LK-1903BN - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 LK-1903BN JUKI PDF格式.

用户关于以下问题的提问 LK-1903BN JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 LK-1903BN - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 LK-1903BN 品牌 JUKI.
用户手册 LK-1903BN JUKI
- 机台的设置.....4
- 机针和机线.....4
- 机针的安装方法.....4
- 上线的穿线方法 …… 5
IV. 操作和运转 6
- 缝纫机的操作....6
- 关于各种缝制模式....6
- 钮扣供给装置的操作....8
- 运转....10
- 设定开关和预设开关的设定方法 ..... 10
V. 维修和保养 16
- 放倒机头的方法..... 16
- 钮扣爪脚的位置.....17
- 布压脚底板的调整....18
- 爪脚打开拨杆的调整....18
- 钮扣爪脚上升量的调整....19
- 压脚压力的调整....20
- 挑线杆的调整....20
- 挑线杆弹簧的调整....20
-
钮扣挑起杆的安装(选购品)....21
-
钮扣供给装置控制箱的调整....21
- 送扣部的检测机构和调整....22
- 指示部送扣板的调整.... 23
- 送扣部的更换和定位....24
- 送扣装置的振动调节....25
- 送扣器杯部的调整....25
- 钮扣更换顺序(送扣器侧)....28
VI. 警报显示(钮扣供给装置(BR)侧)....30
VII. 缝制时的现象、原因和对策 31
VIII. 选购零件.... 32
- 钮扣装置的种类....32
- 附件....33
- 其他....34
I. 规格
只记述与 LK-1900BN 不同的部位。
- 规格
| 1 缝制速度 最高 2,700sti/min(常用 2,500sti/min) | |
| 2 针杆行程 45.7mm | |
| 3 使用机针 DP×17 #14 | |
| 4 压脚提升方式 电磁继电器式、凸轮式(侧)共用 | |
| 5 钮扣抓脚上升量 最大 11mm | |
| 6 标准缝制图案 50 种 | |
| 7 缝制速度的限制 400~2700sti/min 的范围里可以任意限制。(100sti/min 单位) | |
| 8 使用钮扣 | 种类:圆形平钮扣(四眼、二眼)尺寸: 10 18mm (注意)1. 16 mm 以上的钮扣需要更换 22B 组件2. 16 mm 以上的钮扣必须使用大钮扣抓脚。厚度:1.8~3.5mm |
| 9 钮扣供给的选择 利用压电送扣装置的振动方式 | |
| 10 钮扣的安装 后方自动供给(可以手放) | |
| 11 钮扣送扣 水平强制送扣 | |
| 12 供扣错误检测 | 有2处确认定位部有无钮扣确认送扣销上有无钮扣插入 |
| 13 送料装置驱动源 DC 马达(DC24V) | |
| 14 自动钮扣排出功能 有 | |
| 15 缝纫机单独动作 可以 | |
| 16 小批量缝制功能 有 | |
| 17 钮扣供给时间 0.5 秒/个 | |
| 18 外形尺寸 W:1,200mm L:660mm II:1,155mm (使用标准机架) | |
| 19 质量 135 Kg(包括选购品的脚桌) | |
| 20 电源电压 额定 ±10% 50/60Hz | |
| 21 消费电力 350W | |
2. 根据钮扣尺寸的机种分类
| 机种名称LK-1903BN-311LK-1903BN-312 | |||||
| 钮扣尺寸分类小钮扣用中钮扣用 | |||||
| 可以缝制的钮扣外径(mm)ø10-ø15ø12-ø18 | |||||
| 缝制尺寸(mm) | 纵0-3.50-4.5 | ||||
| 横0-3.50-4.5 | |||||
| 厚度(mm) 2.2标记 2.7标记 | |||||
| 货号 | 右MAZ165070B0H MAZ166070B0J | ||||
| 左MAZ165080B0H MAZ166080B0J | |||||
| 针孔导板MAZ15501000 MAZ15601000 | |||||
| 布压脚底板 | MAZ15502000 | MAZ15602000 | |||
3. 钮扣形状
| 可以使用的钮扣 | 不可以使用的钮扣 | |
| 钮扣形状 | 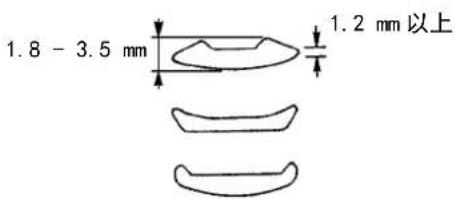 | 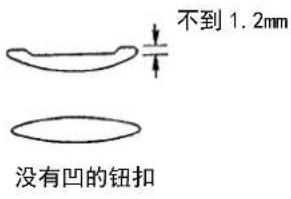 |
| 备考 | 钮扣厚度为1.8~3.5mm | 边缘薄的钮扣有可能不能供给。 |
II. 各部的名称
本机由以下部分构成。
III. 安装和运转准备
下列说明以外的内容,请参照 LK-1900BN 使用说明书。
1. 机台的设置
注意
为了防止意外的起动,请关掉电源后再进行操作。
(注意) 1. 请把机台设置到平坦的地方。
- 设置后请一定锁住脚轮,或调整好高度固定机台。
- 调整机台高度时,请一定 2 人以上进行,注意不要让机台倒下。
2. 机针和机线
| 机针 上线 底线 | ||
| DP x 17 #14 | #60 #80 | |
| #50 #60 | ||
| #40 #60 | ||
| #60 #60 | ||
机针和机线根据缝制条件来决定,使用时请参考下表。机线最好使用棉线、缝纫机线。
3. 机针的安装方法
注意
为了防止意外的起动,请关掉电源后再进行操作。
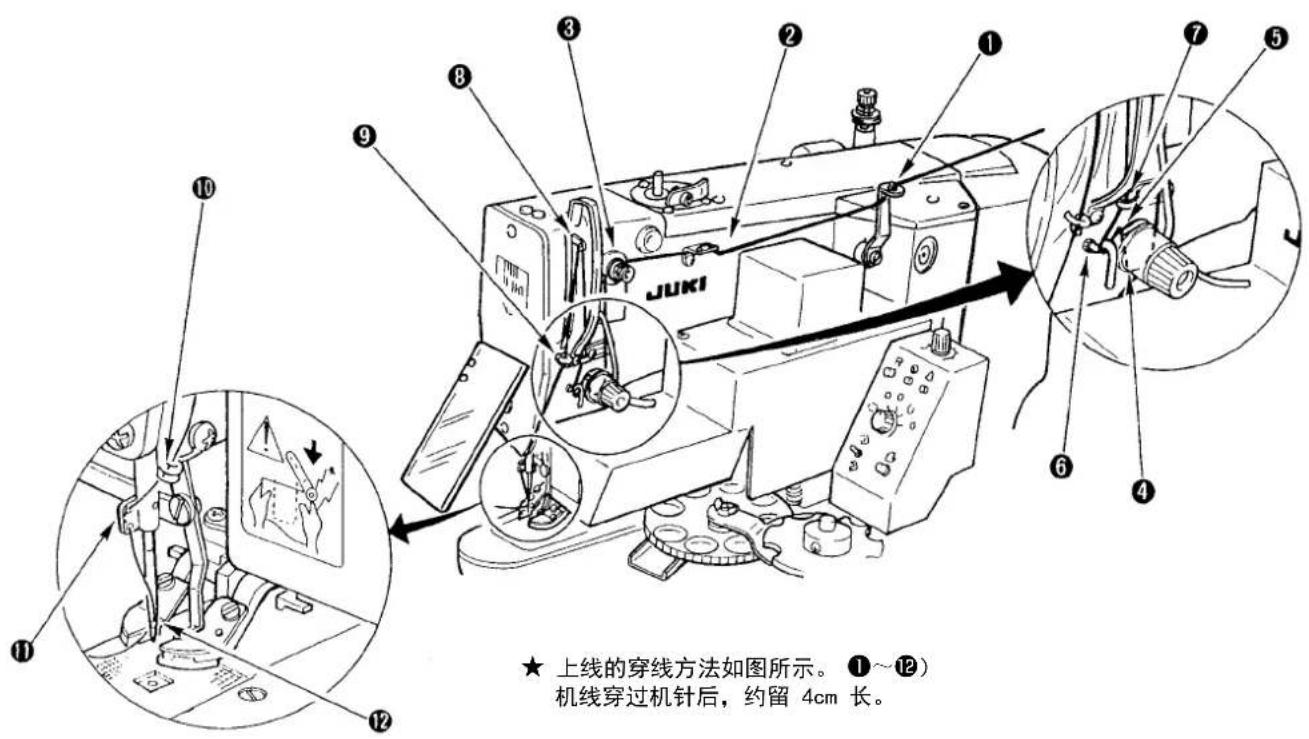
安装机针时,请拧松螺丝①,把机针②的长沟转到跟前,插入到针杆孔的最里面,然后拧紧螺丝①。
4. 上线的穿线方法
注意
为了防止意外的起动,请关掉电源后再进行操作。
IV. 操作和运转
1. 缝纫机的操作
有关缝纫机的操作,请参照 LK-1900BN 使用说明书。
| 注意 | 选定缝制图案、放大、缩小缝制宽度时,请一定确认落针位置。万一机针不能进入钮扣眼中或碰到爪脚,缝制时会发生断针等危险事故。确认图案形状时,请不要把踏板踩到第二级。踩到第二级后,缝纫机就会起动,请加以注意。 |
2. 关于各种缝制模式
(1)关于缝制图案的选定和缝制宽度
- 缝制图案的选定方法与LK-1900BN相同。
- 缝制图案号的标准缝纫宽度与使用钮扣的钮孔不匹配时,请利用放大、缩小功能进行调整。放大、缩小方法与LK-1900BN相同。
- 落针的确认方法请参考LK-1900BN使用说明书图案形状的确认方法。
(注意)确认图案的落针时,从原点(钮扣中心)移动到第1针之前有空送1针的区间。
根据缝制宽度调整 X、放大、缩小率一览表
| X, Y (mm) | 2.4 | 2.6 | 2.8 | 3.0 | 3.2 | 3.4 | 3.6 | 4.0 | 4.3 | 4.5 | 4.7 | 5.2 | 5.6 | 6.0 | 6.2 | 6.4 |
| % | 71 | 76 | 82 | 88 | 94 | 100 | 106 | 118 | 126 | 132 | 138 | 153 | 165 | 176 | 182 | 188 |
(2) 软起动
本缝纫机开始缝制时的软起动速度设定,标准出货时仅为「第1针:400s ti/min,第2针:900sti/min」。开始缝制发生脱线时,可以根据使用机线或缝制物的情况,增加软起动针数后再使用。软起动的设定方法,请参阅LK-1900BN使用说明书「I.8-1.存储器开关的启动和变更」。
(3) 抓线
本缝纫机标准出货时设定为禁止抓线动作(存储器开关)。让抓线装置动作的话,可以高速起动,防止开始缝制的上线脱线,但是有若干注意事项,在您使用时,请参阅LK-1900BN使用说明书「1.5-8. 抓线装置」。
(2) 关于缝制图案
缝线数、标准缝制长度 X、Y 如下表所示。
〈缝制程序表〉
| 图案号 | 缝制图案 | 缝线(根) | 标准缝制长度X(mm) | 标准缝制长度Y(mm) | 图案号 | 缝制图案 | 缝线(根) | 标准缝制长度X(mm) | 标准缝制长度Y(mm) |
| 1-34 6-6 |  | 45 80 1012164610-1029 6-648-4918-8-8-508-8-8 | 10-105-5-55-5-5 | 18-44 6 |  | 3.4 0 | |||
| 2-35 |  | 8-8 19 |  | ||||||
| 3 |  | 10-10 2 |  | ||||||
| 4 |  | 12-12 2 |  | ||||||
| 5-36 |  | 6-6 22 |  | ||||||
| 6-37 |  | 8-8 23 |  | 0 3.47 | |||||
 | 10-10 24 | [KA6K] | |||||||
| 8 |  | 12-12 25 |  | ||||||
| 9-38 |  | 6-6 26 |  | 3.4 3.4 | |||||
| 10-39 |  | 8-8 27 |  | ||||||
| 11 |  | 10-10 29 |  | ||||||
| 12-40 |  | 6-6 28 |  | ||||||
| 13-41 |  | 8-8 30 | [S3XH] | 2.9 2.5 | |||||
| 14 |  | 10-10 3 |  | ||||||
| 15-42 |  | 6-6 32 |  | ||||||
| 16-43 |  | 8-8 33 |  | ||||||
| 17 |  | 10-10 |
※ 标准缝制长度 X、Y 放大缩小率 100% 时。
图案 No.34 \~ No.50,请在扣眼小时( 1.5mm 以下)使用。
3. 钮扣供给装置的操作
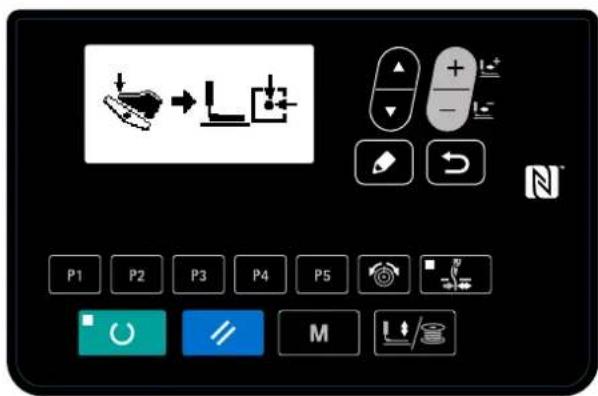
(1) 钮扣供给装置控制盘的说明
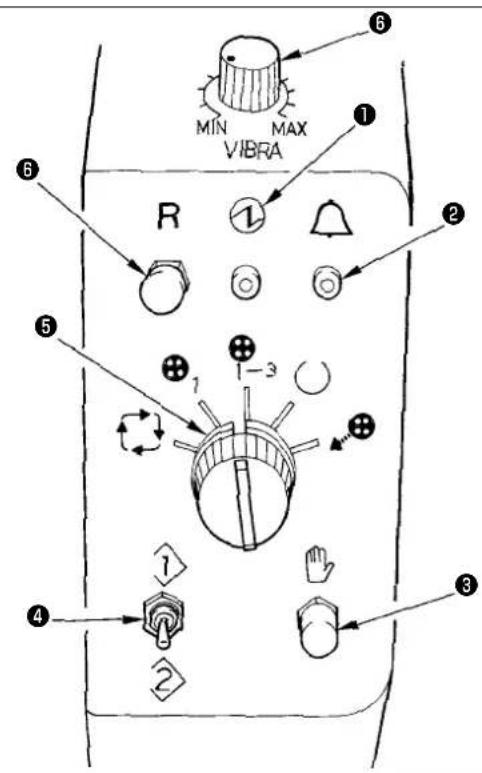
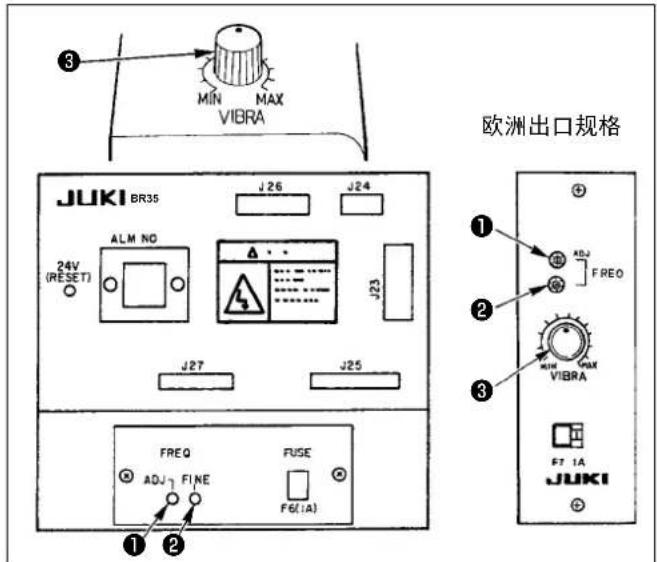
零件送料器控制盘(欧洲规格)
| 显示、开关名称 功 能 | |
1 电源显示(绿) | 打开电源后,亮灯。不亮灯时,请确认电源插销和电源开关后再打开电源 |
2 警报显示(红) | 缓慢闪亮:操作异常(请参照「故障显示」。)时。(注)缝纫机操作箱的缝制 LED 灭灯状态时也闪亮。快速闪亮:指示部的钮扣连续 10 次以上落不进时。 |
3 手动操作开关 | 模式转换开关5(除「2.单独缝制模式」)的各种模式的手动操作开关。 |
4 检查开关 | 通常不使用此功能。在检查驱动源以及传感器时使用。 |
5 模式转换开关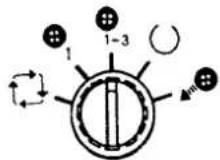 | 1. 自动缝制模式 [IMAGE]缝纫机和送扣器连动。用此模式踩踏板后,布压脚下降,缝纫机起动,开始钉扣。钉扣结束后,切线装置动作,开始供给下一个钮扣。这是反复进行此动作的模式。 |
| 2. 单独缝制模式 [IMAGE]这是只进行缝纫机动作的模式。此模式时,用手把钮扣放入钮扣爪脚上,脚踩踏板后,爪脚下降,缝纫机起动开始钉扣。钉扣结束后,切线装置动作,爪脚上升。 | |
| 3. 小批量缝制模式 [IMAGE]与自动缝制模式相同,零件送料器不动作。用手将需要的钮扣放入指示部,进行钉扣。 | |
4. 预设缝制模式 [IMAGE]停止摆动传感功能,进行一定时间(用 DEG-SW2 设定)的摆动动作。 适合 a = 1mm 以上的钮扣。 适合 a = 1mm 以上的钮扣。 | |
| 5. 钮扣排出模式 [IMAGE]按手动操作开关3后,指示部自动排出钮扣的模式。请把接扣盘放到钮扣的摆动下部排出口。因为钮扣装置动作,所以在动作结束之前请不要把手伸到爪脚附近。 | |
6 复位开关 | 从错误停止状态回复到通常状态时,请按此开关。(但是,警报 No. 4、5,复位开关无效。请关掉电源排除故障原因后,再次打开电源。) |
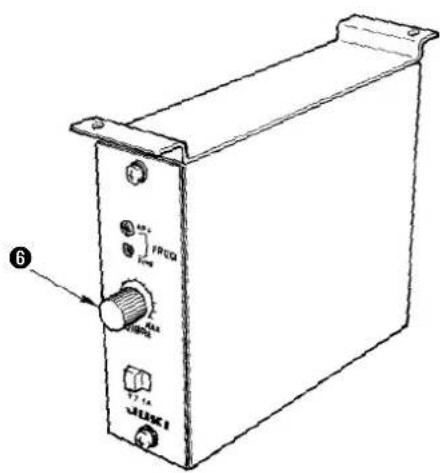
7 零件送料器 (P/F)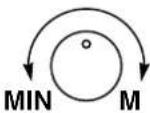 | 调整送料杯内的钮扣流动。(注)欧洲出口规格需要用另外的控制箱来进行调节。 |
4. 运转
(注意) 请预先把缝纫机的钮扣爪脚移动到大约针心的位置。
1)打开缝纫机主机的电源。
此时装置控制盘的警报显示闪亮,装置控制箱的警报显示为 0(闪亮)。
2)按缝纫机操作箱的准备键后,缝制 LED 亮灯,装置的警报解除。另外钮扣爪脚移动到原点,然后上升。(可以缝制状态)
3)按装置控制盘的手动操作开关,把钮扣供给到钮扣爪脚。如果钮扣不能供给到爪脚时,请再按一次手动操作开关。
4)继续往下踩一级踏板后,爪脚下降。此时请确认缝制位置。(放开踏板后,钮扣爪脚上升。)
5)再往下踩踏板,缝纫机则按缝制图案 No. 进行缝制。
6)缝制结束后,钮扣爪脚上升,钮扣供给装置的钮扣箱转动供给钮扣。
5. 设定开关和预设开关的设定方法
注意
为了防止意外的起动,请关掉电源后再进行操作。
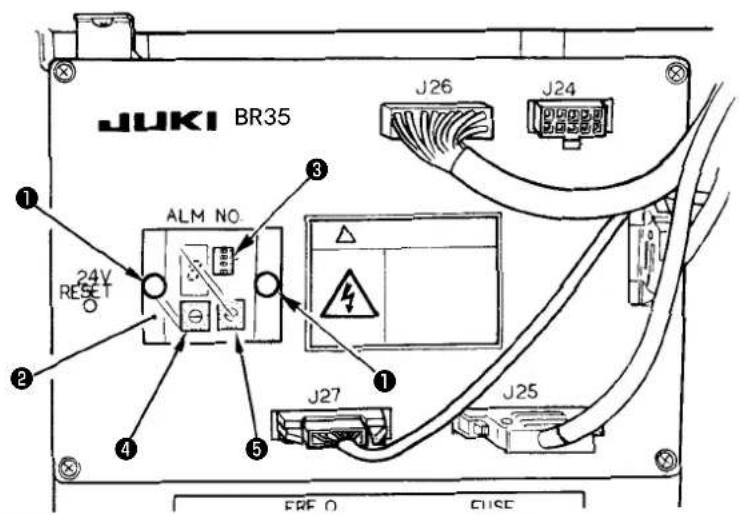
变更设定时,请拧松下图中的 2 根螺纹①,打开操作盘②后再进行设定。
钮扣供给装置控制箱
③ 设定开关 (DIP-SW)
④ 预设开关 1 (DEG-SW1)
⑤ 预设开关 2 (DEG-SW2)
(1) 设定开关功能
设定开关

| 功能\设定开关SW1 | SW2 | SW3 | SW4 | |
| 连续缝制模式 ○ × | △ △ | |||
| 布压脚 2 级动作 × ○ | △ △ | |||
| 调整模式 × × ○ | × | |||
| 无钮扣动作 × × × ○ |
○....ON ×.....OFF
△ ...通过组合可以进行下页以后的各种动作。
SW1 连续缝制动作
连续踩踏板 0 可以连续进行钉扣。缝纫机动作间隔、摆动时间等请参照下页以后的内容。
SW2 布压脚 2 级动作
把踏板踩到一半,布压脚下降。在此状态,把踏板返回后,布压脚自动上升。缝纫机在踏板踩到底时开始动作。缝纫机动作后的有关钮扣箱的动作时间、摆动时间等请参照下页以后的内容。
SW3 调整模式
通过操作开关的组合,可以让各驱动电源单独动作。
另外,在 ALM No. 显示部显示出各传感器 ON/OFF 状态所对应的数字等。
SW4 无钮扣动作
不管各传感器的检测如何,进行送料器以外的动作。在确认机械动作时使用。(请不要放入钮扣。)
(注意) 调整设定开关③和设定开关④、⑤变更功能时, 请关掉电源开关, 设定完各开关后, 再次打开电源。同时请确实地确认设定开关的 ON/OFF。
(2) 各种功能和设定开关、预设开关设定一览表(之一)
| No. | 功能 | 用途自动缝制模式(注3)预设供给模式(注8) | 3DIP-SW设定位置 | |||||||
| 12 | 34 | |||||||||
| 1 | 连续缝制模式(注1) | 适用于各种各样的钮扣。(钮扣的锁住情况少。) | ·通常动作功能·有摆动完了传感功能·自动排出功能·缝制时间调整功能(注6)·摆动时间调整功能 | ·通常动作功能·预设供给功能(无摆动完了传感功能)·缝制时间调整功能·摆动时间调整功能 | ○ | × | ○ | ○ | ||
| 2 | 适用于单一钮扣(平扣)。钮扣锁住情况比1容易发生。 | ·高速动作功能(注9)·有摆动完了传感功能·自动排出功能·缝制时间调整功能·摆动时间调整功能 | 同上 | ○ | × | × | × | |||
| 3 | 同上 | 同上 | ·高速动作功能(注9)·预设供给功能(无摆动完了传感功能)·缝制时间调整功能·摆动时间调整功能 | ○ | × | ○ | × | |||
| 4 | 可以进行连续缝制和定制服装那种点缝的交替缝制。 | ·通常动作功能·有摆动完了传感功能·自动排出功能·送扣器动作时间调整功能(注11)·摆动时间调整功能 | ·通常动作功能·预设供给功能(无摆动完了传感功能)·送扣器动作时间调整功能·摆动时间调整功能 | ○ | × | × | ○ | |||
| 5 | 布压脚2级动作(注2) | 标准出货适用于标准出货的各种钮扣缝制。(钮扣的锁住情况少。) | ·通常动作功能(注4)·有摆动完了传感功能·自动排出功能(注5)·无缝制时间调整功能(注10)·摆动时间调整功能(注7) | ·通常动作功能·预设供给功能(无摆动完了传感功能)·无缝制时间调整功能·摆动时间调整功能 | × | ○ | ○ | ○ | ||
| 6 | 适用于单一钮扣(平扣)。钮扣锁住情况比5容易发生。 | ·高速动作功能·有摆动完了传感功能·自动排出功能·无缝制时间调整功能·摆动时间调整功能 | 同上 | × | ○ | × | × | |||
| 7 | 同上 | 同上 | ·高速动作功能·预设供给功能(无摆动完了传感功能)·无缝制时间调整功能·摆动时间调整功能 | × | ○ | ○ | × | |||
| DEG. SW-1 DEG. SW-2 注 | 注意事项 | ||
| 缝制同步时间(注6)送扣器动作爪脚上升待机的时间。0→0.05 SEC 8→0.051→0.10 9→0.102→0.15:标准 A→0.153→0.20 B→0.204→0.25 C→0.255→0.30 D→0.306→0.35 E→0.357→0.40 F→0.40(指示时间固定如下)0~7→0.08 SEC8~F→0.16设定时间越长,整体的同步越好。 | 最大摆动时间(注7)0→0.20 SEC 8→0.201→0.30:标准 9→0.302→0.50 A→0.503→0.80 B→0.804→0.20 C→0.205→0.30 D→0.306→0.50 E→0.507→0.80 F→0.80(3爪关闭时间)0~3→0.10 SEC4~7→0.158~B→0.20C~F→0.25 | (注1)抓脚上升,设定时间待机后,抓脚下降,缝纫机起动。(注2)布压脚2级动作功能是用于一次一次踩踏板。(注3)自动缝制模式设定为此模式后,具有摆动完了传感功能,钮扣不供给到爪脚缝纫机不起动。(注4)通常动作功能摆动时以外钮扣不在遮板上的功能。因为不给遮板、送扣器加负荷,所以不容易发生零件的损坏。(注5)自动排出功能不可以用摆动完了传感器供给钮扣,如果超过设定的摆动动作时间,自动地打开遮板,让送扣器动作。另外,排出功能连续3次动作后,发生错误3。错误的解除方法是用手动操作开关解除。但是,如果频繁地发生自动排出,大概是机械系统的问题,请进行检查。(注6)缝制同步调整功能(DEG. SW-1)设定为连续缝制功能(No.1~4)时有效。连续缝制1个到4个之间的钮扣时,速度渐渐变慢,与操作节拍不合。此功能是使1~3个的缝制时间和第4个钮扣的缝制时间一致的功能。(注7)摆动时间调整功能(DEG. SW-2)设定自动排出功能的动作时间。预设供扣功能的动作时间。(注8)预设供扣模式凹钮扣(1mm以上高低差的钮扣)时,使用本功能。摆动完了传感功能停止,所以摆动时间用DEG. SW-2设定,打开遮板到送扣器动作设定为一定时间。与自动缝制模式相比缝制同步有变化。另外,因为停止了摆动完了传感器,所以钮扣没有供给爪脚缝纫机也会起动。不发生自动排出功能有关的错误3。 | |
| 缝纫机动作中离开踏板,下一送扣动作晚1秒。 | |||
| 因为没有缝制同步调整功能,DEG-1的功能是设定指示动作后到3爪动作的时间。(注10)(指示时间:DEG-1)0~7→0.08 SEC(用2号标准出货品)8~F→0.16 |
各种功能和设定开关、预设开关一览表(之二)
| No. | 功能 | 用途自动缝制模式(注3)预设供给模式(注8) | DIP-SW设定位置 | |||||||
| 12 | 34 | |||||||||
| 8 | 布压脚2级 | 适用于定制服装的点缝专用。 | ·通常动作功能·有摆动完了传感功能·自动排出功能·送扣器动作时间调整功能(注11)·摆动时间调整功能 | ·通常动作功能·预设供扣功能(无摆动完了传感功能)·送扣器动作时间调整功能·摆动时间调整功能 | × | ○ | × | ○ | ||
| DEG. SW-1 DEG. SW-2 注 | 意 事 项 | ||
| 送扣器动作时间 0 0.20 SEC 8 0.20 1 0.50 9 0.50 2 0.80 A 0.80 3 1.20 B 1.20 4 1.60 C 1.60 5 2.00 D 2.00 6 3.00 E 3.00 7 SW 等待 F SW 等待(指示时间)(注 12) 0 7 0.08SEC 8 F 0.16 | (注 9) 高速动作功能遮板上应经常有钮扣。送扣器动作时,遮板关闭动作,所以机器锁定时遮板、送扣器负荷容易增加。(注 10)无缝制同步调整功能布压脚 2 级动作 (No. 5 ~ 7) 时,不需要缝制同步动作,DEG. SW-1 可以设定指示动作后到 3 爪动作为止的时间。(注 11)送扣器动作时间调整功能定制服装等钉扣工序,有时送扣器和缝制物相碰,可以通过设定 DEG. SW-1 的时间推迟送扣器动作。(注 12)SW 等待按操作盘上的手动操作开关后,送扣器动作。使用膝动开关等时,可以连接 J24 的 9 针和 10 针锁定销。(对应特别订货)(注意)所有的功能(DIP-SW),缝纫机动作中按手动操作开关或膝动开关(特别订货),让下一送扣器停止,再次按开关让送扣器动作。指示部发生掉扣时,让缝纫机结束后空动作 1 次送扣器,就容易取出布料。用自动排出功能不把钮扣装到送扣器,摆动结束后,打开遮板排放出钮扣,但是被排放出的钮扣有时会落到送扣器里。这时送扣器动作 2 次,供给 2 个钮扣,会发生断针。自动排出功能动作时,让缝纫机推迟 0.5 秒动作。(延长摆动时间,可以降低自动排出功能的动作。)布压脚 2 级动作时,操作动作快时,缝纫机结束后爪脚先上升,布料不能移动。因此让爪脚上升,把电磁 ON 推迟 0.2 秒,让机械的动作优先。 |
V. 维修和保养
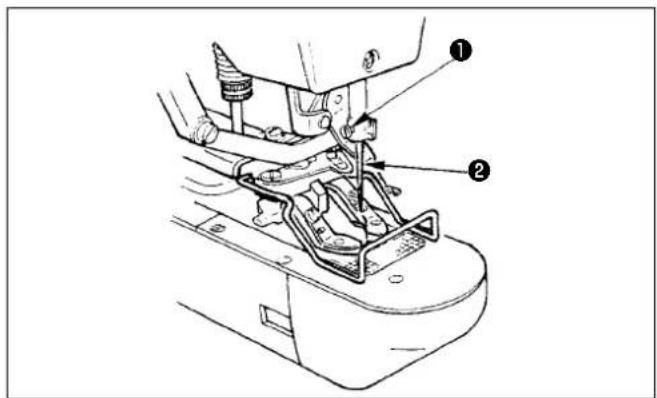
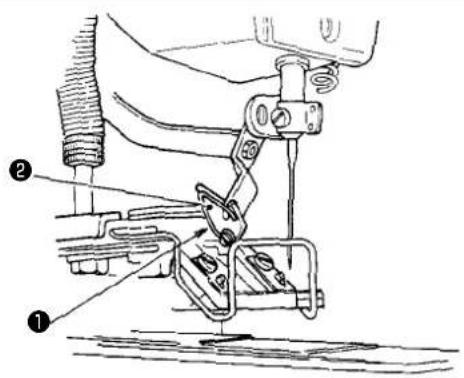
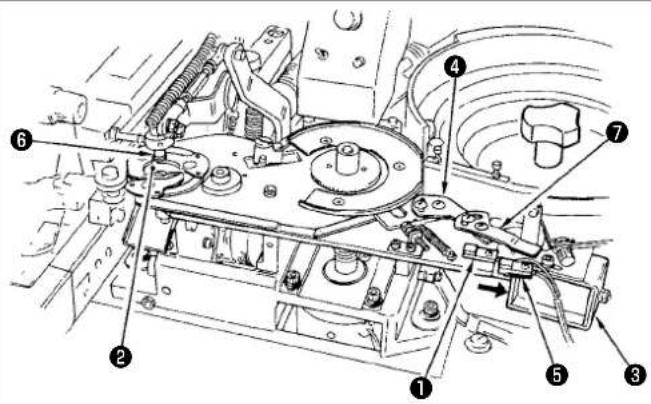
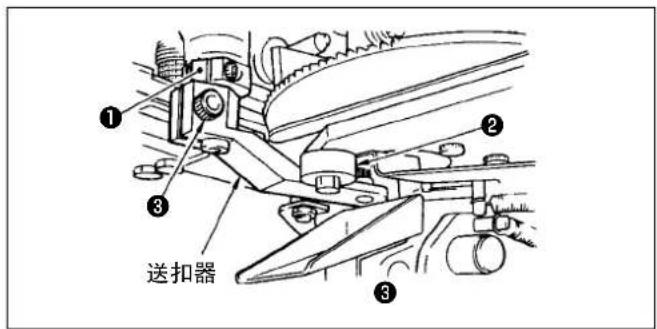
1. 放倒机头的方法
注意
放倒缝纫机和抬起缝纫机时,请注意不要让缝纫机夹住手指。 同时,为了防止突然的起动发生意外的事故,请电源关掉之后再进行操作。
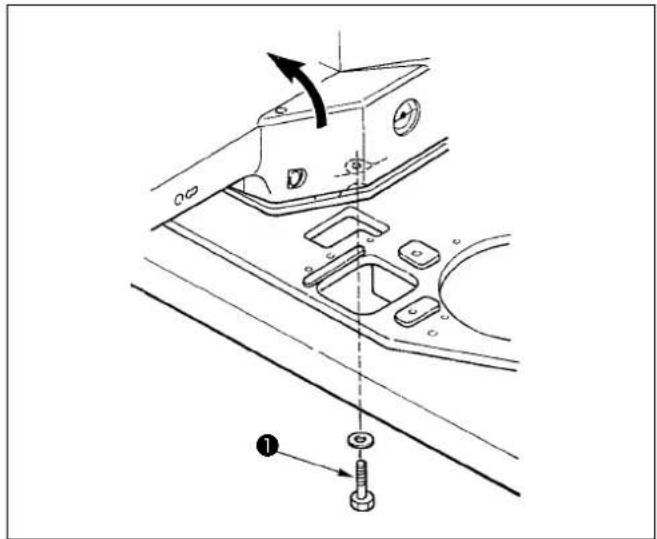
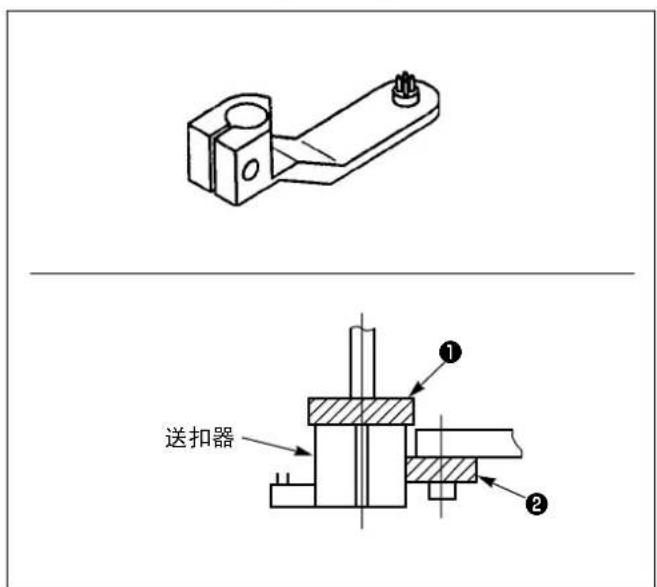
- 出货时,缝纫机用螺丝①固定着,一般是在固定状态使用的。
- 放倒缝纫机时,必须在送扣器的原点位置进行。否则缝纫机会与送扣器相碰。
- 把缝纫机返回原处时,请一定轻轻地返回。猛力返回的话,会损坏底座。另外,请注意不要被 A 部和缝纫机夹到手。
- 返回缝纫机时,请把抓扣装置②的位置向③方向移动,使爪扣装置②的③部来到钮扣供给装置的夹解除臂④的后侧。缝制时,钮扣爪脚③不能打开。
- 把缝纫机返回原处后,请一定用螺丝①固定好缝纫机。
2. 钮扣爪脚的位置
注意
调整位置时,请一定确认落针位置。万一机针没有进入钮扣眼,爪脚装置跑到缝制图案外面,机针在缝制中会碰到钮扣或爪脚装置,发生断针的危险。
调整中,缝制 LED 亮灯时,请不要把踏板踩到 2 级。踩了之后,送扣器会动作,请注意危险。

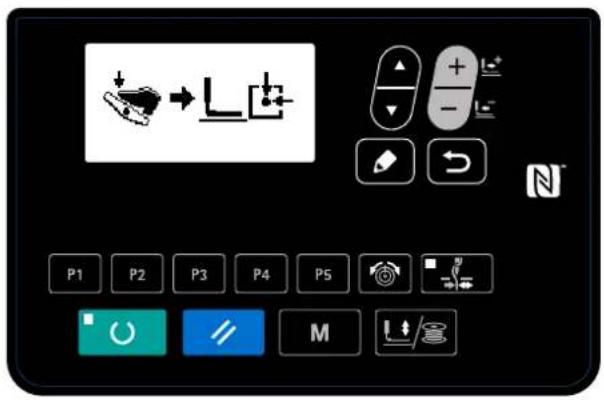
1)在操作盘的准备完了 L H4 火灯的状态下,按模式键 M ④。
2)用项目选择键 6 把 08 压脚调整设定为选择状态。
3)按编辑键 8。抓扣装置向原点位置移动并上升。
4)把钮扣放入钮扣抓脚①。
5)把踏板踩到 1 级位置。爪脚装置下降之后,请松开脚从踏板。
6)转动手飞轮,确认机针中心是否在钮扣中心。确认原点位置。
7)如果机针没有在钮扣中心时,请拧松钮扣爪脚安装台固定螺丝②,进行调整。
8)5)时,把踏板踩到第2级之后,抓线装置再次移动到原点。另外,抓线装置下降时,如果把踏板踩到第1级,脚离开后抓线装置则上升。
9)调节后,请确认图案形状。确认机针是否正好落到钮扣孔内。
3. 布压脚底板的调整
注意
进行了位置调整后,请一定确认缝制图案的形状。布压脚底板与针孔导板相碰的话,会发生断针的危险。
另外,调整中如果踩了踏板,爪脚装置会上下移动,请注意危险。
调整中,缝制 LED 亮灯时,请不要把踏板踩到 2 级。踩了之后,送扣器会动作,请注意危险。
1)参照「V.2.钮扣爪脚的位置」p.17的1)、2),把08压脚调整设定为选择状态。
2)按编辑键
抓线装置移动到原点位置,然后上升。
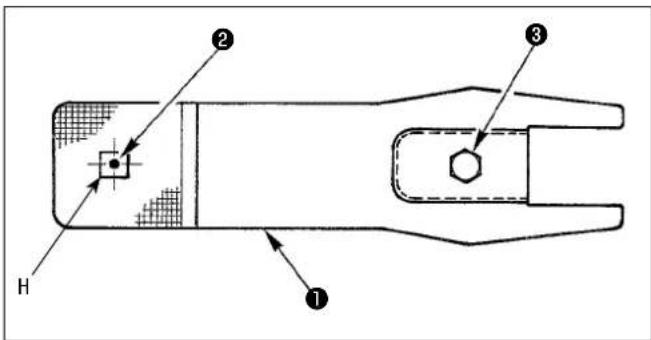
3)调整布压脚底板①,使针孔导板②正好在布压脚底板①的H部的中心。
4. 爪脚打开拨杆的调整
注意
为了防止意外的起动,请关掉电源后再进行操作。
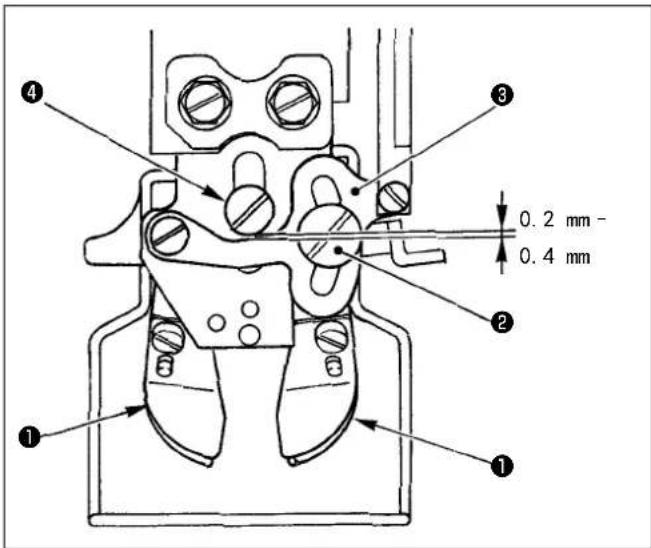
在停止位置让爪脚①上升的状态,拧松打开爪脚拨杆的固定螺丝②,钮扣装到爪脚①时,让爪脚打开拨杆③和塔形螺丝④之间的间隙为0.2~0.4mm,然后拧紧打开爪脚拨杆固定螺丝②。
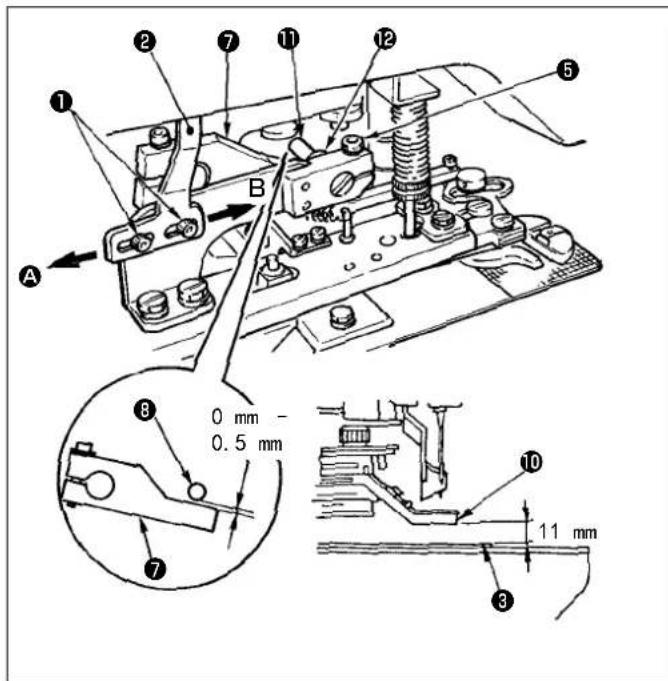
5. 钮扣爪脚上升量的调整
注意
调整中,缝制 LED 亮灯时,请不要把踏板踩到 2 级。踩了之后,送扣器会动作,请注意危险。

1)在操作盘的准备完了LE14灭灯的状态下,按模式键M4。
2)用项目选择键 6 把 08 压脚调整设定为选择状态。
3)按项目编辑键 8。抓扣装置向原点位置移动并上升。
4)拧松 2 个螺纹①,沿箭头方向前后调整压脚提升动作板②,使针板③到爪脚前端⑩的距离为 11mm。
5) 转动装置侧的旋转臂马达旋钮⑨,让布压脚上下臂⑦的上升停止,拧松螺丝⑤转动布压脚钩⑫把和压滚⑪的间隙调整为 0 \~ 0.5mm。
6)调整后,请确认可以确实地供给钮扣。
为了防止意外的起动,请关掉电源后再进行操作。
拧松调节螺丝①,转动调节螺丝②,使布料在运转中尽量不要偏斜。
7. 挑线杆的调整
注意
为了防止意外的起动,请关掉电源后再进行操作。
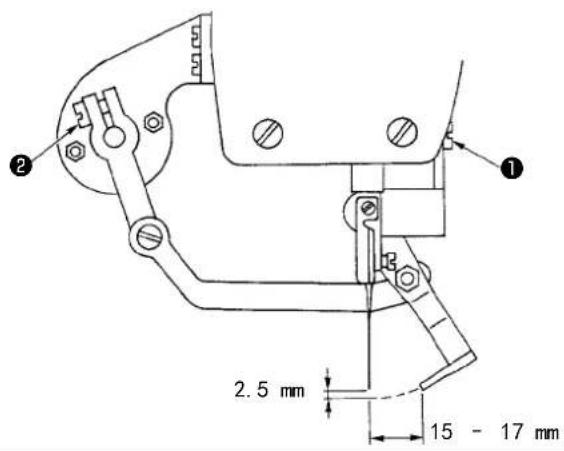
1)拧松螺①把挑线杆和机针的间隙调整为 2.5mm 以上。
2)拧松螺丝②把挑线杆端面和针心之间的距离调整为15~17mm。调整后,把螺丝确实地拧紧。
(注意) 机针为缝制结束停止的位置。
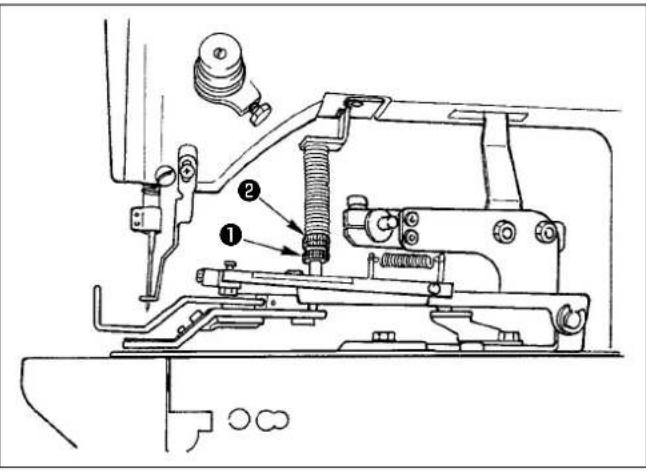
8. 挑线杆弹簧的调整
注意
为了防止意外的起动,请关掉电源后再进行操作。
调整挑线杆弹簧①,使挑线杆弹簧①把切线后的上线保持到挑线杆②之间,这时的强度为 0.2 \~ 0.3N(比从梭壳出来的底线稍强)。
(注意) 保持力过强的话, 旋梭上的线就容易脱落。
9. 钮扣挑起杆的安装(选购品)
注意
为了防止意外的起动,请关掉电源后再进行操作。
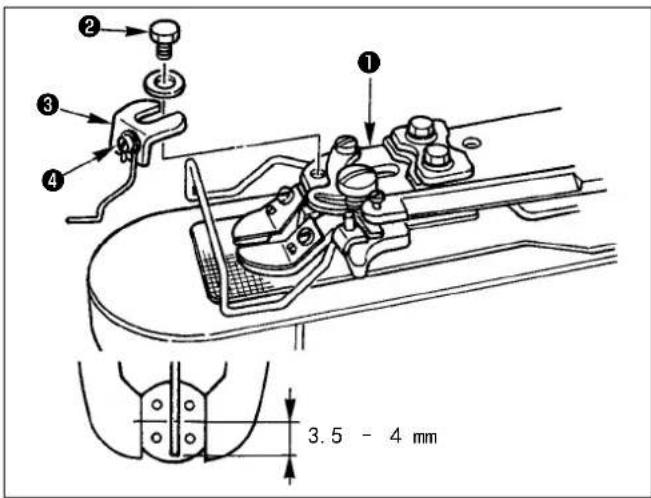
1)用六脚螺丝②把钮扣挑起杆安装板③安装到爪脚安装台①上。
2)把挑起杆移动到钮扣中心位置,让钮扣中心到挑起杆前端的距离为 3.5 4 mm。
3)拧松螺丝④,上下移动挑起杆,调节挑起量。
10. 钮扣供给装置控制箱的调整
危险
为了防止触电事故,请关掉电源后再进行操作。
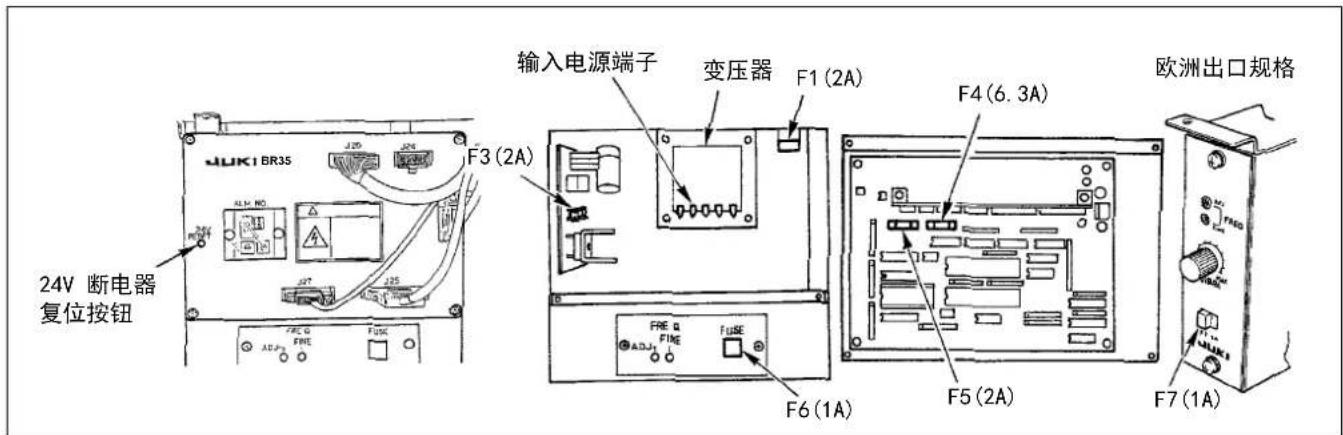
(1) 24V 断电器
DC24V 线路超电流之后,电气箱前面的断路器跳闸。复位时请用细针销等按复位钮(白色)。
(2) 确认变压器的输入端子(请接到适合各市场电压的端子上。)
(3) 更换保险丝
在图示的位置上有保险丝(F1 和 F3 ~ F7)。(请卸下控制箱前面框架后更换保险丝。)
11. 送扣部的检测机构和调整
注意
为了防止意外的事故发生,请在缝制 LED 灭灯的状态下进行操作。
※ 传感器 ON 时,LED(红)亮灯,OFF 时,灭灯。
图a-①
图b-1
图a-2
图b-②
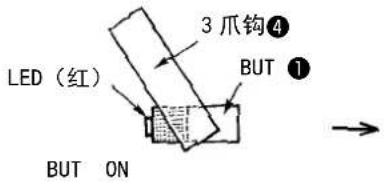
(1) 定位钮扣检测开关 (BUT) 的调整
定位按钮检测开关①(以下称 BUT),使用触发传感器,在定位(3 爪)动作时,检测定位的有无钮扣的传感器。
(有钮扣为 OFF,无钮扣为 ON)
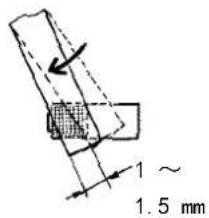
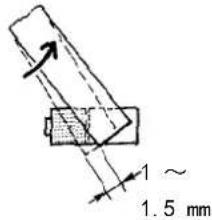
调整方法是在定位部②内无钮扣状态,拉定位电磁③的铁芯,关闭3爪。在此状态,拧松3④的固定螺丝,BUT①从OFF变为ON(图a①)的位置前进1~1.5mm的地方(图a②),拧紧3爪钩固定螺丝。
然后在保持 3 爪 10mm 的钮扣时,BU①变为 OFF,取出钮扣,关闭 3 爪时,BU①应变为 ON。
进行上述调整时,需要进行(2)的调整。
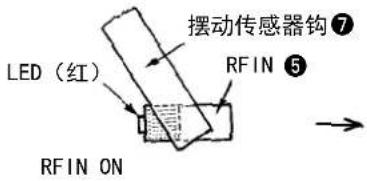
(2) 摆动完了开关 (RFIN) 的调整
摆动完了开关⑤(以下称 RFIN)是使用触发传感器,确认钮扣是否安放到送扣器销上的传感器。
调整方法是在定位部②内放入 10mm 的钮扣,拉定位电磁③的铁芯,关闭 3 爪。在此状态,拧松 3 爪⑦的固定螺丝,RFIN⑤从 OFF 变为 ON(图 b ①)的位置前进 1~1.5mm 的地方(图 b ②),拧紧摆动传感器钩固定螺丝。
然后在保持 3 爪 10mm 的钮扣时,RFI⑤变为 OFF,取出钮扣,3 爪夹持附件⑥的下部外周时,RFIN⑤应变为 ON。
进行上述调整时,需要先完成(1)的设定。
(注意) RFIN 是用 RFIN 的 ON.OFF (钮扣外径和附件外径之差) 检测, 开闭挡板的传感器。
(1)、(2)的调整, 变更了钮扣直径不需要进行重新调整。
12. 指示部送扣板的调整
注意
为了防止意外的起动,请关掉电源后再进行操作。
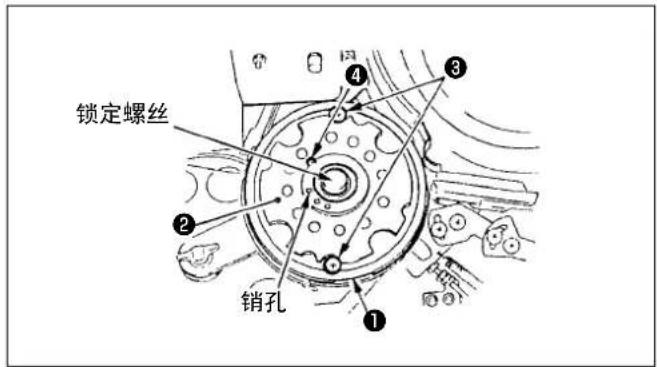
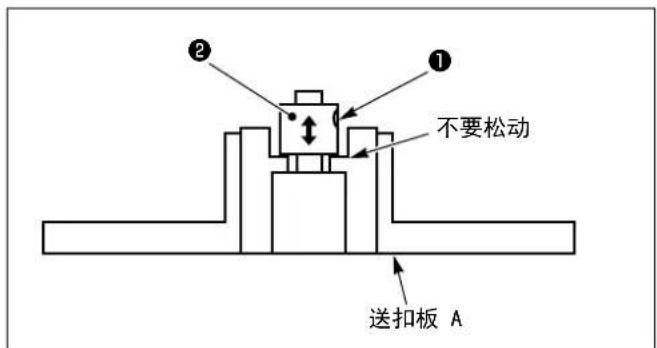
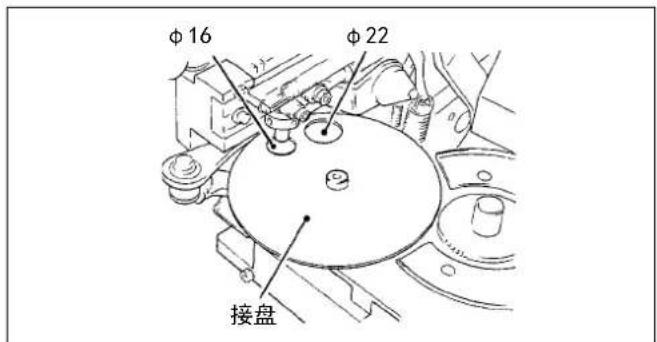
1)确认指示原点。拧松锁定螺丝卸下送扣板。拧松螺丝③和螺丝④,卸下框①和调整板②。
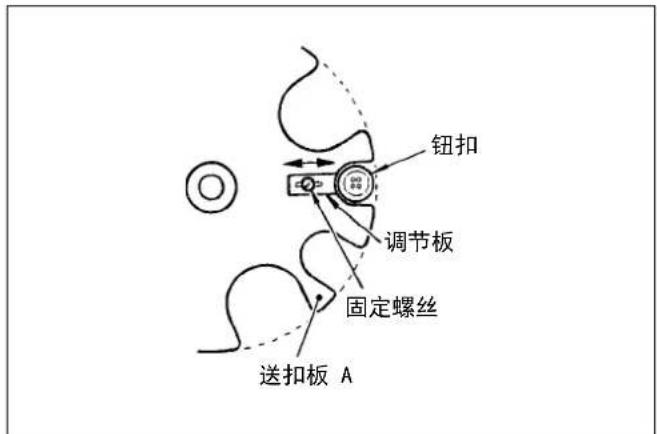
2)从送扣板 A 的 3 种孔径(Φ22、Φ16、Φ12)中选择适当的孔径,并用调整板进行微调整以适合于钮扣尺寸。让钮扣外周和送扣板 A 外周一致。
3)用调整按钮调整钮扣进入的间隙。间隙是不让2个钮扣进入的间隙。位置决定之后用螺丝④固定。不使用的送扣板孔用框①盖住,再用螺丝③固定。
4)把调整好的送扣板 A 安装到送料器上。此时,使用的送扣板 A 孔对准送扣器出口,然后拧紧固定螺丝。
(注意)拧紧螺丝时,请不要把零件弄坏。
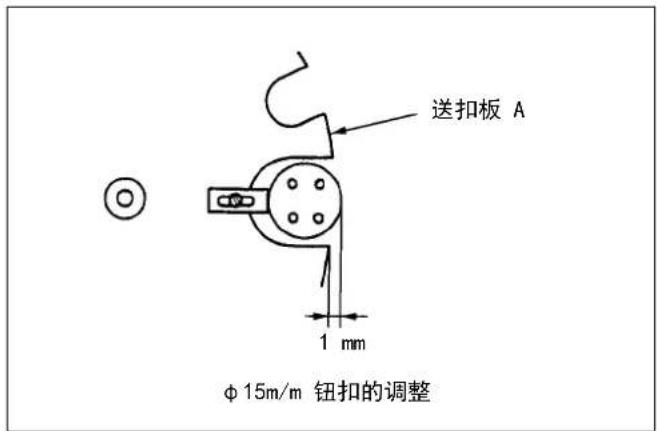
缝钉 15 的钮扣时,把调节板的设定比上述大 1mm 后使用。
(这是为了能顺利的落入指示齿轮上。)
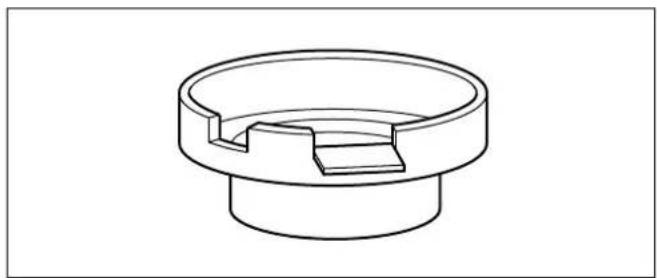
送扣板上如果有松动时,请拧松螺丝①把锁定环②顶到送扣板不让它松动。不松动之后拧紧螺丝①。
(注意) 锁定环②不要与送扣板顶得过紧。
13. 送扣部的更换和定位
注意
为了防止意外的起动,请关掉电源后再进行操作。
(1) 送扣器的更换和定位
更换送扣器的方法是,拧松螺丝③,卸下送扣器。更换适和钮眼距离的送扣器,顶到偏心凸轮②,同时让上面接触螺母①再拧紧螺丝③固定好送扣器。
(注意) 定位请在原点进行。
(2) 附件的更换
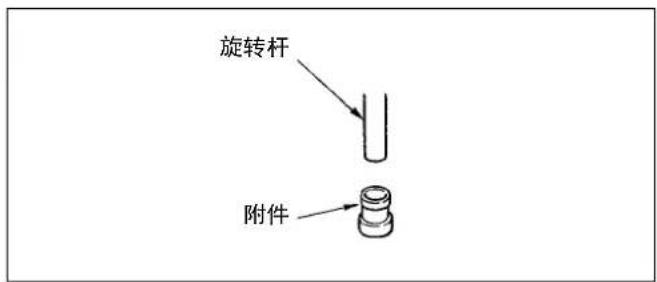
从旋转杆上卸下安装的附件。然后安装上另外型号的附件。此时,请确认附件是否正确地安装。
(3) 送扣板的更换和定位
接盘的更换
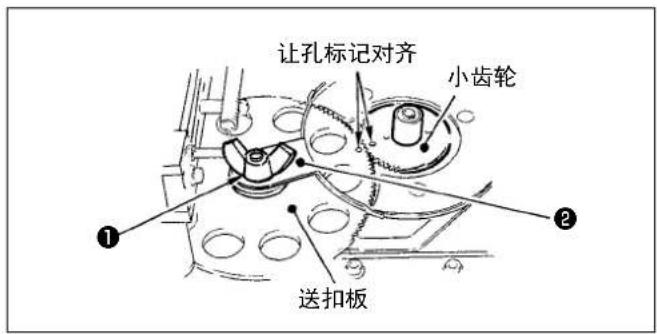
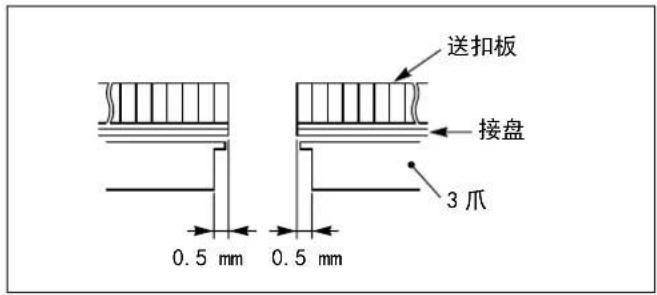
1)钮扣尺寸 1015 时,请使用 16 的送扣板。钮扣尺寸 1618 时,使用 22 的送扣板。卸下蝶形螺丝①,在取下盖子②,更换送扣板。
调整送扣板的位置时,先确认小齿轮是否在原点位置,把送扣板的孔标记对准小齿轮的孔标记。此时,接盘也与3爪上送扣板的孔眼对齐。
2)送扣板下面的接盘也一定要与送扣板的孔径一致。接盘上有 16 和 22 两种孔眼,使用 16 的送扣板时,把 16 孔,使用 22 的送扣板时把 22 孔分别对准旋转方向使用。
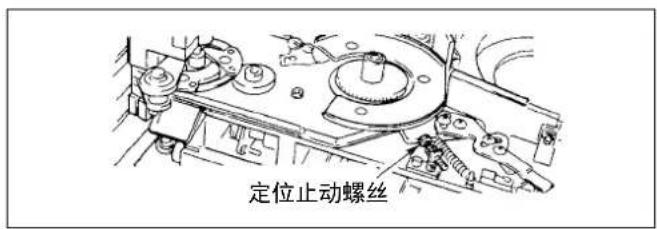
3)3 爪的初期位置请调整为使用的送扣板的钮孔径 +1mm。调整时,用定位螺丝来调整。
14. 送扣装置的振动调节
15. 送扣器杯部的调整
(1) 导向板
1)打开电源。
2)把送扣器调整旋钮3调到中间位置。
3)送扣器的振动弱时,转动灵敏度调整旋钮①,在振动最大的位置停止。然后再用微调把灵敏度调整旋钮②把振动调整到最大。
4)用送扣器调整旋钮调节钮3的传送。
(注意)
灵敏度调整旋钮 ②非常灵敏。调节时把平底钮扣放到送扣杯中,一边观察钮扣的传送一边进行调节。
1)钮扣上面和导向板的适当间隙为 0.7mm 左右。
2)拧松螺丝②,上下移动导向板①进行调整。
(2) 选择板
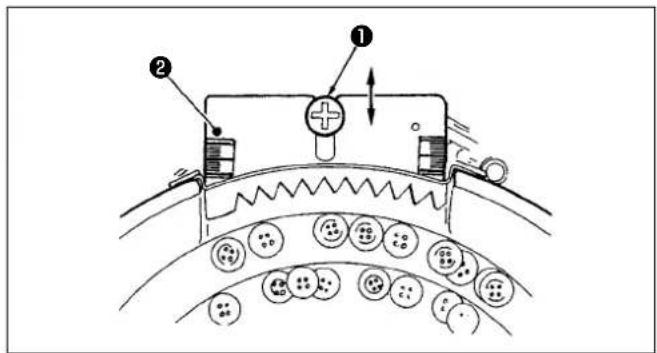
选择钮扣的正反面,只把正面的钮扣送到指示部。拧松螺丝①,把选择板②调整到适当的位置,然后用螺丝①固定。
把通过选择板的钮扣排整齐。
排列板②和钮扣上面的间隙为 0.7mm 左右。
拧松螺丝①,上下移动排列板②进行调整。
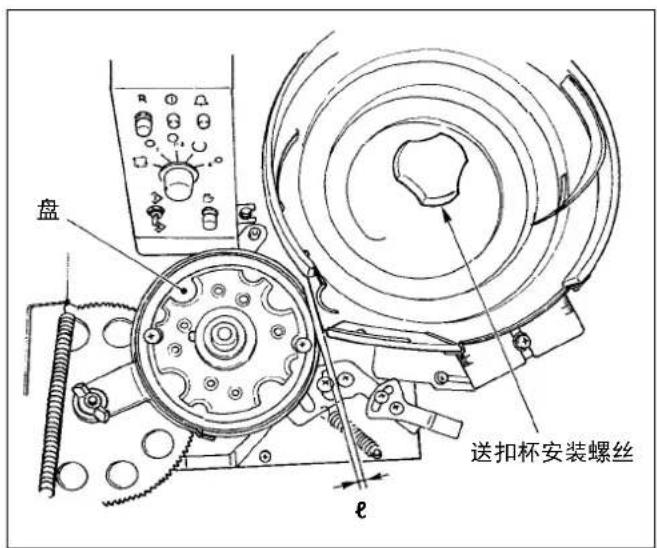
钮扣导向器①和钮扣之间的间隙l1为3~4mm。调整时,拧松固定螺丝②来进行调整。
钮扣导向器下面和送扣杯面之间的间隙 l_2 为0.3~0.5mm。
溢流板④和钮扣之间的间隙为2个钮扣重叠起来再加0.7mm左右。拧松固定螺丝③进行调整。
钮扣导向器和送扣板之间的间隙 C 为 2 ± 0.5 ~mm 。请调整与送扣板的间隙 C,矫正钮扣导向器。
(5) 送扣杯的位置调整
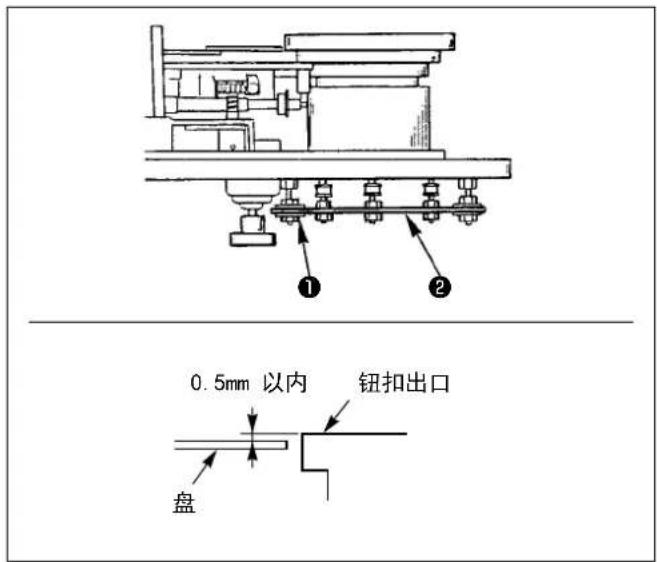
拧松 6 个送扣座②的固定螺母①,送扣杯在上方,送扣杯的钮扣出口和盘的高度差在 0.5mm 以内。 高度差过大,就会有重叠钮扣现象出现,请加以注意。
送扣杯和盘的间隙 为1~1.5mm左右。
拧松调整螺母①,移动整个送扣器来调整。
拧松送扣杯安装螺丝,移动送扣杯的位置可以进行微调整。
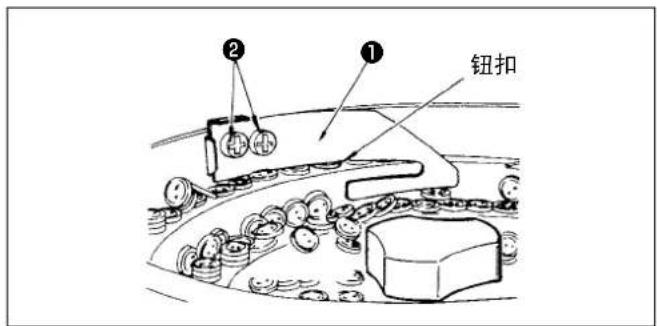
16. 钮扣更换顺序(送扣器侧)
| 注意 | 为了防止意外的起动造成人身伤亡事故,请关掉电源后再进行操作。变更钮扣形状、进行缝制宽度的放大、缩小时,请先确认落针。万一机针没有进入钮扣孔,爪脚跑到图案外时,缝制途中机针会碰到钮扣眼、爪脚装置,发生断针事故,非常危险。 |
○ 下面简单地说明变更钮扣时的顺序。
(1) 变更钮眼时 ( ) ⇌ ☐
(2) 钮扣厚度变更时 (☐) ⇌ ☐
1)更换零件为送扣器。
2)把送扣器移动到送扣器原点(钮扣装入送扣器的位置)。
3)变更适合于钮扣眼数、眼间距(扣眼与扣眼的距离)的零件。
4)安装送扣器时,用挡块①、②来固定。
5)设定适合钮扣形状的图案和缝制宽度后,请一定确认落针。
1)应正确地进行送扣器内的钮扣流动以及正反面判断。请参照「送料杯部的调节」。
2)调整送扣板的厚度。拧松螺丝③上下调整,使 A 尺寸在 0.7mm 左右。
(3) 钮扣外径变更时
○ 确实地进行送料杯内的钮扣流动、正反面的判断。
○ 送扣板 A 直径方向调整。
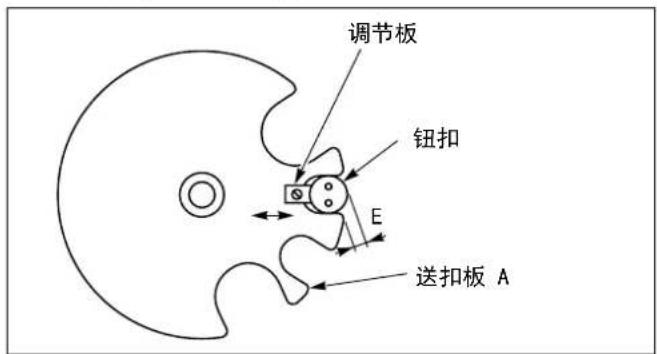
●送扣板 A 地孔径有大、中、小。
1)小为 10mm \~ 11.5mm
中为 11.5mm 15mm
大为 15mm 18mm
2)把钮扣安装到孔上时,调节调节板让 E 为 0。
3)变更小中时,移动板的外框应能让钮扣进入。
(注意)
拧紧送部板 A(塑料制)上的螺丝时,请注意不要拧得过紧。
(例)
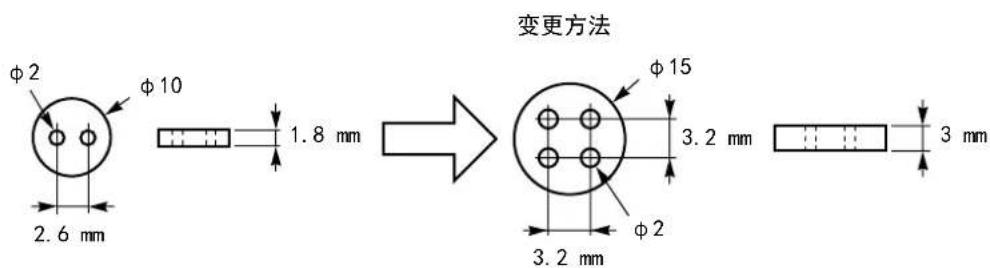
A. 因为孔眼尺寸(3.2 → 2.6)以及眼数(2个 → 4个)不同,所以需要更换送扣器和变更缝制宽度。
B. 钮扣厚度 1.8 3 ,所以需要调节送扣板的上下方向。
C. 钮扣外径 1015 ,所以变更送扣板小→中,以及调节调节板。
D. 需要调整送料杯部。
更换钮扣时,请确认 A、B、C 有无变更,然后分别进行调整。
VI. 警报显示(钮扣供给装置(BR)侧)
操作盘的警报灯开始缓慢闪亮时,控制箱正面的显示部显示出警报 No.。
| No. | 显示错误内容原因对象解除 | 方法 | |||
| 0 | 0 | 动作正常(通常待机时) | —— | ||
| 1 | 1 | RAM检测错误CPU错误 | CPU线路板内RAM故障自我检查错误 | 更换CPU线路板再次打开电源 | |
| 2 | 2(闪亮) | 缝纫机起动错误 | 缝纫机起动时LK-BR中转电缆断线缝纫机不起动时24V断路器跳闸 | 更换延长接线按复位开关。按24V复位键。 | |
| 3 | 3 | 摆动错误自动排出功能3次连续动作后发生错误。 | 送扣器与钮扣孔间隔不一致。摆动完了传感器故障(误动作)摆动杆、3爪、送扣器的顶心不正确。 | 更换送扣器更换RFIN传感器(调整)定心 | 按复位开关。 |
| 4 | 4 | 旋转臂错误(一定时间以上马达ON) | 马达超负荷(钮扣被拉,或机械锁住)F4(6.3A)保险丝断 | 除掉钮扣(参照使用时的注意事项)更换保险丝 | 排除电源停电的原因之后再打开电源 |
| 5 | 5 | 指示错误(一定时间以上马达ON) | 马达超负荷(钮扣被拉,或机械锁住)54(2A)保险丝断 | 除掉钮扣更换保险丝 | 排除电源停电的原因之后再打开电源 |
| 6 | 6 | 未使用 | — | — | |
| 7 | 7 | 未使用 | — | — | |
| 8 | 8 | 定位钮扣开关故障、误动作 | — | 再调整更换开关 | 按复位按钮 |
| 9 | 9 | 起动开关故障、误动作 | — | 再调整更换开关 | 按复位按钮 |
| 10 | c | 缝纫机起动条件错误(旋转臂马达原点SW不是ON。) | 旋转臂原点不正确旋转臂马达不良 | 再调整原点传感器更换机臂马达 | 手转动,返回到转动机臂原点。按手动操作开关。 |
| 11 | j | 未使用 | —— | ||
| 12 | u | 未使用 | —— | ||
| 13 | 5 | 摆动动作条件错误(指示SW不是ON。) | 指示不在原点。(马达超程) | 更换指示马达按复位按钮 | |
| 14 | 0(闪亮) | 缝纫机错误打开电源时的状态 | 缝纫机方面的错误操作箱没有准备完了缝纫机的项目选择LED为压脚下降(▲)状态 | — | 缝纫机的错误解除按准备键。按选择键。 |
VII. 缝制时的现象、原因和对策
| 现象原因 | 对策 | |
| 1.始缝时脱线或从中途开始缝制。 | 1上线残线过短。2切布粘在一起。3挑线杆没有压到线。4开始缝制时缝纫机速度快。 | 第1线张力器弱。调节第2线张力器盘浮起量。使用高的针孔导向器。使用钮扣爪脚厚度薄的爪脚。矫正拨线弹簧。增加软起动(存储器开关)的针数(例:400→400→400→900→) |
| 2.常断针。 | 1针碰钮扣眼2针孔导向器凸部和布压脚相碰。3针过细 | 调整爪脚的位置,让针落到钮眼中。调整布压脚底板位置,使之不与针孔导向器凸部相碰。缝制钮扣尺寸大时,请使用中钮扣或大钮扣用的布压脚底板。换成适合于缝制物或钮眼的机针。 |
| 3.缝制背面非常不好 | 1上线残留过长。2拨线杆抓线过紧。3底面为圆形的钮扣时,缝成球状。 | 增强第1线张力器。调节第2线张力器浮起时间。减弱拨线杆弹簧。更换为钮扣扣爪厚的爪脚。 |
| 4.钉扣不好 | 1钮扣夹持力弱。2拨爪脚弹簧过强。3底面为圆形的钮扣时,钮扣下面和针孔导向器凸部上面有线进入,钮扣不能活动。 | 纠正爪脚的动作。矫正钮扣爪脚弹簧,加强钮扣夹持力。矫正钮扣爪脚弹簧,减弱弹力。更换为钮扣爪脚厚的爪脚。 |
VIII. 选购零件
1. 钮扣装置的种类
| 4眼用 | ||||
| 钮扣装置的形状 |  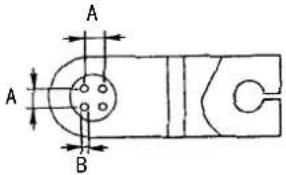 | |||
| A尺寸扣眼间隔 | B尺寸线径 | 货号记号 | ||
| 标准2.6 1.0 | 165-57902 A | |||
| 选购零件 | 2.0 1.0 165-90507 Q | |||
| 2.2 1.0 165-90606 R | ||||
| 2.4 1.0 165-88501 S | ||||
| 2.4 1.2 165-88600 T | ||||
| 2.6 1.2 165-88709 U | ||||
| 2.8 1.2 165-88808 V | ||||
| 3.0 1.2 165-88907 W | ||||
| 3.0 1.5 165-89806 F1 | ||||
| 3.1 1.0 165-87206 D | ||||
| 3.1 1.2 165-89004 X | ||||
| 3.1 1.4 165-89202 Z | ||||
| 3.2 Taper 细头 165-89905 G1 | ||||
| 3.6 1.2 165-90705 H1 | ||||
| 4.0 1.2 165-89707 E1 | ||||
| 2眼用 | ||||
| 钮扣装置的形状 |  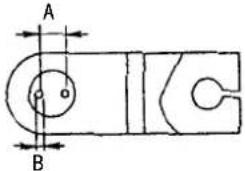 | |||
| A尺寸扣眼间隔 | B尺寸线径 | 货号记号 | ||
| 标准3.2 1.2 | 165-58009 B | |||
| 选购零件 | 2.0 1.0 165-87305 E | |||
| 2.2 1.0 165-87104 F | ||||
| 2.4 1.0 165-87503 G | ||||
| 2.4 1.2 165-87909 L | ||||
| 2.6 1.0 165-87602 H | ||||
| 2.6 1.2 165-88006 M | ||||
| 2.8 1.0 165-87701 J | ||||
| 2.8 1.2 165-88105 N | ||||
| 3.0 1.0 165-87800 K | ||||
| 3.0 1.2 165-88204 P | ||||
| 3.8 1.2 165-87107 C | ||||
2. 附件
| 品名 货号 用途 | ||
钮扣组件(Q124)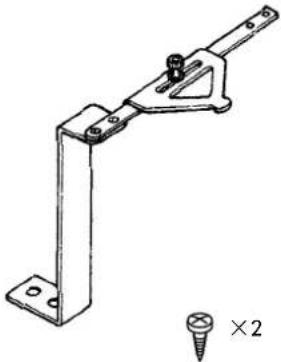 | MAQ124000A0 进行等间隔钉扣缝钉时有效。(包括2个木螺丝)请准备下列Q124用垫片和安装螺丝(2个)或25~27mm的高度调整用的垫片。 | |
Q124 用垫片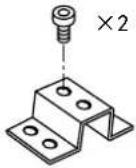 | 40018337SL6041092TN ×2 | Q124 用垫片这是把按压垫片组件(Q124)安装到LK-1903BN/BR35的垫片。请用Q124附属的木螺丝固定到缝纫机机台。这是把按压垫片组件(Q124)安装到Q124垫片的螺丝。 |
3. 其他
| 品名货号用途 | ||
针孔导向器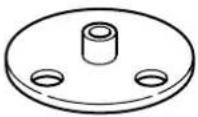 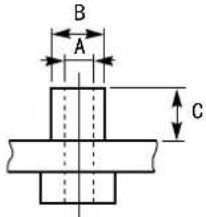 A=1.6 B=3.5 C=1.1 A=1.6 B=3.5 C=1.1 | D2426284Y00钮扣背侧和针孔导向器无间隙时使用。 | |
厚钮扣用爪脚组件(左) | MAZ088220BAA更换了上述的针孔导向器后,钮扣背面和针孔导向器之间没有间隙时使用(厚钮扣用)。 | |
厚钮扣用爪脚组件(右) | MAZ088230BAA同上 | |
附件(大) { { | 16557704形状与标准型相同,底面直径大的型号。适合于 18mm左右的大钮扣。更换时,需调整摆动完了SW。 | |
附件(带槽)  8 mm 8 mm | 18257006底面标准直径,底面带有十字槽的型号。适合于特殊形状的钮扣用的标准附件适合于不容易转动的钮扣。大(柄扣等) | |
附件(凹头) 8 mm 8 mm | 18257105底面标准直径,底面带有凸头状的型号。适合于柄扣那样的钮扣。 | |
针孔导向器(凹头) 9 9 | 18257204 与 18257105 形状相同,底面直径大的型号。更换时,需调整摆动完了 SW。 | |
送扣板 Φ13.5 组件小接扣盘(送扣板 Φ22 组件) 孔径 Φ13.5mm 孔径 Φ13.5mm | 1820095618201103(16568651) | 比标准钮扣搬送孔小(Φ13.5)的型号。用途是 Φ10 的小钮扣(特别是贝壳钮扣),有的钮扣会因 3 爪翻扣或 3 爪关闭时弄坏钮扣。为了防止以上现象,请使用合适的小接扣盘组件。Φ16 以上的钮扣时,请使用 Φ22 送扣板组件。按扣盘可以使用标准件。 |
选择板极小组件 (大选择板) (大选择板) | 18251553(GBR01424000) | 比 BR011220A0 选择板小的型号。适合于 Φ10 左右的平扣选择板选扣不稳定的组件。(特别是贝壳钮扣)缝制大钮扣时,请使用大选择板。 |
排列板 Λ | 18213207 柄扣形状的钮扣等用标准板不容易排列时使用。钮扣呈不容易抓起的状态。 | |
大定心环 | 16558207 送扣器 E、F、H 在原点定心时使用。 | |