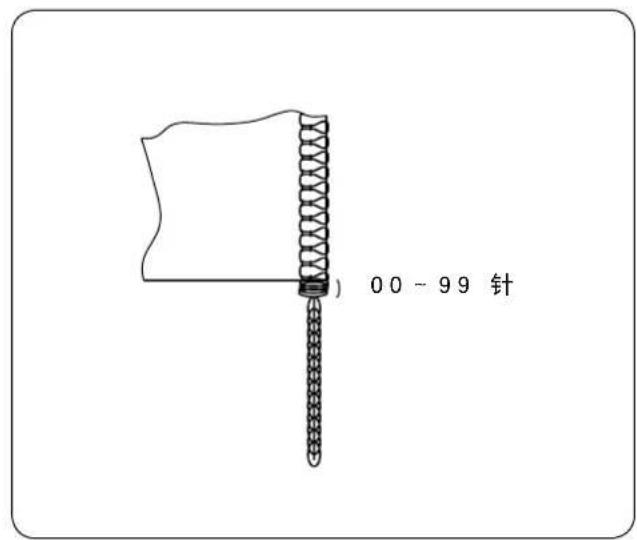
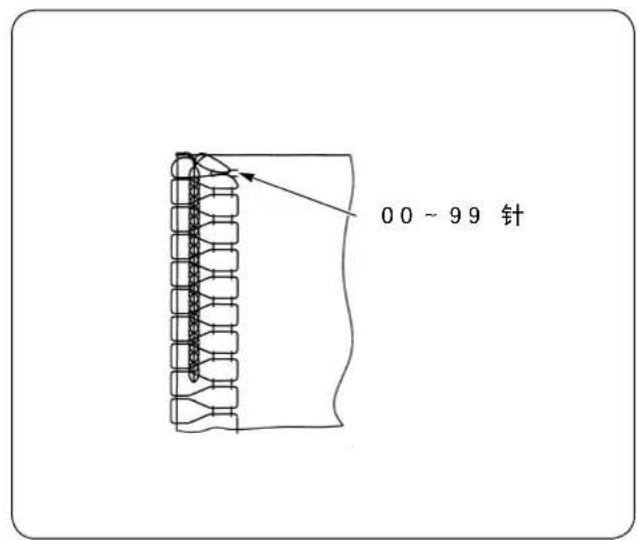
11)按开关②,呼叫出「U1 3」。可以设定空线环的针数。按开关③或开关④,则可以变更设定。如果不需要变更时,即可进入顺序12)。
![JUKI PS700 - [向服务模式的变换] - 10](/content/2026/04/592321/images/5003c186fabca057b22a9ba00f5590e61baa57f32f99e95627b357ea70df7c79.jpg)
12)按 🚫 开关 ②,重新呼叫出「FUn_UT1_」的显示之后,关闭(OFF)电源。确定 LB 功能设定。
「U1 1」~「U1 3」的设定没有变更,也 请不要省略顺序9)~12)的操作。否则, LB功能不能被确定。
3. 自动压脚提升功能的设定
1)关闭(OFF)电源。
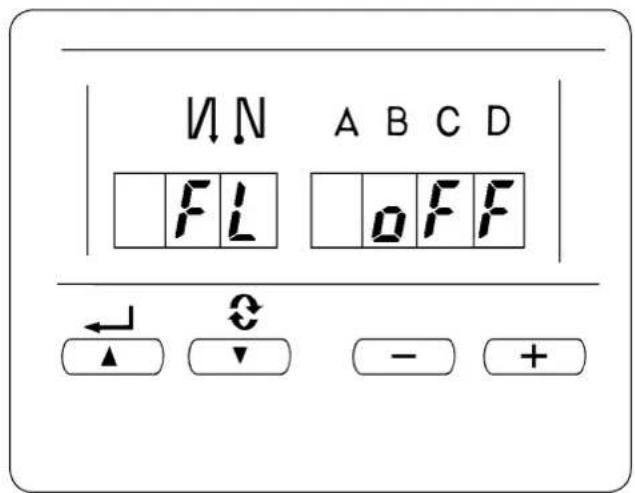
2)一边按-开关③一边接通(ON)电源。
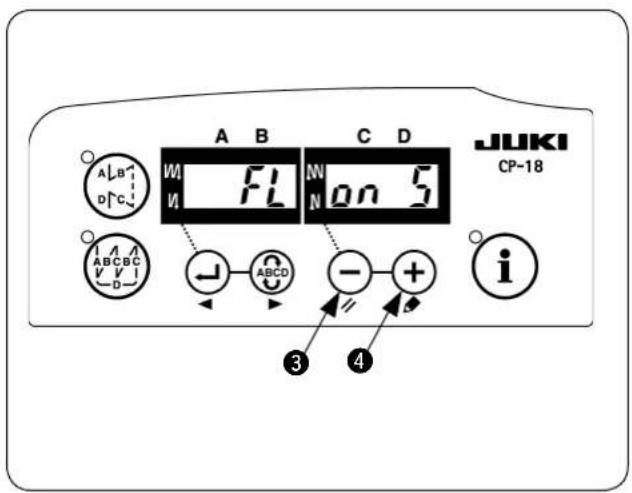
3)「FL on」被显示出来。如果「FL oFF」被显示出来,请重新进行1)、2)的操作。
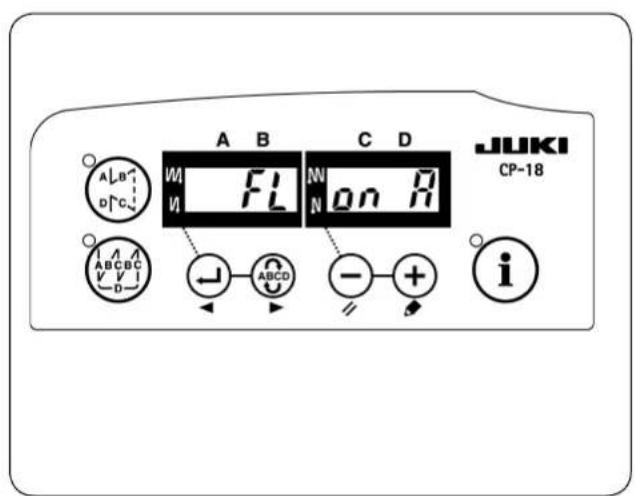
4)按⊕开关④可以变换「FL on S」「FL on A」。请设定为「FL on A」。
5)如果画面显示变为「FL on A」,则自动压脚提升功能成为有效。
请立即关闭 (OFF) 电源。
4. 卷入空线环缝制的各种设定
通过 1 \~ 3 的设定,各种功能被设定为标准的推荐值,但是还可以根据更制条件进行变更。变更在「用户模式」或「通常模式」进行。以下的表中,表示卷入空线环缝制功能具有代表性的设定项目和设定值。
| 设定项目 标准值 设定范围 变更模式 程序 No.备考 | |||||
| 最高缝制速度 [sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | 用户模式 | 96 | |
| 软起动的针数[针] | 4 | 0 ~ 19 | 1 | ||
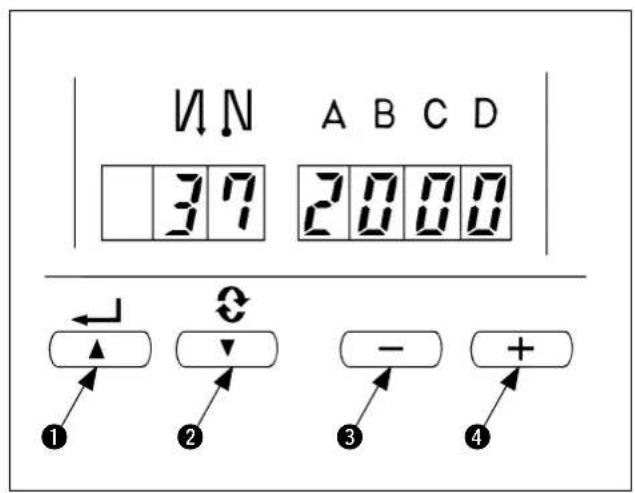
| 软起动的缝制速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 值为No.96 的值 | |
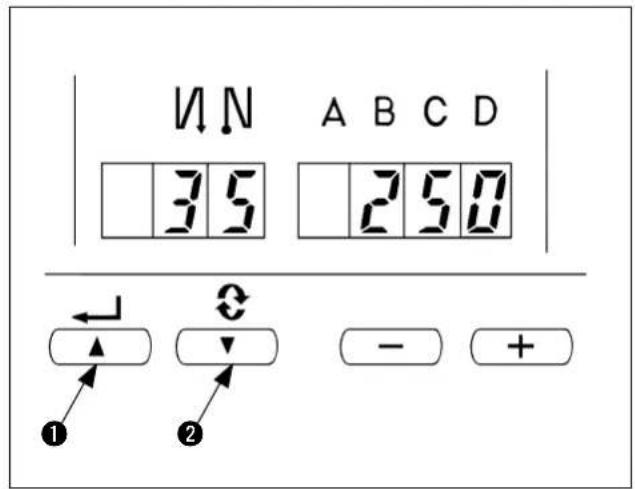
| 缝制结束的空线环缝制速度 [sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 值为No.96 的值 | |
| 开始缝制的松线针数[针] | 1 | 0 ~ 100 | 通常模式 | U1 1 | 参照 P8 |
| 从结束缝制布边传感器检测到松线为止的针数[针] | 4 | 0 ~ 100 | U1 2 | 参照 P8 | |
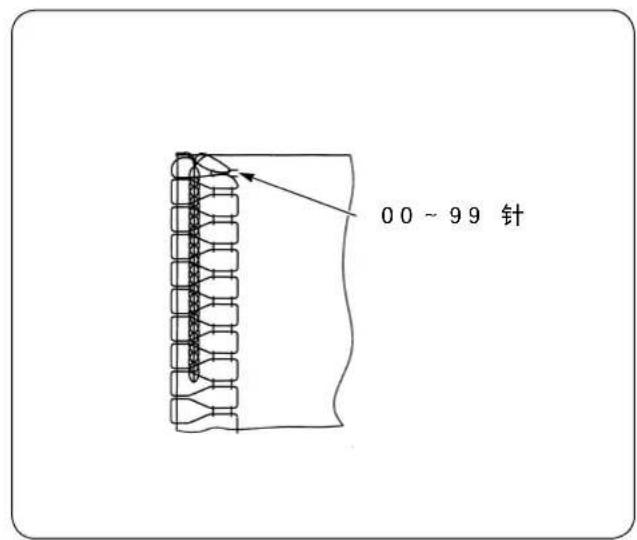
| 空线环缝制的针数[针] | 40 | 0 ~ 100 | U1 3 | 调节空线环的长度。 | |
* 有关其他设定,请参照 SC-921 使用说明书和 SC-921 服务手册。
开始缝松线 1 \~ 2 针之后可以使空线环卷入变得漂亮。
松线针数是缝纫机从起动后开始的针数。

不是实际缝制物上的松线针数。有时不能按照低速起动的缝制速度和针数来进行松线起动,比设定针数多松线。
这是布端离开布端传感器,开始松线的针数。

离开缝制物布端的针数不一样。
5. 各种设定的变更方法
参照“Ⅱ-4.卷入空线环缝制的各种设定”,调查变更项目的变更模式。
各模式的变更方法如下所示。
(1) 用户模式时的变更方法
1)关掉(OFF)电源。
2)按压 ⓘ 开关 ⑤ 的同时打开电源 (ON)。
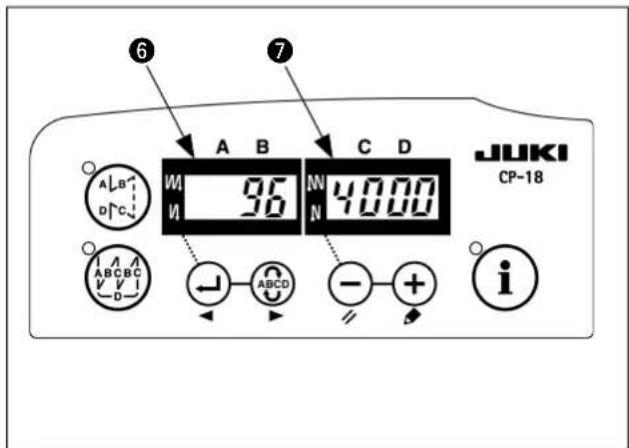
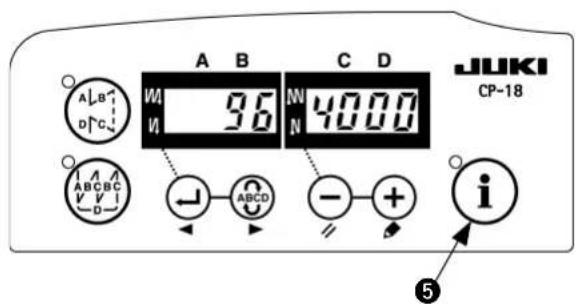
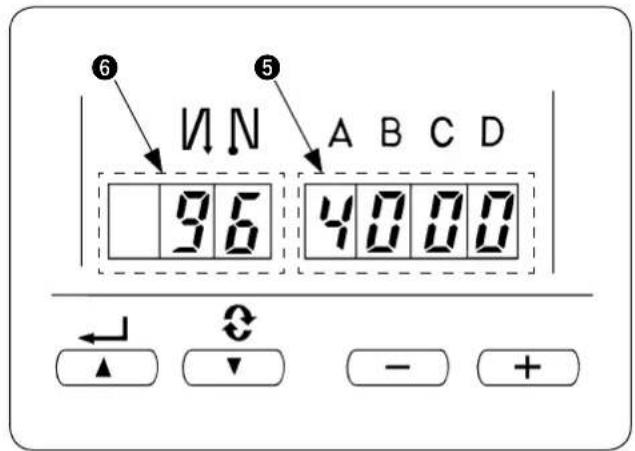
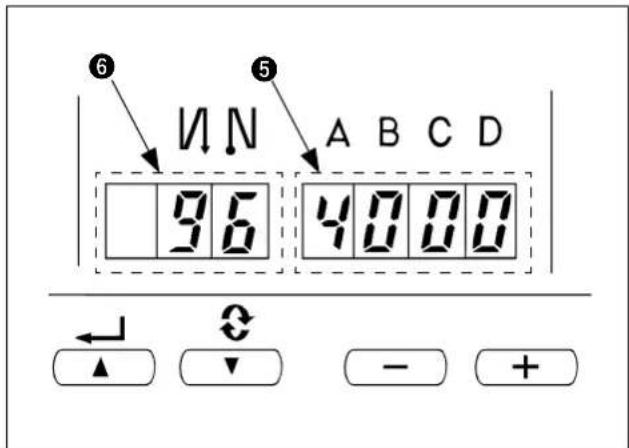
3)画面显示如⑥、⑦所示。(如果画面显示无变化时,请重新进行1)、2)的操作。) 显示为最后设定的号码和内容。
4) 进行设定 No. 的工作时,请先按 ② 开关,然后再设定 No.。
进行返回设定 No. 的工作时,请先按 ⏻ 开关①,然后再设定 No.。
持续地按

开关①(ABCD 开关②)之后,

连续地返回设定 No.(前进)。
进入到下一个(或返回到前一个No.之后,前项(或后项)的内容就被确定,所以内容也变更。(按上、下开关时)请充分注意。
设定
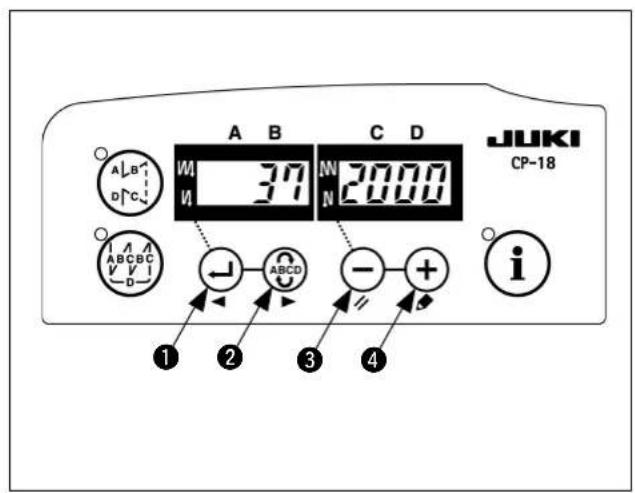
例)软起动缝制速度(No.37)的变更
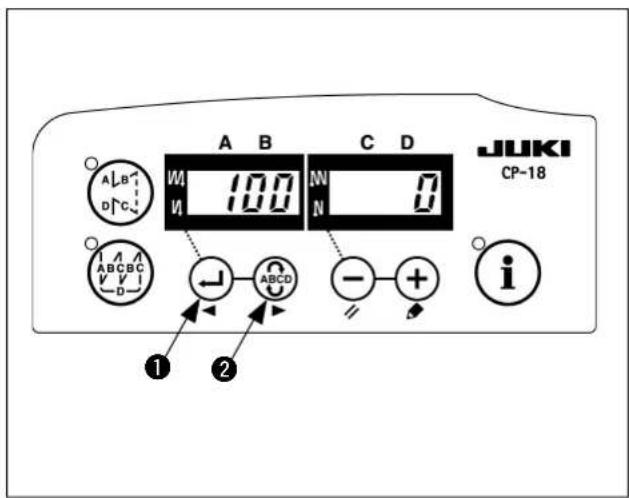
按 ⏻ 开关 ① 或 ⚫ 开关 ②,呼叫出 No.37。 按 ⏱ 开关 ③ 或 ⚪ 开关 ④,变更缝制速度。
5)变更完了之后,请按开关①或②,确定更新后的数值。
- 进行此作业之前,如果电源关掉变更后的数值就不能被记忆。

- 按开关 ① 之后, 画面显示变为前一个设定 No. 的内容。
- 按开关 ② 之后, 画面显示变为后一个设定 No. 的内容。
操作结束后,关闭 (OFF) 电源,再次打开 (ON) 电源之后,返回通常运转。
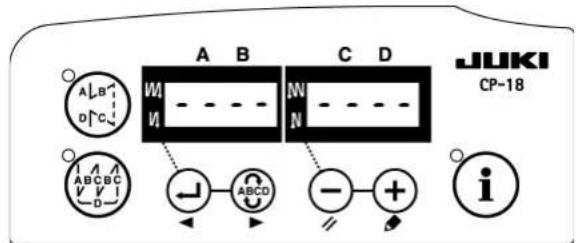
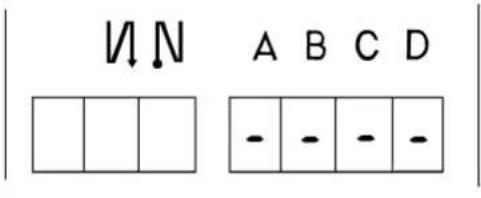
(2) 通常模式时的变更方法
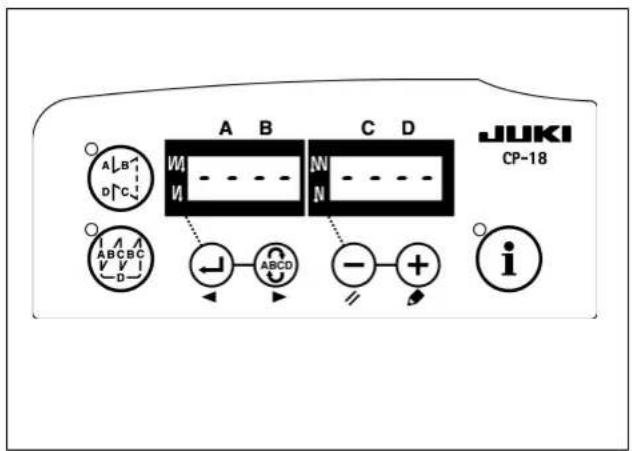
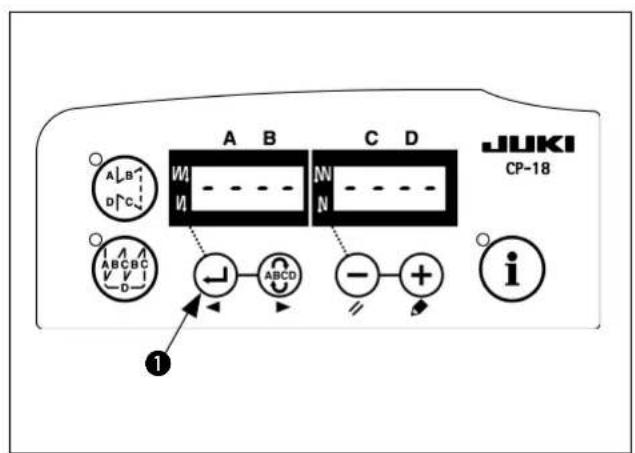
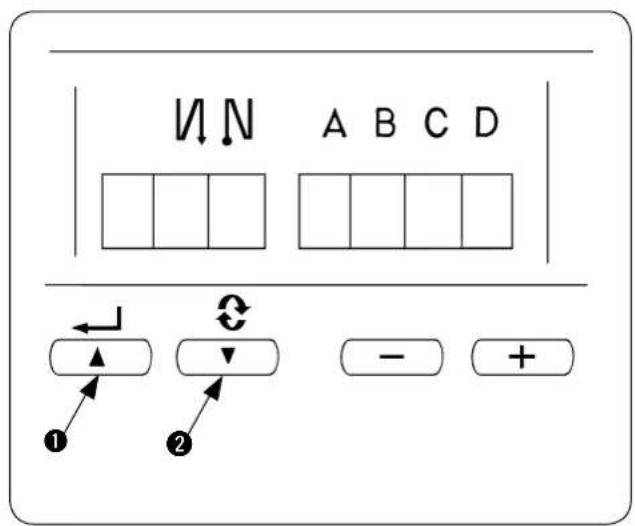
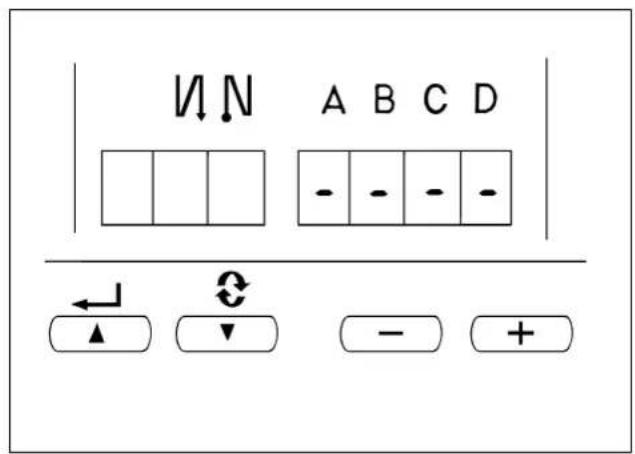
1)关闭(ON)电源。
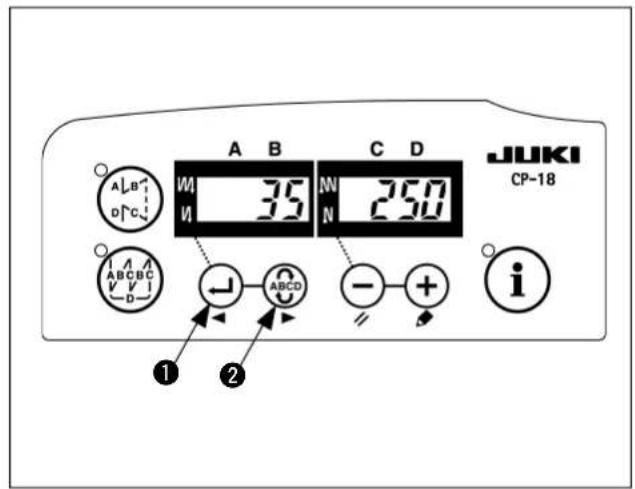
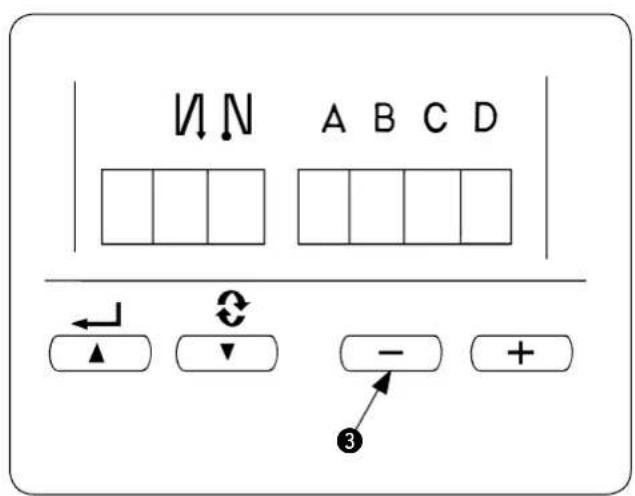
在 A/B/C/D 的显示下,「-」被显示出来。
2)按设定模式的呼叫ABCD开关②。
显示如图所示变换,变换为各工序的针数(C 显示)的显示。
接着按 开关②,则进行 U1 1 → U1 2 → U1 3 的变换。

时,缝纫机不动作。
3)变更设定值
按 - 开关 ③ 或 + 开关 ④,可以在 0 100 之间变更设定值。
4)内容的确定
按 ⏻ 开关①。通过 SW 操作,可以确定变更内容,并返回通常的显示。
中途切断电源后,内容不能被更新。在返回到通常显示时,踏板操作等变为有效。
Ⅲ. 控制器(SC-510)的设定
本使用说明书祗就 LB-6 有关的机能进行说明。
有关其他功能和调整等内容请参照 SC-510 使用说明书。

置出货缝纫机,机种和其它项目均已设定。请不要进行机种设定。
1. 缝纫机机种的设定
- 缝纫机购买后第一次使用时,请先设定机种。
机种的不同的设定内容决定了缝纫机的转动方向、最高缝制速度。

果设定错误就会发生故障,所以请加以注意。
2种设定后,再进行开始缝的松线针数、低速起动针数等各种设定。
- 如果在上述 2. 的各种设定后再设定机种,用 2. 设定的内容全部消失变为设定前的状态。此时必须再次重新进行设定,务请注意。
(1) 选择机头类型
请把机头类型设定为 MO.1 或 MO.2。
MO.1 和 MO.2 仅设定缝制速度不同。请不要设定超过使用缝纫机的最高缝制速度。
| 机头类型 最高缝制速度 设定机种后的缝制速度 | ||
| MO.1 5500 4000 | ||
| MO.2 8000 7000 |
设定机种时,MO.1 设定为 4000sti/min、MO.2 设定为 7000sti/min。有关缝制速度的变更方法,请参照 “Ⅲ-4. 卷入空线环缝制的各种设定” 和 “Ⅲ-5. 各种设定的变更方法”。
(2) 机头类型的选择方法
① 确定变更内容以及设定值下降方向更新开关(SET-)
② 确定变更内容以及设定值上升方向更新开关(SET+)
③ 下降开关 (DOWN)
④ 上升开关 (UP)
请不要进行在以后的说明中没有写明操作以外的开关操作。再次打开电源开关时,请一定等
待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话,有可能机器不能正常动作。如果发生这种情况时,请再次重新打开电源。

转换为功能设定模式的方法
[向用户模式的变换]
1)关掉(OFF)电源。
2)按压开关④的同时打开电源(ON)。
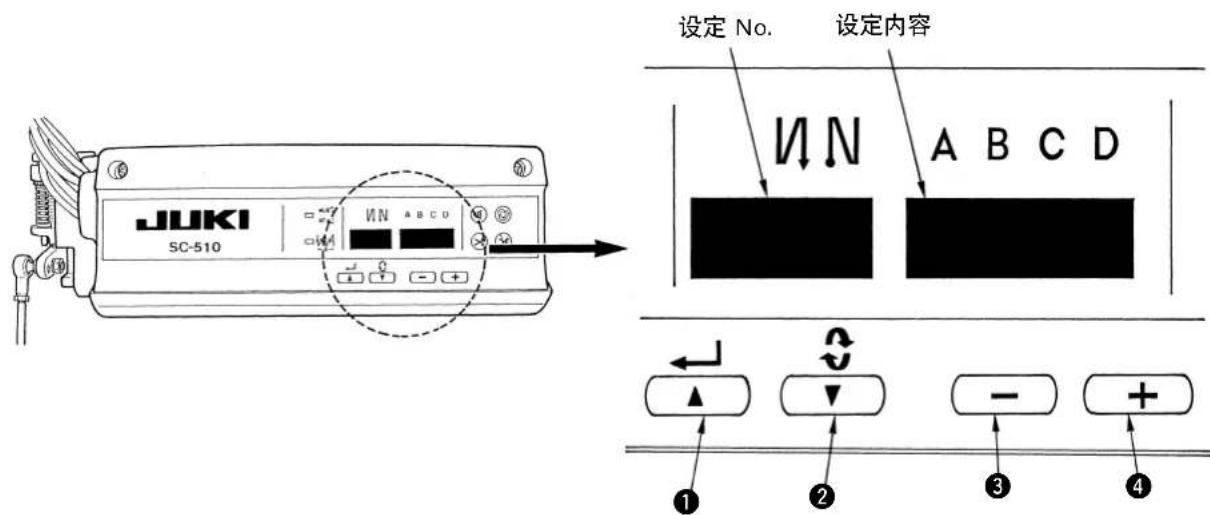
3)画面显示如⑤、⑥所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)
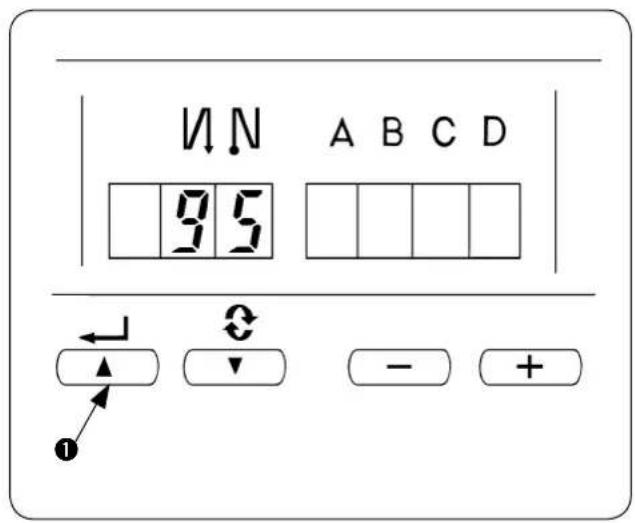
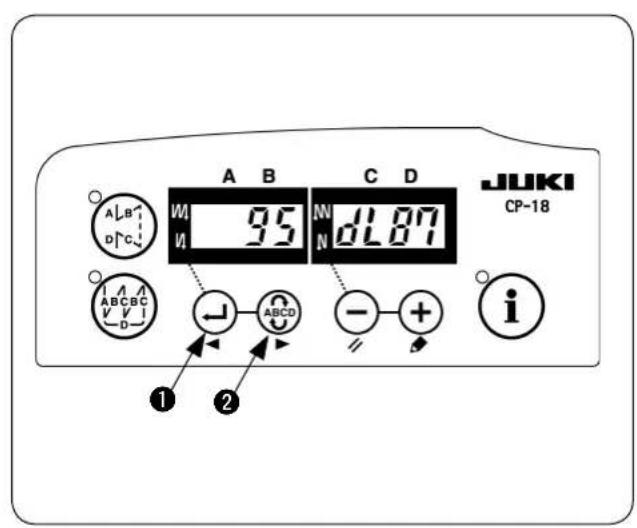
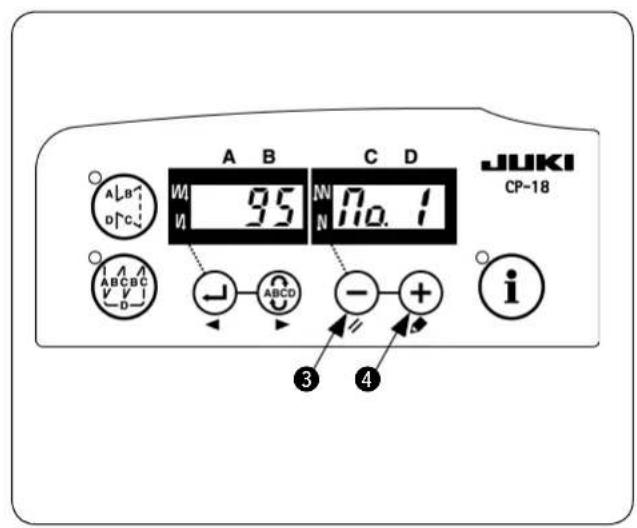
4) 按开关 ①,显示出图 (No.95)。
5) 按开关 ③ 或 ④,选择机头类型 (MO.1 或 MO.2)。
MO.1 和 MO.2 仅最高缝制速度的设定范围不同。
· MO1:最高 5,500sti/min
· MO2:最高 8,000sti/min
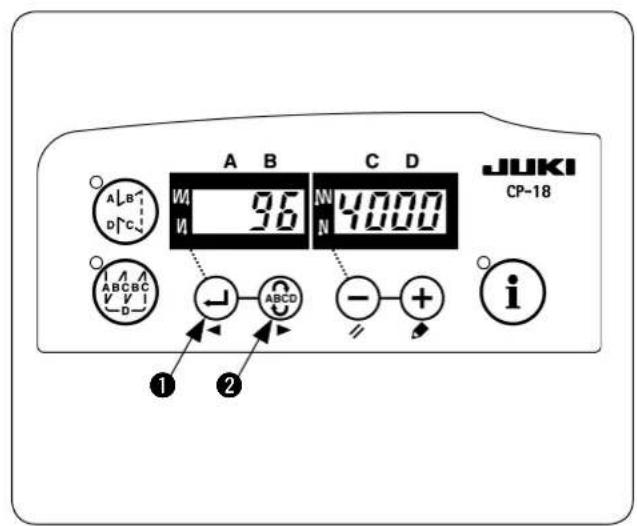
6) 按确定开关 ① 或开关 ② 之后,显示 No.94 或 No.96,机头类型的设定被确定。

机头类型之后,以前的变更内容全部返回到标准设定值。
关闭 (OFF) 电源。

不进行确定操作就关闭(OFF)电源的话,设定将不进行变更。
2. 卷入空线环功能的设定
向功能设定模式的变换
[向服务模式的变换]
1)关闭(OFF)电源。
2)一边按开关④一边接通(ON)电源。
3)画面被显示出来。请持续约3秒钟按开关4。
4) 第 2 次的蜂鸣音响了之后,向服务模式的变换结束。
画面显示如图所示。
(与用户模式相同。)
5)呼叫卷入空线环功能。
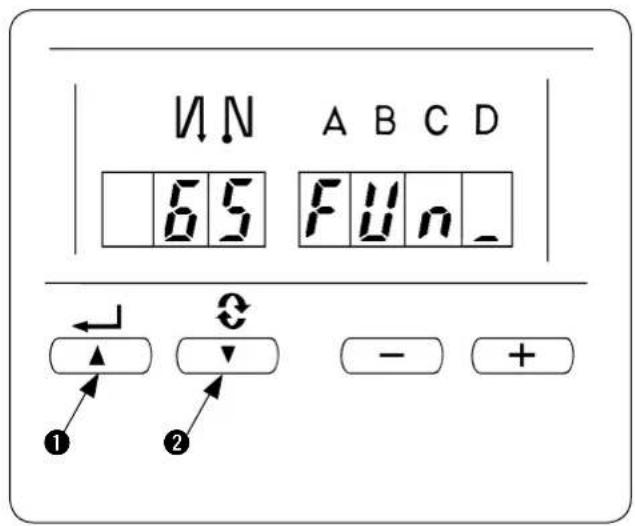
按开关 ① 或开关 ②,显示出图 (No.65)。
![JUKI PS700 - [向服务模式的变换] - 3](/content/2026/04/592321/images/d8e886d9a97e0a30a6742c0d99221e5c31851adb0c445e2aade7d0c99fda5a80.jpg)
6) 按开关 ③ 或开关 ④,呼叫附属装置 1。(FUn UT1_ 的显示)
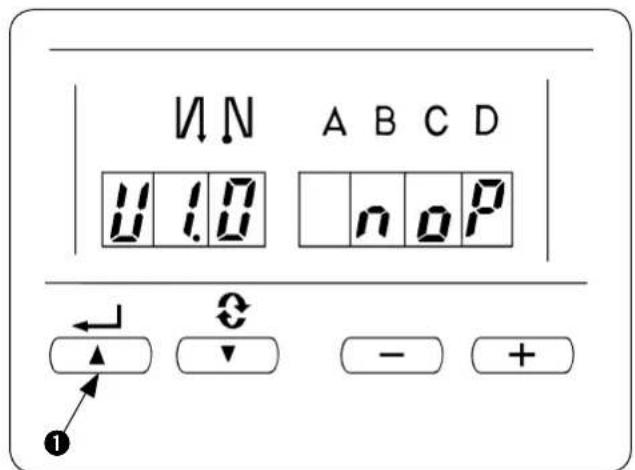
7) 按开关 ①,确定设定。 (本图是按了开关 ① 之后的显示。)
8) 按开关 ③ 或开关 ④,呼叫 LB 功能。 (U1.0 Lb01 的显示)
9) 按开关 ①,确定设定。关闭 (OFF) 电源。
3. 自动压脚提升功能的设定
3)如果画面显示变为「FL on」,则自动压脚提升功能成为有效。
请立即关闭 (OFF) 电源。
* 画面显示出现「FL oFF」时,请再次进行1)~3)的操作。
变为「FL on」的显示。
4. 卷入空线环缝制的各种设定
通过 1 \~ 3 的设定,各种功能被设定为标准的推荐值,但是还可以根据更制条件进行变更。变更在「用户模式」或「通常模式」进行。以下的表中,表示卷入空线环缝制功能具有代表性的设定项目和设定值。
| 设定项目 标准值 设定范围 变更模式 程序 No.备考 | |||||
| 最高缝制速度 [sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | 用户模式 | 96 | |
| 软起动的针数[针] | 4 | 0 ~ 9 | 1 | ||
| 软起动的缝制速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 值为No.96 的值 | |
| 缝制结束的空线环缝制速度 [sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 值为No.96 的值 | |
| 开始缝制的松线针数[针] | 1 | 0 ~ 999 | 通常模式 | U1.1 | 参照 P8 |
| 从结束缝制布边传感器检测到松线为止的针数[针] | 4 | 0 ~ 999 | U1.2 | 参照 P8 | |
| 空线环缝制的针数[针] | 40 | 0 ~ 999 | U1.3 | 调节空线环的长度。 | |
* 有关其他设定,请参照 SC-510 使用说明书和 SC-510 服务手册。
开始缝松线 1 \~ 2 针之后可以使空线环卷入变得漂亮。
松线针数是缝纫机从起动后开始的针数。

不是实际缝制物上的松线针数。有时不能按照低速起动的缝制速度和针数来进行松线起动,比设定针数多松线。
这是布端离开布端传感器,开始松线的针数。

离开缝制物布端的针数不一样。
5. 各种设定的变更方法
参照“Ⅲ-4.卷入空线环缝制的各种设定”,调查变更项目的变更模式。
各模式的变更方法如下所示。
(1) 用户模式时的变更方法
1)关掉(OFF)电源。
2)按压开关④的同时打开电源(ON)。
3)画面显示如⑤、⑥所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)
4) 进行设定 No. 的工作时,请先按开关 ②,然后再设定 No.。
进行返回设定 No. 的工作时,请先按开关①,然后再设定 No.。
持续地按开关 ①(开关 ②)之后,连续地返回设定 No.(前进)。
进入到下一个(或返回到前一个)设定 No. 之后,前项(或后项)的内容就被确定,所以内容也变更。(按上、下开关时)请充分注意。
例)按软起动转速 (No.37) 的变更开关①或②,呼叫 No.37。
按开关 ③ 或 ④,变更转速。
5)变更完了之后,请按开关 ① 或 ② 确定变更后的数值。
- 进行此作业之前,如果电源关掉变更后的数值就不能被记忆。

-
按开关 ① 之后,画面显示变为前一个设定 No. 的内容。
-
按开关 ② 之后,画面显示变为后一个设定 No. 的内容。
操作结束后,关闭 (OFF) 电源,再次打开 (ON) 电源之后,返回通常运转。
(2) 通常模式时的变更方法
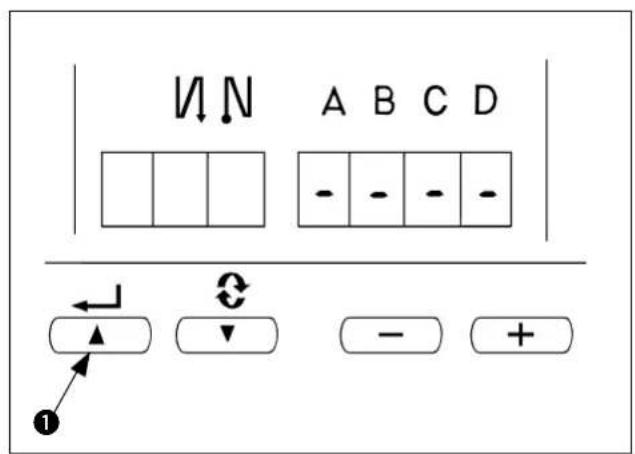
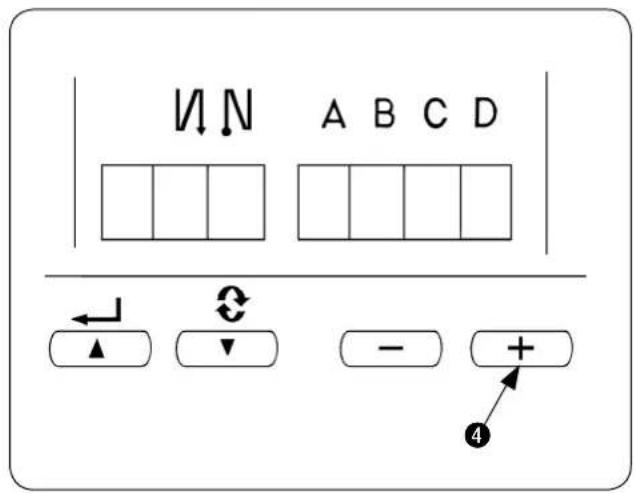
1)关闭(ON)电源。
在 A/B/C/D 的显示下,「-」被显示出来。
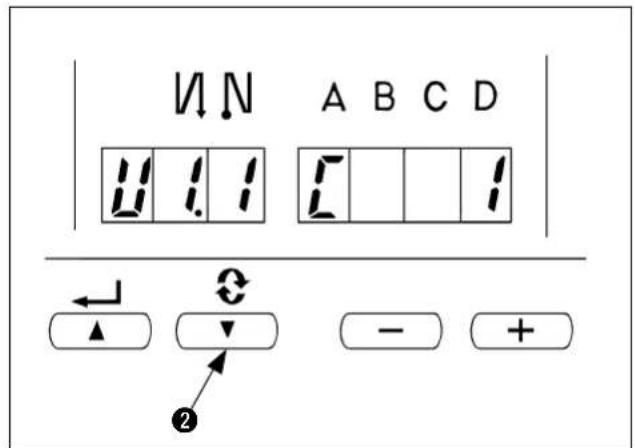
2)按设定模式的呼叫开关②。
显示如图所示变换,变换为各工序的针数(C 显示)的显示。
接着按开关 ②,则进行 U1.1 → U1.2 → U1.3 的变换。

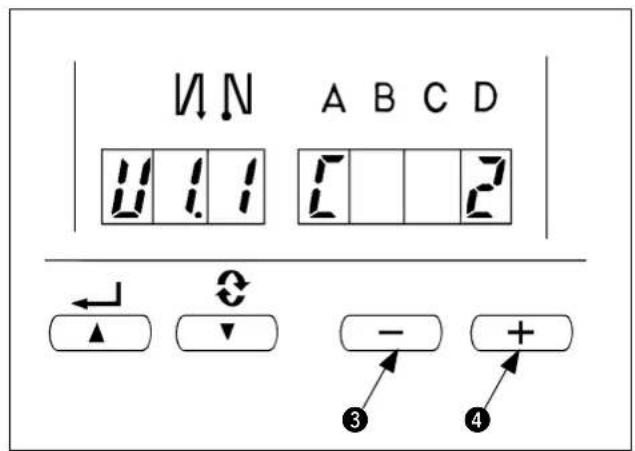
3)变更设定值
按开关 ③ 或 ④,可以在 0 \~ 999 之间变更设定值。
4) 内容的确定
按开关 ①。通过 SW 操作,可以确定变更内容,并返回通常的显示。
中途切断电源后,内容不能被更新。在返回到通常显示时,踏板操作等变为有效。
IV. 空气机器的安装
组装空气机器时,在接头等螺丝部卷上密封带可以有效地防止漏气。
1. 空气调节器的安装

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
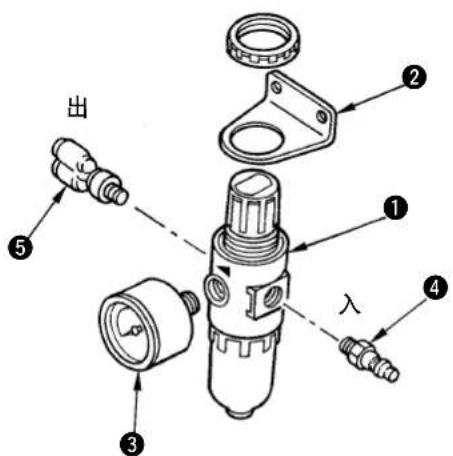
1)把安装座②、标准附件③、接头④⑤安装到空气调节器①上。
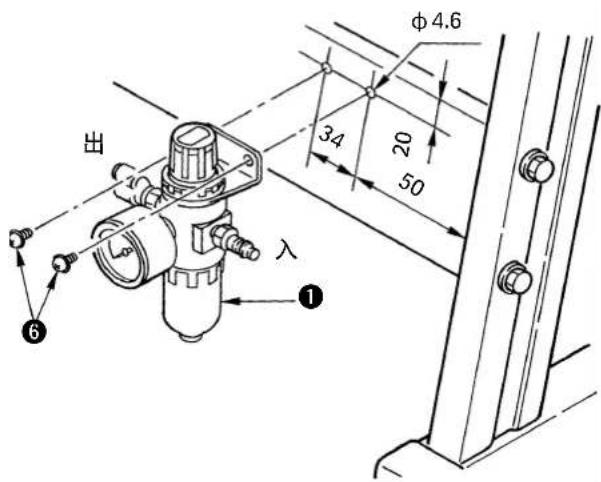
2)在腿的横支柱上钻2个 4.6 的孔,用带缘螺丝⑥安装空气调节器①。
2. 电磁阀的安装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
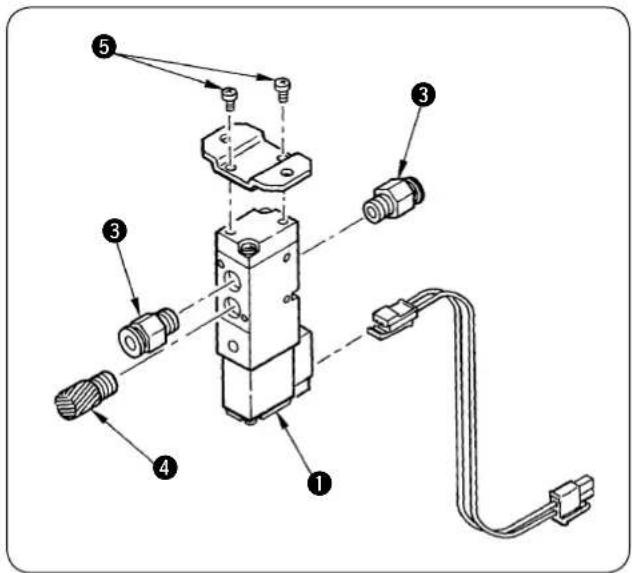
1)把安装座②用螺丝⑤安装到电磁阀①上。
2)φ6安装接头③,消音器④。
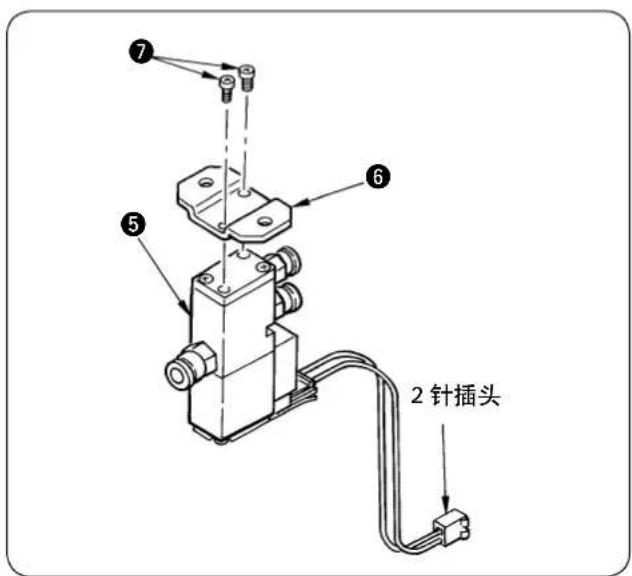
(2) 松线电磁阀
用螺丝 ⑦ 把安装座 ⑥ 安装到电磁阀 ⑤ 上。
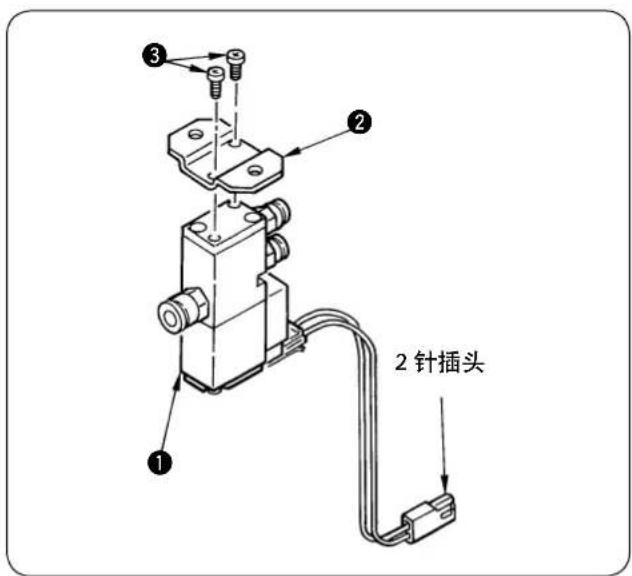
(3) 中爪驱动电磁阀
用螺丝 ③ 把安装座 ② 安装到电磁阀 ① 上。
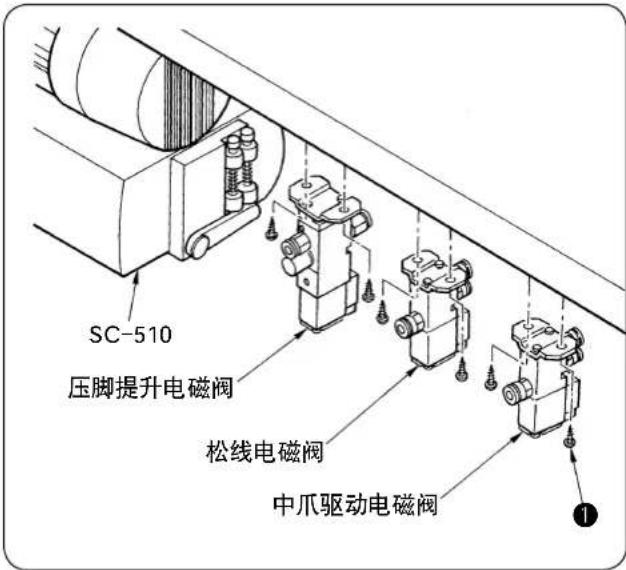
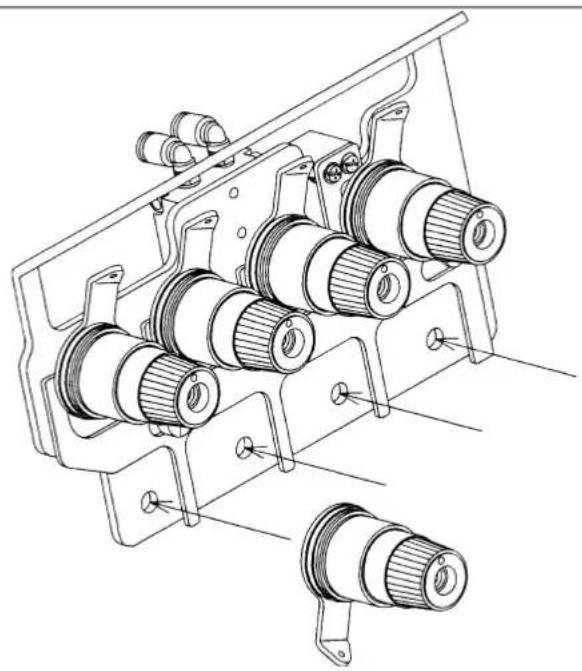
(4) 各种电磁阀往机台上的的安装
用木螺丝①把电磁阀固定到机台背面面的马达旁边。
V. 缝纫机的组装
1. 线张力总成(松线装置)的组装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
请先把安装在缝纫机上的线张力器卸下来,然后再把线张力总成安装到上护罩上。
2. 压脚提升装置的组装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
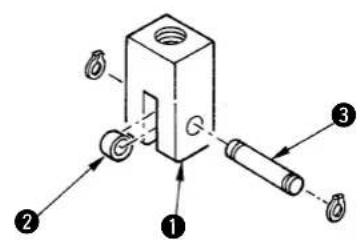
1)把方块②、销钉③安装到缸筒连接部①,并用2个C环固定销钉③。
2)把缸筒连接部①拧进缸筒杆的前端。
3)缸筒连接部①的位置,在把缸筒安装到缝纫机机头部后再进行调节,因此在适当的位置即可。锁定螺母④这时也不固定。
4)组装压脚提升缸筒接头⑤。
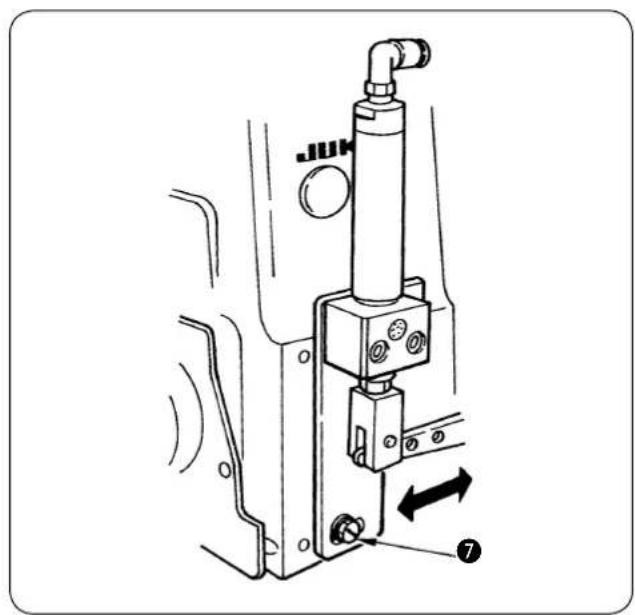
(2) 往缝纫机机头部的组装
1)用螺丝⑦把压脚提升缸筒安装座⑥固定到长孔的中心。
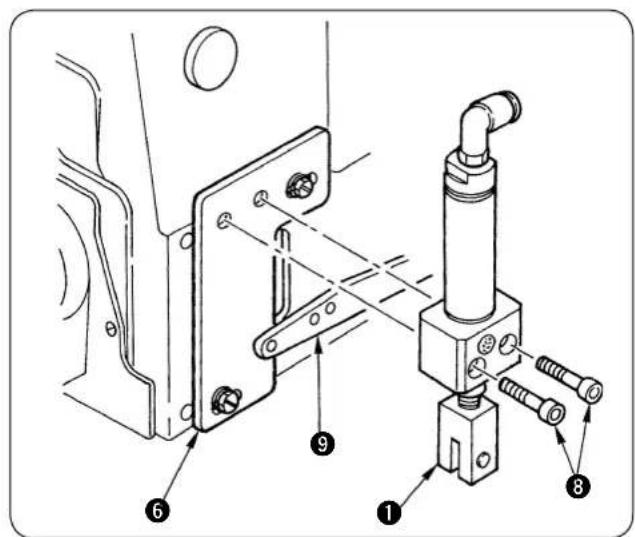
2)用螺丝用⑧把缸筒安装到缸筒安装座⑥上。此时,把压脚提升拨杆⑨插入缸筒连接部①的双叉部。
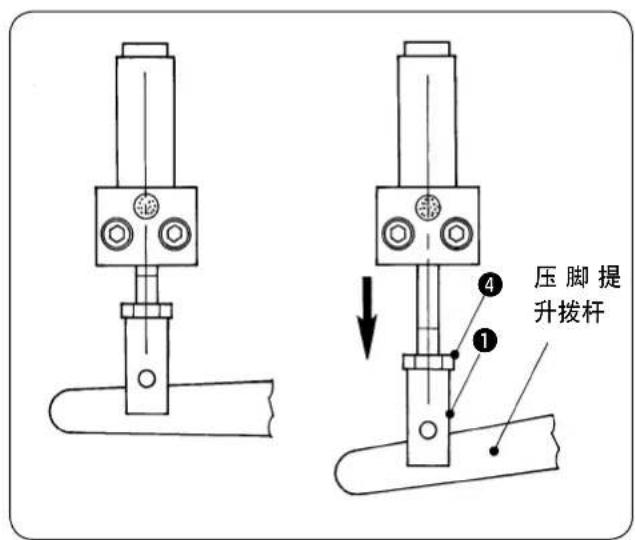
(3) 压脚提升装置的调节
1)调节缸筒连接部①的位置。 空气汽缸缩进时压脚提升拨杆应在下方向有游动,空气汽缸伸长时压脚提升量应确保。
2)位置决定之后,用锁定螺母④固定汽缸连接部①。
3)汽缸连接部①的位置不能调节时,请拧松螺丝⑦在长孔范围移动压脚提升气缸安装座⑥进行调节。
VI. 安装设定
1. 缝纫机机头部的设置
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
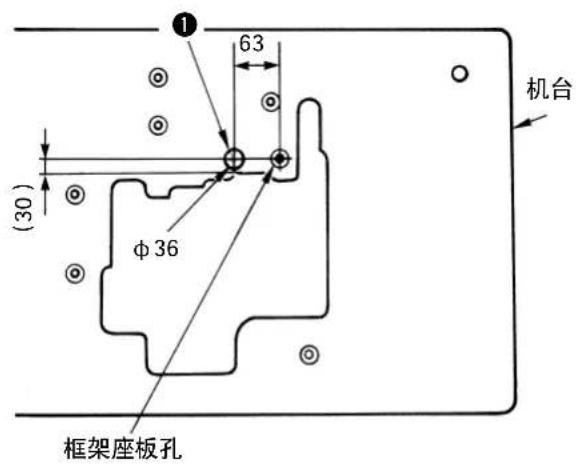
(1) 机台的追加加工
使用 JUKI 货号 11959707 以外的机台时,请钻卷绕电缆线的孔①。
(2) 在框架座板上面设置缝纫机机头部, 挂皮带。
请参照 SC-921(或 SC-510)使用说明书,调整皮带的张力。
(运转缝纫机如果皮带的摆动过大时,请重新调整皮带张力。)
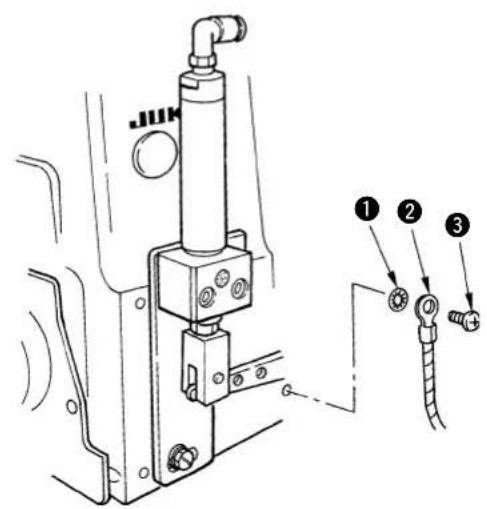
缝纫机背面标有地线记号 ☐。请在其螺丝孔上按轧花垫片 ①,地线 ②,固定螺丝 ③ 的顺序安装。
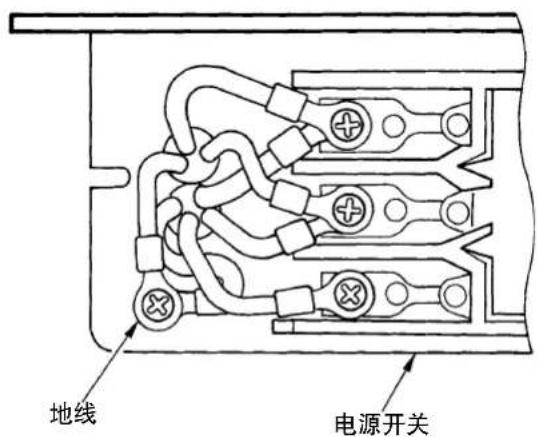
2)电源开关箱侧
把缝纫机上安装的底线对面的端子连接到电源开关箱的地线上。
地线电缆线从和缝纫机的皮带不接触的地方穿过。

源插座拔下的状态进行作业。
打开电源开关的盖子,把地线连接到二次侧的地线上。
2. 信号灯的调整
(1) 用内装式同步器的调整方法

止位置以外时,请在关闭电源的状态进行作业。
[上停位置]
1)用手转动手轮,让针杆呈下死点的状态。
2)把手离开缝纫机,在缝纫机起动也安全的状态打开电源。缝纫机大约转半圈停止。此位置是缝纫机的上停止位置。
3)请把上停止位置调整到上弯针的最左点。
[下停止位置]
导向布和可动部对齐的状态是下停止位置的标准位置。除确认停止位置之外,请在关闭电源后的状态进行作业。
[调整方法]
1) 卸下手动飞轮。
2)拧松固定螺丝①或②,向右方向转动可动部之后,停止位置提前。
调整后,请牢固钉拧紧螺丝。(固定螺丝 ①:上停止位置用,固定螺丝 ②:下停止位置用)
3)调整结束之后,请安装好手动飞轮和皮带护罩。
![JUKI PS700 - [调整方法] - 1](/content/2026/04/592321/images/aee692ee1b557c6c34cb3d1fff5b8a4518519c6f8fce438256336c3ebc39061e.jpg)
(2) 皮带护罩的安装
钻皮带护罩的电缆线孔。
请用尖嘴钳等剪开此部分。
(有毛刺时,请除去毛刺。)
拉出这里的传感器电缆线。
· 组装皮带护罩时,请在设置到机台的状态挂上皮带之后再进行组装。
3. 空气配管
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
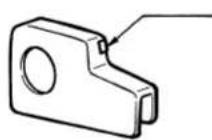
(1) 空气配管图
请按照下面的配管图进行配管。
(2) 空气管、电缆线束
请用扎线带和套管把空气管、电缆线捆扎套好,以免与 V 形皮带、马达、压脚提升杆等活动零件相碰。
(3) 空气源的连接
1)把空气调节器的调节旋钮,在拧松的状态下连接到空气源上。

力设定过高会损伤气缸筒等。
2)空气调节器的调整
请设定为 0.5Mpa。
拧紧空气调节器的调节旋钮进行调整。
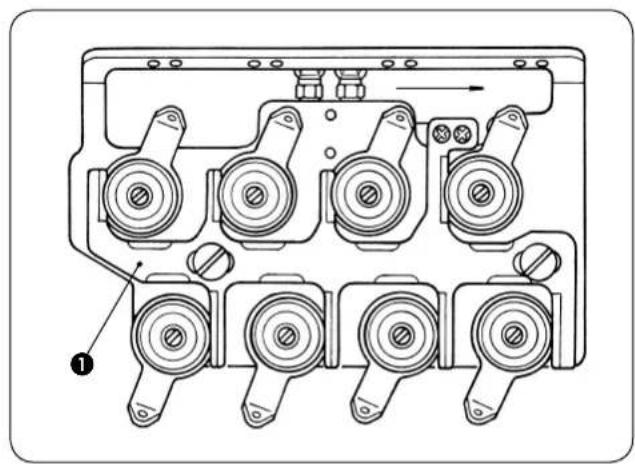
① 在关闭电源的状态下进行确认。
② 请确认松线板 ① 是否进入上层的线张力器。
与说明相反时,请把空气源拔下,变换空气管的连接。
4. 往 C-921 连接连接器
注意
为了防止意外的起动发生人身事故,请关掉电源 5 分钟以后再进行操作。
因为误动作或规格不同会造成机器的损坏,所以请一定把对应的所有插头插入规定的位置。
为了防止误动作造成的人身事故,请一定使用带锁定的连接器,并将其锁定。
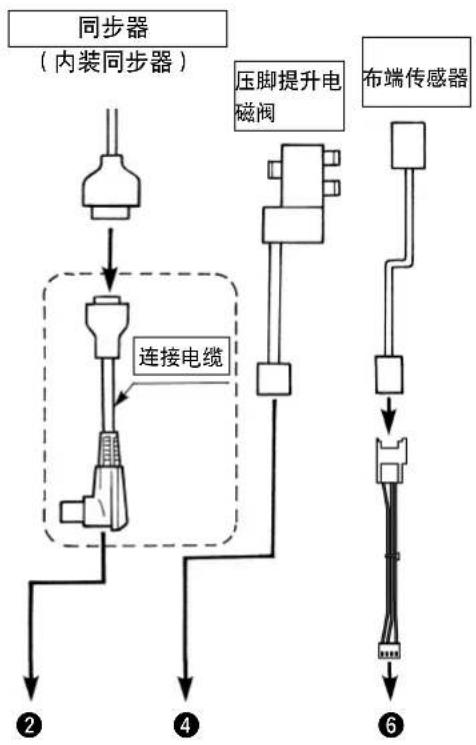
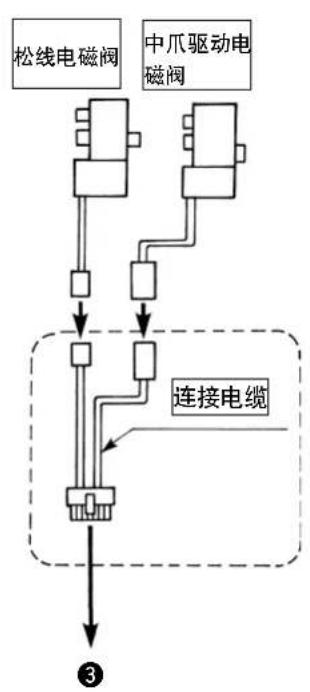
使用 3 中连接电缆(连接器变换电缆)。
flowchart
graph TD
A["同步器 (内装同步器)"] --> B["连接电缆"]
B --> C["压脚提升电磁阀"]
C --> D["布端传感器"]
D --> E["6"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
flowchart
graph TD
A["松线电磁阀"] --> B["连接电缆"]
C["中爪驱动电磁阀"] --> B
B --> D["接地符号"]
style B fill:#f9f,stroke:#333
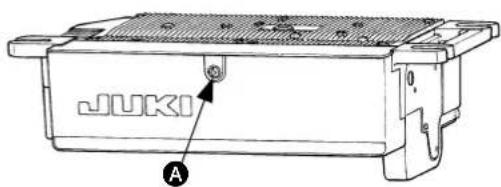
拧松 SC-921 的下护罩固定螺丝 A,打开护罩之后,就可以看到装备的下列连接器。请把机头连接器连接到有关位置。
① CN30 连接马达信号连接器
⑥ CN54 连接布边传感器
② CN33 连接信号灯
⑦ CN39 使用立式缝纫机踏板 (PK-70 等) 时连接
③ CN36 连接中爪和松线电磁阀
④ CN37 连接压脚提升电磁阀
5. 往 C-510 连接连接器
注意
为了防止意外的起动发生人身事故,请关掉电源 5 分钟以后再进行操作。
因为误动作或规格不同会造成机器的损坏,所以请一定把对应的所有插头插入规定的位置。
为了防止误动作造成的人身事故,请一定使用带锁定的连接器,并将其锁定。
使用 2 中连接电缆(连接器变换电缆)。
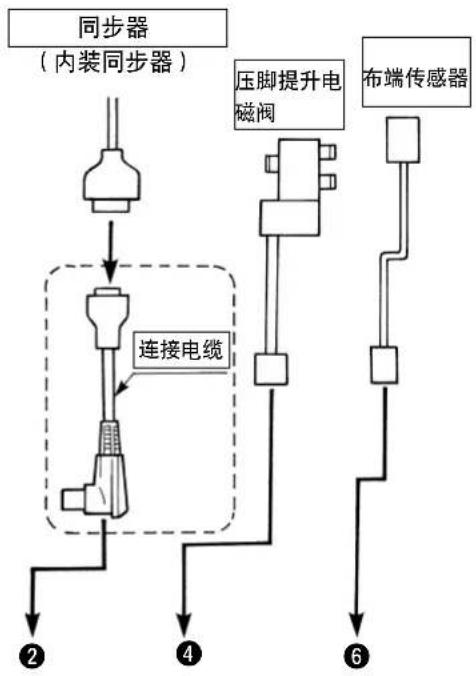
flowchart
graph TD
A["同步器\n(内装同步器)"] --> B["连接电缆"]
B --> C["压脚提升电磁阀"]
C --> D["布端传感器"]
D --> E["⑥"]
E --> F["②"]
E --> G["④"]
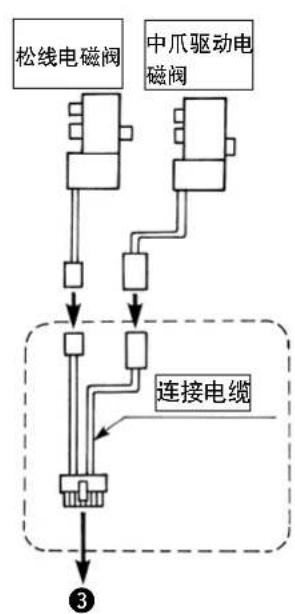
flowchart
graph TD
A["松线电磁阀"] --> B["连接电缆"]
C["中爪驱动电磁阀"] --> B
B --> D["③"]
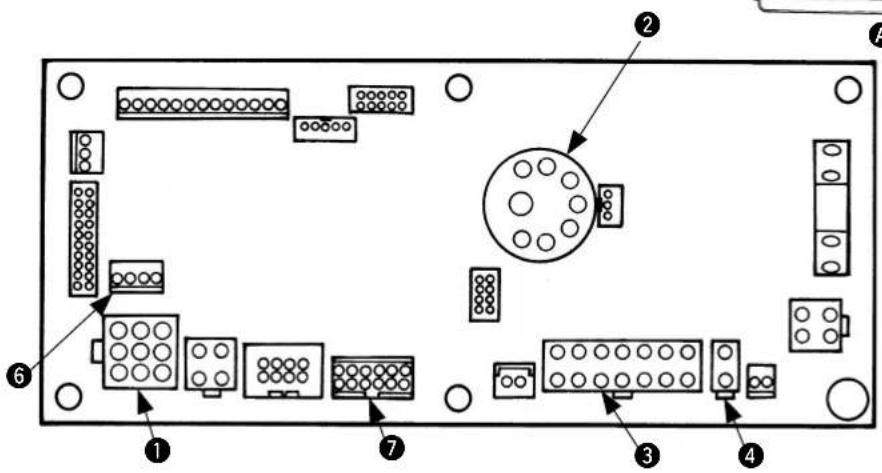
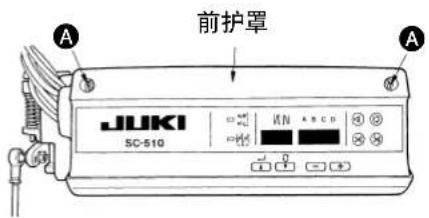
拧松 SC-510 的前护罩固定螺丝 A,打开护罩之后,就可以看到装备的下列连接器。请把机头连接器连接到有关位置。
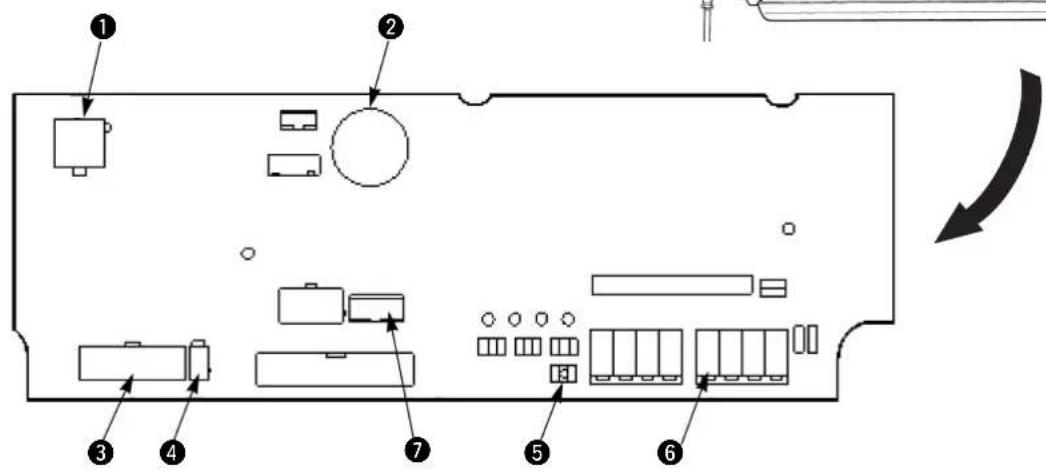
⑤ W4 布边传感器输出入电源变换跨接销
② CN33 连接信号灯
(换到 +12V。请参照下页。)
③ CN36 连接中爪和松线电磁阀
6 CN51 连接布边传感器
④ CN37 连接压脚提升电磁阀
⑦ CN39 使用立式缝纫机踏板 (PK-70 等) 时连接
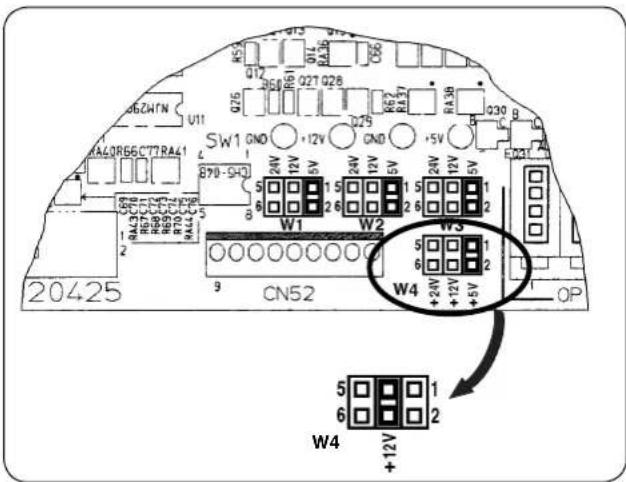
把布边传感器用跨接销从 +5V 换接到 +12V。(工厂出货时设定为 +5V。)

本设定的话,布端传感器不能正常工作。请一定进行设定。
6. 布端传感器的安装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
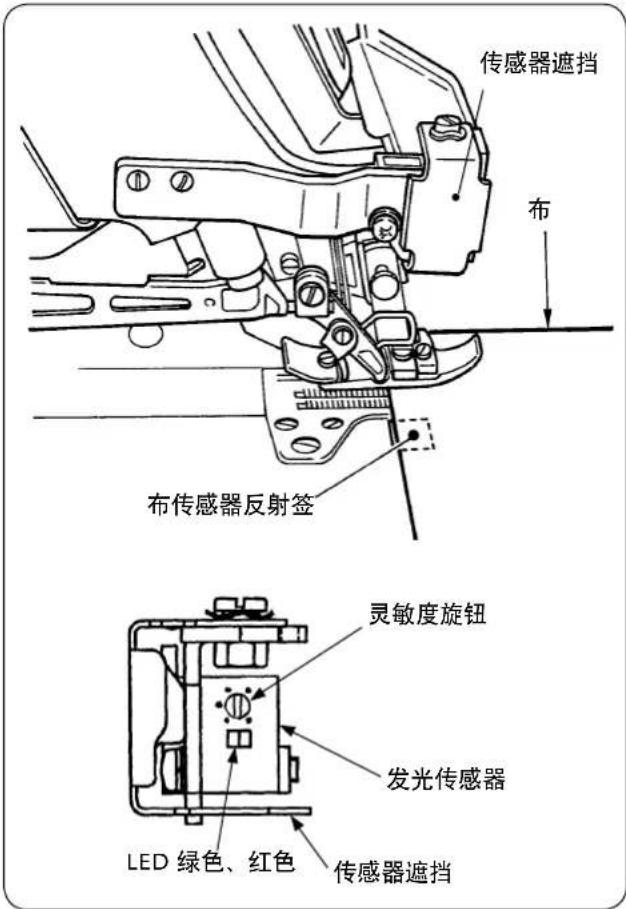
(1) 零件的安装
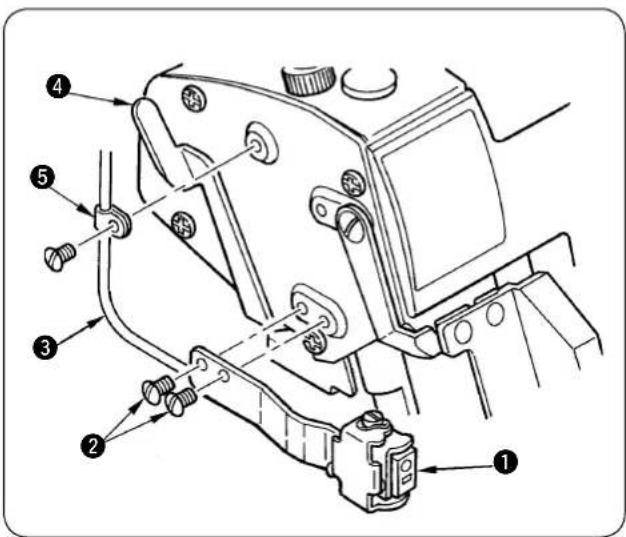
1)请用螺丝②把发光传感器①安装成与布台平行的位置。
2)把传感器电缆③拉到压脚提升拨杆④,然后用电缆夹⑤固定。
(2) 与电气箱的连接
1)把发光传感器的电缆从缝纫机背面的机台圆孔穿过。
有关与 SC-921 的连接,请参照 p33 “Ⅵ-4. 往 C-921 连接连接器”。
有关与 SC-510 的连接,请参照 p34 “Ⅵ-5. 往 C-510 连接连接器”。
(3) 反射签的黏贴

注意
因为缝纫机突然转动很危险,所以请不要踩起动踏板。为了避免错误动作,请在不挂V形皮带的状态进行作业。
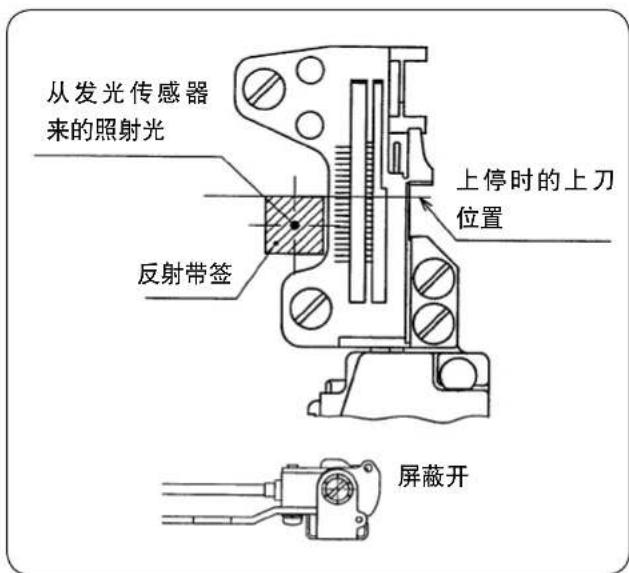
1)反射签的黏贴
请事先把黏贴部分表面的油污擦去。
2)反射签的黏贴位置:
(前后方向)请把上刀作为基准黏贴。
(左右方向)打开缝纫机电源,发光传感器的红色光被照射的位置。
3)在前后方向,如果发光传感器的红色光照射位置于黏贴反射签对不齐时,请调整布端传感器的安装位置。

感器屏蔽“开”状态下进行作业。
(4) 发光传感器的灵敏度调整

注意
因为缝纫机突然转动很危险,所以请不要踩起动踏板。为了避免错误动作,请在不挂V形皮带的状态进行作业。
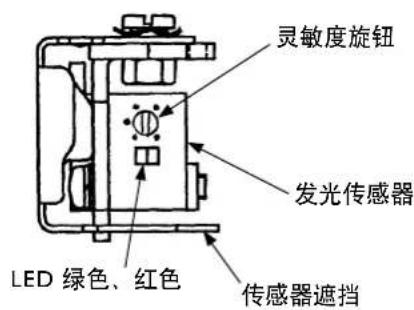
1)请按以下的方法调整发光传感器灵敏度。
无布:绿色和红色灯亮
有布:绿色灯亮,红色灯灭
※ 传感器屏蔽如右图那样呈开的状态。
2)请根据缝制的布料情况,调节发光传感器的灵敏度。
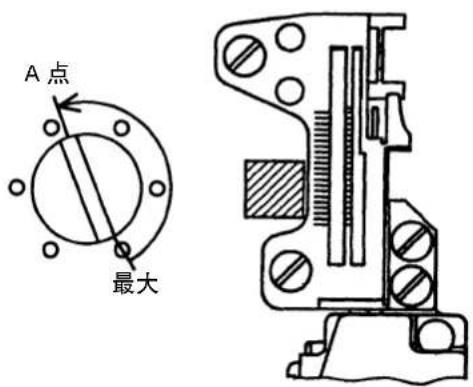
[调整方法]
1)无布的状态
从最大逐渐降低灵敏度,稳定显示灯(LED 绿色)灭灯的位置作为 A 点。
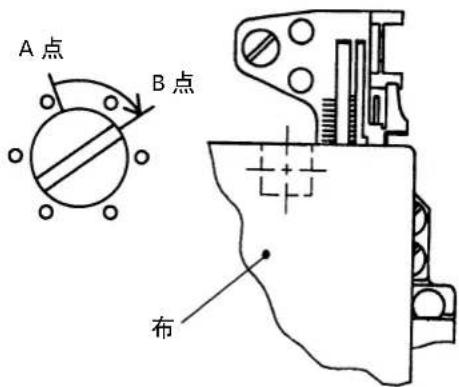
2)放布后的状态
把使用布料放到布台的传感器位置,从 A 点逐渐上升灵敏度,把稳定显示灯(LED 绿色)灭灯的位置作为 B 点。
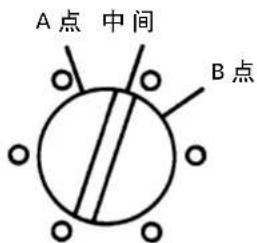
3)把灵敏度旋钮设定到 A 点和 B 点的中间。
4)确认
无布时:绿色和红色灯亮
有布时:绿色灯亮,红色灯灭
以上确认之后,布端传感器的灵敏度调整变完了。
VII. 使用方法
为了防止机器的误动作和损伤,请确认以下项目内容。
- 最初使用缝纫机之前,请把机器打扫干净。
- 清除运送途中积存的灰尘,并加油。
- 请确认电压设定是否正确。
- 请确认电源插头是否正确连接。
- 电压规格不同时,请绝对不要使用。
- 加油、机针的安装方法、压脚压力的调节和拆卸方法、缝迹长度的调节、差动送布的调节、切刀和包边宽度的调节、缝纫机机头部的清扫、过滤器以及网的清扫、更换内容,请参照各有关使用说明书。
1. 穿线方法
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
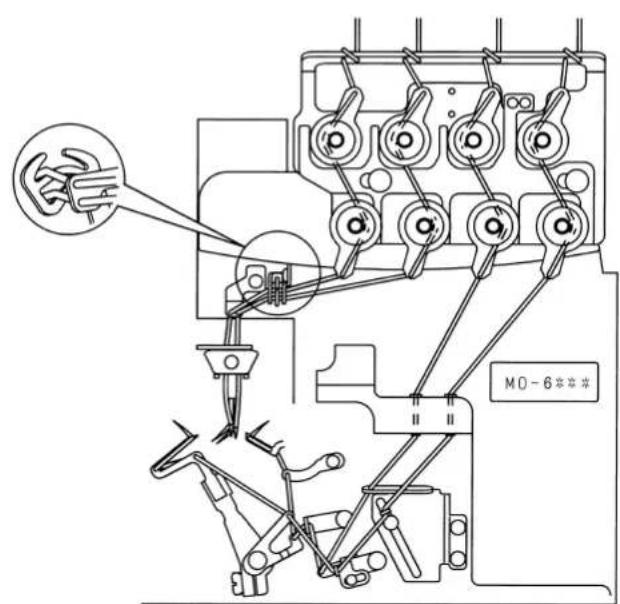
请按图示进行穿线。
(弯针外罩侧贴有穿线图)
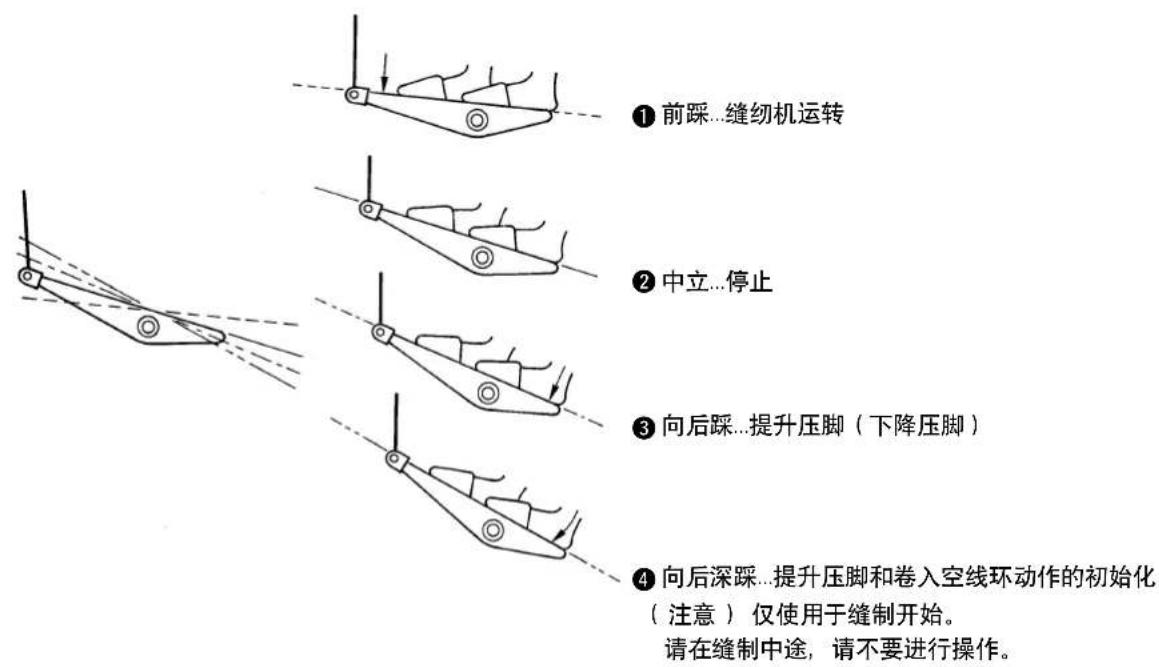
2. 踏板操作
注意
为了防止以外的起动发生人身事故的损伤回转移,和针遗漏部附近手、头发、衣服请不要挨近。
电源开关装入,缝纫机上面死亡检点知道为了半旋转 1 转启动。回转移,和针遗漏部附近如果挨近卷进头发、衣服刺伤和,受伤。
flowchart
graph TD
A["① 前踩...缝纫机运转"] --> B["② 中立...停止"]
B --> C["③ 向后踩...提升压脚(下降压脚)"]
C --> D["④ 向后深踩...提升压脚和卷入空线环动作的初始化(注意)仅使用于缝制开始。请在缝制中途,请不要进行操作。"]

④ 向后深踩时,初期化空线环卷入动作。
缝制途中如果实行了
④ 的动作,便进入开始缝时 “开始缝松线”。
请不要在缝制中实行
④ 的动作。
3. 空线环卷入缝
SC-921
SC-510

(1) 确认 SC-921 (或 SC-510) 的显示
请确认接通电源之后,显示是否变为「----」。 如果不同时,请再次确认 SC-921(或 SC-510)的设定。
(2) 确认布的放置及布端传感器
1)向后方踩起动踏板,让机针和压脚上升。
2)把布放到上切刀里面。
此时,发光传感器的显示:
有布:绿色和红色灯亮
无布:绿色亮灯、红色灭灯
请确认是否正确。
※ 传感器遮光帘为如图所示的开放状态。离开起动踏板之后,压脚下降。
3)发光传感器的显示不正常时,请更换反射签“Ⅷ-1. 布端传感器反射签的更换”或调整发光传感器的灵敏度“Ⅵ-6-(4)发光传感器的灵敏度调整”。
(3) 起动
向前踩起动踏板之后缝纫机起动。

果布料没有放到传感器,踩起动踏板缝纫机也不起动。
缝制途中想提升压脚时,请向后踩起动踏板。(请不要向后深踩)
(4) 缝制结束
1)布端离开传感器后,自动开始缝空线环。
设定针数的空线环缝环结束之后,缝纫机停止,压脚上升。

线环缝制中,离开起动踏板缝纫机也不停止。
,请关闭(OFF)电源。
2)有关缝制结束(自动)空线环的速度、针数设定,SC-921时请参照“Ⅱ-4.卷入空线环缝制的各种设定”、Ⅲ-5.各种设定的变更方法”;SC-510时请参照Ⅲ-4.卷入空线环缝制的各种设定”、Ⅲ-5.各种设定的变更方法”。
(5) 空线环和布的分离
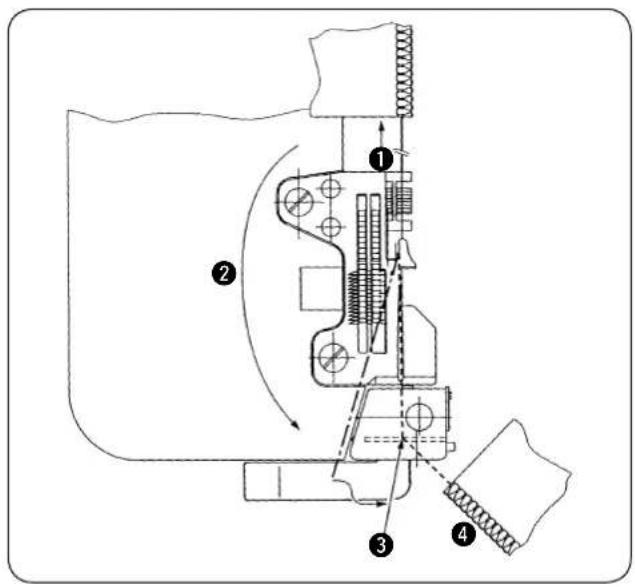
① 缝结束后向后轻轻拉空线环。(针板爪和空线环分开的程度)
② 注意不要挂到送布牙上,摆动空线环。
③ 把空线环空转到空线环压板下面。
※ 把空线环拉到跟前拉紧。
④ 空线环进入针板槽之后,再向右边拉,用固定刀切断空线环。
4. 缝制的调整
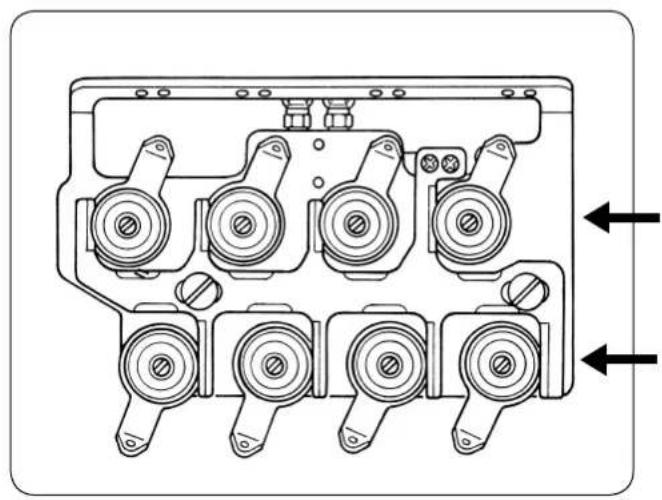
调整缝迹的线张力器是用 2 层线张力器中的下侧的张力器。
上层的线张力器是空线环缝用的线张力器。
上层:空线环缝用
下段:缝迹用
请调整为适用的缝迹。
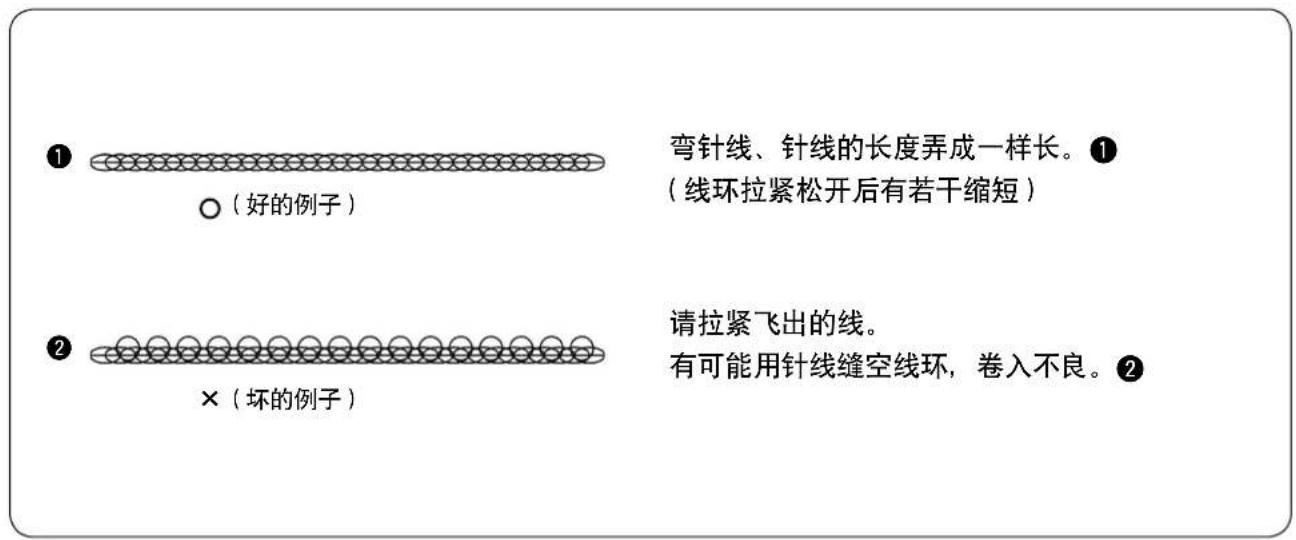
(2) 空线环
空线环状态呈软链状态为理想。请用上层的线张力器进行调整。
5. 空线环按压弹簧的调整
(1) 空线环压脚弹簧压力的调整
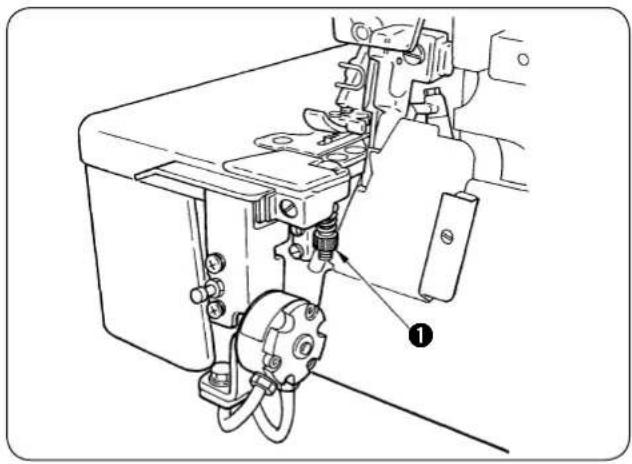
调整,请用空线环压力调节螺丝 ① 笔来进行。
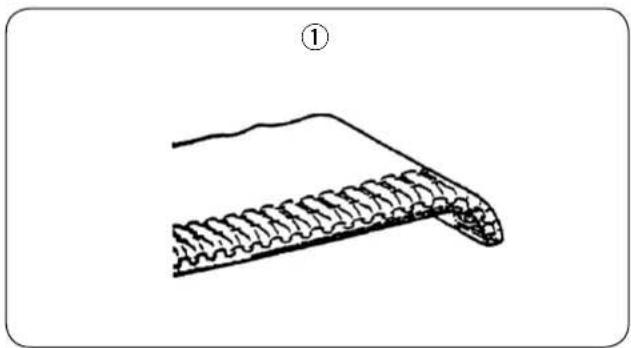
① 那样,开始缝制的布端稍微向下卷为正常。
② 开始缝制的布端极端地向下卷时,请减弱弹簧压力。
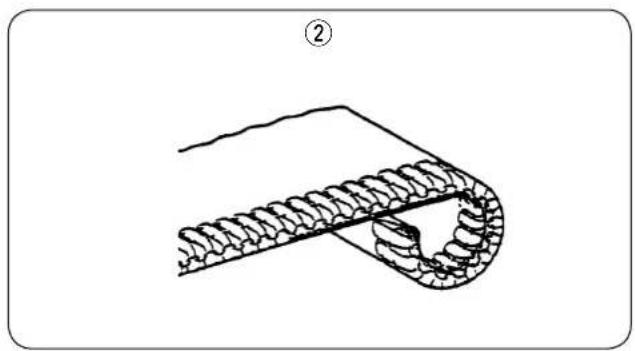
③ 开始缝制的空线环离开缝迹跑到外边时,请增强弹簧压力。
6. 空线环卷入和平缝的变换(传感器屏蔽)
开关布端传感器的屏蔽,就可以变换使用空线环卷入用缝纫机和平缝用缝纫机。屏蔽的开关是转动式。
1 ) 屏蔽开
可以作为空线环卷人用缝纫机使用。
(无布时, 前踩起动踏板缝纫机也不起动)
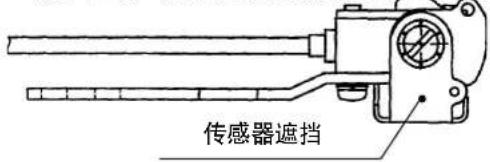
2 ) 屏蔽闭
可以作为平缝用缝纫机使用。
(不管有无布缝纫机均起动)
关闭设备(平缝)时,接通电源后的第一次缝制和把起动踏板踩到最后面的缝制时,开始缝制松线和软起动动作。
把开始缝制的松线针数、软起动针数设定为 0 的话,也可以避免该现象。
VIII. 维修
1. 布端传感器反射签的更换

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
反射签由于经常于缝制物摩擦表面磨损反射性降低,所以必须更换。反射性能降低,开始缝时没有布但是缝纫机也起动,缝制不成软空线环,也不能卷入。调整传感器之后也不行时请更换新的贴签。
1)揭下布台上贴的反射签。
2)把布台的传感器贴签面脱脂擦干净。

射签之后,请重新调整传感器的灵敏度。
传感器的灵敏度的调整方法请参照“
VI-6-(4) 发光传感器的灵敏度调整”。
2. 固定刀的更换

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
空线环切线变钝后,请更换固定刀。
更换时,请注意不要让固定刀切到手指等。
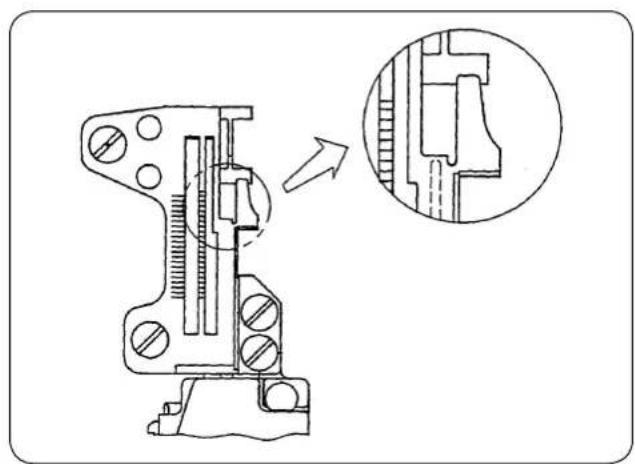
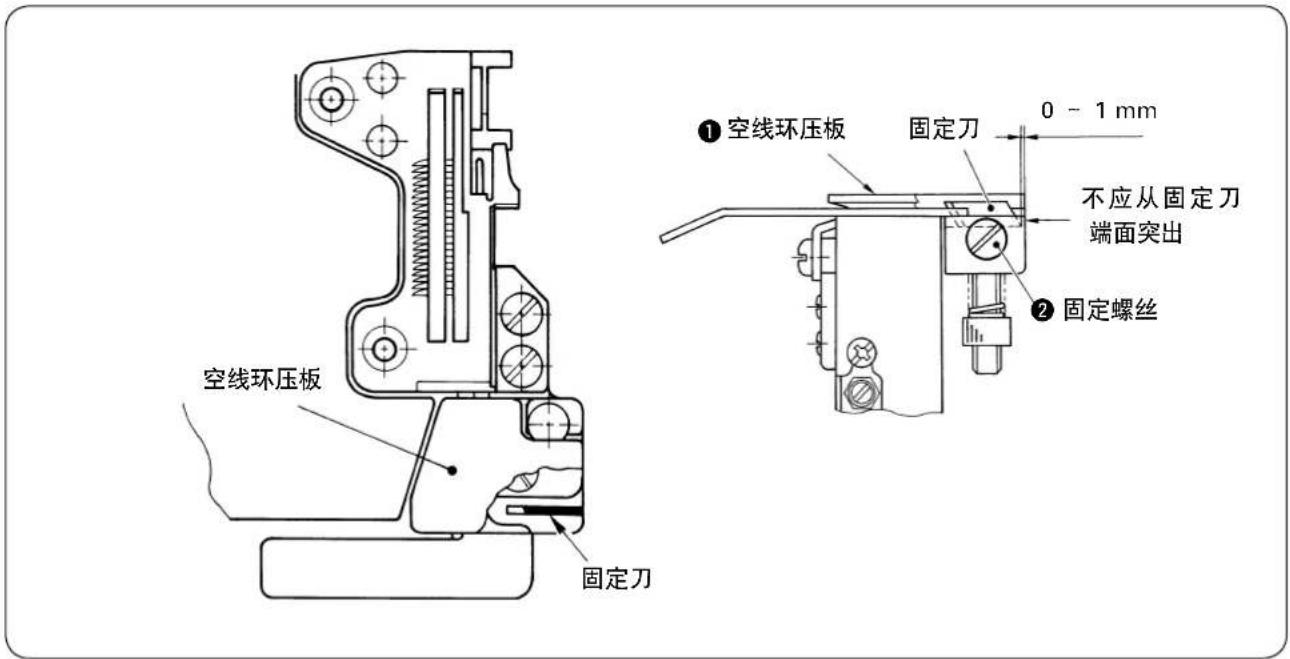
1)向上抬起空线环压板 ① 转动之后,就可以看见固定刀。
2)拧松固定螺丝②,更换固定刀。

定刀时,注意安装时不要碰到底面。空线环压脚如果浮起空线环便不能保持良好形状。
3. 中爪的调整

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
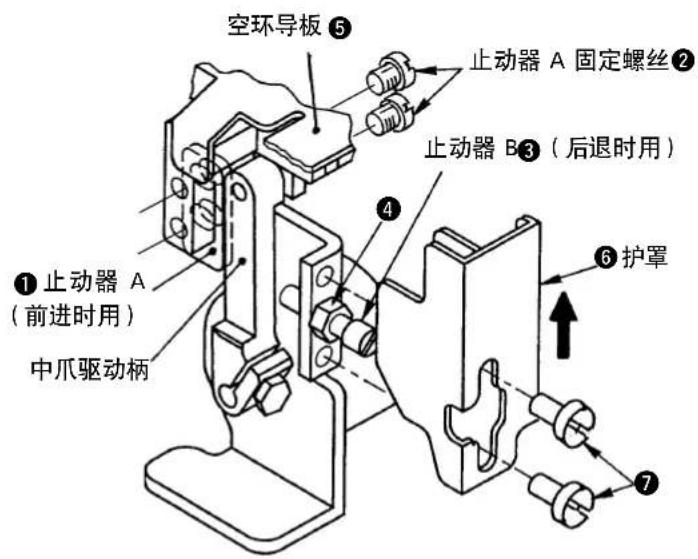
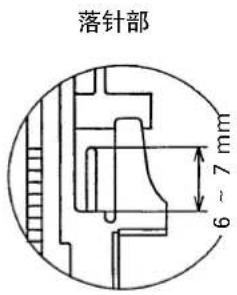
(1) 中爪指突出量的调整
中爪突出针板 6 \~ 7mm 的位置安装止动器 A①。
此时,止动器 A 面接触,用固定螺丝②组装固定。
(调整止动器 B③ 使突出量为 6 \~ 7mm,然后用止动器 A① 顶住以方便作业。

过度突出后会发生断针的危险。
落针部
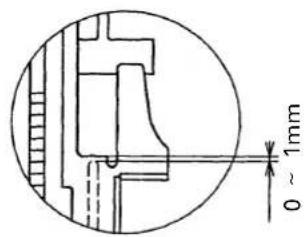
(2) 中爪后退位置的调整
中爪的前端离针板 0 \~ 1 mm 的位置安装止动器 B③。
调整后用固定螺母 ④ 固定止动器 B③。
(用止动器塞 B3 调整为同面之后,把止动器 B 转动 1/2 \~ 3/4 圈以方便作业)

爪拉得过度,动作会变坏。
(3) 护罩的安装
护罩⑥向箭头方向轻轻推,顶到空线环导板⑤,用固定螺丝⑦固定。
IX. 空线环卷入缝的故障处理
1. 使用 SC-921 时
| 故障处理 请参照 | |
| 1. 空线环卷入不良时 | |
| 1空线环做成软链状态。P41 | |
| 2增强空线压力。P42 | |
| 3增加开始缝制的的松线针数。P8 | ,12 |
| 4下降低速起动的缝制速度。P8 | ,10 |
| 5增加低速起动的针数。P8 | ,10 |
| 2. 开始缝时针线松弛时 | |
| 1减少开始缝的松线针数。P8 | ,12 |
| 2下降低速起动的缝制速度。P8 | ,10 |
| 3增加低速起动的针数。P8 | ,10 |
| [6YT6] 1~2针空线环卷入会变的漂亮。 | |
| 其它检查项目 | |
| 1是否设定为空线环卷入模式?P8 | ~12 |
| 2是否变为低速起动?P8 | ~12 |
| 3空线环压板能否浮起?P44 | |
| 4松线板是否被拉住,动作是否正常?P26 | ,32 |
| 5布料是否放到上刀里面?P35 | |
2. 使用 SC-510 时
| 故障处理 请参照 | |
| 1. 空线环卷入不良时 | |
| 1空线环做成软链状态。P41 | |
| 2增强空线压力。P42 | |
| 3增加开始缝制的的松线针数。P19 | ,23 |
| 4下降低速起动的缝制速度。P19 | ,21 |
| 5增加低速起动的针数。P19 | ,21 |
| 2. 开始缝时针线松弛时 | |
| 1减少开始缝的松线针数。P19 | ,23 |
| 2下降低速起动的缝制速度。P19 | ,21 |
| 3增加低速起动的针数。P19 | ,21 |
 1~2针空线环卷入会变的漂亮。 1~2针空线环卷入会变的漂亮。 | |
| 其它检查项目 | |
| 1是否设定为空线环卷入模式?P19 | ~23 |
| 2是否变为低速起动?P19 | ~23 |
| 3空线环压板能否浮起?P44 | |
| 4松线板是否被拉住,动作是否正常?P26 | ,32 |
| 5布料是否放到上刀里面?P35 | |
TÜRKÇE
- 版权所有,严禁擅自转载、翻印本书的内容。
对本产品如有不明之处,请向代理店或本公司营业部门询问。
※ 本使用说明书中的规格因改良而发生变更,请订货时确认。